
発泡ゴム組成物及び発泡ゴム成形体

【課題】OBSHを配合してメタリック塗膜の変色の問題を解消するだけでなく、OBSHの多量配合による架橋密度の低下(成形性の低下)を抑え、さらには高温伸びを向上させて、離型時の割れを防止する。
【解決手段】EPDMのジエン量が5〜6.9質量%であるゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、加硫剤として硫黄供与型加硫剤が1〜7質量部配合された発泡ゴム組成物であり、発泡成形後の発泡ゴム成形体(例えばドアウエザストリップ10の型形成部12)の150℃での伸びが100%以上となるものである。
【解決手段】EPDMのジエン量が5〜6.9質量%であるゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、加硫剤として硫黄供与型加硫剤が1〜7質量部配合された発泡ゴム組成物であり、発泡成形後の発泡ゴム成形体(例えばドアウエザストリップ10の型形成部12)の150℃での伸びが100%以上となるものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発泡ゴム組成物と、該組成物で発泡成形された自動車用ウエザストリップの型成形部等の発泡ゴム成形体に関するものである。
【背景技術】
【0002】
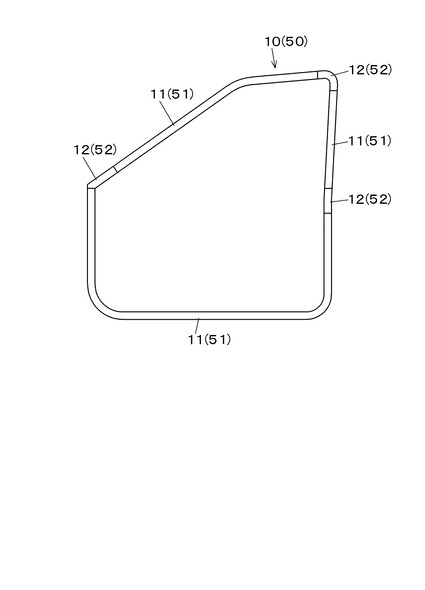
図1に示すように、自動車用ウエザストリップ50は、ソリッドゴム及び/又は発泡ゴムで押出成形した押出成形品51の端部どうしを、自動車のコーナー形状部等に対応する部位において、ソリッドゴム及び/又は発泡ゴムで型成形した型形成部52により接続して製造したものが多い。このウエザストリップにおける、特に発泡ゴムで型成形した型成形部52には、次の二つの問題があった。
【0003】
(1)メタリック塗膜の変色
このウエザストリップ(例えば図1に示すドアウエザストリップ50)を自動車の取付部(図2ではドア1)に取り付けると、発泡ゴムで成形した型成形部52が接触した自動車の接触部(例えばドア周りのボディ2)のメタリック塗膜3が、図2(c)に示すように黒っぽく変色して変色部4となる現象があった。その原因は、発泡ゴムに含まれた発泡剤の分解成分であるアンモニアや、発泡助剤である尿素などが、メタリック塗膜中にあるアルミニウム微細片を変質(酸化等)させるためであることが分かっている。従来、この発泡ゴムに多用されている発泡剤はアゾジカルボンアミド(ADCA)であり、それが分解するとアンモニアが発生するのである。
【0004】
(2)高温伸びの不足と離型時の割れ
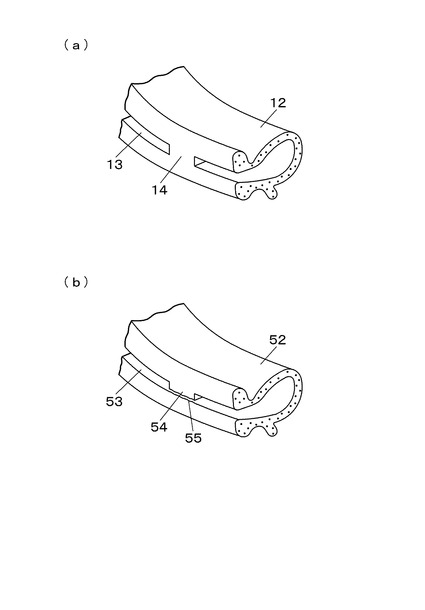
発泡ゴムで型成形した型成形部52は、型成形後の離型時に割れが発生しやすい。その原因は、従来の発泡ゴム組成物は高温での伸び特性が低いため(例えば150℃で伸び100%未満である)、製品温度がまだ高い離型時に引張破断するのである。例えば、図3(b)に示すように、型成形部52には、中空部を形成するための中子(図示略)を型成形後に抜き取るためのスリット53と、そのスリット53が使用時に開かないようするためのスリット途中の繋ぎ部54とが設けられるが、その繋ぎ部54に離型時に割れ55が発生し引き裂かれてしまう。そこで、繋ぎ部54を排除し、成形後、繋ぎ部54に相当する接合部を接着剤で接着する工程が必要になっていた。
【0005】
そこで従来においても、上記(1)メタリック塗膜の変色の対策として、アンモニアの発生量が少ない処方や、アンモニアを中和させる方法が用いられている。また、分解してもアンモニアが発生しない発泡剤として、p,p'−オキシビス・ベンゼンスルホニルヒドラジド(OBSH)を使用することが検討されている。例えば、
特許文献1には、EPDMに発泡剤OBSH2.5〜15部、硫黄1〜4部を配合した発泡ゴムローラが記載されている。
特許文献2には、非共役ジエン含有量が7wt%以上のEPDMにOBSHを配合した自動車用シール材が記載されている。
特許文献3には、ジチオカルバミン酸、チアゾール系、チオウレア系、モルホリン系、チウラム系加硫促進剤を配合したEPDMに、さらにOBSHを配合した発泡ゴム配合物が記載されている。
【特許文献1】特開2005−257881公報
【特許文献2】特開2005−097478公報
【特許文献3】特開平10−204201号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、発泡ゴムの発泡剤としてOBSHを多く配合すると、架橋密度が低下するという問題があった。また、上記(2)高温伸びとの不足と離型時の割れの問題については対策されていなかった。
【0007】
そこで、本発明の目的は、OBSHを配合してメタリック塗膜の変色の問題を解消するだけでなく、OBSHの多量配合による架橋密度の低下(成形性の低下)を抑え、さらには高温伸びを向上させて、離型時の割れを防止することにある。
【課題を解決するための手段】
【0008】
本発明は、上記の課題を解決するために、次の手段(1)〜(6)を採ったものである。
【0009】
(1)ジエン量が5〜6.9質量%であるEPDMゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、硫黄供与型加硫剤が1〜7質量部配合された発泡ゴム組成物。
(2)前記(1)において、前記硫黄供与型加硫剤とともに加硫剤としての硫黄が配合され、硫黄供与型加硫剤/硫黄=0.5〜3(重量比)である発泡ゴム組成物。
(3)前記(1)又は(2)において、前記硫黄供与型加硫剤がモルフォリン系加硫剤である発泡ゴム組成物。
(4)EPDMゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、発泡成形後の発泡ゴム成形体の150℃での伸びが100%以上となる発泡ゴム組成物。
(5)前記(1)〜(4)のいずれかの発泡ゴム組成物で発泡成形された発泡ゴム成形体。
(6)前記(5)の発泡ゴム成形体が自動車用ウエザストリップの型成形部である発泡ゴム成形体。
【0010】
[作用]
本発明による作用は、次のようなものであると考えられる。
(a)図4(a)にOBSHの熱分解機構を示す。発泡剤としてのOBSHは、熱分解(加熱することにより分解:分解温度約160℃)するときに窒素ガスが発生して発泡作用を奏するものである。一方、その分解時にアンモニアは発生しないので、OBSHの配合量が5質量部以上と多くても、メタリック塗膜中にあるアルミニウム微細片を変質(酸化等)させることはない。
【0011】
(b)一方、OBSHの配合量が5質量部以上と多いと、架橋密度が低下する。しかし、硫黄供与型加硫剤が1質量部以上配合されていると、架橋密度が高まるため、架橋密度の低下を抑えることができる。このメカニズムを説明すると、
(b1)前記図4(a)のとおり、OBSHが熱分解するときには、窒素ガスとともに酸性物質(p,p'−オキシビスベンゼンスルフィン酸)が発生する。一方、硫黄加硫系の発泡ゴム組成物には、必須の加硫促進助剤として亜鉛華(ZnO)が配合される。しかし、亜鉛華の一部が前記酸性物質(p,p'−オキシビスベンゼンスルフィン酸)と反応して亜鉛塩を形成してしまうため、亜鉛華が本来奏すべき加硫促進作用が弱くなり、加硫反応を進行しにくくすると考えられる。すなわち、前記酸性物質が加硫を阻害するため、OBSHの配合量が多いほど架橋密度が低下すると考えられる。そして、一般的なゴム用添加剤では、OBSHを多量に配合したことによる加硫トルクの減少を改善することは困難であった。
【0012】
(b2)しかしながら、硫黄供与型加硫剤(例えばモルフォリン系加硫剤)が1質量部以上配合されていると、以下に述べるように従来の知見とは反対の現象により、架橋密度が高まることが見出された。
図4(b)に示すモルフォリン系加硫剤(図示例は4,4’−ジチオ−ビス−ジモルフォリン、大内新興化学工業社製、商品名「バルノックR」)の活性硫黄含有量は27.1%(硫黄:1質量部はモルフォリン系加硫剤:3.7質量部に相当する)である。よって(OBSH未配合下において)、一般的に、硫黄配合量を硫黄供与型加硫剤へ同重量置換した場合、加硫速度は遅くなる(t90が大きくなる)、というのが従来の知見であった。
【0013】
しかし、本発明のようにOBSHの多量配合下においては、従来の知見とは反対の現象、すなわち硫黄より硫黄供与型加硫剤(例えばモルフォリン系加硫剤)の方が架橋反応に有効であることが確認できた。その理由は、次の推定1及び/又は推定2によるものと考えられる。
[推定1] 他ゴム配合剤存在下では相対的に加硫剤、発泡剤分解温度は低くなるが、硫黄(単味)は、OBSH(単味)分解温度(160℃)とほぼ同じ159℃にて開環し、活性硫黄を発生する。そのため、OBSH分解成分である酸性物質(p,p'−オキシビス・ベンゼンスルフィン酸)が発生と活性硫黄発生のタイミングが重なる。これに対して、モルフォリン系加硫剤は、図4(b)に示すように、OBSH分解温度(160℃)よりかなり高い温度(238℃)にて分解し、活性硫黄を放出する。このため、モルフォリン系加硫剤は前記OBSHの分解で生成する酸性物質(p,p'−オキシビス・ベンゼンスルフィン酸)が、図4(a)に示すように、ポリジチオフェニルエーテルと、ポリチオフェニルベンゼンスルホニルエーテルに分解された後、活性硫黄を放出するため、酸性物質(p,p'−オキシビス・ベンゼンスルフィン酸)の影響を受けにくいと推定される。
[推定2] 図4(b)に示すように、モルフォリン系加硫剤の分解物であるモルフォリン(塩基性物質)が、前記OBSHの分解で生成する酸性物質(p,p'−オキシビス・ベンゼンスルフィン酸)に対する中和作用を奏すると推定される。
【0014】
(c)硫黄供与型加硫剤(例えばモルフォリン系加硫剤)が多く配合されていると、発泡ゴム成形体の伸び(高温での伸びを含む)が低下する傾向となるが、硫黄供与型加硫剤の配合量の上限が7質量部であり、かつ、EPDMのジエン量が5〜6.9質量%であると、該伸びが向上し、例えば150℃での伸び100%以上が達成可能である。これにより、例えば発泡ゴム成形体に前記スリット及び繋ぎ部を形成する場合には、離型時に繋ぎ部が引き裂かれないので、従来のように繋ぎ部を排除し、成形後、繋ぎ部に相当する接合部を接着剤で接着する工程は不要となる。
【0015】
同手段における各要素の態様を、次に例示する。
1.EPDMゴム
EPDMのジエン量が5〜6.9質量%であることが好ましい。5質量部未満の場合、製品に必要な架橋密度が得られず、6.9質量部を超えると、発泡ゴム成形体の伸び(高温での伸びを含む)が低下する傾向となる。
【0016】
2.発泡剤
OBSHが5〜14質量部配合されることが好ましく、より好ましくは7〜12質量部である。5質量部未満では発泡作用が弱くなり、14質量部を越えると発泡作用が過剰になるとともに架橋密度が低下する傾向となる。
また、本発明の課題である塗膜変色の防止、架橋密度の確保、高温伸びの向上、を阻害しない範囲で、その他の発泡剤を配合することは許容される。
【0017】
3.加硫剤
硫黄供与型加硫剤が1〜7質量部配合されることが好ましく、より好ましくは1〜5質量部である。これが1質量部より少ないと架橋密度が低くなる傾向となり、7質量部を超えると伸びが低下する傾向となる。
硫黄供与型加硫剤としては、モルフォリン系の4,4’−ジチオ−ジ−モルフォリン、チウラム系のテトラメチルチウラムジスルフィド、ジペンタメチレンチウラムテトラスルフィドなどが例示できる。
また、硫黄供与型加硫剤と硫黄とを併用することが好ましく、硫黄供与型加硫剤/硫黄=0.5〜3(重量比)であることがより好ましい。
また、本発明の課題である塗膜変色の防止、架橋密度の確保、高温伸びの向上、を阻害しない範囲で、その他の加硫剤を配合することは許容される。
【0018】
4.発泡ゴム成形体
発泡ゴム成形体の具体的製品としては、特に限定されないが、自動車用ウエザストリップ(ドアウエザストリップ、オープニングトリム、ウィンドウウエザストリップ、ガラスラン等)の押出成形品又は型成形部(特に発泡剤の配合量の多い型成形部)、マッドガード、パッキン等を例示することができる。
【発明の効果】
【0019】
本発明によれば、OBSHを配合してメタリック塗膜の変色の問題を解消するだけでなく、OBSHの多量配合による架橋密度の低下(成形性の低下)を抑えることができ、さらには高温伸びを向上させて、離型時の割れを防止することができる。
【発明を実施するための最良の形態】
【0020】
EPDMのジエン量が5〜6.9質量%であるゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、加硫剤として硫黄供与型加硫剤が1〜7質量部配合(好ましくはモルフォリン系加硫剤1〜5質量部と硫黄0.5〜4重量部とがモルフォリン系加硫剤/硫黄=0.5〜3(重量比)で配合)された発泡ゴム組成物であり、発泡成形後の発泡ゴム成形体の150℃での伸びが100%以上となるものである。
【0021】
図1に、ソリッドゴム及び/又は発泡ゴムで押出成形した押出成形品11の端部どうしを、自動車のコーナー形状部等に対応する部位において、本発明の発泡ゴム組成物で型成形した型形成部12により接続して製造したウエザストリップ10(例えばドアウエザストリップ)を示す。
【0022】
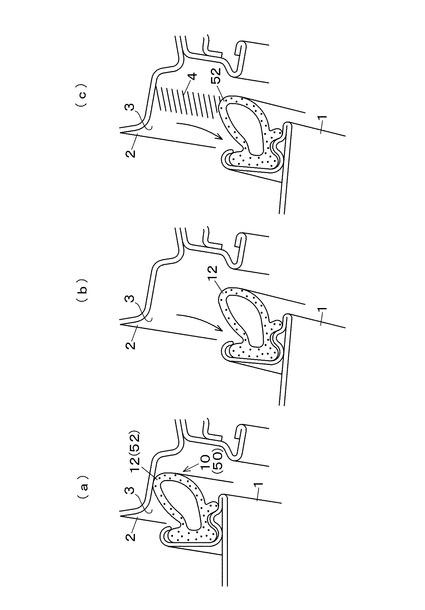
図2(a)に示すように、このドアウエザストリップ10を自動車の取付部(図2(b)ではドア1)に取り付ける。本発明の発泡ゴム組成物で成形した型成形部12が接触した自動車の接触部(例えばドア周りのボディ2)のメタリック塗膜3は、図2(b)に示すように変色することなく維持される。
【0023】
本発明の発泡ゴム組成物で型成形した型成形部12は、型成形後の離型時に割れが発生しにくい。高温での伸び特性が高いため(150℃で伸び100%以上)、製品温度がまだ高い離型時においても引張破断しないのである。このため、図3(a)に示すように、型成形部12には、中空部を形成するための中子(図示略)を型成形後に抜き取るためのスリット13と、そのスリット13が使用時に開かないようするためのスリット途中の繋ぎ部14とが設けられるが、その繋ぎ部14に離型時に割れは発生しない。よって、繋ぎ部14を排除し、成形後、繋ぎ部14に相当する接合部を接着剤で接着する工程は不要となる。
【実施例】
【0024】
表1に示す実施例1〜9と、表2及び表3に示す比較例1〜13の、各配合の発泡ゴム組成物を調整した。
これらの表において、EPDMゴム成分から発泡剤までの各配合物の配合量は質量部である。
また、各EPDMゴム名の括弧書きした数値はジエン(具体的にはエチリデンノルボルネン(ENB))の含有量(質量%)であり、その下の欄に記載したジエン含有量は(配合量ではなく)ゴム成分全体における値である。
【0025】
【表1】

【0026】
【表2】
【0027】
【表3】
【0028】
実施例1〜9と比較例1〜13の各発泡ゴム組成物を用いて、必要に応じて下記試験用の試験片を発泡成形し、それぞれの試験を行った。その結果を表1〜表3に併記する。
【0029】
1.塗膜変色
加硫ゴムをクリップにて塗板に圧着し、80℃×72時間、恒温槽中に保管した。その後塗板よりゴムを外し、50℃温水に24時間浸水させた後、目視にて変色有無を判定した。
【0030】
2.成形性
180℃×3分にて(肉厚2mm)成形した。材料を成形機投入3分後、型を開ける。上型と下型に成形品が張り付き、引き裂かれる現象があるものを×とした。
【0031】
3.150℃雰囲気中伸び
JIS K6251に準じ、ダンベル状2号形にて打ち抜いた加硫ゴムにて試験した。引張試験は150℃恒温槽中にて実施し、加硫ゴムを引っ張るまで12分間、150℃にて保温した。
【0032】
4.加硫トルク試験(MH)
JIS K6300−2に準じ、測定条件180℃×8分にて試験した。
【0033】
5.加硫速度(t90)
JIS K6300−2に準じ、測定条件180℃×8分にて試験した。
【0034】
例えば実施例1と比較例1との対比から分かるように、発泡剤としてADCAを使用した比較例1では塗膜変色が有ったが、発泡剤としてOBSHを使用した実施例1では塗膜変色が無かった。
【0035】
また、例えば実施例2〜6と比較例2〜9との対比から分かるように、加硫剤としてモルフォリン系加硫剤を配合しない、あるいは配合しても1質量部未満である比較例2〜9では、架橋密度が低いため成形性が悪い、また加硫速度が遅い等の問題があるのに対し、モルフォリン系加硫剤を1質量部以上配合した実施例2〜6では、これらの問題が無い。
【0036】
また、例えば実施例3、7〜9と比較例10〜13との対比から分かるように、ジエン含量が多い比較例10〜13では、150℃雰囲気中伸びが小さいのに対し、ジエン含量が5〜6.9質量%である実施例3、7〜9では、150℃雰囲気中伸びが大きい。
【0037】
なお、本発明は前記実施形態に限定されるものではなく、発明の趣旨から逸脱しない範囲で適宜変更して具体化することもできる。
【図面の簡単な説明】
【0038】
【図1】ドアウエザストリップの概略を示す正面図である。
【図2】ドアに取り付けた同ドアウエザストリップによる塗膜変色性を説明する斜視図である。
【図3】同ドアウエザストリップの割れ性を説明する斜視図である。
【図4】本発明の作用メカニズムを示す化学式である。
【符号の説明】
【0039】
10 ドアウエザストリップ
11 押出成形品
12 型形成部
【技術分野】
【0001】
本発明は、発泡ゴム組成物と、該組成物で発泡成形された自動車用ウエザストリップの型成形部等の発泡ゴム成形体に関するものである。
【背景技術】
【0002】
図1に示すように、自動車用ウエザストリップ50は、ソリッドゴム及び/又は発泡ゴムで押出成形した押出成形品51の端部どうしを、自動車のコーナー形状部等に対応する部位において、ソリッドゴム及び/又は発泡ゴムで型成形した型形成部52により接続して製造したものが多い。このウエザストリップにおける、特に発泡ゴムで型成形した型成形部52には、次の二つの問題があった。
【0003】
(1)メタリック塗膜の変色
このウエザストリップ(例えば図1に示すドアウエザストリップ50)を自動車の取付部(図2ではドア1)に取り付けると、発泡ゴムで成形した型成形部52が接触した自動車の接触部(例えばドア周りのボディ2)のメタリック塗膜3が、図2(c)に示すように黒っぽく変色して変色部4となる現象があった。その原因は、発泡ゴムに含まれた発泡剤の分解成分であるアンモニアや、発泡助剤である尿素などが、メタリック塗膜中にあるアルミニウム微細片を変質(酸化等)させるためであることが分かっている。従来、この発泡ゴムに多用されている発泡剤はアゾジカルボンアミド(ADCA)であり、それが分解するとアンモニアが発生するのである。
【0004】
(2)高温伸びの不足と離型時の割れ
発泡ゴムで型成形した型成形部52は、型成形後の離型時に割れが発生しやすい。その原因は、従来の発泡ゴム組成物は高温での伸び特性が低いため(例えば150℃で伸び100%未満である)、製品温度がまだ高い離型時に引張破断するのである。例えば、図3(b)に示すように、型成形部52には、中空部を形成するための中子(図示略)を型成形後に抜き取るためのスリット53と、そのスリット53が使用時に開かないようするためのスリット途中の繋ぎ部54とが設けられるが、その繋ぎ部54に離型時に割れ55が発生し引き裂かれてしまう。そこで、繋ぎ部54を排除し、成形後、繋ぎ部54に相当する接合部を接着剤で接着する工程が必要になっていた。
【0005】
そこで従来においても、上記(1)メタリック塗膜の変色の対策として、アンモニアの発生量が少ない処方や、アンモニアを中和させる方法が用いられている。また、分解してもアンモニアが発生しない発泡剤として、p,p'−オキシビス・ベンゼンスルホニルヒドラジド(OBSH)を使用することが検討されている。例えば、
特許文献1には、EPDMに発泡剤OBSH2.5〜15部、硫黄1〜4部を配合した発泡ゴムローラが記載されている。
特許文献2には、非共役ジエン含有量が7wt%以上のEPDMにOBSHを配合した自動車用シール材が記載されている。
特許文献3には、ジチオカルバミン酸、チアゾール系、チオウレア系、モルホリン系、チウラム系加硫促進剤を配合したEPDMに、さらにOBSHを配合した発泡ゴム配合物が記載されている。
【特許文献1】特開2005−257881公報
【特許文献2】特開2005−097478公報
【特許文献3】特開平10−204201号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、発泡ゴムの発泡剤としてOBSHを多く配合すると、架橋密度が低下するという問題があった。また、上記(2)高温伸びとの不足と離型時の割れの問題については対策されていなかった。
【0007】
そこで、本発明の目的は、OBSHを配合してメタリック塗膜の変色の問題を解消するだけでなく、OBSHの多量配合による架橋密度の低下(成形性の低下)を抑え、さらには高温伸びを向上させて、離型時の割れを防止することにある。
【課題を解決するための手段】
【0008】
本発明は、上記の課題を解決するために、次の手段(1)〜(6)を採ったものである。
【0009】
(1)ジエン量が5〜6.9質量%であるEPDMゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、硫黄供与型加硫剤が1〜7質量部配合された発泡ゴム組成物。
(2)前記(1)において、前記硫黄供与型加硫剤とともに加硫剤としての硫黄が配合され、硫黄供与型加硫剤/硫黄=0.5〜3(重量比)である発泡ゴム組成物。
(3)前記(1)又は(2)において、前記硫黄供与型加硫剤がモルフォリン系加硫剤である発泡ゴム組成物。
(4)EPDMゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、発泡成形後の発泡ゴム成形体の150℃での伸びが100%以上となる発泡ゴム組成物。
(5)前記(1)〜(4)のいずれかの発泡ゴム組成物で発泡成形された発泡ゴム成形体。
(6)前記(5)の発泡ゴム成形体が自動車用ウエザストリップの型成形部である発泡ゴム成形体。
【0010】
[作用]
本発明による作用は、次のようなものであると考えられる。
(a)図4(a)にOBSHの熱分解機構を示す。発泡剤としてのOBSHは、熱分解(加熱することにより分解:分解温度約160℃)するときに窒素ガスが発生して発泡作用を奏するものである。一方、その分解時にアンモニアは発生しないので、OBSHの配合量が5質量部以上と多くても、メタリック塗膜中にあるアルミニウム微細片を変質(酸化等)させることはない。
【0011】
(b)一方、OBSHの配合量が5質量部以上と多いと、架橋密度が低下する。しかし、硫黄供与型加硫剤が1質量部以上配合されていると、架橋密度が高まるため、架橋密度の低下を抑えることができる。このメカニズムを説明すると、
(b1)前記図4(a)のとおり、OBSHが熱分解するときには、窒素ガスとともに酸性物質(p,p'−オキシビスベンゼンスルフィン酸)が発生する。一方、硫黄加硫系の発泡ゴム組成物には、必須の加硫促進助剤として亜鉛華(ZnO)が配合される。しかし、亜鉛華の一部が前記酸性物質(p,p'−オキシビスベンゼンスルフィン酸)と反応して亜鉛塩を形成してしまうため、亜鉛華が本来奏すべき加硫促進作用が弱くなり、加硫反応を進行しにくくすると考えられる。すなわち、前記酸性物質が加硫を阻害するため、OBSHの配合量が多いほど架橋密度が低下すると考えられる。そして、一般的なゴム用添加剤では、OBSHを多量に配合したことによる加硫トルクの減少を改善することは困難であった。
【0012】
(b2)しかしながら、硫黄供与型加硫剤(例えばモルフォリン系加硫剤)が1質量部以上配合されていると、以下に述べるように従来の知見とは反対の現象により、架橋密度が高まることが見出された。
図4(b)に示すモルフォリン系加硫剤(図示例は4,4’−ジチオ−ビス−ジモルフォリン、大内新興化学工業社製、商品名「バルノックR」)の活性硫黄含有量は27.1%(硫黄:1質量部はモルフォリン系加硫剤:3.7質量部に相当する)である。よって(OBSH未配合下において)、一般的に、硫黄配合量を硫黄供与型加硫剤へ同重量置換した場合、加硫速度は遅くなる(t90が大きくなる)、というのが従来の知見であった。
【0013】
しかし、本発明のようにOBSHの多量配合下においては、従来の知見とは反対の現象、すなわち硫黄より硫黄供与型加硫剤(例えばモルフォリン系加硫剤)の方が架橋反応に有効であることが確認できた。その理由は、次の推定1及び/又は推定2によるものと考えられる。
[推定1] 他ゴム配合剤存在下では相対的に加硫剤、発泡剤分解温度は低くなるが、硫黄(単味)は、OBSH(単味)分解温度(160℃)とほぼ同じ159℃にて開環し、活性硫黄を発生する。そのため、OBSH分解成分である酸性物質(p,p'−オキシビス・ベンゼンスルフィン酸)が発生と活性硫黄発生のタイミングが重なる。これに対して、モルフォリン系加硫剤は、図4(b)に示すように、OBSH分解温度(160℃)よりかなり高い温度(238℃)にて分解し、活性硫黄を放出する。このため、モルフォリン系加硫剤は前記OBSHの分解で生成する酸性物質(p,p'−オキシビス・ベンゼンスルフィン酸)が、図4(a)に示すように、ポリジチオフェニルエーテルと、ポリチオフェニルベンゼンスルホニルエーテルに分解された後、活性硫黄を放出するため、酸性物質(p,p'−オキシビス・ベンゼンスルフィン酸)の影響を受けにくいと推定される。
[推定2] 図4(b)に示すように、モルフォリン系加硫剤の分解物であるモルフォリン(塩基性物質)が、前記OBSHの分解で生成する酸性物質(p,p'−オキシビス・ベンゼンスルフィン酸)に対する中和作用を奏すると推定される。
【0014】
(c)硫黄供与型加硫剤(例えばモルフォリン系加硫剤)が多く配合されていると、発泡ゴム成形体の伸び(高温での伸びを含む)が低下する傾向となるが、硫黄供与型加硫剤の配合量の上限が7質量部であり、かつ、EPDMのジエン量が5〜6.9質量%であると、該伸びが向上し、例えば150℃での伸び100%以上が達成可能である。これにより、例えば発泡ゴム成形体に前記スリット及び繋ぎ部を形成する場合には、離型時に繋ぎ部が引き裂かれないので、従来のように繋ぎ部を排除し、成形後、繋ぎ部に相当する接合部を接着剤で接着する工程は不要となる。
【0015】
同手段における各要素の態様を、次に例示する。
1.EPDMゴム
EPDMのジエン量が5〜6.9質量%であることが好ましい。5質量部未満の場合、製品に必要な架橋密度が得られず、6.9質量部を超えると、発泡ゴム成形体の伸び(高温での伸びを含む)が低下する傾向となる。
【0016】
2.発泡剤
OBSHが5〜14質量部配合されることが好ましく、より好ましくは7〜12質量部である。5質量部未満では発泡作用が弱くなり、14質量部を越えると発泡作用が過剰になるとともに架橋密度が低下する傾向となる。
また、本発明の課題である塗膜変色の防止、架橋密度の確保、高温伸びの向上、を阻害しない範囲で、その他の発泡剤を配合することは許容される。
【0017】
3.加硫剤
硫黄供与型加硫剤が1〜7質量部配合されることが好ましく、より好ましくは1〜5質量部である。これが1質量部より少ないと架橋密度が低くなる傾向となり、7質量部を超えると伸びが低下する傾向となる。
硫黄供与型加硫剤としては、モルフォリン系の4,4’−ジチオ−ジ−モルフォリン、チウラム系のテトラメチルチウラムジスルフィド、ジペンタメチレンチウラムテトラスルフィドなどが例示できる。
また、硫黄供与型加硫剤と硫黄とを併用することが好ましく、硫黄供与型加硫剤/硫黄=0.5〜3(重量比)であることがより好ましい。
また、本発明の課題である塗膜変色の防止、架橋密度の確保、高温伸びの向上、を阻害しない範囲で、その他の加硫剤を配合することは許容される。
【0018】
4.発泡ゴム成形体
発泡ゴム成形体の具体的製品としては、特に限定されないが、自動車用ウエザストリップ(ドアウエザストリップ、オープニングトリム、ウィンドウウエザストリップ、ガラスラン等)の押出成形品又は型成形部(特に発泡剤の配合量の多い型成形部)、マッドガード、パッキン等を例示することができる。
【発明の効果】
【0019】
本発明によれば、OBSHを配合してメタリック塗膜の変色の問題を解消するだけでなく、OBSHの多量配合による架橋密度の低下(成形性の低下)を抑えることができ、さらには高温伸びを向上させて、離型時の割れを防止することができる。
【発明を実施するための最良の形態】
【0020】
EPDMのジエン量が5〜6.9質量%であるゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、加硫剤として硫黄供与型加硫剤が1〜7質量部配合(好ましくはモルフォリン系加硫剤1〜5質量部と硫黄0.5〜4重量部とがモルフォリン系加硫剤/硫黄=0.5〜3(重量比)で配合)された発泡ゴム組成物であり、発泡成形後の発泡ゴム成形体の150℃での伸びが100%以上となるものである。
【0021】
図1に、ソリッドゴム及び/又は発泡ゴムで押出成形した押出成形品11の端部どうしを、自動車のコーナー形状部等に対応する部位において、本発明の発泡ゴム組成物で型成形した型形成部12により接続して製造したウエザストリップ10(例えばドアウエザストリップ)を示す。
【0022】
図2(a)に示すように、このドアウエザストリップ10を自動車の取付部(図2(b)ではドア1)に取り付ける。本発明の発泡ゴム組成物で成形した型成形部12が接触した自動車の接触部(例えばドア周りのボディ2)のメタリック塗膜3は、図2(b)に示すように変色することなく維持される。
【0023】
本発明の発泡ゴム組成物で型成形した型成形部12は、型成形後の離型時に割れが発生しにくい。高温での伸び特性が高いため(150℃で伸び100%以上)、製品温度がまだ高い離型時においても引張破断しないのである。このため、図3(a)に示すように、型成形部12には、中空部を形成するための中子(図示略)を型成形後に抜き取るためのスリット13と、そのスリット13が使用時に開かないようするためのスリット途中の繋ぎ部14とが設けられるが、その繋ぎ部14に離型時に割れは発生しない。よって、繋ぎ部14を排除し、成形後、繋ぎ部14に相当する接合部を接着剤で接着する工程は不要となる。
【実施例】
【0024】
表1に示す実施例1〜9と、表2及び表3に示す比較例1〜13の、各配合の発泡ゴム組成物を調整した。
これらの表において、EPDMゴム成分から発泡剤までの各配合物の配合量は質量部である。
また、各EPDMゴム名の括弧書きした数値はジエン(具体的にはエチリデンノルボルネン(ENB))の含有量(質量%)であり、その下の欄に記載したジエン含有量は(配合量ではなく)ゴム成分全体における値である。
【0025】
【表1】
【0026】
【表2】
【0027】
【表3】
【0028】
実施例1〜9と比較例1〜13の各発泡ゴム組成物を用いて、必要に応じて下記試験用の試験片を発泡成形し、それぞれの試験を行った。その結果を表1〜表3に併記する。
【0029】
1.塗膜変色
加硫ゴムをクリップにて塗板に圧着し、80℃×72時間、恒温槽中に保管した。その後塗板よりゴムを外し、50℃温水に24時間浸水させた後、目視にて変色有無を判定した。
【0030】
2.成形性
180℃×3分にて(肉厚2mm)成形した。材料を成形機投入3分後、型を開ける。上型と下型に成形品が張り付き、引き裂かれる現象があるものを×とした。
【0031】
3.150℃雰囲気中伸び
JIS K6251に準じ、ダンベル状2号形にて打ち抜いた加硫ゴムにて試験した。引張試験は150℃恒温槽中にて実施し、加硫ゴムを引っ張るまで12分間、150℃にて保温した。
【0032】
4.加硫トルク試験(MH)
JIS K6300−2に準じ、測定条件180℃×8分にて試験した。
【0033】
5.加硫速度(t90)
JIS K6300−2に準じ、測定条件180℃×8分にて試験した。
【0034】
例えば実施例1と比較例1との対比から分かるように、発泡剤としてADCAを使用した比較例1では塗膜変色が有ったが、発泡剤としてOBSHを使用した実施例1では塗膜変色が無かった。
【0035】
また、例えば実施例2〜6と比較例2〜9との対比から分かるように、加硫剤としてモルフォリン系加硫剤を配合しない、あるいは配合しても1質量部未満である比較例2〜9では、架橋密度が低いため成形性が悪い、また加硫速度が遅い等の問題があるのに対し、モルフォリン系加硫剤を1質量部以上配合した実施例2〜6では、これらの問題が無い。
【0036】
また、例えば実施例3、7〜9と比較例10〜13との対比から分かるように、ジエン含量が多い比較例10〜13では、150℃雰囲気中伸びが小さいのに対し、ジエン含量が5〜6.9質量%である実施例3、7〜9では、150℃雰囲気中伸びが大きい。
【0037】
なお、本発明は前記実施形態に限定されるものではなく、発明の趣旨から逸脱しない範囲で適宜変更して具体化することもできる。
【図面の簡単な説明】
【0038】
【図1】ドアウエザストリップの概略を示す正面図である。
【図2】ドアに取り付けた同ドアウエザストリップによる塗膜変色性を説明する斜視図である。
【図3】同ドアウエザストリップの割れ性を説明する斜視図である。
【図4】本発明の作用メカニズムを示す化学式である。
【符号の説明】
【0039】
10 ドアウエザストリップ
11 押出成形品
12 型形成部
【特許請求の範囲】
【請求項1】
ジエン量が5〜6.9質量%であるEPDMゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、硫黄供与型加硫剤が1〜7質量部配合された発泡ゴム組成物。
【請求項2】
前記硫黄供与型加硫剤とともに加硫剤としての硫黄が配合され、硫黄供与型加硫剤/硫黄=0.5〜3(重量比)である請求項1記載の発泡ゴム組成物。
【請求項3】
前記硫黄供与型加硫剤がモルフォリン系加硫剤である請求項1又は2記載の発泡ゴム組成物。
【請求項4】
EPDMゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、発泡成形後の発泡ゴム成形体の150℃での伸びが100%以上となる発泡ゴム組成物。
【請求項5】
請求項1〜4のいずれか一項に記載の発泡ゴム組成物で発泡成形された発泡ゴム成形体。
【請求項6】
前記発泡ゴム成形体が自動車用ウエザストリップの型成形部である請求項5記載の発泡ゴム成形体。
【請求項1】
ジエン量が5〜6.9質量%であるEPDMゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、硫黄供与型加硫剤が1〜7質量部配合された発泡ゴム組成物。
【請求項2】
前記硫黄供与型加硫剤とともに加硫剤としての硫黄が配合され、硫黄供与型加硫剤/硫黄=0.5〜3(重量比)である請求項1記載の発泡ゴム組成物。
【請求項3】
前記硫黄供与型加硫剤がモルフォリン系加硫剤である請求項1又は2記載の発泡ゴム組成物。
【請求項4】
EPDMゴム成分に、発泡剤としてのOBSHが5〜14質量部配合され、発泡成形後の発泡ゴム成形体の150℃での伸びが100%以上となる発泡ゴム組成物。
【請求項5】
請求項1〜4のいずれか一項に記載の発泡ゴム組成物で発泡成形された発泡ゴム成形体。
【請求項6】
前記発泡ゴム成形体が自動車用ウエザストリップの型成形部である請求項5記載の発泡ゴム成形体。
【図1】

【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2007−270023(P2007−270023A)
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願番号】特願2006−99138(P2006−99138)
【出願日】平成18年3月31日(2006.3.31)
【出願人】(000241463)豊田合成株式会社 (3,467)
【Fターム(参考)】
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願日】平成18年3月31日(2006.3.31)
【出願人】(000241463)豊田合成株式会社 (3,467)
【Fターム(参考)】
[ Back to top ]