
疲労強度又は冷間加工性に優れた高清浄度鋼
【課題】 高清浄度鋼の冷間加工性と疲労特性をさらに改善する。
【解決手段】 前記課題が解決された高清浄度鋼は、total−Liを0.020ppm〜20ppm(質量基準)の範囲で含有するか、或いはtotal−LiとSiをtotal−Li/Si(質量比)=1×10-6〜1000×10-6で含有しており、長径20μm以上の酸化物系介在物が、鋼50g当たり、例えば1.00個以下になっている。前記高清浄度鋼の化学成分は、通常、C:1.2%以下(質量%の意。以下、同じ)、Si:0.1〜4%、Mn:0.1〜2%、total−Al:0.01%以下、O:0.005%以下、total−Mg:0.1〜20ppm(質量基準)、及びtotal−Ca:0.1〜20ppm(質量基準)程度である。
【解決手段】 前記課題が解決された高清浄度鋼は、total−Liを0.020ppm〜20ppm(質量基準)の範囲で含有するか、或いはtotal−LiとSiをtotal−Li/Si(質量比)=1×10-6〜1000×10-6で含有しており、長径20μm以上の酸化物系介在物が、鋼50g当たり、例えば1.00個以下になっている。前記高清浄度鋼の化学成分は、通常、C:1.2%以下(質量%の意。以下、同じ)、Si:0.1〜4%、Mn:0.1〜2%、total−Al:0.01%以下、O:0.005%以下、total−Mg:0.1〜20ppm(質量基準)、及びtotal−Ca:0.1〜20ppm(質量基準)程度である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は冷間加工性と疲労特性に優れた高清浄度鋼に関するものであり、好ましくは高張力鋼線、極細鋼線、高強度ばね(特に弁ばね)などとしたときに極めて有用な高清浄度鋼に関するものである。
【背景技術】
【0002】
冷間加工により0.1〜0.5mmに伸線される極細鋼線や高い疲労強度が要求されるばね用鋼材では、鋼材中に存在する硬質の非金属介在物を極力低減することが必要である。これら非金属介在物は、伸線中の断線原因となり、また疲労強度を低下させる原因となるためである。こうした観点から上記のような用途に使用される鋼材には、非金属介在物を極力低減した高清浄度鋼が用いられる。
【0003】
近年、排ガス低減や燃費改善を目的として自動車の軽量化や高出力化の要望が高まってきており、エンジンやサスペンション等に用いられる弁ばねや懸架ばねは、高応力設計が志向されている。そのためばね鋼は、高強度化及び細径化していく方向にあり、負荷応力が益々増大する。従って、耐疲労特性や耐へたり性においても一段と優れた高性能のばね鋼が求められており、特に弁ばねは最も高い疲労強度が要求されている。
【0004】
一方、タイヤコードに代表される極細鋼線についても、タイヤの軽量化を目的として高強度化が進んでおり、最近では4000MPa級の強度を有するスチールコードが使用されるに至っている。しかし極細鋼線を高強度化するほど、冷間加工時(伸線時)に断線しやすくなるため、一層の冷間加工性が要求されている。
【0005】
上述したように、これらばね鋼や極細鋼線は素材が高強度化するにつれて非金属介在物に起因する疲労折損や断線が生じやすくなり、その主たる原因である非金属介在物の低減及び小型化の要求は一段と厳しくなっている。
【0006】
硬質の非金属介在物の低減及び小型化については、これまでに多くの技術が提案されており、例えば非特許文献1には、ばね鋼では介在物を融点が1400〜1500℃以下のCaO−Al2O3−SiO2系に制御すると疲労破壊の起点とならないこと、またタイヤコードではAl2O3等の非延性介在物を低減すればよいことなどが開示されている。また特許文献1〜2には、介在物の平均組成をSiO2:20〜60%、MnO:10〜80%、CaO:50%以下、MgO:15%以下とすれば(特許文献1の場合)、又は介在物の平均組成をSiO2:35〜75%、Al2O3:30%以下、CaO:50%以下、MgO:25%以下とすれば、冷間加工時又は伸線時に介在物が砕かれ分散するため、無害化できることが記載されている。
【0007】
しかしながら、近年の要求特性の向上を鑑みると、さらなる高性能化が求められる。
【0008】
なお特許文献3では、Si系脱酸剤とアルカリ金属化合物の混合物を溶鋼中に加えて、脱酸生成物をアルカリ金属を含む組成にコントロールしながら清浄鋼を製造している。これらアルカリ金属はアルミナ系やSiO2系の硬質の非金属介在物の融点を下げるために使用されており、その結果、該非金属介在物を熱間圧延中に糸のように細長く引き延ばすことができ、伸線性や耐疲労特性に無害な形態にしている。なお前記アルカリ金属としては、例えばNaやLiなどが使用されているが、NaとLiは同効元素であるとされている。またアルカリ金属は溶鋼中にそのまま添加しても歩留まりが悪いため、脱酸剤と共に添加することを推奨しており、例えば転炉から取鍋へ出鋼した後の溶鋼処理(LF)工程初期にLiをLiFの形態で珪酸ナトリウムと共に攪拌用Ar気泡が上昇してくる位置に添加している。
【0009】
また特許文献4でも、介在物の融点を低下して熱間圧延時に介在物を変形させることを目的に、アルカリ金属を溶鋼中に添加している。該アルカリ金属としては、Li、Na、Kなどが使用されているが、これらは同効元素であるとされている。またアルカリ金属は溶鋼中に溶解しないため、Siで希釈して使用することを推奨しており、具体的にはLiを12%以下の範囲で含むSi合金を脱酸剤として添加している。
【0010】
特許文献5にも延性のある介在物とするために、SiO2が主体の介在物においてアルカリ金属の酸化物を含有させている。なおこの文献において介在物の延性向上は、上記文献3〜4に記載されているような融点低下ではなく、アルカリ金属による介在物と溶鉄との界面エネルギーの低下によるものであると説明されているが、いずれにせよアルカリ金属であるNa、K、Liは等価であると説明されている。しかもアルカリ金属は、スラグ添加で最大で10%(スラグ中濃度)程度も添加されている。なお実際にはNaだけが使用されている。
【0011】
特許文献6はSi脱酸する際に、アルカリ金属酸化物を利用することを提案している。この文献においてアルカリ金属酸化物を利用するのは、取鍋スラグ中のSiO2活量を充分に低い状態にすることができ、その結果、溶鋼中の全酸素濃度を低下させることができるためであるとしている。なおこの文献においても、アルカリ金属酸化物としては、Na2O、K2O、Li2Oなどが挙げられているがこれらは同効元素として記載されている。この文献は前記特許文献5とは異なって実際にLiを添加しているが、具体的にはLi2Oを炭酸塩の状態でスラグに配合しており、Liの場合の濃度(スラグ中)は最大で8%程度まで達している。
【非特許文献1】社団法人日本鉄鋼協会編集「第126・127回西山記念技術講座」、社団法人日本鉄鋼協会出版、昭和63年11月14日、第145〜165頁
【特許文献1】特公平6−74484号公報
【特許文献2】特公平6−74485号公報
【特許文献3】特開平1−319623号公報
【特許文献4】特開平2−15111号公報
【特許文献5】特開2002−167647号公報
【特許文献6】特開2002−194497号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は上記の様な事情に着目してなされたものであって、その目的は、冷間加工性と疲労特性がさらに改善された高清浄度鋼を提供することにある。
【課題を解決するための手段】
【0013】
本発明者らは、前記課題を解決するために鋭意研究を重ねた結果、Liには、他のアルカリ金属(Na、Kなど)にはない特異な作用効果があることを発見した。すなわちLiは介在物の融点を低下させる点ではNaやKと同様であるが、Liだけが複合酸化物系介在物(例えば、CaO−Al2O3−SiO2−MnO−MgO系複合酸化物など)を著しく変質させることができること、そして前記Liに特有の効果は鋼中のLiを所定量以上としたときに顕著となって冷間加工性や疲労強度が著しく改善されることを見出した。より具体的には、total−Li(溶存Li及び介在物中のLiの意。以下、同じ)を所定濃度以上にすると、前記複合酸化物は、溶鋼中ではLiを含む単相の液体複合酸化物(例えば、CaO−Al2O3−SiO2−MnO−MgO−Li2O系複合酸化物など)となり、鋳造後の鋳片中にも単相の複合酸化物として存在しているものの、該複合酸化物を有する鋼を圧延のために加熱すると、該介在物は圧延温度での平衡状態へと移行する。その結果、単相の複合酸化物は、ガラス質相と結晶質相とに相分離が進行し、ガラス質状の単相の介在物中に平衡相である結晶相が微細に析出した状態となり、この状態で分塊圧延や熱間圧延を行うと、ガラス質の部分は低融点・低粘性のために延伸性に富み、よく伸びる一方、結晶相とガラス相の界面には圧延時の応力が集中し、画期的に分断されやすくなる。すなわち細径化のみならず、分断効果も働く結果、介在物は著しく微細となるのである。このような現象が生じるのは、Li2Oに微細な結晶化を促進する効果がある為であり、同じアルカリ金属であってもNa2OやK2Oなどは融点や粘性を低下させる作用はあるものの、結晶化促進作用は弱く、従ってこれらNa2OやK2Oを用いたとしても介在物の微細化効果は不十分であった。
【0014】
そこで本発明では、上述したような結晶化促進を利用した微細化効果を発揮させるために、鋼中のtotal−Li濃度を所定量以上とすることとした。しかも該Liによる冷間加工性や疲労特性の向上効果を十分に発揮させるために、耐火物などに由来する酸化物系介在物を抑制することとした。
【0015】
このような本発明に対して、非特許文献1や特許文献1〜2に開示されているような発明(CaO−Al2O3−SiO2系介在物の融点が1400〜1500℃以下となる領域に介在物組成を制御する発明など)では介在物はある程度小型化されるものの、Liによる結晶化促進効果を利用していないために、小型化は不十分となっている。しかも、これらの文献では介在物組成を直接制御することを目的としている。介在物組成を直接制御するためには、スラグ精錬中に、無害なトップスラグを巻き込ませ、巻き込まれたスラグと溶鋼中の有害な脱酸生成物(特にSiO2やAl2O3)を合体、反応させ、無害化することが重要となる。この操作によってTotal−Oはさほど低下しないが、熱力学的に溶存酸素は下がり、その結果、凝固時に生成するSiO2系の有害な脱酸生成物が生成しにくくなる。ところが、このようにして介在物組成を直接制御(すなわちスラグ反応を利用)する場合には、溶鋼やスラグを強攪拌する必要があるため、耐火物由来の介在物が混入しやすくなっている。
【0016】
また特許文献3〜6ではLiについて言及しているものの、これら特許文献3〜6でも不十分である。例えば特許文献3では、LiをLiFの形態で珪酸ナトリウムと共に添加しているが、LiFは融点が842℃、沸点が1676℃と製鋼温度に近く、歩留が不十分である。そのためこの特許文献3のように、転炉から取鍋に出鋼した後の溶鋼処理(LF)工程初期に、LiFを攪拌用Ar気泡が上昇してくる位置に添加する必要が生じる。しかしこのようにしても未だ鋼中Li量を十分に確保することが難しく、しかもスラグ中のLi濃度が高くなり過ぎてしまう。実際に本件発明者らが確認したところ、スラグ中のLiF濃度は4%もの高濃度になっている。溶鋼処理(LF)初期から高Li濃度のスラグを用いて強攪拌を行うと、耐火物の溶損が激しくなり、耐火物を起源とする外来系介在物が増加しはじめる。さらにはLiが不足して介在物の微細化効果が不十分となる。これらの結果、冷間加工性や疲労特性の向上が不十分となってしまう(後述の実施例の欄のA23参照)。
【0017】
また特許文献4でもスラグ中のLi濃度が高くなっている。すなわち特許文献4で使用されているSi−Li合金はLi濃度が12%以下であるためLiの歩留まりが低く、このようなSi−Li合金で介在物制御を行うためには、スラグ中のLi濃度を高くする必要がある。例えば実施例2では240トンの溶鋼に対してLi濃度2%のLi−Si合金700kg(Li純分14kg相当)を精錬中(スラグ中)に添加しており、実施例3ではLi濃度5%のLi−Si合金(Li純分10kg相当)を精錬中(スラグ中)に添加している。しかしこのようにしても未だ鋼中のLi量を十分に確保することが難しく、しかもスラグ中のLi濃度が高くなってしまう。実際に本件発明者らが確認したところ、スラグ中のLi2O濃度は約1%(実施例2)〜1.5%(実施例3)となっていた。スラグ中のLi濃度が約1%程度であっても、特許文献3と同様、スラグの融点や粘性が低下して耐火物の溶損性が高まり、外来介在物が増加しはじめる。しかもLiが不足するために介在物の微細化効果が不十分となる。これらの結果、冷間加工性や疲労特性の向上が不十分となる(後述の実施例の欄のA17〜18参照)。
【0018】
特許文献5〜6では、スラグ中のLi濃度が最大で8〜10%と極めて高くなっている。スラグ中のLi濃度をこれほどまで高くすると、鋼中のLi量はようやく確保できるようになるものの、逆にスラグの融点や粘性が著しく低下し、耐火物の溶損性が著しく高くなる。このようなスラグを溶鋼処理初期から作り、強攪拌すると、耐火物の損傷が激しくなり、Li量を確保したところで、冷間加工性や疲労特性が却って著しく低下する(後述の実施例の欄のA16参照)。
【0019】
上述のような文献とは異なり、本発明の鋼では、耐火物などに由来する酸化物系介在物を抑制しながら、鋼中のLi濃度を所定量以上に高めることに成功した。そして鋼中のtotal−Li濃度を所定量以上とすると、上述したようにLiの結晶化促進効果が発揮されるようになり、介在物を極めて微細化できることを見出し、本発明を完成した。なお、かかる鋼は、例えば、Liの添加形態を工夫して歩留まりを高め、溶鋼処理(LF)工程が終了した段階でLiを添加することによって製造できる。
【0020】
すなわち、本発明に係る疲労強度又は冷間加工性に優れた高清浄度鋼は、(1)total−Liを0.020ppm〜20ppm(質量基準)の範囲で含有する点、及び/又は(2)total−LiとSiを、total−Li/Si(質量比)=1×10-6〜1000×10-6となる範囲で含有しており、長径20μm以上の酸化物系介在物が鋼50g当たり1.00個以下になっている点に特徴がある。本発明の高清浄度鋼では、化学成分は、通常、C:1.2%以下(質量%の意。以下、同じ)、Si:0.1〜4%、Mn:0.1〜2%、total−Al:0.01%以下、O:0.005%以下、total−Mg:0.1〜15ppm(質量基準)、total−Ca:0.1〜40ppm(質量基準)となっており、さらにCr、Ni、V、Nb、Mo、W、Cu、Tiなどが適宜添加されていてもよく、残部はFe及び不可避不純物であってもよい。
【発明の効果】
【0021】
本発明によれば耐火物由来などの酸化物系介在物の増大を抑制しながらも、鋼中のtotal−Li量が適切に制御されているため、高清浄度鋼の冷間加工性及び疲労特性をさらに改善できる。
【発明を実施するための最良の形態】
【0022】
本発明の高清浄度鋼は、Liが有効利用されている。Liは、他のアルカリ金属(Na、Kなど)とは異なり、複合酸化物系介在物(例えば、CaO−Al2O3−SiO2−MnO−MgO系複合酸化物など)を著しく変質させることが可能である。すなわち製鋼時にLiは複合酸化物に取り込まれて単相の複合酸化物(例えば、CaO−Al2O3−SiO2−MnO−MgO−Li2O系複合酸化物など)を形成する。この鋼材を熱間温度に加熱すると、該Li含有複合酸化物系介在物は、ガラス質相と結晶質相とに相分離が進行し、ガラス質状の単相の介在物中に平衡相である結晶相が微細に析出した状態となり、この状態で分塊圧延や熱間圧延を行うと、ガラス質の部分は低融点・低粘性のために延伸性に富み、よく伸びる一方、結晶相とガラス相の界面には圧延時の応力が集中し、画期的に分断されやすくなる為、介在物は著しく微細となる。
【0023】
加えてLiは強脱酸元素であるため、鋼中の溶存酸素を低減する効果をも併せ持ち、酸化物の量自体を低減できる。しかも溶鋼中にLiが存在していると、凝固時に生成する高SiO2系の有害酸化物の生成を抑制できる作用をも併せ持つ。
【0024】
Liを適切に制御するためには、介在物の微細度に対して相関性の優れた指標によってLiをコントロールすることが必要である。このような指標として、(1)鋼中のtotal−Li量、や(2)鋼中のtotal−Li量とSi量の比[Li/Si比(質量比)]が使用でき、これらは単独で指標としてもよく、両方を組み合わせて指標としてもよい。後者(total−Li/Si比)は、Liによって変質される酸化物の形成元素として特にSiを対象として挙げ、該Siに対するtotal−Li量を規定したものであり、特にSi脱酸鋼に有効である。前者(鋼中total−Li量)は、Si脱酸鋼以外にも幅広く適用できる。
【0025】
前記Liの機能を有効に発揮するためには、鋼中のtotal−Li量は、0.020ppm(質量基準)以上、好ましくは0.03ppm(質量基準)以上、さらに好ましくは0.1ppm(質量基準)以上とすることが推奨され、例えば0.5ppm(質量基準)以上[例えば1ppm(質量基準)以上]程度であってもよい。
【0026】
また鋼中のtotal−LiとSiの質量比(total−Li/Si)は、1×10-6以上、好ましくは10×10-6以上、さらに好ましくは50×10-6以上とすることが推奨され、例えば100×10-6以上(例えば200×10-6以上)程度であってもよい。
【0027】
なおtotal−Liが過剰になった場合にも、酸化物系介在物(硬質介在物)の数が増加し、かつ粗大介在物も増え、冷間加工性や疲労強度が低下する。従って鋼中のtotal−Li量については、20ppm(質量基準)以下、好ましくは9ppm(質量基準)以下、さらに好ましくは6ppm(質量基準)以下とする。鋼中のtotal−LiとSiの質量比(total−Li/Si)は、1000×10-6以下、好ましくは800×10-6以下、さらに好ましくは600×10-6以下とする。
【0028】
さらに本発明の高清浄度鋼は、耐火物由来の介在物の増大も抑制されている。すなわち長径20μm以上の酸化物系介在物は、鋼50g当たり、例えば1.00個以下、好ましくは0.8個以下、さらに好ましくは0.5個以下となっている。
【0029】
上記のようにして耐火物由来の介在物を抑制しながら、total−Li量をコントロールして介在物を微細化すると、冷間加工性(伸線加工性など)や疲労特性を改善できる。
【0030】
本発明の高清浄度鋼は、冷間加工性や疲労特性に優れているため、高張力鋼線、極細鋼線、高強度ばね(特に弁ばね)などに有利に利用できる。これらの用途に本発明の高清浄度鋼を適用する場合、C:1.2%以下(好ましくは0.1〜1.0%、さらに好ましくは0.3〜0.9%)、Si:0.1〜4%(好ましくは0.1〜3%、さらに好ましくは0.2〜2.5%)、Mn:0.1〜2%(好ましくは0.2〜1.5%、さらに好ましくは0.3〜1.2%)、total−Al(溶存Al及び介在物中のAlの合計の意。以下、同じ):0.01%以下(好ましくは0.008%以下、さらに好ましくは0.005%以下)、O:0.005%以下(好ましくは0.004%以下、さらに好ましくは0.003%以下)である鋼が使用できる。なお、好ましいC含有量を1.2%以下としたのは、高強度鋼線(C含量:約1.1%レベル)から極細軟鋼線材(C含量:約0.01%レベル)までの応用を意図したもので、1.2%を超える高炭素鋼になると過度に硬質化すると共に加工性も低下し、実用的でなくなるからである。
【0031】
なお本発明はLiによって複合酸化物系介在物(CaO−Al2O3−SiO2−MnO−MgO系複合酸化物など)を改質するものであり、該介在物を構成するCaやMgは、溶鋼処理の段階でCaやMgはトップスラグの巻き込みによって鋼中に取り込まれることが多い。また必要により、CaやMgを添加してもよい。凝固時に生成する2次脱酸生成物がSiO2−rich、Al2O3−richとなって問題となる場合があり、これらにはCa、Mg、Liなどの添加が有効になる場合がある。2次脱酸生成物は1次生成介在物を核として、あるいは単独で、生成するものであり、タンディッシュ(TD)など溶鋼中の介在物組成と比較してSiO2−richやAl2O3−richになり易い場合があるが、Ca、Mg、Liなどを添加しておくと、2次脱酸生成物もSiO2、Al2O3、CaO、MgO、Li2Oなどを含有する複合酸化物(介在物)となって、高SiO2系や高Al2O3系の介在物の生成を抑制できる。
【0032】
鋼中のtotal−Ca(溶存Ca及び介在物中のCaの合計の意。以下、同じ)は、0.1〜40ppm(質量基準)[好ましくは0.2〜25ppm(質量基準)]程度、total−Mg(溶存Mg及び介在物中のMgの合計の意。以下、同じ):0.1〜15ppm(質量基準)[好ましくは0.2〜10ppm(質量基準)]程度となっている。
【0033】
また必要により物性向上元素として、さらにCr,Ni,V,Nb,Mo,W,Cu,Tiなどを含有していてもよく、これら元素は単独で又は2種以上を適宜組み合わせて含有していてもよい。これらの元素の好ましい含有率は、Cr:3%以下(好ましくは0.01〜1%),Ni:1%以下(好ましくは0.05〜0.5%),V:0.5%以下(好ましくは0.005〜0.2%),Nb:0.1%以下(好ましくは0.005〜0.05%),Mo:1%以下(好ましくは0.01〜0.5%),W:1%以下(好ましくは0.01〜0.5%),Cu:2%以下(好ましくは0.05〜1%),Ti:0.06%以下(好ましくは0.005〜0.03%)程度であってもよい。
【0034】
残部はFe及び不可避不純物であってもよい。
【0035】
高強度極細鋼線や高強度弁ばねとして最も適した高清浄度鋼は、上述した各元素のうち、C、Si、及びMnが以下の範囲となっている。例えば高強度極細鋼線用鋼として最適な高清浄度鋼は、C:0.5〜1.2%(好ましくは0.7〜1.1%)、Si:0.1〜0.5%(好ましくは0.15〜0.4%)、Mn:0.2〜1%(好ましくは0.3〜0.8%)となっている。高強度弁ばね用鋼として最適な高清浄度鋼は、C:0.3〜1.0%(好ましくは0.4〜0.8%)、Si:1〜4%(好ましくは1.2〜2.5%)、Mn:0.3〜1.5%(好ましくは0.4〜1.0%)となっている。
【0036】
本発明のような高清浄度鋼は、Liの添加手段を工夫することによって製造できる。
【0037】
第1に、例えばLi−Si合金(Li含有量:20〜40質量%)や炭酸Liを用いればよい。Li−Si合金のLi含有量を20〜40質量%(好ましくは25〜35質量%)とするのは、Li−Si合金製造時に液相線温度を低くできるため、該Li−Si合金製造時のLiの蒸発を防止できてその歩留まりを高めることができるためであり、さらには前記組成とするとLi−Si系の金属間化合物が存在しているために溶鋼中のLiの歩留まりを高めることができるためである。また炭酸Liを用いるのもLiの歩留まりを高めることができるためである。
【0038】
第2に、歩留まりの高いLiを溶鋼処理中(スラグ中)ではなく、溶鋼処理終了後に添加すればよい。Liの歩留まりが高められているため、溶鋼処理終了後であっても、鋼中のLi量を所定量以上とすることができる。そして溶鋼処理中(スラグ中)の添加を回避しているため、耐火物由来の介在物が増大するのを防止できる。
【0039】
なお前記Li−Si合金は、プリメルトによって製造できる。Li−Si合金には、必要に応じて、Ca、Mgや他のアルカリ金属(Na、Kなど)も適宜プリメルト或いは混合してもよく、希釈金属(Feなど)をプリメルトさせてもよい。また炭酸Liを用いる場合にも、Ca、Mgや他のアルカリ金属(Na、Kなど)を適宜混合してもよい。ただし本発明の高清浄度鋼は、Liの機能が他のアルカリ金属に比べて著しく優れているため、他のアルカリ金属を併用(プリメルト、混合など)しなくても、十分に介在物制御でき冷間加工性及び疲労強度を十分に改善できる。
【実施例】
【0040】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0041】
実験例1
実験は、実機(又は実験室レベル)で実施した。すなわち実機では転炉で溶製した溶鋼を取鍋に出鋼し(実験室では、転炉から出鋼される溶鋼を模擬した500kgの溶鋼を溶製し)、各種フラックスを添加して成分調整、電極加熱、及びアルゴンバブリングを実施し、溶鋼処理を実施した。またCa、Mgなどを必要に応じて溶鋼処理中に添加する一方、Liについては、Li2O、炭酸リチウム、Li−Si合金、又はLiFの状態で、溶鋼処理前、溶鋼処理中、或いは溶鋼処理後に添加した。次いで該溶鋼を鋳造した(実験室では、実機と同等の冷却速度が得られる鋳型に鋳造した)。得られた鋼塊を鍛造及び熱間圧延して直径5.5mmの線材とした。
【0042】
実験例2
Li添加に代えてNaを添加する以外は、実験例1と同様にした。なおNa添加は、Na2SiO2、NaF、又はNa2Oの形態で添加した。
【0043】
実験例1及び実験例2で得られた線材の評価は、以下のようにした。
【0044】
[鋼中のLi含有量]
対象となる線材から試料0.5gを採取してビーカーに取り、混酸(H2O+HCl+HNO3)を加えて加熱分解した。放冷後、分解液を分液ロートに移し入れた後、塩酸を加えて9N−塩酸酸性とした。メチルイソブチルケトン(MIBK)を加えて振とうし、鉄分をMIBK相に抽出した。静置後、MIBK相を捨て、再びMIBKを加えて同様の抽出・分液操作を合計で3回繰り返し、鉄分を完全に除去した。9N−塩酸酸性相を希釈して容量100mLとし、アルカリ測定溶液とした。
【0045】
セイコーインスツルメンツ社製のICP質量分析装置(型式 SPQ8000)を用い、て前記アルカリ測定溶液中のLi(質量数7)の濃度を測定し、鋼中のLi含有量を算出した。なおIPC質量分析条件は、以下の通りである。
高周波出力:1.2kW
キャリアーガス流量:0.4L/min
【0046】
[鋼中のNa含有量]
1)Na含有量が1ppm未満の場合(定量下限界0.01ppm)
対象となる線材から試料を採取してビーカーに秤量した後、純水、塩酸および硝酸を加えて加熱分解を行った。分解後、純水及び塩酸を加えて定容し、MIBKを加えてよく振り混ぜた。静置後、MIBK層を抜き取り、再びMIBKを加えて同様の抽出・分液操作を2回繰り返し、鉄分を完全に抽出除去した。水層を純水で希釈し、黒鉛炉原子吸光法を用いて定量分析した。
【0047】
2)Na含有量が1ppm以上の場合(定量下限界1ppm)
対象となる線材から試料を採取してビーカーに秤量した後、純水、塩酸および硝酸を加えて加熱分解を行った。分解後、溶液を純水で希釈して試料溶液とし、黒鉛炉原子吸光法を用いて定量分析した。
【0048】
[長径20μm以上の酸化物系介在物個数]
対象となる線材1500gを約100g程度毎に切断し、スケールを除去した後、約90℃の温硝酸溶液に入れて鋼を酸に溶解した。この溶液を篩目10μmのフィルターで濾過し、フィルター上に残った介在物についてその組成をEPMAで分析すると共に長径を測定することにより、最大長径が20μm以上となっている酸化物系介在物(硬質介在物)の個数を計測し、鋼50gあたりの個数を算出した。
【0049】
[伸線加工試験(破断回数)]
熱間圧延後の線材(直径5.5mm)を直径2.5mmまで1次伸線し、熱処理(空気パテンティング)した後、2次伸線して直径0.8mmとした。引き続いて熱処理(鉛パテンティング)およびブラスめっきを施した後、直径0.15mmまで湿式伸線し、鋼線10トン当りの断線回数に換算して評価した。
【0050】
[疲労強度試験(破断率)]
各熱延鋼線材(直径5.5mm)について、皮削り(SV)→低温焼鈍(LA)→冷間線引加工(直径4.8mm)→オイルテンパー[油焼入れと鉛浴(約450℃)焼戻し連続工程]→簡易歪取焼鈍(ブルーイング:約400℃)→ショットピーニング→歪取焼鈍を行った後、試験材として直径4.8mm×650mmのワイヤを採取し、中村式回転曲げ試験機を用いて、公称応力940MPa、回転数:4000〜5000rpm、中止回数:2×107回で試験を行った。そして、破断したもののうち介在物折損したものについて、下記式により破断率を求めた。
破断率(%)=[介在物折損本数/(介在物折損+所定回数に達し中止した本数)]×100
[最大介在物サイズ]
上記伸線加工試験及び疲労強度試験において、介在物が原因で破断したものの断面をSEMで観察し、断面に現れた介在物のうち最大のものの(最大介在物)の幅を測定するとともに、該最大介在物の組成をEPMAによって調べた。
【0051】
結果を表1〜3に示す。なお表1は実験例1によって得られた線材を、スチールコードを模擬して上記伸線加工試験に供した場合の結果であり、表2〜3は実験例1及び2によって得られた線材を、弁ばねを模擬して、上記疲労強度試験に供した場合の結果である。
【0052】
1)スチールコードについて
【0053】
【表1】

【0054】
なお表1の結果を図1〜6に改めて整理した。
【0055】
2)弁ばねについて
【0056】
【表2】
【0057】
【表3】
【0058】
なお表2〜3の結果のうちLi添加の場合について図7〜12に改めて整理した。
【0059】
これら結果より明らかなように、Liを溶鋼処理前又は溶鋼処理中に添加する方法では、鋼中のLi量を確保できる場合には耐火物由来の介在物が多くなり(A12〜14,A16、B20、B22、B24、B26)、逆に耐火物由来の介在物を少なくしようとすると鋼中のLi量が不足して介在物が粗大化してしまう(A15、A17〜23、B19、B21、B23、B25)。これらに対して、Liを歩留まりのよい形態で溶鋼処理後に添加すると、耐火物由来の介在物を抑制しながら、鋼中のLi量を確保でき、Li/Si比を適切にできる(A1〜11、B1〜18)。その結果、介在物を微細化でき、長径20μm以上の酸化物系介在物の個数や最大介在物サイズを小さくでき(図1〜4及び図7〜10の白丸参照)、伸線加工性(断線回数)や疲労強度(破断率)が良好となる(図5〜6及び図11〜12の白丸参照)。
【図面の簡単な説明】
【0060】
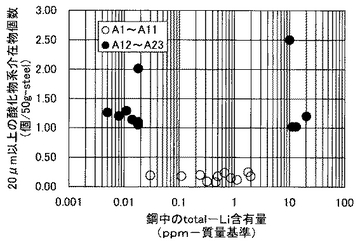
【図1】実施例の欄の極細鋼線用鋼におけるtotal−Li量と酸化物系介在物個数との関係を示すグラフである。
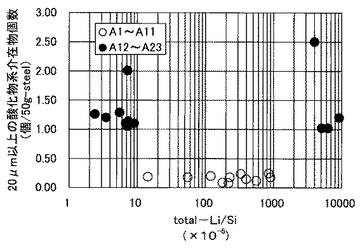
【図2】実施例の欄の極細鋼線用鋼におけるtotal−Li/Si比と酸化物系介在物個数との関係を示すグラフである。
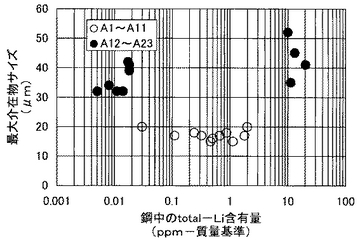
【図3】実施例の欄の極細鋼線用鋼におけるtotal−Li量と最大介在物サイズとの関係を示すグラフである。
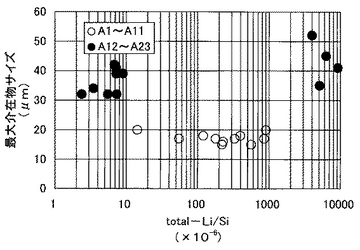
【図4】実施例の欄の極細鋼線用鋼におけるtotal−Li/Si比と最大介在物サイズとの関係を示すグラフである。
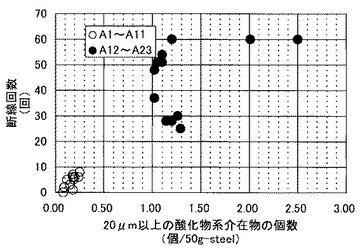
【図5】実施例の欄の極細鋼線用鋼における酸化物系介在物個数と断線回数との関係を示すグラフである。
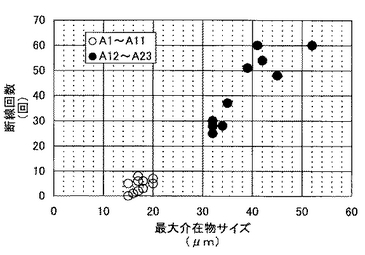
【図6】実施例の欄の極細鋼線用鋼における最大介在物サイズと断線回数との関係を示すグラフである。
【図7】実施例の欄の弁ばね用鋼におけるtotal−Li量と酸化物系介在物個数との関係を示すグラフである。
【図8】実施例の欄の弁ばね用鋼におけるtotal−Li/Si比と酸化物系介在物個数との関係を示すグラフである。
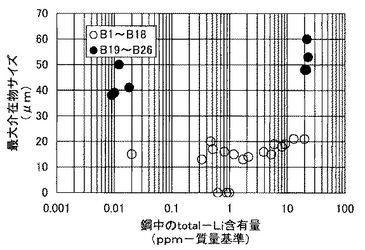
【図9】実施例の欄の弁ばね用鋼におけるtotal−Li量と最大介在物サイズとの関係を示すグラフである。
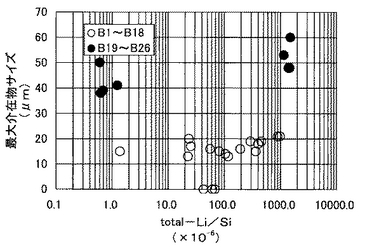
【図10】実施例の欄の弁ばね用鋼におけるtotal−Li/Si比と最大介在物サイズとの関係を示すグラフである。
【図11】実施例の欄の弁ばね用鋼における酸化物系介在物個数と破断率との関係を示すグラフである。
【図12】実施例の欄の弁ばね用鋼における最大介在物サイズと破断率との関係を示すグラフである。
【技術分野】
【0001】
本発明は冷間加工性と疲労特性に優れた高清浄度鋼に関するものであり、好ましくは高張力鋼線、極細鋼線、高強度ばね(特に弁ばね)などとしたときに極めて有用な高清浄度鋼に関するものである。
【背景技術】
【0002】
冷間加工により0.1〜0.5mmに伸線される極細鋼線や高い疲労強度が要求されるばね用鋼材では、鋼材中に存在する硬質の非金属介在物を極力低減することが必要である。これら非金属介在物は、伸線中の断線原因となり、また疲労強度を低下させる原因となるためである。こうした観点から上記のような用途に使用される鋼材には、非金属介在物を極力低減した高清浄度鋼が用いられる。
【0003】
近年、排ガス低減や燃費改善を目的として自動車の軽量化や高出力化の要望が高まってきており、エンジンやサスペンション等に用いられる弁ばねや懸架ばねは、高応力設計が志向されている。そのためばね鋼は、高強度化及び細径化していく方向にあり、負荷応力が益々増大する。従って、耐疲労特性や耐へたり性においても一段と優れた高性能のばね鋼が求められており、特に弁ばねは最も高い疲労強度が要求されている。
【0004】
一方、タイヤコードに代表される極細鋼線についても、タイヤの軽量化を目的として高強度化が進んでおり、最近では4000MPa級の強度を有するスチールコードが使用されるに至っている。しかし極細鋼線を高強度化するほど、冷間加工時(伸線時)に断線しやすくなるため、一層の冷間加工性が要求されている。
【0005】
上述したように、これらばね鋼や極細鋼線は素材が高強度化するにつれて非金属介在物に起因する疲労折損や断線が生じやすくなり、その主たる原因である非金属介在物の低減及び小型化の要求は一段と厳しくなっている。
【0006】
硬質の非金属介在物の低減及び小型化については、これまでに多くの技術が提案されており、例えば非特許文献1には、ばね鋼では介在物を融点が1400〜1500℃以下のCaO−Al2O3−SiO2系に制御すると疲労破壊の起点とならないこと、またタイヤコードではAl2O3等の非延性介在物を低減すればよいことなどが開示されている。また特許文献1〜2には、介在物の平均組成をSiO2:20〜60%、MnO:10〜80%、CaO:50%以下、MgO:15%以下とすれば(特許文献1の場合)、又は介在物の平均組成をSiO2:35〜75%、Al2O3:30%以下、CaO:50%以下、MgO:25%以下とすれば、冷間加工時又は伸線時に介在物が砕かれ分散するため、無害化できることが記載されている。
【0007】
しかしながら、近年の要求特性の向上を鑑みると、さらなる高性能化が求められる。
【0008】
なお特許文献3では、Si系脱酸剤とアルカリ金属化合物の混合物を溶鋼中に加えて、脱酸生成物をアルカリ金属を含む組成にコントロールしながら清浄鋼を製造している。これらアルカリ金属はアルミナ系やSiO2系の硬質の非金属介在物の融点を下げるために使用されており、その結果、該非金属介在物を熱間圧延中に糸のように細長く引き延ばすことができ、伸線性や耐疲労特性に無害な形態にしている。なお前記アルカリ金属としては、例えばNaやLiなどが使用されているが、NaとLiは同効元素であるとされている。またアルカリ金属は溶鋼中にそのまま添加しても歩留まりが悪いため、脱酸剤と共に添加することを推奨しており、例えば転炉から取鍋へ出鋼した後の溶鋼処理(LF)工程初期にLiをLiFの形態で珪酸ナトリウムと共に攪拌用Ar気泡が上昇してくる位置に添加している。
【0009】
また特許文献4でも、介在物の融点を低下して熱間圧延時に介在物を変形させることを目的に、アルカリ金属を溶鋼中に添加している。該アルカリ金属としては、Li、Na、Kなどが使用されているが、これらは同効元素であるとされている。またアルカリ金属は溶鋼中に溶解しないため、Siで希釈して使用することを推奨しており、具体的にはLiを12%以下の範囲で含むSi合金を脱酸剤として添加している。
【0010】
特許文献5にも延性のある介在物とするために、SiO2が主体の介在物においてアルカリ金属の酸化物を含有させている。なおこの文献において介在物の延性向上は、上記文献3〜4に記載されているような融点低下ではなく、アルカリ金属による介在物と溶鉄との界面エネルギーの低下によるものであると説明されているが、いずれにせよアルカリ金属であるNa、K、Liは等価であると説明されている。しかもアルカリ金属は、スラグ添加で最大で10%(スラグ中濃度)程度も添加されている。なお実際にはNaだけが使用されている。
【0011】
特許文献6はSi脱酸する際に、アルカリ金属酸化物を利用することを提案している。この文献においてアルカリ金属酸化物を利用するのは、取鍋スラグ中のSiO2活量を充分に低い状態にすることができ、その結果、溶鋼中の全酸素濃度を低下させることができるためであるとしている。なおこの文献においても、アルカリ金属酸化物としては、Na2O、K2O、Li2Oなどが挙げられているがこれらは同効元素として記載されている。この文献は前記特許文献5とは異なって実際にLiを添加しているが、具体的にはLi2Oを炭酸塩の状態でスラグに配合しており、Liの場合の濃度(スラグ中)は最大で8%程度まで達している。
【非特許文献1】社団法人日本鉄鋼協会編集「第126・127回西山記念技術講座」、社団法人日本鉄鋼協会出版、昭和63年11月14日、第145〜165頁
【特許文献1】特公平6−74484号公報
【特許文献2】特公平6−74485号公報
【特許文献3】特開平1−319623号公報
【特許文献4】特開平2−15111号公報
【特許文献5】特開2002−167647号公報
【特許文献6】特開2002−194497号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は上記の様な事情に着目してなされたものであって、その目的は、冷間加工性と疲労特性がさらに改善された高清浄度鋼を提供することにある。
【課題を解決するための手段】
【0013】
本発明者らは、前記課題を解決するために鋭意研究を重ねた結果、Liには、他のアルカリ金属(Na、Kなど)にはない特異な作用効果があることを発見した。すなわちLiは介在物の融点を低下させる点ではNaやKと同様であるが、Liだけが複合酸化物系介在物(例えば、CaO−Al2O3−SiO2−MnO−MgO系複合酸化物など)を著しく変質させることができること、そして前記Liに特有の効果は鋼中のLiを所定量以上としたときに顕著となって冷間加工性や疲労強度が著しく改善されることを見出した。より具体的には、total−Li(溶存Li及び介在物中のLiの意。以下、同じ)を所定濃度以上にすると、前記複合酸化物は、溶鋼中ではLiを含む単相の液体複合酸化物(例えば、CaO−Al2O3−SiO2−MnO−MgO−Li2O系複合酸化物など)となり、鋳造後の鋳片中にも単相の複合酸化物として存在しているものの、該複合酸化物を有する鋼を圧延のために加熱すると、該介在物は圧延温度での平衡状態へと移行する。その結果、単相の複合酸化物は、ガラス質相と結晶質相とに相分離が進行し、ガラス質状の単相の介在物中に平衡相である結晶相が微細に析出した状態となり、この状態で分塊圧延や熱間圧延を行うと、ガラス質の部分は低融点・低粘性のために延伸性に富み、よく伸びる一方、結晶相とガラス相の界面には圧延時の応力が集中し、画期的に分断されやすくなる。すなわち細径化のみならず、分断効果も働く結果、介在物は著しく微細となるのである。このような現象が生じるのは、Li2Oに微細な結晶化を促進する効果がある為であり、同じアルカリ金属であってもNa2OやK2Oなどは融点や粘性を低下させる作用はあるものの、結晶化促進作用は弱く、従ってこれらNa2OやK2Oを用いたとしても介在物の微細化効果は不十分であった。
【0014】
そこで本発明では、上述したような結晶化促進を利用した微細化効果を発揮させるために、鋼中のtotal−Li濃度を所定量以上とすることとした。しかも該Liによる冷間加工性や疲労特性の向上効果を十分に発揮させるために、耐火物などに由来する酸化物系介在物を抑制することとした。
【0015】
このような本発明に対して、非特許文献1や特許文献1〜2に開示されているような発明(CaO−Al2O3−SiO2系介在物の融点が1400〜1500℃以下となる領域に介在物組成を制御する発明など)では介在物はある程度小型化されるものの、Liによる結晶化促進効果を利用していないために、小型化は不十分となっている。しかも、これらの文献では介在物組成を直接制御することを目的としている。介在物組成を直接制御するためには、スラグ精錬中に、無害なトップスラグを巻き込ませ、巻き込まれたスラグと溶鋼中の有害な脱酸生成物(特にSiO2やAl2O3)を合体、反応させ、無害化することが重要となる。この操作によってTotal−Oはさほど低下しないが、熱力学的に溶存酸素は下がり、その結果、凝固時に生成するSiO2系の有害な脱酸生成物が生成しにくくなる。ところが、このようにして介在物組成を直接制御(すなわちスラグ反応を利用)する場合には、溶鋼やスラグを強攪拌する必要があるため、耐火物由来の介在物が混入しやすくなっている。
【0016】
また特許文献3〜6ではLiについて言及しているものの、これら特許文献3〜6でも不十分である。例えば特許文献3では、LiをLiFの形態で珪酸ナトリウムと共に添加しているが、LiFは融点が842℃、沸点が1676℃と製鋼温度に近く、歩留が不十分である。そのためこの特許文献3のように、転炉から取鍋に出鋼した後の溶鋼処理(LF)工程初期に、LiFを攪拌用Ar気泡が上昇してくる位置に添加する必要が生じる。しかしこのようにしても未だ鋼中Li量を十分に確保することが難しく、しかもスラグ中のLi濃度が高くなり過ぎてしまう。実際に本件発明者らが確認したところ、スラグ中のLiF濃度は4%もの高濃度になっている。溶鋼処理(LF)初期から高Li濃度のスラグを用いて強攪拌を行うと、耐火物の溶損が激しくなり、耐火物を起源とする外来系介在物が増加しはじめる。さらにはLiが不足して介在物の微細化効果が不十分となる。これらの結果、冷間加工性や疲労特性の向上が不十分となってしまう(後述の実施例の欄のA23参照)。
【0017】
また特許文献4でもスラグ中のLi濃度が高くなっている。すなわち特許文献4で使用されているSi−Li合金はLi濃度が12%以下であるためLiの歩留まりが低く、このようなSi−Li合金で介在物制御を行うためには、スラグ中のLi濃度を高くする必要がある。例えば実施例2では240トンの溶鋼に対してLi濃度2%のLi−Si合金700kg(Li純分14kg相当)を精錬中(スラグ中)に添加しており、実施例3ではLi濃度5%のLi−Si合金(Li純分10kg相当)を精錬中(スラグ中)に添加している。しかしこのようにしても未だ鋼中のLi量を十分に確保することが難しく、しかもスラグ中のLi濃度が高くなってしまう。実際に本件発明者らが確認したところ、スラグ中のLi2O濃度は約1%(実施例2)〜1.5%(実施例3)となっていた。スラグ中のLi濃度が約1%程度であっても、特許文献3と同様、スラグの融点や粘性が低下して耐火物の溶損性が高まり、外来介在物が増加しはじめる。しかもLiが不足するために介在物の微細化効果が不十分となる。これらの結果、冷間加工性や疲労特性の向上が不十分となる(後述の実施例の欄のA17〜18参照)。
【0018】
特許文献5〜6では、スラグ中のLi濃度が最大で8〜10%と極めて高くなっている。スラグ中のLi濃度をこれほどまで高くすると、鋼中のLi量はようやく確保できるようになるものの、逆にスラグの融点や粘性が著しく低下し、耐火物の溶損性が著しく高くなる。このようなスラグを溶鋼処理初期から作り、強攪拌すると、耐火物の損傷が激しくなり、Li量を確保したところで、冷間加工性や疲労特性が却って著しく低下する(後述の実施例の欄のA16参照)。
【0019】
上述のような文献とは異なり、本発明の鋼では、耐火物などに由来する酸化物系介在物を抑制しながら、鋼中のLi濃度を所定量以上に高めることに成功した。そして鋼中のtotal−Li濃度を所定量以上とすると、上述したようにLiの結晶化促進効果が発揮されるようになり、介在物を極めて微細化できることを見出し、本発明を完成した。なお、かかる鋼は、例えば、Liの添加形態を工夫して歩留まりを高め、溶鋼処理(LF)工程が終了した段階でLiを添加することによって製造できる。
【0020】
すなわち、本発明に係る疲労強度又は冷間加工性に優れた高清浄度鋼は、(1)total−Liを0.020ppm〜20ppm(質量基準)の範囲で含有する点、及び/又は(2)total−LiとSiを、total−Li/Si(質量比)=1×10-6〜1000×10-6となる範囲で含有しており、長径20μm以上の酸化物系介在物が鋼50g当たり1.00個以下になっている点に特徴がある。本発明の高清浄度鋼では、化学成分は、通常、C:1.2%以下(質量%の意。以下、同じ)、Si:0.1〜4%、Mn:0.1〜2%、total−Al:0.01%以下、O:0.005%以下、total−Mg:0.1〜15ppm(質量基準)、total−Ca:0.1〜40ppm(質量基準)となっており、さらにCr、Ni、V、Nb、Mo、W、Cu、Tiなどが適宜添加されていてもよく、残部はFe及び不可避不純物であってもよい。
【発明の効果】
【0021】
本発明によれば耐火物由来などの酸化物系介在物の増大を抑制しながらも、鋼中のtotal−Li量が適切に制御されているため、高清浄度鋼の冷間加工性及び疲労特性をさらに改善できる。
【発明を実施するための最良の形態】
【0022】
本発明の高清浄度鋼は、Liが有効利用されている。Liは、他のアルカリ金属(Na、Kなど)とは異なり、複合酸化物系介在物(例えば、CaO−Al2O3−SiO2−MnO−MgO系複合酸化物など)を著しく変質させることが可能である。すなわち製鋼時にLiは複合酸化物に取り込まれて単相の複合酸化物(例えば、CaO−Al2O3−SiO2−MnO−MgO−Li2O系複合酸化物など)を形成する。この鋼材を熱間温度に加熱すると、該Li含有複合酸化物系介在物は、ガラス質相と結晶質相とに相分離が進行し、ガラス質状の単相の介在物中に平衡相である結晶相が微細に析出した状態となり、この状態で分塊圧延や熱間圧延を行うと、ガラス質の部分は低融点・低粘性のために延伸性に富み、よく伸びる一方、結晶相とガラス相の界面には圧延時の応力が集中し、画期的に分断されやすくなる為、介在物は著しく微細となる。
【0023】
加えてLiは強脱酸元素であるため、鋼中の溶存酸素を低減する効果をも併せ持ち、酸化物の量自体を低減できる。しかも溶鋼中にLiが存在していると、凝固時に生成する高SiO2系の有害酸化物の生成を抑制できる作用をも併せ持つ。
【0024】
Liを適切に制御するためには、介在物の微細度に対して相関性の優れた指標によってLiをコントロールすることが必要である。このような指標として、(1)鋼中のtotal−Li量、や(2)鋼中のtotal−Li量とSi量の比[Li/Si比(質量比)]が使用でき、これらは単独で指標としてもよく、両方を組み合わせて指標としてもよい。後者(total−Li/Si比)は、Liによって変質される酸化物の形成元素として特にSiを対象として挙げ、該Siに対するtotal−Li量を規定したものであり、特にSi脱酸鋼に有効である。前者(鋼中total−Li量)は、Si脱酸鋼以外にも幅広く適用できる。
【0025】
前記Liの機能を有効に発揮するためには、鋼中のtotal−Li量は、0.020ppm(質量基準)以上、好ましくは0.03ppm(質量基準)以上、さらに好ましくは0.1ppm(質量基準)以上とすることが推奨され、例えば0.5ppm(質量基準)以上[例えば1ppm(質量基準)以上]程度であってもよい。
【0026】
また鋼中のtotal−LiとSiの質量比(total−Li/Si)は、1×10-6以上、好ましくは10×10-6以上、さらに好ましくは50×10-6以上とすることが推奨され、例えば100×10-6以上(例えば200×10-6以上)程度であってもよい。
【0027】
なおtotal−Liが過剰になった場合にも、酸化物系介在物(硬質介在物)の数が増加し、かつ粗大介在物も増え、冷間加工性や疲労強度が低下する。従って鋼中のtotal−Li量については、20ppm(質量基準)以下、好ましくは9ppm(質量基準)以下、さらに好ましくは6ppm(質量基準)以下とする。鋼中のtotal−LiとSiの質量比(total−Li/Si)は、1000×10-6以下、好ましくは800×10-6以下、さらに好ましくは600×10-6以下とする。
【0028】
さらに本発明の高清浄度鋼は、耐火物由来の介在物の増大も抑制されている。すなわち長径20μm以上の酸化物系介在物は、鋼50g当たり、例えば1.00個以下、好ましくは0.8個以下、さらに好ましくは0.5個以下となっている。
【0029】
上記のようにして耐火物由来の介在物を抑制しながら、total−Li量をコントロールして介在物を微細化すると、冷間加工性(伸線加工性など)や疲労特性を改善できる。
【0030】
本発明の高清浄度鋼は、冷間加工性や疲労特性に優れているため、高張力鋼線、極細鋼線、高強度ばね(特に弁ばね)などに有利に利用できる。これらの用途に本発明の高清浄度鋼を適用する場合、C:1.2%以下(好ましくは0.1〜1.0%、さらに好ましくは0.3〜0.9%)、Si:0.1〜4%(好ましくは0.1〜3%、さらに好ましくは0.2〜2.5%)、Mn:0.1〜2%(好ましくは0.2〜1.5%、さらに好ましくは0.3〜1.2%)、total−Al(溶存Al及び介在物中のAlの合計の意。以下、同じ):0.01%以下(好ましくは0.008%以下、さらに好ましくは0.005%以下)、O:0.005%以下(好ましくは0.004%以下、さらに好ましくは0.003%以下)である鋼が使用できる。なお、好ましいC含有量を1.2%以下としたのは、高強度鋼線(C含量:約1.1%レベル)から極細軟鋼線材(C含量:約0.01%レベル)までの応用を意図したもので、1.2%を超える高炭素鋼になると過度に硬質化すると共に加工性も低下し、実用的でなくなるからである。
【0031】
なお本発明はLiによって複合酸化物系介在物(CaO−Al2O3−SiO2−MnO−MgO系複合酸化物など)を改質するものであり、該介在物を構成するCaやMgは、溶鋼処理の段階でCaやMgはトップスラグの巻き込みによって鋼中に取り込まれることが多い。また必要により、CaやMgを添加してもよい。凝固時に生成する2次脱酸生成物がSiO2−rich、Al2O3−richとなって問題となる場合があり、これらにはCa、Mg、Liなどの添加が有効になる場合がある。2次脱酸生成物は1次生成介在物を核として、あるいは単独で、生成するものであり、タンディッシュ(TD)など溶鋼中の介在物組成と比較してSiO2−richやAl2O3−richになり易い場合があるが、Ca、Mg、Liなどを添加しておくと、2次脱酸生成物もSiO2、Al2O3、CaO、MgO、Li2Oなどを含有する複合酸化物(介在物)となって、高SiO2系や高Al2O3系の介在物の生成を抑制できる。
【0032】
鋼中のtotal−Ca(溶存Ca及び介在物中のCaの合計の意。以下、同じ)は、0.1〜40ppm(質量基準)[好ましくは0.2〜25ppm(質量基準)]程度、total−Mg(溶存Mg及び介在物中のMgの合計の意。以下、同じ):0.1〜15ppm(質量基準)[好ましくは0.2〜10ppm(質量基準)]程度となっている。
【0033】
また必要により物性向上元素として、さらにCr,Ni,V,Nb,Mo,W,Cu,Tiなどを含有していてもよく、これら元素は単独で又は2種以上を適宜組み合わせて含有していてもよい。これらの元素の好ましい含有率は、Cr:3%以下(好ましくは0.01〜1%),Ni:1%以下(好ましくは0.05〜0.5%),V:0.5%以下(好ましくは0.005〜0.2%),Nb:0.1%以下(好ましくは0.005〜0.05%),Mo:1%以下(好ましくは0.01〜0.5%),W:1%以下(好ましくは0.01〜0.5%),Cu:2%以下(好ましくは0.05〜1%),Ti:0.06%以下(好ましくは0.005〜0.03%)程度であってもよい。
【0034】
残部はFe及び不可避不純物であってもよい。
【0035】
高強度極細鋼線や高強度弁ばねとして最も適した高清浄度鋼は、上述した各元素のうち、C、Si、及びMnが以下の範囲となっている。例えば高強度極細鋼線用鋼として最適な高清浄度鋼は、C:0.5〜1.2%(好ましくは0.7〜1.1%)、Si:0.1〜0.5%(好ましくは0.15〜0.4%)、Mn:0.2〜1%(好ましくは0.3〜0.8%)となっている。高強度弁ばね用鋼として最適な高清浄度鋼は、C:0.3〜1.0%(好ましくは0.4〜0.8%)、Si:1〜4%(好ましくは1.2〜2.5%)、Mn:0.3〜1.5%(好ましくは0.4〜1.0%)となっている。
【0036】
本発明のような高清浄度鋼は、Liの添加手段を工夫することによって製造できる。
【0037】
第1に、例えばLi−Si合金(Li含有量:20〜40質量%)や炭酸Liを用いればよい。Li−Si合金のLi含有量を20〜40質量%(好ましくは25〜35質量%)とするのは、Li−Si合金製造時に液相線温度を低くできるため、該Li−Si合金製造時のLiの蒸発を防止できてその歩留まりを高めることができるためであり、さらには前記組成とするとLi−Si系の金属間化合物が存在しているために溶鋼中のLiの歩留まりを高めることができるためである。また炭酸Liを用いるのもLiの歩留まりを高めることができるためである。
【0038】
第2に、歩留まりの高いLiを溶鋼処理中(スラグ中)ではなく、溶鋼処理終了後に添加すればよい。Liの歩留まりが高められているため、溶鋼処理終了後であっても、鋼中のLi量を所定量以上とすることができる。そして溶鋼処理中(スラグ中)の添加を回避しているため、耐火物由来の介在物が増大するのを防止できる。
【0039】
なお前記Li−Si合金は、プリメルトによって製造できる。Li−Si合金には、必要に応じて、Ca、Mgや他のアルカリ金属(Na、Kなど)も適宜プリメルト或いは混合してもよく、希釈金属(Feなど)をプリメルトさせてもよい。また炭酸Liを用いる場合にも、Ca、Mgや他のアルカリ金属(Na、Kなど)を適宜混合してもよい。ただし本発明の高清浄度鋼は、Liの機能が他のアルカリ金属に比べて著しく優れているため、他のアルカリ金属を併用(プリメルト、混合など)しなくても、十分に介在物制御でき冷間加工性及び疲労強度を十分に改善できる。
【実施例】
【0040】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0041】
実験例1
実験は、実機(又は実験室レベル)で実施した。すなわち実機では転炉で溶製した溶鋼を取鍋に出鋼し(実験室では、転炉から出鋼される溶鋼を模擬した500kgの溶鋼を溶製し)、各種フラックスを添加して成分調整、電極加熱、及びアルゴンバブリングを実施し、溶鋼処理を実施した。またCa、Mgなどを必要に応じて溶鋼処理中に添加する一方、Liについては、Li2O、炭酸リチウム、Li−Si合金、又はLiFの状態で、溶鋼処理前、溶鋼処理中、或いは溶鋼処理後に添加した。次いで該溶鋼を鋳造した(実験室では、実機と同等の冷却速度が得られる鋳型に鋳造した)。得られた鋼塊を鍛造及び熱間圧延して直径5.5mmの線材とした。
【0042】
実験例2
Li添加に代えてNaを添加する以外は、実験例1と同様にした。なおNa添加は、Na2SiO2、NaF、又はNa2Oの形態で添加した。
【0043】
実験例1及び実験例2で得られた線材の評価は、以下のようにした。
【0044】
[鋼中のLi含有量]
対象となる線材から試料0.5gを採取してビーカーに取り、混酸(H2O+HCl+HNO3)を加えて加熱分解した。放冷後、分解液を分液ロートに移し入れた後、塩酸を加えて9N−塩酸酸性とした。メチルイソブチルケトン(MIBK)を加えて振とうし、鉄分をMIBK相に抽出した。静置後、MIBK相を捨て、再びMIBKを加えて同様の抽出・分液操作を合計で3回繰り返し、鉄分を完全に除去した。9N−塩酸酸性相を希釈して容量100mLとし、アルカリ測定溶液とした。
【0045】
セイコーインスツルメンツ社製のICP質量分析装置(型式 SPQ8000)を用い、て前記アルカリ測定溶液中のLi(質量数7)の濃度を測定し、鋼中のLi含有量を算出した。なおIPC質量分析条件は、以下の通りである。
高周波出力:1.2kW
キャリアーガス流量:0.4L/min
【0046】
[鋼中のNa含有量]
1)Na含有量が1ppm未満の場合(定量下限界0.01ppm)
対象となる線材から試料を採取してビーカーに秤量した後、純水、塩酸および硝酸を加えて加熱分解を行った。分解後、純水及び塩酸を加えて定容し、MIBKを加えてよく振り混ぜた。静置後、MIBK層を抜き取り、再びMIBKを加えて同様の抽出・分液操作を2回繰り返し、鉄分を完全に抽出除去した。水層を純水で希釈し、黒鉛炉原子吸光法を用いて定量分析した。
【0047】
2)Na含有量が1ppm以上の場合(定量下限界1ppm)
対象となる線材から試料を採取してビーカーに秤量した後、純水、塩酸および硝酸を加えて加熱分解を行った。分解後、溶液を純水で希釈して試料溶液とし、黒鉛炉原子吸光法を用いて定量分析した。
【0048】
[長径20μm以上の酸化物系介在物個数]
対象となる線材1500gを約100g程度毎に切断し、スケールを除去した後、約90℃の温硝酸溶液に入れて鋼を酸に溶解した。この溶液を篩目10μmのフィルターで濾過し、フィルター上に残った介在物についてその組成をEPMAで分析すると共に長径を測定することにより、最大長径が20μm以上となっている酸化物系介在物(硬質介在物)の個数を計測し、鋼50gあたりの個数を算出した。
【0049】
[伸線加工試験(破断回数)]
熱間圧延後の線材(直径5.5mm)を直径2.5mmまで1次伸線し、熱処理(空気パテンティング)した後、2次伸線して直径0.8mmとした。引き続いて熱処理(鉛パテンティング)およびブラスめっきを施した後、直径0.15mmまで湿式伸線し、鋼線10トン当りの断線回数に換算して評価した。
【0050】
[疲労強度試験(破断率)]
各熱延鋼線材(直径5.5mm)について、皮削り(SV)→低温焼鈍(LA)→冷間線引加工(直径4.8mm)→オイルテンパー[油焼入れと鉛浴(約450℃)焼戻し連続工程]→簡易歪取焼鈍(ブルーイング:約400℃)→ショットピーニング→歪取焼鈍を行った後、試験材として直径4.8mm×650mmのワイヤを採取し、中村式回転曲げ試験機を用いて、公称応力940MPa、回転数:4000〜5000rpm、中止回数:2×107回で試験を行った。そして、破断したもののうち介在物折損したものについて、下記式により破断率を求めた。
破断率(%)=[介在物折損本数/(介在物折損+所定回数に達し中止した本数)]×100
[最大介在物サイズ]
上記伸線加工試験及び疲労強度試験において、介在物が原因で破断したものの断面をSEMで観察し、断面に現れた介在物のうち最大のものの(最大介在物)の幅を測定するとともに、該最大介在物の組成をEPMAによって調べた。
【0051】
結果を表1〜3に示す。なお表1は実験例1によって得られた線材を、スチールコードを模擬して上記伸線加工試験に供した場合の結果であり、表2〜3は実験例1及び2によって得られた線材を、弁ばねを模擬して、上記疲労強度試験に供した場合の結果である。
【0052】
1)スチールコードについて
【0053】
【表1】
【0054】
なお表1の結果を図1〜6に改めて整理した。
【0055】
2)弁ばねについて
【0056】
【表2】
【0057】
【表3】
【0058】
なお表2〜3の結果のうちLi添加の場合について図7〜12に改めて整理した。
【0059】
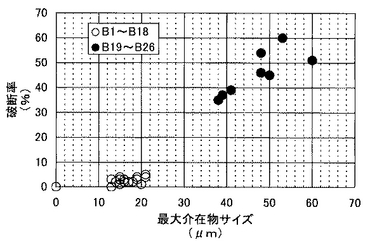
これら結果より明らかなように、Liを溶鋼処理前又は溶鋼処理中に添加する方法では、鋼中のLi量を確保できる場合には耐火物由来の介在物が多くなり(A12〜14,A16、B20、B22、B24、B26)、逆に耐火物由来の介在物を少なくしようとすると鋼中のLi量が不足して介在物が粗大化してしまう(A15、A17〜23、B19、B21、B23、B25)。これらに対して、Liを歩留まりのよい形態で溶鋼処理後に添加すると、耐火物由来の介在物を抑制しながら、鋼中のLi量を確保でき、Li/Si比を適切にできる(A1〜11、B1〜18)。その結果、介在物を微細化でき、長径20μm以上の酸化物系介在物の個数や最大介在物サイズを小さくでき(図1〜4及び図7〜10の白丸参照)、伸線加工性(断線回数)や疲労強度(破断率)が良好となる(図5〜6及び図11〜12の白丸参照)。
【図面の簡単な説明】
【0060】
【図1】実施例の欄の極細鋼線用鋼におけるtotal−Li量と酸化物系介在物個数との関係を示すグラフである。
【図2】実施例の欄の極細鋼線用鋼におけるtotal−Li/Si比と酸化物系介在物個数との関係を示すグラフである。
【図3】実施例の欄の極細鋼線用鋼におけるtotal−Li量と最大介在物サイズとの関係を示すグラフである。
【図4】実施例の欄の極細鋼線用鋼におけるtotal−Li/Si比と最大介在物サイズとの関係を示すグラフである。
【図5】実施例の欄の極細鋼線用鋼における酸化物系介在物個数と断線回数との関係を示すグラフである。
【図6】実施例の欄の極細鋼線用鋼における最大介在物サイズと断線回数との関係を示すグラフである。
【図7】実施例の欄の弁ばね用鋼におけるtotal−Li量と酸化物系介在物個数との関係を示すグラフである。
【図8】実施例の欄の弁ばね用鋼におけるtotal−Li/Si比と酸化物系介在物個数との関係を示すグラフである。
【図9】実施例の欄の弁ばね用鋼におけるtotal−Li量と最大介在物サイズとの関係を示すグラフである。
【図10】実施例の欄の弁ばね用鋼におけるtotal−Li/Si比と最大介在物サイズとの関係を示すグラフである。
【図11】実施例の欄の弁ばね用鋼における酸化物系介在物個数と破断率との関係を示すグラフである。
【図12】実施例の欄の弁ばね用鋼における最大介在物サイズと破断率との関係を示すグラフである。
【特許請求の範囲】
【請求項1】
total−Liを0.020ppm〜20ppm(質量基準)の範囲で含有しており、
長径20μm以上の酸化物系介在物が鋼50g当たり1.00個以下になっていることを特徴とする疲労強度又は冷間加工性に優れた高清浄度鋼。
【請求項2】
total−LiとSiを、total−Li/Si(質量比)=1×10-6〜1000×10-6となる範囲で含有する請求項1に記載の高清浄度鋼。
【請求項3】
total−LiとSiを、total−Li/Si(質量比)=1×10-6〜1000×10-6となる範囲で含有しており、
長径20μm以上の酸化物系介在物が鋼50g当たり1.00個以下になっていることを特徴とする疲労強度又は冷間加工性に優れた高清浄度鋼。
【請求項4】
成分が、
C :1.2%以下(質量%の意。以下、同じ)、
Si:0.1〜4%、
Mn:0.1〜2%、
total−Al:0.01%以下、
O :0.005%以下、
total−Mg:0.1〜15ppm(質量基準)、及び
total−Ca:0.1〜40ppm(質量基準)
となっている請求項1〜3のいずれかに記載の高清浄度鋼。
【請求項5】
さらに、Cr、Ni、V、Nb、Mo、W、Cu、及びTiよりなる群から選択される少なくとも1種を含有する請求項4に記載の高清浄度鋼。
【請求項6】
残部がFe及び不可避不純物である請求項4又は5に記載の高清浄度鋼。
【請求項1】
total−Liを0.020ppm〜20ppm(質量基準)の範囲で含有しており、
長径20μm以上の酸化物系介在物が鋼50g当たり1.00個以下になっていることを特徴とする疲労強度又は冷間加工性に優れた高清浄度鋼。
【請求項2】
total−LiとSiを、total−Li/Si(質量比)=1×10-6〜1000×10-6となる範囲で含有する請求項1に記載の高清浄度鋼。
【請求項3】
total−LiとSiを、total−Li/Si(質量比)=1×10-6〜1000×10-6となる範囲で含有しており、
長径20μm以上の酸化物系介在物が鋼50g当たり1.00個以下になっていることを特徴とする疲労強度又は冷間加工性に優れた高清浄度鋼。
【請求項4】
成分が、
C :1.2%以下(質量%の意。以下、同じ)、
Si:0.1〜4%、
Mn:0.1〜2%、
total−Al:0.01%以下、
O :0.005%以下、
total−Mg:0.1〜15ppm(質量基準)、及び
total−Ca:0.1〜40ppm(質量基準)
となっている請求項1〜3のいずれかに記載の高清浄度鋼。
【請求項5】
さらに、Cr、Ni、V、Nb、Mo、W、Cu、及びTiよりなる群から選択される少なくとも1種を含有する請求項4に記載の高清浄度鋼。
【請求項6】
残部がFe及び不可避不純物である請求項4又は5に記載の高清浄度鋼。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】

【図9】
【図10】
【図11】

【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2006−16639(P2006−16639A)
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願番号】特願2004−193553(P2004−193553)
【出願日】平成16年6月30日(2004.6.30)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願日】平成16年6月30日(2004.6.30)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]