
発泡ポリウレタンおよびその製造方法、ならびに発泡ポリウレタンで構成されたウレタン製マウント部材
【課題】耐加水分解性および耐ヘタリ性に優れた発泡ポリウレタンおよびその製造方法、ならびに該発泡ポリウレタンで構成されたウレタン製マウント部材を提供すること。
【解決手段】ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーとを含有する熱可塑性ポリウレタン組成物を溶融状態とし、これに超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより、発泡ポリウレタンとする。
【解決手段】ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーとを含有する熱可塑性ポリウレタン組成物を溶融状態とし、これに超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより、発泡ポリウレタンとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐加水分解性および耐ヘタリ性に優れた発泡ポリウレタンおよびその製造方法、ならびに該発泡ポリウレタンで構成されたウレタン製マウント部材に関する。
【背景技術】
【0002】
例えば、自動車のサスペンションにおいては、車体と車輪との間に生ずる変位量を弾性的に規制するために、弾性体で構成されたマウント部材を備えたマウント装置が配設されており、かかる弾性体としてはゴムが一般的に使用されている。しかし、近年においては、マウント装置の軽量化や、マウント部材が圧縮変形する際に発生する異音防止などの観点から、かかる弾性体として発泡ポリウレタンが使用される傾向がある。
【0003】
一般的に発泡ポリウレタンは、ポリエステル系ポリオールと、ポリイソシアネートと、発泡剤と、を含有する組成物を原料とし、発泡・硬化させることにより得られる。しかし、ポリエステル系ポリオールを必須成分として合成された発泡ポリウレタンをマウント部材として使用した場合、走行時などにおける水の付着や、空気中の水分の影響で、発泡ポリウレタンが経時的に加水分解を受ける傾向があり、結果として発泡ポリウレタンの弾性的な特性が悪化する、さらには破損する傾向があった。
【0004】
下記特許文献1では、発泡ウレタンとして、ポリエステル系ポリオールと、ポリイソシアネートと、発泡剤と、に加えて、フッ素系撥水剤を必須成分とする発泡性組成物を発泡・硬化させて得られた発泡ポリウレタンが記載されている。この発泡ポリウレタンは、必須成分としてフッ素系撥水剤を使用する点が最大の特徴であり、このような構成により、かかる特許文献1に記載の発明では、発泡ポリウレタンの耐加水分解性を向上することを目的としている。しかしながら、かかる特許文献1に記載の発泡ウレタンは、ポリエステル系ポリオールを必須成分とすることから、依然として加水分解を受け易かった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−293697号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記実情に鑑みてなされたものであり、その目的は、耐加水分解性および耐ヘタリ性に優れた発泡ポリウレタンおよびその製造方法、ならびに該発泡ポリウレタンで構成されたウレタン製マウント部材を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意検討した結果、以下に示す発泡ポリウレタンにより上記目的を達成できることを見出し、本発明を完成するに至った。
【0008】
即ち、本発明に係る発泡ポリウレタンは、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより得られる発泡ポリウレタンであって、前記熱可塑性ポリウレタン組成物が、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーと、を含有するものであることを特徴とする。
【0009】
上記発泡ポリウレタンは、熱可塑性ポリウレタンと、架橋剤として作用するイソシアネート末端プレポリマーとを含有する熱可塑性ポリウレタン組成物を原料として得られるため、発泡ポリウレタン中に三次元的な架橋構造が発現する。その結果、本発明に係る発泡ポリウレタンは、耐ヘタリ性に優れる。また、熱可塑性ポリウレタンが、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成され、イソシアネート末端プレポリマーが、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されているため、これらを含有する熱可塑性ポリウレタン組成物を原料として得られる発泡ポリウレタンは、耐加水分解性に優れる。さらに、本発明に係る発泡ポリウレタンは、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより得られるため、発泡状態が均一で、高い独泡率を有する。
【0010】
上記発泡ポリウレタンにおいて、前記熱可塑性ポリウレタン中のウレタン結合数(mol/kg)をU、前記イソシアネート末端プレポリマー中のイソシアネート基数(mol/kg)をIとしたとき、0.01≦I/U≦0.2であることが好ましい。I/Uが0.01未満である場合、0.2を超える場合のいずれであっても、得られる発泡ポリウレタンの耐ヘタリ性が悪化する場合がある。発泡ポリウレタンの耐ヘタリ性をより向上するためには、0.05≦I/U≦0.15であることが好ましい。
【0011】
上記発泡ポリウレタンにおいて、前記熱可塑性ポリウレタン組成物に対する前記非反応性ガスの混合量が0.01〜5重量%であることが好ましい。熱可塑性ポリウレタン組成物と非反応性ガスとの混合比が上記範囲内であると、所望の比重を有し、軽量化された発泡ポリウレタン、具体的には比重が0.4〜0.8である発泡ポリウレタンが得られる。
【0012】
また、本発明に係るウレタン製マウント部材は、上記いずれかに記載の発泡ポリウレタンで構成されたものである。上記のとおり、本発明に係る発泡ポリウレタンは、耐加水分解性および耐ヘタリ性に優れたものであるため、本発明に係るウレタン製マウント部材もやはり、耐加水分解性および耐ヘタリ性に優れる。その結果、本発明に係るウレタン製マウント部材は、優れた耐久性を有する。
【0013】
また、本発明に係る発泡ポリウレタンの製造方法は、熱可塑性ポリウレタン組成物を加熱により溶融状態とする溶融工程と、溶融状態の前記熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする溶解工程と、前記非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する射出成形工程と、を含む発泡ポリウレタンの製造方法であって、前記熱可塑性ポリウレタン組成物が、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーと、を含有することを特徴とする。
【0014】
一般的に、熱可塑性ポリウレタンと、架橋剤として作用するイソシアネート末端プレポリマートとを含有する熱可塑性ポリウレタン組成物を射出成形することにより無発泡ポリウレタンを製造すると、射出成形時の射出圧力が時間経過とともに上昇し、射出圧力が射出不可能な領域まで高くなる傾向がある。このため、熱可塑性ポリウレタンとイソシアネート末端プレポリマーとを含有する熱可塑性ポリウレタン組成物の射出成形は、生産性が低下するという問題があった。
【0015】
本発明に係る発泡ポリウレタンの製造方法では、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とした後(溶解工程)、非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する(射出成形工程)。ここで、溶解工程において、非反応性ガスが超臨界状態であると、溶融状態の熱可塑性ポリウレタン組成物に対する溶解拡散効果が大幅に高まり、短時間で溶融状態にある熱可塑性ポリウレタン樹脂組成物中に浸透する。これにより、熱可塑性ポリウレタン樹脂組成物の大幅な可塑化が可能となり、射出成形時の射出圧力を低減でき、発泡ポリウレタンの生産性を向上することができる。加えて、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーとを含有する熱可塑性ポリウレタン組成物を原料とすることにより、耐加水分解性および耐ヘタリ性に優れた発泡ポリウレタンを製造することができる。
【0016】
上記製造方法において、所望の形状を有する発泡ポリウレタンとなるように金型を設計することにより、容易にウレタン製マウント部材を製造することができる。
【図面の簡単な説明】
【0017】
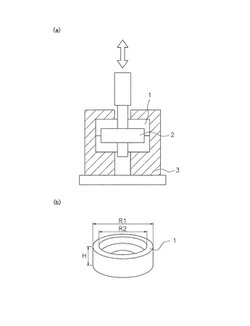
【図1】(a)耐久性の評価方法を表した図、(b)耐久性評価サンプルの形状を表した図
【発明を実施するための形態】
【0018】
本発明に係る発泡ポリウレタンは、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより得られる。熱可塑性ポリウレタン組成物は、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーとを含有する。
【0019】
ポリエーテル系ポリオールとしては、ポリプロピレングリコール、ポリテトラメチレングリコール、ポリヘキサメチレングリコールなどが挙げられる。ポリラクトン系ポリオールとしては、ポリカプロラクトングリコール、ポリプロピオラクトングリコール、ポリバレロラクトングリコールなどが挙げられる。ポリカーボネート系ポリオールとしては、エチレングリコール、プロピレングリコール、ブタンジオール、ペンタンジオール、ヘキサンジオール、オクタンジオール、ノナンジオールなどの多価アルコールと、ジエチレンカーボネート、ジプロピレンカーボネートなどとの脱アルコール反応により得られるポリオールが挙げられる。これらのポリエーテル系ポリオール、ポリラクトン系ポリオールまたはポリカーボネート系ポリオールは、単独で、あるいは2種以上のポリオールを混合して使用することができる。
【0020】
ポリイソシアネートとしては、ジフェニルメタンジイソシアネート、トルエンジイソシアネート、ナフタレンジイソシアネート、ジメチルジフェニルジイソシアネート、ヘキサメチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、フェニレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、キシレンジイソシアネート、イソホロンジイソシアネートなどが挙げられる。これらのポリイソシアネートは、単独で、あるいは2種以上のポリイソシアネートを混合して使用することができる。
【0021】
熱可塑性ポリウレタンは、上記必須成分に加えて、任意成分として他のポリオール、鎖延長剤などを含有する組成物から合成されたものであってもよい。但し、発泡ポリウレタンの耐加水分解性を向上するためには、アジペート系ポリオールを含有しない組成物から合成されたものであることが好ましい。
【0022】
鎖延長剤としては、両末端に活性水素を有する2官能性鎖延長剤を使用する。具体的には、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,3−ブタンジオール、1,6−ヘキサンジオール、3−メチル1,5−ペンタンジオール、ネオペンチルグリコール、メチルオクタンジオール、1,9−ノナンジオールなどの脂肪族ジオール類;1,4−シクロヘキサンジオールなどの脂環族ジオール類;1,4−ビス(β−ヒドロキシエトキシ)ベンゼン、ヒドロキノン、レゾルシン、クロロヒドロキノン、ブロモヒドロキノン、メチルヒドロキノン、フェニルヒドロキノン、メトキシヒドロキノン、フェノキシヒドロキノン、4,4’−ジヒドロキシビフェニル、4,4’−ジヒドロキシジフェニルエーテル、4,4’−ジヒドロキシジフェニルサルファイド、4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシベンゾフェノン、4,4’−ジヒドロキシジフェニルメタン、ビスフェノールA、1,1−ジ(4−ヒドロキシフェニル)シクロヘキサン、1,2−ビス(4−ヒドロキシフェノキシ)エタン、1,4−ジヒドロキシナフタリン、2,6−ジヒドロキシナフタリンなどの芳香族ジオールなどが挙げられる。これらの鎖延長剤は、単独で、あるいは2種以上の鎖延長剤を混合して使用することができる。
【0023】
イソシアネート末端プレポリマーとしては、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたものが挙げられ、ポリエーテル系ポリオールおよびポリイソシアネートとしては、上述したものと同じものを使用することができる。ここで、イソシアネート末端プレポリマーの分子量は、数平均分子量が3000以下であることが好ましく、2000以下であることがより好ましい。数平均分子量が3000を超えると、発泡ポリウレタンの耐ヘタリ性が悪化する場合がある。一方、イソシアネート末端プレポリマーの数平均分子量の下限は特に限定されるものではないが、常温にて固体状態である程度の数平均分子量、具体的には550以上であることが好ましい。
【0024】
本発明において、熱可塑性ポリウレタン中のウレタン結合数(mol/kg)をU、イソシアネート末端プレポリマー中のイソシアネート基数(mol/kg)をIとしたとき、0.01≦I/U≦0.2であることが好ましい。I/Uが0.01未満である場合、0.2を超える場合のいずれであっても、得られる発泡ポリウレタンの耐ヘタリ性が悪化する場合がある。加えて、I/Uが0.2を超える場合は、射出成形時の射出圧力が射出不可能な領域にまで上昇し、発泡ポリウレタンの生産性が悪化する場合がある。発泡ポリウレタンの耐ヘタリ性をより向上するためには、0.05≦I/U≦0.15であることが好ましい。
【0025】
熱可塑性ポリウレタン組成物は、上記熱可塑性ポリウレタンとイソシアネート末端プレポリマーとに加えて、必要に応じて任意成分として、ポリウレタン以外の他の熱可塑性樹脂、可塑剤、分散剤、相溶化剤、架橋剤、架橋助剤、プロセスオイル、顔料、酸化防止剤、補強材、着色剤、加水分解防止剤、整泡剤などを含有してもよい。
【0026】
熱可塑性樹脂としては、ポリスチレン、ブタジエン−スチレン共重合体、アクリロニトリル−スチレン共重合体、アクリロニトリル−ブタジエン−スチレン共重合体、ポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリブテン、ポリカーボネート、ポリアセタール、ポリフェニレンスルフィド、ポリフェニレンエーテル、ポリフェニレンオキシド、ポリビニルアルコール、ポリメチルメタクリレート、ポリエステル、ポリアミド、ポリイミド、ポリエーテルサルフォン、ポリエーテルエーテルケトンなどが挙げられる。熱可塑性樹脂を熱可塑性ポリウレタンとともに使用する場合、ポリウレタンの特性を良好に維持するためには、熱可塑性ポリウレタン100重量部に対して、熱可塑性樹脂の含有量は20重量部以下であることが好ましく、10重量部以下であることがより好ましい。
【0027】
ところで、本発明者らは発泡ポリウレタンのスキン層の厚みと、発泡ポリウレタンの耐加水分解性との関係につき鋭意検討したところ、スキン層の厚みが薄いと発泡ポリウレタンは加水分解を受け易く、耐加水分解性が悪化することを見出した。したがって、本発明に係る発泡ポリウレタンとしては、スキン層の厚みが50μm〜150μmであるものであると、耐加水分解性が特に優れるため好ましい。このようなスキン層の厚みを有する発泡ポリウレタンの製造方法については後述する。
【0028】
ここで、本発明において発泡ポリウレタンの「スキン層の厚み」とは、以下の方法により測定するものとする。
a)発泡ポリウレタンを、その表面に対して垂直に、鋭利な刃物で裁断した裁断面における算術平均粗さ(以下、「Ra」という)を、発泡ポリウレタン表面から垂直方向(厚み方向)に10μm間隔で、表面から1.5mm厚み位置まで順次測定する。Raは、非接触高速3次元形状測定システム(MAP−3D(コムス社製))を用いて、任意の厚み位置にて発泡ポリウレタン表面と平行に1mm長の断面形状にて測定(n=5)し、平均化することにより算出する。
b)発泡ポリウレタン表面から1.5mm厚み位置でのRaを測定する(この測定値を「基準Ra」とする)。
c)発泡ポリウレタン表面から垂直方向(厚み方向)に10μm間隔(厚み位置10μm、20μm・・・)で測定したRaが、0.3×(基準Ra)以下である厚み位置の中で、サンプル表面から最も離れた厚み位置までの厚みをスキン層の厚みとする。
【0029】
なお、発泡ポリウレタンの耐加水分解性をより向上するためには、発泡ポリウレタンの独泡率は70〜98%であることが好ましく、75〜95%であることがより好ましい。
【0030】
本発明に係る発泡ポリウレタンの製造方法は、熱可塑性ポリウレタン組成物を加熱により溶融状態とする溶融工程と、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする溶解工程と、非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する射出成形工程と、を含む。以下、各工程について射出成形により製造する例により説明する。
【0031】
(溶融工程)
まず、溶融工程において熱可塑性ポリウレタン組成物を加熱により溶融状態とする。具体的には、熱可塑性ポリウレタン組成物を、ホッパーなどより、射出成形機の樹脂溶融シリンダー内に送入し、熱可塑性ポリウレタン組成物の融点あるいは可塑化温度以上の温度、具体的には160〜240℃の温度にて加熱することにより溶融状態とする。
【0032】
(溶解工程)
つぎに、溶解工程において溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする。具体的には、射出成形機の樹脂溶融シリンダー内にて溶融状態に保たれた熱可塑性ポリウレタン組成物に、超臨界状態の窒素ガス、二酸化炭素ガスなどの非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする。例えば、超臨界状態の非反応性ガスは、液化(または気化)状態の非反応性ガスを貯蔵するボンベより定量ポンプに注入され、該定量ポンプ内で昇圧され、射出成形機の樹脂溶融シリンダー内にて溶融状態に保たれた熱可塑性ポリウレタン組成物に混合される。このとき、樹脂溶融シリンダー内に存在する非反応性ガスが超臨界状態であると、溶融状態の熱可塑性ポリウレタン組成物に対する溶解拡散効果が大幅に高まり、短時間で溶融状態にある熱可塑性ポリウレタン樹脂組成物中に浸透する。溶解工程において、射出成形機の樹脂溶融シリンダー内の設定温度は、非反応性ガス溶解熱可塑性ポリウレタン組成物の温度を160〜240℃の範囲内とするために、165〜245℃とすることが好ましい。
【0033】
溶解工程において、熱可塑性ポリウレタン組成物に対する非反応性ガスの混合量は0.01〜5重量%であることが好ましく、0.05〜3重量%であることがより好ましい。かかる製造方法によれば、所望の比重を有する発泡ポリウレタン、具体的には比重が0.40〜0.8である発泡ポリウレタンが得られる。
【0034】
(射出成形工程)
つぎに、射出成形工程において、非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する。具体的には、射出成形機の樹脂溶融シリンダー内に存在する非反応性ガス溶解熱可塑性ポリウレタン組成物を、例えば射出プランジャーを備える射出装置に送入し、かかる射出装置にて計量した後、金型内に射出する。本発明に係る製造方法においては、射出成形工程における非反応性ガス溶解熱可塑性ポリウレタン組成物の射出量と、非反応性ガス溶解熱可塑性ポリウレタン組成物中の非反応性ガスの混合量とを調整することにより、任意の比重および発泡倍率を有する発泡ウレタンを製造することができる。
【0035】
本発明においては、溶解工程での非反応性ガス溶解熱可塑性ポリウレタン組成物を160〜240℃の範囲内とし、射出成形工程での金型温度を20〜50℃の範囲内とすることが好ましい。このように温度条件を設定した場合、非反応性ガス溶解熱可塑性ポリウレタン組成物中の非反応性ガスが気化することで、熱可塑性ポリウレタン組成物が発泡するとともに、非反応性ガス溶解熱可塑性ポリウレタン組成物が金型内で急速に冷却され、十分な厚みを有するスキン層を備えた発泡ポリウレタンで構成されたウレタン製マウント部材、具体的には、厚みが50μm〜150μm、好ましくは100〜150μmであるスキン層を備え、耐加水分解性が向上した発泡ポリウレタンを製造することができる。
【0036】
射出成形工程での金型温度が20℃未満であると、金型に射出された非反応性ガス溶解熱可塑性ポリウレタン組成物の流動性が悪化し、得られる発泡ポリウレタンのスキン層表面が荒れたり、発泡ポリウレタンにてボイドが発生する傾向がある。一方、射出成形工程での金型温度が50℃を超えると、発泡ポリウレタンのスキン層厚みが薄くなる傾向がある。発泡ポリウレタンのスキン層の厚みをより確実に所望の範囲内に調整するためには、射出成形工程での金型温度を30〜45℃の範囲内とすることが好ましい。
【実施例】
【0037】
以下、本発明の構成と効果を具体的に示す実施例などについて説明する。なお、発泡ポリウレタンの諸物性の評価は、以下のようにして行った。
【0038】
(1)独泡率
発泡ポリウレタンを、スキン層を含まないように20×20×25mmのサンプル形状にて切り出し、空気比較式比重計930型(ベックマン社製)を使用して測定した。独泡率は、測定で得たカウンター値と、サンプル容積値とに基づき、以下の式より算出した。
(独泡率(%))=100×(カウンター値)/(サンプル容積値)
【0039】
(2)含水率
発泡ポリウレタンを、スキン層を含まないように20×20×25mmのサンプル形状にて切り出し、かかるサンプルの重量を測定した後、24時間水中に浸漬させた。その後、水中から取り出し、サンプル表面の水滴をふき取って重量を測定した。水中への浸漬前後での重量に基づき、以下の式より算出した。
(含水率(%))=100×((浸漬後重量)−(浸漬前重量))/(浸漬前重量)
(3)比重
発泡ポリウレタンを、スキン層を含まないように直径30mm×厚み12.5mmの円柱形状にて切り出し、Sartorius−LA230Sを使用して測定した。
【0040】
(4)耐加水分解性(湿熱劣化による引張強度保持率の半減期)
発泡ポリウレタンサンプル(100×50×3mmのスキン層を含まないシート形状)を、温度80℃/湿度95%の恒温恒湿槽内にて168時間(1週間)、504時間(3週間)、1008時間(6週間)、2016時間(12週間)、3024時間(18週間)、4032時間(24週間)養生し、その後恒温恒湿槽から取り出して、引張試験をJIS K−7312に準じて行い、引張強度を測定した。恒温恒湿槽で養生前のサンプルで測定した引張強度に対する養生後のサンプルの引張強度の保持率を算出して、横軸に養生時間、縦軸に引張強度保持率のグラフを作成し、その曲線において引張強度保持率が50%となるときの養生時間(引張強度保持率の半減期)を読み取った。なお、4032時間養生後の引張強度保持率が50%超の場合は、半減期を4000時間以上とする。発泡ポリウレタンの引張強度保持率の半減期が長時間であるほど、耐加水分解性を有する発泡ポリウレタンであることを意味する。
【0041】
(5)耐久性(湿熱劣化後の静的バネ定数変化率)
図1に示すとおり、予め静的バネ定数を測定したリング状発泡ポリウレタンサンプル1(形状:外径R1=55mm、内径R2=33mm、高さH=18mm;図1(b))2個(1セット)を、内筒2を挟み込みつつ外筒3内に設置し、温度80℃/湿度95%の恒温恒湿槽内にて168時間(1週間)養生し、その後恒温恒湿槽から取り出して、荷重±4900N、加振周波数2Hzで1万回振動を与えた時の静的バネ定数を測定した。なお、静的バネ定数Ksは、所定荷重をかけた状態から常温にて、JIS K6385に準拠して、静的特性試験の両方向負荷方式において、変位速度10mm/分で±4900Nの範囲の撓みを3回負荷し、3回目の負荷過程での荷重−撓みの関係を測定し、この関係を用いて同規格に記載の計算方法により、撓み範囲=±980Nで算出される。養生前の静的バネ定数と養生及び振動1万回後の静的バネ定数に基づき、以下の式より算出した。
(湿熱劣化後の静的バネ定数変化率(%))
=100×((養生及び振動1万回後の静的バネ定数)−(養生前の静的バネ定数))/(養生前の静的バネ定数)
【0042】
参考比較例1
ポリエステル系ポリオールであるポリエチレンアジペートポリエステルポリオール(「ポリライトODX−2402」、大日本インキ化学工業社製)85重量部と、ナフタレンジイソシアネート(「コスモネートND」、(三井化学ポリウレタン社製)25重量部とを予め反応させてNCO末端プレポリマーを合成した。次に、このNCO末端プレポリマーに、ポリエチレンアジペートポリエステルポリオール(「ポリライトODX−2402」、大日本インキ化学工業社製)15重量部と発泡剤(水)2重量部とを加えて撹拌した後、その混合物を75℃に設定した金型内に注入した。注入20分後、脱型して更にポストキュアを行って、発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0043】
実施例1
ポリテトラメチレングリコール、1,4−ブタンジオールおよびジフェニルメタンジイソシアネートを含有する組成物から合成された熱可塑性ポリウレタン(「E380−MNAT」、日本ポリウレタン工業社製)100重量部を、90℃にて5時間以上乾燥させた。この熱可塑性ポリウレタンと、ポリテトラメチレングリコールおよびジフェニルメタンジイソシアネートを含有する組成物から合成されたイソシアネート末端プレポリマー(「クロスネートEM30」(数平均分子量1800)、大日精化工業社製)10重量部とを、MuCell型射出成形機(日本製鋼所社製)のホッパーから樹脂溶融シリンダー内に送入して溶融し(溶融工程)、さらに超臨界状態の窒素ガス(非反応性ガス)を、熱可塑性ポリウレタン組成物に対して0.1重量%となるように樹脂溶融シリンダー内に送入して混合し、窒素ガス溶解熱可塑性ポリウレタン組成物とした(溶解工程)。イソシアネート末端プレポリマー中のイソシアネート基数(mol/kg)Iと、熱可塑性ポリウレタン中のウレタン結合数(mol/kg)Uとの比I/Uは0.08であった。また、溶解工程における樹脂溶融シリンダー内の設定温度は200℃に設定し、このときの窒素ガス溶解熱可塑性ポリウレタン組成物の温度は195℃であった。さらに、195℃の窒素ガス溶解熱可塑性ポリウレタン組成物を、40℃に設定した金型内に射出成形し、5分間放置後に金型より脱型して発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。また、射出成形時の射出圧力のピーク圧力(MPa)を測定した(n=15)。その結果を表2に示す。
【0044】
実施例2
イソシアネート末端プレポリマー(「クロスネートEM30」(数平均分子量1800)、大日精化工業社製)を、熱可塑性ポリウレタン(「E380−MNAT」、日本ポリウレタン工業社製)100重量部に対して15重量部使用し、I/Uが0.12である以外は、実施例1と同様の方法により発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0045】
実施例3
熱可塑性ポリウレタンとして、ポリヘキサメチレンカーボネートポリオールおよびジフェニルメタンジイソシアネートを含有する組成物から合成された熱可塑性ポリウレタン(「E980−PSID」、日本ポリウレタン社製)100重量部を使用し、イソシアネート末端プレポリマー(「クロスネートEM30」、大日精化工業社製)を15重量部使用し、I/Uが0.139である以外は、実施例1と同様の方法により発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0046】
比較例1
イソシアネート末端プレポリマーを使用しないこと(I/U=0)以外は実施例1と同様の方法により発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0047】
比較例2
イソシアネート末端プレポリマー(「クロスネートEM30」(数平均分子量1800)、大日精化工業社製)を、熱可塑性ポリウレタン(「E380−MNAT」、日本ポリウレタン工業社製)100重量部に対して30重量部使用し、I/Uが0.241である以外は、実施例1と同様の方法により発泡ポリウレタンを製造したところ、得られた発泡ポリウレタンは、その内部に大きなボイドが発生し、成形不良となった。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0048】
比較例3
熱可塑性ポリウレタンとして、ポリヘキサメチレンカーボネートポリオールおよびジフェニルメタンジイソシアネートを含有する組成物から合成された熱可塑性ポリウレタン(「E980−PSID」、日本ポリウレタン社製)を使用し、イソシアネート末端プレポリマーを使用しないこと(I/U=0)以外は実施例1と同様の方法により発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0049】
比較例4
超臨界状態の窒素ガスを使用しないこと(熱可塑性ポリウレタン組成物に対する非反応性ガスの混合量が0重量%)以外は実施例1と同様の方法により無発泡ポリウレタンを製造した。かかる無発泡ポリウレタンを射出成形する際の射出圧力のピーク圧力(MPa)を測定した(n=15)。その結果を表2に示す。
【0050】
【表1】

【0051】
表1の結果から、実施例1〜3の発泡ポリウレタンは、いずれも耐加水分解性および耐久性に優れることがわかる。一方、参考比較例1の発泡ポリウレタンは、実施例1〜3の発泡ポリウレタンに比べて、スキン層の厚みが極端に薄く、耐加水分解性が悪化し、かつ耐久性も悪化した。また、比較例1および比較例3の発泡ポリウレタンは、架橋剤として作用するイソシアネート末端プレポリマーを含有しないため、実施例1〜3の発泡ポリウレタンに比べて、耐久性が悪化した。なお、比較例2の発泡ポリウレタンを製造する際、射出成形時の射出圧力が徐々に高まり、発泡ポリウレタンの生産性が悪化した。また、比較例2の発泡ポリウレタンは、架橋剤として作用するイソシアネート末端プレポリマーの含有量が多いため、実施例1〜3の発泡ポリウレタンに比べて、やはり耐久性が悪化した。
【0052】
【表2】
【0053】
表2の結果から、比較例4の無発泡ポリウレタンを射出成形する際、時間経過とともに徐々に射出圧力が高くなり、ショット回数14回目以降は射出成形が不可能となった。加えて、比較例4の無発泡ポリウレタンを射出成形する場合、平均的に射出圧力が高いため、射出速度を高く設定できなかった。その結果、時間当たりの射出成形サイクルを早めることができず、生産性が大幅に悪化した。一方、実施例1の発泡ポリウレタンを射出成形する際の射出圧力の平均値は、90.04(MPa)であり、比較例4の場合に比べて射出成形する際の射出圧力を、略半減することができた。このため、射出成形機の樹脂溶融シリンダー内のスクリュー回転速度をある程度早く維持することができる。その結果、時間当たりの射出成形サイクルを早めることができ、生産性が大幅に向上した。
【符号の説明】
【0054】
1:リング状発泡ポリウレタンサンプル
2:内筒
3:外筒
【技術分野】
【0001】
本発明は、耐加水分解性および耐ヘタリ性に優れた発泡ポリウレタンおよびその製造方法、ならびに該発泡ポリウレタンで構成されたウレタン製マウント部材に関する。
【背景技術】
【0002】
例えば、自動車のサスペンションにおいては、車体と車輪との間に生ずる変位量を弾性的に規制するために、弾性体で構成されたマウント部材を備えたマウント装置が配設されており、かかる弾性体としてはゴムが一般的に使用されている。しかし、近年においては、マウント装置の軽量化や、マウント部材が圧縮変形する際に発生する異音防止などの観点から、かかる弾性体として発泡ポリウレタンが使用される傾向がある。
【0003】
一般的に発泡ポリウレタンは、ポリエステル系ポリオールと、ポリイソシアネートと、発泡剤と、を含有する組成物を原料とし、発泡・硬化させることにより得られる。しかし、ポリエステル系ポリオールを必須成分として合成された発泡ポリウレタンをマウント部材として使用した場合、走行時などにおける水の付着や、空気中の水分の影響で、発泡ポリウレタンが経時的に加水分解を受ける傾向があり、結果として発泡ポリウレタンの弾性的な特性が悪化する、さらには破損する傾向があった。
【0004】
下記特許文献1では、発泡ウレタンとして、ポリエステル系ポリオールと、ポリイソシアネートと、発泡剤と、に加えて、フッ素系撥水剤を必須成分とする発泡性組成物を発泡・硬化させて得られた発泡ポリウレタンが記載されている。この発泡ポリウレタンは、必須成分としてフッ素系撥水剤を使用する点が最大の特徴であり、このような構成により、かかる特許文献1に記載の発明では、発泡ポリウレタンの耐加水分解性を向上することを目的としている。しかしながら、かかる特許文献1に記載の発泡ウレタンは、ポリエステル系ポリオールを必須成分とすることから、依然として加水分解を受け易かった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−293697号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記実情に鑑みてなされたものであり、その目的は、耐加水分解性および耐ヘタリ性に優れた発泡ポリウレタンおよびその製造方法、ならびに該発泡ポリウレタンで構成されたウレタン製マウント部材を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意検討した結果、以下に示す発泡ポリウレタンにより上記目的を達成できることを見出し、本発明を完成するに至った。
【0008】
即ち、本発明に係る発泡ポリウレタンは、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより得られる発泡ポリウレタンであって、前記熱可塑性ポリウレタン組成物が、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーと、を含有するものであることを特徴とする。
【0009】
上記発泡ポリウレタンは、熱可塑性ポリウレタンと、架橋剤として作用するイソシアネート末端プレポリマーとを含有する熱可塑性ポリウレタン組成物を原料として得られるため、発泡ポリウレタン中に三次元的な架橋構造が発現する。その結果、本発明に係る発泡ポリウレタンは、耐ヘタリ性に優れる。また、熱可塑性ポリウレタンが、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成され、イソシアネート末端プレポリマーが、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されているため、これらを含有する熱可塑性ポリウレタン組成物を原料として得られる発泡ポリウレタンは、耐加水分解性に優れる。さらに、本発明に係る発泡ポリウレタンは、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより得られるため、発泡状態が均一で、高い独泡率を有する。
【0010】
上記発泡ポリウレタンにおいて、前記熱可塑性ポリウレタン中のウレタン結合数(mol/kg)をU、前記イソシアネート末端プレポリマー中のイソシアネート基数(mol/kg)をIとしたとき、0.01≦I/U≦0.2であることが好ましい。I/Uが0.01未満である場合、0.2を超える場合のいずれであっても、得られる発泡ポリウレタンの耐ヘタリ性が悪化する場合がある。発泡ポリウレタンの耐ヘタリ性をより向上するためには、0.05≦I/U≦0.15であることが好ましい。
【0011】
上記発泡ポリウレタンにおいて、前記熱可塑性ポリウレタン組成物に対する前記非反応性ガスの混合量が0.01〜5重量%であることが好ましい。熱可塑性ポリウレタン組成物と非反応性ガスとの混合比が上記範囲内であると、所望の比重を有し、軽量化された発泡ポリウレタン、具体的には比重が0.4〜0.8である発泡ポリウレタンが得られる。
【0012】
また、本発明に係るウレタン製マウント部材は、上記いずれかに記載の発泡ポリウレタンで構成されたものである。上記のとおり、本発明に係る発泡ポリウレタンは、耐加水分解性および耐ヘタリ性に優れたものであるため、本発明に係るウレタン製マウント部材もやはり、耐加水分解性および耐ヘタリ性に優れる。その結果、本発明に係るウレタン製マウント部材は、優れた耐久性を有する。
【0013】
また、本発明に係る発泡ポリウレタンの製造方法は、熱可塑性ポリウレタン組成物を加熱により溶融状態とする溶融工程と、溶融状態の前記熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする溶解工程と、前記非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する射出成形工程と、を含む発泡ポリウレタンの製造方法であって、前記熱可塑性ポリウレタン組成物が、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーと、を含有することを特徴とする。
【0014】
一般的に、熱可塑性ポリウレタンと、架橋剤として作用するイソシアネート末端プレポリマートとを含有する熱可塑性ポリウレタン組成物を射出成形することにより無発泡ポリウレタンを製造すると、射出成形時の射出圧力が時間経過とともに上昇し、射出圧力が射出不可能な領域まで高くなる傾向がある。このため、熱可塑性ポリウレタンとイソシアネート末端プレポリマーとを含有する熱可塑性ポリウレタン組成物の射出成形は、生産性が低下するという問題があった。
【0015】
本発明に係る発泡ポリウレタンの製造方法では、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とした後(溶解工程)、非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する(射出成形工程)。ここで、溶解工程において、非反応性ガスが超臨界状態であると、溶融状態の熱可塑性ポリウレタン組成物に対する溶解拡散効果が大幅に高まり、短時間で溶融状態にある熱可塑性ポリウレタン樹脂組成物中に浸透する。これにより、熱可塑性ポリウレタン樹脂組成物の大幅な可塑化が可能となり、射出成形時の射出圧力を低減でき、発泡ポリウレタンの生産性を向上することができる。加えて、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーとを含有する熱可塑性ポリウレタン組成物を原料とすることにより、耐加水分解性および耐ヘタリ性に優れた発泡ポリウレタンを製造することができる。
【0016】
上記製造方法において、所望の形状を有する発泡ポリウレタンとなるように金型を設計することにより、容易にウレタン製マウント部材を製造することができる。
【図面の簡単な説明】
【0017】
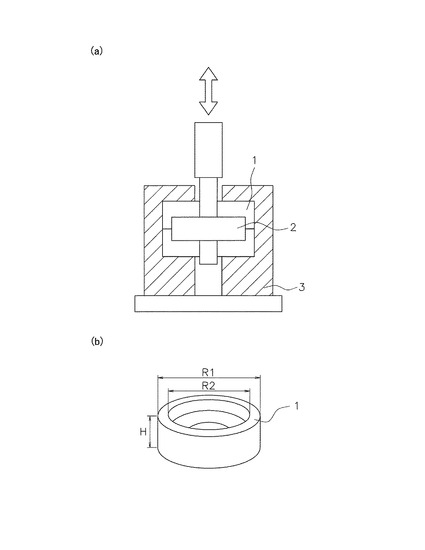
【図1】(a)耐久性の評価方法を表した図、(b)耐久性評価サンプルの形状を表した図
【発明を実施するための形態】
【0018】
本発明に係る発泡ポリウレタンは、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより得られる。熱可塑性ポリウレタン組成物は、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーとを含有する。
【0019】
ポリエーテル系ポリオールとしては、ポリプロピレングリコール、ポリテトラメチレングリコール、ポリヘキサメチレングリコールなどが挙げられる。ポリラクトン系ポリオールとしては、ポリカプロラクトングリコール、ポリプロピオラクトングリコール、ポリバレロラクトングリコールなどが挙げられる。ポリカーボネート系ポリオールとしては、エチレングリコール、プロピレングリコール、ブタンジオール、ペンタンジオール、ヘキサンジオール、オクタンジオール、ノナンジオールなどの多価アルコールと、ジエチレンカーボネート、ジプロピレンカーボネートなどとの脱アルコール反応により得られるポリオールが挙げられる。これらのポリエーテル系ポリオール、ポリラクトン系ポリオールまたはポリカーボネート系ポリオールは、単独で、あるいは2種以上のポリオールを混合して使用することができる。
【0020】
ポリイソシアネートとしては、ジフェニルメタンジイソシアネート、トルエンジイソシアネート、ナフタレンジイソシアネート、ジメチルジフェニルジイソシアネート、ヘキサメチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、フェニレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、キシレンジイソシアネート、イソホロンジイソシアネートなどが挙げられる。これらのポリイソシアネートは、単独で、あるいは2種以上のポリイソシアネートを混合して使用することができる。
【0021】
熱可塑性ポリウレタンは、上記必須成分に加えて、任意成分として他のポリオール、鎖延長剤などを含有する組成物から合成されたものであってもよい。但し、発泡ポリウレタンの耐加水分解性を向上するためには、アジペート系ポリオールを含有しない組成物から合成されたものであることが好ましい。
【0022】
鎖延長剤としては、両末端に活性水素を有する2官能性鎖延長剤を使用する。具体的には、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,3−ブタンジオール、1,6−ヘキサンジオール、3−メチル1,5−ペンタンジオール、ネオペンチルグリコール、メチルオクタンジオール、1,9−ノナンジオールなどの脂肪族ジオール類;1,4−シクロヘキサンジオールなどの脂環族ジオール類;1,4−ビス(β−ヒドロキシエトキシ)ベンゼン、ヒドロキノン、レゾルシン、クロロヒドロキノン、ブロモヒドロキノン、メチルヒドロキノン、フェニルヒドロキノン、メトキシヒドロキノン、フェノキシヒドロキノン、4,4’−ジヒドロキシビフェニル、4,4’−ジヒドロキシジフェニルエーテル、4,4’−ジヒドロキシジフェニルサルファイド、4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシベンゾフェノン、4,4’−ジヒドロキシジフェニルメタン、ビスフェノールA、1,1−ジ(4−ヒドロキシフェニル)シクロヘキサン、1,2−ビス(4−ヒドロキシフェノキシ)エタン、1,4−ジヒドロキシナフタリン、2,6−ジヒドロキシナフタリンなどの芳香族ジオールなどが挙げられる。これらの鎖延長剤は、単独で、あるいは2種以上の鎖延長剤を混合して使用することができる。
【0023】
イソシアネート末端プレポリマーとしては、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたものが挙げられ、ポリエーテル系ポリオールおよびポリイソシアネートとしては、上述したものと同じものを使用することができる。ここで、イソシアネート末端プレポリマーの分子量は、数平均分子量が3000以下であることが好ましく、2000以下であることがより好ましい。数平均分子量が3000を超えると、発泡ポリウレタンの耐ヘタリ性が悪化する場合がある。一方、イソシアネート末端プレポリマーの数平均分子量の下限は特に限定されるものではないが、常温にて固体状態である程度の数平均分子量、具体的には550以上であることが好ましい。
【0024】
本発明において、熱可塑性ポリウレタン中のウレタン結合数(mol/kg)をU、イソシアネート末端プレポリマー中のイソシアネート基数(mol/kg)をIとしたとき、0.01≦I/U≦0.2であることが好ましい。I/Uが0.01未満である場合、0.2を超える場合のいずれであっても、得られる発泡ポリウレタンの耐ヘタリ性が悪化する場合がある。加えて、I/Uが0.2を超える場合は、射出成形時の射出圧力が射出不可能な領域にまで上昇し、発泡ポリウレタンの生産性が悪化する場合がある。発泡ポリウレタンの耐ヘタリ性をより向上するためには、0.05≦I/U≦0.15であることが好ましい。
【0025】
熱可塑性ポリウレタン組成物は、上記熱可塑性ポリウレタンとイソシアネート末端プレポリマーとに加えて、必要に応じて任意成分として、ポリウレタン以外の他の熱可塑性樹脂、可塑剤、分散剤、相溶化剤、架橋剤、架橋助剤、プロセスオイル、顔料、酸化防止剤、補強材、着色剤、加水分解防止剤、整泡剤などを含有してもよい。
【0026】
熱可塑性樹脂としては、ポリスチレン、ブタジエン−スチレン共重合体、アクリロニトリル−スチレン共重合体、アクリロニトリル−ブタジエン−スチレン共重合体、ポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリブテン、ポリカーボネート、ポリアセタール、ポリフェニレンスルフィド、ポリフェニレンエーテル、ポリフェニレンオキシド、ポリビニルアルコール、ポリメチルメタクリレート、ポリエステル、ポリアミド、ポリイミド、ポリエーテルサルフォン、ポリエーテルエーテルケトンなどが挙げられる。熱可塑性樹脂を熱可塑性ポリウレタンとともに使用する場合、ポリウレタンの特性を良好に維持するためには、熱可塑性ポリウレタン100重量部に対して、熱可塑性樹脂の含有量は20重量部以下であることが好ましく、10重量部以下であることがより好ましい。
【0027】
ところで、本発明者らは発泡ポリウレタンのスキン層の厚みと、発泡ポリウレタンの耐加水分解性との関係につき鋭意検討したところ、スキン層の厚みが薄いと発泡ポリウレタンは加水分解を受け易く、耐加水分解性が悪化することを見出した。したがって、本発明に係る発泡ポリウレタンとしては、スキン層の厚みが50μm〜150μmであるものであると、耐加水分解性が特に優れるため好ましい。このようなスキン層の厚みを有する発泡ポリウレタンの製造方法については後述する。
【0028】
ここで、本発明において発泡ポリウレタンの「スキン層の厚み」とは、以下の方法により測定するものとする。
a)発泡ポリウレタンを、その表面に対して垂直に、鋭利な刃物で裁断した裁断面における算術平均粗さ(以下、「Ra」という)を、発泡ポリウレタン表面から垂直方向(厚み方向)に10μm間隔で、表面から1.5mm厚み位置まで順次測定する。Raは、非接触高速3次元形状測定システム(MAP−3D(コムス社製))を用いて、任意の厚み位置にて発泡ポリウレタン表面と平行に1mm長の断面形状にて測定(n=5)し、平均化することにより算出する。
b)発泡ポリウレタン表面から1.5mm厚み位置でのRaを測定する(この測定値を「基準Ra」とする)。
c)発泡ポリウレタン表面から垂直方向(厚み方向)に10μm間隔(厚み位置10μm、20μm・・・)で測定したRaが、0.3×(基準Ra)以下である厚み位置の中で、サンプル表面から最も離れた厚み位置までの厚みをスキン層の厚みとする。
【0029】
なお、発泡ポリウレタンの耐加水分解性をより向上するためには、発泡ポリウレタンの独泡率は70〜98%であることが好ましく、75〜95%であることがより好ましい。
【0030】
本発明に係る発泡ポリウレタンの製造方法は、熱可塑性ポリウレタン組成物を加熱により溶融状態とする溶融工程と、溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする溶解工程と、非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する射出成形工程と、を含む。以下、各工程について射出成形により製造する例により説明する。
【0031】
(溶融工程)
まず、溶融工程において熱可塑性ポリウレタン組成物を加熱により溶融状態とする。具体的には、熱可塑性ポリウレタン組成物を、ホッパーなどより、射出成形機の樹脂溶融シリンダー内に送入し、熱可塑性ポリウレタン組成物の融点あるいは可塑化温度以上の温度、具体的には160〜240℃の温度にて加熱することにより溶融状態とする。
【0032】
(溶解工程)
つぎに、溶解工程において溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする。具体的には、射出成形機の樹脂溶融シリンダー内にて溶融状態に保たれた熱可塑性ポリウレタン組成物に、超臨界状態の窒素ガス、二酸化炭素ガスなどの非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする。例えば、超臨界状態の非反応性ガスは、液化(または気化)状態の非反応性ガスを貯蔵するボンベより定量ポンプに注入され、該定量ポンプ内で昇圧され、射出成形機の樹脂溶融シリンダー内にて溶融状態に保たれた熱可塑性ポリウレタン組成物に混合される。このとき、樹脂溶融シリンダー内に存在する非反応性ガスが超臨界状態であると、溶融状態の熱可塑性ポリウレタン組成物に対する溶解拡散効果が大幅に高まり、短時間で溶融状態にある熱可塑性ポリウレタン樹脂組成物中に浸透する。溶解工程において、射出成形機の樹脂溶融シリンダー内の設定温度は、非反応性ガス溶解熱可塑性ポリウレタン組成物の温度を160〜240℃の範囲内とするために、165〜245℃とすることが好ましい。
【0033】
溶解工程において、熱可塑性ポリウレタン組成物に対する非反応性ガスの混合量は0.01〜5重量%であることが好ましく、0.05〜3重量%であることがより好ましい。かかる製造方法によれば、所望の比重を有する発泡ポリウレタン、具体的には比重が0.40〜0.8である発泡ポリウレタンが得られる。
【0034】
(射出成形工程)
つぎに、射出成形工程において、非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する。具体的には、射出成形機の樹脂溶融シリンダー内に存在する非反応性ガス溶解熱可塑性ポリウレタン組成物を、例えば射出プランジャーを備える射出装置に送入し、かかる射出装置にて計量した後、金型内に射出する。本発明に係る製造方法においては、射出成形工程における非反応性ガス溶解熱可塑性ポリウレタン組成物の射出量と、非反応性ガス溶解熱可塑性ポリウレタン組成物中の非反応性ガスの混合量とを調整することにより、任意の比重および発泡倍率を有する発泡ウレタンを製造することができる。
【0035】
本発明においては、溶解工程での非反応性ガス溶解熱可塑性ポリウレタン組成物を160〜240℃の範囲内とし、射出成形工程での金型温度を20〜50℃の範囲内とすることが好ましい。このように温度条件を設定した場合、非反応性ガス溶解熱可塑性ポリウレタン組成物中の非反応性ガスが気化することで、熱可塑性ポリウレタン組成物が発泡するとともに、非反応性ガス溶解熱可塑性ポリウレタン組成物が金型内で急速に冷却され、十分な厚みを有するスキン層を備えた発泡ポリウレタンで構成されたウレタン製マウント部材、具体的には、厚みが50μm〜150μm、好ましくは100〜150μmであるスキン層を備え、耐加水分解性が向上した発泡ポリウレタンを製造することができる。
【0036】
射出成形工程での金型温度が20℃未満であると、金型に射出された非反応性ガス溶解熱可塑性ポリウレタン組成物の流動性が悪化し、得られる発泡ポリウレタンのスキン層表面が荒れたり、発泡ポリウレタンにてボイドが発生する傾向がある。一方、射出成形工程での金型温度が50℃を超えると、発泡ポリウレタンのスキン層厚みが薄くなる傾向がある。発泡ポリウレタンのスキン層の厚みをより確実に所望の範囲内に調整するためには、射出成形工程での金型温度を30〜45℃の範囲内とすることが好ましい。
【実施例】
【0037】
以下、本発明の構成と効果を具体的に示す実施例などについて説明する。なお、発泡ポリウレタンの諸物性の評価は、以下のようにして行った。
【0038】
(1)独泡率
発泡ポリウレタンを、スキン層を含まないように20×20×25mmのサンプル形状にて切り出し、空気比較式比重計930型(ベックマン社製)を使用して測定した。独泡率は、測定で得たカウンター値と、サンプル容積値とに基づき、以下の式より算出した。
(独泡率(%))=100×(カウンター値)/(サンプル容積値)
【0039】
(2)含水率
発泡ポリウレタンを、スキン層を含まないように20×20×25mmのサンプル形状にて切り出し、かかるサンプルの重量を測定した後、24時間水中に浸漬させた。その後、水中から取り出し、サンプル表面の水滴をふき取って重量を測定した。水中への浸漬前後での重量に基づき、以下の式より算出した。
(含水率(%))=100×((浸漬後重量)−(浸漬前重量))/(浸漬前重量)
(3)比重
発泡ポリウレタンを、スキン層を含まないように直径30mm×厚み12.5mmの円柱形状にて切り出し、Sartorius−LA230Sを使用して測定した。
【0040】
(4)耐加水分解性(湿熱劣化による引張強度保持率の半減期)
発泡ポリウレタンサンプル(100×50×3mmのスキン層を含まないシート形状)を、温度80℃/湿度95%の恒温恒湿槽内にて168時間(1週間)、504時間(3週間)、1008時間(6週間)、2016時間(12週間)、3024時間(18週間)、4032時間(24週間)養生し、その後恒温恒湿槽から取り出して、引張試験をJIS K−7312に準じて行い、引張強度を測定した。恒温恒湿槽で養生前のサンプルで測定した引張強度に対する養生後のサンプルの引張強度の保持率を算出して、横軸に養生時間、縦軸に引張強度保持率のグラフを作成し、その曲線において引張強度保持率が50%となるときの養生時間(引張強度保持率の半減期)を読み取った。なお、4032時間養生後の引張強度保持率が50%超の場合は、半減期を4000時間以上とする。発泡ポリウレタンの引張強度保持率の半減期が長時間であるほど、耐加水分解性を有する発泡ポリウレタンであることを意味する。
【0041】
(5)耐久性(湿熱劣化後の静的バネ定数変化率)
図1に示すとおり、予め静的バネ定数を測定したリング状発泡ポリウレタンサンプル1(形状:外径R1=55mm、内径R2=33mm、高さH=18mm;図1(b))2個(1セット)を、内筒2を挟み込みつつ外筒3内に設置し、温度80℃/湿度95%の恒温恒湿槽内にて168時間(1週間)養生し、その後恒温恒湿槽から取り出して、荷重±4900N、加振周波数2Hzで1万回振動を与えた時の静的バネ定数を測定した。なお、静的バネ定数Ksは、所定荷重をかけた状態から常温にて、JIS K6385に準拠して、静的特性試験の両方向負荷方式において、変位速度10mm/分で±4900Nの範囲の撓みを3回負荷し、3回目の負荷過程での荷重−撓みの関係を測定し、この関係を用いて同規格に記載の計算方法により、撓み範囲=±980Nで算出される。養生前の静的バネ定数と養生及び振動1万回後の静的バネ定数に基づき、以下の式より算出した。
(湿熱劣化後の静的バネ定数変化率(%))
=100×((養生及び振動1万回後の静的バネ定数)−(養生前の静的バネ定数))/(養生前の静的バネ定数)
【0042】
参考比較例1
ポリエステル系ポリオールであるポリエチレンアジペートポリエステルポリオール(「ポリライトODX−2402」、大日本インキ化学工業社製)85重量部と、ナフタレンジイソシアネート(「コスモネートND」、(三井化学ポリウレタン社製)25重量部とを予め反応させてNCO末端プレポリマーを合成した。次に、このNCO末端プレポリマーに、ポリエチレンアジペートポリエステルポリオール(「ポリライトODX−2402」、大日本インキ化学工業社製)15重量部と発泡剤(水)2重量部とを加えて撹拌した後、その混合物を75℃に設定した金型内に注入した。注入20分後、脱型して更にポストキュアを行って、発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0043】
実施例1
ポリテトラメチレングリコール、1,4−ブタンジオールおよびジフェニルメタンジイソシアネートを含有する組成物から合成された熱可塑性ポリウレタン(「E380−MNAT」、日本ポリウレタン工業社製)100重量部を、90℃にて5時間以上乾燥させた。この熱可塑性ポリウレタンと、ポリテトラメチレングリコールおよびジフェニルメタンジイソシアネートを含有する組成物から合成されたイソシアネート末端プレポリマー(「クロスネートEM30」(数平均分子量1800)、大日精化工業社製)10重量部とを、MuCell型射出成形機(日本製鋼所社製)のホッパーから樹脂溶融シリンダー内に送入して溶融し(溶融工程)、さらに超臨界状態の窒素ガス(非反応性ガス)を、熱可塑性ポリウレタン組成物に対して0.1重量%となるように樹脂溶融シリンダー内に送入して混合し、窒素ガス溶解熱可塑性ポリウレタン組成物とした(溶解工程)。イソシアネート末端プレポリマー中のイソシアネート基数(mol/kg)Iと、熱可塑性ポリウレタン中のウレタン結合数(mol/kg)Uとの比I/Uは0.08であった。また、溶解工程における樹脂溶融シリンダー内の設定温度は200℃に設定し、このときの窒素ガス溶解熱可塑性ポリウレタン組成物の温度は195℃であった。さらに、195℃の窒素ガス溶解熱可塑性ポリウレタン組成物を、40℃に設定した金型内に射出成形し、5分間放置後に金型より脱型して発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。また、射出成形時の射出圧力のピーク圧力(MPa)を測定した(n=15)。その結果を表2に示す。
【0044】
実施例2
イソシアネート末端プレポリマー(「クロスネートEM30」(数平均分子量1800)、大日精化工業社製)を、熱可塑性ポリウレタン(「E380−MNAT」、日本ポリウレタン工業社製)100重量部に対して15重量部使用し、I/Uが0.12である以外は、実施例1と同様の方法により発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0045】
実施例3
熱可塑性ポリウレタンとして、ポリヘキサメチレンカーボネートポリオールおよびジフェニルメタンジイソシアネートを含有する組成物から合成された熱可塑性ポリウレタン(「E980−PSID」、日本ポリウレタン社製)100重量部を使用し、イソシアネート末端プレポリマー(「クロスネートEM30」、大日精化工業社製)を15重量部使用し、I/Uが0.139である以外は、実施例1と同様の方法により発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0046】
比較例1
イソシアネート末端プレポリマーを使用しないこと(I/U=0)以外は実施例1と同様の方法により発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0047】
比較例2
イソシアネート末端プレポリマー(「クロスネートEM30」(数平均分子量1800)、大日精化工業社製)を、熱可塑性ポリウレタン(「E380−MNAT」、日本ポリウレタン工業社製)100重量部に対して30重量部使用し、I/Uが0.241である以外は、実施例1と同様の方法により発泡ポリウレタンを製造したところ、得られた発泡ポリウレタンは、その内部に大きなボイドが発生し、成形不良となった。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0048】
比較例3
熱可塑性ポリウレタンとして、ポリヘキサメチレンカーボネートポリオールおよびジフェニルメタンジイソシアネートを含有する組成物から合成された熱可塑性ポリウレタン(「E980−PSID」、日本ポリウレタン社製)を使用し、イソシアネート末端プレポリマーを使用しないこと(I/U=0)以外は実施例1と同様の方法により発泡ポリウレタンを製造した。かかる発泡ポリウレタンを使用して、上記特性評価を行った結果を表1に示す。
【0049】
比較例4
超臨界状態の窒素ガスを使用しないこと(熱可塑性ポリウレタン組成物に対する非反応性ガスの混合量が0重量%)以外は実施例1と同様の方法により無発泡ポリウレタンを製造した。かかる無発泡ポリウレタンを射出成形する際の射出圧力のピーク圧力(MPa)を測定した(n=15)。その結果を表2に示す。
【0050】
【表1】
【0051】
表1の結果から、実施例1〜3の発泡ポリウレタンは、いずれも耐加水分解性および耐久性に優れることがわかる。一方、参考比較例1の発泡ポリウレタンは、実施例1〜3の発泡ポリウレタンに比べて、スキン層の厚みが極端に薄く、耐加水分解性が悪化し、かつ耐久性も悪化した。また、比較例1および比較例3の発泡ポリウレタンは、架橋剤として作用するイソシアネート末端プレポリマーを含有しないため、実施例1〜3の発泡ポリウレタンに比べて、耐久性が悪化した。なお、比較例2の発泡ポリウレタンを製造する際、射出成形時の射出圧力が徐々に高まり、発泡ポリウレタンの生産性が悪化した。また、比較例2の発泡ポリウレタンは、架橋剤として作用するイソシアネート末端プレポリマーの含有量が多いため、実施例1〜3の発泡ポリウレタンに比べて、やはり耐久性が悪化した。
【0052】
【表2】
【0053】
表2の結果から、比較例4の無発泡ポリウレタンを射出成形する際、時間経過とともに徐々に射出圧力が高くなり、ショット回数14回目以降は射出成形が不可能となった。加えて、比較例4の無発泡ポリウレタンを射出成形する場合、平均的に射出圧力が高いため、射出速度を高く設定できなかった。その結果、時間当たりの射出成形サイクルを早めることができず、生産性が大幅に悪化した。一方、実施例1の発泡ポリウレタンを射出成形する際の射出圧力の平均値は、90.04(MPa)であり、比較例4の場合に比べて射出成形する際の射出圧力を、略半減することができた。このため、射出成形機の樹脂溶融シリンダー内のスクリュー回転速度をある程度早く維持することができる。その結果、時間当たりの射出成形サイクルを早めることができ、生産性が大幅に向上した。
【符号の説明】
【0054】
1:リング状発泡ポリウレタンサンプル
2:内筒
3:外筒
【特許請求の範囲】
【請求項1】
溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより得られる発泡ポリウレタンであって、
前記熱可塑性ポリウレタン組成物が、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーと、を含有するものであることを特徴とする発泡ポリウレタン。
【請求項2】
前記熱可塑性ポリウレタン中のウレタン結合数(mol/kg)をU、前記イソシアネート末端プレポリマー中のイソシアネート基数(mol/kg)をIとしたとき、0.01≦I/U≦0.2である請求項1に記載の発泡ポリウレタン。
【請求項3】
前記熱可塑性ポリウレタン組成物に対する前記非反応性ガスの混合量が0.01〜5重量%である請求項1または2に記載の発泡ポリウレタン。
【請求項4】
請求項1〜3のいずれかに記載の発泡ポリウレタンで構成されたウレタン製マウント部材。
【請求項5】
熱可塑性ポリウレタン組成物を加熱により溶融状態とする溶融工程と、溶融状態の前記熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする溶解工程と、前記非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する射出成形工程と、を含む発泡ポリウレタンの製造方法であって、
前記熱可塑性ポリウレタン組成物が、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーと、を含有することを特徴とする発泡ポリウレタンの製造方法。
【請求項1】
溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより得られる発泡ポリウレタンであって、
前記熱可塑性ポリウレタン組成物が、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーと、を含有するものであることを特徴とする発泡ポリウレタン。
【請求項2】
前記熱可塑性ポリウレタン中のウレタン結合数(mol/kg)をU、前記イソシアネート末端プレポリマー中のイソシアネート基数(mol/kg)をIとしたとき、0.01≦I/U≦0.2である請求項1に記載の発泡ポリウレタン。
【請求項3】
前記熱可塑性ポリウレタン組成物に対する前記非反応性ガスの混合量が0.01〜5重量%である請求項1または2に記載の発泡ポリウレタン。
【請求項4】
請求項1〜3のいずれかに記載の発泡ポリウレタンで構成されたウレタン製マウント部材。
【請求項5】
熱可塑性ポリウレタン組成物を加熱により溶融状態とする溶融工程と、溶融状態の前記熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合し、非反応性ガス溶解熱可塑性ポリウレタン組成物とする溶解工程と、前記非反応性ガス溶解熱可塑性ポリウレタン組成物を金型に射出成形する射出成形工程と、を含む発泡ポリウレタンの製造方法であって、
前記熱可塑性ポリウレタン組成物が、ポリエーテル系ポリオール、ポリラクトン系ポリオールおよびポリカーボネート系ポリオールの少なくとも1種のポリオール、ならびにポリイソシアネートを必須成分として合成された熱可塑性ポリウレタンと、ポリエーテル系ポリオールおよびポリイソシアネートを必須成分として合成されたイソシアネート末端プレポリマーと、を含有することを特徴とする発泡ポリウレタンの製造方法。
【図1】

【公開番号】特開2010−195868(P2010−195868A)
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願番号】特願2009−39727(P2009−39727)
【出願日】平成21年2月23日(2009.2.23)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願日】平成21年2月23日(2009.2.23)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
[ Back to top ]