
発泡充填部材
【課題】発泡シートの発泡により形成される発泡体の破損を防止することができる発泡充填部材を提供する。
【解決手段】発泡材料からなる発泡シート2と、非発泡材料からなり、発泡シート2を厚み方向において挟持するホルダ部材3とを備え、ピラーの空間を充填するための発泡充填部材1において、ホルダ部材3に、厚み方向一方から発泡シート2に接触される第1ホルダ部材11と、厚み方向他方から発泡シート2に接触される第2ホルダ部材12とを、厚み方向に投影したときに、互いに重ならないように設ける。
【解決手段】発泡材料からなる発泡シート2と、非発泡材料からなり、発泡シート2を厚み方向において挟持するホルダ部材3とを備え、ピラーの空間を充填するための発泡充填部材1において、ホルダ部材3に、厚み方向一方から発泡シート2に接触される第1ホルダ部材11と、厚み方向他方から発泡シート2に接触される第2ホルダ部材12とを、厚み方向に投影したときに、互いに重ならないように設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、構造物の空間を充填するための発泡充填部材に関する。
【背景技術】
【0002】
従来、自動車のピラーなどの中空構造物を充填するための発泡充填部材が知られている。
【0003】
例えば、外部加熱によって発泡される発泡性材料を、発泡性材料の発泡を制限する1対の支持プレートによって挟持する支持構造が開示されている(例えば、下記特許文献1参照。)。
【0004】
このような支持構造では、1対の支持プレートは、中空室の開口断面に沿って延びる平板状に形成され、互いに発泡性材料の厚み方向に対向されている。これにより、1対の支持プレートは、厚み方向における発泡性材料の発泡を制限し、発泡性材料を中空室の内周面に向かって発泡させている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平8−276448号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかるに、上記した支持構造では、1対の支持プレートは、発泡性材料の厚み方向に投影したときに互いに重なるように対向されている。
【0007】
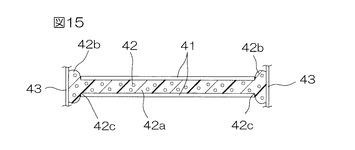
そのため、発泡性材料を発泡させたときには、図15に示すように、発泡体42のうち、支持プレート41に挟持されない部分42b(すなわち、支持プレート41の端部から中空室43の内周面に向かって発泡される部分)は、支持プレート41に制限されないので、両支持プレート41の厚み方向間隔よりも厚み方向に拡がりながら発泡される。
【0008】
これにより、発泡体42は、支持プレート41に挟持される部分42aと、支持プレート41に挟持されない部分42bとにおいて、極端に厚みが異なる形状となる。
【0009】
その結果、発泡体42に振動が伝わった場合には、支持プレート41に挟持される部分42aと、支持プレート41に挟持されない部分42bとの境界部分42c(すなわち、支持プレート41の端部に挟持される部分)に応力が集中し、発泡体42が破損する場合がある。
【0010】
そこで、本発明は、発泡シートの発泡により形成される発泡体の破損を防止することができる発泡充填部材を提供することにある。
【課題を解決するための手段】
【0011】
上記した目的を達成するため、本発明の発泡充填部材は、構造物の空間を充填するための発泡充填部材であって、発泡材料からなる発泡シートと、非発泡材料からなり、前記発泡シートを前記発泡シートの厚み方向において挟持するホルダ部材とを備え、前記ホルダ部材は、前記厚み方向一方から前記発泡シートに接触される第1ホルダ部材と、前記厚み方向他方から前記発泡シートに接触される第2ホルダ部材とを備え、前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに、互いに重ならないように配置されていることを特徴としている。
【0012】
また、本発明の発泡充填部材では、前記第1ホルダ部材は、前記厚み方向に投影したときに、前記発泡シートの周縁部分と重なり、前記第2ホルダ部材は、前記厚み方向に投影したときに、前記発泡シートにおける前記周縁部分より内側の中央部分と重なることが好適である。
【0013】
また、本発明の発泡充填部材では、前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに、互いに齟齬状に配置されていることが好適である。
【0014】
また、本発明の発泡充填部材では、前記ホルダ部材は、前記構造物に取り付けられる取付部材を備え、前記第1ホルダ部材と前記第2ホルダ部材とは、前記取付部材を介して、前記厚み方向に互いに間隔を隔てて配置されていることを特徴としている。
【0015】
また、本発明の発泡充填部材では、前記第1ホルダ部材および/または前記第2ホルダ部材は、前記発泡シートを係止する係止部材を備えていることが好適である。
【0016】
また、本発明の発泡充填部材では、前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに隙間を形成するように配置されていることが好適である。
【発明の効果】
【0017】
本発明の発泡充填部材によれば、発泡シートを挟持する第1ホルダ部材と第2ホルダ部材とは、厚み方向に投影したときに、互いに重ならないように配置されている。
【0018】
そのため、発泡シートは、発泡されたときには、片面において、第1ホルダ部材または第2ホルダ部材と接触され、厚み方向への発泡が規制される一方、その反対側の面において、第1ホルダ部材および第2ホルダ部材のどちらにも接触されず、厚み方向への発泡が許容される。
【0019】
これにより、第1ホルダ部材または第2ホルダ部材に接触される片面において、発泡シートの厚み方向への発泡を規制できながら、その反対側の面において、発泡体の極端な厚みの変化を低減することができ、特定の部位に応力が集中することを防止することができる。
【0020】
その結果、発泡後の発泡シートの破損を防止することができる。
【図面の簡単な説明】
【0021】
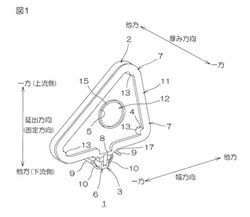
【図1】本発明の発泡充填部材の第1実施形態を示し、厚み方向一方から見た斜視図である。
【図2】図1に示される発泡シートの厚み方向他方から見た斜視図である。
【図3】図1に示されるホルダ部材の厚み方向一方から見た斜視図である。
【図4】図1に示されるホルダ部材の厚み方向他方から見た斜視図である。
【図5】図1に示されるホルダ部材の厚み方向一方から見た側面図である。
【図6】図1に示される発泡充填部材の厚み方向他方から見た斜視図である。
【図7】第1実施形態の発泡充填部材のピラーへの取り付けを説明するための説明図である。
【図8】図7におけるA−A断面図を示す。
【図9】図8に示す発泡充填部材の発泡を説明するための説明図である。
【図10】本発明の発泡充填部材の第2実施形態における発泡シートを示し、厚み方向一方から見た側面図である。
【図11】本発明の発泡充填部材の第2実施形態におけるホルダ部材を示し、厚み方向一方から見た側面図である。
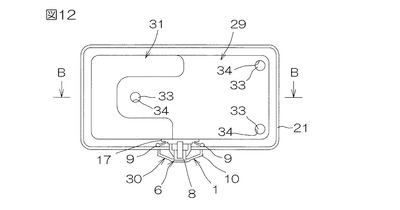
【図12】第2実施形態の発泡充填部材のピラーへの取り付けを説明するための説明図である。
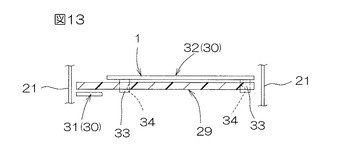
【図13】図12におけるB−B断面図を示す。
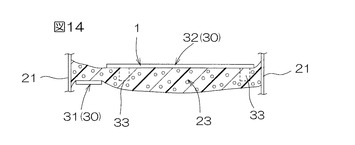
【図14】図13に示す発泡充填部材の発泡を説明するための説明図である。
【図15】従来の発泡充填部材の発泡を説明するための説明図である。
【発明を実施するための形態】
【0022】
(第1実施形態)
図1は、本発明の発泡充填部材の第1実施形態を示し、厚み方向一方から見た斜視図である。
【0023】
発泡充填部材1は、図1に示すように、発泡シート2と、発泡シート2を挟持するホルダ部材3とを備え、自動車のピラー21(後述)などの構造物としての中空構造物の内部空間を充填するために用いられる。
【0024】
発泡シート2は、加熱(例えば、120〜210℃前後)により発泡する発泡材料からシート状に形成されている。
【0025】
発泡材料としては、特に制限されず、公知の発泡性ポリマーが用いられる。発泡性ポリマーとしては、特に制限されないが、例えば、エチレン・酢酸ビニル共重合体、ポリエチレン、ポリプロピレン、ポリエステル、ポリビニルブチラール、ポリ塩化ビニル、ポリアミド、ポリケトンなどの樹脂、例えば、スチレン−ブタジエン−ゴム(SBR)、ポリブタジエンゴム(BR)などのゴムなどが挙げられる。好ましくは、エチレン・酢酸ビニル共重合体が用いられる。エチレン・酢酸ビニル共重合体を用いることにより、発泡倍率を高くすることができる。これら発泡性ポリマーは、1種または2種以上を適宜選択して用いることができる。
【0026】
また、発泡材料には、発泡性ポリマーを発泡および硬化させるために、さらに、例えば、架橋剤、発泡剤、必要により発泡助剤などが適宜配合される。
【0027】
架橋剤としては、特に制限されないが、例えば、加熱により分解され、遊離ラジカルを発生して分子間または分子内に架橋結合を形成させる公知のラジカル発生剤が用いられる。より具体的には、例えば、ジクミルパーオキサイド、1,1−ジターシャリブチルパーオキシ−3,3,5−トリメチルシクロヘキサン、2,5−ジメチル−2,5−ジターシャリブチルパーオキシヘキサン、2,5−ジメチル−2,5−ジターシャリブチルパーオキシヘキシン、1,3−ビス(ターシャリーブチルパーオキシイソプロピル)ベンゼン、ターシャリブチルパーオキシケトン、ターシャリブチルパーオキシベンゾエートなどの有機過酸化物などが挙げられる。
【0028】
また、発泡性ポリマーが加硫可能である場合には、架橋剤として公知の加硫剤を用いることができる。そのような加硫剤としては、特に制限されないが、例えば、硫黄、硫黄化合物類、セレン、酸化マグネシウム、一酸化鉛、酸化亜鉛、ポリアミン類、オキシム類、ニトロソ化合物類、樹脂類、アンモニウム塩類などが挙げられる。
【0029】
これら架橋剤は、1種または2種以上を適宜選択して用いることができる。また、架橋剤の配合割合は、特に制限されないが、例えば、発泡性ポリマー100質量部に対して、0.1〜10質量部、好ましくは、0.5〜7質量部である。
【0030】
また、加硫剤を用いる場合には、加硫促進剤を併用することができる。加硫促進剤としては、例えば、ジチオカルバミン酸類、チアゾール類、グアニジン類、スルフェンアミド類、チウラム類、キサントゲン酸類、アルデヒドアンモニア類、アルデヒドアミン類、チオウレア類などの公知の加硫促進剤が挙げられる。このような加硫促進剤は、1種または2種以上を適宜選択して用いることができ、その配合割合は、発泡性ポリマー100質量部に対して、0.1〜5質量部である。
【0031】
また、加硫促進剤とは反対に、成形性の調節などを目的として、例えば、有機酸やアミン類などの公知の加硫遅延剤などを適宜配合することもできる。
【0032】
また、発泡剤としては、特に制限されないが、例えば、公知の無機系発泡剤や有機系発泡剤が用いられる。無機系発泡剤としては、例えば、炭酸アンモニウム、炭酸水素アンモニウム、炭酸水素ナトリウム、亜硝酸アンモニウム、水素化ホウ素ナトリウム、アジド類などが挙げられる。
【0033】
また、有機系発泡剤としては、例えば、アゾジカルボンアミド、バリウムアゾジカルボキシレート、アゾビスイソブチロニトリル、アゾジカルボン酸アミドなどのアゾ系化合物、例えば、N,N’−ジニトロソペンタメチレンテトラミン、N,N’−ジメチル−N,N’−ジニトロソテレフタルアミド、トリニトロトリメチルトリアミンなどのニトロソ系化合物、例えば、4,4’−オキシビス(ベンゼンスルホニルヒドラジド)、パラトルエンスルホニルヒドラジド、ジフェニルスルホン−3,3’−ジスルホニルヒドラジド、アリルビス(スルホニルヒドラジド)などのヒドラジド系化合物、例えば、p−トルイレンスルホニルセミカルバジド、4,4’−オキシビス(ベンゼンスルホニルセミカルバジド)などのセミカルバジド系化合物、例えば、トリクロロモノフルオロメタン、ジクロロモノフルオロメタンなどのフッ化アルカン、例えば、5−モルホリル−1,2,3,4−チアトリアゾールなどのトリアゾール系化合物などが挙げられる。
【0034】
また、これら発泡剤のなかでも、発泡性ポリマーの軟化温度以上で分解してガスを発生し、かつ、発泡シート2の形成時において、ほとんど発泡しないものが、組成に応じて適宜選択される。好ましくは、120〜210℃前後で発泡するものが用いられる。
【0035】
これら発泡剤は、1種または2種以上を適宜選択して用いることができる。また、発泡剤の配合割合は、特に制限されないが、例えば、発泡性ポリマー100質量部に対して、5〜50質量部、好ましくは、10〜30質量部である。
【0036】
なお、発泡剤の配合量は、発泡シート2の発泡時において、その発泡倍率が5〜25倍程度、好ましくは、10〜20倍程度で、実質的に独立気泡を生じさせる範囲であることが好適である。発泡剤の配合量が少なすぎると、発泡シート2が十分に発泡せず、一方、発泡剤の配合量が多すぎると、発泡により得られる発泡材の樹脂だれによる空隙を生じ、いずれも充填性が抵下する。
【0037】
発泡助剤としては、特に制限されないが、例えば、発泡剤の種類に応じて適宜公知の発泡助剤を選択することができ、より具体的には、例えば、尿素を主成分とする尿素系化合物、例えば、酸化亜鉛、酸化鉛などの金属酸化物、例えば、サリチル酸、ステアリン酸などの高級脂肪酸またはその金属塩などが挙げられる。好ましくは、高級脂肪酸金属塩が用いられる。
【0038】
これら発泡助剤は、1種または2種以上を適宜選択して用いることができる。また、発泡助剤の配合割合は、特に制限されないが、例えば、発泡性ポリマー100質量部に対して、1〜20質量部、好ましくは、5〜10質量部である。
【0039】
さらに、発泡材料には、その目的および用途によって、得られる発泡材の物性に影響を与えない範囲において、例えば、安定剤、補強材、充填剤、軟化剤や、さらには必要に応じて、例えば、可塑剤、老化防止剤、酸化防止剤、顔料、着色剤、防カビ剤、難燃剤などの公知の添加剤を適宜配合することができる。
【0040】
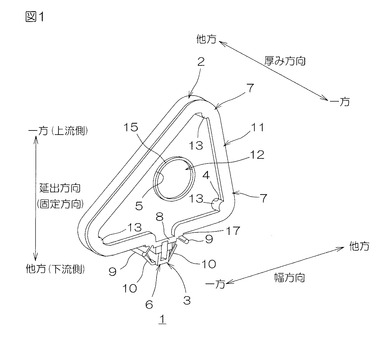
図2は、図1に示される発泡シートの厚み方向他方から見た斜視図である。
【0041】
発泡シート2は、図2に示すように、すべての頂部が湾曲された略三角形状に形成されている。また、発泡シート2には、3つの係止穴4と、1つの開口5とが形成されている。
【0042】
各係止穴4は、発泡シート2の頂部に1つずつ配置されており、発泡シート2を厚み方向(以下、単に厚み方向と記載する。)に貫通する略円形状に形成されている。各係止穴4は、ホルダ部材3の係止ボス13(後述)を受け入れ可能に形成されている。
【0043】
開口5は、発泡シート2の中央において、厚み方向に貫通する略円形状に形成されている。開口5は、発泡シート2の内部空間に対する充填性能を損なわず、かつ、発泡シート2の軽量化を図ることができるような大きさに調整されている。
【0044】
そして、発泡シート2は、例えば、まず、上記した発泡材料において、各成分を上記した配合割合において配合した後、例えば、ミキシングロール、加圧式ニーダーなどを用いて混練し、その後、プレスやカレンダーロールなどを用いてシート状に連続成形するか、あるいは、発泡材料を、例えば、押出成形機を用いてシート状に連続成形し、次いで、上記した形状に打ち抜くことにより、得ることができる。発泡シート2をシート状に連続成形することにより、生産効率よく、低コストで生産することができる。
【0045】
得られた発泡シート2の厚みは、例えば、0.5〜6.0mm、好ましくは、1.5〜3.5mmである。
【0046】
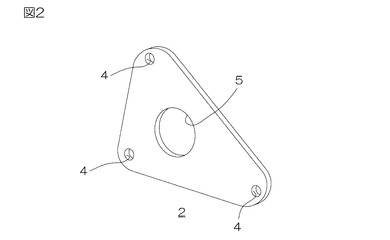
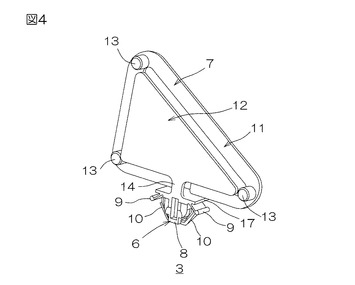
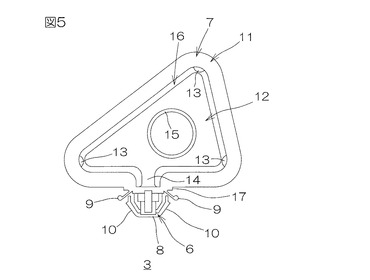
図3は、図1に示されるホルダ部材の厚み方向一方から見た斜視図である。図4は、図1に示されるホルダ部材の厚み方向他方から見た斜視図である。図5は、図1に示されるホルダ部材の厚み方向一方から見た側面図である。
【0047】
ホルダ部材3は、図3および図4に示すように、中空構造物の内側に取り付けられる取付部材としての固定部6と、発泡シート2を支持する支持部7とを一体的に備え、硬質樹脂などの非発泡材料から、射出成形などによって成形されている。
【0048】
固定部6は、ベース部8、内側係止部9および外側係止部10を一体的に備えている。
【0049】
ベース部8は、中空構造物に対する固定方向(図1参照)に沿って延びる略角柱形状に形成されている。ベース部8の固定方向上流側端部には、支持部7が連結される連結板17が設けられている。
【0050】
連結板17は、ベース部8よりも幅方向(固定方向と直交する方向、図1参照)に延びる略矩形平板形状に形成されている。
【0051】
内側係止部9は、可撓性の薄板片からなり、ベース部8の固定方向(図1参照)上流側(以下、延出方向一方とする。)端部の幅方向両端部から、固定方向下流側(以下、延出方向他方とする。)へ向かうに従ってベース部8から離間するように、幅方向外側へ向かって斜めに1対として突出形成されている。
【0052】
外側係止部10は、可撓性の薄板片からなり、ベース部8の延出方向他端部の幅方向両端部から、延出方向一方へ向かうに従ってベース部8から離間するように、幅方向外側へ向かって斜めに1対として、突出形成されている。
【0053】
支持部7は、第1ホルダ部材11と第2ホルダ部材12とを備えている。
【0054】
第1ホルダ部材11は、延出方向および幅方向に延び、発泡シート2の周縁部分に対応して、すべての頂部が湾曲された略三角平板状の枠形状に形成されている。また、第1ホルダ部材11は、その延出方向他端部の幅方向略中央において、連結板17における厚み方向(延出方向および幅方向に直交する方向、図1参照)一端部に連結されている。詳しくは、第1ホルダ部材11の延出方向他端部は、ベース部8に連結される部分において途切れており、幅方向に間隔を形成するように、ベース部8の幅方向一端部と、ベース部8の幅方向他端部とに連結されている。
【0055】
また、第1ホルダ部材11は、3つの係止部材としての係止ボス13を備えている。
【0056】
各係止ボス13は、第1ホルダ部材11の頂部に1つずつ配置されており、第1ホルダ部材11の厚み方向他面から厚み方向他方へ延びる略円柱形状に形成されている。
【0057】
第2ホルダ部材12は、発泡シート2における周縁部分より内側の中央部分に対応して、第1ホルダ部材11の開口面積よりも小さな面積を有する略三角平板形状に形成されている。また、第2ホルダ部材12の延出方向他端部には、その幅方向略中央から延出方向他方へ延びる連結部14が設けられている。
【0058】
そして、第2ホルダ部材12は、図5に示すように、厚み方向に投影したときに、第1ホルダ部材11との間に隙間16を形成するように、第1ホルダ部材11の内側に配置され、連結部14の延出方向他端部において、連結板17における厚み方向他端部に連結されている。すなわち、第2ホルダ部材12は、固定部6の連結板17を介して、第1ホルダ部材11と厚み方向に互いに間隔を隔てて配置されている。
【0059】
なお、連結部14の幅方向長さは、第1ホルダ部材11の延出方向他端部の幅方向間隔よりも短く形成され、連結部14は、第1ホルダ部材11の延出方向他端部の間に配置されている。
【0060】
つまり、第1ホルダ部材11と第2ホルダ部材12とは、厚み方向に投影したときに、互いに重ならないように配置されている。
【0061】
また、第2ホルダ部材12は、挿通リブ15を備えている。
【0062】
挿通リブ15は、第2ホルダ部材12の中央において、厚み方向に延びる略円筒形状に形成されている。また、挿通リブ15の外径は、発泡シート2の開口5の内径よりもわずかに小さく形成されている。
【0063】
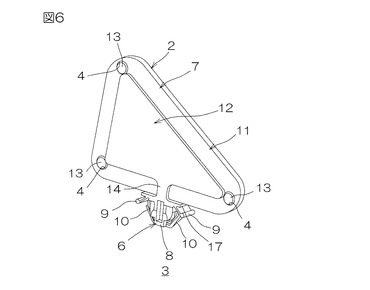
図6は、図1に示される発泡充填部材の厚み方向他方から見た斜視図である。
【0064】
発泡シート2とホルダ部材3とを組み合わせて発泡充填部材1を得るには、図1および図6に示すように、発泡シート2の各係止穴4に、厚み方向一方から第1ホルダ部材11の各係止ボス13を係止するとともに、発泡シート2の開口5に、厚み方向他方から第2ホルダ部材12の挿通リブ15を挿通して、第1ホルダ部材11と第2ホルダ部材12との間に発泡シート2を挟持する。
【0065】
これにより、厚み方向に投影したときに、第1ホルダ部材11は、発泡シート2の周縁部分と重なるように、厚み方向一方から発泡シート2に接触され、第2ホルダ部材12は、発泡シート2における周縁部分より内側の中央部分と重なるように、厚み方向他方から発泡シート2に接触される。
【0066】
得られた発泡充填部材1は、構造物の間の空間や中空構造物の内部空間に配置されて、発泡温度(例えば、120〜210℃前後)で加熱、発泡されることにより、その空間を隙間なく充填することができる。
【0067】
また、得られた発泡充填部材1は、特に制限されることなく、制振、防音、防塵、断熱、緩衝、水密などを目的として、構造物の空間に充填する、例えば、防振材、防音材、防塵材、断熱材、緩衝材、止水材などとして、各種の産業製品の発泡充填部材として、用いることができる。
【0068】
より具体的には、発泡充填部材1を用いて、中空構造物として、例えば、自動車のピラーの内部空間を充填し、エンジンの振動や騒音、あるいは、風きり音などが車室内に伝達されることを有効に防止することができる。
【0069】
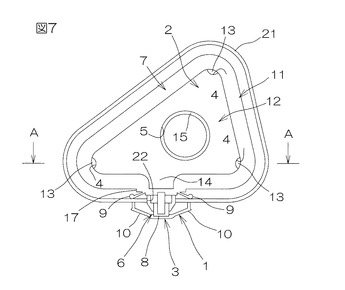
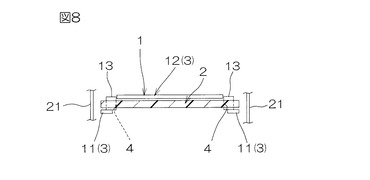
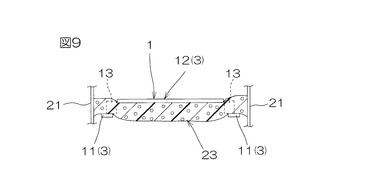
図7は、第1実施形態の発泡充填部材のピラーへの取り付けを説明するための説明図である。図8は、図7におけるA−A断面図を示す。図9は、図8に示す発泡充填部材の発泡を説明するための説明図である。
【0070】
次いで、図7〜図9を参照して、発泡充填部材1を用いて、自動車のピラー21の内部空間を充填する方法について説明する。
【0071】
この方法では、まず、図7および図8に示すように、発泡充填部材1を、ピラー21内に設置する。発泡充填部材1をピラー21内に設置するには、発泡充填部材1の固定部6を、ピラー21の予め形成された固定穴22に固定する。
【0072】
より具体的には、固定部6の外側係止部10を固定穴22に挿通する。そうすると、外側係止部10は、固定穴22の挿通中においては、幅方向内方に弾性変形するが、固定穴22の通過後には、幅方向外方に弾性変形して、ピラー21の外側面に弾性的に当接される。また、この状態においては、固定部6の内側係止部9が、ピラー21の内側面に弾性的に当接されるので、これら外側係止部10と内側係止部9とで、ピラー21を挟み込む状態となり、これによって、発泡充填部材1がピラー21に固定される。
【0073】
その後、図9に示すように、防錆処理など適宜の処理をした後に、例えば、その後の焼付塗装時の乾燥ライン工程での加熱(例えば、120〜210℃前後)によって、発泡充填部材1の発泡シート2を発泡および硬化させることにより発泡体23を形成し、この発泡体23によってピラー21の内部空間を隙間なく充填する。
【0074】
なお、発泡体23は、その密度(発泡材の質量(g)/発泡材の体積(g/cm3))が、例えば、0.04〜0.2g/cm3、さらには、0.05〜0.1g/cm3であることが好ましく、また、発泡時の発泡倍率が、5〜25倍、さらには、10〜20倍であることが好ましい。
【0075】
この発泡充填部材1によれば、発泡シート2を挟持する第1ホルダ部材11と第2ホルダ部材12とは、厚み方向に投影したときに、互いに重ならないように配置されている。
【0076】
そのため、発泡シート2は、発泡されたときには、片面において、第1ホルダ部材11または第2ホルダ部材12と接触され、厚み方向への発泡が規制される一方、その反対側の面において、第1ホルダ部材11および第2ホルダ部材12のどちらにも接触されず、厚み方向への発泡が許容される。
【0077】
これにより、第1ホルダ部材11または第2ホルダ部材12に接触される片面において、発泡シート2の厚み方向への発泡を規制できながら、その反対側の面において、発泡体23の極端な厚みの変化を低減することができ、特定の部位に応力が集中することを防止することができる。
【0078】
その結果、発泡体23の破損を防止することができる。
【0079】
また、この発泡充填部材1によれば、例えば、対称形状の一対のピラー21に対して、別々に発泡充填部材1を作製することなく、1種の発泡充填部材1で、一対のピラー21を両方充填することができる。
【0080】
また、この発泡充填部材1によれば、第1ホルダ部材11と第2ホルダ部材12とが同じ形状に形成され、対向配置されている場合(図15参照)に比べて、ホルダ部材3の成形に使用する非発泡材料の使用量を低減することができ、発泡充填部材1の低コスト化を図ることができる。
【0081】
また、この発泡充填部材1によれば、図1および図6に示されるように、厚み方向に投影したときに、第1ホルダ部材11が、発泡シート2の周縁部分と重なり、第2ホルダ部材12が、発泡シート2における周縁部分より内側の中央部分と重なる。
【0082】
そのため、第1ホルダ部材11と第2ホルダ部材12とを、厚み方向に投影したときに、互いに重ならないように配置することができながら、第1ホルダ部材11と第2ホルダ部材12との間に、発泡シート2を確実に挟持させることができる。
【0083】
また、この発泡充填部材1によれば、図3および図4に示すように、第1ホルダ部材12と第2ホルダ部材12とは、固定部6の連結板17を介して、厚み方向に互いに間隔を隔てて配置されている。
【0084】
そのため、第1ホルダ部材12と第2ホルダ部材12とを、固定部6を介して、一体的に成形および取り扱うことができる。
【0085】
また、この発泡充填部材1によれば、図4および図6に示すように、第1ホルダ部材11は、発泡シート2を係止する係止ボス33を備えている。
【0086】
そのため、発泡シート2を、第1ホルダ部材12と第2ホルダ部材12との間に確実に係止することができる。
【0087】
また、この発泡充填部材1によれば、図5に示すように、第1ホルダ部材11と第2ホルダ部材12とは、厚み方向に投影したときに隙間16を形成するように配置されている。
【0088】
そのため、ホルダ部材3を一体成形するときに、隙間16を利用して成形金型を取り外すことができ、容易にホルダ部材3を成形することができる。
(第2実施形態)
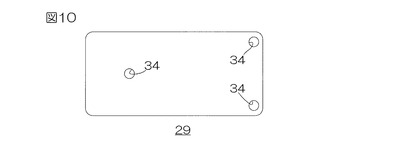
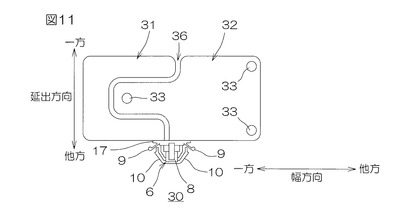
図10は、本発明の発泡充填部材の第2実施形態における発泡シートを示し、厚み方向一方から見た側面図である。図11は、本発明の発泡充填部材の第2実施形態におけるホルダ部材を示し、厚み方向一方から見た側面図である。図12は、第2実施形態の発泡充填部材のピラーへの取り付けを説明するための説明図である。図13は、図12におけるB−B断面図を示す。図14は、図13に示す発泡充填部材の発泡を説明するための説明図である。なお、図10〜図14において、上記した第1実施形態と同様の部材には同様の符号を付し、その説明を省略する。
【0089】
上記した第1実施形態では、ホルダ部材3として、発泡シート2の周縁部分に対応する第1ホルダ部材11と、発泡シート2における周縁部分より内側の中央部分に対応する第2ホルダ部材12とを設けている。
【0090】
対して、第2実施形態では、図11に示すように、ホルダ部材30として、第1ホルダ部材31と第2ホルダ部材32とを、厚み方向に投影したときに互いに齟齬状に配置されるように設けている。
【0091】
詳しくは、発泡充填部材1は、略矩形平板形状の発泡シート29(図10参照)と、発泡シート29を挟持するホルダ部材30(図11参照)とを備えている。
【0092】
発泡シート29には、図10に示すように、3つの係止穴34が形成されている。
【0093】
各係止穴34は、発泡シート29の幅方向他端部の延出方向両端部と、発泡シート29の幅方向一方側半分部分の略中央とに、1つずつ配置され、発泡シート29を厚み方向に貫通する略円形状に形成されている。各係止穴34は、ホルダ部材30の係止ボス33(後述)を受け入れ可能に形成されている。
【0094】
ホルダ部材30は、上記した固定部6と、第1ホルダ部材31および第2ホルダ部材32とを一体的に備えている。
【0095】
第1ホルダ部材31は、厚み方向に投影したときに、幅方向他方に向かって開放される略U字形状に形成されている。第1ホルダ部材31の延出方向他端部の幅方向他端部は、連結板17の厚み方向一端部において、幅方向一端部に連結されている。
【0096】
第2ホルダ部材32は、厚み方向に投影したときに、発泡シート29の幅方向他方側半分部分に対応するような大きさの略矩形平板形状部分と、略矩形平板形状部分の延出方向略中央から、第1ホルダ部材31の内側に配置されるように、幅方向一方へ突出されている突出部分とを一体的に備えている。第2ホルダ部材32の延出方向他端部の幅方向一端部は、厚み方向に投影したときに第1ホルダ部材31と幅方向に間隔を隔てるように、連結板17の厚み方向他端部において、幅方向他端部に連結されている。
【0097】
また、第2ホルダ部材32は、3つの係止部材の一例としての係止ボス33を備えている。
【0098】
各係止ボス33は、第2ホルダ部材32の幅方向他端部の延出方向両端部と、第2ホルダ部材32の突出部分の幅方向一端部とに、発泡シート29の各係止穴34に対応するように配置され、第2ホルダ部材32の厚み方向一面から厚み方向一方へ突出する略円柱形状に形成されている。
【0099】
そして、第1ホルダ部材31と第2ホルダ部材32とは、厚み方向に投影したときに、互いに隙間35を形成するように齟齬状(互い違い状)に配置されている。すなわち、第1ホルダ部材31と第2ホルダ部材32とは、厚み方向に投影したときに、互いに重ならないように配置されている。
【0100】
次いで、第1実施形態と同様に、図12および図13に示すように、発泡充填部材1を、ピラー21内に設置し、その後、図14に示すように、防錆処理など適宜の処理をした後に、例えば、その後の焼付塗装時の乾燥ライン工程での加熱(例えば、120〜210℃前後)によって、発泡充填部材1の発泡シート29を発泡および硬化させることにより発泡体23を形成し、この発泡体23によってピラー21の内部空間を隙間なく充填する。
【0101】
第2実施形態の発泡充填部材1によれば、図12および図13に示すように、第1ホルダ部材31と第2ホルダ部材32とが、厚み方向に投影したときに、互いに齟齬状に配置されている。
【0102】
そのため、第1ホルダ部材31と第2ホルダ部材32とを、厚み方向に投影したときに、互いに重ならないように配置することができながら、第1ホルダ部材31と第2ホルダ部材32との間に、発泡シート2を確実に挟持させることができる。
【0103】
また、第2実施形態の発泡充填部材1でも、上記した第1実施形態と同様の作用効果を得ることができる。
(その他の変形例)
なお、上記した実施形態では、発泡シート2を、略三角形状や略矩形状に形成し、ホルダ部材3を発泡シート2の外形形状に対応させたが、発泡シート2およびホルダ部材3の形状は、特に限られず、構造物の空間に対応して、適宜選択することができる。
【0104】
また、係止穴4、係止ボス13、開口5および挿通リブ15の数や形状も、構造物の空間に対応して、適宜選択することができる。
【符号の説明】
【0105】
1 発泡充填部材
2 発泡シート
3 ホルダ部材
6 固定部
11 第1ホルダ部材
12 第2ホルダ部材
13 係止ボス
16 隙間
21 ピラー
29 発泡シート
30 ホルダ部材
31 第1ホルダ部材
32 第2ホルダ部材
33 係止ボス
35 隙間
【技術分野】
【0001】
本発明は、構造物の空間を充填するための発泡充填部材に関する。
【背景技術】
【0002】
従来、自動車のピラーなどの中空構造物を充填するための発泡充填部材が知られている。
【0003】
例えば、外部加熱によって発泡される発泡性材料を、発泡性材料の発泡を制限する1対の支持プレートによって挟持する支持構造が開示されている(例えば、下記特許文献1参照。)。
【0004】
このような支持構造では、1対の支持プレートは、中空室の開口断面に沿って延びる平板状に形成され、互いに発泡性材料の厚み方向に対向されている。これにより、1対の支持プレートは、厚み方向における発泡性材料の発泡を制限し、発泡性材料を中空室の内周面に向かって発泡させている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平8−276448号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかるに、上記した支持構造では、1対の支持プレートは、発泡性材料の厚み方向に投影したときに互いに重なるように対向されている。
【0007】
そのため、発泡性材料を発泡させたときには、図15に示すように、発泡体42のうち、支持プレート41に挟持されない部分42b(すなわち、支持プレート41の端部から中空室43の内周面に向かって発泡される部分)は、支持プレート41に制限されないので、両支持プレート41の厚み方向間隔よりも厚み方向に拡がりながら発泡される。
【0008】
これにより、発泡体42は、支持プレート41に挟持される部分42aと、支持プレート41に挟持されない部分42bとにおいて、極端に厚みが異なる形状となる。
【0009】
その結果、発泡体42に振動が伝わった場合には、支持プレート41に挟持される部分42aと、支持プレート41に挟持されない部分42bとの境界部分42c(すなわち、支持プレート41の端部に挟持される部分)に応力が集中し、発泡体42が破損する場合がある。
【0010】
そこで、本発明は、発泡シートの発泡により形成される発泡体の破損を防止することができる発泡充填部材を提供することにある。
【課題を解決するための手段】
【0011】
上記した目的を達成するため、本発明の発泡充填部材は、構造物の空間を充填するための発泡充填部材であって、発泡材料からなる発泡シートと、非発泡材料からなり、前記発泡シートを前記発泡シートの厚み方向において挟持するホルダ部材とを備え、前記ホルダ部材は、前記厚み方向一方から前記発泡シートに接触される第1ホルダ部材と、前記厚み方向他方から前記発泡シートに接触される第2ホルダ部材とを備え、前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに、互いに重ならないように配置されていることを特徴としている。
【0012】
また、本発明の発泡充填部材では、前記第1ホルダ部材は、前記厚み方向に投影したときに、前記発泡シートの周縁部分と重なり、前記第2ホルダ部材は、前記厚み方向に投影したときに、前記発泡シートにおける前記周縁部分より内側の中央部分と重なることが好適である。
【0013】
また、本発明の発泡充填部材では、前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに、互いに齟齬状に配置されていることが好適である。
【0014】
また、本発明の発泡充填部材では、前記ホルダ部材は、前記構造物に取り付けられる取付部材を備え、前記第1ホルダ部材と前記第2ホルダ部材とは、前記取付部材を介して、前記厚み方向に互いに間隔を隔てて配置されていることを特徴としている。
【0015】
また、本発明の発泡充填部材では、前記第1ホルダ部材および/または前記第2ホルダ部材は、前記発泡シートを係止する係止部材を備えていることが好適である。
【0016】
また、本発明の発泡充填部材では、前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに隙間を形成するように配置されていることが好適である。
【発明の効果】
【0017】
本発明の発泡充填部材によれば、発泡シートを挟持する第1ホルダ部材と第2ホルダ部材とは、厚み方向に投影したときに、互いに重ならないように配置されている。
【0018】
そのため、発泡シートは、発泡されたときには、片面において、第1ホルダ部材または第2ホルダ部材と接触され、厚み方向への発泡が規制される一方、その反対側の面において、第1ホルダ部材および第2ホルダ部材のどちらにも接触されず、厚み方向への発泡が許容される。
【0019】
これにより、第1ホルダ部材または第2ホルダ部材に接触される片面において、発泡シートの厚み方向への発泡を規制できながら、その反対側の面において、発泡体の極端な厚みの変化を低減することができ、特定の部位に応力が集中することを防止することができる。
【0020】
その結果、発泡後の発泡シートの破損を防止することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の発泡充填部材の第1実施形態を示し、厚み方向一方から見た斜視図である。
【図2】図1に示される発泡シートの厚み方向他方から見た斜視図である。
【図3】図1に示されるホルダ部材の厚み方向一方から見た斜視図である。
【図4】図1に示されるホルダ部材の厚み方向他方から見た斜視図である。
【図5】図1に示されるホルダ部材の厚み方向一方から見た側面図である。
【図6】図1に示される発泡充填部材の厚み方向他方から見た斜視図である。
【図7】第1実施形態の発泡充填部材のピラーへの取り付けを説明するための説明図である。
【図8】図7におけるA−A断面図を示す。
【図9】図8に示す発泡充填部材の発泡を説明するための説明図である。
【図10】本発明の発泡充填部材の第2実施形態における発泡シートを示し、厚み方向一方から見た側面図である。
【図11】本発明の発泡充填部材の第2実施形態におけるホルダ部材を示し、厚み方向一方から見た側面図である。
【図12】第2実施形態の発泡充填部材のピラーへの取り付けを説明するための説明図である。
【図13】図12におけるB−B断面図を示す。
【図14】図13に示す発泡充填部材の発泡を説明するための説明図である。
【図15】従来の発泡充填部材の発泡を説明するための説明図である。
【発明を実施するための形態】
【0022】
(第1実施形態)
図1は、本発明の発泡充填部材の第1実施形態を示し、厚み方向一方から見た斜視図である。
【0023】
発泡充填部材1は、図1に示すように、発泡シート2と、発泡シート2を挟持するホルダ部材3とを備え、自動車のピラー21(後述)などの構造物としての中空構造物の内部空間を充填するために用いられる。
【0024】
発泡シート2は、加熱(例えば、120〜210℃前後)により発泡する発泡材料からシート状に形成されている。
【0025】
発泡材料としては、特に制限されず、公知の発泡性ポリマーが用いられる。発泡性ポリマーとしては、特に制限されないが、例えば、エチレン・酢酸ビニル共重合体、ポリエチレン、ポリプロピレン、ポリエステル、ポリビニルブチラール、ポリ塩化ビニル、ポリアミド、ポリケトンなどの樹脂、例えば、スチレン−ブタジエン−ゴム(SBR)、ポリブタジエンゴム(BR)などのゴムなどが挙げられる。好ましくは、エチレン・酢酸ビニル共重合体が用いられる。エチレン・酢酸ビニル共重合体を用いることにより、発泡倍率を高くすることができる。これら発泡性ポリマーは、1種または2種以上を適宜選択して用いることができる。
【0026】
また、発泡材料には、発泡性ポリマーを発泡および硬化させるために、さらに、例えば、架橋剤、発泡剤、必要により発泡助剤などが適宜配合される。
【0027】
架橋剤としては、特に制限されないが、例えば、加熱により分解され、遊離ラジカルを発生して分子間または分子内に架橋結合を形成させる公知のラジカル発生剤が用いられる。より具体的には、例えば、ジクミルパーオキサイド、1,1−ジターシャリブチルパーオキシ−3,3,5−トリメチルシクロヘキサン、2,5−ジメチル−2,5−ジターシャリブチルパーオキシヘキサン、2,5−ジメチル−2,5−ジターシャリブチルパーオキシヘキシン、1,3−ビス(ターシャリーブチルパーオキシイソプロピル)ベンゼン、ターシャリブチルパーオキシケトン、ターシャリブチルパーオキシベンゾエートなどの有機過酸化物などが挙げられる。
【0028】
また、発泡性ポリマーが加硫可能である場合には、架橋剤として公知の加硫剤を用いることができる。そのような加硫剤としては、特に制限されないが、例えば、硫黄、硫黄化合物類、セレン、酸化マグネシウム、一酸化鉛、酸化亜鉛、ポリアミン類、オキシム類、ニトロソ化合物類、樹脂類、アンモニウム塩類などが挙げられる。
【0029】
これら架橋剤は、1種または2種以上を適宜選択して用いることができる。また、架橋剤の配合割合は、特に制限されないが、例えば、発泡性ポリマー100質量部に対して、0.1〜10質量部、好ましくは、0.5〜7質量部である。
【0030】
また、加硫剤を用いる場合には、加硫促進剤を併用することができる。加硫促進剤としては、例えば、ジチオカルバミン酸類、チアゾール類、グアニジン類、スルフェンアミド類、チウラム類、キサントゲン酸類、アルデヒドアンモニア類、アルデヒドアミン類、チオウレア類などの公知の加硫促進剤が挙げられる。このような加硫促進剤は、1種または2種以上を適宜選択して用いることができ、その配合割合は、発泡性ポリマー100質量部に対して、0.1〜5質量部である。
【0031】
また、加硫促進剤とは反対に、成形性の調節などを目的として、例えば、有機酸やアミン類などの公知の加硫遅延剤などを適宜配合することもできる。
【0032】
また、発泡剤としては、特に制限されないが、例えば、公知の無機系発泡剤や有機系発泡剤が用いられる。無機系発泡剤としては、例えば、炭酸アンモニウム、炭酸水素アンモニウム、炭酸水素ナトリウム、亜硝酸アンモニウム、水素化ホウ素ナトリウム、アジド類などが挙げられる。
【0033】
また、有機系発泡剤としては、例えば、アゾジカルボンアミド、バリウムアゾジカルボキシレート、アゾビスイソブチロニトリル、アゾジカルボン酸アミドなどのアゾ系化合物、例えば、N,N’−ジニトロソペンタメチレンテトラミン、N,N’−ジメチル−N,N’−ジニトロソテレフタルアミド、トリニトロトリメチルトリアミンなどのニトロソ系化合物、例えば、4,4’−オキシビス(ベンゼンスルホニルヒドラジド)、パラトルエンスルホニルヒドラジド、ジフェニルスルホン−3,3’−ジスルホニルヒドラジド、アリルビス(スルホニルヒドラジド)などのヒドラジド系化合物、例えば、p−トルイレンスルホニルセミカルバジド、4,4’−オキシビス(ベンゼンスルホニルセミカルバジド)などのセミカルバジド系化合物、例えば、トリクロロモノフルオロメタン、ジクロロモノフルオロメタンなどのフッ化アルカン、例えば、5−モルホリル−1,2,3,4−チアトリアゾールなどのトリアゾール系化合物などが挙げられる。
【0034】
また、これら発泡剤のなかでも、発泡性ポリマーの軟化温度以上で分解してガスを発生し、かつ、発泡シート2の形成時において、ほとんど発泡しないものが、組成に応じて適宜選択される。好ましくは、120〜210℃前後で発泡するものが用いられる。
【0035】
これら発泡剤は、1種または2種以上を適宜選択して用いることができる。また、発泡剤の配合割合は、特に制限されないが、例えば、発泡性ポリマー100質量部に対して、5〜50質量部、好ましくは、10〜30質量部である。
【0036】
なお、発泡剤の配合量は、発泡シート2の発泡時において、その発泡倍率が5〜25倍程度、好ましくは、10〜20倍程度で、実質的に独立気泡を生じさせる範囲であることが好適である。発泡剤の配合量が少なすぎると、発泡シート2が十分に発泡せず、一方、発泡剤の配合量が多すぎると、発泡により得られる発泡材の樹脂だれによる空隙を生じ、いずれも充填性が抵下する。
【0037】
発泡助剤としては、特に制限されないが、例えば、発泡剤の種類に応じて適宜公知の発泡助剤を選択することができ、より具体的には、例えば、尿素を主成分とする尿素系化合物、例えば、酸化亜鉛、酸化鉛などの金属酸化物、例えば、サリチル酸、ステアリン酸などの高級脂肪酸またはその金属塩などが挙げられる。好ましくは、高級脂肪酸金属塩が用いられる。
【0038】
これら発泡助剤は、1種または2種以上を適宜選択して用いることができる。また、発泡助剤の配合割合は、特に制限されないが、例えば、発泡性ポリマー100質量部に対して、1〜20質量部、好ましくは、5〜10質量部である。
【0039】
さらに、発泡材料には、その目的および用途によって、得られる発泡材の物性に影響を与えない範囲において、例えば、安定剤、補強材、充填剤、軟化剤や、さらには必要に応じて、例えば、可塑剤、老化防止剤、酸化防止剤、顔料、着色剤、防カビ剤、難燃剤などの公知の添加剤を適宜配合することができる。
【0040】
図2は、図1に示される発泡シートの厚み方向他方から見た斜視図である。
【0041】
発泡シート2は、図2に示すように、すべての頂部が湾曲された略三角形状に形成されている。また、発泡シート2には、3つの係止穴4と、1つの開口5とが形成されている。
【0042】
各係止穴4は、発泡シート2の頂部に1つずつ配置されており、発泡シート2を厚み方向(以下、単に厚み方向と記載する。)に貫通する略円形状に形成されている。各係止穴4は、ホルダ部材3の係止ボス13(後述)を受け入れ可能に形成されている。
【0043】
開口5は、発泡シート2の中央において、厚み方向に貫通する略円形状に形成されている。開口5は、発泡シート2の内部空間に対する充填性能を損なわず、かつ、発泡シート2の軽量化を図ることができるような大きさに調整されている。
【0044】
そして、発泡シート2は、例えば、まず、上記した発泡材料において、各成分を上記した配合割合において配合した後、例えば、ミキシングロール、加圧式ニーダーなどを用いて混練し、その後、プレスやカレンダーロールなどを用いてシート状に連続成形するか、あるいは、発泡材料を、例えば、押出成形機を用いてシート状に連続成形し、次いで、上記した形状に打ち抜くことにより、得ることができる。発泡シート2をシート状に連続成形することにより、生産効率よく、低コストで生産することができる。
【0045】
得られた発泡シート2の厚みは、例えば、0.5〜6.0mm、好ましくは、1.5〜3.5mmである。
【0046】
図3は、図1に示されるホルダ部材の厚み方向一方から見た斜視図である。図4は、図1に示されるホルダ部材の厚み方向他方から見た斜視図である。図5は、図1に示されるホルダ部材の厚み方向一方から見た側面図である。
【0047】
ホルダ部材3は、図3および図4に示すように、中空構造物の内側に取り付けられる取付部材としての固定部6と、発泡シート2を支持する支持部7とを一体的に備え、硬質樹脂などの非発泡材料から、射出成形などによって成形されている。
【0048】
固定部6は、ベース部8、内側係止部9および外側係止部10を一体的に備えている。
【0049】
ベース部8は、中空構造物に対する固定方向(図1参照)に沿って延びる略角柱形状に形成されている。ベース部8の固定方向上流側端部には、支持部7が連結される連結板17が設けられている。
【0050】
連結板17は、ベース部8よりも幅方向(固定方向と直交する方向、図1参照)に延びる略矩形平板形状に形成されている。
【0051】
内側係止部9は、可撓性の薄板片からなり、ベース部8の固定方向(図1参照)上流側(以下、延出方向一方とする。)端部の幅方向両端部から、固定方向下流側(以下、延出方向他方とする。)へ向かうに従ってベース部8から離間するように、幅方向外側へ向かって斜めに1対として突出形成されている。
【0052】
外側係止部10は、可撓性の薄板片からなり、ベース部8の延出方向他端部の幅方向両端部から、延出方向一方へ向かうに従ってベース部8から離間するように、幅方向外側へ向かって斜めに1対として、突出形成されている。
【0053】
支持部7は、第1ホルダ部材11と第2ホルダ部材12とを備えている。
【0054】
第1ホルダ部材11は、延出方向および幅方向に延び、発泡シート2の周縁部分に対応して、すべての頂部が湾曲された略三角平板状の枠形状に形成されている。また、第1ホルダ部材11は、その延出方向他端部の幅方向略中央において、連結板17における厚み方向(延出方向および幅方向に直交する方向、図1参照)一端部に連結されている。詳しくは、第1ホルダ部材11の延出方向他端部は、ベース部8に連結される部分において途切れており、幅方向に間隔を形成するように、ベース部8の幅方向一端部と、ベース部8の幅方向他端部とに連結されている。
【0055】
また、第1ホルダ部材11は、3つの係止部材としての係止ボス13を備えている。
【0056】
各係止ボス13は、第1ホルダ部材11の頂部に1つずつ配置されており、第1ホルダ部材11の厚み方向他面から厚み方向他方へ延びる略円柱形状に形成されている。
【0057】
第2ホルダ部材12は、発泡シート2における周縁部分より内側の中央部分に対応して、第1ホルダ部材11の開口面積よりも小さな面積を有する略三角平板形状に形成されている。また、第2ホルダ部材12の延出方向他端部には、その幅方向略中央から延出方向他方へ延びる連結部14が設けられている。
【0058】
そして、第2ホルダ部材12は、図5に示すように、厚み方向に投影したときに、第1ホルダ部材11との間に隙間16を形成するように、第1ホルダ部材11の内側に配置され、連結部14の延出方向他端部において、連結板17における厚み方向他端部に連結されている。すなわち、第2ホルダ部材12は、固定部6の連結板17を介して、第1ホルダ部材11と厚み方向に互いに間隔を隔てて配置されている。
【0059】
なお、連結部14の幅方向長さは、第1ホルダ部材11の延出方向他端部の幅方向間隔よりも短く形成され、連結部14は、第1ホルダ部材11の延出方向他端部の間に配置されている。
【0060】
つまり、第1ホルダ部材11と第2ホルダ部材12とは、厚み方向に投影したときに、互いに重ならないように配置されている。
【0061】
また、第2ホルダ部材12は、挿通リブ15を備えている。
【0062】
挿通リブ15は、第2ホルダ部材12の中央において、厚み方向に延びる略円筒形状に形成されている。また、挿通リブ15の外径は、発泡シート2の開口5の内径よりもわずかに小さく形成されている。
【0063】
図6は、図1に示される発泡充填部材の厚み方向他方から見た斜視図である。
【0064】
発泡シート2とホルダ部材3とを組み合わせて発泡充填部材1を得るには、図1および図6に示すように、発泡シート2の各係止穴4に、厚み方向一方から第1ホルダ部材11の各係止ボス13を係止するとともに、発泡シート2の開口5に、厚み方向他方から第2ホルダ部材12の挿通リブ15を挿通して、第1ホルダ部材11と第2ホルダ部材12との間に発泡シート2を挟持する。
【0065】
これにより、厚み方向に投影したときに、第1ホルダ部材11は、発泡シート2の周縁部分と重なるように、厚み方向一方から発泡シート2に接触され、第2ホルダ部材12は、発泡シート2における周縁部分より内側の中央部分と重なるように、厚み方向他方から発泡シート2に接触される。
【0066】
得られた発泡充填部材1は、構造物の間の空間や中空構造物の内部空間に配置されて、発泡温度(例えば、120〜210℃前後)で加熱、発泡されることにより、その空間を隙間なく充填することができる。
【0067】
また、得られた発泡充填部材1は、特に制限されることなく、制振、防音、防塵、断熱、緩衝、水密などを目的として、構造物の空間に充填する、例えば、防振材、防音材、防塵材、断熱材、緩衝材、止水材などとして、各種の産業製品の発泡充填部材として、用いることができる。
【0068】
より具体的には、発泡充填部材1を用いて、中空構造物として、例えば、自動車のピラーの内部空間を充填し、エンジンの振動や騒音、あるいは、風きり音などが車室内に伝達されることを有効に防止することができる。
【0069】
図7は、第1実施形態の発泡充填部材のピラーへの取り付けを説明するための説明図である。図8は、図7におけるA−A断面図を示す。図9は、図8に示す発泡充填部材の発泡を説明するための説明図である。
【0070】
次いで、図7〜図9を参照して、発泡充填部材1を用いて、自動車のピラー21の内部空間を充填する方法について説明する。
【0071】
この方法では、まず、図7および図8に示すように、発泡充填部材1を、ピラー21内に設置する。発泡充填部材1をピラー21内に設置するには、発泡充填部材1の固定部6を、ピラー21の予め形成された固定穴22に固定する。
【0072】
より具体的には、固定部6の外側係止部10を固定穴22に挿通する。そうすると、外側係止部10は、固定穴22の挿通中においては、幅方向内方に弾性変形するが、固定穴22の通過後には、幅方向外方に弾性変形して、ピラー21の外側面に弾性的に当接される。また、この状態においては、固定部6の内側係止部9が、ピラー21の内側面に弾性的に当接されるので、これら外側係止部10と内側係止部9とで、ピラー21を挟み込む状態となり、これによって、発泡充填部材1がピラー21に固定される。
【0073】
その後、図9に示すように、防錆処理など適宜の処理をした後に、例えば、その後の焼付塗装時の乾燥ライン工程での加熱(例えば、120〜210℃前後)によって、発泡充填部材1の発泡シート2を発泡および硬化させることにより発泡体23を形成し、この発泡体23によってピラー21の内部空間を隙間なく充填する。
【0074】
なお、発泡体23は、その密度(発泡材の質量(g)/発泡材の体積(g/cm3))が、例えば、0.04〜0.2g/cm3、さらには、0.05〜0.1g/cm3であることが好ましく、また、発泡時の発泡倍率が、5〜25倍、さらには、10〜20倍であることが好ましい。
【0075】
この発泡充填部材1によれば、発泡シート2を挟持する第1ホルダ部材11と第2ホルダ部材12とは、厚み方向に投影したときに、互いに重ならないように配置されている。
【0076】
そのため、発泡シート2は、発泡されたときには、片面において、第1ホルダ部材11または第2ホルダ部材12と接触され、厚み方向への発泡が規制される一方、その反対側の面において、第1ホルダ部材11および第2ホルダ部材12のどちらにも接触されず、厚み方向への発泡が許容される。
【0077】
これにより、第1ホルダ部材11または第2ホルダ部材12に接触される片面において、発泡シート2の厚み方向への発泡を規制できながら、その反対側の面において、発泡体23の極端な厚みの変化を低減することができ、特定の部位に応力が集中することを防止することができる。
【0078】
その結果、発泡体23の破損を防止することができる。
【0079】
また、この発泡充填部材1によれば、例えば、対称形状の一対のピラー21に対して、別々に発泡充填部材1を作製することなく、1種の発泡充填部材1で、一対のピラー21を両方充填することができる。
【0080】
また、この発泡充填部材1によれば、第1ホルダ部材11と第2ホルダ部材12とが同じ形状に形成され、対向配置されている場合(図15参照)に比べて、ホルダ部材3の成形に使用する非発泡材料の使用量を低減することができ、発泡充填部材1の低コスト化を図ることができる。
【0081】
また、この発泡充填部材1によれば、図1および図6に示されるように、厚み方向に投影したときに、第1ホルダ部材11が、発泡シート2の周縁部分と重なり、第2ホルダ部材12が、発泡シート2における周縁部分より内側の中央部分と重なる。
【0082】
そのため、第1ホルダ部材11と第2ホルダ部材12とを、厚み方向に投影したときに、互いに重ならないように配置することができながら、第1ホルダ部材11と第2ホルダ部材12との間に、発泡シート2を確実に挟持させることができる。
【0083】
また、この発泡充填部材1によれば、図3および図4に示すように、第1ホルダ部材12と第2ホルダ部材12とは、固定部6の連結板17を介して、厚み方向に互いに間隔を隔てて配置されている。
【0084】
そのため、第1ホルダ部材12と第2ホルダ部材12とを、固定部6を介して、一体的に成形および取り扱うことができる。
【0085】
また、この発泡充填部材1によれば、図4および図6に示すように、第1ホルダ部材11は、発泡シート2を係止する係止ボス33を備えている。
【0086】
そのため、発泡シート2を、第1ホルダ部材12と第2ホルダ部材12との間に確実に係止することができる。
【0087】
また、この発泡充填部材1によれば、図5に示すように、第1ホルダ部材11と第2ホルダ部材12とは、厚み方向に投影したときに隙間16を形成するように配置されている。
【0088】
そのため、ホルダ部材3を一体成形するときに、隙間16を利用して成形金型を取り外すことができ、容易にホルダ部材3を成形することができる。
(第2実施形態)
図10は、本発明の発泡充填部材の第2実施形態における発泡シートを示し、厚み方向一方から見た側面図である。図11は、本発明の発泡充填部材の第2実施形態におけるホルダ部材を示し、厚み方向一方から見た側面図である。図12は、第2実施形態の発泡充填部材のピラーへの取り付けを説明するための説明図である。図13は、図12におけるB−B断面図を示す。図14は、図13に示す発泡充填部材の発泡を説明するための説明図である。なお、図10〜図14において、上記した第1実施形態と同様の部材には同様の符号を付し、その説明を省略する。
【0089】
上記した第1実施形態では、ホルダ部材3として、発泡シート2の周縁部分に対応する第1ホルダ部材11と、発泡シート2における周縁部分より内側の中央部分に対応する第2ホルダ部材12とを設けている。
【0090】
対して、第2実施形態では、図11に示すように、ホルダ部材30として、第1ホルダ部材31と第2ホルダ部材32とを、厚み方向に投影したときに互いに齟齬状に配置されるように設けている。
【0091】
詳しくは、発泡充填部材1は、略矩形平板形状の発泡シート29(図10参照)と、発泡シート29を挟持するホルダ部材30(図11参照)とを備えている。
【0092】
発泡シート29には、図10に示すように、3つの係止穴34が形成されている。
【0093】
各係止穴34は、発泡シート29の幅方向他端部の延出方向両端部と、発泡シート29の幅方向一方側半分部分の略中央とに、1つずつ配置され、発泡シート29を厚み方向に貫通する略円形状に形成されている。各係止穴34は、ホルダ部材30の係止ボス33(後述)を受け入れ可能に形成されている。
【0094】
ホルダ部材30は、上記した固定部6と、第1ホルダ部材31および第2ホルダ部材32とを一体的に備えている。
【0095】
第1ホルダ部材31は、厚み方向に投影したときに、幅方向他方に向かって開放される略U字形状に形成されている。第1ホルダ部材31の延出方向他端部の幅方向他端部は、連結板17の厚み方向一端部において、幅方向一端部に連結されている。
【0096】
第2ホルダ部材32は、厚み方向に投影したときに、発泡シート29の幅方向他方側半分部分に対応するような大きさの略矩形平板形状部分と、略矩形平板形状部分の延出方向略中央から、第1ホルダ部材31の内側に配置されるように、幅方向一方へ突出されている突出部分とを一体的に備えている。第2ホルダ部材32の延出方向他端部の幅方向一端部は、厚み方向に投影したときに第1ホルダ部材31と幅方向に間隔を隔てるように、連結板17の厚み方向他端部において、幅方向他端部に連結されている。
【0097】
また、第2ホルダ部材32は、3つの係止部材の一例としての係止ボス33を備えている。
【0098】
各係止ボス33は、第2ホルダ部材32の幅方向他端部の延出方向両端部と、第2ホルダ部材32の突出部分の幅方向一端部とに、発泡シート29の各係止穴34に対応するように配置され、第2ホルダ部材32の厚み方向一面から厚み方向一方へ突出する略円柱形状に形成されている。
【0099】
そして、第1ホルダ部材31と第2ホルダ部材32とは、厚み方向に投影したときに、互いに隙間35を形成するように齟齬状(互い違い状)に配置されている。すなわち、第1ホルダ部材31と第2ホルダ部材32とは、厚み方向に投影したときに、互いに重ならないように配置されている。
【0100】
次いで、第1実施形態と同様に、図12および図13に示すように、発泡充填部材1を、ピラー21内に設置し、その後、図14に示すように、防錆処理など適宜の処理をした後に、例えば、その後の焼付塗装時の乾燥ライン工程での加熱(例えば、120〜210℃前後)によって、発泡充填部材1の発泡シート29を発泡および硬化させることにより発泡体23を形成し、この発泡体23によってピラー21の内部空間を隙間なく充填する。
【0101】
第2実施形態の発泡充填部材1によれば、図12および図13に示すように、第1ホルダ部材31と第2ホルダ部材32とが、厚み方向に投影したときに、互いに齟齬状に配置されている。
【0102】
そのため、第1ホルダ部材31と第2ホルダ部材32とを、厚み方向に投影したときに、互いに重ならないように配置することができながら、第1ホルダ部材31と第2ホルダ部材32との間に、発泡シート2を確実に挟持させることができる。
【0103】
また、第2実施形態の発泡充填部材1でも、上記した第1実施形態と同様の作用効果を得ることができる。
(その他の変形例)
なお、上記した実施形態では、発泡シート2を、略三角形状や略矩形状に形成し、ホルダ部材3を発泡シート2の外形形状に対応させたが、発泡シート2およびホルダ部材3の形状は、特に限られず、構造物の空間に対応して、適宜選択することができる。
【0104】
また、係止穴4、係止ボス13、開口5および挿通リブ15の数や形状も、構造物の空間に対応して、適宜選択することができる。
【符号の説明】
【0105】
1 発泡充填部材
2 発泡シート
3 ホルダ部材
6 固定部
11 第1ホルダ部材
12 第2ホルダ部材
13 係止ボス
16 隙間
21 ピラー
29 発泡シート
30 ホルダ部材
31 第1ホルダ部材
32 第2ホルダ部材
33 係止ボス
35 隙間
【特許請求の範囲】
【請求項1】
構造物の空間を充填するための発泡充填部材であって、
発泡材料からなる発泡シートと、
非発泡材料からなり、前記発泡シートを前記発泡シートの厚み方向において挟持するホルダ部材とを備え、
前記ホルダ部材は、
前記厚み方向一方から前記発泡シートに接触される第1ホルダ部材と、
前記厚み方向他方から前記発泡シートに接触される第2ホルダ部材とを備え、
前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに、互いに重ならないように配置されていることを特徴とする、発泡充填部材。
【請求項2】
前記第1ホルダ部材は、前記厚み方向に投影したときに、前記発泡シートの周縁部分と重なり、
前記第2ホルダ部材は、前記厚み方向に投影したときに、前記発泡シートにおける前記周縁部分より内側の中央部分と重なることを特徴とする、請求項1に記載の発泡充填部材。
【請求項3】
前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに、互いに齟齬状に配置されていることを特徴とする、請求項1に記載の発泡充填部材。
【請求項4】
前記ホルダ部材は、前記構造物に取り付けられる取付部材を備え、
前記第1ホルダ部材と前記第2ホルダ部材とは、前記取付部材を介して、前記厚み方向に互いに間隔を隔てて配置されていることを特徴とする、請求項1ないし3のいずれか一項に記載の発泡充填部材。
【請求項5】
前記第1ホルダ部材および/または前記第2ホルダ部材は、前記発泡シートを係止する係止部材を備えていることを特徴とする、請求項1ないし4のいずれか一項に記載の発泡充填部材。
【請求項6】
前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに隙間を形成するように配置されていることを特徴とする、請求項1ないし5のいずれか一項に記載の発泡充填部材。
【請求項1】
構造物の空間を充填するための発泡充填部材であって、
発泡材料からなる発泡シートと、
非発泡材料からなり、前記発泡シートを前記発泡シートの厚み方向において挟持するホルダ部材とを備え、
前記ホルダ部材は、
前記厚み方向一方から前記発泡シートに接触される第1ホルダ部材と、
前記厚み方向他方から前記発泡シートに接触される第2ホルダ部材とを備え、
前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに、互いに重ならないように配置されていることを特徴とする、発泡充填部材。
【請求項2】
前記第1ホルダ部材は、前記厚み方向に投影したときに、前記発泡シートの周縁部分と重なり、
前記第2ホルダ部材は、前記厚み方向に投影したときに、前記発泡シートにおける前記周縁部分より内側の中央部分と重なることを特徴とする、請求項1に記載の発泡充填部材。
【請求項3】
前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに、互いに齟齬状に配置されていることを特徴とする、請求項1に記載の発泡充填部材。
【請求項4】
前記ホルダ部材は、前記構造物に取り付けられる取付部材を備え、
前記第1ホルダ部材と前記第2ホルダ部材とは、前記取付部材を介して、前記厚み方向に互いに間隔を隔てて配置されていることを特徴とする、請求項1ないし3のいずれか一項に記載の発泡充填部材。
【請求項5】
前記第1ホルダ部材および/または前記第2ホルダ部材は、前記発泡シートを係止する係止部材を備えていることを特徴とする、請求項1ないし4のいずれか一項に記載の発泡充填部材。
【請求項6】
前記第1ホルダ部材と前記第2ホルダ部材とは、前記厚み方向に投影したときに隙間を形成するように配置されていることを特徴とする、請求項1ないし5のいずれか一項に記載の発泡充填部材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2012−91684(P2012−91684A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2010−240932(P2010−240932)
【出願日】平成22年10月27日(2010.10.27)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成22年10月27日(2010.10.27)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]