
発汗時に快適な衣料用編物
【課題】
大量発汗時において、皮膚表面に発生する熱と汗を効果的に編地外に放出することにより、体温の上昇と発汗を抑制して体力の消耗を防いで快適性に運動を継続することができる衣料用編物を提供する。
【解決手段】
2層以上からなる編物であって、糸クリンプを有する撥水性のある合成繊維マルチフィラメント(A)が編物の裏層の総ループ数の20〜80%を構成していることを特徴とする編物。合成繊維マルチフィラメント(A)は扁平率3.0〜7.0の扁平断面を有し、ニット・撥水加工・デニット法によって撥水性と糸クリンプを同時に付与されていることが好ましい。
大量発汗時において、皮膚表面に発生する熱と汗を効果的に編地外に放出することにより、体温の上昇と発汗を抑制して体力の消耗を防いで快適性に運動を継続することができる衣料用編物を提供する。
【解決手段】
2層以上からなる編物であって、糸クリンプを有する撥水性のある合成繊維マルチフィラメント(A)が編物の裏層の総ループ数の20〜80%を構成していることを特徴とする編物。合成繊維マルチフィラメント(A)は扁平率3.0〜7.0の扁平断面を有し、ニット・撥水加工・デニット法によって撥水性と糸クリンプを同時に付与されていることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発汗時において、肌との接触における冷感が高く、編地が吸収した液相の汗を速やかに拡散・乾燥させるとともに、肌離れ性が良く、ベトつきが少ない快適な衣料用編物に関するものである。
【背景技術】
【0002】
一般にスポーツを初めとするシャツは、肌に接触するように着用されることが多い。そのため、スポーツに使用される編織物としては、肌から激しく発汗する汗を長時間にわたり連続的に吸収すると共に、速やかに外気中に蒸散させる乾燥性が必要とされる。さらに、運動中に大量に発汗する場合は、汗を吸収してウエアが重くなり、かつベトベトになることで、ウエアが肌に張り付いて不快に感じてしまう。このため大量に発汗しても、肌に張り付かない肌離れ性が良好なことが求められる。
【0003】
多量の発汗時にベタツキ感や冷え感を軽減するための試みとして、例えば、特許文献1では、布帛の表側に配置される繊維の比表面積と裏側に配置される繊維の比表面積の比が1.00〜4.00であり、いずれか一方の面に凹部を有する扁平度2〜4の繊維が配置される布帛が開示されている。しかし、この方法では、凹部を有するために吸水性は良いが、凹部があることで皮膚との接触面積が低下してしまい、接触冷感を得ることが難しくなり、放熱性が低下する問題があった。
【0004】
また、大量の発汗によりウエアが重くならないようにするために編地を撥水加工することも考えられている。例えば、単に編地全体を撥水加工すると、汗を吸わないため肌がベトついて不快である。それに対して、編地の肌側(裏面)に部分的に撥水プリント加工をする方法があるが、いずれも肌側のベトつき感を軽減する有効な手段ではない。一方、大量の発汗時の肌離れ性を向上させたり、吸水速乾性を得るために撥水糸を使う技術として、例えば、特許文献2では、編地の肌側(裏面)に撥水性を示す繊維と水を吸収あるいは拡散する繊維とからなる糸条を配する方法が開示されている。また、特許文献3では、肌側(裏面)が撥水加工された合成繊維マルチフィラメントを含む糸条から構成され、表面層が吸水加工された糸条からなる多層構造編地が提案されている。この方法は吸汗性を高めることができるが、接触冷感を引き上げることで、体から出る熱の放熱性を高めて涼しくしたり、放熱による多量の発汗を抑えることが難しかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−26727号公報
【特許文献2】特開平5−331747号公報
【特許文献3】特開2005−105441号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来技術の問題点を解消するために創案されたものであり、その目的は、大量発汗時において、皮膚表面に発生する熱と汗を効果的に編地外に放出することにより、体温の上昇と発汗を抑制して体力の消耗を防いで快適性に運動を継続することができる衣料用編物を提供することにある。更には、肌との接触部に汗を滞留させずに、肌側(裏面)で吸収した汗を編地の内層または外気層側へ移動させることにより肌離れ性を良くし、接触冷感性に優れ、かつ肌とのベトつきを軽減することができる衣料用編物を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は、上記の目的を達成するために鋭意検討した結果、2層以上からなる編物において、肌に接する面(裏層)に、撥水性がありかつ特殊な糸クリンプを持つ合成繊維マルチフィラメントを一部用いることにより、運動中に発生する皮膚表面の汗を素早く吸収しながら、汗によるベタツキ,生地の肌への貼り付きを防いで快適に運動できることを見出した。そして、合成マルチフィラメントを扁平断面とすることによって接触冷感が高くなり、また放熱性を高めることよって体温の上昇を抑えて、運動中に発生する熱を効果的に外気側に放出することができるとともに、特殊な糸クリンプを持つことによって高い接触冷感を得ながら肌への貼り付きを防止するという相反する機能を同時に得られることを見出した。更には、編物の構造を工夫し、裏層を撥水性のある合成繊維と撥水性のない合成繊維で構成し、裏層に連続する表側の層に撥水性のない合成繊維からなる部分を設けるとともに、これら3種の合成繊維に特定の単糸繊度の関係を持たせることにより、前述の熱や汗を素早く吸収して外気に放出する機能を向上させることができることを見出した。
【0008】
本発明は、かかる知見に基づいて完成したものであり、以下の(1)〜(5)の構成を有するものである。
(1)2層以上からなる編物であって、糸クリンプを有する撥水性のある合成繊維マルチフィラメント(A)が編物の裏層の総ループ数の20〜80%を構成していることを特徴とする編物。
(2)合成繊維マルチフィラメント(A)が扁平率3.0〜7.0の扁平断面を有していることを特徴とする(1)に記載の編物。
(3)編物の裏層が合成繊維マルチフィラメント(A)と撥水性のない合成繊維フィラメント(B)とから構成され、裏層と連続する表側の層が撥水性のない合成繊維マルチフィラメント(C)を含み、合成繊維マルチフィラメント(A)、(B)および(C)のそれぞれの単糸繊度が下記式(i),(ii)を満足することを特徴とする(1)または(2)に記載の編物。
(C)の単糸繊度+2dtex>(A)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(i)
(C)の単糸繊度+2dtex>(B)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(ii)
(4)合成繊維マルチフィラメント(A)がニット・撥水加工・デニット法によって撥水性と糸クリンプを同時に付与されていることを特徴とする(1)〜(3)のいずれかに記載の編物。
(5)編物の裏層の接触冷感、密着性、吸水性が下記の性能を満足することを特徴とする(1)〜(4)のいずれかに記載の編物。
接触冷感:0.2〜0.6W/cm2
密着性 :0.6mlの水分付与時の密着力が30mN以下
吸水性 :5秒以下
(6)蒸散性が20〜50分であることを特徴とする(1)〜(5)のいずれかに記載の編物。
【発明の効果】
【0009】
本発明の編物を用いることにより、運動中に発生する皮膚表面の汗を素早く吸収しながら、汗によるベタツキ,生地の肌への貼り付きを防いで快適に運動できる衣料を提供することができる。更に、本発明の編物は、接触冷感が高く、また運動中に発生する熱を効果的に外気側に放出することができる。即ち、高い接触冷感を得ながら肌への貼り付きを防止するという相反する機能を同時に得ることができる。
【図面の簡単な説明】
【0010】
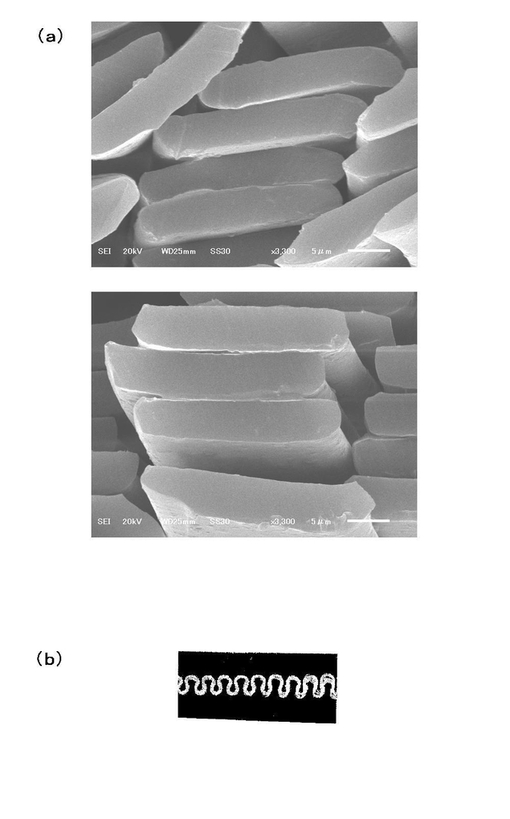
【図1】図1(a)は合成繊維マルチフィラメント(A)の断面を示し、図1(b)は糸クリンプの模式図を示す。
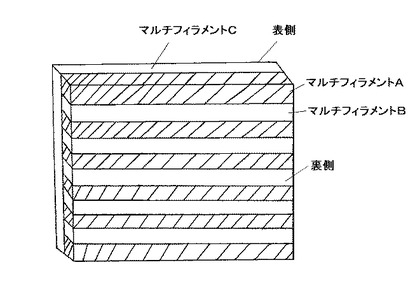
【図2】図2は、本発明の編物の構造の模式図を示す。
【図3】図3は、扁平横断面糸の横断面形状を説明するための模式図である。
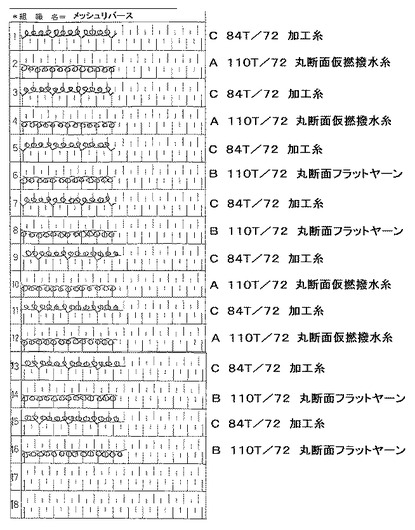
【図4】図4は、実施例1の編組織図を示す。
【図5】図5は、実施例3の編組織図を示す。
【図6】図6は、比較例3の編組織図を示す。
【発明を実施するための形態】
【0011】
以下、本発明の編物について詳細に説明する。
本発明の編地は、2層以上からなる編物であり、裏層の一部に糸クリンプを有する撥水性のある合成繊維マルチフィラメント(A)を配置していることを特徴とする。合成繊維マルチフィラメント(A)の断面及び糸クリンプの模式図をそれぞれ図1(a),(b)に示す。
【0012】
本発明の編地に使用する撥水性のある合成繊維マルチフィラメント(A)は、束ねた繊維側面に上方約1cmから静かに水を約0.05ml滴下したときに水滴が転がる現象を有する撥水性繊維である。撥水性の付与方法としては、疎水性繊維(ポリエステル、ナイロンなど)に撥水加工を施すことにより達成される。撥水加工は、フッ素系、シリコン系、パラフィン系撥水剤等の一般的な繊維用撥水剤を用いれば良いが、フッ素系撥水剤が撥水性能や洗濯耐久性の面で好ましい。本発明の効果を十分に出すためには、裏層の撥水性のない部分を構成する糸も疎水性繊維を用いることが好ましい。疎水性繊維としては、ポリエステル系繊維、ポリアミド系繊維、アクリル系繊維、及びポリオレフィン系繊維等が挙げられるが、これらのうちポリエステル系繊維が好ましい。
【0013】
ポリエステル系繊維としては、その全構成単位の少なくとも80重量%以上がエチレンテレフタレ−トであるポリエステル繊維が好ましく、特にテレフタル酸又はその機能的誘導体とエチレングリコ−ル又はエチレンオキサイドとから製造されたポリエチレンテレフタレ−ト繊維が好ましい。酸成分としては、テレフタル酸又はその機能的誘導体の他に、20モル%未満、好ましくは10モル%未満の範囲でイソフタル酸、アジピン酸、セパチン酸、アゼライン酸、ナフタ−ル酸、P−オキシ安息香酸、2,5−ジメチルテレフタル酸、ビス(P−カルボキシフエノキシ)エタン、2,6−ナフタレンジカルボン酸、3,5−ジ(カルボメトキシ)ベンゼンスルホン酸塩又はそれらの機能的誘導体を加えてもよく、グリコ−ル成分としては、エチレングリコ−ルの他に、ジエチレングリコ−ル、プロピレングリコ−ル、1,4−ブタンジオ−ル、1,4−ピロキシメチルシクロヘキサン等の2価アルコ−ルを加えてもよい。また、例えば難燃性を付与するために芳香族ポリホスホネ−トを加えてもよい。更に、酸化防止剤、艶消剤、着色剤、染色性向上剤、難燃性向上剤、制電剤等を添加しても差支えない。
【0014】
本発明のように編物中に存在する撥水糸の撥水性を評価する方法としては、例えばDUPONT法などで評価することができる。DUPONT法を用いる場合は、編地から撥水糸のみを抜き出して連結し、厚紙に連結した撥水糸を隣同士隙間が空かないように捲きつけた板巻を作り、その板巻にイソプロピルアルコール水溶液を摘下して液滴の浸透具合で撥水性を判定することができる。撥水糸の撥水性能は好ましくは2級〜12級であり、より好ましくは5級以上である。撥水性能が低いと、ベタツキ軽減効果が感じられにくくなる。
【0015】
フィラメントの形態としては、フラットヤーンでも仮撚加工糸など捲縮のあるタイプでも良いが、接触冷感と肌離れ性を両立して高い性能を得るためには、特殊な糸クリンプを有することが必要である。特殊な糸クリンプとは、マルチフィラメントが3次元的なループ形状を有することであり、具体的な作り方は、ニット・デニット方式による方法が好適である。
【0016】
糸クリンプの形状は、ループ状捲縮である。ループ状捲縮とは、湾曲した形状が連続的に繋がっている糸としての捲縮である。クリンプ周期は、糸1mの長さの中にクリンプが好ましくは80〜800個(ループ数)、より好ましくは150〜600個、さらに好ましくは250〜500個存在する。糸クリンプの作り方としては、シングル筒編機を用いてフラットヤーンを天竺組織で編成し、出来上がった筒編地を撥水加工剤の中に浸漬し、脱水、乾燥し、その後、筒編地を解編しながら糸を捲き直す方法が使用できる。好ましくは、撥水加工剤を含んだ浸漬水を循環させて、マルチフィラメントの内側まで浸透させるのが良い。
【0017】
本発明の効果を出すためには、裏層の撥水性のない部分を構成する糸も疎水性繊維を用いることが好ましい。この疎水性繊維とは、具体的には熱可塑性を有するポリマーからなるステープルやマルチフィラメントを指す。この熱可塑性を有するポリマーとしては、汎用的な熱可塑性樹脂であればよいが、ポリエステル、ポリアミド、ポリオレフィン、アクリルが好ましい。ポリエステルの場合、具体的にはポリエチレンテレフトレート、ポリトリメチレンテレフトレート、ポリブチレンテレフトレート、ポリエチレンイソフタレート等を用いることができる。また、ポリアミドであれば、6−ナイロン、6,6−ナイロン、4,6−ナイロン等を用いることができる。これらに少量の重合体、酸化防止剤、制電剤、顔料、艶消し剤、蛍光増白剤、微細孔形成剤、その他の添加剤等が含有されていても良い。但し、極細フィラメントからなるマルチフィラメントを本発明に用いる場合はポリエチレンテレフタレートが特に好ましい。
【0018】
本発明において、撥水性のない合成繊維マルチフィラメントとは、撥水性を有する加工を施していない繊維をいう。表面処理として編地に帯電防止加工、アクリル樹脂、ポリエステル樹脂、ポリエチレン樹脂などの強い撥水性を有しない樹脂加工等で繊維に表面処理をされたものは、撥水性のない疎水性繊維に含まれる。勿論、何も表面処理されていないものでもよいし、吸水性を高める加工を施したものも含まれる。
【0019】
本発明の編物は、2層以上の層構造を有する。層構造としては、表裏2層構造で構成されていればよく、中間層を持つ3層以上でも差し支えない。編地の種類としては、丸編が好適であるが、経編でも同様の2層を持つ編地なら差し支えない。丸編みで2層以上の層構造とするには、フライス編機やインターロック編機等の両面編機を用いて編むことで作ることができる。経編では2枚以上の筬を使って作ることができる。
【0020】
本発明の編物は、裏層(肌側の層)の一部に合成繊維マルチフィラメント(A)を使用している構成をとるが、この構成は、編物の裏層を占めているループのうち、撥水糸が部分的に存在する状態である。具体的には、裏層の表面を占めているループの中に部分的に撥水性のある合成繊維マルチフィラメント(A)が配置されており、例えば編物の裏層において交編されたり、挿入された状態である。具体的な組織を例示すると、裏層においてヨコボーダー柄、タテストライプ柄、格子柄、ツイル柄、杉綾柄、市松柄、ドット柄、鹿子柄等の柄状に交編されたものが好適に用いられる。
【0021】
本発明の編物の裏層の撥水性のある合成繊維マルチフィラメント(A)が占める構成比率としては、20〜80重量%、好ましくは30〜75重量%、より好ましくは35〜70重量%である。撥水性のある合成繊維マルチフィラメント(A)の比率が20重量%未満の場合、本発明の冷感やベタツキ軽減効果が少なくなり、80重量%を超えてもベタツキ軽減効果が低下する。
【0022】
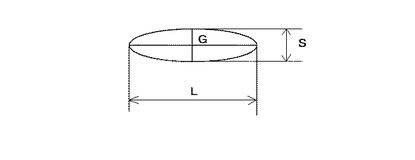
本発明の編物では、撥水性のある合成繊維マルチフィラメント(A)の横断面形状は偏平形状であることが好ましい。ここで、横断面形状が偏平横断面とは、各々のフィラメントが偏平横断面を有していることを言う。図3は、偏平横断面糸の横断面形状を説明するための模式図である。フィラメントの重心Gを通過し、外周上の2点を結ぶ線分中で最も長い線分を長軸L、最も短い線分を短軸Sとすると、偏平度AはA=L/S・・・・・・(1)で表される。本発明では、偏平横断面とは、式(1)のA値が3.0以上であることを持って定義される。A値が3.0未満の場合、偏平横断面の特性が生かせず、フィラメント間の毛細管現象が発現せず、拡散、速乾性が低下する可能性がある。好ましくは、A値の下限は5.0である。また、A値の上限は好ましくは7.0である。
【0023】
本発明の編物を実現するためには、横断面が偏平断面を有する合成繊維マルチフィラメント(A)の断面は、紡糸・延伸して巻取った後の単糸断面から全く変形していないか、もしくは、実質的にほとんど断面変形していないことが好ましい。具体的には、偏平糸の断面を糸の長手方向に直角に断面を切断した場合、断面の長軸部分がほとんどゆがんでいない状態である。このように合成繊維マルチフィラメント(A)が実質的に断面変形を有しないことにより、ループを形成している糸の側面がフラットになり、その結果、編地表面も平滑性が良好となり、優れた接触冷感が得られる。一般的に糸クリンプを作る方法として仮撚加工や賦型法を用いると、単糸断面が変形してしまい接触冷感が得られにくいため好ましくない。実質的に断面変形しない糸クリンプの作り方は、前述したニット・デニットの作り方によって実現できる。
【0024】
本発明の編物に使用される撥水性のある合成繊維マルチフィラメント(A)と撥水性のない合成繊維マルチフィラメント(B)は、前述のように同一片面(裏層)に交編して配置するが、好ましい交編の配置の例としては、撥水性のある合成繊維マルチフィラメント(A)のコース方向に2ループ以上、好ましくは4ループ以上連続してボーダー状に配置されていると、接触冷感と密着性がより向上する。但し、5mmを超えて配置されると、部分的な撥水ループが多くなり、吸水性が阻害されやすい。同様にウェール方向に対しても5mm以内の配列とし、撥水性のある合成繊維マルチフィラメント(A)を縦横ボーダー状すなわち格子状(ブロック状)に配置することがより好ましい。また、(A),(B)が交編される片面(裏層)とは逆の面(裏層と連続する表側の層)には、撥水性のない合成繊維マルチフィラメント(C)が配置される。表側の層には合成繊維マルチフィラメント(C)を多く(半分以上)配置するようにすることが好ましい。逆の面においては、(A),(B)より単糸繊度が細いマルチフィラメントが多く(半分以上)配置されると本発明の効果が高まる。本発明の編物において、合成繊維マルチフィラメント(A)及び(B)が交編される片面(裏層)は、衣服として用いられる場合には、肌に接触する側に、逆の面は外気側になるように用いられる。
【0025】
次に、本発明の編物を構成するための好適な編み組織や密度構成について説明する。本発明の編物では、撥水性のある合成繊維マルチフィラメント(A)が裏層を構成する総ループ数の20%以上占めることが必要である。その裏層を構成するループとは、ニットループの数であり、タックループについては表面に出ないので数に入れない。編地表面を構成するニットループ数でその割合を算出することができる。表面を構成する撥水性のある合成繊維フィラメント(A)が総ループ数の20%未満になると、発汗時の汗を導水して排出する効果はあるが、肌側と接触している撥水部分の面積が少なくなる。従って、肌と撥水性のない糸との編地が密着してしまい、肌離れ性が良くなく、ベトついて不快である。より好ましくは、裏層においてフィラメント(A)の占める割合は、総ループ数の50%以上である。
【0026】
ループ密度は30〜100ループ/inchが好適である。より好適には40〜70ループ/inchであり、更に好適には50〜60ループ/inchである。ループ密度が上記範囲を越えると、肌面から汗を吸収し難くなり、上記範囲より少ないと、撥水性のない糸が肌に触れてベタツキやすくなる。
【0027】
本発明の代表的な編物の構造の模式図を図2に示す。図2では、合成繊維マルチフィラメント(B)は生地の片面に2コース連続して配置され、片面に占めるループの割合は50%である。20%未満になると発汗時の汗を効率良く移動することができず、導水して排出する効果が低下する。80%を越えると、発汗時の汗を導水して排出する効果はあるが、肌側と接触している撥水部分の面積が少なくなるので、肌と撥水性のない糸との編地が密着してしまい、肌離れ性が良くなく、ベトついて不快である。合成繊維マルチフィラメント(C)は、合成繊維マルチフィラメント(A)と(B)が編まれている片面と逆側の面に編まれている。但し、合成繊維マルチフィラメント(C)が編まれている同じ側に合成繊維フィラメント(A)と(B)が部分的に交編されていても密着性、吸水性、蒸散性が満たされていれば問題ない。
【0028】
本発明の編物に使用する合成繊維マルチフィラメント(A)及び(B)の単糸繊度は0.3〜5dtexであることが好ましい。より好ましくは0.5〜3dtex、更に好ましくは1〜2dtexである。0.3dtex未満であると、単糸繊度の強力が弱く、着用中に繊維が切れてケバ立ってしまう可能性がある。5dtexを越えると、単糸繊度が太すぎて肌触り感が硬く、シャツに好適な風合いにならない可能性がある。合成繊維マルチフィラメント(C)は、合成繊維マルチフィラメント(A)、(B)より単糸繊度が小さいことが好ましい。より好ましくは0.2〜3dtex、より好ましくは0.5〜2dtex、更に好ましくは0.6〜1.6dtexである。フィラメント(A),(B)とフィラメント(C)の単糸繊度は以下の(i),(ii)の式を満足することが好ましい。
(C)の単糸繊度+2dtex>(A)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(i)
(C)の単糸繊度+2dtex>(B)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(ii)
【0029】
本発明の編物では、裏層の接触冷感Qmaxが0.2W/cm2〜0.6W/cm2であることができる。0.2W/cm2未満であると、着用した瞬間の冷感効果が得られにくい。一方、接触冷感は高いほど好ましいが、一般的な汎用繊維のみで0.6W/cm2より高めることは難しい。好ましくは0.25W/cm2以上であり、更に好ましくは0.3W/cm2以上である。
【0030】
本発明の編物では、裏層の密着性を0.6mlの水分付与時に30mN以下にすることができる。ここで密着性は、衣服を着用した時に編地が体に密着したときのベトツキ感を表す指標として用いられる。測定した値として抵抗力(密着力)が低いほどベトツキ感が軽減される。密着性が30mNを越えると、発汗時に衣服と肌のベトつき感が大きく、不快に感じる。好ましくは20mN以下、更に好ましくは10mN以下である。
【0031】
本発明の編物では、裏層の吸水性(滴下法による吸水速度)を5秒以内にすることができる。5秒を越える場合、発汗時の汗を素早く吸収できず、編地の反対側への導水効果が弱くなる。好ましくは3秒以内、更に好ましくは1秒以内である。
【0032】
本発明の編地では、裏層を下方に配置し試験片を予めシャーレに水0.1mlを滴下した上に載せた後の水分率10%に至る時間を20分から50分にすることができる。ここで蒸散性は、着用中に発汗したときに衣服からの汗の乾きやすさの指標として用いられる。50分を越える場合、着用中の発汗量に対して蒸散が追いつかず、衣服の濡れ感が増大して不快になる。好ましくは40分以内、更に好ましくは30分以内である。
【0033】
本発明の編物において、撥水性のある合成繊維マルチフィラメント(A)のニット・撥水加工・デニットの方法は、一般的にニット・デニットの加工方法に準じ、撥水処理を筒編段階で行なうことができる。具体的には、小口径の筒編機を用いて、天竺編を行ない、編地をオーバーマイヤー染色機で精練した後、撥水加工を施し、脱水、乾燥するものである。その後、撥水処理された筒編地を解編しながらポリエステル偏平糸をコーン状態に捲き直す。筒編機は一般的には3.5インチの天竺編組織であるが、口径は大きくても小さくても構わない。編組織も天竺組織が一般的であるが、フライス、インターロック組織でも構わない。撥水加工剤は、特に限定されるものではなく、撥水性能が維持されれば種類を問わない。好ましくはフッ素系撥水加工剤を使用することが望ましい。脱水、乾燥の条件も特に限定されるものではなく、撥水性能が維持される条件であれば問わない。撥水処理温度は、40℃程度が望ましく、高くなると撥水剤の乳化分散が壊れてしまう。乾燥温度はなるべく低い温度が糸の収縮がない点で好ましいが、低くしすぎると乾燥時間が長くなり、生産性が低下する。好ましくは80℃から100℃程度である。乾燥した後の編地を解編して捲き直す条件は特に決まったものではないが、速度は100m/mim〜300m/min程度である。早すぎると、糸切れを起し、遅すぎると生産性が低下する。また、捲き直す段階で糸の解舒性、編立性を低下させないために鉱物油を付与することが望ましい。
【0034】
本発明の編物では、編物全体に対する撥水性のない合成繊維フィラメント(合成繊維マルチフィラメント(B)+(C))の混率は80〜20重量%であることが好ましい。より好ましくは80〜50重量%である。80重量%を越えると、撥水糸の混率が低すぎて密着性が増加してベトツキやすい。20重量%未満では、水分が外気側に移行しにくくなり、蒸散性が低下する。本発明では、撥水性のない合成繊維フィラメントに吸水加工を施すと繊維表面のみ親水性になるため、汗の吸水性や蒸散性を高めることができる。この吸水加工の例としては、ポリエステルのアルカリ減量加工や、ポリエステルポリアルキレングリコール共重合樹脂いわゆる吸水ポリエステル樹脂や、セルロース、親水シリコン等の親水性を持つ加工剤の繊維表面への付着が挙げられる。本発明では、吸水性ポリエステル樹脂からなる糸条が洗濯耐久性の面で好適に用いることができる。
【0035】
編物の染色加工の方法としては、一般的に丸編地を加工する染色加工設備を使用すればよく、特に限定されない。但し、本発明の編物の導水構造を形成するためには、染色加工工程で引張りすぎたり縮めすぎたりせずに、好適な密度が得られるように加工する必要がある。また、前述のように親水加工を施すことが好適に行われるが、この吸水加工は、染色工程で染色と同時または染色後に行っても良いし、最終仕上等の段階でパディング法で編地に付与してもよい。尚、本発明の編物は、各種機能加工が別途施されていても良く、SR加工などの防汚加工、消臭加工、抗菌、制菌加工、UVカット加工、摩擦溶融加工、静電加工、スキンケア加工の従来公知の加工を施していても良い。
【実施例】
【0036】
以下に実施例により本発明を詳細に説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例における各性能評価は以下の方法により行った。
【0037】
<接触冷感>
編物をウェール方向に20cm、コース方向に20cmの大きさで試験片として切り出して、カトーテック社製精密迅速熱物質測定装置サーモラボIIを使用し、20℃×65%RHの恒温湿度条件で測定を実施した。上記サーモラボの試料初期設定温度を20℃、熱板温度を40℃として、試験片の編物の裏層を熱板に接触させて測定した。なお、測定回数5回の平均値をもって、接触冷感Qmax(W/cm2)の値とした。
【0038】
<密着性>
編物をウェール方向に5cm、コース方向に5cmの大きさで試験片として切り出す。試験片の編物の裏層を上にして圧縮試験機(KES−G5)にセットする。試験片に0.6mlの水を滴下した後、500mNの力で試験片を圧縮して0.2cm/sの速度で引き離した時の抵抗値(密着力)を測定する。違う場所から試験片を採取して、測定回数3回の平均値を密着性の値とした。
【0039】
<吸水性>
JIS−L−1907に記載された滴下法(ウイッキング法)に準拠して吸水性を測定した。
【0040】
<蒸散性>
編物から直径約9cmの円形試験片を切り出して室温20℃、室内湿度65%の恒温室内に24時間放置した。直径約10cmの時計皿と円形試験片を合わせた質量W0を測定する。その後、時計皿の中央に水0.1mlを滴下してから、試験片の裏層を時計皿に向けて、密着させるように時計皿の真ん中に載せる。その直後に時計皿と円形試験片を合わせた質量Wを測定する。そのまま室温20℃、室内湿度65%の恒温室内に放置し、時計皿と試験片の合わせた質量Wxを5分毎に測定する。Wx、W0、Wの値を下記式に代入し、水分率(%)を計算する。蒸散性の評価は、この水分率が10%未満となった時点までの乾燥に要した時間とした。
水分率(%)={(Wx−W0)/(W−W0)}×100
【0041】
<着用中の涼しさ>
環境条件30℃×60%RHの部屋で着用者5名に縫製品を着用してもらい、発汗する軽運動を行い、下記の5段階の官能値評価を行なった。評価値は5名の平均値とした。
5:大変涼しく、快適で運動しやすい
4:涼しく、快適で運動しやすい
3:どちらでもない
2:暑く感じ不快で運動しにくい
1:非常に暑く感じ、運動しにくい
【0042】
<繊維横断面の扁平度>
編物の試料から糸を一本ばらけないように静かに取り出し、糸を張った状態で、エポキシ樹脂の棒状成形体の中心軸に沿って、鉛筆の芯のように糸を包埋した。鉛筆を削るように、包埋試料の樹脂をナイフで削って糸を露出させた。これをウルトラミクロトームの試料ホルダに固定し、包埋した糸の長手方向に垂直な断面薄切片を作製した。次いで複数の切片から薄膜の著しい損傷がない部位を選び、走査型電子顕微鏡にて、繊維軸を横切る方向にほぼ直角に切断されている任意の切断面10箇所について倍率1000倍にて写真撮影する。それによって得られた各撮影箇所について、写真を4倍に拡大して扁平糸の全単糸本数のうち20%以上の本数を任意に選び、断面の短軸と長軸の長さをそれぞれモノサシで測定して、短軸に対する長軸の長さの比を扁平度として算出した。
【0043】
<編地密度>
JIS−L−1018−1998に準拠して編地のコース密度(個/inch)、ウェール密度(個/inch)を測定した。
【0044】
<編地の目付>
JIS−L−1096法に準拠して測定した。
【0045】
<撥水糸の撥水性>
編物の試料から撥水糸のみを抜き出して、抜出した撥水糸同士を結んで10mの長さにつなぎ合せた。大きさ約10cm四方の厚紙に連結した撥水糸を隣同士隙間が空かないように捲きつけて、(張力約0.1g/dtexをかけながら)隙間なく糸が揃った状態の板巻を用意した。下記の1〜12級のイソプロピルアルコール(IPA)濃度を変えた水溶液を、水平に置いた板巻の撥水糸に滴下して浸透度合から等級判定する。判定はDUPONT法を用いた。
(12種類の等級判定液の作成)
下記12種類の重量%で混合したIPA水溶液を調製する。

1級から順に編物上にスポイドで一滴ずつ乗せ、10秒後の編物への浸透度合を見る。
10秒経たずに浸透した時点で、その混合液に相当する等級が編物の撥水度となる。
【0046】
<糸クリンプ指数>
JIS−L−1095のスナール指数B法に用いる試験器を用いて測定する。JIS−L−0105に則って試料の準備及び採取を行う。編物中から糸クリンプを有する合成繊維マルチフィラメントを、解舒撚りが加わらないように、また撚りもどりが起こらないように採取する。0.98cNの張力を掛けながらつかみA、ピンB、つかみCの順に掛けた後、試料をつかみA及びCで固定する(A,C間の距離10cm)。次に、0.1cN/dtexの荷重をピンに接触する部分に引っ掛けながら試料をピンから外して、静止したところで荷重を外す。このときに発現する糸のループ数を測ってクリンプ指数値とした。同一試料に対して5回測定し、その平均値を算出し、単位を「個/m」に換算して表した。ただし、測定雰囲気は温度20℃、相対湿度65%とした。
【0047】
(実施例1)
撥水性のある合成繊維マルチフィラメント(A)のニット・撥水加工・デニット法の加工を以下のように行った。ポリエステル100dtex72フィラメントのセミダル偏平断面ポリエステル糸(東洋紡績製 E100T72−I7D 扁平度5)を3.5インチの筒編機を用いて、糸長300mm/100Wで天竺編を行ない、編地をオーバーマイヤー染色機で精練した後、フッソ系撥水加工剤「アサヒガードAG−7000」を5g/L溶液で浴比1:15で40℃×20分処理し、脱水、乾燥させた。その後、撥水処理された筒編地を解編しながらポリエステル偏平糸をコーン状態に捲き直した。
【0048】
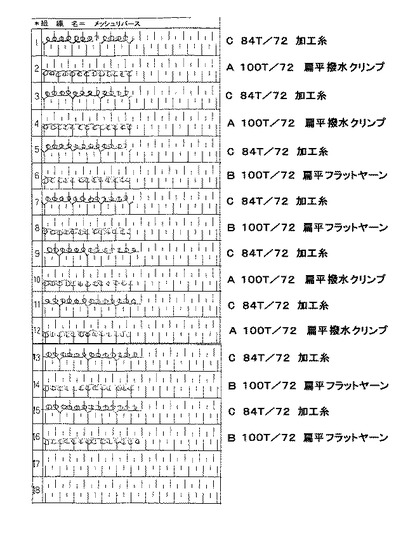
次に28ゲージ両面丸編み機を用い、図4に示す完全組織F1からF16の16口給糸からなるメッシュリバース編み組織において、表側編組織用の給糸口であるF1、F3、F5,F7,F9,F11,F13及びF15に、合成繊維マルチフィラメント(C)としてポリエステル84dtex72フィラメントのセミダル・丸型断面の通常の2ヒーター仮撚加工糸を(糸長240mm/100W)配した。また、裏側(肌面)編組織用の給糸口であるF2,F4,F10及びF12の給糸口に、合成繊維マルチフィラメント(A)としてポリエステル100dtex72フィラメント偏平断面ポリエステルのニット・撥水加工・デニット加工糸を糸長220mm/100Wで配した。そして、F6,F8,F14及びF16に合成繊維マルチフィラメント(B)として100dtex72フィラメント偏平断面ポリエステルの生糸(E100T72I7D)を糸長220mm/100Wで配して編成した。裏側(肌面)は、撥水加工を施したクリンプ偏平断面ポリエステル糸と偏平断面ポリエステルが2コース毎の交編で編まれた構造になっている。
【0049】
出来上がった生機に対してヒラノテクシード製ピンテンターを用いて160℃×2分のプリセットを行い、その後、下記の処方で精練、染色仕上げ加工を行なった。
精練処方:日阪製作所製液流染色機NSタイプを用いて里田加工 ノニゾールN 1g/l、日華化学 ネオクリスタル CG1000 0.5g/l、ソーダ灰0.5g/l、浴比1:15、95℃×30分。
染色処方:日阪製作所製液流染色機NSタイプ、浴比1:15 130℃×45分で酢酸0.2g/l pH=4、明成化学 ディスパーN 700 0.5g/l、日華化学 ネオクリスタル GC1000 0.5g/l、高松油脂 SR1800 1.5%owf、蛍光染料0.25%omf染色後、遠心脱水、乾燥(120℃×3分)を行ない、以下の条件で仕上げ剤を付与した。仕上げ剤のピックアップは70%であった。
サンスタット ES−11(帯電防止剤) 1%ows(on the weight of solution)
【0050】
その後、最終セットをピンテンター160℃×2分の条件で行ない、性量調整し、最終生地を得た。その際にもテンター幅は編地の皺を取る程度の幅として、仕上げた編地を縦横に極力引っ張らないように注意した。実施例1の編物の組織図を図4に示す。
【0051】
出来上がった編物は、目付149g/m2、密度51コース/インチ、44ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.24W/cm2・s、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は23分であった。着用中の涼しさは4.6であり、快適であった。実施例1の編物の構成の詳細と評価結果を表1に示す。
【0052】
(実施例2)
合成繊維マルチフィラメント(A)をポリエステル110dtex72フィラメント丸断面ポリエステルに変更して、実施例1と同様の方法にてニット・撥水加工・デニット加工糸を作成した。この撥水加工された合成繊維マルチフィラメント(A)を裏側(肌面)編組織用の給糸口であるF2,F4,F10及びF12の給糸口に配したこと、及び合成繊維マルチフィラメント(B)を110dtex72フィラメント丸断面ポリエステルの生糸に変更してF6,F8,F14及びF16に配して編成したこと以外は、実施例1と同様に製編・染色加工を行った。
【0053】
出来上がった編物は、目付155g/m2、密度52コース/インチ、43ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.23W/cm2・s、密着性は2mN、吸水性は1秒、糸の撥水性は6級、蒸散性は22分であった。着用中の涼しさは4.0であり、快適であった。実施例2の編物の構成の詳細と評価結果を表1に示す。
【0054】
(実施例3)
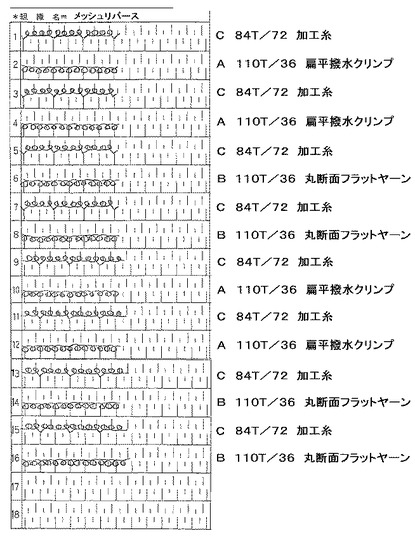
実施例1と同等の方法でポリエステル110dtex36フィラメントの扁平断面ポリエステル糸をニット・撥水加工・デニット法で加工して合成繊維マルチフィラメント(A)を作成した。実施例1と同じ28ゲージ両面丸編み機を用い、図5に示す完全組織F1からF16の16口給糸からなるメッシュリバース編み組織においてそれぞれの表側編組織用の給糸口であるF1,F3,F5,F7,F9,F11,F13及びF15に合成繊維マルチフィラメント(C)としてポリエステル84dtex72フィラメントのセミダル・丸型断面の通常の2ヒーター仮撚加工糸を(糸長240mm/100W)で、また裏側(肌面)編組織用の給糸口であるF2,F4,F10及びF12の給糸口に合成繊維マルチフィラメント(A)のニット・撥水加工・デニット加工糸を糸長220mm/100Wで配し、F6,F8,F14及びF16に合成繊維マルチフィラメント(B)として110dtex36フィラメント丸断面ポリエステルの生糸を糸長220mm/100Wで配して編成した。出来上がった生機は実施例1に準じて染色加工して仕上げた。
【0055】
出来上がった編物は、目付157g/m2、密度52コース/インチ、43ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.22W/cm2・s、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は21分であった。着用中の涼しさは4.4であり、快適であった。実施例3の編物の構成の詳細と評価結果を表1に示す。
【0056】
(実施例4)
合成繊維マルチフィラメント(B)を110dtex72フィラメント丸断面ポリエステルの生糸に変更して、F6,F8,F14とF16に糸長220mm/100Wで配して編成した以外は実施例1と同様に製編、染色加工して仕上げた。
【0057】
出来上がった編物は、目付154g/m2、密度51コース/インチ、43ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.22W/cm2・s、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は23分であった。着用中の涼しさは4.2であり、快適であった。実施例4の編物の構成の詳細と評価結果を表1に示す。
【0058】
(実施例5)
実施例1の合成繊維マルチフィラメント(A)と合成繊維マルチフィラメント(B)の編地裏側の配置割合を1:2として、実施例1と同様に製編・染色加工を行った。
【0059】
出来上がった編物は、目付150g/m2、密度51コース/インチ、44ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.22W/cm2・s、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は24分であった。着用中の涼しさは4.6であり、快適であった。実施例5の編物の構成の詳細と評価結果を表1に示す。
【0060】
(実施例6)
実施例1の合成繊維マルチフィラメント(A)と合成繊維マルチフィラメント(B)の編地裏側の配置割合を3:1として、実施例1と同様に製編・染色加工を行った。
【0061】
出来上がった編物は、目付151g/m2、密度52コース/インチ、44ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.23W/cm2・s、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は25分であった。着用中の涼しさは4.4であり、快適であった。実施例6の編物の構成の詳細と評価結果を表1に示す。
【0062】
(比較例1)
合成繊維マルチフィラメント(A)をポリエステル100dtex72フィラメント偏平断面ポリエステルにニット・撥水加工・デニット法の加工を施さない生糸を用いた以外は、実施例1と全く同様にして製編・染色加工を行った。
【0063】
出来上がった編物は、目付152g/m2、密度51コース/インチ、44ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.26W/cm2・s、密着性は43mNと高く、吸水性は1秒、糸の撥水性は6級、蒸散性は24分であった。着用中の涼しさは3.4であり、快適には感じなかった。比較例1の編物の構成の詳細と評価結果を表1に示す。
【0064】
(比較例2)
比較例1と同様に製編・染色加工を行うが、染色加工の仕上段階で生地全体に後加工撥水処理を行った。
アサヒガードAG−7000(撥水加工剤)10%ows
サンスタット ES−11(帯電防止)1%ows
ウエットピックアップ率=70%
その後、最終セットをピンテンター160℃×2分の条件で行ない、性量調整し、最終生地を得た。その際にもテンター幅は編地の皺を取る程度の幅として、仕上げた編物を縦横に極力引っ張らないように注意した。
【0065】
出来上がった編物は、目付150g/m2、密度50コース/インチ、44ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.25W/cm2・s、密着性は60mNと高く、吸水性は180秒以上で吸水せず、糸の撥水性は8級、蒸散性は62分と遅かった。着用中の涼しさは2.6であり、不快であった。比較例2の編物の構成の詳細と評価結果を表1に示す。
【0066】
(比較例3)
ポリエステル110dtex72フィラメントのセミダル丸断面ポリエステル糸を仮撚加工して、微細な仮撚捲縮を有する糸を撥水加工して合成繊維マルチフィラメント(A)とした。実施例1と同じ28ゲージ両面丸編み機を用い、図6に示す完全組織F1からF16の16口給糸からなるメッシュリバース編み組織においてそれぞれの表側編組織用の給糸口であるF1,F3,F5,F7,F9,F11,F13及びF15に合成繊維マルチフィラメント(C)としてポリエステル84dtex72フィラメントのセミダル・丸型断面の通常の2ヒーター仮撚加工糸を(糸長240mm/100W)で配した。また、裏側(肌面)編組織用の給糸口であるF2,F4,F10及びF12の給糸口に合成繊維マルチフィラメント(A)を糸長220mm/100Wで配し、合成繊維マルチフィラメント(B)として110dtex72フィラメント丸断面ポリエステルの生糸を、F6,F8,F14及びF16に糸長220mm/100Wで配して編成した。出来上がった生機は実施例1に準じて染色加工して仕上げた。
【0067】
出来上がった編物は、目付160g/m2、密度53コース/インチ、46ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.17W/cm2・sと低く、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は25分であった。着用中の涼しさは3.4であり、快適には感じなかった。比較例3の編物の構成の詳細と評価結果を表1に示す。
【0068】
【表1】
【産業上の利用可能性】
【0069】
本発明の編物は、スポーツ中に大量の汗をかくような環境において、体表面の熱と汗を素早く吸収・放散させることができるとともに、肌離れ性が良く、ベトツキが少ないので、スポーツ用シャツ、ウエアとして快適に使用することができる。
【技術分野】
【0001】
本発明は、発汗時において、肌との接触における冷感が高く、編地が吸収した液相の汗を速やかに拡散・乾燥させるとともに、肌離れ性が良く、ベトつきが少ない快適な衣料用編物に関するものである。
【背景技術】
【0002】
一般にスポーツを初めとするシャツは、肌に接触するように着用されることが多い。そのため、スポーツに使用される編織物としては、肌から激しく発汗する汗を長時間にわたり連続的に吸収すると共に、速やかに外気中に蒸散させる乾燥性が必要とされる。さらに、運動中に大量に発汗する場合は、汗を吸収してウエアが重くなり、かつベトベトになることで、ウエアが肌に張り付いて不快に感じてしまう。このため大量に発汗しても、肌に張り付かない肌離れ性が良好なことが求められる。
【0003】
多量の発汗時にベタツキ感や冷え感を軽減するための試みとして、例えば、特許文献1では、布帛の表側に配置される繊維の比表面積と裏側に配置される繊維の比表面積の比が1.00〜4.00であり、いずれか一方の面に凹部を有する扁平度2〜4の繊維が配置される布帛が開示されている。しかし、この方法では、凹部を有するために吸水性は良いが、凹部があることで皮膚との接触面積が低下してしまい、接触冷感を得ることが難しくなり、放熱性が低下する問題があった。
【0004】
また、大量の発汗によりウエアが重くならないようにするために編地を撥水加工することも考えられている。例えば、単に編地全体を撥水加工すると、汗を吸わないため肌がベトついて不快である。それに対して、編地の肌側(裏面)に部分的に撥水プリント加工をする方法があるが、いずれも肌側のベトつき感を軽減する有効な手段ではない。一方、大量の発汗時の肌離れ性を向上させたり、吸水速乾性を得るために撥水糸を使う技術として、例えば、特許文献2では、編地の肌側(裏面)に撥水性を示す繊維と水を吸収あるいは拡散する繊維とからなる糸条を配する方法が開示されている。また、特許文献3では、肌側(裏面)が撥水加工された合成繊維マルチフィラメントを含む糸条から構成され、表面層が吸水加工された糸条からなる多層構造編地が提案されている。この方法は吸汗性を高めることができるが、接触冷感を引き上げることで、体から出る熱の放熱性を高めて涼しくしたり、放熱による多量の発汗を抑えることが難しかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−26727号公報
【特許文献2】特開平5−331747号公報
【特許文献3】特開2005−105441号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来技術の問題点を解消するために創案されたものであり、その目的は、大量発汗時において、皮膚表面に発生する熱と汗を効果的に編地外に放出することにより、体温の上昇と発汗を抑制して体力の消耗を防いで快適性に運動を継続することができる衣料用編物を提供することにある。更には、肌との接触部に汗を滞留させずに、肌側(裏面)で吸収した汗を編地の内層または外気層側へ移動させることにより肌離れ性を良くし、接触冷感性に優れ、かつ肌とのベトつきを軽減することができる衣料用編物を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は、上記の目的を達成するために鋭意検討した結果、2層以上からなる編物において、肌に接する面(裏層)に、撥水性がありかつ特殊な糸クリンプを持つ合成繊維マルチフィラメントを一部用いることにより、運動中に発生する皮膚表面の汗を素早く吸収しながら、汗によるベタツキ,生地の肌への貼り付きを防いで快適に運動できることを見出した。そして、合成マルチフィラメントを扁平断面とすることによって接触冷感が高くなり、また放熱性を高めることよって体温の上昇を抑えて、運動中に発生する熱を効果的に外気側に放出することができるとともに、特殊な糸クリンプを持つことによって高い接触冷感を得ながら肌への貼り付きを防止するという相反する機能を同時に得られることを見出した。更には、編物の構造を工夫し、裏層を撥水性のある合成繊維と撥水性のない合成繊維で構成し、裏層に連続する表側の層に撥水性のない合成繊維からなる部分を設けるとともに、これら3種の合成繊維に特定の単糸繊度の関係を持たせることにより、前述の熱や汗を素早く吸収して外気に放出する機能を向上させることができることを見出した。
【0008】
本発明は、かかる知見に基づいて完成したものであり、以下の(1)〜(5)の構成を有するものである。
(1)2層以上からなる編物であって、糸クリンプを有する撥水性のある合成繊維マルチフィラメント(A)が編物の裏層の総ループ数の20〜80%を構成していることを特徴とする編物。
(2)合成繊維マルチフィラメント(A)が扁平率3.0〜7.0の扁平断面を有していることを特徴とする(1)に記載の編物。
(3)編物の裏層が合成繊維マルチフィラメント(A)と撥水性のない合成繊維フィラメント(B)とから構成され、裏層と連続する表側の層が撥水性のない合成繊維マルチフィラメント(C)を含み、合成繊維マルチフィラメント(A)、(B)および(C)のそれぞれの単糸繊度が下記式(i),(ii)を満足することを特徴とする(1)または(2)に記載の編物。
(C)の単糸繊度+2dtex>(A)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(i)
(C)の単糸繊度+2dtex>(B)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(ii)
(4)合成繊維マルチフィラメント(A)がニット・撥水加工・デニット法によって撥水性と糸クリンプを同時に付与されていることを特徴とする(1)〜(3)のいずれかに記載の編物。
(5)編物の裏層の接触冷感、密着性、吸水性が下記の性能を満足することを特徴とする(1)〜(4)のいずれかに記載の編物。
接触冷感:0.2〜0.6W/cm2
密着性 :0.6mlの水分付与時の密着力が30mN以下
吸水性 :5秒以下
(6)蒸散性が20〜50分であることを特徴とする(1)〜(5)のいずれかに記載の編物。
【発明の効果】
【0009】
本発明の編物を用いることにより、運動中に発生する皮膚表面の汗を素早く吸収しながら、汗によるベタツキ,生地の肌への貼り付きを防いで快適に運動できる衣料を提供することができる。更に、本発明の編物は、接触冷感が高く、また運動中に発生する熱を効果的に外気側に放出することができる。即ち、高い接触冷感を得ながら肌への貼り付きを防止するという相反する機能を同時に得ることができる。
【図面の簡単な説明】
【0010】
【図1】図1(a)は合成繊維マルチフィラメント(A)の断面を示し、図1(b)は糸クリンプの模式図を示す。
【図2】図2は、本発明の編物の構造の模式図を示す。
【図3】図3は、扁平横断面糸の横断面形状を説明するための模式図である。
【図4】図4は、実施例1の編組織図を示す。
【図5】図5は、実施例3の編組織図を示す。
【図6】図6は、比較例3の編組織図を示す。
【発明を実施するための形態】
【0011】
以下、本発明の編物について詳細に説明する。
本発明の編地は、2層以上からなる編物であり、裏層の一部に糸クリンプを有する撥水性のある合成繊維マルチフィラメント(A)を配置していることを特徴とする。合成繊維マルチフィラメント(A)の断面及び糸クリンプの模式図をそれぞれ図1(a),(b)に示す。
【0012】
本発明の編地に使用する撥水性のある合成繊維マルチフィラメント(A)は、束ねた繊維側面に上方約1cmから静かに水を約0.05ml滴下したときに水滴が転がる現象を有する撥水性繊維である。撥水性の付与方法としては、疎水性繊維(ポリエステル、ナイロンなど)に撥水加工を施すことにより達成される。撥水加工は、フッ素系、シリコン系、パラフィン系撥水剤等の一般的な繊維用撥水剤を用いれば良いが、フッ素系撥水剤が撥水性能や洗濯耐久性の面で好ましい。本発明の効果を十分に出すためには、裏層の撥水性のない部分を構成する糸も疎水性繊維を用いることが好ましい。疎水性繊維としては、ポリエステル系繊維、ポリアミド系繊維、アクリル系繊維、及びポリオレフィン系繊維等が挙げられるが、これらのうちポリエステル系繊維が好ましい。
【0013】
ポリエステル系繊維としては、その全構成単位の少なくとも80重量%以上がエチレンテレフタレ−トであるポリエステル繊維が好ましく、特にテレフタル酸又はその機能的誘導体とエチレングリコ−ル又はエチレンオキサイドとから製造されたポリエチレンテレフタレ−ト繊維が好ましい。酸成分としては、テレフタル酸又はその機能的誘導体の他に、20モル%未満、好ましくは10モル%未満の範囲でイソフタル酸、アジピン酸、セパチン酸、アゼライン酸、ナフタ−ル酸、P−オキシ安息香酸、2,5−ジメチルテレフタル酸、ビス(P−カルボキシフエノキシ)エタン、2,6−ナフタレンジカルボン酸、3,5−ジ(カルボメトキシ)ベンゼンスルホン酸塩又はそれらの機能的誘導体を加えてもよく、グリコ−ル成分としては、エチレングリコ−ルの他に、ジエチレングリコ−ル、プロピレングリコ−ル、1,4−ブタンジオ−ル、1,4−ピロキシメチルシクロヘキサン等の2価アルコ−ルを加えてもよい。また、例えば難燃性を付与するために芳香族ポリホスホネ−トを加えてもよい。更に、酸化防止剤、艶消剤、着色剤、染色性向上剤、難燃性向上剤、制電剤等を添加しても差支えない。
【0014】
本発明のように編物中に存在する撥水糸の撥水性を評価する方法としては、例えばDUPONT法などで評価することができる。DUPONT法を用いる場合は、編地から撥水糸のみを抜き出して連結し、厚紙に連結した撥水糸を隣同士隙間が空かないように捲きつけた板巻を作り、その板巻にイソプロピルアルコール水溶液を摘下して液滴の浸透具合で撥水性を判定することができる。撥水糸の撥水性能は好ましくは2級〜12級であり、より好ましくは5級以上である。撥水性能が低いと、ベタツキ軽減効果が感じられにくくなる。
【0015】
フィラメントの形態としては、フラットヤーンでも仮撚加工糸など捲縮のあるタイプでも良いが、接触冷感と肌離れ性を両立して高い性能を得るためには、特殊な糸クリンプを有することが必要である。特殊な糸クリンプとは、マルチフィラメントが3次元的なループ形状を有することであり、具体的な作り方は、ニット・デニット方式による方法が好適である。
【0016】
糸クリンプの形状は、ループ状捲縮である。ループ状捲縮とは、湾曲した形状が連続的に繋がっている糸としての捲縮である。クリンプ周期は、糸1mの長さの中にクリンプが好ましくは80〜800個(ループ数)、より好ましくは150〜600個、さらに好ましくは250〜500個存在する。糸クリンプの作り方としては、シングル筒編機を用いてフラットヤーンを天竺組織で編成し、出来上がった筒編地を撥水加工剤の中に浸漬し、脱水、乾燥し、その後、筒編地を解編しながら糸を捲き直す方法が使用できる。好ましくは、撥水加工剤を含んだ浸漬水を循環させて、マルチフィラメントの内側まで浸透させるのが良い。
【0017】
本発明の効果を出すためには、裏層の撥水性のない部分を構成する糸も疎水性繊維を用いることが好ましい。この疎水性繊維とは、具体的には熱可塑性を有するポリマーからなるステープルやマルチフィラメントを指す。この熱可塑性を有するポリマーとしては、汎用的な熱可塑性樹脂であればよいが、ポリエステル、ポリアミド、ポリオレフィン、アクリルが好ましい。ポリエステルの場合、具体的にはポリエチレンテレフトレート、ポリトリメチレンテレフトレート、ポリブチレンテレフトレート、ポリエチレンイソフタレート等を用いることができる。また、ポリアミドであれば、6−ナイロン、6,6−ナイロン、4,6−ナイロン等を用いることができる。これらに少量の重合体、酸化防止剤、制電剤、顔料、艶消し剤、蛍光増白剤、微細孔形成剤、その他の添加剤等が含有されていても良い。但し、極細フィラメントからなるマルチフィラメントを本発明に用いる場合はポリエチレンテレフタレートが特に好ましい。
【0018】
本発明において、撥水性のない合成繊維マルチフィラメントとは、撥水性を有する加工を施していない繊維をいう。表面処理として編地に帯電防止加工、アクリル樹脂、ポリエステル樹脂、ポリエチレン樹脂などの強い撥水性を有しない樹脂加工等で繊維に表面処理をされたものは、撥水性のない疎水性繊維に含まれる。勿論、何も表面処理されていないものでもよいし、吸水性を高める加工を施したものも含まれる。
【0019】
本発明の編物は、2層以上の層構造を有する。層構造としては、表裏2層構造で構成されていればよく、中間層を持つ3層以上でも差し支えない。編地の種類としては、丸編が好適であるが、経編でも同様の2層を持つ編地なら差し支えない。丸編みで2層以上の層構造とするには、フライス編機やインターロック編機等の両面編機を用いて編むことで作ることができる。経編では2枚以上の筬を使って作ることができる。
【0020】
本発明の編物は、裏層(肌側の層)の一部に合成繊維マルチフィラメント(A)を使用している構成をとるが、この構成は、編物の裏層を占めているループのうち、撥水糸が部分的に存在する状態である。具体的には、裏層の表面を占めているループの中に部分的に撥水性のある合成繊維マルチフィラメント(A)が配置されており、例えば編物の裏層において交編されたり、挿入された状態である。具体的な組織を例示すると、裏層においてヨコボーダー柄、タテストライプ柄、格子柄、ツイル柄、杉綾柄、市松柄、ドット柄、鹿子柄等の柄状に交編されたものが好適に用いられる。
【0021】
本発明の編物の裏層の撥水性のある合成繊維マルチフィラメント(A)が占める構成比率としては、20〜80重量%、好ましくは30〜75重量%、より好ましくは35〜70重量%である。撥水性のある合成繊維マルチフィラメント(A)の比率が20重量%未満の場合、本発明の冷感やベタツキ軽減効果が少なくなり、80重量%を超えてもベタツキ軽減効果が低下する。
【0022】
本発明の編物では、撥水性のある合成繊維マルチフィラメント(A)の横断面形状は偏平形状であることが好ましい。ここで、横断面形状が偏平横断面とは、各々のフィラメントが偏平横断面を有していることを言う。図3は、偏平横断面糸の横断面形状を説明するための模式図である。フィラメントの重心Gを通過し、外周上の2点を結ぶ線分中で最も長い線分を長軸L、最も短い線分を短軸Sとすると、偏平度AはA=L/S・・・・・・(1)で表される。本発明では、偏平横断面とは、式(1)のA値が3.0以上であることを持って定義される。A値が3.0未満の場合、偏平横断面の特性が生かせず、フィラメント間の毛細管現象が発現せず、拡散、速乾性が低下する可能性がある。好ましくは、A値の下限は5.0である。また、A値の上限は好ましくは7.0である。
【0023】
本発明の編物を実現するためには、横断面が偏平断面を有する合成繊維マルチフィラメント(A)の断面は、紡糸・延伸して巻取った後の単糸断面から全く変形していないか、もしくは、実質的にほとんど断面変形していないことが好ましい。具体的には、偏平糸の断面を糸の長手方向に直角に断面を切断した場合、断面の長軸部分がほとんどゆがんでいない状態である。このように合成繊維マルチフィラメント(A)が実質的に断面変形を有しないことにより、ループを形成している糸の側面がフラットになり、その結果、編地表面も平滑性が良好となり、優れた接触冷感が得られる。一般的に糸クリンプを作る方法として仮撚加工や賦型法を用いると、単糸断面が変形してしまい接触冷感が得られにくいため好ましくない。実質的に断面変形しない糸クリンプの作り方は、前述したニット・デニットの作り方によって実現できる。
【0024】
本発明の編物に使用される撥水性のある合成繊維マルチフィラメント(A)と撥水性のない合成繊維マルチフィラメント(B)は、前述のように同一片面(裏層)に交編して配置するが、好ましい交編の配置の例としては、撥水性のある合成繊維マルチフィラメント(A)のコース方向に2ループ以上、好ましくは4ループ以上連続してボーダー状に配置されていると、接触冷感と密着性がより向上する。但し、5mmを超えて配置されると、部分的な撥水ループが多くなり、吸水性が阻害されやすい。同様にウェール方向に対しても5mm以内の配列とし、撥水性のある合成繊維マルチフィラメント(A)を縦横ボーダー状すなわち格子状(ブロック状)に配置することがより好ましい。また、(A),(B)が交編される片面(裏層)とは逆の面(裏層と連続する表側の層)には、撥水性のない合成繊維マルチフィラメント(C)が配置される。表側の層には合成繊維マルチフィラメント(C)を多く(半分以上)配置するようにすることが好ましい。逆の面においては、(A),(B)より単糸繊度が細いマルチフィラメントが多く(半分以上)配置されると本発明の効果が高まる。本発明の編物において、合成繊維マルチフィラメント(A)及び(B)が交編される片面(裏層)は、衣服として用いられる場合には、肌に接触する側に、逆の面は外気側になるように用いられる。
【0025】
次に、本発明の編物を構成するための好適な編み組織や密度構成について説明する。本発明の編物では、撥水性のある合成繊維マルチフィラメント(A)が裏層を構成する総ループ数の20%以上占めることが必要である。その裏層を構成するループとは、ニットループの数であり、タックループについては表面に出ないので数に入れない。編地表面を構成するニットループ数でその割合を算出することができる。表面を構成する撥水性のある合成繊維フィラメント(A)が総ループ数の20%未満になると、発汗時の汗を導水して排出する効果はあるが、肌側と接触している撥水部分の面積が少なくなる。従って、肌と撥水性のない糸との編地が密着してしまい、肌離れ性が良くなく、ベトついて不快である。より好ましくは、裏層においてフィラメント(A)の占める割合は、総ループ数の50%以上である。
【0026】
ループ密度は30〜100ループ/inchが好適である。より好適には40〜70ループ/inchであり、更に好適には50〜60ループ/inchである。ループ密度が上記範囲を越えると、肌面から汗を吸収し難くなり、上記範囲より少ないと、撥水性のない糸が肌に触れてベタツキやすくなる。
【0027】
本発明の代表的な編物の構造の模式図を図2に示す。図2では、合成繊維マルチフィラメント(B)は生地の片面に2コース連続して配置され、片面に占めるループの割合は50%である。20%未満になると発汗時の汗を効率良く移動することができず、導水して排出する効果が低下する。80%を越えると、発汗時の汗を導水して排出する効果はあるが、肌側と接触している撥水部分の面積が少なくなるので、肌と撥水性のない糸との編地が密着してしまい、肌離れ性が良くなく、ベトついて不快である。合成繊維マルチフィラメント(C)は、合成繊維マルチフィラメント(A)と(B)が編まれている片面と逆側の面に編まれている。但し、合成繊維マルチフィラメント(C)が編まれている同じ側に合成繊維フィラメント(A)と(B)が部分的に交編されていても密着性、吸水性、蒸散性が満たされていれば問題ない。
【0028】
本発明の編物に使用する合成繊維マルチフィラメント(A)及び(B)の単糸繊度は0.3〜5dtexであることが好ましい。より好ましくは0.5〜3dtex、更に好ましくは1〜2dtexである。0.3dtex未満であると、単糸繊度の強力が弱く、着用中に繊維が切れてケバ立ってしまう可能性がある。5dtexを越えると、単糸繊度が太すぎて肌触り感が硬く、シャツに好適な風合いにならない可能性がある。合成繊維マルチフィラメント(C)は、合成繊維マルチフィラメント(A)、(B)より単糸繊度が小さいことが好ましい。より好ましくは0.2〜3dtex、より好ましくは0.5〜2dtex、更に好ましくは0.6〜1.6dtexである。フィラメント(A),(B)とフィラメント(C)の単糸繊度は以下の(i),(ii)の式を満足することが好ましい。
(C)の単糸繊度+2dtex>(A)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(i)
(C)の単糸繊度+2dtex>(B)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(ii)
【0029】
本発明の編物では、裏層の接触冷感Qmaxが0.2W/cm2〜0.6W/cm2であることができる。0.2W/cm2未満であると、着用した瞬間の冷感効果が得られにくい。一方、接触冷感は高いほど好ましいが、一般的な汎用繊維のみで0.6W/cm2より高めることは難しい。好ましくは0.25W/cm2以上であり、更に好ましくは0.3W/cm2以上である。
【0030】
本発明の編物では、裏層の密着性を0.6mlの水分付与時に30mN以下にすることができる。ここで密着性は、衣服を着用した時に編地が体に密着したときのベトツキ感を表す指標として用いられる。測定した値として抵抗力(密着力)が低いほどベトツキ感が軽減される。密着性が30mNを越えると、発汗時に衣服と肌のベトつき感が大きく、不快に感じる。好ましくは20mN以下、更に好ましくは10mN以下である。
【0031】
本発明の編物では、裏層の吸水性(滴下法による吸水速度)を5秒以内にすることができる。5秒を越える場合、発汗時の汗を素早く吸収できず、編地の反対側への導水効果が弱くなる。好ましくは3秒以内、更に好ましくは1秒以内である。
【0032】
本発明の編地では、裏層を下方に配置し試験片を予めシャーレに水0.1mlを滴下した上に載せた後の水分率10%に至る時間を20分から50分にすることができる。ここで蒸散性は、着用中に発汗したときに衣服からの汗の乾きやすさの指標として用いられる。50分を越える場合、着用中の発汗量に対して蒸散が追いつかず、衣服の濡れ感が増大して不快になる。好ましくは40分以内、更に好ましくは30分以内である。
【0033】
本発明の編物において、撥水性のある合成繊維マルチフィラメント(A)のニット・撥水加工・デニットの方法は、一般的にニット・デニットの加工方法に準じ、撥水処理を筒編段階で行なうことができる。具体的には、小口径の筒編機を用いて、天竺編を行ない、編地をオーバーマイヤー染色機で精練した後、撥水加工を施し、脱水、乾燥するものである。その後、撥水処理された筒編地を解編しながらポリエステル偏平糸をコーン状態に捲き直す。筒編機は一般的には3.5インチの天竺編組織であるが、口径は大きくても小さくても構わない。編組織も天竺組織が一般的であるが、フライス、インターロック組織でも構わない。撥水加工剤は、特に限定されるものではなく、撥水性能が維持されれば種類を問わない。好ましくはフッ素系撥水加工剤を使用することが望ましい。脱水、乾燥の条件も特に限定されるものではなく、撥水性能が維持される条件であれば問わない。撥水処理温度は、40℃程度が望ましく、高くなると撥水剤の乳化分散が壊れてしまう。乾燥温度はなるべく低い温度が糸の収縮がない点で好ましいが、低くしすぎると乾燥時間が長くなり、生産性が低下する。好ましくは80℃から100℃程度である。乾燥した後の編地を解編して捲き直す条件は特に決まったものではないが、速度は100m/mim〜300m/min程度である。早すぎると、糸切れを起し、遅すぎると生産性が低下する。また、捲き直す段階で糸の解舒性、編立性を低下させないために鉱物油を付与することが望ましい。
【0034】
本発明の編物では、編物全体に対する撥水性のない合成繊維フィラメント(合成繊維マルチフィラメント(B)+(C))の混率は80〜20重量%であることが好ましい。より好ましくは80〜50重量%である。80重量%を越えると、撥水糸の混率が低すぎて密着性が増加してベトツキやすい。20重量%未満では、水分が外気側に移行しにくくなり、蒸散性が低下する。本発明では、撥水性のない合成繊維フィラメントに吸水加工を施すと繊維表面のみ親水性になるため、汗の吸水性や蒸散性を高めることができる。この吸水加工の例としては、ポリエステルのアルカリ減量加工や、ポリエステルポリアルキレングリコール共重合樹脂いわゆる吸水ポリエステル樹脂や、セルロース、親水シリコン等の親水性を持つ加工剤の繊維表面への付着が挙げられる。本発明では、吸水性ポリエステル樹脂からなる糸条が洗濯耐久性の面で好適に用いることができる。
【0035】
編物の染色加工の方法としては、一般的に丸編地を加工する染色加工設備を使用すればよく、特に限定されない。但し、本発明の編物の導水構造を形成するためには、染色加工工程で引張りすぎたり縮めすぎたりせずに、好適な密度が得られるように加工する必要がある。また、前述のように親水加工を施すことが好適に行われるが、この吸水加工は、染色工程で染色と同時または染色後に行っても良いし、最終仕上等の段階でパディング法で編地に付与してもよい。尚、本発明の編物は、各種機能加工が別途施されていても良く、SR加工などの防汚加工、消臭加工、抗菌、制菌加工、UVカット加工、摩擦溶融加工、静電加工、スキンケア加工の従来公知の加工を施していても良い。
【実施例】
【0036】
以下に実施例により本発明を詳細に説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例における各性能評価は以下の方法により行った。
【0037】
<接触冷感>
編物をウェール方向に20cm、コース方向に20cmの大きさで試験片として切り出して、カトーテック社製精密迅速熱物質測定装置サーモラボIIを使用し、20℃×65%RHの恒温湿度条件で測定を実施した。上記サーモラボの試料初期設定温度を20℃、熱板温度を40℃として、試験片の編物の裏層を熱板に接触させて測定した。なお、測定回数5回の平均値をもって、接触冷感Qmax(W/cm2)の値とした。
【0038】
<密着性>
編物をウェール方向に5cm、コース方向に5cmの大きさで試験片として切り出す。試験片の編物の裏層を上にして圧縮試験機(KES−G5)にセットする。試験片に0.6mlの水を滴下した後、500mNの力で試験片を圧縮して0.2cm/sの速度で引き離した時の抵抗値(密着力)を測定する。違う場所から試験片を採取して、測定回数3回の平均値を密着性の値とした。
【0039】
<吸水性>
JIS−L−1907に記載された滴下法(ウイッキング法)に準拠して吸水性を測定した。
【0040】
<蒸散性>
編物から直径約9cmの円形試験片を切り出して室温20℃、室内湿度65%の恒温室内に24時間放置した。直径約10cmの時計皿と円形試験片を合わせた質量W0を測定する。その後、時計皿の中央に水0.1mlを滴下してから、試験片の裏層を時計皿に向けて、密着させるように時計皿の真ん中に載せる。その直後に時計皿と円形試験片を合わせた質量Wを測定する。そのまま室温20℃、室内湿度65%の恒温室内に放置し、時計皿と試験片の合わせた質量Wxを5分毎に測定する。Wx、W0、Wの値を下記式に代入し、水分率(%)を計算する。蒸散性の評価は、この水分率が10%未満となった時点までの乾燥に要した時間とした。
水分率(%)={(Wx−W0)/(W−W0)}×100
【0041】
<着用中の涼しさ>
環境条件30℃×60%RHの部屋で着用者5名に縫製品を着用してもらい、発汗する軽運動を行い、下記の5段階の官能値評価を行なった。評価値は5名の平均値とした。
5:大変涼しく、快適で運動しやすい
4:涼しく、快適で運動しやすい
3:どちらでもない
2:暑く感じ不快で運動しにくい
1:非常に暑く感じ、運動しにくい
【0042】
<繊維横断面の扁平度>
編物の試料から糸を一本ばらけないように静かに取り出し、糸を張った状態で、エポキシ樹脂の棒状成形体の中心軸に沿って、鉛筆の芯のように糸を包埋した。鉛筆を削るように、包埋試料の樹脂をナイフで削って糸を露出させた。これをウルトラミクロトームの試料ホルダに固定し、包埋した糸の長手方向に垂直な断面薄切片を作製した。次いで複数の切片から薄膜の著しい損傷がない部位を選び、走査型電子顕微鏡にて、繊維軸を横切る方向にほぼ直角に切断されている任意の切断面10箇所について倍率1000倍にて写真撮影する。それによって得られた各撮影箇所について、写真を4倍に拡大して扁平糸の全単糸本数のうち20%以上の本数を任意に選び、断面の短軸と長軸の長さをそれぞれモノサシで測定して、短軸に対する長軸の長さの比を扁平度として算出した。
【0043】
<編地密度>
JIS−L−1018−1998に準拠して編地のコース密度(個/inch)、ウェール密度(個/inch)を測定した。
【0044】
<編地の目付>
JIS−L−1096法に準拠して測定した。
【0045】
<撥水糸の撥水性>
編物の試料から撥水糸のみを抜き出して、抜出した撥水糸同士を結んで10mの長さにつなぎ合せた。大きさ約10cm四方の厚紙に連結した撥水糸を隣同士隙間が空かないように捲きつけて、(張力約0.1g/dtexをかけながら)隙間なく糸が揃った状態の板巻を用意した。下記の1〜12級のイソプロピルアルコール(IPA)濃度を変えた水溶液を、水平に置いた板巻の撥水糸に滴下して浸透度合から等級判定する。判定はDUPONT法を用いた。
(12種類の等級判定液の作成)
下記12種類の重量%で混合したIPA水溶液を調製する。
1級から順に編物上にスポイドで一滴ずつ乗せ、10秒後の編物への浸透度合を見る。
10秒経たずに浸透した時点で、その混合液に相当する等級が編物の撥水度となる。
【0046】
<糸クリンプ指数>
JIS−L−1095のスナール指数B法に用いる試験器を用いて測定する。JIS−L−0105に則って試料の準備及び採取を行う。編物中から糸クリンプを有する合成繊維マルチフィラメントを、解舒撚りが加わらないように、また撚りもどりが起こらないように採取する。0.98cNの張力を掛けながらつかみA、ピンB、つかみCの順に掛けた後、試料をつかみA及びCで固定する(A,C間の距離10cm)。次に、0.1cN/dtexの荷重をピンに接触する部分に引っ掛けながら試料をピンから外して、静止したところで荷重を外す。このときに発現する糸のループ数を測ってクリンプ指数値とした。同一試料に対して5回測定し、その平均値を算出し、単位を「個/m」に換算して表した。ただし、測定雰囲気は温度20℃、相対湿度65%とした。
【0047】
(実施例1)
撥水性のある合成繊維マルチフィラメント(A)のニット・撥水加工・デニット法の加工を以下のように行った。ポリエステル100dtex72フィラメントのセミダル偏平断面ポリエステル糸(東洋紡績製 E100T72−I7D 扁平度5)を3.5インチの筒編機を用いて、糸長300mm/100Wで天竺編を行ない、編地をオーバーマイヤー染色機で精練した後、フッソ系撥水加工剤「アサヒガードAG−7000」を5g/L溶液で浴比1:15で40℃×20分処理し、脱水、乾燥させた。その後、撥水処理された筒編地を解編しながらポリエステル偏平糸をコーン状態に捲き直した。
【0048】
次に28ゲージ両面丸編み機を用い、図4に示す完全組織F1からF16の16口給糸からなるメッシュリバース編み組織において、表側編組織用の給糸口であるF1、F3、F5,F7,F9,F11,F13及びF15に、合成繊維マルチフィラメント(C)としてポリエステル84dtex72フィラメントのセミダル・丸型断面の通常の2ヒーター仮撚加工糸を(糸長240mm/100W)配した。また、裏側(肌面)編組織用の給糸口であるF2,F4,F10及びF12の給糸口に、合成繊維マルチフィラメント(A)としてポリエステル100dtex72フィラメント偏平断面ポリエステルのニット・撥水加工・デニット加工糸を糸長220mm/100Wで配した。そして、F6,F8,F14及びF16に合成繊維マルチフィラメント(B)として100dtex72フィラメント偏平断面ポリエステルの生糸(E100T72I7D)を糸長220mm/100Wで配して編成した。裏側(肌面)は、撥水加工を施したクリンプ偏平断面ポリエステル糸と偏平断面ポリエステルが2コース毎の交編で編まれた構造になっている。
【0049】
出来上がった生機に対してヒラノテクシード製ピンテンターを用いて160℃×2分のプリセットを行い、その後、下記の処方で精練、染色仕上げ加工を行なった。
精練処方:日阪製作所製液流染色機NSタイプを用いて里田加工 ノニゾールN 1g/l、日華化学 ネオクリスタル CG1000 0.5g/l、ソーダ灰0.5g/l、浴比1:15、95℃×30分。
染色処方:日阪製作所製液流染色機NSタイプ、浴比1:15 130℃×45分で酢酸0.2g/l pH=4、明成化学 ディスパーN 700 0.5g/l、日華化学 ネオクリスタル GC1000 0.5g/l、高松油脂 SR1800 1.5%owf、蛍光染料0.25%omf染色後、遠心脱水、乾燥(120℃×3分)を行ない、以下の条件で仕上げ剤を付与した。仕上げ剤のピックアップは70%であった。
サンスタット ES−11(帯電防止剤) 1%ows(on the weight of solution)
【0050】
その後、最終セットをピンテンター160℃×2分の条件で行ない、性量調整し、最終生地を得た。その際にもテンター幅は編地の皺を取る程度の幅として、仕上げた編地を縦横に極力引っ張らないように注意した。実施例1の編物の組織図を図4に示す。
【0051】
出来上がった編物は、目付149g/m2、密度51コース/インチ、44ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.24W/cm2・s、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は23分であった。着用中の涼しさは4.6であり、快適であった。実施例1の編物の構成の詳細と評価結果を表1に示す。
【0052】
(実施例2)
合成繊維マルチフィラメント(A)をポリエステル110dtex72フィラメント丸断面ポリエステルに変更して、実施例1と同様の方法にてニット・撥水加工・デニット加工糸を作成した。この撥水加工された合成繊維マルチフィラメント(A)を裏側(肌面)編組織用の給糸口であるF2,F4,F10及びF12の給糸口に配したこと、及び合成繊維マルチフィラメント(B)を110dtex72フィラメント丸断面ポリエステルの生糸に変更してF6,F8,F14及びF16に配して編成したこと以外は、実施例1と同様に製編・染色加工を行った。
【0053】
出来上がった編物は、目付155g/m2、密度52コース/インチ、43ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.23W/cm2・s、密着性は2mN、吸水性は1秒、糸の撥水性は6級、蒸散性は22分であった。着用中の涼しさは4.0であり、快適であった。実施例2の編物の構成の詳細と評価結果を表1に示す。
【0054】
(実施例3)
実施例1と同等の方法でポリエステル110dtex36フィラメントの扁平断面ポリエステル糸をニット・撥水加工・デニット法で加工して合成繊維マルチフィラメント(A)を作成した。実施例1と同じ28ゲージ両面丸編み機を用い、図5に示す完全組織F1からF16の16口給糸からなるメッシュリバース編み組織においてそれぞれの表側編組織用の給糸口であるF1,F3,F5,F7,F9,F11,F13及びF15に合成繊維マルチフィラメント(C)としてポリエステル84dtex72フィラメントのセミダル・丸型断面の通常の2ヒーター仮撚加工糸を(糸長240mm/100W)で、また裏側(肌面)編組織用の給糸口であるF2,F4,F10及びF12の給糸口に合成繊維マルチフィラメント(A)のニット・撥水加工・デニット加工糸を糸長220mm/100Wで配し、F6,F8,F14及びF16に合成繊維マルチフィラメント(B)として110dtex36フィラメント丸断面ポリエステルの生糸を糸長220mm/100Wで配して編成した。出来上がった生機は実施例1に準じて染色加工して仕上げた。
【0055】
出来上がった編物は、目付157g/m2、密度52コース/インチ、43ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.22W/cm2・s、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は21分であった。着用中の涼しさは4.4であり、快適であった。実施例3の編物の構成の詳細と評価結果を表1に示す。
【0056】
(実施例4)
合成繊維マルチフィラメント(B)を110dtex72フィラメント丸断面ポリエステルの生糸に変更して、F6,F8,F14とF16に糸長220mm/100Wで配して編成した以外は実施例1と同様に製編、染色加工して仕上げた。
【0057】
出来上がった編物は、目付154g/m2、密度51コース/インチ、43ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.22W/cm2・s、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は23分であった。着用中の涼しさは4.2であり、快適であった。実施例4の編物の構成の詳細と評価結果を表1に示す。
【0058】
(実施例5)
実施例1の合成繊維マルチフィラメント(A)と合成繊維マルチフィラメント(B)の編地裏側の配置割合を1:2として、実施例1と同様に製編・染色加工を行った。
【0059】
出来上がった編物は、目付150g/m2、密度51コース/インチ、44ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.22W/cm2・s、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は24分であった。着用中の涼しさは4.6であり、快適であった。実施例5の編物の構成の詳細と評価結果を表1に示す。
【0060】
(実施例6)
実施例1の合成繊維マルチフィラメント(A)と合成繊維マルチフィラメント(B)の編地裏側の配置割合を3:1として、実施例1と同様に製編・染色加工を行った。
【0061】
出来上がった編物は、目付151g/m2、密度52コース/インチ、44ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.23W/cm2・s、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は25分であった。着用中の涼しさは4.4であり、快適であった。実施例6の編物の構成の詳細と評価結果を表1に示す。
【0062】
(比較例1)
合成繊維マルチフィラメント(A)をポリエステル100dtex72フィラメント偏平断面ポリエステルにニット・撥水加工・デニット法の加工を施さない生糸を用いた以外は、実施例1と全く同様にして製編・染色加工を行った。
【0063】
出来上がった編物は、目付152g/m2、密度51コース/インチ、44ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.26W/cm2・s、密着性は43mNと高く、吸水性は1秒、糸の撥水性は6級、蒸散性は24分であった。着用中の涼しさは3.4であり、快適には感じなかった。比較例1の編物の構成の詳細と評価結果を表1に示す。
【0064】
(比較例2)
比較例1と同様に製編・染色加工を行うが、染色加工の仕上段階で生地全体に後加工撥水処理を行った。
アサヒガードAG−7000(撥水加工剤)10%ows
サンスタット ES−11(帯電防止)1%ows
ウエットピックアップ率=70%
その後、最終セットをピンテンター160℃×2分の条件で行ない、性量調整し、最終生地を得た。その際にもテンター幅は編地の皺を取る程度の幅として、仕上げた編物を縦横に極力引っ張らないように注意した。
【0065】
出来上がった編物は、目付150g/m2、密度50コース/インチ、44ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.25W/cm2・s、密着性は60mNと高く、吸水性は180秒以上で吸水せず、糸の撥水性は8級、蒸散性は62分と遅かった。着用中の涼しさは2.6であり、不快であった。比較例2の編物の構成の詳細と評価結果を表1に示す。
【0066】
(比較例3)
ポリエステル110dtex72フィラメントのセミダル丸断面ポリエステル糸を仮撚加工して、微細な仮撚捲縮を有する糸を撥水加工して合成繊維マルチフィラメント(A)とした。実施例1と同じ28ゲージ両面丸編み機を用い、図6に示す完全組織F1からF16の16口給糸からなるメッシュリバース編み組織においてそれぞれの表側編組織用の給糸口であるF1,F3,F5,F7,F9,F11,F13及びF15に合成繊維マルチフィラメント(C)としてポリエステル84dtex72フィラメントのセミダル・丸型断面の通常の2ヒーター仮撚加工糸を(糸長240mm/100W)で配した。また、裏側(肌面)編組織用の給糸口であるF2,F4,F10及びF12の給糸口に合成繊維マルチフィラメント(A)を糸長220mm/100Wで配し、合成繊維マルチフィラメント(B)として110dtex72フィラメント丸断面ポリエステルの生糸を、F6,F8,F14及びF16に糸長220mm/100Wで配して編成した。出来上がった生機は実施例1に準じて染色加工して仕上げた。
【0067】
出来上がった編物は、目付160g/m2、密度53コース/インチ、46ウェール/インチであり、編物のフラット(裏側)の接触冷感Qmaxは0.17W/cm2・sと低く、密着性は1mN、吸水性は1秒、糸の撥水性は6級、蒸散性は25分であった。着用中の涼しさは3.4であり、快適には感じなかった。比較例3の編物の構成の詳細と評価結果を表1に示す。
【0068】
【表1】
【産業上の利用可能性】
【0069】
本発明の編物は、スポーツ中に大量の汗をかくような環境において、体表面の熱と汗を素早く吸収・放散させることができるとともに、肌離れ性が良く、ベトツキが少ないので、スポーツ用シャツ、ウエアとして快適に使用することができる。
【特許請求の範囲】
【請求項1】
2層以上からなる編物であって、糸クリンプを有する撥水性のある合成繊維マルチフィラメント(A)が編物の裏層の総ループ数の20〜80%を構成していることを特徴とする編物。
【請求項2】
合成繊維マルチフィラメント(A)が扁平率3.0〜7.0の扁平断面を有していることを特徴とする請求項1に記載の編物。
【請求項3】
編物の裏層が合成繊維マルチフィラメント(A)と撥水性のない合成繊維フィラメント(B)とから構成され、裏層と連続する表側の層が撥水性のない合成繊維マルチフィラメント(C)を含み、合成繊維マルチフィラメント(A)、(B)および(C)のそれぞれの単糸繊度が下記式(i),(ii)を満足することを特徴とする請求項1または2に記載の編物。
(C)の単糸繊度+2dtex>(A)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(i)
(C)の単糸繊度+2dtex>(B)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(ii)
【請求項4】
合成繊維マルチフィラメント(A)がニット・撥水加工・デニット法によって撥水性と糸クリンプを同時に付与されていることを特徴とする請求項1〜3のいずれかに記載の編物。
【請求項5】
編物の裏層の接触冷感、密着性、吸水性が下記の性能を満足することを特徴とする請求項1〜4のいずれかに記載の編物。
接触冷感:0.2〜0.6W/cm2
密着性 :0.6mlの水分付与時の密着力が30mN以下
吸水性 :5秒以下
【請求項6】
蒸散性が20〜50分であることを特徴とする請求項1〜5のいずれかに記載の編物。
【請求項1】
2層以上からなる編物であって、糸クリンプを有する撥水性のある合成繊維マルチフィラメント(A)が編物の裏層の総ループ数の20〜80%を構成していることを特徴とする編物。
【請求項2】
合成繊維マルチフィラメント(A)が扁平率3.0〜7.0の扁平断面を有していることを特徴とする請求項1に記載の編物。
【請求項3】
編物の裏層が合成繊維マルチフィラメント(A)と撥水性のない合成繊維フィラメント(B)とから構成され、裏層と連続する表側の層が撥水性のない合成繊維マルチフィラメント(C)を含み、合成繊維マルチフィラメント(A)、(B)および(C)のそれぞれの単糸繊度が下記式(i),(ii)を満足することを特徴とする請求項1または2に記載の編物。
(C)の単糸繊度+2dtex>(A)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(i)
(C)の単糸繊度+2dtex>(B)の単糸繊度>(C)の単糸繊度+0.1dtex・・・・(ii)
【請求項4】
合成繊維マルチフィラメント(A)がニット・撥水加工・デニット法によって撥水性と糸クリンプを同時に付与されていることを特徴とする請求項1〜3のいずれかに記載の編物。
【請求項5】
編物の裏層の接触冷感、密着性、吸水性が下記の性能を満足することを特徴とする請求項1〜4のいずれかに記載の編物。
接触冷感:0.2〜0.6W/cm2
密着性 :0.6mlの水分付与時の密着力が30mN以下
吸水性 :5秒以下
【請求項6】
蒸散性が20〜50分であることを特徴とする請求項1〜5のいずれかに記載の編物。
【図2】

【図3】
【図4】
【図5】
【図6】
【図1】
【図3】
【図4】
【図5】
【図6】
【図1】
【公開番号】特開2013−49929(P2013−49929A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−188216(P2011−188216)
【出願日】平成23年8月31日(2011.8.31)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月31日(2011.8.31)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
[ Back to top ]