
発泡ゴムローラの製造方法

【課題】 長期にわたって安定して使用可能な異常発泡の少ない発泡ゴムローラの製造方法を提供する。
【解決手段】 未架橋ゴムローラの金属軸体71の周面が露出している部分を、金属軸体71よりも熱伝導率の低い材料からなる搬送部材72で被覆した後、未架橋ゴムローラを外部から加熱することによって未架橋ゴム組成物からなる層を架橋発泡させてゴム弾性層を形成する。
【解決手段】 未架橋ゴムローラの金属軸体71の周面が露出している部分を、金属軸体71よりも熱伝導率の低い材料からなる搬送部材72で被覆した後、未架橋ゴムローラを外部から加熱することによって未架橋ゴム組成物からなる層を架橋発泡させてゴム弾性層を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発泡ゴムローラの製造方法に関するものである。
【背景技術】
【0002】
近年、複写機や光プリンタ等の電子写真装置、静電記録装置等の画像形成装置において、感光体や誘電体等の像担持体面を帯電処理する手段としては、接触帯電方式が採用されつつある。接触帯電方式においては、電圧を印加した帯電する部材を、被帯電面に接触または近接させて、被帯電体面を帯電処理する。接触帯電方式は、従来から利用されてきたコロナ放電に対して、オゾンなどのコロナ生成物の発生が少ない、構造が簡単で低コスト化や装置の小型化が図れる、異常放電による被帯電体面の破壊が少ない等の利点がある。そして、一般的には、金属軸体上に半導電性の弾性体層が形成されたゴムローラ型の帯電部材が使用される。
【0003】
接触帯電方式で用いられる帯電ローラとしては、被帯電体の均一性、感光体等の被帯電体表面のピンホール等により生じるリークを防止するため適度な導電性が必要である。また、感光体への均一な接触の確保と、さらには、帯電部材に交流電流を印加して使用するため、低硬度化が要求されている。低硬度化の手法としては、弾性体を発泡ゴムで構成する方法がある。従来、クロスヘッドを装着した押出し機により、金属軸体を中心に円筒形に未架橋ゴム組成物を押出し、さらに所望の外径の円筒形金型内部に固定、加熱し、成形体を得る方法がある。しかしながら、円筒形金型を用いて成形体を得る場合、発泡反応によるガス発生・体積膨張と硬化反応が同時に進行することから、金型内部にガスがたまり、製造される発泡ゴムローラの寸法精度の低下を引き起こすという問題がある。また、発泡ガスが金型内部に局所的に滞留し、膨らみ或いはへこみを生じる等の表面性が低下するという問題がある。この様な問題を解決する手段として、円筒形金型内面に凹凸をつけた金型を用いて成形する方法(特許文献1)や、金型内面に微粉末を付着させた金型を用いて成形する方法(特許文献2)がある。しかしながら、この様な方法は、金型内面の表面粗さが粗いために、表面性が低下すること、また、金型内面の凹部に材料が詰まること、或いは成形体の金型からの脱着が困難になること等の問題、金型自体のコストの高さなど様々な問題が生じる。また、金型の洗浄や段取りに時間がかかり、大量生産するのには不向きであった。
そこで、ローラの端部を把持し、熱板、遠赤外線、熱風炉等に連続的に送り入れ、架橋発泡を行う方法がとられてきた。この方法は、メンテナンスをほとんど必要としないこと、連続的に架橋発泡が行えるので大量生産が容易であるといった利点がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平05−173455
【特許文献2】特開平06−320554
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記のような熱風炉等を用いた連続的な発泡ゴムローラの製法において、特に発泡倍率が高い場合に、加熱発泡時に金属軸体の周囲に異常な発泡が生じてしまうことがあった。そして、異常な発泡が生じた発泡ゴムローラの表面には、不規則な凹凸が生じ、また、かかる発泡ゴムローラ長期にわたって使用したときに発泡ゴム弾性層と金属軸体とが剥離してしまうことがあった。そこで、本発明者らは、異常な発泡が生じる原因について検討を重ねた。その結果、異常発泡が、金属軸体が原料組成物によって被覆されていない両端部や、搬送用の金属部品と接している部分から急激に加熱されることに起因していることを本発明者らは突き止めた。
そこで、本発明は、発泡ゴム弾性層に異常発泡を生じさせにくく、その結果として金属軸体と発泡ゴム弾性層との間が剥離し難い発泡ゴムローラの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
金属軸体と、該金属軸体の軸方向中央部に設けられた発泡ゴム弾性層とを有する発泡ゴムローラの製造方法であって、
(1)金属軸体の軸方向両端部の周面以外の周面を発泡剤を含む未架橋ゴム組成物からなる層で被覆して、該金属軸体の両端部の周面が露出してなる未架橋ゴムローラを形成する工程と、
(2)該未架橋ゴムローラの、該金属軸体の周面が露出している部分を、該金属軸体よりも熱伝導率の低い材料からなる部材で被覆した後、該未架橋ゴムローラを外部から加熱することによって該未架橋ゴム組成物からなる層を架橋発泡させて発泡ゴム弾性層を形成する工程とを有する。
【発明の効果】
【0007】
本発明によれば、長期にわたって安定的に使用できる発泡ゴムローラの製造方法を提供することができる。
【図面の簡単な説明】
【0008】
【図1】帯電ローラの例を説明するための模式的断面図
【図2】本発明における、クロスヘッド押出し成形を説明するための模式図
【図3】帯電ローラの例を説明するための模式的断面図
【図4】未架橋ゴムローラ端部の未架橋ゴム部の切除を説明するための模式図
【図5】電子写真装置の例を説明するための模式的断面図
【図6】本発明における、クロスヘッド二層押出し成形を説明するための模式図
【図7】本発明における、搬送部材を説明するための模式的断面図
【図8】本発明における、搬送部材を説明するための模式的断面図
【図9】本発明における、搬送部材を説明するための模式的断面図
【発明を実施するための形態】
【0009】
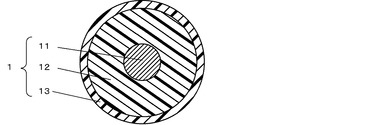
以下に、本発明に係る発泡ゴムローラの一例として帯電ローラを例にとり、本発明を詳細に説明する。本発明に係る帯電ローラ1の軸方向に直交する方向の断面を図1に示す。帯電ローラ1は、金属軸体11の外側に発泡ゴム弾性層12及び表面被覆層13が積層されている。
【0010】
<発泡ゴム弾性層>
発泡ゴム弾性層に使用される原料ゴムとしては、特に限定されるものではなく、天然ゴム(NR)、イソプレンゴム(IR)、ブタジエンゴム(BR)、スチレンブタジエンゴム(SBR)、ニトリルゴム(NBR)、エチレン−プロピレン−ジエン三元共重合ゴム(EPDM)、エピクロルヒドリンゴム(CHR、CHC)、クロロプレンゴム(CR)、ブチルゴム(IIR)、シリコーンゴム、ウレタンゴム、フッ素ゴムなどが挙げられる。
【0011】
これらの原料ゴムには、必要に応じて電気抵抗を調整する目的で、導電性付与剤が配合される。導電性付与剤としては、特に限定されるものではないが、電子導電系の導電剤である、カーボンブラック、グラファイト、導電性酸化チタン、導電性酸化スズなどの金属酸化物、Cu・Agなどの金属粉、導電性の繊維等が上げられる。また、イオン導電剤である、過塩素酸リチウム、過塩素酸ナトリウム、過塩素酸カルシウム等の無機イオン物質;ステアリルトリメチルアンモニウムクロライド、オクタデシルトリメチルアンモニウムクロライド、ドデシルトリメチルアンモニウムクロライド、変性脂肪族ジメチルエチルアンモニウムエトサルフェート等の陽イオン性界面活性剤;ラウリルベタイン、ステアリルベタイン、ジメチルアルキルラウリルベタイン等の両性イオン界面活性剤;過塩素酸テトラエチルアンモニウム、過塩素酸テトラブチルアンモニウム、過塩素酸トリメチルオクタデシルアンモニウム等の第四級アンモニウム塩;トリフルオロメタンスルホン酸リチウム等の有機酸リチウム塩等が挙げられる。
発泡ゴム弾性層に使用される発泡剤としては、ジニトロソペンタメチレンテトラミン(DPT)、アゾジカルボンアミド(ADCA)、パラトルエンスルフォニルヒドラジン(TSH)、アソビスイソブチルニトリル、4,4’‐オキシビスベンゼンスルフォニルヒドラジン(OBSH)等の有機発泡剤または、重炭酸ソーダ等の無機発泡剤が挙げられる。
【0012】
高発泡倍率の発泡ゴム弾性層を得るためには、アゾジカルボンアミド、4,4’‐オキシビスベンゼンスルフォニルヒドラジンもしくはこれらの併用が好ましい。
この他に弾性体用未架橋ゴム組成物には、必要に応じてゴムの配合剤として一般に用いられている可塑剤、軟化剤、架橋助剤、架橋促進剤、架橋遅延剤、充填剤、補強剤、分散剤、増量剤、粘着付与剤等を添加することができる。
【0013】
これらの原料の混合方法としては、バンバリーミキサーや加圧式ニーダーといった密閉型混合機を使用した混合方法や、オープンロールのような開放型の混合機を使用した混合方法などを例示することができる。
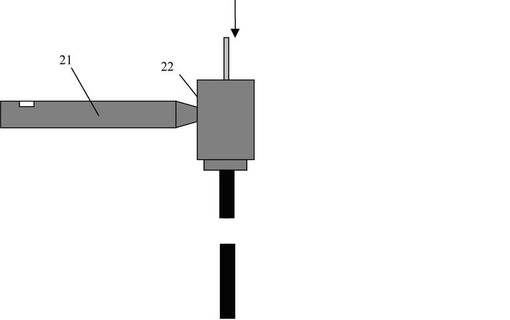
そして混合された未架橋ゴム組成物を図2に示したクロスヘッド押出し機などで金属軸体の周囲に円筒状に成形する。
【0014】
その後、熱風炉、熱板、遠赤外線等を用いた連続的な加熱装置により成形した未架橋ゴムローラを架橋する。この際、未架橋ゴムローラの軸方向両端部を用いて搬送を行うことが必要となり、図4に示すようにあらかじめ軸方向両端の未架橋ゴム部を切除する。軸方向両端部の周面以外の周面、つまり軸方向中央部の周面に未架橋ゴム部が残る。
ここで、上記のような熱風炉等を用いた連続的な発泡ゴムローラの製法において、特に発泡倍率が高い場合には、金属軸体が原料組成物によって被覆されていない両端部や、搬送用の金属部品と接している部分から急激に加熱されることがある。これにより、加熱発泡時に金属軸体の周囲に異常な発泡が生じてしまうことがある。その結果、ローラ表面に凹凸が発生する、また、発泡ゴム弾性層が金属軸体から剥がれやすくなることがある。
【0015】
そこで、未架橋ゴムローラの金属軸体が露出している部分を、金属軸体によりも熱伝導率の低い材料からなる部材で金属軸体の周面を全周に亘って被覆して、未架橋ゴムローラを外部から加熱することにより、前記の異常な発泡を防ぐ事ができる。また被覆部材は、熱の伝達を低下させることができれば、多少の空孔や隙間を有していても良いが、好ましくは、金属軸体を全周に亘って完全に被覆していることが好ましい。
【0016】
また、金属軸体よりも熱伝導率の低い材料としては、ゴム硬化温度に対して耐熱性を有している必要があり、例えば、ポリエーテルエーテルケトン(PEEK)、ポリイミド(PI)、アクリロニトリルブタジエンゴム(NBR)、低熱伝導の窒化ケイ素や酸化ケイ素などが上げられる。中でも耐熱性と熱伝導性の観点から、ポリエーテルエーテルケトン(PEEK)、ポリイミド(PI)が好ましい。
【0017】
その後、必要に応じて、所定の外径寸法および表面粗さを形成するために、成形・架橋した発泡ゴム弾性層の外周面を円筒研磨機で研磨して仕上げることもできる。
円筒研磨機としては、トラバース方式のNC円筒研磨機、プランジカット方式のNC円筒研磨機などを用いることができる。
【0018】
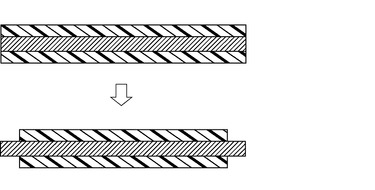
また、必要に応じて発泡ゴム弾性層は二層以上の多層弾性層とすることも可能である。図3には、多層弾性層を用いた帯電ローラの例を示しており、金属軸体31の外周に発泡ゴム弾性層32が、発泡ゴム弾性層32の外周に表面被覆層33が、積層されている。弾性体層32は発泡層321と抵抗調整層322の二層からなる。
また、発泡ゴム弾性層、または多層弾性層の体積固有抵抗率は、帯電バイアス電圧を感光体に印加することができるよう、1×103〜1×108Ω・cm程度とされる。
【0019】
<表面被覆層>
表面被覆層は、感光体上にピンホール等の欠陥が生じた場合に、ここに帯電電流が集中して、帯電部材、感光体が破損することを防止するためのものであり、電気抵抗値としては1×106〜1×1010Ω程度が要求される。一般的には、アクリル、ポリウレタン、ポリアミド、ポリエステル、ポリオレフィン、シリコーン等のバインダー高分子に、カーボンブラック、グラファイト、酸化チタン、酸化スズ等の酸化物;Cu、Ag等の金属、酸化物や金属を粒子表面に被覆して導電化した導電性粒子等を適宜量分散させることにより、所望の電気抵抗値としたものが用いられる。
【0020】
表面被覆層の形成方法としては、上記の様なバインダー高分子を溶剤に溶解、または分解し、これに導電フィラーを分散させた液を、ディッピング、ロールコータ、リング状スリットを用いた塗工等の塗工法によって、弾性体層表面にコーティングする方法;バインダー高分子中に導電性フィラーを練り込み、それを押出し機などによって円筒形状に成形したものを弾性体層に被覆する方法などが挙げることができる。
なお、本発明における発泡ゴムローラには、必要に応じて、発泡ゴム弾性層や表面被覆層以外に、接着層、拡散防止層、下地層、プライマー層等の機能層も設けることもできる。
【0021】
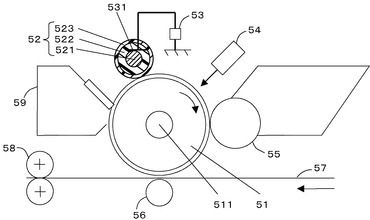
図5に本発明の発泡ゴムローラ(弾性体ローラ)を有する電子写真装置の概略構成を示した。ドラム型の電子写真感光体51は、被帯電体としての像担持体であり、本例のものはアルミニウム等の導電性円筒支持体とその外周面に形成した感光層を基本構成層とする。支軸511を中心に図面上時計回りに所定の周速度をもって回転駆動される。
帯電ローラ52は、この感光体51の表面に接して感光体51の表面を所定の極性・電位に一様に一次帯電処理する。帯電ローラ52は、金属軸体521と、その外周に形成した下層の発泡ゴム弾性層522と、更にその外周に形成した上層の表面被覆層523から成る。金属軸体521の両端部を不図示の押圧手段で感光体51の方向に押すことによって帯電ローラ52は感光体51の表面に押し当てられる。帯電ローラ52は、感光体51の回転駆動に伴い従動回転する。
【0022】
而して、電源53から摺擦電極531を介して、金属軸体521に所定の直流(DC)バイアス、あるいは直流+交流(DC+AC)バイアスが印加されることで感光体51の周面が所定の極性・電位に接触帯電される。次いで感光体51は露光手段54により目的画像情報の露光(レーザービーム走査露光、原稿画像のスリット露光等)を受けることで、その周面に目的の画像情報に対応した静電潜像が形成される。
【0023】
その潜像は次いで現像手段55によりトナー画像として順次可視像化されていく。このトナー画像は次いで転写手段56により不図示の給紙手段部から感光体51の回転と同期取りされて適正なタイミングをもって感光体51と転写手段56との間の転写部へ搬送された転写材57面に順次転写されていく。本例の転写手段56は転写ローラであり、転写材57の裏からトナーと逆極性の帯電を行うことで感光体51の表面に形成されたトナー画像が転写材57の表面に転写されていく。
【0024】
トナー画像が転写された転写材57は感光体51の表面から分離されて像定着手段58へ搬送されて像定着を受け、画像形成物として出力される。あるいは、裏面にも像形成するものは転写部への再搬送手段へ搬送される。
像転写後の感光体51の表面はクリーニング手段59によって転写残りトナー等の付着汚染物の除去を受けて洗浄面化されて繰り返して作像に供される。
【0025】
帯電ローラ52は面移動駆動される感光体51に従動駆動させてもよいし、非回転のものとさせてもよいし、感光体51の面移動方向に順方向または逆方向に所定の周速度をもって積極的に回転駆動させるようにしてもよい。
本発明の製造方法によって製造される発泡ゴムローラは、帯電ローラ52および/または、現像手段55、転写手段56として用いられる。
【0026】
本発明の製造方法によって製造される発泡ゴムローラを使用しうる電子写真装置としては、複写機、レーザービームプリンター、LEDプリンタ、あるいは、電子写真製版システムなどの電子写真応用装置などが挙げられる。
【0027】
図5に示されるように、感光体、帯電ローラ、現像手段及びクリーニング手段のような電子写真装置の複数の要素がプロセスカートリッジに一体的に組み込まれることもできる。そうすることで、プロセスカートリッジは装置本体に対して着脱可能とすることができる。例えば、本発明の帯電部材及び必要に応じて現像手段及びクリーニング手段の少なくとも1つを感光体とともにプロセスカートリッジに一体的に組み込み、装置本体のレールなどの案内手段を用いて着脱自在な構成とすることができる。
【実施例】
【0028】
以下に、実施例によって本発明を更に詳細に説明する。なお、以下特に明記しない限り、試薬等は特に指定の無いものは市販の高純度品を用いた。
〔実施例1〕
表1に示す材料をオープンロールにて混合し、導電層の未架橋ゴム組成物1を得た。
【0029】
【表1】

【0030】
また、表2に示す材料をオープンロールにて混合して、未架橋ゴム組成物2を得た。
【0031】
【表2】
【0032】
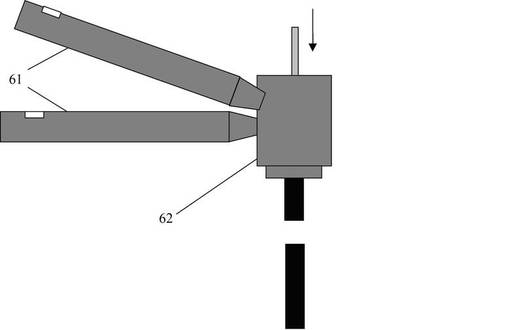
次いで、図6に示すクロスヘッドを用いた二層押出し成形によって、未架橋ゴム組成物1と未架橋ゴム組成物2を金属軸体(直径6mm、長さ242mm)を中心として、同軸上に円筒形に同時に押出した。金属軸体には、あらかじめ導電性の熱硬化性接着剤(メタロックU−20 東洋化学研究所製)を塗布した。また、未架橋ゴム組成物1が内層に、未架橋ゴム組成物2が外層になるようにした。次いで、端部のカットを行い、未架橋ゴムローラを得た。
【0033】
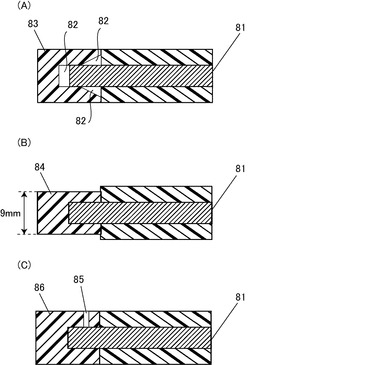
次いで、得られた未架橋ゴムローラの、金属軸体の周面が露出している部分を、金属軸体よりも熱伝導率の低い材料からなる部材で被覆した後、未架橋ゴムローラを外部から加熱することによって未架橋ゴム組成物からなる層を架橋発泡させて発泡ゴム弾性層を形成した。具体的には、得られた未架橋ゴムローラの軸方向両端部の金属軸体71の周面が露出している部分に、図7に示す形状の搬送部材(ポリエーテルエーテルケトン PEEK)72を、装着し搬送熱風炉の中に回転可能にセットした。そして、軸回転(30rpm)させながら180℃の雰囲気下で50分間の加熱を行った。かかる加熱後に、中央外径が12.5mmの未研磨発泡ゴムローラを得た。
次いで、未研磨発泡ゴムローラに対してフランジ式研磨機を用いて研磨加工を行い、中央外径12.0mmの帯電ローラ1を作成した。
【0034】
「評価1」
実施例1で得られた帯電ローラ1の表面を目視で観察したところ、異常な発泡が原因となる不良は観察されなかった。結果を表5に示す。なお、評価ランクは以下のとおりとする。
A:帯電ローラ表面に異常な発泡が原因の表面の凹凸が観察されない。
B:帯電ローラ表面に異常な発泡が原因の表面の凹凸が微かに観察される
C:帯電ローラ表面に異常な発泡が原因の表面の凹凸が観察される。
【0035】
「評価2」
実施例1で得られた帯電ローラ1をレーザービームプリンター(CANON LBP3410)のカートリッジに帯電ローラとして組み込み、高温高湿環境(環境3:30℃/80%RH)のもと、印字率1%で10000枚の出力を行った。その後、画像チェックのためにハーフトーン画像を出力した。
このハーフトーン画像において、異常な発泡による画像不良や発泡層と基層の剥がれによる画像不良は無く、良好な出力画像となった。結果を表5に示す。なお、評価ランクは以下のとおりとする。
A:チェック画像において異常な発泡による画像不良が存在しない。
B:チェック画像において異常な発泡による画像不良が軽微に存在する。
C:チェック画像において異常な発泡による画像不良がはっきりと存在する。
【0036】
〔実施例2〕
実施例1において、搬送熱風炉で軸回転させることなく加熱を行った以外は、同様にして帯電ローラを作成し、評価1、評価2をそれぞれ行った。結果を表5に示す。
〔実施例3〜7〕
搬送部材を表3に示した材料とした以外は、実施例2と同様に帯電ローラを作成し、評価1、評価2をそれぞれ行った。結果を表5に示す。
【0037】
【表3】
【0038】
〔実施例8〜10〕
搬送部材の形状を表4に示すものとした以外は、実施例1と同様に帯電ローラを作成し、評価1、評価2をそれぞれ行った。結果を表5に示す。
【0039】
【表4】
【0040】
〔比較例1〕
図9に示すように、金属軸体91の端部のみを把持する形状の搬送部材92を使用した以外は実施例1と同様に帯電ローラを作成し、評価1を行った。本比較例において、金属軸体からの加熱がはやいため、金属軸体付近に不均一な発泡が生じ、ローラ表面に異常発泡が起因の凹凸が発生した。そのため、評価2は行っていない。結果を表5に示す。
【0041】
【表5】
【符号の説明】
【0042】
1・・・・帯電ローラ
11・・・・金属軸体
12・・・・弾性ゴム層
13・・・・表面層
21・・・・押出し機
22・・・・クロスヘッド
3・・・・帯電ローラ
31・・・・金属軸体
321・・・・発泡層
322・・・・抵抗調整層
33・・・・表面被覆層
51・・・・感光体
511・・・・支軸
52・・・・帯電ローラ
521・・・・金属軸体
522・・・・弾性層
523・・・・表面層
53・・・・電源
531・・・・摺擦電極
54・・・・露光手段
55・・・・現像装置
56・・・・転写装置
57・・・・転写材
58・・・・定着装置
59・・・・感光体クリーニング装置
61・・・・押出し機
62・・・・クロスヘッド
71、81、91・・・金属軸体
72、83、84、86、92・・・搬送部材
【技術分野】
【0001】
本発明は、発泡ゴムローラの製造方法に関するものである。
【背景技術】
【0002】
近年、複写機や光プリンタ等の電子写真装置、静電記録装置等の画像形成装置において、感光体や誘電体等の像担持体面を帯電処理する手段としては、接触帯電方式が採用されつつある。接触帯電方式においては、電圧を印加した帯電する部材を、被帯電面に接触または近接させて、被帯電体面を帯電処理する。接触帯電方式は、従来から利用されてきたコロナ放電に対して、オゾンなどのコロナ生成物の発生が少ない、構造が簡単で低コスト化や装置の小型化が図れる、異常放電による被帯電体面の破壊が少ない等の利点がある。そして、一般的には、金属軸体上に半導電性の弾性体層が形成されたゴムローラ型の帯電部材が使用される。
【0003】
接触帯電方式で用いられる帯電ローラとしては、被帯電体の均一性、感光体等の被帯電体表面のピンホール等により生じるリークを防止するため適度な導電性が必要である。また、感光体への均一な接触の確保と、さらには、帯電部材に交流電流を印加して使用するため、低硬度化が要求されている。低硬度化の手法としては、弾性体を発泡ゴムで構成する方法がある。従来、クロスヘッドを装着した押出し機により、金属軸体を中心に円筒形に未架橋ゴム組成物を押出し、さらに所望の外径の円筒形金型内部に固定、加熱し、成形体を得る方法がある。しかしながら、円筒形金型を用いて成形体を得る場合、発泡反応によるガス発生・体積膨張と硬化反応が同時に進行することから、金型内部にガスがたまり、製造される発泡ゴムローラの寸法精度の低下を引き起こすという問題がある。また、発泡ガスが金型内部に局所的に滞留し、膨らみ或いはへこみを生じる等の表面性が低下するという問題がある。この様な問題を解決する手段として、円筒形金型内面に凹凸をつけた金型を用いて成形する方法(特許文献1)や、金型内面に微粉末を付着させた金型を用いて成形する方法(特許文献2)がある。しかしながら、この様な方法は、金型内面の表面粗さが粗いために、表面性が低下すること、また、金型内面の凹部に材料が詰まること、或いは成形体の金型からの脱着が困難になること等の問題、金型自体のコストの高さなど様々な問題が生じる。また、金型の洗浄や段取りに時間がかかり、大量生産するのには不向きであった。
そこで、ローラの端部を把持し、熱板、遠赤外線、熱風炉等に連続的に送り入れ、架橋発泡を行う方法がとられてきた。この方法は、メンテナンスをほとんど必要としないこと、連続的に架橋発泡が行えるので大量生産が容易であるといった利点がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平05−173455
【特許文献2】特開平06−320554
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記のような熱風炉等を用いた連続的な発泡ゴムローラの製法において、特に発泡倍率が高い場合に、加熱発泡時に金属軸体の周囲に異常な発泡が生じてしまうことがあった。そして、異常な発泡が生じた発泡ゴムローラの表面には、不規則な凹凸が生じ、また、かかる発泡ゴムローラ長期にわたって使用したときに発泡ゴム弾性層と金属軸体とが剥離してしまうことがあった。そこで、本発明者らは、異常な発泡が生じる原因について検討を重ねた。その結果、異常発泡が、金属軸体が原料組成物によって被覆されていない両端部や、搬送用の金属部品と接している部分から急激に加熱されることに起因していることを本発明者らは突き止めた。
そこで、本発明は、発泡ゴム弾性層に異常発泡を生じさせにくく、その結果として金属軸体と発泡ゴム弾性層との間が剥離し難い発泡ゴムローラの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
金属軸体と、該金属軸体の軸方向中央部に設けられた発泡ゴム弾性層とを有する発泡ゴムローラの製造方法であって、
(1)金属軸体の軸方向両端部の周面以外の周面を発泡剤を含む未架橋ゴム組成物からなる層で被覆して、該金属軸体の両端部の周面が露出してなる未架橋ゴムローラを形成する工程と、
(2)該未架橋ゴムローラの、該金属軸体の周面が露出している部分を、該金属軸体よりも熱伝導率の低い材料からなる部材で被覆した後、該未架橋ゴムローラを外部から加熱することによって該未架橋ゴム組成物からなる層を架橋発泡させて発泡ゴム弾性層を形成する工程とを有する。
【発明の効果】
【0007】
本発明によれば、長期にわたって安定的に使用できる発泡ゴムローラの製造方法を提供することができる。
【図面の簡単な説明】
【0008】
【図1】帯電ローラの例を説明するための模式的断面図
【図2】本発明における、クロスヘッド押出し成形を説明するための模式図
【図3】帯電ローラの例を説明するための模式的断面図
【図4】未架橋ゴムローラ端部の未架橋ゴム部の切除を説明するための模式図
【図5】電子写真装置の例を説明するための模式的断面図
【図6】本発明における、クロスヘッド二層押出し成形を説明するための模式図
【図7】本発明における、搬送部材を説明するための模式的断面図
【図8】本発明における、搬送部材を説明するための模式的断面図
【図9】本発明における、搬送部材を説明するための模式的断面図
【発明を実施するための形態】
【0009】
以下に、本発明に係る発泡ゴムローラの一例として帯電ローラを例にとり、本発明を詳細に説明する。本発明に係る帯電ローラ1の軸方向に直交する方向の断面を図1に示す。帯電ローラ1は、金属軸体11の外側に発泡ゴム弾性層12及び表面被覆層13が積層されている。
【0010】
<発泡ゴム弾性層>
発泡ゴム弾性層に使用される原料ゴムとしては、特に限定されるものではなく、天然ゴム(NR)、イソプレンゴム(IR)、ブタジエンゴム(BR)、スチレンブタジエンゴム(SBR)、ニトリルゴム(NBR)、エチレン−プロピレン−ジエン三元共重合ゴム(EPDM)、エピクロルヒドリンゴム(CHR、CHC)、クロロプレンゴム(CR)、ブチルゴム(IIR)、シリコーンゴム、ウレタンゴム、フッ素ゴムなどが挙げられる。
【0011】
これらの原料ゴムには、必要に応じて電気抵抗を調整する目的で、導電性付与剤が配合される。導電性付与剤としては、特に限定されるものではないが、電子導電系の導電剤である、カーボンブラック、グラファイト、導電性酸化チタン、導電性酸化スズなどの金属酸化物、Cu・Agなどの金属粉、導電性の繊維等が上げられる。また、イオン導電剤である、過塩素酸リチウム、過塩素酸ナトリウム、過塩素酸カルシウム等の無機イオン物質;ステアリルトリメチルアンモニウムクロライド、オクタデシルトリメチルアンモニウムクロライド、ドデシルトリメチルアンモニウムクロライド、変性脂肪族ジメチルエチルアンモニウムエトサルフェート等の陽イオン性界面活性剤;ラウリルベタイン、ステアリルベタイン、ジメチルアルキルラウリルベタイン等の両性イオン界面活性剤;過塩素酸テトラエチルアンモニウム、過塩素酸テトラブチルアンモニウム、過塩素酸トリメチルオクタデシルアンモニウム等の第四級アンモニウム塩;トリフルオロメタンスルホン酸リチウム等の有機酸リチウム塩等が挙げられる。
発泡ゴム弾性層に使用される発泡剤としては、ジニトロソペンタメチレンテトラミン(DPT)、アゾジカルボンアミド(ADCA)、パラトルエンスルフォニルヒドラジン(TSH)、アソビスイソブチルニトリル、4,4’‐オキシビスベンゼンスルフォニルヒドラジン(OBSH)等の有機発泡剤または、重炭酸ソーダ等の無機発泡剤が挙げられる。
【0012】
高発泡倍率の発泡ゴム弾性層を得るためには、アゾジカルボンアミド、4,4’‐オキシビスベンゼンスルフォニルヒドラジンもしくはこれらの併用が好ましい。
この他に弾性体用未架橋ゴム組成物には、必要に応じてゴムの配合剤として一般に用いられている可塑剤、軟化剤、架橋助剤、架橋促進剤、架橋遅延剤、充填剤、補強剤、分散剤、増量剤、粘着付与剤等を添加することができる。
【0013】
これらの原料の混合方法としては、バンバリーミキサーや加圧式ニーダーといった密閉型混合機を使用した混合方法や、オープンロールのような開放型の混合機を使用した混合方法などを例示することができる。
そして混合された未架橋ゴム組成物を図2に示したクロスヘッド押出し機などで金属軸体の周囲に円筒状に成形する。
【0014】
その後、熱風炉、熱板、遠赤外線等を用いた連続的な加熱装置により成形した未架橋ゴムローラを架橋する。この際、未架橋ゴムローラの軸方向両端部を用いて搬送を行うことが必要となり、図4に示すようにあらかじめ軸方向両端の未架橋ゴム部を切除する。軸方向両端部の周面以外の周面、つまり軸方向中央部の周面に未架橋ゴム部が残る。
ここで、上記のような熱風炉等を用いた連続的な発泡ゴムローラの製法において、特に発泡倍率が高い場合には、金属軸体が原料組成物によって被覆されていない両端部や、搬送用の金属部品と接している部分から急激に加熱されることがある。これにより、加熱発泡時に金属軸体の周囲に異常な発泡が生じてしまうことがある。その結果、ローラ表面に凹凸が発生する、また、発泡ゴム弾性層が金属軸体から剥がれやすくなることがある。
【0015】
そこで、未架橋ゴムローラの金属軸体が露出している部分を、金属軸体によりも熱伝導率の低い材料からなる部材で金属軸体の周面を全周に亘って被覆して、未架橋ゴムローラを外部から加熱することにより、前記の異常な発泡を防ぐ事ができる。また被覆部材は、熱の伝達を低下させることができれば、多少の空孔や隙間を有していても良いが、好ましくは、金属軸体を全周に亘って完全に被覆していることが好ましい。
【0016】
また、金属軸体よりも熱伝導率の低い材料としては、ゴム硬化温度に対して耐熱性を有している必要があり、例えば、ポリエーテルエーテルケトン(PEEK)、ポリイミド(PI)、アクリロニトリルブタジエンゴム(NBR)、低熱伝導の窒化ケイ素や酸化ケイ素などが上げられる。中でも耐熱性と熱伝導性の観点から、ポリエーテルエーテルケトン(PEEK)、ポリイミド(PI)が好ましい。
【0017】
その後、必要に応じて、所定の外径寸法および表面粗さを形成するために、成形・架橋した発泡ゴム弾性層の外周面を円筒研磨機で研磨して仕上げることもできる。
円筒研磨機としては、トラバース方式のNC円筒研磨機、プランジカット方式のNC円筒研磨機などを用いることができる。
【0018】
また、必要に応じて発泡ゴム弾性層は二層以上の多層弾性層とすることも可能である。図3には、多層弾性層を用いた帯電ローラの例を示しており、金属軸体31の外周に発泡ゴム弾性層32が、発泡ゴム弾性層32の外周に表面被覆層33が、積層されている。弾性体層32は発泡層321と抵抗調整層322の二層からなる。
また、発泡ゴム弾性層、または多層弾性層の体積固有抵抗率は、帯電バイアス電圧を感光体に印加することができるよう、1×103〜1×108Ω・cm程度とされる。
【0019】
<表面被覆層>
表面被覆層は、感光体上にピンホール等の欠陥が生じた場合に、ここに帯電電流が集中して、帯電部材、感光体が破損することを防止するためのものであり、電気抵抗値としては1×106〜1×1010Ω程度が要求される。一般的には、アクリル、ポリウレタン、ポリアミド、ポリエステル、ポリオレフィン、シリコーン等のバインダー高分子に、カーボンブラック、グラファイト、酸化チタン、酸化スズ等の酸化物;Cu、Ag等の金属、酸化物や金属を粒子表面に被覆して導電化した導電性粒子等を適宜量分散させることにより、所望の電気抵抗値としたものが用いられる。
【0020】
表面被覆層の形成方法としては、上記の様なバインダー高分子を溶剤に溶解、または分解し、これに導電フィラーを分散させた液を、ディッピング、ロールコータ、リング状スリットを用いた塗工等の塗工法によって、弾性体層表面にコーティングする方法;バインダー高分子中に導電性フィラーを練り込み、それを押出し機などによって円筒形状に成形したものを弾性体層に被覆する方法などが挙げることができる。
なお、本発明における発泡ゴムローラには、必要に応じて、発泡ゴム弾性層や表面被覆層以外に、接着層、拡散防止層、下地層、プライマー層等の機能層も設けることもできる。
【0021】
図5に本発明の発泡ゴムローラ(弾性体ローラ)を有する電子写真装置の概略構成を示した。ドラム型の電子写真感光体51は、被帯電体としての像担持体であり、本例のものはアルミニウム等の導電性円筒支持体とその外周面に形成した感光層を基本構成層とする。支軸511を中心に図面上時計回りに所定の周速度をもって回転駆動される。
帯電ローラ52は、この感光体51の表面に接して感光体51の表面を所定の極性・電位に一様に一次帯電処理する。帯電ローラ52は、金属軸体521と、その外周に形成した下層の発泡ゴム弾性層522と、更にその外周に形成した上層の表面被覆層523から成る。金属軸体521の両端部を不図示の押圧手段で感光体51の方向に押すことによって帯電ローラ52は感光体51の表面に押し当てられる。帯電ローラ52は、感光体51の回転駆動に伴い従動回転する。
【0022】
而して、電源53から摺擦電極531を介して、金属軸体521に所定の直流(DC)バイアス、あるいは直流+交流(DC+AC)バイアスが印加されることで感光体51の周面が所定の極性・電位に接触帯電される。次いで感光体51は露光手段54により目的画像情報の露光(レーザービーム走査露光、原稿画像のスリット露光等)を受けることで、その周面に目的の画像情報に対応した静電潜像が形成される。
【0023】
その潜像は次いで現像手段55によりトナー画像として順次可視像化されていく。このトナー画像は次いで転写手段56により不図示の給紙手段部から感光体51の回転と同期取りされて適正なタイミングをもって感光体51と転写手段56との間の転写部へ搬送された転写材57面に順次転写されていく。本例の転写手段56は転写ローラであり、転写材57の裏からトナーと逆極性の帯電を行うことで感光体51の表面に形成されたトナー画像が転写材57の表面に転写されていく。
【0024】
トナー画像が転写された転写材57は感光体51の表面から分離されて像定着手段58へ搬送されて像定着を受け、画像形成物として出力される。あるいは、裏面にも像形成するものは転写部への再搬送手段へ搬送される。
像転写後の感光体51の表面はクリーニング手段59によって転写残りトナー等の付着汚染物の除去を受けて洗浄面化されて繰り返して作像に供される。
【0025】
帯電ローラ52は面移動駆動される感光体51に従動駆動させてもよいし、非回転のものとさせてもよいし、感光体51の面移動方向に順方向または逆方向に所定の周速度をもって積極的に回転駆動させるようにしてもよい。
本発明の製造方法によって製造される発泡ゴムローラは、帯電ローラ52および/または、現像手段55、転写手段56として用いられる。
【0026】
本発明の製造方法によって製造される発泡ゴムローラを使用しうる電子写真装置としては、複写機、レーザービームプリンター、LEDプリンタ、あるいは、電子写真製版システムなどの電子写真応用装置などが挙げられる。
【0027】
図5に示されるように、感光体、帯電ローラ、現像手段及びクリーニング手段のような電子写真装置の複数の要素がプロセスカートリッジに一体的に組み込まれることもできる。そうすることで、プロセスカートリッジは装置本体に対して着脱可能とすることができる。例えば、本発明の帯電部材及び必要に応じて現像手段及びクリーニング手段の少なくとも1つを感光体とともにプロセスカートリッジに一体的に組み込み、装置本体のレールなどの案内手段を用いて着脱自在な構成とすることができる。
【実施例】
【0028】
以下に、実施例によって本発明を更に詳細に説明する。なお、以下特に明記しない限り、試薬等は特に指定の無いものは市販の高純度品を用いた。
〔実施例1〕
表1に示す材料をオープンロールにて混合し、導電層の未架橋ゴム組成物1を得た。
【0029】
【表1】
【0030】
また、表2に示す材料をオープンロールにて混合して、未架橋ゴム組成物2を得た。
【0031】
【表2】
【0032】
次いで、図6に示すクロスヘッドを用いた二層押出し成形によって、未架橋ゴム組成物1と未架橋ゴム組成物2を金属軸体(直径6mm、長さ242mm)を中心として、同軸上に円筒形に同時に押出した。金属軸体には、あらかじめ導電性の熱硬化性接着剤(メタロックU−20 東洋化学研究所製)を塗布した。また、未架橋ゴム組成物1が内層に、未架橋ゴム組成物2が外層になるようにした。次いで、端部のカットを行い、未架橋ゴムローラを得た。
【0033】
次いで、得られた未架橋ゴムローラの、金属軸体の周面が露出している部分を、金属軸体よりも熱伝導率の低い材料からなる部材で被覆した後、未架橋ゴムローラを外部から加熱することによって未架橋ゴム組成物からなる層を架橋発泡させて発泡ゴム弾性層を形成した。具体的には、得られた未架橋ゴムローラの軸方向両端部の金属軸体71の周面が露出している部分に、図7に示す形状の搬送部材(ポリエーテルエーテルケトン PEEK)72を、装着し搬送熱風炉の中に回転可能にセットした。そして、軸回転(30rpm)させながら180℃の雰囲気下で50分間の加熱を行った。かかる加熱後に、中央外径が12.5mmの未研磨発泡ゴムローラを得た。
次いで、未研磨発泡ゴムローラに対してフランジ式研磨機を用いて研磨加工を行い、中央外径12.0mmの帯電ローラ1を作成した。
【0034】
「評価1」
実施例1で得られた帯電ローラ1の表面を目視で観察したところ、異常な発泡が原因となる不良は観察されなかった。結果を表5に示す。なお、評価ランクは以下のとおりとする。
A:帯電ローラ表面に異常な発泡が原因の表面の凹凸が観察されない。
B:帯電ローラ表面に異常な発泡が原因の表面の凹凸が微かに観察される
C:帯電ローラ表面に異常な発泡が原因の表面の凹凸が観察される。
【0035】
「評価2」
実施例1で得られた帯電ローラ1をレーザービームプリンター(CANON LBP3410)のカートリッジに帯電ローラとして組み込み、高温高湿環境(環境3:30℃/80%RH)のもと、印字率1%で10000枚の出力を行った。その後、画像チェックのためにハーフトーン画像を出力した。
このハーフトーン画像において、異常な発泡による画像不良や発泡層と基層の剥がれによる画像不良は無く、良好な出力画像となった。結果を表5に示す。なお、評価ランクは以下のとおりとする。
A:チェック画像において異常な発泡による画像不良が存在しない。
B:チェック画像において異常な発泡による画像不良が軽微に存在する。
C:チェック画像において異常な発泡による画像不良がはっきりと存在する。
【0036】
〔実施例2〕
実施例1において、搬送熱風炉で軸回転させることなく加熱を行った以外は、同様にして帯電ローラを作成し、評価1、評価2をそれぞれ行った。結果を表5に示す。
〔実施例3〜7〕
搬送部材を表3に示した材料とした以外は、実施例2と同様に帯電ローラを作成し、評価1、評価2をそれぞれ行った。結果を表5に示す。
【0037】
【表3】
【0038】
〔実施例8〜10〕
搬送部材の形状を表4に示すものとした以外は、実施例1と同様に帯電ローラを作成し、評価1、評価2をそれぞれ行った。結果を表5に示す。
【0039】
【表4】
【0040】
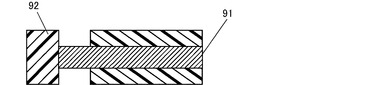
〔比較例1〕
図9に示すように、金属軸体91の端部のみを把持する形状の搬送部材92を使用した以外は実施例1と同様に帯電ローラを作成し、評価1を行った。本比較例において、金属軸体からの加熱がはやいため、金属軸体付近に不均一な発泡が生じ、ローラ表面に異常発泡が起因の凹凸が発生した。そのため、評価2は行っていない。結果を表5に示す。
【0041】
【表5】
【符号の説明】
【0042】
1・・・・帯電ローラ
11・・・・金属軸体
12・・・・弾性ゴム層
13・・・・表面層
21・・・・押出し機
22・・・・クロスヘッド
3・・・・帯電ローラ
31・・・・金属軸体
321・・・・発泡層
322・・・・抵抗調整層
33・・・・表面被覆層
51・・・・感光体
511・・・・支軸
52・・・・帯電ローラ
521・・・・金属軸体
522・・・・弾性層
523・・・・表面層
53・・・・電源
531・・・・摺擦電極
54・・・・露光手段
55・・・・現像装置
56・・・・転写装置
57・・・・転写材
58・・・・定着装置
59・・・・感光体クリーニング装置
61・・・・押出し機
62・・・・クロスヘッド
71、81、91・・・金属軸体
72、83、84、86、92・・・搬送部材
【特許請求の範囲】
【請求項1】
金属軸体と、該金属軸体の軸方向中央部に設けられた発泡ゴム弾性層とを有する発泡ゴムローラの製造方法であって、
(1)該金属軸体の軸方向両端部の周面以外の周面を発泡剤を含む未架橋ゴム組成物からなる層で被覆して、該金属軸体の両端部の周面が露出してなる未架橋ゴムローラを形成する工程と、
(2)該未架橋ゴムローラの、該金属軸体の周面が露出している部分を、該金属軸体よりも熱伝導率の低い材料からなる部材で被覆した後、該未架橋ゴムローラを外部から加熱することによって該未架橋ゴム組成物からなる層を架橋発泡させて発泡ゴム弾性層を形成する工程とを有することを特徴とする発泡ゴムローラの製造方法。
【請求項1】
金属軸体と、該金属軸体の軸方向中央部に設けられた発泡ゴム弾性層とを有する発泡ゴムローラの製造方法であって、
(1)該金属軸体の軸方向両端部の周面以外の周面を発泡剤を含む未架橋ゴム組成物からなる層で被覆して、該金属軸体の両端部の周面が露出してなる未架橋ゴムローラを形成する工程と、
(2)該未架橋ゴムローラの、該金属軸体の周面が露出している部分を、該金属軸体よりも熱伝導率の低い材料からなる部材で被覆した後、該未架橋ゴムローラを外部から加熱することによって該未架橋ゴム組成物からなる層を架橋発泡させて発泡ゴム弾性層を形成する工程とを有することを特徴とする発泡ゴムローラの製造方法。
【図1】

【図3】

【図4】
【図5】
【図7】

【図8】
【図9】
【図2】
【図6】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図2】
【図6】
【公開番号】特開2012−226054(P2012−226054A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−92223(P2011−92223)
【出願日】平成23年4月18日(2011.4.18)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月18日(2011.4.18)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]