
発泡体、該発泡体の製造装置、該発泡体を用いた発泡金属の製造方法及び発泡金属の製造装置
【課題】
溶融された金属の内部に発泡剤がコーティングされたり充填された発泡体を持続的に供給して連続的な発泡金属の製造を可能とする発泡体と該発泡体の製造装置、並びに該発泡体を用いた発泡金属の製造方法及び製造装置を提供する。
【解決手段】
本発明の発泡体は溶融された金属に連続的に発泡剤を供給するためのもので、発泡金属を形成するために溶融された金属と実質的に同じ金属よりなるストリップまたは棒状の母材と、該母材に長手方向に形成された充填部に充填された発泡剤と、を備える。これにより、発泡金属の製造時、溶融金属に発泡体を供給することによって母材が溶融されながら発泡剤を供給して良質の発泡金属を製造することができる。
溶融された金属の内部に発泡剤がコーティングされたり充填された発泡体を持続的に供給して連続的な発泡金属の製造を可能とする発泡体と該発泡体の製造装置、並びに該発泡体を用いた発泡金属の製造方法及び製造装置を提供する。
【解決手段】
本発明の発泡体は溶融された金属に連続的に発泡剤を供給するためのもので、発泡金属を形成するために溶融された金属と実質的に同じ金属よりなるストリップまたは棒状の母材と、該母材に長手方向に形成された充填部に充填された発泡剤と、を備える。これにより、発泡金属の製造時、溶融金属に発泡体を供給することによって母材が溶融されながら発泡剤を供給して良質の発泡金属を製造することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は発泡体と発泡体を用いた発泡金属の製造方法に係り、さらに詳しくは溶融された金属の内部に発泡剤がコーティングされたり充填された発泡体を持続的に供給して連続的な発泡金属の製造を可能とする発泡体と該発泡体の製造装置並びに該発泡体を用いた発泡金属の製造方法及び製造装置に関する。
【背景技術】
【0002】
一般に、発泡金属は内部に数多くの気孔が形成されている金属である。このような発泡金属は内部に多数の気孔を有しているので、比重が極めて軽く、気孔によって吸音性及び防音性、衝撃吸収性に優れる。
【0003】
このため、発泡金属は吸音及び防音を必要とする騒音防止用建築内装材及び防音材として用いられ、衝撃吸収及び軽量によって自動車、船舶、航空機などに有用に使われている。
【0004】
発泡金属の代表的な例としては、発泡アルミニウムが挙げられる。発泡アルミニウムは気孔率が80%以上であり、比重が0.2ないし1.0の範囲である。この発泡金属は剛性があり、耐火耐熱性及び加工性に優れて有望な発泡金属として注目されている。
【0005】
発泡金属の製造は金属を加熱して溶融させた溶融金属にガス及び発泡剤を供給して気泡を分布させ、気泡が分布された状態で溶融金属を冷却することによって行われる。
【0006】
特許文献1には連続式発泡金属の製造方法及び装置が開示されている。開示された従来の発泡金属の製造方法及び装置は溶融金属に増粘剤が混合されて貯蔵される増粘炉と、増粘炉の上部に設けられて増粘炉に貯蔵された溶融金属と増粘剤を攪拌する攪拌器と、増粘炉から溶融金属を供給されて発泡させる発泡炉と、発泡炉内にガスをメンブレインを介して供給するガス管と、発泡炉内に供給されたガスを分散/微細化する電子攪拌装置と、発泡炉の排出口を介して排出される溶融金属を引き抜いて移送するローラと、ローラにより引き抜かれた溶融金属を冷却する冷却手段と、を備える。
【0007】
また、特許文献2には低圧連続式発泡金属の製造方法及び装置が開示されている。
【0008】
開示された発泡金属の製造装置は増粘炉と、増粘炉に設けられた攪拌器、発泡炉、発泡炉内にガスをメンブレインを介して供給するガス管と、ローラ及び冷却手段が備えられ、発泡炉にメンブレインを介して流入されるガスが均一に分散されるように発泡炉にガス攪拌器がさらに具備されている。
【0009】
しかし、従来の技術はメンブレインを介して噴射されるガスの圧力がメンブレインに働く溶融金属の圧力以上になるべきであり、溶融金属に一定形態やサイズの気孔を形成できるべきなので、実質的にガスの噴射圧力制御が相当にややこしかった。そして、ガス圧力がメンブレインの全面に均一に働くようにすべき困難があった。
【0010】
これに、一定圧力以上でガスを溶融金属に供給させ、ガスが供給された状態でガス攪拌器及び電子攪拌装置を用いて供給されたガスが溶融金属で均一に分散されるようにした。
【0011】
しかし、このような攪拌だけではガスを溶融金属に均一に分散させるのに限界がある。また、別のガス攪拌器及び電子攪拌装置などの構成の増加によって製造装置の構造及び製造方法が複雑になる問題点がある。
【0012】
一方、供給されるガスに便乗して溶融金属内に供給される発泡剤はメンブレインの微細な気孔を介して円滑に排出できなくなる問題点があり、発泡剤が溶融金属内に供給されても前記攪拌だけで溶融金属に均一に分布させるのに限界がある。
【0013】
このような点に鑑みて、本発明者は特許文献3に発泡金属の連続製造装置及びその方法を改良して出願したことがある。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】韓国登録特許第0592533号
【特許文献2】韓国公開特許第2002-0034327号
【特許文献3】韓国特許出願2008-007941号
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明は前述した従来の技術の問題点を解決するために案出されたもので、その目的は溶融された金属に発泡体の形態を有し、発泡体を持続的に溶湯の内部に供給して気泡が溶融された金属の内部に均一に発生及び分布可能にする発泡体、該発泡体の製造装置、該発泡体を用いた発泡金属の製造方法及び発泡金属の製造装置を提供するところにある。
【0016】
本発明の他の目的は、発泡体を用いて発泡剤を溶融金属に持続的に供給することによって発泡金属よりなる発泡板材(slab, strip...)の連続生産を可能として生産性を向上させ、発泡金属の製造コストを画期的に節減できる発泡体、該発泡体の製造装置、該発泡体を用いた発泡金属の製造方法及び発泡金属の製造装置を提供するところにある。
【課題を解決するための手段】
【0017】
前述した目的を達成するための本発明の発泡体は、溶融された金属に連続的に発泡剤を供給するためのもので、発泡金属を形成するために溶融された金属と実質的に同じ金属よりなるストリップまたは棒状の母材と、該母材にその長手方向に形成された充填部に充填された発泡剤と、を備えてなることをその特徴とする。
【0018】
本発明において、前記母材に形成された充填部は母材の外周面に長手方向にグルーブが形成され、該グルーブに発泡剤が充填され、前記母材の外周面には母材と同じ金属よりなる被覆層が形成される。そして、前記充填部は母材が波形でベンディングされてなる。
【0019】
そして、前述した目的を達成するための本発明の発泡体の製造装置は、発泡金属を形成するための溶融金属と同じ材質よりなるストリップ状の母材の両側に設けられて前記母材を波形で折り曲げるためのベンディング手段と、波形でベンディングされて形成された母材の引き込み部に発泡剤を充填させる発泡剤充填手段と、前記発泡剤が母材から離脱することを防止するために母材と実質的に同じ材質よりなる被覆層を形成するための被覆層形成手段と、を備えてなることを特徴とする。
【0020】
前述した目的を達成するために、本発明の発泡体を用いた発泡金属の製造方法は、前記発泡させるための金属を溶融させる発泡金属溶融段階と、前記溶融された金属と実質的に同じ金属よりなるストリップまたは棒状の母材と、該母材にその長手方向に形成された充填部に充填された発泡剤を有する発泡体を前記溶融金属に連続的に供給して母材を溶融させながら溶融金属を発泡させる金属発泡段階と、前記発泡された金属を成形する発泡金属の成形段階と、を含んでなることを特徴とする。
【0021】
前記金属発泡段階において、前記発泡体は溶融金属に発泡体の供給時前記母材が溶融しつつ発泡剤が溶融金属に供給されるようにする発泡剤供給段階をさらに具備する。
【0022】
前記発泡体を用いた発泡金属の製造装置は発泡金属を形成するための金属を溶融する溶融炉と、前記溶融炉で溶融された金属が供給される反応炉と、前記溶融金属の発泡反応のために前記溶融金属と実質的に同じ金属よりなる母材と、該母材に形成された充填部に充填された発泡剤を含む発泡体を前記反応炉内に供給する発泡体供給部と、前記反応炉から吐き出された発泡された溶融金属を冷間圧延する圧延器を具備し、前記反応炉は前記溶融金属が投入されうる投入口と、前記発泡剤により発泡された溶融金属が排出される排出口及び前記投入口と排出口とを連結し溶融金属が移動する流路を提供する流動路が形成された本体と、該本体に設けられて前記流動路を通過する溶融金属が前記排出口を介して排出される前に凝固しないように加熱する加熱部材と、を含む。
【発明の効果】
【0023】
以上説明したように本発明によれば、本発明に係る発泡体は溶融された金属に発泡剤を効率よくかつ持続的に供給できるので、発泡金属の生産性を向上することができる。
また、溶融金属内に発泡剤が均一に分散されて発泡されることによって、気孔形態及びサイズが既存の製品に比べて向上された良質の発泡金属を製造できる長所がある。
本発明は発泡剤を粉末状で供給せず、発泡のための金属と同じ金属に発泡剤が充填された発泡体を用いて溶融金属に発泡剤を供給することができるので、発泡金属の連続生産が可能であり、ひいては生産設備を単純化することができる。
【図面の簡単な説明】
【0024】
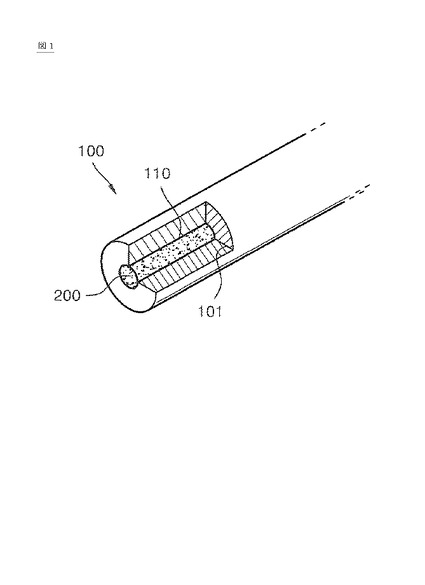
【図1】本発明に係る発泡体を示した斜視図,
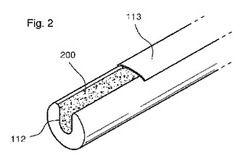
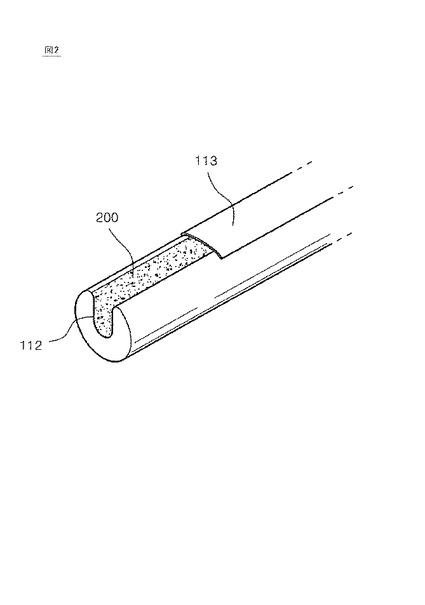
【図2】本発明に係る発泡体の他の実施形態を示した斜視図,
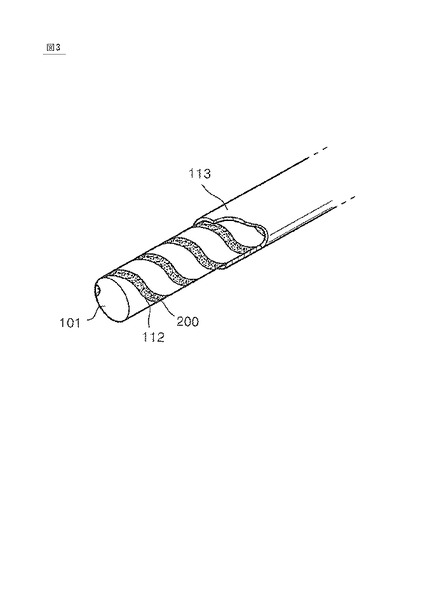
【図3】本発明に係る発泡体の他の実施形態を示した斜視図,
【図4】本発明に係る発泡体の他の実施形態を示した斜視図,
【図5】本発明に係る発泡体の他の実施形態を示した斜視図,
【図6】本発明に係る発泡体の他の実施形態を示した斜視図,
【図7】本発明に係る発泡体の他の実施形態を示した斜視図,
【図8】本発明に係る発泡体の製造装置の断面図,
【図9】本発明に係る発泡体の他の実施形態を示した斜視図,
【図10】本発明に係る発泡体の製造装置の概念図,
【図11】本発明に係る発泡体を用いた発泡金属の製造方法を示したブロック図,
【図12】本発明に係る発泡金属の製造装置を示した概念図,
【図13】本発明に係る発泡金属の製造装置を示した概念図である。
【発明を実施するための形態】
【0025】
以下に添付図面を参照しながら、本発明の好適な実施の形態について詳細に説明する。
【0026】
本発明に係る発泡体はアルミニウム、マグネシウム、アルミニウム合金、マグネシウム合金などを用いて発泡金属を製造するための溶融金属に発泡剤を供給するためのもので、その一実施形態を図1ないし図4に示した。
【0027】
本発明に係る発泡体100は、溶融された金属と同じ金属よりなり、所定の断面形状を有するストリップまたは線状の母材101に長手方向に発泡剤200がコーティングしたり充填するもので、溶融された金属に供給する際母材が溶融しつつ溶融金属の内部に金属を発泡させるための発泡剤を供給する。
【0028】
このような発泡体100は、図1に示したように棒材またはストリップ状の母材101に長手方向に充填部110が形成され、該充填部110に発泡剤200が充填される。前記充填部110は図1に示したように母材101に長手方向に形成された少なくとも一つの中空よりなる。
【0029】
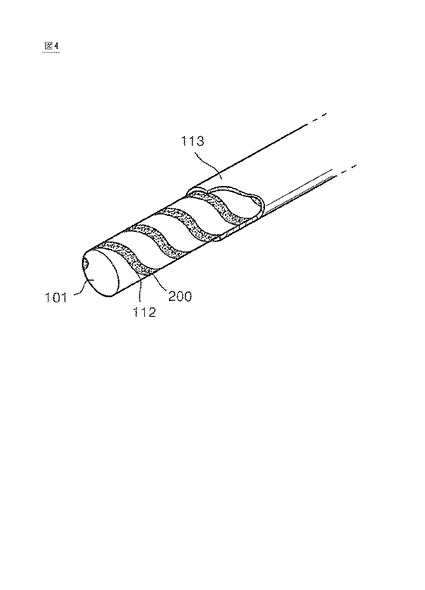
そして、充填部は図2及び図3に示したように、母材101の外周面に長手方向に形成された少なくとも一つのグルーブ112よりなる。ここで、前記発泡剤200が充填されるグルーブ112は図4に示したように、母材101の外周面に螺旋状に形成されうる。
【0030】
前述したように母材101の外周面にグルーブ112が形成され、このグルーブ112に発泡剤200が充填される場合、前記母材101が溶融される前に溶融金属の表層から発泡剤200が供給されることを防止するために前記グルーブ112に充填された発泡剤200が露出されないように母材101に被覆層113が形成されうる。ここで、前記被覆層113の材質は母材101の材質と同じ材質よりなるが、これに限定されない。前記被覆層113は溶融された金属の内部で溶融される時間を考慮して厚さを調整することができる。
【0031】
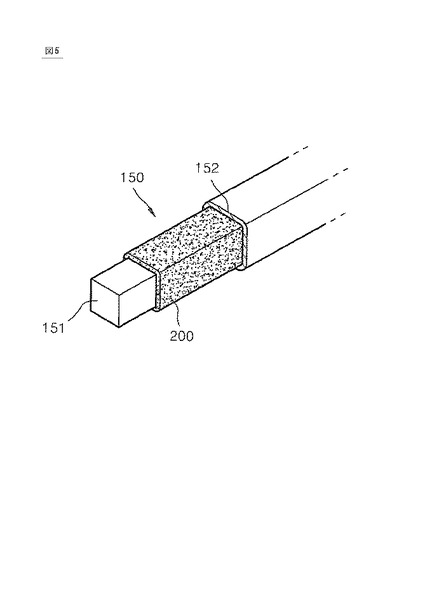
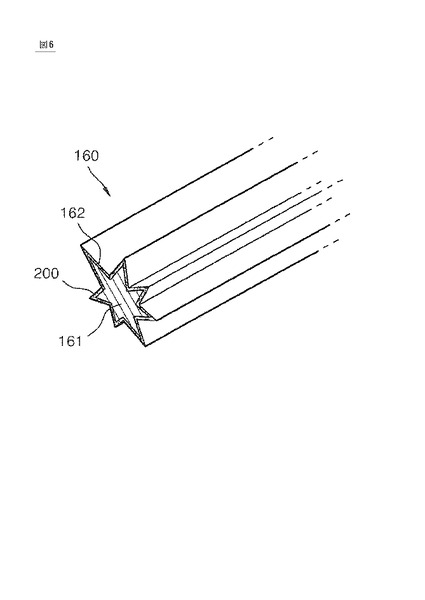
本発明に係る発泡体の他の実施形態を図5及び図6に示した。
【0032】
同図を参照すれば、発泡体150は断面が多角形をなす棒状またはストリップ状の母材151の表面に発泡剤200がコーティングされてなる。前記母材161の外周面は図6に示したように凹凸部を形成して発泡剤200がコーティングされる表面積を広めるのが望ましい。ここで、発泡剤200がコーティングされた母材161は前記実施の形態のように外周面に被覆層162を形成して発泡金属を形成するための溶融された金属に供給時表層で集中的に発泡剤200が供給されることを防止するのが望ましい。
【0033】
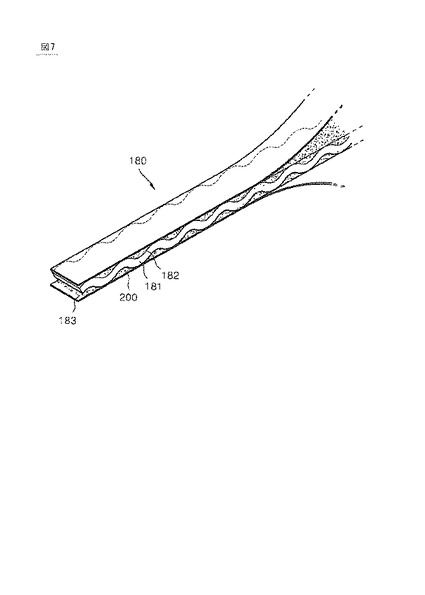
一方、図7には本発明に係る発泡体180のさらに他の実施の形態を示した。
【0034】
同図によれば、発泡体180は溶融された金属と実質的に同じ金属よりなるストリップ状の母材181の表面に凹凸によって充填部182が形成され、該充填部182に発泡剤200が充填される。そして、前記母材181は前記充填部182から発泡剤200が離脱することを防ぐ被覆層183を有する。前記被覆層183の材質は前記実施の形態のように母材181の材質と同じ材質よりなる。前記発泡剤充填部182はストリップ状の母材181が波形でベンディングされてなることができる。ここで、前記充填部に充填される発泡剤200は水銀、水酸化金属よりなる。
【0035】
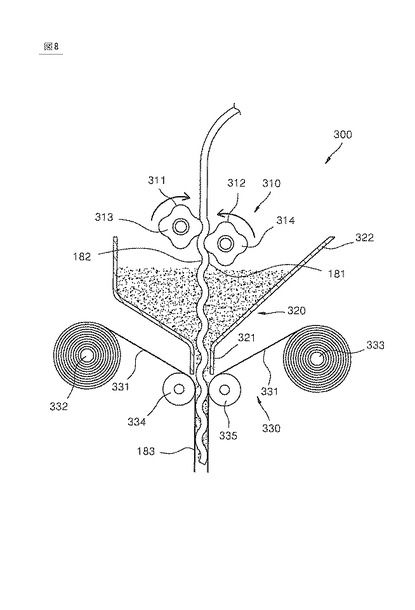
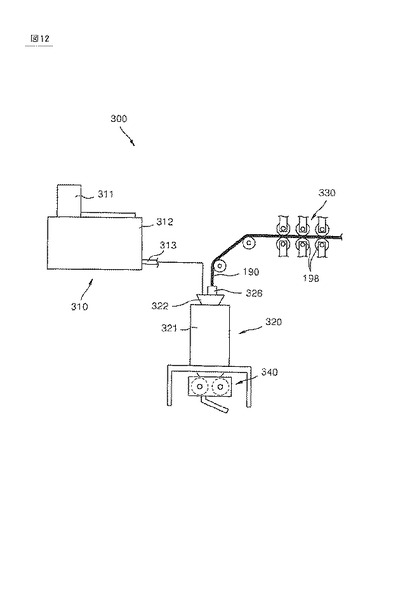
一方、前述したような発泡体を製造するための発泡体の製造装置300は、発泡金属を 形成するための溶融金属と同じ材質よりなる棒状またはストリップ状の母材181の両側に設けられて前記母材を波形で折り曲げるためのベンディング手段310と、波形でベンディングされて形成された母材181の充填部182に発泡剤を充填させる発泡剤充填手段320と、前記発泡剤が母材181から離脱することを防止し、母材181と実質的に同じ材質よりなる被覆層183を形成するための被覆層形成手段330と、を備える。
【0036】
前記ベンディング手段310はロールに巻取られて連続的に供給される母材181の両側に設けられ、相互結合される歯311、312がそれぞれ形成された成形ローラ313,314を備える。そして、この成形ローラ313、314の少なくとも一つはモータ(図示せず)により駆動される。
【0037】
前記充填手段320は、母材181が通過するノズル321を有するホッパ322を備えるが、ホッパ322には発泡剤が充填されており、波形でベンディングされた母材がホッパ322とノズル321を通過する過程でベンディングにより母材181に形成された充填部182に発泡剤200が充填される。
【0038】
前記被覆層形成手段330はノズル321を通過して露出される母材181にこの母材181と同じ材質よりなる被覆材331を付着するためのもので、接着層(図示せず)を有する被覆材331が巻き取られたロール332、333から解かれた被覆材331をノズル321を介して排出される母材181に付着するための加圧ローラ334,335を備える。
【0039】
前記被覆層は前述した実施の形態に限定せず、所定の厚さを有する薄板が母材181の両側に接合または溶接されてなされる。
【0040】
図9及び図10には発泡体のさらに他の実施の形態とその製造方法が示されている。
【0041】
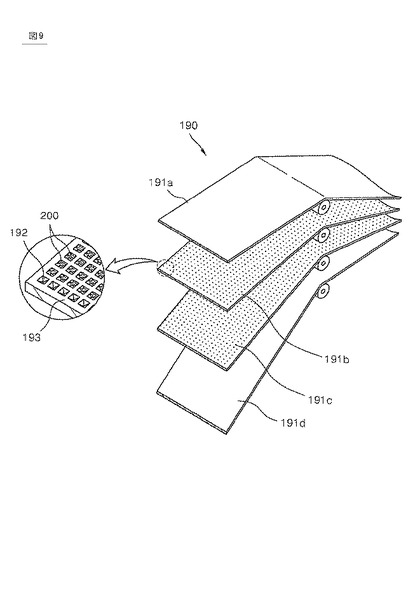
本実施の形態の発泡体190は、発泡板材191b、191cと、この発泡板材を包むようにカバー板材191a、191dを相互積層させて形成したものである、真ん中の2枚の発泡板材191b、191cは表面に多数のエンボス溝192が形成されている母材193と、このエンボス溝192に充填された発泡剤200を備える。
【0042】
エンボス溝192は図示されていないが、ストリップ状の母材193の表面を加圧する加圧ローラによって形成されるが、加圧ローラには外周面にエンボス溝192を形成するための加圧突起が形成されていて、2つの加圧ローラの間を母材193が通過する際、加圧突起によって母材193の表面が加圧されてエンボス溝192が形成され、このエンボス溝192に発泡剤200を充填させて発泡板材191b、191cを形成するのが望ましい。
【0043】
被覆板材191a、191dは母材193と同じ材質の薄板であり、前述した実施の形態における被覆材の役割を果たす。被覆板材191a、191dによって発泡剤200が溶湯の表層で反応しないようにする。
【0044】
本実施の形態の発泡体190は複数の発泡板材を積層して形成するため、投入される発泡剤200の量を調節することができる。
【0045】
すなわち、本実施の形態では2枚の発泡板材を積層して発泡体190を形成したが、積層される発泡板材の数が多いほど一定量の溶湯に投入される発泡剤200の量が増加するので、発泡金属の気孔率を高めることができ、逆に発泡板材の数が少ないほど投入される発泡剤200の量が少ないことから気孔率が低くなるので、求められる発泡金属の気孔率によって積層される発泡板材の数を加減して発泡体190を作製できる。
【0046】
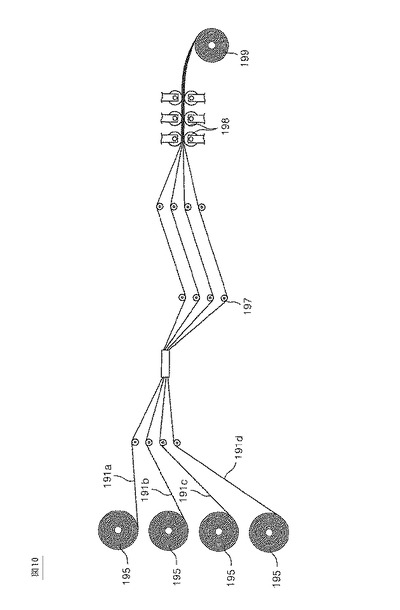
本実施の形態の発泡体190の製造方法は、図10に示されているように、被覆板材191a、191dと発泡板材191b、191cがそれぞれ巻き取られているカバーロール195と発泡ロール196から被覆板材191a、191dと発泡板材191b、191cを引き出して多数のガイドロール197を通して積層した後圧延ロール198を用いて圧着する。圧着された発泡体190は巻取ロール199に巻き取ることによって発泡金属の製造時溶湯に連続的に投入できるようにする。
【0047】
一方、前述したような発泡体を用いた発泡金属の製造方法は、発泡のための溶融金属に発泡剤がコーティングされたり充填された発泡体を供給して発泡体を溶融させながら溶融金属を発泡させる。
【0048】
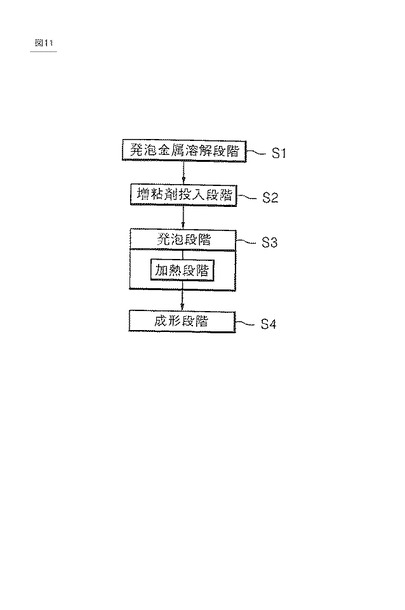
このような発泡金属の製造方法は、多孔性金属を製造するための金属、すなわちアルミニウム、マグネシウム、アルミニウム合金、マグネシウム合金などの金属を溶融させる金属溶解段階(S1)と、前記溶解された金属、すなわち溶湯に増粘剤を投入後攪拌して溶湯が設定された粘性を有するようにする増粘剤投入段階(S2)を備える。
【0049】
前記金属溶解段階(S1)は多孔性の発泡金属を製造するための金属を溶解させるためのもので、電気炉が利用できる。前記増粘剤投入段階(S2)は溶解された溶湯に増粘剤であるカルシウム(Ca)、カルシウム−アルミニウム(Ca−Al)を投入して溶湯を設定された粘性で増加させるためのもので、増粘剤の投入後増粘剤と溶湯を混合するための攪拌手段をさらに具備することができる。前記攪拌段階は増粘剤の投入後モータによって回転される回転軸の端部にブレードが設けられた攪拌器を用いて攪拌するのが望ましいが、この攪拌器の回転数は80ないし200RPMを維持するのが望ましい。
【0050】
一方、前記増粘剤投入段階(S2)は溶湯の粘性を増加させるためのもので、溶湯の粘性を考慮して溶湯の温度を下げることによってなされる。増粘剤投入段階(S2)は溶湯の粘性が十分な程度ならば省略可能である。
【0051】
前記のように溶融された金属の粘性が調整されれば、溶融された金属にストリップまたは棒状の発泡体を複数個供給して、溶融された金属のように発泡体の母材が溶融されるようにすると共に、母材101、151、161、181に充填されたりコーティングされた発泡剤が溶融された金属に供給され発泡されるようにする発泡段階(S3)を備える。前記発泡段階において、前記発泡体1は 長手方向に中空よりなる充填部に発泡剤200が充填されているので、発泡剤200が溶融された金属の表面から集中的に供給されることを防止することができる。特に、発泡体150、160、180の母材の外面に被覆層113、183が形成された場合、被覆層が溶融される前までは発泡体が露出されないので、前述したように溶融された金属の表面から集中的に発泡剤200が供給されることを防止することができる。発泡段階において、複数個の前記発泡体100、150、160、180が溶融された金属に持続的に供給され溶解されることによって金属の温度が下がって粘性が増加する恐れがあるので、溶融された金属を加熱する加熱段階をさらに具備することができる。
【0052】
前述したような方法で溶融された金属の発泡が完了されれば、この金属を所定形状に成形する成形段階(S4)を行う。
【0053】
以上述べたように、本願発明は被覆層が形成された発泡体を用いて溶融された金属に発泡剤を供給するようになるため、発泡剤が溶融された金属の表層と内部に供給される量の不均一による発泡不良を根本的に防止することができ、ひいては施設の単純化及び発泡金属の生産性向上を図ることができる。
【0054】
図12及び図13には前記発泡体を用いた発泡金属の製造装置300の望ましい一実施形態が示されている。
【0055】
同図によれば、発泡金属の製造装置300は発泡金属を形成するための該当金属を溶融させる溶融炉310と、該溶融金属が移動しつつ発泡体190によって発泡反応が起こるように流動路324を提供する反応炉320と、該反応炉320に発泡体190を供給する発泡体供給部330と、反応炉320から吐き出される発泡された溶融金属を冷間圧延する圧延器340と、を備える。
【0056】
溶融炉310は発泡金属を製造するための金属を連続的に溶融及び供給するが、本実施の形態の溶融炉310は高周波炉311と保温炉312とが結合された形態が適用された。
【0057】
溶融対象の材料を高周波炉311に投入すれば、高周波炉311を通過する過程で材料が溶融された後保温炉312に投入される。保温炉312の一側には溶融金属が吐き出される吐出口313が形成されていて、この吐出口313を介して吐き出された溶融金属が前記反応炉320に流入される。
【0058】
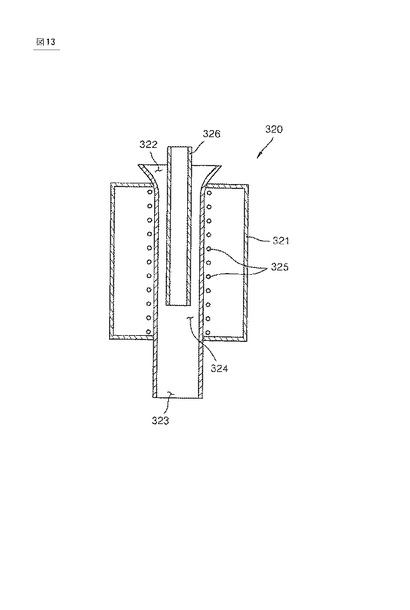
反応炉320は本体321と、本体321に設けられる加熱部材325を含む。
【0059】
本体321は上端と下端にそれぞれ投入口322と排出口323が形成されており、前記投入口322と排出口323とを連結して溶融された金属が移動する流動路324が設けられている。
【0060】
加熱部材325は流動路324を包むように本体321の内部に設けられた電熱線が適用されたし、この加熱部材325によって流動路324の内部の温度が一定レベル以上に維持されることによって、溶融金属が流動路324内で凝固することを防止する。
【0061】
また、反応炉320には流動路324の内部に所定長さ延びる発泡体保護管326が設けられている。
【0062】
発泡体保護管326は溶融金属に比べて相対的に溶融点の高い材質より形成されており、発泡体190が反応炉320の内部に流入される際、反応炉320の上端で発泡剤が溶融金属と反応しないようにするためのものである。
【0063】
すなわち、発泡体保護管326なしで反応炉320の投入口322側で溶融金属と発泡体190が接触すれば、反応炉320の上側で発泡体190に含まれている発泡剤が反応して溶融金属を発泡させるが、発泡反応によって形成された気泡は上方に移動しようとする性質を有していて、気泡が上方に移動して割れてしまうので溶融金属の内部に十分な気孔の形成を不可能にする場合もある。
【0064】
従って、発泡反応が反応炉320の上端から所定距離離隔された地点から発生して発泡された溶融金属が排出口323を介して安定的に排出されるようにするために発泡体保護管326を設けて、発泡体190と溶融金属の接触地点を限定する。
【0065】
前記発泡体保護管326の延長長さは発泡剤による溶融金属の発泡が行される地点の位置を考慮して適正長さにて形成されるのが望ましい。
【0066】
発泡体供給部330は前記反応炉320の内部に発泡剤を含む発泡体190を供給するためのものである。
【0067】
前述した実施の形態の発泡体を反応炉に連続的に供給することもできるが、本実施の形態の発泡体供給部330により供給される発泡体は図9に示された実施形態の発泡体190である。
【0068】
発泡体供給部330は図10に示されている発泡体の製造装置300のような形態で形成されうるが、図10には製造された発泡体190を巻取ロール199に巻き取らせる構造より形成されているが、これとは違って、圧延ロール198により圧延が行われる発泡体190を直ちに反応炉に投入するように形成することもできる。勿論これとは違って、巻取ロールに巻き取られた発泡体190を反応炉320に連続供給することも可能である。
【0069】
前記圧延器340は反応炉320から排出される発泡された溶融金属をストリップ状の板材で冷間圧延するもので、一般的な冷却圧延器と同様なので、詳細な説明は省略する。
【0070】
前述した本発明の一実施の形態は本発明の技術的思想を限定することと解析してはいけない。本発明の保護範囲は請求の範囲に記載された事項によってのみ制限され、本発明の属する技術の分野における通常の知識を有するものであれば、本発明の技術的思想を多様な形態に改良変更することが可能である。したがって、この改良及び変更は通常の知識を有する者にとって自明なものの限り、本発明の保護範囲に属するものと了解される。
【産業上の利用可能性】
【0071】
本発明は発泡金属の製造に関連する産業の全般的な分野において利用可能性が高い。
【技術分野】
【0001】
本発明は発泡体と発泡体を用いた発泡金属の製造方法に係り、さらに詳しくは溶融された金属の内部に発泡剤がコーティングされたり充填された発泡体を持続的に供給して連続的な発泡金属の製造を可能とする発泡体と該発泡体の製造装置並びに該発泡体を用いた発泡金属の製造方法及び製造装置に関する。
【背景技術】
【0002】
一般に、発泡金属は内部に数多くの気孔が形成されている金属である。このような発泡金属は内部に多数の気孔を有しているので、比重が極めて軽く、気孔によって吸音性及び防音性、衝撃吸収性に優れる。
【0003】
このため、発泡金属は吸音及び防音を必要とする騒音防止用建築内装材及び防音材として用いられ、衝撃吸収及び軽量によって自動車、船舶、航空機などに有用に使われている。
【0004】
発泡金属の代表的な例としては、発泡アルミニウムが挙げられる。発泡アルミニウムは気孔率が80%以上であり、比重が0.2ないし1.0の範囲である。この発泡金属は剛性があり、耐火耐熱性及び加工性に優れて有望な発泡金属として注目されている。
【0005】
発泡金属の製造は金属を加熱して溶融させた溶融金属にガス及び発泡剤を供給して気泡を分布させ、気泡が分布された状態で溶融金属を冷却することによって行われる。
【0006】
特許文献1には連続式発泡金属の製造方法及び装置が開示されている。開示された従来の発泡金属の製造方法及び装置は溶融金属に増粘剤が混合されて貯蔵される増粘炉と、増粘炉の上部に設けられて増粘炉に貯蔵された溶融金属と増粘剤を攪拌する攪拌器と、増粘炉から溶融金属を供給されて発泡させる発泡炉と、発泡炉内にガスをメンブレインを介して供給するガス管と、発泡炉内に供給されたガスを分散/微細化する電子攪拌装置と、発泡炉の排出口を介して排出される溶融金属を引き抜いて移送するローラと、ローラにより引き抜かれた溶融金属を冷却する冷却手段と、を備える。
【0007】
また、特許文献2には低圧連続式発泡金属の製造方法及び装置が開示されている。
【0008】
開示された発泡金属の製造装置は増粘炉と、増粘炉に設けられた攪拌器、発泡炉、発泡炉内にガスをメンブレインを介して供給するガス管と、ローラ及び冷却手段が備えられ、発泡炉にメンブレインを介して流入されるガスが均一に分散されるように発泡炉にガス攪拌器がさらに具備されている。
【0009】
しかし、従来の技術はメンブレインを介して噴射されるガスの圧力がメンブレインに働く溶融金属の圧力以上になるべきであり、溶融金属に一定形態やサイズの気孔を形成できるべきなので、実質的にガスの噴射圧力制御が相当にややこしかった。そして、ガス圧力がメンブレインの全面に均一に働くようにすべき困難があった。
【0010】
これに、一定圧力以上でガスを溶融金属に供給させ、ガスが供給された状態でガス攪拌器及び電子攪拌装置を用いて供給されたガスが溶融金属で均一に分散されるようにした。
【0011】
しかし、このような攪拌だけではガスを溶融金属に均一に分散させるのに限界がある。また、別のガス攪拌器及び電子攪拌装置などの構成の増加によって製造装置の構造及び製造方法が複雑になる問題点がある。
【0012】
一方、供給されるガスに便乗して溶融金属内に供給される発泡剤はメンブレインの微細な気孔を介して円滑に排出できなくなる問題点があり、発泡剤が溶融金属内に供給されても前記攪拌だけで溶融金属に均一に分布させるのに限界がある。
【0013】
このような点に鑑みて、本発明者は特許文献3に発泡金属の連続製造装置及びその方法を改良して出願したことがある。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】韓国登録特許第0592533号
【特許文献2】韓国公開特許第2002-0034327号
【特許文献3】韓国特許出願2008-007941号
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明は前述した従来の技術の問題点を解決するために案出されたもので、その目的は溶融された金属に発泡体の形態を有し、発泡体を持続的に溶湯の内部に供給して気泡が溶融された金属の内部に均一に発生及び分布可能にする発泡体、該発泡体の製造装置、該発泡体を用いた発泡金属の製造方法及び発泡金属の製造装置を提供するところにある。
【0016】
本発明の他の目的は、発泡体を用いて発泡剤を溶融金属に持続的に供給することによって発泡金属よりなる発泡板材(slab, strip...)の連続生産を可能として生産性を向上させ、発泡金属の製造コストを画期的に節減できる発泡体、該発泡体の製造装置、該発泡体を用いた発泡金属の製造方法及び発泡金属の製造装置を提供するところにある。
【課題を解決するための手段】
【0017】
前述した目的を達成するための本発明の発泡体は、溶融された金属に連続的に発泡剤を供給するためのもので、発泡金属を形成するために溶融された金属と実質的に同じ金属よりなるストリップまたは棒状の母材と、該母材にその長手方向に形成された充填部に充填された発泡剤と、を備えてなることをその特徴とする。
【0018】
本発明において、前記母材に形成された充填部は母材の外周面に長手方向にグルーブが形成され、該グルーブに発泡剤が充填され、前記母材の外周面には母材と同じ金属よりなる被覆層が形成される。そして、前記充填部は母材が波形でベンディングされてなる。
【0019】
そして、前述した目的を達成するための本発明の発泡体の製造装置は、発泡金属を形成するための溶融金属と同じ材質よりなるストリップ状の母材の両側に設けられて前記母材を波形で折り曲げるためのベンディング手段と、波形でベンディングされて形成された母材の引き込み部に発泡剤を充填させる発泡剤充填手段と、前記発泡剤が母材から離脱することを防止するために母材と実質的に同じ材質よりなる被覆層を形成するための被覆層形成手段と、を備えてなることを特徴とする。
【0020】
前述した目的を達成するために、本発明の発泡体を用いた発泡金属の製造方法は、前記発泡させるための金属を溶融させる発泡金属溶融段階と、前記溶融された金属と実質的に同じ金属よりなるストリップまたは棒状の母材と、該母材にその長手方向に形成された充填部に充填された発泡剤を有する発泡体を前記溶融金属に連続的に供給して母材を溶融させながら溶融金属を発泡させる金属発泡段階と、前記発泡された金属を成形する発泡金属の成形段階と、を含んでなることを特徴とする。
【0021】
前記金属発泡段階において、前記発泡体は溶融金属に発泡体の供給時前記母材が溶融しつつ発泡剤が溶融金属に供給されるようにする発泡剤供給段階をさらに具備する。
【0022】
前記発泡体を用いた発泡金属の製造装置は発泡金属を形成するための金属を溶融する溶融炉と、前記溶融炉で溶融された金属が供給される反応炉と、前記溶融金属の発泡反応のために前記溶融金属と実質的に同じ金属よりなる母材と、該母材に形成された充填部に充填された発泡剤を含む発泡体を前記反応炉内に供給する発泡体供給部と、前記反応炉から吐き出された発泡された溶融金属を冷間圧延する圧延器を具備し、前記反応炉は前記溶融金属が投入されうる投入口と、前記発泡剤により発泡された溶融金属が排出される排出口及び前記投入口と排出口とを連結し溶融金属が移動する流路を提供する流動路が形成された本体と、該本体に設けられて前記流動路を通過する溶融金属が前記排出口を介して排出される前に凝固しないように加熱する加熱部材と、を含む。
【発明の効果】
【0023】
以上説明したように本発明によれば、本発明に係る発泡体は溶融された金属に発泡剤を効率よくかつ持続的に供給できるので、発泡金属の生産性を向上することができる。
また、溶融金属内に発泡剤が均一に分散されて発泡されることによって、気孔形態及びサイズが既存の製品に比べて向上された良質の発泡金属を製造できる長所がある。
本発明は発泡剤を粉末状で供給せず、発泡のための金属と同じ金属に発泡剤が充填された発泡体を用いて溶融金属に発泡剤を供給することができるので、発泡金属の連続生産が可能であり、ひいては生産設備を単純化することができる。
【図面の簡単な説明】
【0024】
【図1】本発明に係る発泡体を示した斜視図,
【図2】本発明に係る発泡体の他の実施形態を示した斜視図,
【図3】本発明に係る発泡体の他の実施形態を示した斜視図,
【図4】本発明に係る発泡体の他の実施形態を示した斜視図,
【図5】本発明に係る発泡体の他の実施形態を示した斜視図,
【図6】本発明に係る発泡体の他の実施形態を示した斜視図,
【図7】本発明に係る発泡体の他の実施形態を示した斜視図,
【図8】本発明に係る発泡体の製造装置の断面図,
【図9】本発明に係る発泡体の他の実施形態を示した斜視図,
【図10】本発明に係る発泡体の製造装置の概念図,
【図11】本発明に係る発泡体を用いた発泡金属の製造方法を示したブロック図,
【図12】本発明に係る発泡金属の製造装置を示した概念図,
【図13】本発明に係る発泡金属の製造装置を示した概念図である。
【発明を実施するための形態】
【0025】
以下に添付図面を参照しながら、本発明の好適な実施の形態について詳細に説明する。
【0026】
本発明に係る発泡体はアルミニウム、マグネシウム、アルミニウム合金、マグネシウム合金などを用いて発泡金属を製造するための溶融金属に発泡剤を供給するためのもので、その一実施形態を図1ないし図4に示した。
【0027】
本発明に係る発泡体100は、溶融された金属と同じ金属よりなり、所定の断面形状を有するストリップまたは線状の母材101に長手方向に発泡剤200がコーティングしたり充填するもので、溶融された金属に供給する際母材が溶融しつつ溶融金属の内部に金属を発泡させるための発泡剤を供給する。
【0028】
このような発泡体100は、図1に示したように棒材またはストリップ状の母材101に長手方向に充填部110が形成され、該充填部110に発泡剤200が充填される。前記充填部110は図1に示したように母材101に長手方向に形成された少なくとも一つの中空よりなる。
【0029】
そして、充填部は図2及び図3に示したように、母材101の外周面に長手方向に形成された少なくとも一つのグルーブ112よりなる。ここで、前記発泡剤200が充填されるグルーブ112は図4に示したように、母材101の外周面に螺旋状に形成されうる。
【0030】
前述したように母材101の外周面にグルーブ112が形成され、このグルーブ112に発泡剤200が充填される場合、前記母材101が溶融される前に溶融金属の表層から発泡剤200が供給されることを防止するために前記グルーブ112に充填された発泡剤200が露出されないように母材101に被覆層113が形成されうる。ここで、前記被覆層113の材質は母材101の材質と同じ材質よりなるが、これに限定されない。前記被覆層113は溶融された金属の内部で溶融される時間を考慮して厚さを調整することができる。
【0031】
本発明に係る発泡体の他の実施形態を図5及び図6に示した。
【0032】
同図を参照すれば、発泡体150は断面が多角形をなす棒状またはストリップ状の母材151の表面に発泡剤200がコーティングされてなる。前記母材161の外周面は図6に示したように凹凸部を形成して発泡剤200がコーティングされる表面積を広めるのが望ましい。ここで、発泡剤200がコーティングされた母材161は前記実施の形態のように外周面に被覆層162を形成して発泡金属を形成するための溶融された金属に供給時表層で集中的に発泡剤200が供給されることを防止するのが望ましい。
【0033】
一方、図7には本発明に係る発泡体180のさらに他の実施の形態を示した。
【0034】
同図によれば、発泡体180は溶融された金属と実質的に同じ金属よりなるストリップ状の母材181の表面に凹凸によって充填部182が形成され、該充填部182に発泡剤200が充填される。そして、前記母材181は前記充填部182から発泡剤200が離脱することを防ぐ被覆層183を有する。前記被覆層183の材質は前記実施の形態のように母材181の材質と同じ材質よりなる。前記発泡剤充填部182はストリップ状の母材181が波形でベンディングされてなることができる。ここで、前記充填部に充填される発泡剤200は水銀、水酸化金属よりなる。
【0035】
一方、前述したような発泡体を製造するための発泡体の製造装置300は、発泡金属を 形成するための溶融金属と同じ材質よりなる棒状またはストリップ状の母材181の両側に設けられて前記母材を波形で折り曲げるためのベンディング手段310と、波形でベンディングされて形成された母材181の充填部182に発泡剤を充填させる発泡剤充填手段320と、前記発泡剤が母材181から離脱することを防止し、母材181と実質的に同じ材質よりなる被覆層183を形成するための被覆層形成手段330と、を備える。
【0036】
前記ベンディング手段310はロールに巻取られて連続的に供給される母材181の両側に設けられ、相互結合される歯311、312がそれぞれ形成された成形ローラ313,314を備える。そして、この成形ローラ313、314の少なくとも一つはモータ(図示せず)により駆動される。
【0037】
前記充填手段320は、母材181が通過するノズル321を有するホッパ322を備えるが、ホッパ322には発泡剤が充填されており、波形でベンディングされた母材がホッパ322とノズル321を通過する過程でベンディングにより母材181に形成された充填部182に発泡剤200が充填される。
【0038】
前記被覆層形成手段330はノズル321を通過して露出される母材181にこの母材181と同じ材質よりなる被覆材331を付着するためのもので、接着層(図示せず)を有する被覆材331が巻き取られたロール332、333から解かれた被覆材331をノズル321を介して排出される母材181に付着するための加圧ローラ334,335を備える。
【0039】
前記被覆層は前述した実施の形態に限定せず、所定の厚さを有する薄板が母材181の両側に接合または溶接されてなされる。
【0040】
図9及び図10には発泡体のさらに他の実施の形態とその製造方法が示されている。
【0041】
本実施の形態の発泡体190は、発泡板材191b、191cと、この発泡板材を包むようにカバー板材191a、191dを相互積層させて形成したものである、真ん中の2枚の発泡板材191b、191cは表面に多数のエンボス溝192が形成されている母材193と、このエンボス溝192に充填された発泡剤200を備える。
【0042】
エンボス溝192は図示されていないが、ストリップ状の母材193の表面を加圧する加圧ローラによって形成されるが、加圧ローラには外周面にエンボス溝192を形成するための加圧突起が形成されていて、2つの加圧ローラの間を母材193が通過する際、加圧突起によって母材193の表面が加圧されてエンボス溝192が形成され、このエンボス溝192に発泡剤200を充填させて発泡板材191b、191cを形成するのが望ましい。
【0043】
被覆板材191a、191dは母材193と同じ材質の薄板であり、前述した実施の形態における被覆材の役割を果たす。被覆板材191a、191dによって発泡剤200が溶湯の表層で反応しないようにする。
【0044】
本実施の形態の発泡体190は複数の発泡板材を積層して形成するため、投入される発泡剤200の量を調節することができる。
【0045】
すなわち、本実施の形態では2枚の発泡板材を積層して発泡体190を形成したが、積層される発泡板材の数が多いほど一定量の溶湯に投入される発泡剤200の量が増加するので、発泡金属の気孔率を高めることができ、逆に発泡板材の数が少ないほど投入される発泡剤200の量が少ないことから気孔率が低くなるので、求められる発泡金属の気孔率によって積層される発泡板材の数を加減して発泡体190を作製できる。
【0046】
本実施の形態の発泡体190の製造方法は、図10に示されているように、被覆板材191a、191dと発泡板材191b、191cがそれぞれ巻き取られているカバーロール195と発泡ロール196から被覆板材191a、191dと発泡板材191b、191cを引き出して多数のガイドロール197を通して積層した後圧延ロール198を用いて圧着する。圧着された発泡体190は巻取ロール199に巻き取ることによって発泡金属の製造時溶湯に連続的に投入できるようにする。
【0047】
一方、前述したような発泡体を用いた発泡金属の製造方法は、発泡のための溶融金属に発泡剤がコーティングされたり充填された発泡体を供給して発泡体を溶融させながら溶融金属を発泡させる。
【0048】
このような発泡金属の製造方法は、多孔性金属を製造するための金属、すなわちアルミニウム、マグネシウム、アルミニウム合金、マグネシウム合金などの金属を溶融させる金属溶解段階(S1)と、前記溶解された金属、すなわち溶湯に増粘剤を投入後攪拌して溶湯が設定された粘性を有するようにする増粘剤投入段階(S2)を備える。
【0049】
前記金属溶解段階(S1)は多孔性の発泡金属を製造するための金属を溶解させるためのもので、電気炉が利用できる。前記増粘剤投入段階(S2)は溶解された溶湯に増粘剤であるカルシウム(Ca)、カルシウム−アルミニウム(Ca−Al)を投入して溶湯を設定された粘性で増加させるためのもので、増粘剤の投入後増粘剤と溶湯を混合するための攪拌手段をさらに具備することができる。前記攪拌段階は増粘剤の投入後モータによって回転される回転軸の端部にブレードが設けられた攪拌器を用いて攪拌するのが望ましいが、この攪拌器の回転数は80ないし200RPMを維持するのが望ましい。
【0050】
一方、前記増粘剤投入段階(S2)は溶湯の粘性を増加させるためのもので、溶湯の粘性を考慮して溶湯の温度を下げることによってなされる。増粘剤投入段階(S2)は溶湯の粘性が十分な程度ならば省略可能である。
【0051】
前記のように溶融された金属の粘性が調整されれば、溶融された金属にストリップまたは棒状の発泡体を複数個供給して、溶融された金属のように発泡体の母材が溶融されるようにすると共に、母材101、151、161、181に充填されたりコーティングされた発泡剤が溶融された金属に供給され発泡されるようにする発泡段階(S3)を備える。前記発泡段階において、前記発泡体1は 長手方向に中空よりなる充填部に発泡剤200が充填されているので、発泡剤200が溶融された金属の表面から集中的に供給されることを防止することができる。特に、発泡体150、160、180の母材の外面に被覆層113、183が形成された場合、被覆層が溶融される前までは発泡体が露出されないので、前述したように溶融された金属の表面から集中的に発泡剤200が供給されることを防止することができる。発泡段階において、複数個の前記発泡体100、150、160、180が溶融された金属に持続的に供給され溶解されることによって金属の温度が下がって粘性が増加する恐れがあるので、溶融された金属を加熱する加熱段階をさらに具備することができる。
【0052】
前述したような方法で溶融された金属の発泡が完了されれば、この金属を所定形状に成形する成形段階(S4)を行う。
【0053】
以上述べたように、本願発明は被覆層が形成された発泡体を用いて溶融された金属に発泡剤を供給するようになるため、発泡剤が溶融された金属の表層と内部に供給される量の不均一による発泡不良を根本的に防止することができ、ひいては施設の単純化及び発泡金属の生産性向上を図ることができる。
【0054】
図12及び図13には前記発泡体を用いた発泡金属の製造装置300の望ましい一実施形態が示されている。
【0055】
同図によれば、発泡金属の製造装置300は発泡金属を形成するための該当金属を溶融させる溶融炉310と、該溶融金属が移動しつつ発泡体190によって発泡反応が起こるように流動路324を提供する反応炉320と、該反応炉320に発泡体190を供給する発泡体供給部330と、反応炉320から吐き出される発泡された溶融金属を冷間圧延する圧延器340と、を備える。
【0056】
溶融炉310は発泡金属を製造するための金属を連続的に溶融及び供給するが、本実施の形態の溶融炉310は高周波炉311と保温炉312とが結合された形態が適用された。
【0057】
溶融対象の材料を高周波炉311に投入すれば、高周波炉311を通過する過程で材料が溶融された後保温炉312に投入される。保温炉312の一側には溶融金属が吐き出される吐出口313が形成されていて、この吐出口313を介して吐き出された溶融金属が前記反応炉320に流入される。
【0058】
反応炉320は本体321と、本体321に設けられる加熱部材325を含む。
【0059】
本体321は上端と下端にそれぞれ投入口322と排出口323が形成されており、前記投入口322と排出口323とを連結して溶融された金属が移動する流動路324が設けられている。
【0060】
加熱部材325は流動路324を包むように本体321の内部に設けられた電熱線が適用されたし、この加熱部材325によって流動路324の内部の温度が一定レベル以上に維持されることによって、溶融金属が流動路324内で凝固することを防止する。
【0061】
また、反応炉320には流動路324の内部に所定長さ延びる発泡体保護管326が設けられている。
【0062】
発泡体保護管326は溶融金属に比べて相対的に溶融点の高い材質より形成されており、発泡体190が反応炉320の内部に流入される際、反応炉320の上端で発泡剤が溶融金属と反応しないようにするためのものである。
【0063】
すなわち、発泡体保護管326なしで反応炉320の投入口322側で溶融金属と発泡体190が接触すれば、反応炉320の上側で発泡体190に含まれている発泡剤が反応して溶融金属を発泡させるが、発泡反応によって形成された気泡は上方に移動しようとする性質を有していて、気泡が上方に移動して割れてしまうので溶融金属の内部に十分な気孔の形成を不可能にする場合もある。
【0064】
従って、発泡反応が反応炉320の上端から所定距離離隔された地点から発生して発泡された溶融金属が排出口323を介して安定的に排出されるようにするために発泡体保護管326を設けて、発泡体190と溶融金属の接触地点を限定する。
【0065】
前記発泡体保護管326の延長長さは発泡剤による溶融金属の発泡が行される地点の位置を考慮して適正長さにて形成されるのが望ましい。
【0066】
発泡体供給部330は前記反応炉320の内部に発泡剤を含む発泡体190を供給するためのものである。
【0067】
前述した実施の形態の発泡体を反応炉に連続的に供給することもできるが、本実施の形態の発泡体供給部330により供給される発泡体は図9に示された実施形態の発泡体190である。
【0068】
発泡体供給部330は図10に示されている発泡体の製造装置300のような形態で形成されうるが、図10には製造された発泡体190を巻取ロール199に巻き取らせる構造より形成されているが、これとは違って、圧延ロール198により圧延が行われる発泡体190を直ちに反応炉に投入するように形成することもできる。勿論これとは違って、巻取ロールに巻き取られた発泡体190を反応炉320に連続供給することも可能である。
【0069】
前記圧延器340は反応炉320から排出される発泡された溶融金属をストリップ状の板材で冷間圧延するもので、一般的な冷却圧延器と同様なので、詳細な説明は省略する。
【0070】
前述した本発明の一実施の形態は本発明の技術的思想を限定することと解析してはいけない。本発明の保護範囲は請求の範囲に記載された事項によってのみ制限され、本発明の属する技術の分野における通常の知識を有するものであれば、本発明の技術的思想を多様な形態に改良変更することが可能である。したがって、この改良及び変更は通常の知識を有する者にとって自明なものの限り、本発明の保護範囲に属するものと了解される。
【産業上の利用可能性】
【0071】
本発明は発泡金属の製造に関連する産業の全般的な分野において利用可能性が高い。
【特許請求の範囲】
【請求項1】
溶融された金属に連続的に発泡剤を供給するためのもので、発泡金属を形成するために溶融された金属と実質的に同じ金属よりなるストリップまたは棒状の母材と、該母材にその長手方向に形成された充填部に充填された発泡剤を備えてなることを特徴とする発泡体。
【請求項2】
前記母材に形成された充填部は母材の外周面に長手方向にグルーブが形成され、該グルーブに発泡剤が充填され、前記母材の外周面には母材と同じ金属よりなる被覆層が形成されることを特徴とする請求項1に記載の発泡体。
【請求項3】
前記充填部は母材が波形にベンディングされてなることを特徴とする請求項1に記載の発泡体。
【請求項4】
溶融された金属に連続的に発泡剤を供給するためのもので、発泡金属を形成するために溶融された金属と実質的に同じ金属よりなるストリップ状の母材と、該母材に形成された多数のエンボス溝に充填される発泡剤を含む複数の発泡板材が相互積層されて形成されることを特徴とする発泡体。
【請求項5】
発泡させるための金属を溶融させる発泡金属溶融段階と、
前記溶融された金属と実質的に同じ金属よりなるストリップまたは棒状の母材と、該母材にその長手方向に形成された充填部に充填された発泡剤を有する発泡体を前記溶融金属に連続的に供給して母材を溶融させながら溶融金属を発泡させる金属発泡段階と、
前記発泡された金属を成形する発泡金属成形段階と、を含んでなることを特徴とする発泡体を用いた発泡金属の製造方法。
【請求項6】
前記金属発泡段階において、前記発泡体は溶融金属に発泡体の供給時前記母材が溶融されながら発泡剤が溶融金属に供給されるようにする発泡剤供給段階をさらに備えてなることを特徴とする請求項5に記載の発泡体を用いた発泡金属の製造方法。
【請求項7】
発泡金属を形成するための溶融金属と同じ材質よりなるストリップ状の母材の両側に設けられて前記母材を波形で折り曲げるためのベンディング手段と、波形でベンディングされて形成された母材の引込部に発泡剤を充填させる発泡剤充填手段と、前記発泡剤が母材から離脱することを防止するために母材と実質的に同じ材質よりなる被覆層を形成するための被覆層形成手段と、を備えてなることを特徴とする発泡体の製造装置。
【請求項8】
発泡金属を形成するための溶融金属と同じ材質よりなるストリップ状の母材の表面に多数のエンボス溝を形成するように外周面に多数の加圧突起が形成された加圧ローラと、
前記母材に形成されたエンボス溝に発泡剤を充填させる発泡剤充填手段と、
前記母材に発泡剤が充填されて形成された複数の発泡板材を相互積層結合するための圧延ロールと、を備えることを特徴とする発泡体の製造装置。
【請求項9】
発泡金属を形成するための金属を溶融する溶融炉と、
前記溶融炉で溶融された金属が供給される反応炉と、
前記溶融金属の発泡反応のために前記溶融金属と実質的に同じ金属よりなる母材と、該母材に形成された充填部に充填された発泡剤を含む発泡体を前記反応炉内に供給する発泡体供給部と、
前記反応炉から吐き出された発泡された溶融金属を冷間圧延する圧延器を備え、
前記反応炉は前記溶融金属が投入できる投入口と、前記発泡剤により発泡された溶融金属が排出される排出口、及び該投入口と排出口とを連結し溶融金属が移動しつつ前記発泡体に含まれた発泡剤により発泡される流動路が形成された本体と、
前記本体に設けられ前記流動路を通過する溶融金属が前記排出口を介して排出される前に凝固しないように加熱する加熱部材と、を含むことを特徴とする発泡金属の製造装置。
【請求項10】
前記流動路内で前記溶融金属と前記発泡体とが会って発泡反応が発生する位置を調節するように前記投入口から前記流動路の内部に所定深さに引き込まれ、前記発泡体が投入できるように供給通路が形成された発泡体保護管をさらに備えることを特徴とする請求項9に記載の発泡金属の製造装置。
【請求項1】
溶融された金属に連続的に発泡剤を供給するためのもので、発泡金属を形成するために溶融された金属と実質的に同じ金属よりなるストリップまたは棒状の母材と、該母材にその長手方向に形成された充填部に充填された発泡剤を備えてなることを特徴とする発泡体。
【請求項2】
前記母材に形成された充填部は母材の外周面に長手方向にグルーブが形成され、該グルーブに発泡剤が充填され、前記母材の外周面には母材と同じ金属よりなる被覆層が形成されることを特徴とする請求項1に記載の発泡体。
【請求項3】
前記充填部は母材が波形にベンディングされてなることを特徴とする請求項1に記載の発泡体。
【請求項4】
溶融された金属に連続的に発泡剤を供給するためのもので、発泡金属を形成するために溶融された金属と実質的に同じ金属よりなるストリップ状の母材と、該母材に形成された多数のエンボス溝に充填される発泡剤を含む複数の発泡板材が相互積層されて形成されることを特徴とする発泡体。
【請求項5】
発泡させるための金属を溶融させる発泡金属溶融段階と、
前記溶融された金属と実質的に同じ金属よりなるストリップまたは棒状の母材と、該母材にその長手方向に形成された充填部に充填された発泡剤を有する発泡体を前記溶融金属に連続的に供給して母材を溶融させながら溶融金属を発泡させる金属発泡段階と、
前記発泡された金属を成形する発泡金属成形段階と、を含んでなることを特徴とする発泡体を用いた発泡金属の製造方法。
【請求項6】
前記金属発泡段階において、前記発泡体は溶融金属に発泡体の供給時前記母材が溶融されながら発泡剤が溶融金属に供給されるようにする発泡剤供給段階をさらに備えてなることを特徴とする請求項5に記載の発泡体を用いた発泡金属の製造方法。
【請求項7】
発泡金属を形成するための溶融金属と同じ材質よりなるストリップ状の母材の両側に設けられて前記母材を波形で折り曲げるためのベンディング手段と、波形でベンディングされて形成された母材の引込部に発泡剤を充填させる発泡剤充填手段と、前記発泡剤が母材から離脱することを防止するために母材と実質的に同じ材質よりなる被覆層を形成するための被覆層形成手段と、を備えてなることを特徴とする発泡体の製造装置。
【請求項8】
発泡金属を形成するための溶融金属と同じ材質よりなるストリップ状の母材の表面に多数のエンボス溝を形成するように外周面に多数の加圧突起が形成された加圧ローラと、
前記母材に形成されたエンボス溝に発泡剤を充填させる発泡剤充填手段と、
前記母材に発泡剤が充填されて形成された複数の発泡板材を相互積層結合するための圧延ロールと、を備えることを特徴とする発泡体の製造装置。
【請求項9】
発泡金属を形成するための金属を溶融する溶融炉と、
前記溶融炉で溶融された金属が供給される反応炉と、
前記溶融金属の発泡反応のために前記溶融金属と実質的に同じ金属よりなる母材と、該母材に形成された充填部に充填された発泡剤を含む発泡体を前記反応炉内に供給する発泡体供給部と、
前記反応炉から吐き出された発泡された溶融金属を冷間圧延する圧延器を備え、
前記反応炉は前記溶融金属が投入できる投入口と、前記発泡剤により発泡された溶融金属が排出される排出口、及び該投入口と排出口とを連結し溶融金属が移動しつつ前記発泡体に含まれた発泡剤により発泡される流動路が形成された本体と、
前記本体に設けられ前記流動路を通過する溶融金属が前記排出口を介して排出される前に凝固しないように加熱する加熱部材と、を含むことを特徴とする発泡金属の製造装置。
【請求項10】
前記流動路内で前記溶融金属と前記発泡体とが会って発泡反応が発生する位置を調節するように前記投入口から前記流動路の内部に所定深さに引き込まれ、前記発泡体が投入できるように供給通路が形成された発泡体保護管をさらに備えることを特徴とする請求項9に記載の発泡金属の製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公表番号】特表2010−537059(P2010−537059A)
【公表日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願番号】特願2010−525774(P2010−525774)
【出願日】平成21年8月21日(2009.8.21)
【国際出願番号】PCT/KR2009/004688
【国際公開番号】WO2010/021523
【国際公開日】平成22年2月25日(2010.2.25)
【出願人】(509328456)コリア インスティチュート オブ インダストリアル テクノロジー (1)
【氏名又は名称原語表記】Korea Institute of Industrial Technology
【住所又は居所原語表記】Republic of Korea,331−825,Chungnam,Cheonan−si,Seobuk−gu,Ipchang−myun,Hongcheon−ri,35−3
【Fターム(参考)】
【公表日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願日】平成21年8月21日(2009.8.21)
【国際出願番号】PCT/KR2009/004688
【国際公開番号】WO2010/021523
【国際公開日】平成22年2月25日(2010.2.25)
【出願人】(509328456)コリア インスティチュート オブ インダストリアル テクノロジー (1)
【氏名又は名称原語表記】Korea Institute of Industrial Technology
【住所又は居所原語表記】Republic of Korea,331−825,Chungnam,Cheonan−si,Seobuk−gu,Ipchang−myun,Hongcheon−ri,35−3
【Fターム(参考)】
[ Back to top ]