
発光素子の外囲器
【課題】発光素子の外囲器について製造コストの上昇を抑制し、且つ発光素子の光の広角化を実現する。
【解決手段】発光素子の外囲器10は、開口部21の周囲に開口部21の外へ向い、且つ側部が開口部21の中心方向に傾斜した状態で固定された複数の間隙25を備えたガイド24を有し、ガイド24を、開口部21の周囲に一端が固定された複数の支持部22と支持部の他端を固定する留め部23とで構成し、ガイド24に備えた間隙25を、透明樹脂30の硬化前の液相において、表面張力により透明樹脂30が外部に滲出しない範囲を支持部22間の間隔で規定したことで、透明樹脂30を加工するための製造工程を加えることなく、一回の注入で透明樹脂30を筐体20の外部に突出させることができ、開口部21の底に配置された発光素子1からの光を、透明樹脂を媒体として、開口部の上方向及び、ガイドの側面から放射させることが可能となる。
【解決手段】発光素子の外囲器10は、開口部21の周囲に開口部21の外へ向い、且つ側部が開口部21の中心方向に傾斜した状態で固定された複数の間隙25を備えたガイド24を有し、ガイド24を、開口部21の周囲に一端が固定された複数の支持部22と支持部の他端を固定する留め部23とで構成し、ガイド24に備えた間隙25を、透明樹脂30の硬化前の液相において、表面張力により透明樹脂30が外部に滲出しない範囲を支持部22間の間隔で規定したことで、透明樹脂30を加工するための製造工程を加えることなく、一回の注入で透明樹脂30を筐体20の外部に突出させることができ、開口部21の底に配置された発光素子1からの光を、透明樹脂を媒体として、開口部の上方向及び、ガイドの側面から放射させることが可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面実装型の発光素子の外囲器に関する。
【背景技術】
【0002】
発光ダイオード(以下LEDと呼ぶ)はInGaAlPやGaN等の化合物半導体ウエハ上にPN接合を形成し、これに順方向電流を通じて可視光又は近赤外光の発光を得る発光素子であり、近年、表示をはじめ、通信、計測、制御等に広く応用されている。
【0003】
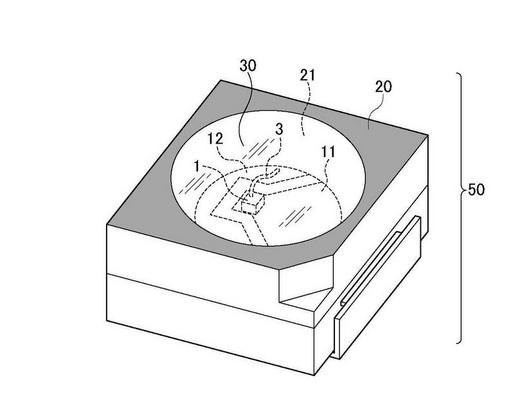
一般に、LED等の発光素子にはパッケージ(以下外囲器と呼ぶ)が必要であるが、その一例として従来から図7の斜視図に示すような構成の表面実装型の発光素子の外囲器がある(例えば、特許文献1参照)。
【0004】
同図の外囲器50は、開口部21を備えた筐体20と、開口部21の底面に配置された発光素子1と、開口部21の底から上部まで充填された透明樹脂30と、を備える。透明樹脂30は液体の状態でポッティングし、その後、加温して硬化させる。液相での粘性は高いが、重力のため透明樹脂30の表面はほぼ平坦になる。また、開口部21の底面には、2極あるリードフレームの一方の極11上に、発光素子1を銀ペースト等の導電材料でマウントする。さらに、発光素子1の上側の電極からは、リードフレームの他方の極12上に金製のワイヤ3が張られている。
【0005】
ここでは、発光素子1としてLEDが使用され、透明樹脂30にはエポキシ樹脂が使用される。筐体20には熱可塑性のPPA(ポリフタルアミド)樹脂が使用される。図7に示されるような筐体20は、加熱により流動化したPPA樹脂を冷たい金型内に射出して成型される(射出成形法)。
【0006】
一方で、LED等の発光素子を、車載用LEDランプとして自動車のメータクラスタ等へ応用する際には、1個の外囲器でなるべく広角に発光素子を発光させるために、拡散板によって広範囲に渡って対象物を均一に照明する必要がある。
【0007】
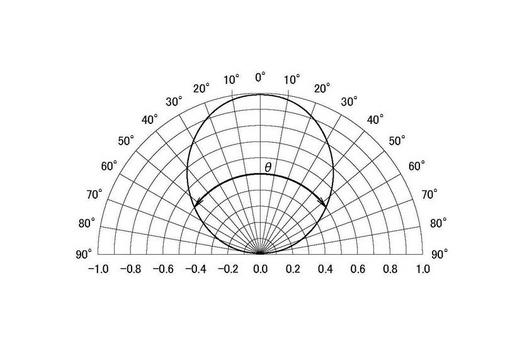
図8は、図7に示した発光素子の空間放射パターンを示している。同図によれば、エポキシ樹脂の屈折率が約1.5であるので、空気との屈折率差により上方への放射が優位になる。これにより、発光素子の光は、放射角θの半値全幅が約110度となる様な指向特性を持つ。
【特許文献1】特開2003−163378号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、図7に示したような従来の表面実装型発光素子の外囲器の構成においては、透明樹脂30は液相において表面が平坦化するため、図8に示したように光の放射角の広がりには限界がある。これに対し、光学的手法を用いて硬化後の透明樹脂の表面を加工する、又は透明樹脂の表面に適当な盛り上がり形状を有する透明樹脂を貼り付けるなどした場合、光の広角化を実現することができるが、そのためには別の製造工程が必要となり、製造コストが上昇してしまうという問題があった。
【0009】
本発明はこのような問題点に鑑み、発光素子の外囲器について製造コストの上昇を抑制し、且つ発光素子の光の広角化を実現する。
【課題を解決するための手段】
【0010】
第1の本発明に係る発光素子の外囲器は、開口部を備えた筐体と、開口部の底面に配置された発光素子と、開口部の周囲に開口部の外へ向い、且つ側部が開口部の中心方向に傾斜した状態で固定された複数の間隙を備えたガイドと、開口部の底から前記ガイドの上部まで充填された透明樹脂と、を有し、ガイドに備えられた間隙は、透明樹脂の硬化前の液相において、表面張力により透明樹脂が外部に滲出しない範囲にあることを特徴とする。
【0011】
本発明にあっては、発光素子の外囲器において、開口部の周囲に開口部の外へ向い、且つ側部が開口部の中心方向に傾斜した状態で固定された複数の間隙を備えたガイドを有したことで、透明樹脂を加工するための製造工程を加えることなく、一回の注入で透明樹脂を筐体外部に突出させることができ、開口部の底に配置された発光素子からの光を、透明樹脂を媒体とし、開口部の上方向及びガイドの側面からも放射させることが可能となる。
【0012】
さらに、第1の本発明に係る発光素子の外囲器に備えられるガイドは、開口部の周囲に一端が固定された複数の支持部と、支持部の他端を固定する留め部とで構成され、ガイドに備えられる間隙は、透明樹脂の硬化前の液相において、表面張力により透明樹脂が外部に滲出しない範囲にあることが好適であり、上記間隙は支持部間の間隔で規定されることが望ましい。
【0013】
また、第1の本発明に係る発光素子の外囲器に備えられるガイドは、開口部の周囲に、開口径方向に一端部の幅方向を合わせた状態で当該一端部が固定された複数の支持部で構成され、ガイドに備えられる間隙は、透明樹脂の硬化前の液相において、表面張力により透明樹脂が外部に滲出しない範囲にあることが好適であり、支持部は、その一端部の幅よりも、他端部の幅のほうが短く、上記間隙は支持部間の間隔で規定されることが望ましい。
【発明の効果】
【0014】
本発明の発光素子の外囲器によれば、製造コストの上昇を抑制し、且つ発光素子の光の広角化を実現できる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施の形態について、図面を用いて説明する。
【0016】
[第1の実施の形態]
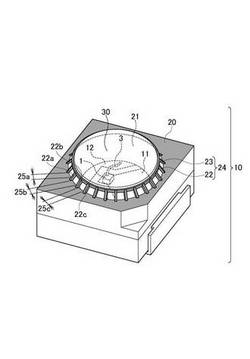
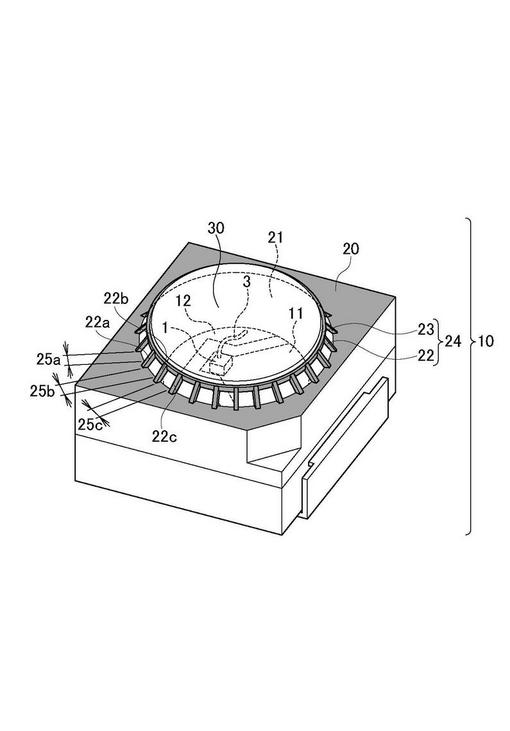
図1は、第1の実施の形態に係る発光素子の外囲器の構成を示す斜視図である。同図の外囲器10は、開口部21を備えた筐体20と、開口部21の底面に配置された発光素子1と、開口部21の周囲に開口部21の外へ向い、且つ側部が開口部21の中心方向に傾斜した状態で固定された複数の間隙25a、25b、25c…(以下総称して25とする)を備えたガイド24と、開口部21の底からガイド24の上部まで充填された透明樹脂30と、を有する。ここで、ガイド24は、開口部21の周囲に一端が固定された複数の支持部22a、22b、22c…(以下総称して22とする)と支持部22の他端を固定する円環状の留め部23とで構成され、ガイド24に備えられた間隙25は支持部22間の間隔で規定される。また、開口部21の底面には、2極あるリードフレームの一方の極11上に、発光素子1を銀ペースト等の導電材料でマウントする。さらに、発光素子1の上側の電極からは、リードフレームの他方の極12上に金製のワイヤ3が張られている。ここでは、発光素子1として、LEDを使用し、筐体20には完全拡散反射に近い条件で反射する白色の熱可塑性であるPPA(ポリフタルアミド)樹脂を使用する。また、透明樹脂30には、エポキシ樹脂を使用する。
【0017】
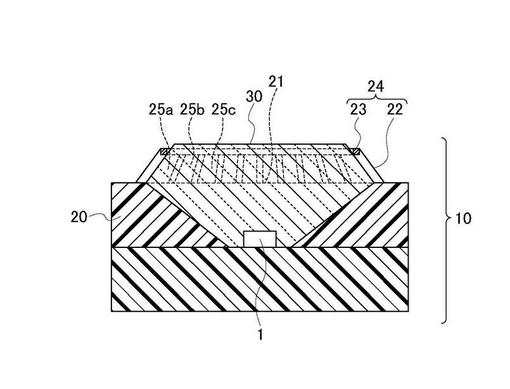
図2は、第1の実施の形態に係る発光素子の外囲器の構成を示す断面図である。図1と同一物には同一の符号を付し、すでに行った説明は省略する。同図に示すように、開口部21内へ注入された透明樹脂30は、ガイド24の上部まで達し、その上部には平坦な面が形成される。ここで、ガイドに備えられた間隙25は、支持部22間の間隔として十分小さな範囲に規定されているので、たとえ硬化前の液相であったとしても、透明樹脂30が、ガイドの側部から外部に滲出することはない。
【0018】
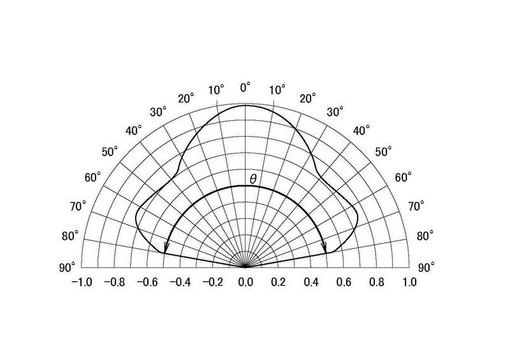
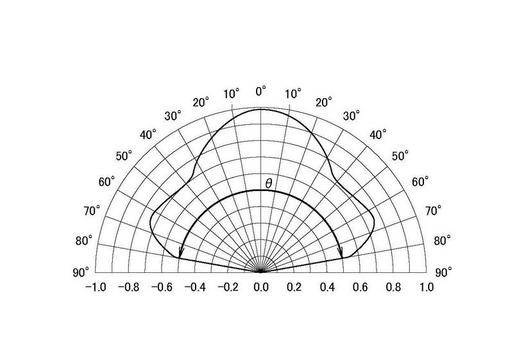
図3は、第1の実施の形態に係る発光素子についての空間放射パターンである。開口部の底面に配置された発光素子から放射された光は、ガイドの上部に形成された平坦な透明樹脂30の上面から放射されるとともに、ガイドの側面からも放射されるので、発光素子は、放射角θの半値全幅が約160度となるような指向特性をもつことになり、図8の従来の表面実装型の放射パターンと比べて、発光素子の放射角の広角化が実現される。
【0019】
したがって、第1の実施の形態によれば発光素子の外囲器について、開口部の周囲に開口部の外へ向い、且つ側部が開口部の中心方向に傾斜した状態で固定された複数の間隙を備えたガイドを設け、ガイドを、開口部の周囲に一端が固定された複数の支持部と支持部の他端を固定する留め部とで構成し、ガイドに備えた間隙を、透明樹脂の硬化前の液相において、表面張力により透明樹脂が外部に滲出しない範囲を支持部間の間隔で規定したことで、透明樹脂を加工するための製造工程を加えることなく、一回の注入で透明樹脂を筐体外部に突出させることができ、開口部の底に配置された発光素子からの光を、透明樹脂を媒体として、開口部の上方向及び、ガイドの側面から放射させることが可能となる。これにより、製造コストの上昇を抑制し、且つ発光素子の光の広角化を実現できる。
【0020】
なお、上記の第1の実施の形態においては、ガイド24の支持部22の他端を固定する留め部23には円環状の部材を使用したが、これに限られるものではない。ガイド24の支持部を固定する機能を有する構成であれば、例えば留め部に多角形状の部材を使用してもよい。
【0021】
[第2の実施の形態]
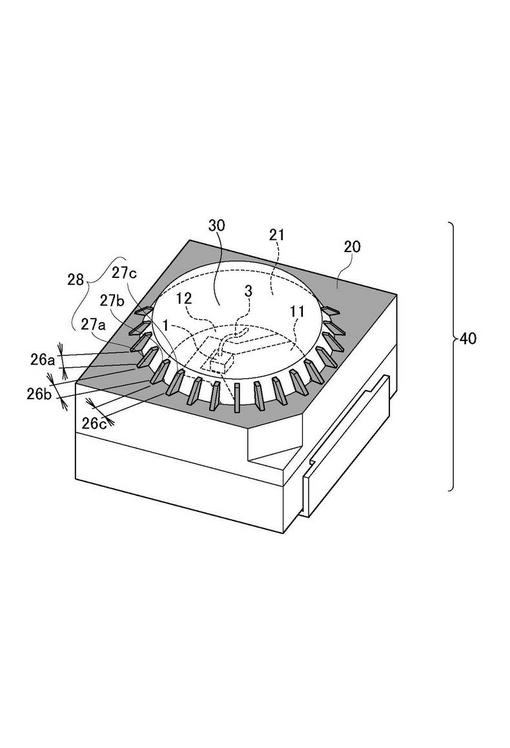
図4は、第2の実施の形態に係る発光素子の外囲器の構成を示す斜視図である。同図の外囲器40は、第1の実施の形態と同様な筐体20と、発光素子1と、開口部21の周囲に開口部21の外へ向い、且つ側部が開口部21の中心方向に傾斜した状態で固定された複数の間隙26a、26b、26c…(以下総称して26とする)を備えたガイド28と、開口部21の底からガイド24の上部まで充填された透明樹脂30と、を有する。第1の実施の形態との違いは、ガイド28は開口部の周囲に、開口径方向に一端部の幅方向を合わせた状態でこの一端部が固定された複数の支持部27a、27b、27c…(以下総称して27とする)で構成されている点である。ガイド28に備えられた間隙26は支持部27間の間隔で規定される。また、ここでも同様に開口部21の底面には、2極あるリードフレームの一方の極11上に、発光素子1を銀ペースト等の導電材料でマウントする。さらに、発光素子1の上側の電極からは、リードフレームの他方の極12上に金製のワイヤ3が張られている。ここでは、発光素子1として、LEDを使用し、透明樹脂30には、エポキシ樹脂を使用する。筐体20には熱可塑性のPPA(ポリフタルアミド)樹脂を使用する。図4に示される筐体20は、加熱により流動化したPPA樹脂を冷たい金型内に射出して成型することにより支持部27と一体的に形成される。
【0022】
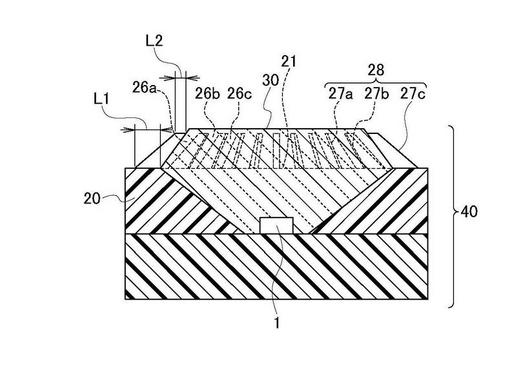
図5は、第2の実施の形態に係る発光素子の外囲器の構成を示す断面図である。ここでも図4と同一物には同一の符号を付し、すでに行った説明は省略する。同図に示すように、開口部21内へ注入された透明樹脂30は、ガイド28の上部まで達し、その上部には平坦な面が形成される。ここで、ガイド28に備えられた間隙26は、支持部27間の間隔として十分に小さな範囲に規定されているので、たとえ硬化前の液相であったとしても、透明樹脂30が、ガイドの側部から外部に滲出することはない。
【0023】
また、本実施の形態では、図5で示したようにガイド28を構成する支持部27の一端部の幅L1よりも他端部の幅L2のほうが短い。それは、このような構成により、上記の射出成形法による筐体20の成形時において、加熱により流動化した熱可塑性の樹脂を冷たい金型内に射出して型を取った後、熱可塑性の樹脂の冷却にしたがって、支持部27を開口部21の中心側に倒れこませることで、ガイドの側部を成形することが可能となるからである。
【0024】
図6は、第2の実施の形態に係る発光素子の空間放射パターンである。開口部の底面に配置された発光素子から放射された光は、ガイドの上部に形成された平坦な透明樹脂30の上面から放射されるとともに、ガイドの側部からも放射されるので、発光素子は、放射角θの半値全幅が約160度となるような指向特性を持つことになり、図8の従来の表面実装型の放射パターンと比べて、発光素子の放射角の広角化が実現されていることがわかる。
【0025】
第2の実施の形態によれば、発光素子の外囲器に備えたガイドについて、開口部の周囲に、開口径方向に一端部の幅方向を合わせた状態でその一端部が固定された複数の支持部で構成し、ガイドに設けた間隙を、透明樹脂の硬化前の液相において、表面張力により透明樹脂が外部に滲出しない範囲を支持部の間隔で規定したことに加え、ガイドを構成する支持部の一端部の幅よりも、他端部の幅のほうを短くした。これにより、射出成形法により筐体を成形する際に使用する金型の構造を、より単純なものにすることができ、一回の工程で加熱により流動化した熱可塑性樹脂からガイドと筐体を一体的に成形することが可能となるので、上記第1の実施の形態による効果に加えて、製造工程数の増加に伴う製造コストの上昇をより抑制することができる。
【図面の簡単な説明】
【0026】
【図1】第1の実施の形態に係る発光素子の外囲器の構成を示す断面図である。
【図2】第1の実施の形態に係る発光素子の外囲器の構成を示す斜視図である。
【図3】第1の実施の形態に係る発光素子の空間放射パターンである。
【図4】第2の実施の形態に係る発光素子の外囲器の構成を示す断面図である。
【図5】第2の実施の形態に係る発光素子の外囲器の構成を示す斜視図である。
【図6】第2の実施の形態に係る発光素子の空間放射パターンである。
【図7】従来の表面実装型発光素子の外囲器の構成を示す斜視図である。
【図8】従来の表面実装型発光素子の外囲器における発光素子の空間放射パターンである。
【符号の説明】
【0027】
1…発光素子,3…金ワイヤ,10…第1の実施の形態に係る発光素子の外囲器,11…リードフレームの一方の極,12…リードフレームの他方の極,20…筐体,21…外囲器の開口部,22…透明樹脂を支える支持部,23…支持部を固定する円環状の留め部,24…支持部と円環状の留め部から成るガイド,25…ガイドの間隙,26…ガイドの間隙,27…透明樹脂を支える支持部,28…複数の支持部から成るガイド,30…透明樹脂,40…第2の実施の形態に係る発光素子の外囲器,50…従来の表面実装型の発光素子の外囲器,
【技術分野】
【0001】
本発明は、表面実装型の発光素子の外囲器に関する。
【背景技術】
【0002】
発光ダイオード(以下LEDと呼ぶ)はInGaAlPやGaN等の化合物半導体ウエハ上にPN接合を形成し、これに順方向電流を通じて可視光又は近赤外光の発光を得る発光素子であり、近年、表示をはじめ、通信、計測、制御等に広く応用されている。
【0003】
一般に、LED等の発光素子にはパッケージ(以下外囲器と呼ぶ)が必要であるが、その一例として従来から図7の斜視図に示すような構成の表面実装型の発光素子の外囲器がある(例えば、特許文献1参照)。
【0004】
同図の外囲器50は、開口部21を備えた筐体20と、開口部21の底面に配置された発光素子1と、開口部21の底から上部まで充填された透明樹脂30と、を備える。透明樹脂30は液体の状態でポッティングし、その後、加温して硬化させる。液相での粘性は高いが、重力のため透明樹脂30の表面はほぼ平坦になる。また、開口部21の底面には、2極あるリードフレームの一方の極11上に、発光素子1を銀ペースト等の導電材料でマウントする。さらに、発光素子1の上側の電極からは、リードフレームの他方の極12上に金製のワイヤ3が張られている。
【0005】
ここでは、発光素子1としてLEDが使用され、透明樹脂30にはエポキシ樹脂が使用される。筐体20には熱可塑性のPPA(ポリフタルアミド)樹脂が使用される。図7に示されるような筐体20は、加熱により流動化したPPA樹脂を冷たい金型内に射出して成型される(射出成形法)。
【0006】
一方で、LED等の発光素子を、車載用LEDランプとして自動車のメータクラスタ等へ応用する際には、1個の外囲器でなるべく広角に発光素子を発光させるために、拡散板によって広範囲に渡って対象物を均一に照明する必要がある。
【0007】
図8は、図7に示した発光素子の空間放射パターンを示している。同図によれば、エポキシ樹脂の屈折率が約1.5であるので、空気との屈折率差により上方への放射が優位になる。これにより、発光素子の光は、放射角θの半値全幅が約110度となる様な指向特性を持つ。
【特許文献1】特開2003−163378号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、図7に示したような従来の表面実装型発光素子の外囲器の構成においては、透明樹脂30は液相において表面が平坦化するため、図8に示したように光の放射角の広がりには限界がある。これに対し、光学的手法を用いて硬化後の透明樹脂の表面を加工する、又は透明樹脂の表面に適当な盛り上がり形状を有する透明樹脂を貼り付けるなどした場合、光の広角化を実現することができるが、そのためには別の製造工程が必要となり、製造コストが上昇してしまうという問題があった。
【0009】
本発明はこのような問題点に鑑み、発光素子の外囲器について製造コストの上昇を抑制し、且つ発光素子の光の広角化を実現する。
【課題を解決するための手段】
【0010】
第1の本発明に係る発光素子の外囲器は、開口部を備えた筐体と、開口部の底面に配置された発光素子と、開口部の周囲に開口部の外へ向い、且つ側部が開口部の中心方向に傾斜した状態で固定された複数の間隙を備えたガイドと、開口部の底から前記ガイドの上部まで充填された透明樹脂と、を有し、ガイドに備えられた間隙は、透明樹脂の硬化前の液相において、表面張力により透明樹脂が外部に滲出しない範囲にあることを特徴とする。
【0011】
本発明にあっては、発光素子の外囲器において、開口部の周囲に開口部の外へ向い、且つ側部が開口部の中心方向に傾斜した状態で固定された複数の間隙を備えたガイドを有したことで、透明樹脂を加工するための製造工程を加えることなく、一回の注入で透明樹脂を筐体外部に突出させることができ、開口部の底に配置された発光素子からの光を、透明樹脂を媒体とし、開口部の上方向及びガイドの側面からも放射させることが可能となる。
【0012】
さらに、第1の本発明に係る発光素子の外囲器に備えられるガイドは、開口部の周囲に一端が固定された複数の支持部と、支持部の他端を固定する留め部とで構成され、ガイドに備えられる間隙は、透明樹脂の硬化前の液相において、表面張力により透明樹脂が外部に滲出しない範囲にあることが好適であり、上記間隙は支持部間の間隔で規定されることが望ましい。
【0013】
また、第1の本発明に係る発光素子の外囲器に備えられるガイドは、開口部の周囲に、開口径方向に一端部の幅方向を合わせた状態で当該一端部が固定された複数の支持部で構成され、ガイドに備えられる間隙は、透明樹脂の硬化前の液相において、表面張力により透明樹脂が外部に滲出しない範囲にあることが好適であり、支持部は、その一端部の幅よりも、他端部の幅のほうが短く、上記間隙は支持部間の間隔で規定されることが望ましい。
【発明の効果】
【0014】
本発明の発光素子の外囲器によれば、製造コストの上昇を抑制し、且つ発光素子の光の広角化を実現できる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施の形態について、図面を用いて説明する。
【0016】
[第1の実施の形態]
図1は、第1の実施の形態に係る発光素子の外囲器の構成を示す斜視図である。同図の外囲器10は、開口部21を備えた筐体20と、開口部21の底面に配置された発光素子1と、開口部21の周囲に開口部21の外へ向い、且つ側部が開口部21の中心方向に傾斜した状態で固定された複数の間隙25a、25b、25c…(以下総称して25とする)を備えたガイド24と、開口部21の底からガイド24の上部まで充填された透明樹脂30と、を有する。ここで、ガイド24は、開口部21の周囲に一端が固定された複数の支持部22a、22b、22c…(以下総称して22とする)と支持部22の他端を固定する円環状の留め部23とで構成され、ガイド24に備えられた間隙25は支持部22間の間隔で規定される。また、開口部21の底面には、2極あるリードフレームの一方の極11上に、発光素子1を銀ペースト等の導電材料でマウントする。さらに、発光素子1の上側の電極からは、リードフレームの他方の極12上に金製のワイヤ3が張られている。ここでは、発光素子1として、LEDを使用し、筐体20には完全拡散反射に近い条件で反射する白色の熱可塑性であるPPA(ポリフタルアミド)樹脂を使用する。また、透明樹脂30には、エポキシ樹脂を使用する。
【0017】
図2は、第1の実施の形態に係る発光素子の外囲器の構成を示す断面図である。図1と同一物には同一の符号を付し、すでに行った説明は省略する。同図に示すように、開口部21内へ注入された透明樹脂30は、ガイド24の上部まで達し、その上部には平坦な面が形成される。ここで、ガイドに備えられた間隙25は、支持部22間の間隔として十分小さな範囲に規定されているので、たとえ硬化前の液相であったとしても、透明樹脂30が、ガイドの側部から外部に滲出することはない。
【0018】
図3は、第1の実施の形態に係る発光素子についての空間放射パターンである。開口部の底面に配置された発光素子から放射された光は、ガイドの上部に形成された平坦な透明樹脂30の上面から放射されるとともに、ガイドの側面からも放射されるので、発光素子は、放射角θの半値全幅が約160度となるような指向特性をもつことになり、図8の従来の表面実装型の放射パターンと比べて、発光素子の放射角の広角化が実現される。
【0019】
したがって、第1の実施の形態によれば発光素子の外囲器について、開口部の周囲に開口部の外へ向い、且つ側部が開口部の中心方向に傾斜した状態で固定された複数の間隙を備えたガイドを設け、ガイドを、開口部の周囲に一端が固定された複数の支持部と支持部の他端を固定する留め部とで構成し、ガイドに備えた間隙を、透明樹脂の硬化前の液相において、表面張力により透明樹脂が外部に滲出しない範囲を支持部間の間隔で規定したことで、透明樹脂を加工するための製造工程を加えることなく、一回の注入で透明樹脂を筐体外部に突出させることができ、開口部の底に配置された発光素子からの光を、透明樹脂を媒体として、開口部の上方向及び、ガイドの側面から放射させることが可能となる。これにより、製造コストの上昇を抑制し、且つ発光素子の光の広角化を実現できる。
【0020】
なお、上記の第1の実施の形態においては、ガイド24の支持部22の他端を固定する留め部23には円環状の部材を使用したが、これに限られるものではない。ガイド24の支持部を固定する機能を有する構成であれば、例えば留め部に多角形状の部材を使用してもよい。
【0021】
[第2の実施の形態]
図4は、第2の実施の形態に係る発光素子の外囲器の構成を示す斜視図である。同図の外囲器40は、第1の実施の形態と同様な筐体20と、発光素子1と、開口部21の周囲に開口部21の外へ向い、且つ側部が開口部21の中心方向に傾斜した状態で固定された複数の間隙26a、26b、26c…(以下総称して26とする)を備えたガイド28と、開口部21の底からガイド24の上部まで充填された透明樹脂30と、を有する。第1の実施の形態との違いは、ガイド28は開口部の周囲に、開口径方向に一端部の幅方向を合わせた状態でこの一端部が固定された複数の支持部27a、27b、27c…(以下総称して27とする)で構成されている点である。ガイド28に備えられた間隙26は支持部27間の間隔で規定される。また、ここでも同様に開口部21の底面には、2極あるリードフレームの一方の極11上に、発光素子1を銀ペースト等の導電材料でマウントする。さらに、発光素子1の上側の電極からは、リードフレームの他方の極12上に金製のワイヤ3が張られている。ここでは、発光素子1として、LEDを使用し、透明樹脂30には、エポキシ樹脂を使用する。筐体20には熱可塑性のPPA(ポリフタルアミド)樹脂を使用する。図4に示される筐体20は、加熱により流動化したPPA樹脂を冷たい金型内に射出して成型することにより支持部27と一体的に形成される。
【0022】
図5は、第2の実施の形態に係る発光素子の外囲器の構成を示す断面図である。ここでも図4と同一物には同一の符号を付し、すでに行った説明は省略する。同図に示すように、開口部21内へ注入された透明樹脂30は、ガイド28の上部まで達し、その上部には平坦な面が形成される。ここで、ガイド28に備えられた間隙26は、支持部27間の間隔として十分に小さな範囲に規定されているので、たとえ硬化前の液相であったとしても、透明樹脂30が、ガイドの側部から外部に滲出することはない。
【0023】
また、本実施の形態では、図5で示したようにガイド28を構成する支持部27の一端部の幅L1よりも他端部の幅L2のほうが短い。それは、このような構成により、上記の射出成形法による筐体20の成形時において、加熱により流動化した熱可塑性の樹脂を冷たい金型内に射出して型を取った後、熱可塑性の樹脂の冷却にしたがって、支持部27を開口部21の中心側に倒れこませることで、ガイドの側部を成形することが可能となるからである。
【0024】
図6は、第2の実施の形態に係る発光素子の空間放射パターンである。開口部の底面に配置された発光素子から放射された光は、ガイドの上部に形成された平坦な透明樹脂30の上面から放射されるとともに、ガイドの側部からも放射されるので、発光素子は、放射角θの半値全幅が約160度となるような指向特性を持つことになり、図8の従来の表面実装型の放射パターンと比べて、発光素子の放射角の広角化が実現されていることがわかる。
【0025】
第2の実施の形態によれば、発光素子の外囲器に備えたガイドについて、開口部の周囲に、開口径方向に一端部の幅方向を合わせた状態でその一端部が固定された複数の支持部で構成し、ガイドに設けた間隙を、透明樹脂の硬化前の液相において、表面張力により透明樹脂が外部に滲出しない範囲を支持部の間隔で規定したことに加え、ガイドを構成する支持部の一端部の幅よりも、他端部の幅のほうを短くした。これにより、射出成形法により筐体を成形する際に使用する金型の構造を、より単純なものにすることができ、一回の工程で加熱により流動化した熱可塑性樹脂からガイドと筐体を一体的に成形することが可能となるので、上記第1の実施の形態による効果に加えて、製造工程数の増加に伴う製造コストの上昇をより抑制することができる。
【図面の簡単な説明】
【0026】
【図1】第1の実施の形態に係る発光素子の外囲器の構成を示す断面図である。
【図2】第1の実施の形態に係る発光素子の外囲器の構成を示す斜視図である。
【図3】第1の実施の形態に係る発光素子の空間放射パターンである。
【図4】第2の実施の形態に係る発光素子の外囲器の構成を示す断面図である。
【図5】第2の実施の形態に係る発光素子の外囲器の構成を示す斜視図である。
【図6】第2の実施の形態に係る発光素子の空間放射パターンである。
【図7】従来の表面実装型発光素子の外囲器の構成を示す斜視図である。
【図8】従来の表面実装型発光素子の外囲器における発光素子の空間放射パターンである。
【符号の説明】
【0027】
1…発光素子,3…金ワイヤ,10…第1の実施の形態に係る発光素子の外囲器,11…リードフレームの一方の極,12…リードフレームの他方の極,20…筐体,21…外囲器の開口部,22…透明樹脂を支える支持部,23…支持部を固定する円環状の留め部,24…支持部と円環状の留め部から成るガイド,25…ガイドの間隙,26…ガイドの間隙,27…透明樹脂を支える支持部,28…複数の支持部から成るガイド,30…透明樹脂,40…第2の実施の形態に係る発光素子の外囲器,50…従来の表面実装型の発光素子の外囲器,
【特許請求の範囲】
【請求項1】
開口部を備えた筐体と、
前記開口部の底面に配置された発光素子と、
前記開口部の周囲に前記開口部の外へ向い、且つ側部が開口部の中心方向に傾斜した状態で固定された複数の間隙を備えたガイドと、
前記開口部の底から前記ガイドの上部まで充填された透明樹脂と、
を有し、
前記ガイドに備えられた間隙は、前記透明樹脂の硬化前の液相において、表面張力により当該透明樹脂が外部に滲出しない範囲にあることを特徴とする発光素子の外囲器。
【請求項2】
前記ガイドは、前記開口部の周囲に一端が固定された複数の支持部と、
当該支持部の他端を固定する留め部と、
で構成され、
前記間隙は支持部間の間隔で規定されることを特徴とする請求項1に記載の発光素子の外囲器。
【請求項3】
前記ガイドは、前記開口部の周囲に、開口径方向に一端部の幅方向を合わせた状態で当該一端部が固定された複数の支持部で構成され、
当該支持部は前記一端部の幅よりも他端部の幅のほうが短く、前記間隙は支持部間の間隔で規定されることを特徴とする請求項1に記載の発光素子の外囲器。
【請求項1】
開口部を備えた筐体と、
前記開口部の底面に配置された発光素子と、
前記開口部の周囲に前記開口部の外へ向い、且つ側部が開口部の中心方向に傾斜した状態で固定された複数の間隙を備えたガイドと、
前記開口部の底から前記ガイドの上部まで充填された透明樹脂と、
を有し、
前記ガイドに備えられた間隙は、前記透明樹脂の硬化前の液相において、表面張力により当該透明樹脂が外部に滲出しない範囲にあることを特徴とする発光素子の外囲器。
【請求項2】
前記ガイドは、前記開口部の周囲に一端が固定された複数の支持部と、
当該支持部の他端を固定する留め部と、
で構成され、
前記間隙は支持部間の間隔で規定されることを特徴とする請求項1に記載の発光素子の外囲器。
【請求項3】
前記ガイドは、前記開口部の周囲に、開口径方向に一端部の幅方向を合わせた状態で当該一端部が固定された複数の支持部で構成され、
当該支持部は前記一端部の幅よりも他端部の幅のほうが短く、前記間隙は支持部間の間隔で規定されることを特徴とする請求項1に記載の発光素子の外囲器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2006−108363(P2006−108363A)
【公開日】平成18年4月20日(2006.4.20)
【国際特許分類】
【出願番号】特願2004−292569(P2004−292569)
【出願日】平成16年10月5日(2004.10.5)
【出願人】(000111672)ハリソン東芝ライティング株式会社 (995)
【Fターム(参考)】
【公開日】平成18年4月20日(2006.4.20)
【国際特許分類】
【出願日】平成16年10月5日(2004.10.5)
【出願人】(000111672)ハリソン東芝ライティング株式会社 (995)
【Fターム(参考)】
[ Back to top ]