
発泡ゴムローラーの不要端部除去方法
【課題】 電子写真技術の向上により、高速、高精細の画像形成が要望されており、そこに用いられる機能部材としての発泡ゴムローラーの端部面や芯金表面に精細な面が得られる発泡ゴムローラーの不要端部除去方法を提供することである。
【解決手段】 導電性芯金とこれを被覆してなる発泡ゴムローラーの不要端部除去方法であって、該発泡ゴムローラーを回転させる工程、該発泡ゴムローラーの不要端部位置に該導電性芯金に対して直交する切込みを入れる工程、該発泡ゴムローラーの発泡ゴムローラー長軸に対して直交するように板状の押し当て部材を該不要端部外周面に接触させる工程、該発泡ゴムローラーの該不要端部を除去する工程、該不要端部を除去後、該押し当て部材を離間する工程、を有することを特徴とする発泡ゴムローラーの不要端部除去方法。
【解決手段】 導電性芯金とこれを被覆してなる発泡ゴムローラーの不要端部除去方法であって、該発泡ゴムローラーを回転させる工程、該発泡ゴムローラーの不要端部位置に該導電性芯金に対して直交する切込みを入れる工程、該発泡ゴムローラーの発泡ゴムローラー長軸に対して直交するように板状の押し当て部材を該不要端部外周面に接触させる工程、該発泡ゴムローラーの該不要端部を除去する工程、該不要端部を除去後、該押し当て部材を離間する工程、を有することを特徴とする発泡ゴムローラーの不要端部除去方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複写機やプリンタ等に用いられる発泡ゴムローラーの不要端部除去方法に関するものである。
【背景技術】
【0002】
ローラーの製造方法には、回転させたローラーにワイヤーを接触させてローラーのバリ除去した後、ラッピングテープを芯金に接触させて移動させてローラーのバリ除去が報告されている(例えば、特許文献1参照)。しかし、上記バリ除去方法においては芯金に真鍮等の金属ワイヤーを押し当てることでバリ除去を行うため芯金の傷発生が懸念され、電子写真装置として、更なる精細な芯金のバリ取り工程が求められていた。
【特許文献1】特開平8−72071号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明の目的は、電子写真技術の向上により、高速、高精細の画像形成が要望されており、そこに用いられる機能部材としての発泡ゴムローラーの端部面や芯金表面に精細な面が得られる発泡ゴムローラーの不要端部除去方法を提供することである。
【課題を解決するための手段】
【0004】
本発明に従って、導電性芯金とこれを被覆してなる発泡ゴムローラーの不要端部除去方法であって、該発泡ゴムローラーを回転させる工程、該発泡ゴムローラーの不要端部位置に該導電性芯金に対して直交する切込みを入れる工程、該発泡ゴムローラーの発泡ゴムローラー長軸に対して直交するように板状の押し当て部材を該不要端部外周面に接触させる工程、該発泡ゴムローラーの該不要端部を除去する工程、該不要端部を除去後、該押し当て部材を離間する工程、を有することを特徴とする発泡ゴムローラーの不要端部除去方法が提供される。
【発明の効果】
【0005】
本発明の方法により、電子写真技術の向上により、高速、高精細の画像形成が要望される電子写真装置に用いられる機能部材としての発泡ゴムローラーの特に端部面や芯金表面に傷発生がなく、精細な面を得ることが可能となった。
【発明を実施するための最良の形態】
【0006】
以下、添付図面により、本発明の実施の形態について詳細に説明する。
【0007】
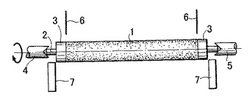
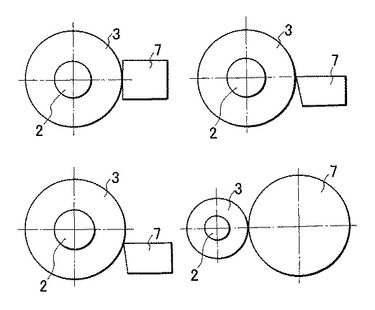
図1は、発泡ゴムローラーを製品部と不要端部に刃物6で切断した後、板状の押し当て部材7で除去する状態を示す説明図であり、図2は、発泡ゴムローラーの不要端部を除去するための板状押し当て部材の当て方を示す一例の説明図である。
【0008】
まず芯金2に発泡ゴムを一体に成型する。得られた発泡ゴムローラー1は、芯金2の両端を残し発泡ゴム部分で被覆されているが、図1に示すように、発泡ゴム部分の両端部に発生する不要端部3の発泡ゴムを除去するには、発泡ゴムローラー1を回転させながら、刃物6を発泡ゴムローラー外周面から芯金に向かって移動させて切断した後、板状の押し当て部材7を不要端部3の発泡ゴムローラーの端部外周面から芯金方向に向かって移動させる又は、板状の押し当て部材7を刃物6により切断した切断面に沿って不要端部3の発泡ゴムローラー外周面から芯金に向かって移動させ、回転するローラーの不要端部に押し当て部材7をあてることで、芯金と共に回転する不要端部の回転に対し止めようとする力であるシェアが係り、芯金2に付着する不要端部3の接合部が剥がれる。
【0009】
上記不要端部3の発泡ゴムローラー端部外周面から芯金方向へ板状の押し当て部材7を移動させた場合は、板状の押し当て部材7を発泡ゴムローラー1の内方、すなわち不要端部3の端部からローラーの中央方向に必要に応じ移動させて、芯金2に付着する不要端部3の発泡ゴムローラーを除去する。刃物6による切断面から芯金方向へ板状の押し当て部材7を移動させた場合は、板状の押し当て部材7を発泡ゴムローラー1の外方、すなわち切断位置から芯金2端部方向に必要に応じ移動させて、芯金2に付着した不要端部3の発泡ゴムローラーを除去する。
【0010】
なお不要端部3の発泡ゴムローラーの除去方法は、不要端部3の発泡ゴムローラー外周面から芯金方向に移動させて除去するものに限らず、発泡ゴムローラーの無き箇所すなわち芯金2に発泡ゴムローラー1外周面から芯金方向に板状の押し当て部材7を移動させた状態を保持し、芯金2の軸方向に移動させて不要端部を除去することもできる。
【0011】
芯金2に付着した発泡ゴムローラー1の不要端部3の発泡ゴムローラーを除去した後、板状の押し当て部材7を芯金2から発泡ゴムローラー外周面方向に離間させ芯金端面に付着した不要端部3の発泡ゴムローラーを除去する。上記発泡ゴムローラー1の回転は、発泡ゴムローラー1の芯金2の両端を図1で示すようなチャック等の挟持部材4、5に取り付けて行われる。このときの発泡ゴムローラー1の周速度は、発泡ゴムローラー径15mm〜20mmに対し40mm/sec〜1600mm/secが好ましく、特には発泡ゴムローラー径16mmに対して周速度420mm/secが好ましい。
【0012】
使用する板状の押し当て部材7は、芯金硬度以下の硬度の材質からなるポリアミド材、ポリエーテルエーテルケトン(PEEK)材、アクリル材、ポリエチレンテレフタレート材を含む芯金2に対して傷を付けることの無い樹脂からなるもの使用され、芯金2に接触した状態で芯金方向への板状の押し当て部材7の移動速度は、50mm/sec〜250mm/secが好ましく、特には180mm/secが好ましい。また、芯金2への押し当て部材7の押付け圧力は10kgf/mm2〜50kgf/mm2が好ましく、特には20kgf/mm2が好ましい。
【0013】
本発明の発泡ゴムローラーの不要端部除去方法において、回転する発泡ゴムローラーに刃物を移動させ発泡ゴムローラーを切断した後、板状の押し当て部材7を不要端部の発泡ゴムローラー又は発泡ゴムローラーの無き箇所に発泡ゴムローラー外周面から芯金に向かい移動させた後、板状の押し当て部材7を芯金に接触させた状態を保持して芯金に沿って移動させて芯金に付着した不要端部3の発泡ゴムローラーを除去する。板状の押し当て部材7は、芯金2に対して傷を付けることの無い樹脂からなるものが使用され、容易に発泡ゴムローラーの不要端部の除去が行える。
【実施例】
【0014】
内径13mm、長さ260mmの円筒状の金型中央部に、直径5mm、長さ260mmの硫黄快削鋼の芯金をセットし、これにポリウレタンを下部から発泡させて160℃の型内で10分間硬化させて発泡ゴムローラーを製造した。こうして得られた発泡ゴムローラーを、図1で示すように、チャック4、5で挟持し、発泡ゴムローラー径16mmに対して周速度420mm/secで回転しながら、切断位置に厚み0.3mmの丸刃の刃物6を進入させ切断した後、板状の押し当て部材7として硬度HRR120、引張強さ10kgf/mm2、幅3mmのPEEK材を150mm/secで走行させ切断面に沿って発泡ゴムローラー外周面から芯金2方向に移動させ押付ける。このときの押付け圧力は20kgf/mm2でPEEK材を芯金2に接触させ、PEEK材を芯金2に接触させた状態を保持したまま、芯金2の外方へ180mm/secの速度で移動させて、芯金2に付着した不要端部3の発泡ゴムローラーを除去した。
【図面の簡単な説明】
【0015】
【図1】発泡ゴムローラーを製品部と不要端部に刃物で切断した後、板状の押し当て部材で除去する状態を示す説明図である。
【図2】発泡ゴムローラーの不要端部を除去するための板状押し当て部材の当て方を示す一例の説明図である。
【符号の説明】
【0016】
1 発泡ゴムローラー
2 芯金
3 不要端部
4、5 挟持部材
6 刃物
7 板状の押し当て部材
【技術分野】
【0001】
本発明は、複写機やプリンタ等に用いられる発泡ゴムローラーの不要端部除去方法に関するものである。
【背景技術】
【0002】
ローラーの製造方法には、回転させたローラーにワイヤーを接触させてローラーのバリ除去した後、ラッピングテープを芯金に接触させて移動させてローラーのバリ除去が報告されている(例えば、特許文献1参照)。しかし、上記バリ除去方法においては芯金に真鍮等の金属ワイヤーを押し当てることでバリ除去を行うため芯金の傷発生が懸念され、電子写真装置として、更なる精細な芯金のバリ取り工程が求められていた。
【特許文献1】特開平8−72071号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明の目的は、電子写真技術の向上により、高速、高精細の画像形成が要望されており、そこに用いられる機能部材としての発泡ゴムローラーの端部面や芯金表面に精細な面が得られる発泡ゴムローラーの不要端部除去方法を提供することである。
【課題を解決するための手段】
【0004】
本発明に従って、導電性芯金とこれを被覆してなる発泡ゴムローラーの不要端部除去方法であって、該発泡ゴムローラーを回転させる工程、該発泡ゴムローラーの不要端部位置に該導電性芯金に対して直交する切込みを入れる工程、該発泡ゴムローラーの発泡ゴムローラー長軸に対して直交するように板状の押し当て部材を該不要端部外周面に接触させる工程、該発泡ゴムローラーの該不要端部を除去する工程、該不要端部を除去後、該押し当て部材を離間する工程、を有することを特徴とする発泡ゴムローラーの不要端部除去方法が提供される。
【発明の効果】
【0005】
本発明の方法により、電子写真技術の向上により、高速、高精細の画像形成が要望される電子写真装置に用いられる機能部材としての発泡ゴムローラーの特に端部面や芯金表面に傷発生がなく、精細な面を得ることが可能となった。
【発明を実施するための最良の形態】
【0006】
以下、添付図面により、本発明の実施の形態について詳細に説明する。
【0007】
図1は、発泡ゴムローラーを製品部と不要端部に刃物6で切断した後、板状の押し当て部材7で除去する状態を示す説明図であり、図2は、発泡ゴムローラーの不要端部を除去するための板状押し当て部材の当て方を示す一例の説明図である。
【0008】
まず芯金2に発泡ゴムを一体に成型する。得られた発泡ゴムローラー1は、芯金2の両端を残し発泡ゴム部分で被覆されているが、図1に示すように、発泡ゴム部分の両端部に発生する不要端部3の発泡ゴムを除去するには、発泡ゴムローラー1を回転させながら、刃物6を発泡ゴムローラー外周面から芯金に向かって移動させて切断した後、板状の押し当て部材7を不要端部3の発泡ゴムローラーの端部外周面から芯金方向に向かって移動させる又は、板状の押し当て部材7を刃物6により切断した切断面に沿って不要端部3の発泡ゴムローラー外周面から芯金に向かって移動させ、回転するローラーの不要端部に押し当て部材7をあてることで、芯金と共に回転する不要端部の回転に対し止めようとする力であるシェアが係り、芯金2に付着する不要端部3の接合部が剥がれる。
【0009】
上記不要端部3の発泡ゴムローラー端部外周面から芯金方向へ板状の押し当て部材7を移動させた場合は、板状の押し当て部材7を発泡ゴムローラー1の内方、すなわち不要端部3の端部からローラーの中央方向に必要に応じ移動させて、芯金2に付着する不要端部3の発泡ゴムローラーを除去する。刃物6による切断面から芯金方向へ板状の押し当て部材7を移動させた場合は、板状の押し当て部材7を発泡ゴムローラー1の外方、すなわち切断位置から芯金2端部方向に必要に応じ移動させて、芯金2に付着した不要端部3の発泡ゴムローラーを除去する。
【0010】
なお不要端部3の発泡ゴムローラーの除去方法は、不要端部3の発泡ゴムローラー外周面から芯金方向に移動させて除去するものに限らず、発泡ゴムローラーの無き箇所すなわち芯金2に発泡ゴムローラー1外周面から芯金方向に板状の押し当て部材7を移動させた状態を保持し、芯金2の軸方向に移動させて不要端部を除去することもできる。
【0011】
芯金2に付着した発泡ゴムローラー1の不要端部3の発泡ゴムローラーを除去した後、板状の押し当て部材7を芯金2から発泡ゴムローラー外周面方向に離間させ芯金端面に付着した不要端部3の発泡ゴムローラーを除去する。上記発泡ゴムローラー1の回転は、発泡ゴムローラー1の芯金2の両端を図1で示すようなチャック等の挟持部材4、5に取り付けて行われる。このときの発泡ゴムローラー1の周速度は、発泡ゴムローラー径15mm〜20mmに対し40mm/sec〜1600mm/secが好ましく、特には発泡ゴムローラー径16mmに対して周速度420mm/secが好ましい。
【0012】
使用する板状の押し当て部材7は、芯金硬度以下の硬度の材質からなるポリアミド材、ポリエーテルエーテルケトン(PEEK)材、アクリル材、ポリエチレンテレフタレート材を含む芯金2に対して傷を付けることの無い樹脂からなるもの使用され、芯金2に接触した状態で芯金方向への板状の押し当て部材7の移動速度は、50mm/sec〜250mm/secが好ましく、特には180mm/secが好ましい。また、芯金2への押し当て部材7の押付け圧力は10kgf/mm2〜50kgf/mm2が好ましく、特には20kgf/mm2が好ましい。
【0013】
本発明の発泡ゴムローラーの不要端部除去方法において、回転する発泡ゴムローラーに刃物を移動させ発泡ゴムローラーを切断した後、板状の押し当て部材7を不要端部の発泡ゴムローラー又は発泡ゴムローラーの無き箇所に発泡ゴムローラー外周面から芯金に向かい移動させた後、板状の押し当て部材7を芯金に接触させた状態を保持して芯金に沿って移動させて芯金に付着した不要端部3の発泡ゴムローラーを除去する。板状の押し当て部材7は、芯金2に対して傷を付けることの無い樹脂からなるものが使用され、容易に発泡ゴムローラーの不要端部の除去が行える。
【実施例】
【0014】
内径13mm、長さ260mmの円筒状の金型中央部に、直径5mm、長さ260mmの硫黄快削鋼の芯金をセットし、これにポリウレタンを下部から発泡させて160℃の型内で10分間硬化させて発泡ゴムローラーを製造した。こうして得られた発泡ゴムローラーを、図1で示すように、チャック4、5で挟持し、発泡ゴムローラー径16mmに対して周速度420mm/secで回転しながら、切断位置に厚み0.3mmの丸刃の刃物6を進入させ切断した後、板状の押し当て部材7として硬度HRR120、引張強さ10kgf/mm2、幅3mmのPEEK材を150mm/secで走行させ切断面に沿って発泡ゴムローラー外周面から芯金2方向に移動させ押付ける。このときの押付け圧力は20kgf/mm2でPEEK材を芯金2に接触させ、PEEK材を芯金2に接触させた状態を保持したまま、芯金2の外方へ180mm/secの速度で移動させて、芯金2に付着した不要端部3の発泡ゴムローラーを除去した。
【図面の簡単な説明】
【0015】
【図1】発泡ゴムローラーを製品部と不要端部に刃物で切断した後、板状の押し当て部材で除去する状態を示す説明図である。
【図2】発泡ゴムローラーの不要端部を除去するための板状押し当て部材の当て方を示す一例の説明図である。
【符号の説明】
【0016】
1 発泡ゴムローラー
2 芯金
3 不要端部
4、5 挟持部材
6 刃物
7 板状の押し当て部材
【特許請求の範囲】
【請求項1】
導電性芯金とこれを被覆してなる発泡ゴムローラーの不要端部除去方法であって、
該発泡ゴムローラーを回転させる工程、
該発泡ゴムローラーの不要端部位置に該導電性芯金に対して直交する切込みを入れる工程、
該発泡ゴムローラーの発泡ゴムローラー長軸に対して直交するように板状の押し当て部材を該不要端部外周面に接触させる工程、
該発泡ゴムローラーの該不要端部を除去する工程、
該不要端部を除去後、該押し当て部材を離間する工程、
を有することを特徴とする発泡ゴムローラーの不要端部除去方法。
【請求項2】
該板状の押し当て部材と該発泡ゴムローラー不要端部の該導電性芯金接合部との間で線状に該発泡ゴムローラーの回転によるシェアが係り、該接合部が剥がれる請求項1に記載の発泡ゴムローラーの不要端部除去方法。
【請求項1】
導電性芯金とこれを被覆してなる発泡ゴムローラーの不要端部除去方法であって、
該発泡ゴムローラーを回転させる工程、
該発泡ゴムローラーの不要端部位置に該導電性芯金に対して直交する切込みを入れる工程、
該発泡ゴムローラーの発泡ゴムローラー長軸に対して直交するように板状の押し当て部材を該不要端部外周面に接触させる工程、
該発泡ゴムローラーの該不要端部を除去する工程、
該不要端部を除去後、該押し当て部材を離間する工程、
を有することを特徴とする発泡ゴムローラーの不要端部除去方法。
【請求項2】
該板状の押し当て部材と該発泡ゴムローラー不要端部の該導電性芯金接合部との間で線状に該発泡ゴムローラーの回転によるシェアが係り、該接合部が剥がれる請求項1に記載の発泡ゴムローラーの不要端部除去方法。
【図1】



【図2】
【図2】
【公開番号】特開2006−113379(P2006−113379A)
【公開日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願番号】特願2004−301629(P2004−301629)
【出願日】平成16年10月15日(2004.10.15)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願日】平成16年10月15日(2004.10.15)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]