
発泡体およびその製造方法
【課題】 生分解性樹脂からなる発泡体であって、発泡剤の取り扱い性が良く、発泡体中に発泡剤の残渣が残らない発泡体を提供する。
【解決手段】生分解性樹脂100質量部と、粒子状吸湿性材料1.0〜300質量部を含有する混合樹脂を超臨界流体を用いて発泡させてなる発泡体。
【解決手段】生分解性樹脂100質量部と、粒子状吸湿性材料1.0〜300質量部を含有する混合樹脂を超臨界流体を用いて発泡させてなる発泡体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生分解性樹脂を用いた発泡体およびその製造方法に関する。
【背景技術】
【0002】
従来、生分解性樹脂からなる発泡体は、発泡剤として水、化学発泡剤、物理発泡剤(フロン、ブタン、二酸化炭素、窒素等)を利用して製造されている(例えば下記特許文献1〜5)。
【特許文献1】特開平10−152572号公報
【特許文献2】特許第3471810号公報
【特許文献3】特許第2609795号公報
【特許文献4】特開2003−327735号公報
【特許文献5】特開平11−147943号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、これらの発泡剤を用いた場合、発泡剤の残渣が発泡体中に残ったり、例えばブタンなどは可燃性ガスであるため発泡剤そのものの取り扱い性が問題となっている。
また、生分解性樹脂は加水分解作用により最終的には分解に至る性質を有することを特徴とするものであるが、吸湿が生じると分解が促進され、短期間のうちに物性の劣化が生じ易いという不都合がある。
【0004】
本発明は、上記事情に鑑みてなされたものであって、生分解性樹脂からなる発泡体であって、発泡剤の取り扱い性が良く、発泡体中に発泡剤の残渣が残らない発泡体およびその製造方法を提供することを目的とする。
また好ましくは、生分解性樹脂の吸湿による物性劣化が抑えられるようにした発泡体およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記の目的を達成するために、本発明は、生分解性樹脂100質量部と、粒子状吸湿性材料1.0〜300質量部を含有する混合樹脂を超臨界流体を用いて発泡させてなることを特徴とする発泡体を提供する。
前記生分解性樹脂が、脂肪族ポリエステルおよび/または脂肪族−芳香族コポリエステルを含有することが好ましい。
前記超臨界流体が窒素または二酸化炭素のいずれか一方であることが好ましい。
前記粒子状吸湿性材料が無機化合物からなり、平均粒径が0.1μm〜50μmであることが好ましい。
好ましい態様において、発泡体の発泡倍率が1.1〜30である。
【0006】
また本発明は、本発明の発泡体を製造する方法であって、生分解性樹脂100質量部と、粒子状吸湿性材料1.0〜300質量部を含有する混合樹脂を加熱溶融させた状態で、超臨界流体を該混合樹脂中に導入する工程と、超臨界流体が導入された混合樹脂を融点以上、融点+10℃以下の温度範囲内まで冷却させる工程と、前記冷却された混合樹脂を押出成形する工程を有することを特徴とする発泡体の製造方法を提供する。
【発明の効果】
【0007】
本発明の発泡体は、生分解性樹脂からなる発泡体であり、発泡剤として超臨界流体を用いたものであるので、発泡剤の取り扱い性が良く、発泡体中に発泡剤の残渣が残らない。
また本発明の発泡体は、粒子状吸湿性材料を含有するものであるので、生分解性樹脂の吸湿による物性劣化が抑えられる。
本発明の発泡体の製造方法によれば、生分解性樹脂からなり、発泡剤の取り扱い性が良く、発泡体中に発泡剤の残渣が残らない発泡体を製造することができる。
また本発明の発泡体の製造方法によれば、粒子状吸湿性材料を含有しており、生分解性樹脂の吸湿による物性劣化が抑えられる発泡体を製造することができる。
【発明を実施するための最良の形態】
【0008】
<生分解性樹脂>
本発明における生分解性樹脂組成物としては、脂肪族ポリエステル樹脂、脂肪族−芳香族コポリエステル、ポリブチレンサクシネート、ポリブチレンアジペート、ポリ乳酸、ポリカプロラクトン等の公知の生分解性樹脂から選ばれる1種または2種以上を用いることができる。これらの生分解性樹脂は市販品として入手可能である。中でも、少なくとも脂肪族ポリエステルおよび/または脂肪族−芳香族コポリエステルを含有することが好ましい。特に、脂肪族ポリエステル樹脂、脂肪族−芳香族コポリエステル、または脂肪族ポリエステル樹脂と脂肪族−芳香族コポリエステルの混合物が好適である。また、これらの混合物を主成分として、さらにポリ乳酸系樹脂(例えば、レイシアH440、レイシアH100、レイシアH280、M−151SQ52、いずれも三井化学社製)を含有させてもよい。
【0009】
脂肪族ポリエステル樹脂の具体例としては、ビオノーレ#1001、ビオノーレ#3001、ビオノーレ#1903、ビオノーレ#3903、ビオノーレ2001G、ビオノーレ5001G(いずれも商品名、昭和高分子社製)等が挙げられる。
脂肪族−芳香族コポリエステルの具体例としては、ECOFLEX(商品名、BASF社製)等が挙げられる。
【0010】
<粒子状吸湿性材料>
本発明における粒子状吸湿性材料としては、吸湿性を有する無機化合物が好ましく用いられる。具体例としてはシリカゲル、アロフェン、ベントナイト、ゼオライト、アルミナシリカゲル、塩化カルシウム、塩化マグネシウム、酸化カルシウム、酸化マグネシウム、酸化ストロンチウム、酸化バリウム、酸化マグネシウムと塩化マグネシウムとの混合物などが挙げられる。
これらの中ではシリカゲル、ベントナイト、酸化カルシウム、および酸化マグネシウムが生分解性樹脂への混合、分散性の点で好ましい。
粒子状吸湿性材料の平均粒径は0.1μm〜50μmが好ましく、より好ましい範囲は0.5〜20μmである。粒子状吸湿性材料の平均粒径が前記範囲内にあると発泡性および発泡体の物性の点で好ましい。
【0011】
本発明において、粒子状吸湿性材料は、生分解性樹脂からなる発泡体中に存在することにより該生分解性樹脂の吸湿による物性低下を抑制する吸湿剤として作用するほか、超臨界流体を発泡剤として発泡体を形成する際に、発泡セルを形成するための核剤として作用する。
粒子状吸湿性材料の使用量は、生分解性樹脂100質量部に対して1.0〜300質量部の範囲で、要求される性能等により適宜設定される。粒子状吸湿性材料の使用量が多いほど吸湿性能は向上するが、多すぎると発泡体の柔軟性が低下する傾向がある。したがって、上記生分解性樹脂100質量部に対する粒子状吸湿性材料の使用量は、発泡体の柔軟性を重視する場合は、1.0質量部以上50質量部以下であることが好ましく、1.2〜30質量部程度がより好ましく、さらに好ましくは2.0〜20質量部である。上記範囲の下限値より少ないと核剤としての作用が十分に得られず、又吸湿性能にも劣る。
一方、発泡体における吸湿性能を重視する場合は、50質量部を超えて300質量部未満であることが好ましい。より好ましい使用量の範囲は100〜250質量部であり、さらに好ましくは150〜200質量部である。上記範囲の上限値を超えると成形が困難となるばかりでなく、相対的に生分解性樹脂の含有割合が低くなる結果、発泡体としての緩衝効果、柔軟性が悪くなる。
【0012】
<製造方法>
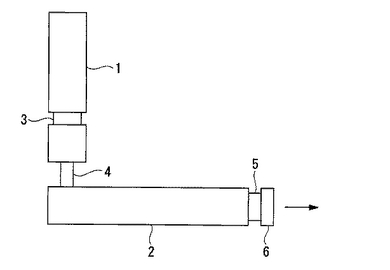
図1は、本発明の発泡体の製造方法に好適に用いられる押出成形機の一例を示した概略構成図である。この例の押出成形機は、一段目の押出機1と二段目の押出機2とが連結されており、一段目の押出機1の途中で超臨界流体が注入されるように概略構成されている。図中符号3は超臨界流体注入部を示す。また二段目の押出機2の出口にはダイ6が連結されている。なお図示していないが、二段目の押出機2には、内部を冷却するための冷却手段が設けられている。なお、二段目の押出機を設けず、一段目の押出機で冷却する構成とすることも可能である。
図中符号4は一段目の押出機1と二段目の押出機2との連結部(第1の連結部という)を示し、5は二段目の押出機2とダイ6との連結部(第2の連結部という)を示している。
【0013】
以下、本発明の発泡体の製造方法の一実施形態として、図1の押出成形機を用い、押出成形法により発泡体を製造する方法を説明する。
まず、生分解性樹脂と粒子状吸湿性材料を含有する混合樹脂を調製する。好ましくは、予め、生分解性樹脂と粒子状吸湿性材料を混合した混合樹脂をペレット状に成形しておく。該混合樹脂は、例えば二軸混練機や加圧ニーダー等の一般的な混合装置を用いて各材料を均一に混合分散することによって調製することができる。該混合樹脂には、本発明の効果を損なわない範囲で適宜の添加剤を含有させてもよい。
【0014】
次に、前記混合樹脂を一段目の押出機1に投入して加熱溶融させる。そして、超臨界流体注入部3で、溶融状態にある混合樹脂中に超臨界流体を注入する。
本発明において用いられる超臨界流体は、臨界温度以上かつ臨界圧力以上とすることにより超臨界状態となった流体であり、具体的には超臨界二酸化炭素または超臨界窒素等が好ましい。
超臨界流体の注入量は、混合樹脂の伸張粘度や溶融張力等の物性を考慮して、所望の発泡倍率の発泡体が得られるように適宜設定することができる。
【0015】
超臨界流体が注入された溶融状態の混合樹脂は、第1の連結部4を介して二段目の押出機2に連続的に送られ、該押出機2内を通る間に所定の冷却温度まで冷却される。
混合樹脂の冷却温度は、融点以上、融点+10℃以下の温度範囲が好ましく、より好ましくは融点+5℃以上である。混合樹脂の冷却温度を上記範囲内とすることにより、混合樹脂の伸張粘度、溶融張力を高めることができる。なお、ここでの混合樹脂の融点は、原料として用いた生分解性樹脂の融点であり、2種以上の生分解性樹脂を併用した場合は、混合割合が高い方の樹脂の融点となる。
この後、冷却された混合樹脂がダイ6から押し出され、混合樹脂中の超臨界流体が常圧に減圧されて気相へ相変化することにより発泡が生じ、発泡体が得られる。
【0016】
このようにして得られる発泡体は、生分解性樹脂層内に中空の発泡セルが多数存在し、該発泡セル内において粒子状吸湿性材料の表面のうちの少なくとも一部が露出している構造を有する。
発泡体の発泡倍率(発泡前の混合樹脂の比重/発泡体の比重)は、低すぎると良好な発泡状態が得られないので1.1以上が好ましく、1.5以上がより好ましい。発泡倍率の上限は特に制限されず、要求される機械的強度等の特性に応じて適宜設定することができるが、本発明によれば発泡倍率30程度の高倍率の発泡体を製造することができる。該発泡倍率のより好ましい範囲は、発泡体の用途にもよるが、例えば1.5〜30程度であり、さらに好ましい範囲は3.0〜20程度である。
発泡体の形状は特に制限されず、押出成形や射出成形等、用いる成形法により成形可能な形状であればよい。具体例としてはフィルム、シート、その他の形状の成形体等が挙げられる。
【0017】
上記実施形態の製造方法によれば、生分解性樹脂と粒子状吸湿性材料を含有する混合樹脂中に注入された超臨界流体が可塑剤として作用し、該混合樹脂の流動性が向上する。このため、粒子状吸湿性材料を配合させることによって樹脂の流動性が低下して成形性が悪くなるのが防止される。したがって、粒子状吸湿性材料を配合して、生分解性樹脂の吸湿による物性劣化が抑制された発泡体を得ることができる。
【0018】
また、上記のように超臨界流体の注入により混合樹脂の流動性が向上するので、二段目の押出機2において、ダイ6から押し出す前の混合樹脂を融点近傍まで冷却しても、良好な流動性が得られる。すなわち、混合樹脂の冷却温度の制限が緩和されるので、冷却温度条件の制御により伸張粘度、溶融張力をより好ましい範囲に設定することができる。これにより、発泡体の発泡状態をコントロールして、より良好な発泡状態の発泡体を得ることができる。例えば、発泡セルが微細なもの、いわゆるマイクロセルを有する発泡体や、逆にセルが大きくて発泡による緩衝効果が高い成形品やシートを製造することができる。
さらに、発泡剤として用いる超臨界流体は取り扱い性が良く、発泡体中に残渣が残らないという利点を有する。
【0019】
本発明の発泡体は、例えば緩衝材(シート、成形品)、乾燥剤成形体、シートを二次加工して得られる容器等、一般的な発泡材の用途に適用可能であるほか、吸湿性を有するので乾燥材としても利用可能である。また、生分解性樹脂からなるので、例えば土中や水中等で生分解するものであり、焼却せずに廃棄処分することができ、環境上好ましい。
【実施例】
【0020】
(実施例1〜7)
下記表1に示す組成で生分解性樹脂と粒子状吸湿性材料を混合して混合樹脂を得、この混合樹脂をペレット状に成形した。
・表1における生分解性樹脂(1)(2)(3)としてそれぞれ次のものを用いた。
生分解性樹脂(1)…脂肪族ポリエステル、製品名:ビオノーレ#1903、昭和高分子社製、融点116℃。
生分解性樹脂(2)…脂肪族ポリエステル、製品名:ビオノーレ#3903、昭和高分子社製、融点88℃。
生分解性樹脂(3)…脂肪族−芳香族コポリエステル、製品名:エコフレックス、ビーエーエスエフ社製、融点125℃。
・下記表1における粒子状吸湿性材料は、平均粒径1μmの酸化カルシウム(CaO)である。
【0021】
上記で調製した混合樹脂を用いてシート状の発泡体を成形した。
成形は、図1に示す構成の押出成形機を用い押出成形した。
すなわち、上記でペレット状に成形した混合樹脂を一段目の押出機1に投入し、ここで十分に溶融させた後、超臨界流体注入部3で超臨界流体を注入した。こうして一段目の押出機1において超臨界流体が注入された溶融状態の混合樹脂は、第1の連結部4を介して二段目の押出機2に連続的に送られ、冷却され、第2の連結部5を介してダイ6から押し出される。こうして発泡体を得た。
なお一段目の押出機1のバレル内径(口径)は65mm、二段目の押出機2のバレル内径は75mmとした。
【0022】
各実施例における条件を下記表1に示す。
・下記表1における超臨界流体は、超臨界窒素(表中ではN2と記載)または超臨界二酸化炭素(表中ではCO2と記載)である。
・下記表1における樹脂吐出量Aは、超臨界流体を注入しない状態においてダイ6から吐出される混合樹脂の吐出量(単位;kg/h)の測定結果である。
・下記表1における超臨界流体注入量Bは、超臨界流体注入部3から一段目の押出機1内に注入される超臨界流体の注入量(単位;kg/h)の測定結果である。
・下記表1における注入割合Cは、上記B/A×100で求められる値(単位;質量%)である。
・ダイ6としては、Tダイまたは丸ダイを用いた。Tダイは直線スリットからなる吐出口を有するもので、該吐出口の長さが300mmのものを用いた。一方、丸ダイは環状スリットからなる吐出口を有するもので、該吐出口の径が50mmのものを用いた。丸ダイを用いた場合は、丸ダイから押出成形された円筒状の成形物を、長さ方向に沿って切り開くことによりシート状にした。
・表1中の温度は、第2の連結部5内における混合樹脂の温度の測定結果である。
【0023】
得られたシート状の発泡体について、シートの厚さおよび発泡倍率を測定した。その結果を下記表1に示す。
【0024】
【表1】

【0025】
(比較例1)
実施例2において、CaOの配合量を310質量部に変更して、同様の押出成形法によりシート状の発泡体を成形しようとしたが、樹脂の流動性が低すぎて成形不能であった。
【0026】
(比較例2)
実施例2において、CaOの配合量を0.5質量部に変更して、同様の押出成形法によりシート状の発泡体を成形したが、良好な発泡状態は得られなかった。
【図面の簡単な説明】
【0027】
【図1】本発明の発泡体の製造方法に好適に用いられる押出成形機の一例を示した概略構成図である。
【符号の説明】
【0028】
1…一段目の押出機、2…二段目の押出機、3…超臨界流体注入部、6…ダイ。
【技術分野】
【0001】
本発明は、生分解性樹脂を用いた発泡体およびその製造方法に関する。
【背景技術】
【0002】
従来、生分解性樹脂からなる発泡体は、発泡剤として水、化学発泡剤、物理発泡剤(フロン、ブタン、二酸化炭素、窒素等)を利用して製造されている(例えば下記特許文献1〜5)。
【特許文献1】特開平10−152572号公報
【特許文献2】特許第3471810号公報
【特許文献3】特許第2609795号公報
【特許文献4】特開2003−327735号公報
【特許文献5】特開平11−147943号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、これらの発泡剤を用いた場合、発泡剤の残渣が発泡体中に残ったり、例えばブタンなどは可燃性ガスであるため発泡剤そのものの取り扱い性が問題となっている。
また、生分解性樹脂は加水分解作用により最終的には分解に至る性質を有することを特徴とするものであるが、吸湿が生じると分解が促進され、短期間のうちに物性の劣化が生じ易いという不都合がある。
【0004】
本発明は、上記事情に鑑みてなされたものであって、生分解性樹脂からなる発泡体であって、発泡剤の取り扱い性が良く、発泡体中に発泡剤の残渣が残らない発泡体およびその製造方法を提供することを目的とする。
また好ましくは、生分解性樹脂の吸湿による物性劣化が抑えられるようにした発泡体およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記の目的を達成するために、本発明は、生分解性樹脂100質量部と、粒子状吸湿性材料1.0〜300質量部を含有する混合樹脂を超臨界流体を用いて発泡させてなることを特徴とする発泡体を提供する。
前記生分解性樹脂が、脂肪族ポリエステルおよび/または脂肪族−芳香族コポリエステルを含有することが好ましい。
前記超臨界流体が窒素または二酸化炭素のいずれか一方であることが好ましい。
前記粒子状吸湿性材料が無機化合物からなり、平均粒径が0.1μm〜50μmであることが好ましい。
好ましい態様において、発泡体の発泡倍率が1.1〜30である。
【0006】
また本発明は、本発明の発泡体を製造する方法であって、生分解性樹脂100質量部と、粒子状吸湿性材料1.0〜300質量部を含有する混合樹脂を加熱溶融させた状態で、超臨界流体を該混合樹脂中に導入する工程と、超臨界流体が導入された混合樹脂を融点以上、融点+10℃以下の温度範囲内まで冷却させる工程と、前記冷却された混合樹脂を押出成形する工程を有することを特徴とする発泡体の製造方法を提供する。
【発明の効果】
【0007】
本発明の発泡体は、生分解性樹脂からなる発泡体であり、発泡剤として超臨界流体を用いたものであるので、発泡剤の取り扱い性が良く、発泡体中に発泡剤の残渣が残らない。
また本発明の発泡体は、粒子状吸湿性材料を含有するものであるので、生分解性樹脂の吸湿による物性劣化が抑えられる。
本発明の発泡体の製造方法によれば、生分解性樹脂からなり、発泡剤の取り扱い性が良く、発泡体中に発泡剤の残渣が残らない発泡体を製造することができる。
また本発明の発泡体の製造方法によれば、粒子状吸湿性材料を含有しており、生分解性樹脂の吸湿による物性劣化が抑えられる発泡体を製造することができる。
【発明を実施するための最良の形態】
【0008】
<生分解性樹脂>
本発明における生分解性樹脂組成物としては、脂肪族ポリエステル樹脂、脂肪族−芳香族コポリエステル、ポリブチレンサクシネート、ポリブチレンアジペート、ポリ乳酸、ポリカプロラクトン等の公知の生分解性樹脂から選ばれる1種または2種以上を用いることができる。これらの生分解性樹脂は市販品として入手可能である。中でも、少なくとも脂肪族ポリエステルおよび/または脂肪族−芳香族コポリエステルを含有することが好ましい。特に、脂肪族ポリエステル樹脂、脂肪族−芳香族コポリエステル、または脂肪族ポリエステル樹脂と脂肪族−芳香族コポリエステルの混合物が好適である。また、これらの混合物を主成分として、さらにポリ乳酸系樹脂(例えば、レイシアH440、レイシアH100、レイシアH280、M−151SQ52、いずれも三井化学社製)を含有させてもよい。
【0009】
脂肪族ポリエステル樹脂の具体例としては、ビオノーレ#1001、ビオノーレ#3001、ビオノーレ#1903、ビオノーレ#3903、ビオノーレ2001G、ビオノーレ5001G(いずれも商品名、昭和高分子社製)等が挙げられる。
脂肪族−芳香族コポリエステルの具体例としては、ECOFLEX(商品名、BASF社製)等が挙げられる。
【0010】
<粒子状吸湿性材料>
本発明における粒子状吸湿性材料としては、吸湿性を有する無機化合物が好ましく用いられる。具体例としてはシリカゲル、アロフェン、ベントナイト、ゼオライト、アルミナシリカゲル、塩化カルシウム、塩化マグネシウム、酸化カルシウム、酸化マグネシウム、酸化ストロンチウム、酸化バリウム、酸化マグネシウムと塩化マグネシウムとの混合物などが挙げられる。
これらの中ではシリカゲル、ベントナイト、酸化カルシウム、および酸化マグネシウムが生分解性樹脂への混合、分散性の点で好ましい。
粒子状吸湿性材料の平均粒径は0.1μm〜50μmが好ましく、より好ましい範囲は0.5〜20μmである。粒子状吸湿性材料の平均粒径が前記範囲内にあると発泡性および発泡体の物性の点で好ましい。
【0011】
本発明において、粒子状吸湿性材料は、生分解性樹脂からなる発泡体中に存在することにより該生分解性樹脂の吸湿による物性低下を抑制する吸湿剤として作用するほか、超臨界流体を発泡剤として発泡体を形成する際に、発泡セルを形成するための核剤として作用する。
粒子状吸湿性材料の使用量は、生分解性樹脂100質量部に対して1.0〜300質量部の範囲で、要求される性能等により適宜設定される。粒子状吸湿性材料の使用量が多いほど吸湿性能は向上するが、多すぎると発泡体の柔軟性が低下する傾向がある。したがって、上記生分解性樹脂100質量部に対する粒子状吸湿性材料の使用量は、発泡体の柔軟性を重視する場合は、1.0質量部以上50質量部以下であることが好ましく、1.2〜30質量部程度がより好ましく、さらに好ましくは2.0〜20質量部である。上記範囲の下限値より少ないと核剤としての作用が十分に得られず、又吸湿性能にも劣る。
一方、発泡体における吸湿性能を重視する場合は、50質量部を超えて300質量部未満であることが好ましい。より好ましい使用量の範囲は100〜250質量部であり、さらに好ましくは150〜200質量部である。上記範囲の上限値を超えると成形が困難となるばかりでなく、相対的に生分解性樹脂の含有割合が低くなる結果、発泡体としての緩衝効果、柔軟性が悪くなる。
【0012】
<製造方法>
図1は、本発明の発泡体の製造方法に好適に用いられる押出成形機の一例を示した概略構成図である。この例の押出成形機は、一段目の押出機1と二段目の押出機2とが連結されており、一段目の押出機1の途中で超臨界流体が注入されるように概略構成されている。図中符号3は超臨界流体注入部を示す。また二段目の押出機2の出口にはダイ6が連結されている。なお図示していないが、二段目の押出機2には、内部を冷却するための冷却手段が設けられている。なお、二段目の押出機を設けず、一段目の押出機で冷却する構成とすることも可能である。
図中符号4は一段目の押出機1と二段目の押出機2との連結部(第1の連結部という)を示し、5は二段目の押出機2とダイ6との連結部(第2の連結部という)を示している。
【0013】
以下、本発明の発泡体の製造方法の一実施形態として、図1の押出成形機を用い、押出成形法により発泡体を製造する方法を説明する。
まず、生分解性樹脂と粒子状吸湿性材料を含有する混合樹脂を調製する。好ましくは、予め、生分解性樹脂と粒子状吸湿性材料を混合した混合樹脂をペレット状に成形しておく。該混合樹脂は、例えば二軸混練機や加圧ニーダー等の一般的な混合装置を用いて各材料を均一に混合分散することによって調製することができる。該混合樹脂には、本発明の効果を損なわない範囲で適宜の添加剤を含有させてもよい。
【0014】
次に、前記混合樹脂を一段目の押出機1に投入して加熱溶融させる。そして、超臨界流体注入部3で、溶融状態にある混合樹脂中に超臨界流体を注入する。
本発明において用いられる超臨界流体は、臨界温度以上かつ臨界圧力以上とすることにより超臨界状態となった流体であり、具体的には超臨界二酸化炭素または超臨界窒素等が好ましい。
超臨界流体の注入量は、混合樹脂の伸張粘度や溶融張力等の物性を考慮して、所望の発泡倍率の発泡体が得られるように適宜設定することができる。
【0015】
超臨界流体が注入された溶融状態の混合樹脂は、第1の連結部4を介して二段目の押出機2に連続的に送られ、該押出機2内を通る間に所定の冷却温度まで冷却される。
混合樹脂の冷却温度は、融点以上、融点+10℃以下の温度範囲が好ましく、より好ましくは融点+5℃以上である。混合樹脂の冷却温度を上記範囲内とすることにより、混合樹脂の伸張粘度、溶融張力を高めることができる。なお、ここでの混合樹脂の融点は、原料として用いた生分解性樹脂の融点であり、2種以上の生分解性樹脂を併用した場合は、混合割合が高い方の樹脂の融点となる。
この後、冷却された混合樹脂がダイ6から押し出され、混合樹脂中の超臨界流体が常圧に減圧されて気相へ相変化することにより発泡が生じ、発泡体が得られる。
【0016】
このようにして得られる発泡体は、生分解性樹脂層内に中空の発泡セルが多数存在し、該発泡セル内において粒子状吸湿性材料の表面のうちの少なくとも一部が露出している構造を有する。
発泡体の発泡倍率(発泡前の混合樹脂の比重/発泡体の比重)は、低すぎると良好な発泡状態が得られないので1.1以上が好ましく、1.5以上がより好ましい。発泡倍率の上限は特に制限されず、要求される機械的強度等の特性に応じて適宜設定することができるが、本発明によれば発泡倍率30程度の高倍率の発泡体を製造することができる。該発泡倍率のより好ましい範囲は、発泡体の用途にもよるが、例えば1.5〜30程度であり、さらに好ましい範囲は3.0〜20程度である。
発泡体の形状は特に制限されず、押出成形や射出成形等、用いる成形法により成形可能な形状であればよい。具体例としてはフィルム、シート、その他の形状の成形体等が挙げられる。
【0017】
上記実施形態の製造方法によれば、生分解性樹脂と粒子状吸湿性材料を含有する混合樹脂中に注入された超臨界流体が可塑剤として作用し、該混合樹脂の流動性が向上する。このため、粒子状吸湿性材料を配合させることによって樹脂の流動性が低下して成形性が悪くなるのが防止される。したがって、粒子状吸湿性材料を配合して、生分解性樹脂の吸湿による物性劣化が抑制された発泡体を得ることができる。
【0018】
また、上記のように超臨界流体の注入により混合樹脂の流動性が向上するので、二段目の押出機2において、ダイ6から押し出す前の混合樹脂を融点近傍まで冷却しても、良好な流動性が得られる。すなわち、混合樹脂の冷却温度の制限が緩和されるので、冷却温度条件の制御により伸張粘度、溶融張力をより好ましい範囲に設定することができる。これにより、発泡体の発泡状態をコントロールして、より良好な発泡状態の発泡体を得ることができる。例えば、発泡セルが微細なもの、いわゆるマイクロセルを有する発泡体や、逆にセルが大きくて発泡による緩衝効果が高い成形品やシートを製造することができる。
さらに、発泡剤として用いる超臨界流体は取り扱い性が良く、発泡体中に残渣が残らないという利点を有する。
【0019】
本発明の発泡体は、例えば緩衝材(シート、成形品)、乾燥剤成形体、シートを二次加工して得られる容器等、一般的な発泡材の用途に適用可能であるほか、吸湿性を有するので乾燥材としても利用可能である。また、生分解性樹脂からなるので、例えば土中や水中等で生分解するものであり、焼却せずに廃棄処分することができ、環境上好ましい。
【実施例】
【0020】
(実施例1〜7)
下記表1に示す組成で生分解性樹脂と粒子状吸湿性材料を混合して混合樹脂を得、この混合樹脂をペレット状に成形した。
・表1における生分解性樹脂(1)(2)(3)としてそれぞれ次のものを用いた。
生分解性樹脂(1)…脂肪族ポリエステル、製品名:ビオノーレ#1903、昭和高分子社製、融点116℃。
生分解性樹脂(2)…脂肪族ポリエステル、製品名:ビオノーレ#3903、昭和高分子社製、融点88℃。
生分解性樹脂(3)…脂肪族−芳香族コポリエステル、製品名:エコフレックス、ビーエーエスエフ社製、融点125℃。
・下記表1における粒子状吸湿性材料は、平均粒径1μmの酸化カルシウム(CaO)である。
【0021】
上記で調製した混合樹脂を用いてシート状の発泡体を成形した。
成形は、図1に示す構成の押出成形機を用い押出成形した。
すなわち、上記でペレット状に成形した混合樹脂を一段目の押出機1に投入し、ここで十分に溶融させた後、超臨界流体注入部3で超臨界流体を注入した。こうして一段目の押出機1において超臨界流体が注入された溶融状態の混合樹脂は、第1の連結部4を介して二段目の押出機2に連続的に送られ、冷却され、第2の連結部5を介してダイ6から押し出される。こうして発泡体を得た。
なお一段目の押出機1のバレル内径(口径)は65mm、二段目の押出機2のバレル内径は75mmとした。
【0022】
各実施例における条件を下記表1に示す。
・下記表1における超臨界流体は、超臨界窒素(表中ではN2と記載)または超臨界二酸化炭素(表中ではCO2と記載)である。
・下記表1における樹脂吐出量Aは、超臨界流体を注入しない状態においてダイ6から吐出される混合樹脂の吐出量(単位;kg/h)の測定結果である。
・下記表1における超臨界流体注入量Bは、超臨界流体注入部3から一段目の押出機1内に注入される超臨界流体の注入量(単位;kg/h)の測定結果である。
・下記表1における注入割合Cは、上記B/A×100で求められる値(単位;質量%)である。
・ダイ6としては、Tダイまたは丸ダイを用いた。Tダイは直線スリットからなる吐出口を有するもので、該吐出口の長さが300mmのものを用いた。一方、丸ダイは環状スリットからなる吐出口を有するもので、該吐出口の径が50mmのものを用いた。丸ダイを用いた場合は、丸ダイから押出成形された円筒状の成形物を、長さ方向に沿って切り開くことによりシート状にした。
・表1中の温度は、第2の連結部5内における混合樹脂の温度の測定結果である。
【0023】
得られたシート状の発泡体について、シートの厚さおよび発泡倍率を測定した。その結果を下記表1に示す。
【0024】
【表1】
【0025】
(比較例1)
実施例2において、CaOの配合量を310質量部に変更して、同様の押出成形法によりシート状の発泡体を成形しようとしたが、樹脂の流動性が低すぎて成形不能であった。
【0026】
(比較例2)
実施例2において、CaOの配合量を0.5質量部に変更して、同様の押出成形法によりシート状の発泡体を成形したが、良好な発泡状態は得られなかった。
【図面の簡単な説明】
【0027】
【図1】本発明の発泡体の製造方法に好適に用いられる押出成形機の一例を示した概略構成図である。
【符号の説明】
【0028】
1…一段目の押出機、2…二段目の押出機、3…超臨界流体注入部、6…ダイ。
【特許請求の範囲】
【請求項1】
生分解性樹脂100質量部と、粒子状吸湿性材料1.0〜300質量部を含有する混合樹脂を超臨界流体を用いて発泡させてなることを特徴とする発泡体。
【請求項2】
前記生分解性樹脂が、脂肪族ポリエステルおよび/または脂肪族−芳香族コポリエステルを含有することを特徴とする請求項1記載の発泡体
【請求項3】
前記超臨界流体が窒素または二酸化炭素のいずれか一方であることを特徴とする請求項1または2に記載の発泡体。
【請求項4】
前記粒子状吸湿性材料が無機化合物からなり、平均粒径が0.1μm〜50μmであることを特徴とする請求項1〜3のいずれか一項に記載の発泡体。
【請求項5】
発泡体の発泡倍率が1.1〜30であることを特徴とする請求項1〜4のいずれか一項に記載の発泡体。
【請求項6】
請求項1〜5のいずれか一項に記載の発泡体を製造する方法であって、
生分解性樹脂100質量部と、粒子状吸湿性材料1.0〜300質量部を含有する混合樹脂を加熱溶融させた状態で、超臨界流体を該混合樹脂中に導入する工程と、超臨界流体が導入された混合樹脂を融点以上、融点+10℃以下の温度範囲内まで冷却させる工程と、前記冷却された混合樹脂を押出成形する工程を有することを特徴とする発泡体の製造方法。
【請求項1】
生分解性樹脂100質量部と、粒子状吸湿性材料1.0〜300質量部を含有する混合樹脂を超臨界流体を用いて発泡させてなることを特徴とする発泡体。
【請求項2】
前記生分解性樹脂が、脂肪族ポリエステルおよび/または脂肪族−芳香族コポリエステルを含有することを特徴とする請求項1記載の発泡体
【請求項3】
前記超臨界流体が窒素または二酸化炭素のいずれか一方であることを特徴とする請求項1または2に記載の発泡体。
【請求項4】
前記粒子状吸湿性材料が無機化合物からなり、平均粒径が0.1μm〜50μmであることを特徴とする請求項1〜3のいずれか一項に記載の発泡体。
【請求項5】
発泡体の発泡倍率が1.1〜30であることを特徴とする請求項1〜4のいずれか一項に記載の発泡体。
【請求項6】
請求項1〜5のいずれか一項に記載の発泡体を製造する方法であって、
生分解性樹脂100質量部と、粒子状吸湿性材料1.0〜300質量部を含有する混合樹脂を加熱溶融させた状態で、超臨界流体を該混合樹脂中に導入する工程と、超臨界流体が導入された混合樹脂を融点以上、融点+10℃以下の温度範囲内まで冷却させる工程と、前記冷却された混合樹脂を押出成形する工程を有することを特徴とする発泡体の製造方法。
【図1】

【公開番号】特開2006−131703(P2006−131703A)
【公開日】平成18年5月25日(2006.5.25)
【国際特許分類】
【出願番号】特願2004−320405(P2004−320405)
【出願日】平成16年11月4日(2004.11.4)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成18年5月25日(2006.5.25)
【国際特許分類】
【出願日】平成16年11月4日(2004.11.4)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]