
発泡壁紙
【課題】エンボス加工による凹凸追従性、及び水性ペン、油性ペン等の汚染物質や、電気やけ等に対する耐汚染性に優れ、かつ施工性、生産安全性に優れた、塩化ビニル樹脂を用いない発泡壁紙を提供すること。
【解決手段】基材上に少なくとも樹脂層、フィルム層、及び表面保護層が順に積層される壁紙であって、該樹脂層が発泡樹脂層及び非発泡樹脂層からなり、該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化してなる発泡壁紙である。
【解決手段】基材上に少なくとも樹脂層、フィルム層、及び表面保護層が順に積層される壁紙であって、該樹脂層が発泡樹脂層及び非発泡樹脂層からなり、該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化してなる発泡壁紙である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発泡壁紙に関する。
【背景技術】
【0002】
壁紙等の建築内装材は、火災に対する安全性の面から、性能として難燃性が要求されており、建築基準法で一定の難燃性が義務づけられている場合が多い。また、建築内装材は、室内の居住空間としての快適性を高めるために、優れた意匠性が求められている。優れた意匠性を壁紙に付与する手法として、意匠に立体感を持たせることがなされており、この場合、柔軟性のみでなく高度に発泡させ得る材料の使用が有利となる。こうした要求に応える材料として、塩化ビニル樹脂層上に印刷などして絵柄層を設けたもの、あるいは、さらに前記塩化ビニル樹脂層を発泡させると共にエンボス加工を施すなどして凹凸模様を施したものが広く用いられている。しかし、これらの壁紙は、耐汚染性及び表面強度が十分ではないといった問題がある。これは前記壁紙が、汚染性等に問題がある塩化ビニル樹脂から構成され、また、施工性や意匠性を高めることを目的に、発泡や凹凸模様を形成する加工を行うことにより壁紙の表面に微細な凹凸や空隙が生じるためである。
【0003】
このような問題を解決するために、壁紙の表面に表面保護層を設けて耐汚染性等の表面物性を向上させる方法、例えば、壁紙の表面に、ウレタンやアクリル系樹脂等を塗工して表面保護層とする方法がとられている。しかし、このようにして設けた表面保護層は、発泡や凹凸模様を形成する加工を施すと、発泡や凹凸模様に追従できずに厚さにむらが生じる、また、部分的に表面保護層に亀裂が入り、発泡層が露出するといった製造安定上の問題を発生させる。
【0004】
また、発泡剤を含む熱可塑性樹脂からなる発泡樹脂層を有する壁紙の表面保護層が、該壁紙の表面に耐汚染性等に優れたフィルム、例えばアクリル系樹脂フィルム、ポリウレタン系樹脂フィルム、フッ素系樹脂フィルム、エチレン−ビニルアルコール共重合体フィルム等を、接着剤等により貼り合わせることで形成される方法が提案されている(例えば特許文献1及び2)。しかし、これらのフィルムを表面保護層として用いただけでは、耐汚染性の観点から不十分であり、さらなる改良が望まれている。
【0005】
一方、近年では環境への配慮から、従来、柔軟性、加工性、及びコストの面から好ましく用いられてきた塩化ビニル樹脂を用いない発泡壁紙の開発が行われており、発泡させたポリオレフィン樹脂を用いた発泡壁紙(非塩ビ系樹脂壁紙)が提案されている(特許文献3)。一般に、ポリオレフィン樹脂を用いた発泡壁紙(非塩ビ系樹脂壁紙)は、表面強度などの点で塩ビ系樹脂壁紙よりも劣るといった特徴を有する。当該発泡壁紙は、表面強度の点では、塩ビ系樹脂壁紙と同等の性能を示したが、エンボス加工による凹凸追従性、水性ペン、油性ペンをはじめとする汚染物質や、冷蔵庫、空調等の電源コード付近に空気中のカーボンに由来する細かい埃が静電気で吸い寄せられて発生する電気やけ等に対する耐汚染性の点で十分ではないといった問題があった。
また、これらの壁紙は、施工時の糊を塗工した後に大きくカールしたり、施工後に目開きが生じる、壁紙を貼着後に折りじわが目立つ、あるいは壁紙を貼替えにおいて古くなった壁紙が容易に剥がせない、剥がせても剥離界面がばらつくことで新たな壁紙の施工がしにくくなるといった施工性の問題、及び壁紙を製造する際の静電気発生を抑えるといった生産安全性の問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−260287号公報
【特許文献2】特開2001−260261号公報
【特許文献3】特開2006−97210号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、このような状況の下で、エンボス加工による凹凸追従性、及び水性ペン、油性ペン等の汚染物質や、電気やけ等に対する耐汚染性に優れ、かつ施工性、生産安全性に優れた、塩化ビニル樹脂を用いない発泡壁紙を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、表面保護層を含む特定の層構成を有し、該表面保護層を電離放射線硬化性樹脂組成物が架橋硬化したものとすることにより、エンボス加工による凹凸追従性、及び水性ペン、油性ペン等の汚染物質や、電気やけ等に対する耐汚染性に優れ、かつ施工性、生産安全性に優れた、塩化ビニル樹脂を用いない発泡壁紙を得ることができた。
【0009】
すなわち、本発明は、
(1)基材上に少なくとも樹脂層、フィルム層、及び表面保護層が順に積層される壁紙において、該樹脂層が発泡樹脂層及び非発泡樹脂層からなり、該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化してなる発泡壁紙であって、該表面保護層の表面張力が、30dyne/cm以下である発泡壁紙、
(2)樹脂層が、基材側から非発泡樹脂層、発泡樹脂層の順に積層されてなる上記(1)に記載の発泡壁紙、
(3)樹脂層が、基材側から非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に積層されてなる上記(1)に記載の発泡壁紙、
(4)電離放射線硬化性樹脂組成物が、シリコーン(メタ)アクリレートを含有する上記(1)〜(3)のいずれかに記載の発泡壁紙、
(5)電離放射線硬化性樹脂組成物中の電離放射線硬化性樹脂100質量部に対するシリコーン(メタ)アクリレートの配合量が、0.5〜4質量部である上記(4)に記載の発泡壁紙、
(6)発泡樹脂層を構成する樹脂が、エチレン−酢酸ビニル系共重合体(EVA)、及びエチレン−メタクリル酸メチル共重合体(EMMA)の少なくとも1種を含む上記(1)〜(5)のいずれかに記載の発泡壁紙、
(7)非発泡樹脂層を構成する樹脂が、ポリオレフィン系樹脂である上記(1)〜(6)のいずれかに記載の発泡壁紙、
(8)ポリオレフィン系樹脂が、エチレン−酢酸ビニル共重合体(EVA)、及びエチレン−メタクリル酸メチル共重合体(EMMA)の少なくとも1種を含む上記(7)に記載の発泡壁紙、
(9)基材が、JIS P8119に準拠して測定される表面平滑度が40秒以下である片艶裏打紙である上記(1)〜(8)のいずれかに記載の発泡壁紙、
(10)片艶裏打紙の水中伸度が、1.2%以下である上記(9)に記載の発泡壁紙、
(11)基材が、層間強度が12〜40N/mの裏打材である上記(1)〜(8)のいずれかに記載の発泡壁紙、
(12)基材が、クラーク剛度が75%以下の裏打材である上記(1)〜(8)のいずれかに記載の発泡壁紙、及び
(13)表面保護層側から機械的にエンボス加工が施される上記(1)〜(12)のいずれかに記載の発泡壁紙、
を提供するものである。
【発明の効果】
【0010】
本発明によれば、エンボス加工による凹凸追従性、及び水性ペン、油性ペン等の汚染物質や、電気やけ等に対する耐汚染性に優れ、かつ施工性、生産安全性に優れた、塩化ビニル樹脂を用いない発泡壁紙を提供することができる。
【図面の簡単な説明】
【0011】
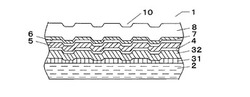
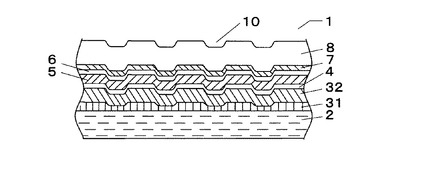
【図1】本発明の発泡壁紙の断面を示す模式図である。
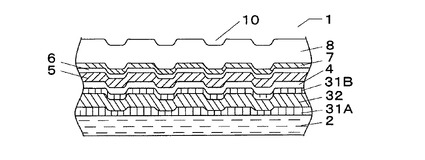
【図2】本発明の発泡壁紙の断面を示す模式図である。
【発明を実施するための形態】
【0012】
本発明の発泡壁紙の典型的な構造を、図1及び図2を用いて説明する。図1及び図2は本発明の発泡壁紙1の断面を示す模式図である。図1及び図2に示す例では、本発明の発泡壁紙1は、基材2上に、樹脂層3(図1の場合は、非発泡樹脂層31及び発泡樹脂層32からなり、図2の場合は、非発泡樹脂層31A、発泡樹脂層32、及び非発泡樹脂層31Bからなる)、絵柄層4、接着剤層5、フィルム層6、プライマー層7、及び電離放射線硬化性樹脂組成物が架橋硬化してなる表面保護層8が順次積層されたものである。そして、発泡壁紙1の表面は、表面保護層8側からエンボス加工が施され、発泡壁紙に優れた意匠感を付与する凹凸模様10を有している。
【0013】
[基材2]
以下、本発明の好ましい実施形態の一つを示した図1及び図2に基づいて、詳細に説明する。
本発明で用いられる基材2は、通常壁紙として用いられるものであれば、特に限定されず、例えば裏打紙、難燃紙、合成樹脂シート、織布、不織布、編布等を用途に応じて適宜選択することができる。なかでも、スルファニル酸グアナジンやリン酸グアナジン等の水溶性難燃剤を含浸させたパルプ主体の難燃紙、炭酸カルシウム、水酸化アルミニウム、水酸化マグネシウム等の無機質剤を混抄した無機質紙等の通常壁紙用裏打紙、またはこれを用いた裏打材等が、好ましく用いられる。裏打紙は、カール防止の観点より、水中伸度2%以下であるものが好ましく、1.8%以下であるものがより好ましく用いられる。なお、水中伸度はJAPAN TAPPI紙パルプ試験方法No.27:2000に準拠して測定された値である。
【0014】
これらの材料は、それぞれ単独で使用してもよいが、紙同士の複合体等、任意の組み合わせによる積層体であってもよく、必要に応じて難燃剤、無機質剤、乾燥紙力増強剤、湿潤紙力増強剤、着色剤、サイズ剤、定着剤等を適宜添加してもよい。
また、基材2の厚さは、特に制限はないが、秤量が50〜300g/m2程度、好ましくは55〜160g/m2の範囲である。特に、壁紙施工時の下地の凹凸を拾う、いわゆる不陸が目立たなくするには、60〜160g/m2の範囲が好ましい。
【0015】
[基材2:片艶裏打紙]
基材2としては、JIS P8119に準拠して測定される表面平滑度が40秒以下である片艶裏打紙も、生産安定性及び生産安全性の観点から、好ましく用いられる。ここで、表面平滑度が大きいほど、表面平滑性が高いことを示す。また、この片艶裏打紙は、カール防止の観点より、水中伸度1.5%以下であることが好ましく、1.2%以下であることがより好ましい。
【0016】
この片艶裏打紙は、紙の抄造工程においてヤンキードライヤーを用いて乾燥させることによって、製造される。該片艶裏打紙は、紙シートが伸びた状態のまま平滑な表面を有するヤンキードライヤー表面を写し取るようにして乾燥されるので、片面が非常に高い表面平滑性を有する。このようにして得られる片艶裏打紙を壁紙に用いると、壁紙施工時に糊を塗工しても、壁紙のカールはほとんど生じない。これは、片艶裏打紙が伸びた状態のまま乾燥されることで、糊を塗工しても伸びが生じないためと考えられる。
【0017】
上記の片艶裏打紙は、木材パルプを使用して抄紙することが好ましいが、木材パルプ以外の非木材パルプ、有機合成繊維、無機繊維等を使用することも可能である。なお、本発明の効果が損なわれない範囲内で、難燃剤、無機質剤、乾燥紙力増強剤、湿潤紙力増強剤、着色剤、サイズ剤、定着剤等を適宜添加してもよい。
また、ヤンキードライヤーによる乾燥条件は、特に限定されるものではないが、一般に、水分が30〜70質量%の湿紙シートを80〜140℃のヤンキードライヤーシェルに接触させ、水分が3〜10質量%程度になるまで乾燥させるのが好ましい。
本発明の発泡壁紙の基材として片艶裏打紙を用いる場合は、その上層部となる発泡樹脂層等は、片艶裏打紙のいずれの面にも制限なく設けられるが、艶を有さない面に上層部を設けると、糊の塗工量を削減することが可能となるので好ましい。
【0018】
[基材2:裏打材−1]
基材2としては、層間強度が12〜40N/mである裏打材−1も好ましく用いられる。該裏打材の層間強度は、好ましくは12〜25N/mであり、より好ましくは12〜20N/mである。裏打材の層間強度が上記範囲内にあれば、壁紙の施工時に、壁紙に糊を塗布して引っ張ることによって壁紙が破れることがなく、壁紙を良好に貼着することができる。また、壁紙の剥離が裏打材の層間で起こりやすくなり、剥離の際に剥離界面のばらつきが生じることもない。このように、新たな壁紙を貼付する際の施工性が良好となる。
【0019】
裏打材−1の材質としては、上記の裏打紙を好ましく用いることができる。また、裏打材−1は、カール防止の観点より、水中伸度が1.5%以下であることが好ましく、1.2%以下であることがより好ましい。
【0020】
層間強度の測定は以下の方法による。
発泡壁紙の両面に30mm幅のクラフトテープ(積水化学工業(株)製)を貼り付け、長さ250mm、幅15mmに裁断して試験片を得る。縦方向の層間強度を測定する場合は縦目に、横方向の層間強度を測定する場合は横目に試験片を作成する。次いで、クラフトテープを引っ張り、試験片の剥離挙動を目視にて評価する。クラフトテープを引っ張る機械としては、JIS P−8113(紙及び板紙の引っ張り強さ試験方法)に規定される試験機を用いる。
【0021】
裏打材の層間強度を制御する方法としては種々あり、抄紙方法による制御、叩解による制御、乾燥紙力増強樹脂の添加量の制御などにより行うことができる。より具体的には、抄紙方法による制御としては、例えば、裏打ち紙としてツインワイヤ抄紙機を用いて両面脱水法にて製紙した紙を用いることで層間強度を弱めることができる。また、叩解はシートの密度を増加させ、繊維が伸張できる空間を減少させ、このことによって繊維間の結合を増加させる。従って叩解の条件を緩やかにすること、回数を減らすことで層間強度を弱めることができる。さらに、通常は、乾燥紙力の増強のためにアクリルアミド系樹脂などが添加されるが、この含有量を低減させることで層間強度を弱めることができる。なお、乾燥紙力増強樹脂の添加量による制御は、叩解による制御に比較して、微細繊維の発生量の低下、多孔性等の性質、見かけ比重に対する強度の比などの基材の物理的性質を変化させることがなく好適である。
これらの制御方法を組み合わせることで、裏打材の層間強度を上記の好ましい範囲に制御することができる。
【0022】
[基材2:裏打材−2]
また、基材2としては、クラーク剛度が好ましくは75%以下であり、より好ましくは70%以下である裏打材−2も好ましく用いられる。裏打材のクラーク剛度が上記の範囲内にあれば、施工時の折れじわの発生を抑制することができる。ここで、クラーク剛度の測定は、JIS P−8143に準拠したものである。
【0023】
裏打材−2の材質としては、上記の裏打紙を好ましく用いることができる。また、裏打材−2は、カール防止の観点より、水中伸度が1.5%以下であることが好ましく、1.2%以下であることがより好ましい。
【0024】
裏打材のクラーク剛度を制御する方法としては、裏打材の厚さ、パルプの叩解の度合い、パルプの繊維長を制御する方法などがある。紙のこわさは坪量が一定の場合、紙の厚さの3乗に比例して増大する傾向にあるため、紙の厚さを調整する方法が効果的である。また、叩解はシートの密度を増加させ、繊維が伸張できる空間を減少させ、このことによって繊維間の結合を増加させるため、こわさを増大させる。従って叩解の条件を緩やかにすること、回数を減らすことでクラーク剛度を弱めることができる。さらにパルプの繊維長については、長繊維パルプの紙よりも短繊維パルプの紙の方が、こわさが大きい傾向にある。従って、より長繊維パルプの紙を選択することでクラーク剛度を弱めることができる。
これらの制御方法を組み合わせることで、裏打材のクラーク剛度を本発明で特定する範囲に制御することができる。
【0025】
[樹脂層3]
樹脂層3は、非発泡樹脂層31及び発泡樹脂層32からなり、本発明の発泡壁紙に、難燃性を付与し、絵柄層4に用いられるインキ組成物が発泡樹脂層32を経由して基材2中に浸透することを抑制する等の目的で、設けられる層である。
樹脂層3は、非発泡樹脂層及び発泡樹脂層からなれば、その形態は特に制限なく、例えば、基材2上に非発泡樹脂層、発泡樹脂層の順に積層してもよいし、発泡樹脂層、非発泡樹脂層の順に積層してもよいし、また、非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に積層するような3層以上の構成を有していてもよい。なかでも、発泡樹脂層と基材との接着力を向上させる観点から、樹脂層3は、基材側から非発泡樹脂層、発泡樹脂層の順に積層するものが好ましい。また、図2のように、樹脂層3は、製造安定性の観点から、基材側から非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に積層するものも好ましい。
【0026】
[非発泡樹脂層31]
非発泡樹脂層31は、発泡樹脂層32と基材2との接着力を向上させる、絵柄層4に用いられるインキ組成物が発泡樹脂層32を経由して基材2中に浸透することを抑制する目的で、設けられる層である。非発泡樹脂層31は、基材2と発泡樹脂層32との間に設ける、すなわち樹脂層3は基材側から非発泡樹脂層、発泡樹脂層の順に積層することが好ましい。また、非発泡樹脂層は複数設ける、例えば、樹脂層3が基材側から非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に積層したものとすることができる。この場合、複数の非発泡樹脂層は同一であってもよいし、異なるものであってもよい。また、発泡樹脂層が複数存在する場合も同様である。
【0027】
[非発泡樹脂層31:樹脂]
非発泡樹脂層31を構成する樹脂としては、特に制限はないが、ポリオレフィン系樹脂、メタクリル系樹脂、熱可塑性ポリエステル系樹脂、ポリビニルアルコール系樹脂、フッ素系樹脂等の熱可塑性樹脂単体及び各種共重合体樹脂を挙げることができ、なかでもポリオレフィン系樹脂が好ましい。
ポリオレフィン系樹脂としては、例えばポリエチレン、ポリプロピレン、ポリブテン、ポリブタジエン、ポリイソプレン等のポリオレフィンの単体及び各種共重合体、炭素数が4以上のαオレフィンの共重合体(線状低密度ポリエチレン)、エチレン−アクリル酸共重合体、エチレン−アクリル酸メチル共重合体、エチレン−アクリル酸エチル共重合体、エチレン−メタクリル酸共重合体等のエチレン−(メタ)アクリル酸系共重合体、エチレン−酢酸ビニル共重合体(EVA)、エチレン−酢酸ビニル共重合体ケン化物ないしはアイオノマー、またはこれらの1種ないしそれ以上からなる混合樹脂を挙げることができる。なかでも特に、エチレン−酢酸ビニル共重合体(EVA)及びエチレン−メタクリル酸メチル共重合体(EMMA)の少なくとも1種が好ましい。EVA及びEMMAは特に限定されず、公知又は市販のものを使用することができる。特に、EVAは、酢酸ビニル成分(VA成分)が15〜30質量%であるものが好ましい。また、EMMAは、メタクリル酸メチル成分(EMA成分)が15〜30質量%であるものが好ましい。
【0028】
[非発泡樹脂層31:その他の樹脂]
本発明では、樹脂成分として上記の樹脂以外のその他の樹脂が含まれていても良い。例えば、ポリエチレン、エチレン−プロピレン共重合体、エチレン−ブテン−1共重合体、ポリプロピレン、プロピレン−ブテン−1共重合体、ポリブテン−1、ブテン−1・プロピレン−エチレン−3元共重合体、ブテン−1−ヘキセン−1−オクテン−1−3元共重合体、ポリメチルペンテンのほか、特開平6−16832号公報、特公平6−23278号公報等に記載されたオレフィン系エラストマー等も使用できる。これらの樹脂は1種又は2種以上で用いることができる。
【0029】
[非発泡樹脂層31:各種添加剤]
また、非発泡樹脂層31は、各種添加剤を必要に応じて含有することができる。例えば、無機充填剤を入れて増量効果を付与したり、難燃剤を入れて難燃性を付与することもできる。また、架橋する場合は、発泡樹脂層で用いられる架橋助剤を配合することもできる。
無機充填剤としては、例えば炭酸カルシウム、硫酸バリウム、クレー、タルク等の粉末(粒子)のほか、マイカ、シリカ、アルミナ、ケイソウ土、ケイ砂、シラスバルーンのような無機質中空体等が挙げられる。
【0030】
難燃剤としては、例えば尿素等の窒素化合物、水酸化マグネシウム、水酸化アルミニウム等の水酸化物(特に結晶水を持つ化合物)、自消性を有するリン又はハロゲン元素を含む難燃剤等が適している。特に水酸化物のような化合物を配合することにより、燃焼分解時に結晶水の気化熱で難燃化を図ることができる。また、ポリオレフィン系樹脂100質量部に対して、窒素化合物とリン化合物からなる混合難燃化合物が25〜100質量部配合されていると好ましい。その理由としては、ポリオレフィンとの相溶性が良好となり、熱安定性も良くなるからである。
【0031】
ポリオレフィン系樹脂に柔軟性、耐衝撃性、易接着性を付与する目的で各種ゴム類を添加することもできる。
ゴム類としては、例えばジエン系ゴム、水素添加ジエン系ゴム、オレフィンエラストマー等が挙げられる。このなかでも水素添加ジエン系ゴムが好ましい。水素添加ジエン系ゴムは、ジエン系ゴム分子の二重結合の少なくとも一部分に水素原子を付加させてなるもので、本発明においてはポリオレフィン系樹脂の改質材として、使用される。ポリオレフィン系樹脂の結晶化を抑え、柔軟性、透明性を高める役割がある。また、一般にポリオレフィン系樹脂にジエン系ゴムを添加するとジエン系ゴムの二重結合のため、耐候性・耐熱性はジエン系ゴム無添加のポリオレフィン系樹脂より低下するが、本発明では、ジエン系ゴムの二重結合を水素で飽和させるため、ポリオレフィン系樹脂の耐候性、耐熱性の低下も無く良好なものとなる。
【0032】
ジエン系ゴムとしては、例えばイソプレンゴム、ブタジエンゴム、ブチルゴム、プロピレン・ブタジエンゴム、アクリロニトリル・ブタジエンゴム、アクリロニトリル・イソプレンゴム、スチレン・ブタジエンゴム等が挙げられる。本発明の目的からは、特にスチレン・ブタジエンゴム等が好ましい。
ゴム類の添加量としては、特に限定されないが、通常はポリオレフィン系樹脂100質量部に対し、1〜90質量部程度とすれば良い。
【0033】
また、顔料を添加して透明着色又は不透明着色を施す方法が挙げられる。顔料としては、公知又は市販のものを制限なく使用することができる。例えば、チタン白、亜鉛華、弁柄、朱、群青、コバルトブルー、チタン黄、黄鉛、カーボンブラック等の無機顔料、イソインドリノン、ハンザイエローA、キナクリドン、パーマネントレッド4R、フタロシアニンブルー、インダスレンブリーRS、アニリンブラック等の有機顔料(染料も含む)、アルミニウム、真鍮等の金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛等の箔粉からなる真珠光沢(パール)顔料等が挙げられる。これらは、用途に応じて、透明着色顔料又は不透明着色顔料のいずれかを選択することができる。これら顔料は、粉末又は鱗片状箔片として添加、分散すれば良い。
【0034】
[非発泡樹脂層31の形成]
非発泡樹脂層31は、上記のような樹脂等を含む非発泡樹脂組成物を、例えばエマルジョン化してエマルジョン組成物としたもの、又はペレット化したものを、コンマコーター法や、Tダイによる押出製膜法、カレンダー製膜法、接着剤を用いるドライラミネートによる方法等の公知の方法によって形成することができる。ここで、エマルジョン化は通常なされる方法ですることができ、エマルジョン組成物は例えば、非発泡樹脂組成物中の熱可塑性樹脂を乳化重合法等によりエマルジョン化した後に、その他の成分を所定量加えて得ることができる。
【0035】
非発泡樹脂組成物は、表面特性を向上させる目的で、架橋処理をしてもよい。架橋処理の方法は限定されないが、電離放射線による架橋処理(硬化処理)が好ましい。例えば、基材上に上記非発泡樹脂組成物による層を形成し、発泡適性粘土の温度範囲を広くするために、電子線等の電離放射線を照射して架橋させる。これにより、生産性が安定するうえ、非発泡樹脂層31の表面は硬くなり、表面特性が向上する。非発泡樹脂組成物を架橋処理する場合、非発泡樹脂組成物には架橋剤を好ましく含有させることができる。架橋剤としては、上記の非発泡樹脂層を構成する樹脂を架橋させるものであれば、特に制限なく用いることができる。
電離放射線としては、通常は紫外線、電子線等が用いられる。紫外線源としては、例えば超高圧水銀燈、高圧水銀燈、低圧水銀燈、カーボンアーク、ブラックライトランプ、メタルハライドランプ等の光源を用いることができる。また、電子線源としては、例えばコックロフトワルトン型、パンデグラフ型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いればよい。照射線量としては、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜50kGy(1〜5Mrad)の範囲で選定される。
非発泡樹脂層31の厚みは、優れた表面特性を得て、エンボス加工による壁紙の凹凸追従性を確保する目的より、5〜25μmが好ましく、より好ましくは20〜40μmである。
【0036】
また、非発泡樹脂層31は、上記の樹脂からなる透明又は不透明な市販のフィルムを使用することもできる。市販されるフィルムとしては、ポリオレフィン系樹脂フィルム、ウレタン系又はアクリル系コート剤でコートしたポリオレフィン系樹脂、エチレン−ビニルアルコール系共重合体樹脂フィルム、ポリフッ化ビニル、ポリフッ化ビニリデン、エチレンテトラフロロエチレン等のフッ素系樹脂フィルム等のフィルムが挙げられる。なかでも、ポリオレフィン系樹脂が好ましく、耐汚染性、耐擦傷性、耐薬品性等の性能に優れ、エンボス加工において優れた凹凸追従性を示す、すなわち縦方向の引張伸度が十分大きく、電離放射線により崩壊することなく、製造コストが安く、また燃焼時の煙濃度が少ないエチレン−ビニルアルコール系共重合体樹脂フィルムが特に好ましい。
非発泡樹脂層31に市販のフィルムを用いる場合、その厚みは、5〜25μmであることが好ましく、20〜40μmがより好ましい。フィルムの厚みが上記範囲内であれば、該フィルムの製造上の制約をうけることなく、また、優れた表面特性を得ることができ、エンボス加工による壁紙の凹凸追従性を確保することができる。
【0037】
[発泡樹脂層32]
発泡樹脂層32は、壁紙に難燃性を付与するために設けられるものであり、好ましくは発泡剤、無機充填剤、その他の各種添加剤を必要に応じて含む熱可塑性樹脂からなる発泡樹脂組成物を発泡させて得られる層である。
【0038】
[発泡樹脂層32:熱可塑性樹脂]
熱可塑性樹脂としては、ポリエチレン、プロピレン、ポリスチレン、エチレン−酢酸ビニル共重合体樹脂(EVA)、エチレン−(メタ)アクリル酸系樹脂等のポリオレフィン系樹脂、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、アクリロニトリル−スチレン系共重合体、ナイロン、ポリアセタール系樹脂、アクリル系樹脂、ポリカーボネート系樹脂、ポリエステル系樹脂、ポリ酢酸ビニル系樹脂、ポリビニルアルコール系樹脂、ポリウレタン系樹脂、ポリ塩化ビニル系樹脂等の熱可塑性樹脂単体及び共重合体、あるいは、これらの混合樹脂を挙げることができる。なかでも、環境保護の観点から、ポリオレフィン系樹脂が好ましく、なかでもエチレン−酢酸ビニル共重合体樹脂(EVA)、及びエチレン−(メタ)アクリル酸系樹脂がより好ましく、エチレン−酢酸ビニル共重合体樹脂(EVA)、及びエチレン−メタクリル酸メチル共重合体樹脂(EMMA)の少なくとも1種を用いることがさらに好ましい。
【0039】
[発泡樹脂層32:発泡剤]
発泡剤としては、炭酸水素ナトリウム、炭酸ナトリウム、炭酸水素アンモニウム、炭酸アンモニウム、亜硝酸アンモニウムなどの無機発泡剤、N,N'−ジメチル−N,N'−ジニトロソテレフタルアミド、N,N'−ジニトロソペンタメチレンテトラミンなどのニトロソ化合物、アゾジカルボンアミド、アゾビスホルムアミド、アゾビスイソブチロニトリル、アゾシクロヘキシルニトリル、アゾジアミノベンゼン、バリウム・アゾジカルボキシレートなどのアゾ化合物、ベンゼンスルホニルヒドラジド、トルエンスルフォニルヒドラジド、p,p'−オキシビス(ベンゼンスルホニルヒドラジド)、ジフェニルスルホン−3,3'−ジスルホニルヒドラジドなどのスルホニルヒドラジド化合物、カルシウムアジド、4,4'−ジフェニルジスルホニルアジド、p−トルエンスルホニルアジドなどのアジド化合物などが挙げられる。低コストであるとともに、分解熱が小さく、難燃性かつ自己消化性に優れ、水に安定であり、無毒であり、熱分解型化学発泡剤が分解温度以下での加工処理が可能であることから、アゾジカルボンアミド、アゾビスホルムアミド等のアゾ化合物の熱分解型発泡剤が好適である。
【0040】
発泡剤の添加量としては、要求される意匠性により適宜決めればよいが、発泡樹脂層32を構成する熱可塑性樹脂100質量部に対して、0.5〜15質量部が好ましい。なお必要に応じて、一層の発泡効果を挙げるために発泡剤の分解を促進する発泡助剤を併用することができる。その発泡助剤としては使用する発泡剤の種類により異なるが、例えば発泡剤としてアゾジカルボンアミドを用いる場合には発泡助剤として酸化亜鉛、硫酸鉛、尿素、ステアリン酸亜鉛等が用いられる。
【0041】
[発泡樹脂層32:無機充填剤]
発泡樹脂層32に用いる無機充填剤は、特に制限はなく、様々なものを用いることができる。
無機充填剤としては、例えば、炭酸カルシウム、炭酸マグネシウム、フライアッシュ、脱水汚泥、天然シリカ、合成シリカ、カオリン、クレー、酸化カルシウム、酸化マグネシウム、酸化チタン、酸化亜鉛、硫酸バリウム、水酸化カルシウム、水酸化アルミニウム、アルミナ、水酸化マグネシウム、タルク、マイカ、ハイドロタルサイト、珪酸アルミニウム、珪酸マグネシウム、ケイ酸カルシウム、焼成タルク、ウォラストナイト、チタン酸カリウム、硫酸マグネシウム、硫酸カルシウム、燐酸マグネシウム、セピオライト、ゾノライト、ホウ酸アルミニウム、シリカバルーン、ガラスフレーク、ガラスバルーン、シリカ、製鉄スラグ、銅、鉄、酸化鉄、カーボンブラック、センダスト、アルニコ磁石、各種フェライト等の磁性粉、セメント、ガラス粉末、珪藻土、三酸化アンチモン、マグネシウムオキシサルフェイト、水和アルミニウム、水和石膏、ミョウバン、等が挙げられる。なかでも、分解温度が低く、吸熱量が大きく、低コストであることから水酸化アルミニウムが好適である。なお、これら無機充填剤は単独で、又は2種以上を併用して用いることができる。
【0042】
これら無機充填剤の多くは、本発明の発泡壁紙に難燃性を付与する効果を有し、かつ、多量に配合された場合にはその効果は一層増大する。無機添加剤の使用量は、発泡壁紙の難燃性を十分得る目的から、発泡樹脂層32を構成する熱可塑性樹脂100質量部に対して、100質量部以上であることが好ましい。
本発明において用いる無機充填剤の平均粒径は、5〜25μmが好ましく、5〜15μmがさらに好ましい。
【0043】
これらの無機充填剤はそのまま使用してもよいが、無機充填剤を予めシラン系、チタネート系、アルミネート系、ジルコアルミニウム系等のカップリング剤、りん酸系、脂肪酸系等の界面活性剤、油脂、ワックス、ステアリン酸、シランカップリング剤等により処理してもよい。
【0044】
また、発泡樹脂層32を構成する発泡樹脂組成物は、要求される物性に応じて、各種添加剤を含有することができる。各種添加剤としては、例えば防カビ剤、防虫剤、防腐剤、抗菌剤、希釈剤、消臭剤、光安定剤、可塑剤などが挙げられる。
【0045】
[発泡樹脂層32:形成方法]
発泡樹脂層32の形成は、非発泡樹脂層31と同様の方法により行うことができる。また、架橋処理を行うことができるのも、非発泡樹脂層と同様である。樹脂層3の形成においてTダイによる押出製膜法を採用する場合、非発泡樹脂層31、及び発泡樹脂層32の形成は、別々に行ってもよいし、同時に行ってもよい。同時に押出製膜する場合、各層に対応する溶融樹脂を同時に押出製膜することにより、複数層の同時形成が可能となるマルチマニホールドタイプのTダイ等が用いられる。
なお、発泡樹脂層32の形成にTダイによる押出製膜法を採用した場合、発泡樹脂組成物に好ましく含有される無機充填剤が、押出成形機の押出口(いわゆるダイス)に残存しやすく、無機充填剤の残渣(いわゆる目やに)がシート表面の異物となりやすい傾向がある。このような場合、上述したように、樹脂層3は、基材側から非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に積層されたものとするのが好ましい。樹脂層3をこのような構成にすれば、目やにの発生は、樹脂層を二層の非発泡樹脂層で発泡樹脂層を挟んで同時形成することで、抑制することが可能となり、優れた製造安定性が得られる。
【0046】
発泡樹脂層32は、公知の発泡処理の方法により発泡させることができ、例えば発泡加熱炉を用いて、180〜240℃程度の温度条件で発泡させることができる。発泡処理は、発泡樹脂層32として発泡樹脂組成物を製膜した後であれば特に制限なく行うことができるが、通常表面保護層を設けた後に行う。
また、発泡樹脂層32の厚みは、特に制限されず、所望の特性等に応じて適宜設定することができるが、製膜状態において50〜300μmが好ましく、発泡後の厚みは350〜1200μmが好ましい。また、発泡樹脂層の形成にあたっての、発泡倍率も、特に制限されないが、通常は3〜7倍程度であればよい。発泡倍率が上記範囲内であれば、良好な表面強度、加工性等を得ることができる。
【0047】
[絵柄層4]
絵柄層4は、基材2に装飾性を与えるために好ましく設けられる層であり、種々の模様を、インキ組成物と印刷機とを使用して印刷することにより形成される。一般的にはグラビア印刷、オフセット印刷、シルクスクリーン印刷、転写シートからの転写印刷等、周知の印刷方法によりインキにて形成することができる。模様としては、木目模様、大理石模様(例えばトラバーチン大理石模様)等の岩石の表面を模した石目模様、布目や布状の模様を模した布地模様、タイル貼模様、煉瓦積模様等があり、これらを複合した寄木、パッチワーク等の模様もある。これらの模様は通常の黄色、赤色、青色、および黒色のプロセスカラーによる多色印刷によって形成される他、模様を構成する個々の色の版を用意して行う多色印刷等によっても形成される。
【0048】
絵柄層4の形成に用いられるインキ組成物としては、バインダーに顔料、染料などの着色剤、体質顔料、溶剤、安定剤、可塑剤、触媒、硬化剤などを適宜混合したものが使用される。該バインダーとしては特に制限はなく、例えば、ポリウレタン系樹脂、酢酸ビニル系樹脂、塩化ビニル/酢酸ビニル系共重合体樹脂、塩化ビニル/酢酸ビニル/アクリル系共重合体樹脂、塩素化ポリエチレン系樹脂、塩素化ポリプロピレン系樹脂、アクリル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ブチラール系樹脂、ポリスチレン系樹脂、ニトロセルロース系樹脂、酢酸セルロース系樹脂などの中から任意のものが、1種単独で又は2種以上を混合して用いられる。なかでも、本発明の目的から、ポリウレタン系樹脂、酢酸ビニル系樹脂、アクリル系樹脂、ポリエステル系樹脂、セルロース系樹脂、ポリアミド系樹脂等の1種単独で又は2種以上を混合して用いるのが好ましい。
着色剤としては、カーボンブラック(墨)、鉄黒、チタン白、アンチモン白、黄鉛、チタン黄、弁柄、カドミウム赤、群青、コバルトブルー等の無機顔料、キナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー等の有機顔料又は染料、アルミニウム、真鍮等の鱗片状箔片からなる金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛等の鱗片状箔片からなる真珠光沢(パール)顔料等が用いられる。
この絵柄層4は厚さ1〜20μm程度が好ましい。
【0049】
[フィルム層6]
フィルム層6は、絵柄層4の上面に接着剤層5を介して積層される層であり、本発明の発泡壁紙に要求される、耐汚染性、耐セロファンテープ性、耐擦傷性、耐薬品性等の表面特性を付与するために設けられるものである。
本発明のフィルム層6に用いられる熱可塑性樹脂としては、ポリエチレン、ポリプロピレン、ポリブテン等のポリオレフィン系樹脂、メタクリル系樹脂、熱可塑性ポリエステル系樹脂、ポリビニルアルコール系樹脂、フッ素系樹脂等の熱可塑性樹脂単体及び各種共重合体樹脂を挙げることができ、生産効率性の観点から、上記樹脂からなる透明又は半透明な市販のフィルムを好ましく使用することができる。
【0050】
上記の市販されるフィルムとしては、ポリフッ化ビニル、ポリフッ化ビニリデン、エチレンテトラフロロエチレン等のフッ素系樹脂フィルム、ウレタン系又はアクリル系コート剤でコートしたオレフィン系樹脂フィルム、及びエチレン−ビニルアルコール共重合体樹脂フィルム等が挙げられる。なかでも、耐汚染性、耐擦傷性、耐薬品性等の性能に優れ、エンボス加工において優れた凹凸追従性を示す、すなわち縦方向の引張伸度が十分大きく、電離放射線により崩壊することなく、製造コストが安く、また燃焼時の煙濃度が少ないエチレン−ビニルアルコール共重合体樹脂フィルムが好ましい。
本発明のフィルム層6に用いるフィルムの厚みは、10〜25μmであることが好ましい。フィルムの厚みが上記範囲内であれば、該フィルムの製造上の制約をうけることなく、またエンボス加工による壁紙の凹凸追従性を確保することができる。
【0051】
[表面保護層8]
表面保護層8は、電離放射線硬化性樹脂組成物が架橋硬化してなることを特徴とし、本発明の発泡壁紙の最表面に積層することで、発泡壁紙の耐汚染性、耐セロファンテープ性、耐擦傷性、耐薬品性等の表面特性を向上させるものである。該表面保護層8の表面張力は、30dyne/cm以下であることが好ましい。表面保護層の表面張力が上記範囲内にあれば、特に電気やけに対する優れた耐汚染性を得ることができる。なお、表面張力はJIS K6768に準拠して測定された値である。
ここで、電離放射線硬化性樹脂組成物とは、電磁波または荷電粒子線の中で分子を架橋、重合させ得るエネルギー量子を有するもの、すなわち、紫外線または電子線等を照射することにより、架橋、硬化する電離放射線硬化性樹脂、その他の必要に応じて添加される成分、及び各種添加剤とからなる組成物である。なお明細書中においては、例えば電離放射線硬化性樹脂組成物中の電離放射線硬化性樹脂が電子線硬化性樹脂である場合は、これを電子線硬化性樹脂組成物という。
【0052】
[表面保護層8:電離放射線硬化性樹脂]
表面保護層8に用いられる電離放射線硬化性樹脂としては、該表面保護層8の表面張力が好ましくは30dyne/cm以下となるようなものを適宜使用することができ、電離放射線硬化性樹脂として慣用される重合性モノマー及び重合性オリゴマーないしはプレポリマーの中から適宜選択して用いることができる。以下に代表例を記載する。また、「(メタ)アクリレート」とは、「アクリレート又はメタクリレート」を意味する。
【0053】
重合性モノマーとしては、分子中にラジカル重合性不飽和基を持つ(メタ)アクリレート系モノマーが好適であり、なかでも多官能性(メタ)アクリレートが好ましい。
多官能性(メタ)アクリレートとしては、分子内にエチレン性不飽和結合を2個以上有する(メタ)アクリレートであればよく、特に制限はない。具体的にはエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、カプロラクトン変性ジシクロペンテニルジ(メタ)アクリレート、エチレンオキシド変性リン酸ジ(メタ)アクリレート、アリル化シクロヘキシルジ(メタ)アクリレート、イソシアヌレートジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、エチレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレンオキシド変性ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレンオキシド変性ビスフェノールAジアクリレート等が挙げられる。これらの多官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0054】
電離放射線硬化性樹脂組成物は、粘度を低下させる等の目的で、前記の多官能性(メタ)アクリレートとともに、単官能性(メタ)アクリレートを、効果を損なわない範囲で含有することができる。単官能性(メタ)アクリレートとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソボルニル(メタ)アクリレート等が挙げられる。これらの単官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0055】
次に、重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、なかでもラジカル重合性不飽和基を持つアクリレート系オリゴマーが好ましく、例えばエポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系等のオリゴマーが挙げられる。ここで、エポキシ(メタ)アクリレート系オリゴマーは、例えば、比較的低分子量のビスフェノール型エポキシ樹脂やノボラック型エポキシ樹脂のオキシラン環に、(メタ)アクリル酸を反応しエステル化することにより得ることができる。また、このエポキシ(メタ)アクリレート系オリゴマーを部分的に二塩基性カルボン酸無水物で変性したカルボキシル変性型のエポキシ(メタ)アクリレートオリゴマーも用いることができる。ウレタン(メタ)アクリレート系オリゴマーは、例えば、ポリエーテルポリオールやポリエステルポリオールとポリイソシアネートの反応によって得られるポリウレタンオリゴマーを、(メタ)アクリル酸でエステル化することにより得ることができる。ポリエステル(メタ)アクリレート系オリゴマーとしては、例えば多価カルボン酸と多価アルコールの縮合によって得られる両末端に水酸基を有するポリエステルオリゴマーの水酸基を(メタ)アクリル酸でエステル化することにより、あるいは、多価カルボン酸にアルキレンオキシドを付加して得られるオリゴマーの末端の水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。ポリエーテル(メタ)アクリレート系オリゴマーは、ポリエーテルポリオールの水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。
【0056】
さらに、重合性オリゴマーとしては、他にポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマー、あるいはノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテル等の分子中にカチオン重合性官能基を有するオリゴマー等がある。
【0057】
電離放射線硬化性樹脂組成物として紫外線硬化性樹脂組成物を用いる場合には、該紫外線硬化性樹脂組成物は、光重合用開始剤を樹脂組成物100質量部に対して、0.1〜5質量部程度含有することが好ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、特に限定されず、例えば、分子中にラジカル重合性不飽和基を有する重合性モノマーや重合性オリゴマーに対しては、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾイン−n−ブチルエーテル、ベンゾインイソブチルエーテル、アセトフェノン、ジメチルアミノアセトフェノン、2,2−ジメトキシ−2−フェニルアセトフェノン、2,2−ジエトキシ−2−フェニルアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノ−プロパン−1−オン、4−(2−ヒドロキシエトキシ)フェニル−2(ヒドロキシ−2−プロピル)ケトン、ベンゾフェノン、p−フェニルベンゾフェノン、4,4’−ジエチルアミノベンゾフェノン、ジクロロベンゾフェノン、2−メチルアントラキノン、2−エチルアントラキノン、2−ターシャリーブチルアントラキノン、2−アミノアントラキノン、2−メチルチオキサントン、2−エチルチオキサントン、2−クロロチオキサントン、2,4−ジメチルチオキサントン、2,4−ジエチルチオキサントン、ベンジルジメチルケタール、アセトフェノンジメチルケタール等が挙げられる。
また、分子中にカチオン重合性官能基を有する重合性オリゴマー等に対しては、芳香族スルホニウム塩、芳香族ジアゾニウム塩、芳香族ヨードニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル等が挙げられる。
また、光増感剤としては、例えばp−ジメチル安息香酸エステル、第三級アミン類、チオール系増感剤等を用いることができる。
本発明においては、電離放射線硬化性樹脂組成物として電子線硬化性樹脂組成物を用いることが好ましい。電子線硬化性樹脂組成物は無溶剤化が可能であって、環境や健康の観点からより好ましく、また光重合用開始剤を必要とせず、安定な硬化特性が得られるからである。
【0058】
[表面保護層8:シリコーン(メタ)アクリレート]
表面保護層8に用いられる電離放射線硬化性樹脂組成物は、シリコーン(メタ)アクリレートを含有することが好ましい。シリコーン(メタ)アクリレートは、電離放射線硬化性樹脂との相乗効果により、主に壁紙に耐汚染性等の表面物性を付与すると同時に、表面保護層の表面張力を制御する目的で添加されるものである。シリコーン(メタ)アクリレートは、ポリシロキサンからなるシリコーンオイルのうち、片方又は両方の末端に(メタ)アクリル基を導入した変性シリコーンオイルの中の一つである。シリコーン(メタ)アクリレートとしては、従来公知のものが使用でき、有機基が(メタ)アクリル基であれば特に限定されず、該有機基を1〜6つ有する変性シリコーンオイルを好ましく用いることができる。また、変性シリコーンオイルの構造は、置換される有機基の結合位置によって、側鎖型、両末端型、片末端型、側鎖両末端型に大別されるが、有機基の結合位置には、特に制限はない。
上記シリコーン(メタ)アクリレートの含有量は、表面保護層の表面張力が所望の範囲となるように適宜調節すればよいが、耐汚染性の向上とその使用効果を十分に得る観点から、電離放射線硬化性樹脂100質量部に対して0.5〜4質量部が好ましく、1.0超〜2.5質量部がより好ましく、1.5〜2.5質量部がさらに好ましい。また、シリコーン(メタ)アクリレートの官能基当量(分子量/官能基数)としては、例えば100〜20000、好ましくは100〜10000の条件を有するものが挙げられる。
【0059】
[表面保護層8:各種添加剤]
電離放射線硬化性樹脂組成物は、得られる表面保護層の所望物性に応じて、各種添加剤を含有することができる。この添加剤としては、例えば、耐候性改善剤、耐摩耗性向上剤、重合禁止剤、架橋剤、赤外線吸収剤、帯電防止剤、接着性向上剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤、着色剤等が挙げられる。
ここで、耐候性改善剤としては、紫外線吸収剤や光安定剤を用いることができる。紫外線吸収剤は、無機系、有機系のいずれでもよく、無機系紫外線吸収剤としては、平均粒径が5〜120nm程度の二酸化チタン、酸化セリウム、酸化亜鉛等を好ましく用いることができる。また、有機系紫外線吸収剤としては、例えばベンゾトリアゾール系、具体的には、2−(2−ヒドロキシ−5−メチルフェニル)ベンゾトリアゾール、2−(2−ヒドロキシ−3,5−ジ−tert−アミルフェニル)ベンゾトリアゾール、ポリエチレングリコールの3−[3−(ベンゾトリアゾール−2−イル)−5−tert−ブチル−4−ヒドロキシフェニル]プロピオン酸エステル等が挙げられる。一方、光安定剤としては、例えばヒンダードアミン系、具体的には2−(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)−2’−n−ブチルマロン酸ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート等が挙げられる。また、紫外線吸収剤や光安定剤として、分子内に(メタ)アクリロイル基等の重合性基を有する反応性の紫外線吸収剤や光安定剤を用いることもできる。
【0060】
耐摩耗性向上剤としては、例えば無機物ではα−アルミナ、シリカ、カオリナイト、酸化鉄、ダイヤモンド、炭化ケイ素等の球状粒子が挙げられる。粒子形状は、球、楕円体、多面体、鱗片形等が挙げられ、特に制限はないが、球状が好ましい。有機物では架橋アクリル樹脂、ポリカーボネート樹脂等の合成樹脂ビーズが挙げられる。粒径は、通常膜厚の10〜200%程度とする。これらの中でも球状のα−アルミナは、硬度が高く、耐摩耗性の向上に対する効果が大きいこと、また、球状の粒子を比較的得やすい点で特に好ましいものである。
重合禁止剤としては、例えばハイドロキノン、p−ベンゾキノン、ハイドロキノンモノメチルエーテル、ピロガロール、t−ブチルカテコール等が、架橋剤としては、例えばポリイソシアネート化合物、エポキシ化合物、金属キレート化合物、アジリジン化合物、オキサゾリン化合物等が用いられる。
充填剤としては、例えば硫酸バリウム、タルク、クレー、炭酸カルシウム、水酸化アルミニウム等が用いられる。
着色剤としては、例えばキナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー、フタロシアニングリーン、酸化チタン、カーボンブラック等の公知の着色用顔料等が用いられる。
赤外線吸収剤としては、例えば、ジチオール系金属錯体、フタロシアニン系化合物、ジインモニウム化合物等が用いられる。
【0061】
[表面保護層8:表面保護層の形成]
表面保護層8の形成においては、まず重合性モノマーや重合性オリゴマー等の電離放射線硬化性樹脂、必要に応じて添加されるシリコーン(メタ)アクリレート、及び各種添加剤を、それぞれ所定の割合で均質に混合して得られる電離放射線硬化性樹脂組成物を調製する。この電離放射線硬化性樹脂組成物の粘度は、後述の塗工方式により、基材の表面に未硬化樹脂層を形成し得る粘度であればよく、特に制限はないが、必要に応じて溶剤を添加してもよい。
溶媒としては、トルエン、キシレン、酢酸エチル、酢酸ブチル、メチルエチルケトン、メチルイソブチルケトン、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル等の非水溶性有機溶媒、メタノール、エタノール、イソプロピルアルコール、ノルマルプロピルアルコール等の水溶性有機溶媒、水、またはこれらの混合溶剤等が挙げられる。電離放射線硬化性樹脂組成物中の溶媒の量は、電離放射線硬化性樹脂組成物の粘度に応じて適宜選定すればよいが、通常電離放射線硬化性樹脂組成物が固形分基準で65〜85質量%となるような量である。
【0062】
このようにして調製された電離放射線硬化性樹脂組成物は、基材の表面に、硬化後の厚さが1〜20μmになるように、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコート等の公知の方式、好ましくはグラビアコートにより塗工して、未硬化樹脂層を形成させる。硬化後の厚さが1μm以上であると所望の性能を有する表面保護層が得られる。硬化後の表面保護層の厚さは、表面保護層を設ける効果を十分に得る観点から、好ましくは2〜20μmである。
【0063】
このようにして形成された未硬化樹脂層は、電子線、紫外線等の電離放射線を照射して硬化させて、表面保護層となる。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
【0064】
照射線量は、電離放射線硬化性樹脂の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜50kGy(1〜5Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いることができる。
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈等が用いられる。
【0065】
このようにして、形成された表面保護層には、各種の添加剤を添加して各種の機能、例えば、高硬度で耐擦傷性を有する、いわゆるハードコート機能、防曇コート機能、防汚コート機能、防眩コート機能、反射防止コート機能、紫外線遮蔽コート機能、赤外線遮蔽コート機能等を付与することもできる。
【0066】
[接着剤層5]
フィルム層6と非発泡樹脂層31との接着性が低い場合、例えばフィルム層6にエチレンービニルアルコール共重合体樹脂フィルムを用いた場合には、必要に応じて両層間に接着剤層5を設けることが好ましい。接着剤層5に用いられる接着剤としては、特に制限はないが、本発明の製造工程より感熱接着剤が好ましい。感熱接着剤とは、一般に常温では固体であり、加熱により溶融又は軟化して接着性を発現し、冷却すると固化して強固に接着する性質を有する熱可塑性樹脂を主要成分とする接着剤のことをいう。これを適当な溶剤に溶解、もしくは加温により溶融させて、被接着体の一方又は両方の接着面に塗布し、両者を重ね合わせて加熱加圧することにより接着させるものである。熱可塑性樹脂としては、具体的には、(メタ)アクリル樹脂系、ポリウレタン樹脂系、ポリエステル系、ポリアミド樹脂系、(メタ)アクリル酸エステル−オレフィン共重合体樹脂、塩化酢酸ビニル樹脂、エチレン−酢酸ビニル共重合体樹脂、アイオノマー樹脂、オレフィン−αオレフィン共重合体樹脂等の易接着樹脂単体及び共重合体、あるいは、これらの混合樹脂、ならびにオレフィン樹脂や発泡樹脂組成物の主成分となる熱可塑性樹脂、フィルム層の主成分となる熱可塑性樹脂とのブレンド品が挙げられる。
【0067】
接着剤層5は、層間接着力の向上を図ることを目的に、上記及び図1に示すように非発泡樹脂層31とフィルム層6との層間に設けるほか、必要に応じて基材2と発泡樹脂層32との層間に設けることもできる。また、接着剤層を設ける以外に、層間接着力を向上させるために、所望により、片面または両面に酸化法や凹凸化法等の物理的又は化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法などが挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性などの面から好ましく用いられる。
【0068】
[プライマー層7]
本発明の発泡壁紙は、表面保護層8に用いられる電離放射線硬化性樹脂組成物と、フィルム層6との密着性を向上させる目的で、これらの層の間に必要に応じてプライマー層7を設けることができる。該プライマー層7で好ましく用いられる樹脂としては、例えば、アクリル樹脂系、ポリウレタン樹脂系、ウレタン−アクリル系樹脂等の、フィルム層6で用いられる樹脂と電離放射線硬化性樹脂組成物との密着に良好な樹脂を用いることができる。また、層間接着力の強化を目的として、発泡樹脂層32と非発泡樹脂層31との層間、及び非発泡樹脂層31とフィルム層6との層間にプライマー層を設けることもできる。
【0069】
[凹凸模様10]
本発明の発泡壁紙には、優れた意匠性を付与するために、エンボス加工による凹凸模様10が好ましく施される。凹凸模様10は、製造過程にある壁紙がいずれかの手段によってエンボス可能な温度となっているときに、表面保護層8の上面、すなわち最外層側からエンボス版で加熱加圧することにより形成することができる。凹凸模様10の形成には、周知の枚葉、もしくは輪転式のエンボス機が用いられ、凹凸模様10の形状としては、木目版導管溝、石板表面凹凸、布表面テクスチュア、梨地、砂目、ヘアライン、万線条溝等がある。
【0070】
[製造方法]
本発明の発泡壁紙は、例えば以下の製造方法によって製造されるが、これによって制限されるものではない。
図1及び図2に示される発泡壁紙は以下のように製造される。熱可塑性樹脂のフィルムからなるフィルム層6の一方の面にプライマー層7を構成する樹脂、電離放射線硬化性樹脂組成物を順に塗工し、他方の面に必要に応じて接着剤、プライマー層を構成する樹脂を塗工し、さらに所定の電離放射線を照射して電離放射線硬化性樹脂組成物を架橋硬化させて表面保護シートを得る。また、基材2上に、非発泡樹脂層を構成する樹脂を含有する非発泡樹脂組成物と、発泡剤、無機充填剤、その他添加剤を必要に応じて含む熱可塑性樹脂からなる発泡樹脂組成物とを同時にTダイによる押出製膜法により製膜して得られた非発泡樹脂層と発泡樹脂層とを積層し(必要に応じて非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順で積層し)、絵柄層4を構成するインキ組成物をグラビア印刷により塗工した後、電子線等を照射して非発泡樹脂層及び発泡樹脂層を架橋硬化させて、さらに加熱発泡炉を用いて250℃程度で前記発泡樹脂組成物を発泡させて発泡樹脂層32を形成して基材シートを得る。次いで、該基材シートを冷却した後、150℃程度まで再加熱してから、前記表面保護層シートの最外層側よりエンボス版が形成された冷却ロール(表面保護シート側)と加圧ロール間を通すことで両シートを熱圧着し、かつ凹凸模様10を形成した後、冷却することで、表面保護層8の最外層側から非発泡樹脂層31にかけて凹凸模様10を形成した本発明の発泡壁紙を得ることができる。なお、前記のように、プライマー層及び接着剤層は必要に応じて、さらに所望の層間に設けることができる。
【実施例】
【0071】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
(評価方法)
各実施例で得られた化粧シートについて、以下の方法で評価した。
(1)耐汚染性の評価(汚染物質)
JIS K−6902に準拠して、汚染物質として水性ペン(黒)、水性ペン(赤)、赤クレヨン、口紅、ホワイトボードマーカー、油性マジックを、発泡壁紙に付着させて、24時間後に柔らかい布(ガーゼ)で乾拭きを行い、汚染物質の残存具合の評価を目視にて行った。判定基準を以下のようにして評価した。
○ 汚染物質が完全に拭取ることができる
△ 汚染物質がわずかに残るが軽微なもので実用上問題ない
× 汚染物質の残りが著しい
(2)耐汚染性の評価(電気やけ)
電気やけによる埃を、カーボンブラックを実施例及び比較例で得られた発泡壁紙の表面上に付着させることで再現した。これを、中性洗剤を含ませたスポンジで拭取りを行い、電気やけの拭取り性の評価を目視にて行った。
○ カーボンブラックの吹き残りは全くなかった
△ カーボンブラックの吹き残りは若干残ったが、実用上問題ない
× カーボンブラックの吹き残りが著しかった
(3)耐傷付性
日本ビニル工業界による表面強化商品性能表示(平成9年1月1日実施日)に記載される方法に従い、耐傷付性を評価した。
各実施例で得られた壁紙の各端部から10cm内側より標準的な箇所から5ピースの試験片(25mmx250mm)を採取する。採取した試験片を温度15〜30℃、相対湿度65±20%の条件下で24時間以上放置し、JIS L 0823に規定される摩擦試験機II(荷重200g)を用いて、移行距離120mmの間を毎分30回の往復運動で5回運動させて、目視により傷付き程度を下記の評価基準にて評価した。
○ 5級(変化なし)
△ 4級(表面に少し変化あり)
× 3級(表面が破けてビニル層が見える)
(4)凹凸模様の評価(エンボス賦型性)
実施例及び比較例にて得られた発泡壁紙の凹凸模様の評価を目視にて行った。判定基準を以下のようにして評価した。
○ 凹凸模様がシャープであり、意匠性に優れる
△ 凹凸模様がシャープではない箇所も見受けられるが、問題ない
× 凹凸模様に著しいむらがある
(5)クラック発生の評価
実施例及び比較例にて得られた壁紙のクラック発生の評価を、電子顕微鏡を用いて行った。判定基準を以下のようにして評価した。
○ クラックが発生しない
△ クラックが発生する箇所も見受けられるが、実用上問題ない
× クラックが著しく発生する
(6)施工性の評価(カール性)
各実施例及び比較例で製造した発泡壁紙を、壁紙用糊塗工機を用いて、壁紙用施工糊(ヤヨイ化学工業(株)製、商品名:ルーアマイルド)を塗工量130g/m2で塗工して、20℃(相対湿度:65%)の条件下で、1時間後の壁紙端部のカール性(浮き性)を下記の基準で評価した。
○ 浮き幅 5mm以下
× 浮き幅 5mm以上
(7)施工性の評価(目開き)
各実施例及び比較例で製造した壁紙を、壁紙用糊塗工機を用いて、壁紙用施工糊(ヤヨイ化学工業(株)製、商品名「ルーアマイルド」)を塗工量130g/m2で塗工して、壁紙を幅方向に半裁して、耳部同士が重なるように厚み9mmの準不燃石膏ボード上に貼着した。施工して、20℃(相対湿度:65%)の条件下において1週間放置した後に、マイクロスコープを用いて耳部同士の重なった部分(ジョイント部分)の目開きの幅を測定し、下記の基準で評価した。
○ :目開きの幅 0.08mm未満
× :目開きの幅 0.08mm以上
(8)施工性の評価(剥離性)
各実施例及び比較例で製造した壁紙を、壁紙用糊塗工機を用いて、壁紙用施工糊(ヤヨイ化学工業(株)製、商品名「ルーアマイルド」)を塗工量120g/m2で塗工して、石膏ボード(吉野石膏(株)製、商品名:不燃タイガーボード、サイズ:1800mm×900mm、厚さ:12.5mm)に貼りつけた。20℃(相対湿度:30%)の環境下にて、1週間放置し、上隅より静かに壁紙を引き剥がした。この際、該壁紙が、裏打材の層間で剥離するか否か、また裏打材の層間で剥離した場合には、何回の操作できれいに剥がれたかによって剥離性を評価した。
(9)施工性の評価(折れじわ性)
各実施例及び比較例にて製造された壁紙20m2の裏面に、糊付け機(ヤヨイ化学工業(株)製)を用いて、市販の壁紙用接着剤(ヤヨイ化学工業(株)製「ルーアマイルド」)を120g/m2塗布し、接着面同士を貼り合わせて折りたたんだ。折りたたみ部分に15kgの荷重をかけ、15分間放置した。次いで、該壁紙を石膏ボード(吉野石膏(株)「不燃タイガーボード」厚さ12.5mm)に貼り付け、目視にて評価した。
(10)堰漏れの評価
各実施例及び比較例において、基材上に発泡樹脂組成物をコンマコーター法でコーティングする際の、該発泡樹脂組成物の堰漏れの状態を目視にて確認、下記の基準で評価した。
○ :発泡樹脂組成物は全く堰漏れしなかった
× :発泡樹脂組成物は堰漏れをおこした
(11)生産安全性の評価(静電気の発生)
各実施例及び比較例において、発泡樹脂組成物を塗工してからロールで巻き取り後、絵柄層を印刷する際の巻きだし時に、ロールの巻きだし箇所において静電気の発生状態(スパークの発生状態)を目視にて確認し、下記の基準で評価した。
○ :静電気は発生しなかった
× :静電気が発生し、危険な状態であった
【0072】
実施例1
基材2として、米秤量60g/m2の壁紙用裏打紙(興人(株)製、WK−FKKD)を用いる。下記組成の非発泡樹脂組成物、発泡樹脂組成物を、Tダイによる押出し機を用いて同時に製膜し、各々10μm、100μmの厚さとなるように非発泡樹脂層、発泡樹脂層を形成し、非発泡樹脂層の面に基材を積層した。このときの押出し条件は、非発泡樹脂層はシリンダー温度160℃とし、発泡樹脂層はシリンダー温度120℃とし、いずれもダイス温度は120℃とした。その上にアクリル系樹脂をバインダーとし、カーボンブラックと弁柄を着色剤とするインキを用いて、塗工量3g/m2のグラビア印刷にて施して絵柄層4を形成した。次いで、発泡樹脂層に加圧電圧175kV、照射線量50kGy(5Mrad)の電子線を照射して、架橋処理を施した。
上記とは別に、フィルム層6として予め接着剤が塗工されたエチレンービニルアルコール共重合体樹脂((株)クラレ製、エバールフィルムHF−ME(厚み:12μm)、エチレン含有量44mol%)を用い、該フィルム層6の上面(接着剤が塗工されていない側)にウレタンーアクリル共重合体樹脂を塗工量2.0g/m2でグラビア印刷してプライマー層7を形成し、その上に下記組成の電離放射線硬化性樹脂を塗工量2.0g/m2でグラビアオフセットコータ法により塗工した。塗工後、加圧電圧125kV、照射線量30kGy(3Mrad)の電子線を照射して、電離放射線硬化性樹脂を硬化させて表面保護層8を形成し、表面保護シートを得た。
上記の絵柄層4を施し、非発泡樹脂組成物、及び発泡樹脂組成物を積層した基材を、加熱発泡炉を用いて230℃で発泡樹脂組成物を発泡させて発泡樹脂層32を形成させた基材を得た後、上記で得られた表面保護シートと同時にエンボス型が形成された冷却ロールと加圧ロールの間を通し、エンボス賦型をしながら熱圧着させることにより、表面に凹凸模様を有する壁紙を得た。
【0073】
非発泡樹脂組成物組成
エチレン−酢酸ビニル系共重合体(住友化学株式会社製、商品名:スミテートCV5053):100質量部
発泡樹脂組成物組成
エチレン−酢酸ビニル系共重合体(住友化学株式会社製、商品名:スミテートCV5053):100質量部
発泡剤(永和化成製、商品名:ADCA#3):4質量部
炭酸カルシウム(白石工業製、商品名:ホワイトンH):30質量部
二酸化チタン(顔料)(デュポン製、商品名:タイピュアR−108):20質量部
光安定剤(商品名:OF−101):1質量部
架橋剤(JSR(株)製、商品名:オブスターJVA−702):1質量部
電離放射線硬化性樹脂組成
6官能ウレタンアクリレート:60質量部
3官能ウレタンアクリレート:40質量部
シリカ(粒径約3μm):20質量部
6官能シリコーンメタクリレート:2質量部
【0074】
実施例2〜7
基材2として、第1表に記載のものにかえる以外は、実施例1と同様にして壁紙を得た。
【0075】
実施例8
基材2として、米秤量60g/m2の壁紙用裏打紙(興人(株)製、WK−FKKD)を用いる。実施例1で用いた非発泡樹脂組成物、発泡樹脂組成物を、Tダイ押出し機を用いて同時に製膜し、各々15μm、100μm、10μmの厚さになるように非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に形成し、厚さ10μmの非発泡樹脂層の面に基材を積層した。このときの押出し条件は、非発泡樹脂層(厚さ15μm)はシリンダー温度160℃とし、発泡樹脂層はシリンダー温度120℃とし、非発泡樹脂層(厚さ10μm)はシリンダー温度100℃とし、ダイス温度はいずれも120℃とした。
上記とは別に、フィルム層6として予め接着剤が塗工されたエチレンービニルアルコール共重合体樹脂((株)クラレ製、エバールフィルムHF−ME(厚み:12μm)、エチレン含有量44mol%)を用い、該フィルム層6の上面(接着剤が塗工されていない側)にウレタンーアクリル共重合体樹脂を塗工量2.0g/m2でグラビア印刷してプライマー層7を形成し、その上に下記組成の電離放射線硬化性樹脂を塗工量2.0g/m2でグラビアオフセットコータ法により塗工した。塗工後、加圧電圧125kV、照射線量30kGy(3Mrad)の電子線を照射して、電離放射線硬化性樹脂を硬化させて表面保護層8を形成し、表面保護シートを得た。
上記の絵柄層4を施し、非発泡樹脂組成物(10μm)、発泡樹脂組成物(100μm)、及び非発泡樹脂層(15μm)を順に積層した基材を、加熱発泡炉を用いて230℃で発泡樹脂組成物を発泡させて発泡樹脂層32を形成させた基材を得た後、上記で得られた表面保護シートと同時にエンボス型が形成された冷却ロールと加圧ロールの間を通し、エンボス賦型をしながら熱圧着させることにより、表面に凹凸模様を有する壁紙を得た。
【0076】
実施例9
基材2として第1表に記載のものにかえる以外は、実施例8と同様にして壁紙を得た。
【0077】
比較例1
表面保護層を構成する樹脂組成物、及び電離放射線硬化性樹脂組成物の組成として、第1表に記載のものにかえる以外は、実施例1と同様にして壁紙を得た。
ここで、アクリル系水系インキとしては、アクリル系樹脂(松井色素化学工業所製、商品名:マイカプライマーEC−CRWD)を用いた。
【0078】
比較例2
基材2として、米秤量60g/m2の壁紙用裏打紙(興人(株)製、WK−FKKD)を用い、実施例1で用いた非発泡樹脂組成物、発泡樹脂組成物を、Tダイ押出し機を用いて同時に製膜し、各々10μm、100μmの厚さとなるように非発泡樹脂層、発泡樹脂層を形成し、非発泡樹脂層の面に基材を積層した。このときの押出し条件は、非発泡樹脂層はシリンダー温度160℃とし、発泡樹脂層はシリンダー温度120℃とし、ダイス温度はいずれも120℃とした。
その上にアクリル系樹脂をバインダーとし、カーボンブラックと弁柄を着色剤とするインキを用いて、塗工量2.0g/m2のグラビア印刷にて施して絵柄層4を形成し、さらに実施例1の組成の電離放射線硬化性樹脂組成物を塗工量2.0g/m2でグラビアオフセットコータ法により塗工した。塗工後、加圧電圧125kV、照射線量30kGy(3Mrad)の電子線を照射して、電離放射線硬化性樹脂を硬化させて表面保護層8を形成した。上記で得られた印刷シートを、加熱発泡炉を用いて230℃で発泡樹脂組成物を発泡させて発泡樹脂層3を形成させた後、エンボス型が形成された冷却ロールと加圧ロールの間を通し、エンボス賦型をして表面に凹凸模様を有する壁紙を得た。
【0079】
比較例3
比較例2において、フィルム層6及び表面保護層8を形成しない以外は比較例2と同様にして壁紙を得た。
【0080】
実施例1〜9及び比較例1〜3で得られた壁紙について上記評価を行った結果を第1表に示す。
実施例1〜9で得られた壁紙は、全ての評価の点で高い性能を示した。一方、表面保護層に電離放射線硬化性樹脂組成物を用いていない比較例1で得られた壁紙は、エンボス賦型性、クラック発生、耐傷付性及び生産安定性の評価は優れているが、その他の表面物性の点で不十分であり、フィルム層はないが、表面保護層が電離放射線硬化性樹脂組成物を用いた比較例2はクラック発生、及び耐傷付性の評価が不十分であり、フィルム層及び表面保護層がない比較例3は、耐汚染性、耐傷付性、及びクラック発生の評価が不十分であった。
【0081】
【表1】

【0082】
*1)基材A(裏打紙):米秤量60g/m2の壁紙用裏打紙(興人(株)製、WK−FKKD)
*2)基材B(片艶裏打紙):ヤンキードライヤーで抄造を行った米秤量60g/m2の片艶裏打紙(厚み:100μm)
*3)基材C(裏打材−1):米秤量60g/m2、層間強度を第1表に記載の値に調整して製紙した裏打材
*4)基材D(裏打材−2):米秤量60g/m2、厚さ90μmであり、クラーク剛度を第1表に記載の値に調整して製紙した裏打材
【産業上の利用可能性】
【0083】
本発明によれば、エンボス加工による凹凸追従性、及び水性ペン、油性ペン等の汚染物質や、電気やけ等に対する耐汚染性に優れ、かつ施工性、生産安全性に優れた、塩化ビニル樹脂を用いない発泡壁紙を得ることができる。
【符号の説明】
【0084】
1.発泡壁紙
2.基材
3.樹脂層
31.非発泡樹脂層
31A.非発泡樹脂層
31B.非発泡樹脂層
32.発泡樹脂層
4.絵柄層
5.接着剤層
6.フィルム層
7.プライマー層
8.表面保護層
10.凹凸模様
【技術分野】
【0001】
本発明は、発泡壁紙に関する。
【背景技術】
【0002】
壁紙等の建築内装材は、火災に対する安全性の面から、性能として難燃性が要求されており、建築基準法で一定の難燃性が義務づけられている場合が多い。また、建築内装材は、室内の居住空間としての快適性を高めるために、優れた意匠性が求められている。優れた意匠性を壁紙に付与する手法として、意匠に立体感を持たせることがなされており、この場合、柔軟性のみでなく高度に発泡させ得る材料の使用が有利となる。こうした要求に応える材料として、塩化ビニル樹脂層上に印刷などして絵柄層を設けたもの、あるいは、さらに前記塩化ビニル樹脂層を発泡させると共にエンボス加工を施すなどして凹凸模様を施したものが広く用いられている。しかし、これらの壁紙は、耐汚染性及び表面強度が十分ではないといった問題がある。これは前記壁紙が、汚染性等に問題がある塩化ビニル樹脂から構成され、また、施工性や意匠性を高めることを目的に、発泡や凹凸模様を形成する加工を行うことにより壁紙の表面に微細な凹凸や空隙が生じるためである。
【0003】
このような問題を解決するために、壁紙の表面に表面保護層を設けて耐汚染性等の表面物性を向上させる方法、例えば、壁紙の表面に、ウレタンやアクリル系樹脂等を塗工して表面保護層とする方法がとられている。しかし、このようにして設けた表面保護層は、発泡や凹凸模様を形成する加工を施すと、発泡や凹凸模様に追従できずに厚さにむらが生じる、また、部分的に表面保護層に亀裂が入り、発泡層が露出するといった製造安定上の問題を発生させる。
【0004】
また、発泡剤を含む熱可塑性樹脂からなる発泡樹脂層を有する壁紙の表面保護層が、該壁紙の表面に耐汚染性等に優れたフィルム、例えばアクリル系樹脂フィルム、ポリウレタン系樹脂フィルム、フッ素系樹脂フィルム、エチレン−ビニルアルコール共重合体フィルム等を、接着剤等により貼り合わせることで形成される方法が提案されている(例えば特許文献1及び2)。しかし、これらのフィルムを表面保護層として用いただけでは、耐汚染性の観点から不十分であり、さらなる改良が望まれている。
【0005】
一方、近年では環境への配慮から、従来、柔軟性、加工性、及びコストの面から好ましく用いられてきた塩化ビニル樹脂を用いない発泡壁紙の開発が行われており、発泡させたポリオレフィン樹脂を用いた発泡壁紙(非塩ビ系樹脂壁紙)が提案されている(特許文献3)。一般に、ポリオレフィン樹脂を用いた発泡壁紙(非塩ビ系樹脂壁紙)は、表面強度などの点で塩ビ系樹脂壁紙よりも劣るといった特徴を有する。当該発泡壁紙は、表面強度の点では、塩ビ系樹脂壁紙と同等の性能を示したが、エンボス加工による凹凸追従性、水性ペン、油性ペンをはじめとする汚染物質や、冷蔵庫、空調等の電源コード付近に空気中のカーボンに由来する細かい埃が静電気で吸い寄せられて発生する電気やけ等に対する耐汚染性の点で十分ではないといった問題があった。
また、これらの壁紙は、施工時の糊を塗工した後に大きくカールしたり、施工後に目開きが生じる、壁紙を貼着後に折りじわが目立つ、あるいは壁紙を貼替えにおいて古くなった壁紙が容易に剥がせない、剥がせても剥離界面がばらつくことで新たな壁紙の施工がしにくくなるといった施工性の問題、及び壁紙を製造する際の静電気発生を抑えるといった生産安全性の問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−260287号公報
【特許文献2】特開2001−260261号公報
【特許文献3】特開2006−97210号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、このような状況の下で、エンボス加工による凹凸追従性、及び水性ペン、油性ペン等の汚染物質や、電気やけ等に対する耐汚染性に優れ、かつ施工性、生産安全性に優れた、塩化ビニル樹脂を用いない発泡壁紙を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、表面保護層を含む特定の層構成を有し、該表面保護層を電離放射線硬化性樹脂組成物が架橋硬化したものとすることにより、エンボス加工による凹凸追従性、及び水性ペン、油性ペン等の汚染物質や、電気やけ等に対する耐汚染性に優れ、かつ施工性、生産安全性に優れた、塩化ビニル樹脂を用いない発泡壁紙を得ることができた。
【0009】
すなわち、本発明は、
(1)基材上に少なくとも樹脂層、フィルム層、及び表面保護層が順に積層される壁紙において、該樹脂層が発泡樹脂層及び非発泡樹脂層からなり、該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化してなる発泡壁紙であって、該表面保護層の表面張力が、30dyne/cm以下である発泡壁紙、
(2)樹脂層が、基材側から非発泡樹脂層、発泡樹脂層の順に積層されてなる上記(1)に記載の発泡壁紙、
(3)樹脂層が、基材側から非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に積層されてなる上記(1)に記載の発泡壁紙、
(4)電離放射線硬化性樹脂組成物が、シリコーン(メタ)アクリレートを含有する上記(1)〜(3)のいずれかに記載の発泡壁紙、
(5)電離放射線硬化性樹脂組成物中の電離放射線硬化性樹脂100質量部に対するシリコーン(メタ)アクリレートの配合量が、0.5〜4質量部である上記(4)に記載の発泡壁紙、
(6)発泡樹脂層を構成する樹脂が、エチレン−酢酸ビニル系共重合体(EVA)、及びエチレン−メタクリル酸メチル共重合体(EMMA)の少なくとも1種を含む上記(1)〜(5)のいずれかに記載の発泡壁紙、
(7)非発泡樹脂層を構成する樹脂が、ポリオレフィン系樹脂である上記(1)〜(6)のいずれかに記載の発泡壁紙、
(8)ポリオレフィン系樹脂が、エチレン−酢酸ビニル共重合体(EVA)、及びエチレン−メタクリル酸メチル共重合体(EMMA)の少なくとも1種を含む上記(7)に記載の発泡壁紙、
(9)基材が、JIS P8119に準拠して測定される表面平滑度が40秒以下である片艶裏打紙である上記(1)〜(8)のいずれかに記載の発泡壁紙、
(10)片艶裏打紙の水中伸度が、1.2%以下である上記(9)に記載の発泡壁紙、
(11)基材が、層間強度が12〜40N/mの裏打材である上記(1)〜(8)のいずれかに記載の発泡壁紙、
(12)基材が、クラーク剛度が75%以下の裏打材である上記(1)〜(8)のいずれかに記載の発泡壁紙、及び
(13)表面保護層側から機械的にエンボス加工が施される上記(1)〜(12)のいずれかに記載の発泡壁紙、
を提供するものである。
【発明の効果】
【0010】
本発明によれば、エンボス加工による凹凸追従性、及び水性ペン、油性ペン等の汚染物質や、電気やけ等に対する耐汚染性に優れ、かつ施工性、生産安全性に優れた、塩化ビニル樹脂を用いない発泡壁紙を提供することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の発泡壁紙の断面を示す模式図である。
【図2】本発明の発泡壁紙の断面を示す模式図である。
【発明を実施するための形態】
【0012】
本発明の発泡壁紙の典型的な構造を、図1及び図2を用いて説明する。図1及び図2は本発明の発泡壁紙1の断面を示す模式図である。図1及び図2に示す例では、本発明の発泡壁紙1は、基材2上に、樹脂層3(図1の場合は、非発泡樹脂層31及び発泡樹脂層32からなり、図2の場合は、非発泡樹脂層31A、発泡樹脂層32、及び非発泡樹脂層31Bからなる)、絵柄層4、接着剤層5、フィルム層6、プライマー層7、及び電離放射線硬化性樹脂組成物が架橋硬化してなる表面保護層8が順次積層されたものである。そして、発泡壁紙1の表面は、表面保護層8側からエンボス加工が施され、発泡壁紙に優れた意匠感を付与する凹凸模様10を有している。
【0013】
[基材2]
以下、本発明の好ましい実施形態の一つを示した図1及び図2に基づいて、詳細に説明する。
本発明で用いられる基材2は、通常壁紙として用いられるものであれば、特に限定されず、例えば裏打紙、難燃紙、合成樹脂シート、織布、不織布、編布等を用途に応じて適宜選択することができる。なかでも、スルファニル酸グアナジンやリン酸グアナジン等の水溶性難燃剤を含浸させたパルプ主体の難燃紙、炭酸カルシウム、水酸化アルミニウム、水酸化マグネシウム等の無機質剤を混抄した無機質紙等の通常壁紙用裏打紙、またはこれを用いた裏打材等が、好ましく用いられる。裏打紙は、カール防止の観点より、水中伸度2%以下であるものが好ましく、1.8%以下であるものがより好ましく用いられる。なお、水中伸度はJAPAN TAPPI紙パルプ試験方法No.27:2000に準拠して測定された値である。
【0014】
これらの材料は、それぞれ単独で使用してもよいが、紙同士の複合体等、任意の組み合わせによる積層体であってもよく、必要に応じて難燃剤、無機質剤、乾燥紙力増強剤、湿潤紙力増強剤、着色剤、サイズ剤、定着剤等を適宜添加してもよい。
また、基材2の厚さは、特に制限はないが、秤量が50〜300g/m2程度、好ましくは55〜160g/m2の範囲である。特に、壁紙施工時の下地の凹凸を拾う、いわゆる不陸が目立たなくするには、60〜160g/m2の範囲が好ましい。
【0015】
[基材2:片艶裏打紙]
基材2としては、JIS P8119に準拠して測定される表面平滑度が40秒以下である片艶裏打紙も、生産安定性及び生産安全性の観点から、好ましく用いられる。ここで、表面平滑度が大きいほど、表面平滑性が高いことを示す。また、この片艶裏打紙は、カール防止の観点より、水中伸度1.5%以下であることが好ましく、1.2%以下であることがより好ましい。
【0016】
この片艶裏打紙は、紙の抄造工程においてヤンキードライヤーを用いて乾燥させることによって、製造される。該片艶裏打紙は、紙シートが伸びた状態のまま平滑な表面を有するヤンキードライヤー表面を写し取るようにして乾燥されるので、片面が非常に高い表面平滑性を有する。このようにして得られる片艶裏打紙を壁紙に用いると、壁紙施工時に糊を塗工しても、壁紙のカールはほとんど生じない。これは、片艶裏打紙が伸びた状態のまま乾燥されることで、糊を塗工しても伸びが生じないためと考えられる。
【0017】
上記の片艶裏打紙は、木材パルプを使用して抄紙することが好ましいが、木材パルプ以外の非木材パルプ、有機合成繊維、無機繊維等を使用することも可能である。なお、本発明の効果が損なわれない範囲内で、難燃剤、無機質剤、乾燥紙力増強剤、湿潤紙力増強剤、着色剤、サイズ剤、定着剤等を適宜添加してもよい。
また、ヤンキードライヤーによる乾燥条件は、特に限定されるものではないが、一般に、水分が30〜70質量%の湿紙シートを80〜140℃のヤンキードライヤーシェルに接触させ、水分が3〜10質量%程度になるまで乾燥させるのが好ましい。
本発明の発泡壁紙の基材として片艶裏打紙を用いる場合は、その上層部となる発泡樹脂層等は、片艶裏打紙のいずれの面にも制限なく設けられるが、艶を有さない面に上層部を設けると、糊の塗工量を削減することが可能となるので好ましい。
【0018】
[基材2:裏打材−1]
基材2としては、層間強度が12〜40N/mである裏打材−1も好ましく用いられる。該裏打材の層間強度は、好ましくは12〜25N/mであり、より好ましくは12〜20N/mである。裏打材の層間強度が上記範囲内にあれば、壁紙の施工時に、壁紙に糊を塗布して引っ張ることによって壁紙が破れることがなく、壁紙を良好に貼着することができる。また、壁紙の剥離が裏打材の層間で起こりやすくなり、剥離の際に剥離界面のばらつきが生じることもない。このように、新たな壁紙を貼付する際の施工性が良好となる。
【0019】
裏打材−1の材質としては、上記の裏打紙を好ましく用いることができる。また、裏打材−1は、カール防止の観点より、水中伸度が1.5%以下であることが好ましく、1.2%以下であることがより好ましい。
【0020】
層間強度の測定は以下の方法による。
発泡壁紙の両面に30mm幅のクラフトテープ(積水化学工業(株)製)を貼り付け、長さ250mm、幅15mmに裁断して試験片を得る。縦方向の層間強度を測定する場合は縦目に、横方向の層間強度を測定する場合は横目に試験片を作成する。次いで、クラフトテープを引っ張り、試験片の剥離挙動を目視にて評価する。クラフトテープを引っ張る機械としては、JIS P−8113(紙及び板紙の引っ張り強さ試験方法)に規定される試験機を用いる。
【0021】
裏打材の層間強度を制御する方法としては種々あり、抄紙方法による制御、叩解による制御、乾燥紙力増強樹脂の添加量の制御などにより行うことができる。より具体的には、抄紙方法による制御としては、例えば、裏打ち紙としてツインワイヤ抄紙機を用いて両面脱水法にて製紙した紙を用いることで層間強度を弱めることができる。また、叩解はシートの密度を増加させ、繊維が伸張できる空間を減少させ、このことによって繊維間の結合を増加させる。従って叩解の条件を緩やかにすること、回数を減らすことで層間強度を弱めることができる。さらに、通常は、乾燥紙力の増強のためにアクリルアミド系樹脂などが添加されるが、この含有量を低減させることで層間強度を弱めることができる。なお、乾燥紙力増強樹脂の添加量による制御は、叩解による制御に比較して、微細繊維の発生量の低下、多孔性等の性質、見かけ比重に対する強度の比などの基材の物理的性質を変化させることがなく好適である。
これらの制御方法を組み合わせることで、裏打材の層間強度を上記の好ましい範囲に制御することができる。
【0022】
[基材2:裏打材−2]
また、基材2としては、クラーク剛度が好ましくは75%以下であり、より好ましくは70%以下である裏打材−2も好ましく用いられる。裏打材のクラーク剛度が上記の範囲内にあれば、施工時の折れじわの発生を抑制することができる。ここで、クラーク剛度の測定は、JIS P−8143に準拠したものである。
【0023】
裏打材−2の材質としては、上記の裏打紙を好ましく用いることができる。また、裏打材−2は、カール防止の観点より、水中伸度が1.5%以下であることが好ましく、1.2%以下であることがより好ましい。
【0024】
裏打材のクラーク剛度を制御する方法としては、裏打材の厚さ、パルプの叩解の度合い、パルプの繊維長を制御する方法などがある。紙のこわさは坪量が一定の場合、紙の厚さの3乗に比例して増大する傾向にあるため、紙の厚さを調整する方法が効果的である。また、叩解はシートの密度を増加させ、繊維が伸張できる空間を減少させ、このことによって繊維間の結合を増加させるため、こわさを増大させる。従って叩解の条件を緩やかにすること、回数を減らすことでクラーク剛度を弱めることができる。さらにパルプの繊維長については、長繊維パルプの紙よりも短繊維パルプの紙の方が、こわさが大きい傾向にある。従って、より長繊維パルプの紙を選択することでクラーク剛度を弱めることができる。
これらの制御方法を組み合わせることで、裏打材のクラーク剛度を本発明で特定する範囲に制御することができる。
【0025】
[樹脂層3]
樹脂層3は、非発泡樹脂層31及び発泡樹脂層32からなり、本発明の発泡壁紙に、難燃性を付与し、絵柄層4に用いられるインキ組成物が発泡樹脂層32を経由して基材2中に浸透することを抑制する等の目的で、設けられる層である。
樹脂層3は、非発泡樹脂層及び発泡樹脂層からなれば、その形態は特に制限なく、例えば、基材2上に非発泡樹脂層、発泡樹脂層の順に積層してもよいし、発泡樹脂層、非発泡樹脂層の順に積層してもよいし、また、非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に積層するような3層以上の構成を有していてもよい。なかでも、発泡樹脂層と基材との接着力を向上させる観点から、樹脂層3は、基材側から非発泡樹脂層、発泡樹脂層の順に積層するものが好ましい。また、図2のように、樹脂層3は、製造安定性の観点から、基材側から非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に積層するものも好ましい。
【0026】
[非発泡樹脂層31]
非発泡樹脂層31は、発泡樹脂層32と基材2との接着力を向上させる、絵柄層4に用いられるインキ組成物が発泡樹脂層32を経由して基材2中に浸透することを抑制する目的で、設けられる層である。非発泡樹脂層31は、基材2と発泡樹脂層32との間に設ける、すなわち樹脂層3は基材側から非発泡樹脂層、発泡樹脂層の順に積層することが好ましい。また、非発泡樹脂層は複数設ける、例えば、樹脂層3が基材側から非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に積層したものとすることができる。この場合、複数の非発泡樹脂層は同一であってもよいし、異なるものであってもよい。また、発泡樹脂層が複数存在する場合も同様である。
【0027】
[非発泡樹脂層31:樹脂]
非発泡樹脂層31を構成する樹脂としては、特に制限はないが、ポリオレフィン系樹脂、メタクリル系樹脂、熱可塑性ポリエステル系樹脂、ポリビニルアルコール系樹脂、フッ素系樹脂等の熱可塑性樹脂単体及び各種共重合体樹脂を挙げることができ、なかでもポリオレフィン系樹脂が好ましい。
ポリオレフィン系樹脂としては、例えばポリエチレン、ポリプロピレン、ポリブテン、ポリブタジエン、ポリイソプレン等のポリオレフィンの単体及び各種共重合体、炭素数が4以上のαオレフィンの共重合体(線状低密度ポリエチレン)、エチレン−アクリル酸共重合体、エチレン−アクリル酸メチル共重合体、エチレン−アクリル酸エチル共重合体、エチレン−メタクリル酸共重合体等のエチレン−(メタ)アクリル酸系共重合体、エチレン−酢酸ビニル共重合体(EVA)、エチレン−酢酸ビニル共重合体ケン化物ないしはアイオノマー、またはこれらの1種ないしそれ以上からなる混合樹脂を挙げることができる。なかでも特に、エチレン−酢酸ビニル共重合体(EVA)及びエチレン−メタクリル酸メチル共重合体(EMMA)の少なくとも1種が好ましい。EVA及びEMMAは特に限定されず、公知又は市販のものを使用することができる。特に、EVAは、酢酸ビニル成分(VA成分)が15〜30質量%であるものが好ましい。また、EMMAは、メタクリル酸メチル成分(EMA成分)が15〜30質量%であるものが好ましい。
【0028】
[非発泡樹脂層31:その他の樹脂]
本発明では、樹脂成分として上記の樹脂以外のその他の樹脂が含まれていても良い。例えば、ポリエチレン、エチレン−プロピレン共重合体、エチレン−ブテン−1共重合体、ポリプロピレン、プロピレン−ブテン−1共重合体、ポリブテン−1、ブテン−1・プロピレン−エチレン−3元共重合体、ブテン−1−ヘキセン−1−オクテン−1−3元共重合体、ポリメチルペンテンのほか、特開平6−16832号公報、特公平6−23278号公報等に記載されたオレフィン系エラストマー等も使用できる。これらの樹脂は1種又は2種以上で用いることができる。
【0029】
[非発泡樹脂層31:各種添加剤]
また、非発泡樹脂層31は、各種添加剤を必要に応じて含有することができる。例えば、無機充填剤を入れて増量効果を付与したり、難燃剤を入れて難燃性を付与することもできる。また、架橋する場合は、発泡樹脂層で用いられる架橋助剤を配合することもできる。
無機充填剤としては、例えば炭酸カルシウム、硫酸バリウム、クレー、タルク等の粉末(粒子)のほか、マイカ、シリカ、アルミナ、ケイソウ土、ケイ砂、シラスバルーンのような無機質中空体等が挙げられる。
【0030】
難燃剤としては、例えば尿素等の窒素化合物、水酸化マグネシウム、水酸化アルミニウム等の水酸化物(特に結晶水を持つ化合物)、自消性を有するリン又はハロゲン元素を含む難燃剤等が適している。特に水酸化物のような化合物を配合することにより、燃焼分解時に結晶水の気化熱で難燃化を図ることができる。また、ポリオレフィン系樹脂100質量部に対して、窒素化合物とリン化合物からなる混合難燃化合物が25〜100質量部配合されていると好ましい。その理由としては、ポリオレフィンとの相溶性が良好となり、熱安定性も良くなるからである。
【0031】
ポリオレフィン系樹脂に柔軟性、耐衝撃性、易接着性を付与する目的で各種ゴム類を添加することもできる。
ゴム類としては、例えばジエン系ゴム、水素添加ジエン系ゴム、オレフィンエラストマー等が挙げられる。このなかでも水素添加ジエン系ゴムが好ましい。水素添加ジエン系ゴムは、ジエン系ゴム分子の二重結合の少なくとも一部分に水素原子を付加させてなるもので、本発明においてはポリオレフィン系樹脂の改質材として、使用される。ポリオレフィン系樹脂の結晶化を抑え、柔軟性、透明性を高める役割がある。また、一般にポリオレフィン系樹脂にジエン系ゴムを添加するとジエン系ゴムの二重結合のため、耐候性・耐熱性はジエン系ゴム無添加のポリオレフィン系樹脂より低下するが、本発明では、ジエン系ゴムの二重結合を水素で飽和させるため、ポリオレフィン系樹脂の耐候性、耐熱性の低下も無く良好なものとなる。
【0032】
ジエン系ゴムとしては、例えばイソプレンゴム、ブタジエンゴム、ブチルゴム、プロピレン・ブタジエンゴム、アクリロニトリル・ブタジエンゴム、アクリロニトリル・イソプレンゴム、スチレン・ブタジエンゴム等が挙げられる。本発明の目的からは、特にスチレン・ブタジエンゴム等が好ましい。
ゴム類の添加量としては、特に限定されないが、通常はポリオレフィン系樹脂100質量部に対し、1〜90質量部程度とすれば良い。
【0033】
また、顔料を添加して透明着色又は不透明着色を施す方法が挙げられる。顔料としては、公知又は市販のものを制限なく使用することができる。例えば、チタン白、亜鉛華、弁柄、朱、群青、コバルトブルー、チタン黄、黄鉛、カーボンブラック等の無機顔料、イソインドリノン、ハンザイエローA、キナクリドン、パーマネントレッド4R、フタロシアニンブルー、インダスレンブリーRS、アニリンブラック等の有機顔料(染料も含む)、アルミニウム、真鍮等の金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛等の箔粉からなる真珠光沢(パール)顔料等が挙げられる。これらは、用途に応じて、透明着色顔料又は不透明着色顔料のいずれかを選択することができる。これら顔料は、粉末又は鱗片状箔片として添加、分散すれば良い。
【0034】
[非発泡樹脂層31の形成]
非発泡樹脂層31は、上記のような樹脂等を含む非発泡樹脂組成物を、例えばエマルジョン化してエマルジョン組成物としたもの、又はペレット化したものを、コンマコーター法や、Tダイによる押出製膜法、カレンダー製膜法、接着剤を用いるドライラミネートによる方法等の公知の方法によって形成することができる。ここで、エマルジョン化は通常なされる方法ですることができ、エマルジョン組成物は例えば、非発泡樹脂組成物中の熱可塑性樹脂を乳化重合法等によりエマルジョン化した後に、その他の成分を所定量加えて得ることができる。
【0035】
非発泡樹脂組成物は、表面特性を向上させる目的で、架橋処理をしてもよい。架橋処理の方法は限定されないが、電離放射線による架橋処理(硬化処理)が好ましい。例えば、基材上に上記非発泡樹脂組成物による層を形成し、発泡適性粘土の温度範囲を広くするために、電子線等の電離放射線を照射して架橋させる。これにより、生産性が安定するうえ、非発泡樹脂層31の表面は硬くなり、表面特性が向上する。非発泡樹脂組成物を架橋処理する場合、非発泡樹脂組成物には架橋剤を好ましく含有させることができる。架橋剤としては、上記の非発泡樹脂層を構成する樹脂を架橋させるものであれば、特に制限なく用いることができる。
電離放射線としては、通常は紫外線、電子線等が用いられる。紫外線源としては、例えば超高圧水銀燈、高圧水銀燈、低圧水銀燈、カーボンアーク、ブラックライトランプ、メタルハライドランプ等の光源を用いることができる。また、電子線源としては、例えばコックロフトワルトン型、パンデグラフ型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いればよい。照射線量としては、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜50kGy(1〜5Mrad)の範囲で選定される。
非発泡樹脂層31の厚みは、優れた表面特性を得て、エンボス加工による壁紙の凹凸追従性を確保する目的より、5〜25μmが好ましく、より好ましくは20〜40μmである。
【0036】
また、非発泡樹脂層31は、上記の樹脂からなる透明又は不透明な市販のフィルムを使用することもできる。市販されるフィルムとしては、ポリオレフィン系樹脂フィルム、ウレタン系又はアクリル系コート剤でコートしたポリオレフィン系樹脂、エチレン−ビニルアルコール系共重合体樹脂フィルム、ポリフッ化ビニル、ポリフッ化ビニリデン、エチレンテトラフロロエチレン等のフッ素系樹脂フィルム等のフィルムが挙げられる。なかでも、ポリオレフィン系樹脂が好ましく、耐汚染性、耐擦傷性、耐薬品性等の性能に優れ、エンボス加工において優れた凹凸追従性を示す、すなわち縦方向の引張伸度が十分大きく、電離放射線により崩壊することなく、製造コストが安く、また燃焼時の煙濃度が少ないエチレン−ビニルアルコール系共重合体樹脂フィルムが特に好ましい。
非発泡樹脂層31に市販のフィルムを用いる場合、その厚みは、5〜25μmであることが好ましく、20〜40μmがより好ましい。フィルムの厚みが上記範囲内であれば、該フィルムの製造上の制約をうけることなく、また、優れた表面特性を得ることができ、エンボス加工による壁紙の凹凸追従性を確保することができる。
【0037】
[発泡樹脂層32]
発泡樹脂層32は、壁紙に難燃性を付与するために設けられるものであり、好ましくは発泡剤、無機充填剤、その他の各種添加剤を必要に応じて含む熱可塑性樹脂からなる発泡樹脂組成物を発泡させて得られる層である。
【0038】
[発泡樹脂層32:熱可塑性樹脂]
熱可塑性樹脂としては、ポリエチレン、プロピレン、ポリスチレン、エチレン−酢酸ビニル共重合体樹脂(EVA)、エチレン−(メタ)アクリル酸系樹脂等のポリオレフィン系樹脂、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、アクリロニトリル−スチレン系共重合体、ナイロン、ポリアセタール系樹脂、アクリル系樹脂、ポリカーボネート系樹脂、ポリエステル系樹脂、ポリ酢酸ビニル系樹脂、ポリビニルアルコール系樹脂、ポリウレタン系樹脂、ポリ塩化ビニル系樹脂等の熱可塑性樹脂単体及び共重合体、あるいは、これらの混合樹脂を挙げることができる。なかでも、環境保護の観点から、ポリオレフィン系樹脂が好ましく、なかでもエチレン−酢酸ビニル共重合体樹脂(EVA)、及びエチレン−(メタ)アクリル酸系樹脂がより好ましく、エチレン−酢酸ビニル共重合体樹脂(EVA)、及びエチレン−メタクリル酸メチル共重合体樹脂(EMMA)の少なくとも1種を用いることがさらに好ましい。
【0039】
[発泡樹脂層32:発泡剤]
発泡剤としては、炭酸水素ナトリウム、炭酸ナトリウム、炭酸水素アンモニウム、炭酸アンモニウム、亜硝酸アンモニウムなどの無機発泡剤、N,N'−ジメチル−N,N'−ジニトロソテレフタルアミド、N,N'−ジニトロソペンタメチレンテトラミンなどのニトロソ化合物、アゾジカルボンアミド、アゾビスホルムアミド、アゾビスイソブチロニトリル、アゾシクロヘキシルニトリル、アゾジアミノベンゼン、バリウム・アゾジカルボキシレートなどのアゾ化合物、ベンゼンスルホニルヒドラジド、トルエンスルフォニルヒドラジド、p,p'−オキシビス(ベンゼンスルホニルヒドラジド)、ジフェニルスルホン−3,3'−ジスルホニルヒドラジドなどのスルホニルヒドラジド化合物、カルシウムアジド、4,4'−ジフェニルジスルホニルアジド、p−トルエンスルホニルアジドなどのアジド化合物などが挙げられる。低コストであるとともに、分解熱が小さく、難燃性かつ自己消化性に優れ、水に安定であり、無毒であり、熱分解型化学発泡剤が分解温度以下での加工処理が可能であることから、アゾジカルボンアミド、アゾビスホルムアミド等のアゾ化合物の熱分解型発泡剤が好適である。
【0040】
発泡剤の添加量としては、要求される意匠性により適宜決めればよいが、発泡樹脂層32を構成する熱可塑性樹脂100質量部に対して、0.5〜15質量部が好ましい。なお必要に応じて、一層の発泡効果を挙げるために発泡剤の分解を促進する発泡助剤を併用することができる。その発泡助剤としては使用する発泡剤の種類により異なるが、例えば発泡剤としてアゾジカルボンアミドを用いる場合には発泡助剤として酸化亜鉛、硫酸鉛、尿素、ステアリン酸亜鉛等が用いられる。
【0041】
[発泡樹脂層32:無機充填剤]
発泡樹脂層32に用いる無機充填剤は、特に制限はなく、様々なものを用いることができる。
無機充填剤としては、例えば、炭酸カルシウム、炭酸マグネシウム、フライアッシュ、脱水汚泥、天然シリカ、合成シリカ、カオリン、クレー、酸化カルシウム、酸化マグネシウム、酸化チタン、酸化亜鉛、硫酸バリウム、水酸化カルシウム、水酸化アルミニウム、アルミナ、水酸化マグネシウム、タルク、マイカ、ハイドロタルサイト、珪酸アルミニウム、珪酸マグネシウム、ケイ酸カルシウム、焼成タルク、ウォラストナイト、チタン酸カリウム、硫酸マグネシウム、硫酸カルシウム、燐酸マグネシウム、セピオライト、ゾノライト、ホウ酸アルミニウム、シリカバルーン、ガラスフレーク、ガラスバルーン、シリカ、製鉄スラグ、銅、鉄、酸化鉄、カーボンブラック、センダスト、アルニコ磁石、各種フェライト等の磁性粉、セメント、ガラス粉末、珪藻土、三酸化アンチモン、マグネシウムオキシサルフェイト、水和アルミニウム、水和石膏、ミョウバン、等が挙げられる。なかでも、分解温度が低く、吸熱量が大きく、低コストであることから水酸化アルミニウムが好適である。なお、これら無機充填剤は単独で、又は2種以上を併用して用いることができる。
【0042】
これら無機充填剤の多くは、本発明の発泡壁紙に難燃性を付与する効果を有し、かつ、多量に配合された場合にはその効果は一層増大する。無機添加剤の使用量は、発泡壁紙の難燃性を十分得る目的から、発泡樹脂層32を構成する熱可塑性樹脂100質量部に対して、100質量部以上であることが好ましい。
本発明において用いる無機充填剤の平均粒径は、5〜25μmが好ましく、5〜15μmがさらに好ましい。
【0043】
これらの無機充填剤はそのまま使用してもよいが、無機充填剤を予めシラン系、チタネート系、アルミネート系、ジルコアルミニウム系等のカップリング剤、りん酸系、脂肪酸系等の界面活性剤、油脂、ワックス、ステアリン酸、シランカップリング剤等により処理してもよい。
【0044】
また、発泡樹脂層32を構成する発泡樹脂組成物は、要求される物性に応じて、各種添加剤を含有することができる。各種添加剤としては、例えば防カビ剤、防虫剤、防腐剤、抗菌剤、希釈剤、消臭剤、光安定剤、可塑剤などが挙げられる。
【0045】
[発泡樹脂層32:形成方法]
発泡樹脂層32の形成は、非発泡樹脂層31と同様の方法により行うことができる。また、架橋処理を行うことができるのも、非発泡樹脂層と同様である。樹脂層3の形成においてTダイによる押出製膜法を採用する場合、非発泡樹脂層31、及び発泡樹脂層32の形成は、別々に行ってもよいし、同時に行ってもよい。同時に押出製膜する場合、各層に対応する溶融樹脂を同時に押出製膜することにより、複数層の同時形成が可能となるマルチマニホールドタイプのTダイ等が用いられる。
なお、発泡樹脂層32の形成にTダイによる押出製膜法を採用した場合、発泡樹脂組成物に好ましく含有される無機充填剤が、押出成形機の押出口(いわゆるダイス)に残存しやすく、無機充填剤の残渣(いわゆる目やに)がシート表面の異物となりやすい傾向がある。このような場合、上述したように、樹脂層3は、基材側から非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に積層されたものとするのが好ましい。樹脂層3をこのような構成にすれば、目やにの発生は、樹脂層を二層の非発泡樹脂層で発泡樹脂層を挟んで同時形成することで、抑制することが可能となり、優れた製造安定性が得られる。
【0046】
発泡樹脂層32は、公知の発泡処理の方法により発泡させることができ、例えば発泡加熱炉を用いて、180〜240℃程度の温度条件で発泡させることができる。発泡処理は、発泡樹脂層32として発泡樹脂組成物を製膜した後であれば特に制限なく行うことができるが、通常表面保護層を設けた後に行う。
また、発泡樹脂層32の厚みは、特に制限されず、所望の特性等に応じて適宜設定することができるが、製膜状態において50〜300μmが好ましく、発泡後の厚みは350〜1200μmが好ましい。また、発泡樹脂層の形成にあたっての、発泡倍率も、特に制限されないが、通常は3〜7倍程度であればよい。発泡倍率が上記範囲内であれば、良好な表面強度、加工性等を得ることができる。
【0047】
[絵柄層4]
絵柄層4は、基材2に装飾性を与えるために好ましく設けられる層であり、種々の模様を、インキ組成物と印刷機とを使用して印刷することにより形成される。一般的にはグラビア印刷、オフセット印刷、シルクスクリーン印刷、転写シートからの転写印刷等、周知の印刷方法によりインキにて形成することができる。模様としては、木目模様、大理石模様(例えばトラバーチン大理石模様)等の岩石の表面を模した石目模様、布目や布状の模様を模した布地模様、タイル貼模様、煉瓦積模様等があり、これらを複合した寄木、パッチワーク等の模様もある。これらの模様は通常の黄色、赤色、青色、および黒色のプロセスカラーによる多色印刷によって形成される他、模様を構成する個々の色の版を用意して行う多色印刷等によっても形成される。
【0048】
絵柄層4の形成に用いられるインキ組成物としては、バインダーに顔料、染料などの着色剤、体質顔料、溶剤、安定剤、可塑剤、触媒、硬化剤などを適宜混合したものが使用される。該バインダーとしては特に制限はなく、例えば、ポリウレタン系樹脂、酢酸ビニル系樹脂、塩化ビニル/酢酸ビニル系共重合体樹脂、塩化ビニル/酢酸ビニル/アクリル系共重合体樹脂、塩素化ポリエチレン系樹脂、塩素化ポリプロピレン系樹脂、アクリル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ブチラール系樹脂、ポリスチレン系樹脂、ニトロセルロース系樹脂、酢酸セルロース系樹脂などの中から任意のものが、1種単独で又は2種以上を混合して用いられる。なかでも、本発明の目的から、ポリウレタン系樹脂、酢酸ビニル系樹脂、アクリル系樹脂、ポリエステル系樹脂、セルロース系樹脂、ポリアミド系樹脂等の1種単独で又は2種以上を混合して用いるのが好ましい。
着色剤としては、カーボンブラック(墨)、鉄黒、チタン白、アンチモン白、黄鉛、チタン黄、弁柄、カドミウム赤、群青、コバルトブルー等の無機顔料、キナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー等の有機顔料又は染料、アルミニウム、真鍮等の鱗片状箔片からなる金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛等の鱗片状箔片からなる真珠光沢(パール)顔料等が用いられる。
この絵柄層4は厚さ1〜20μm程度が好ましい。
【0049】
[フィルム層6]
フィルム層6は、絵柄層4の上面に接着剤層5を介して積層される層であり、本発明の発泡壁紙に要求される、耐汚染性、耐セロファンテープ性、耐擦傷性、耐薬品性等の表面特性を付与するために設けられるものである。
本発明のフィルム層6に用いられる熱可塑性樹脂としては、ポリエチレン、ポリプロピレン、ポリブテン等のポリオレフィン系樹脂、メタクリル系樹脂、熱可塑性ポリエステル系樹脂、ポリビニルアルコール系樹脂、フッ素系樹脂等の熱可塑性樹脂単体及び各種共重合体樹脂を挙げることができ、生産効率性の観点から、上記樹脂からなる透明又は半透明な市販のフィルムを好ましく使用することができる。
【0050】
上記の市販されるフィルムとしては、ポリフッ化ビニル、ポリフッ化ビニリデン、エチレンテトラフロロエチレン等のフッ素系樹脂フィルム、ウレタン系又はアクリル系コート剤でコートしたオレフィン系樹脂フィルム、及びエチレン−ビニルアルコール共重合体樹脂フィルム等が挙げられる。なかでも、耐汚染性、耐擦傷性、耐薬品性等の性能に優れ、エンボス加工において優れた凹凸追従性を示す、すなわち縦方向の引張伸度が十分大きく、電離放射線により崩壊することなく、製造コストが安く、また燃焼時の煙濃度が少ないエチレン−ビニルアルコール共重合体樹脂フィルムが好ましい。
本発明のフィルム層6に用いるフィルムの厚みは、10〜25μmであることが好ましい。フィルムの厚みが上記範囲内であれば、該フィルムの製造上の制約をうけることなく、またエンボス加工による壁紙の凹凸追従性を確保することができる。
【0051】
[表面保護層8]
表面保護層8は、電離放射線硬化性樹脂組成物が架橋硬化してなることを特徴とし、本発明の発泡壁紙の最表面に積層することで、発泡壁紙の耐汚染性、耐セロファンテープ性、耐擦傷性、耐薬品性等の表面特性を向上させるものである。該表面保護層8の表面張力は、30dyne/cm以下であることが好ましい。表面保護層の表面張力が上記範囲内にあれば、特に電気やけに対する優れた耐汚染性を得ることができる。なお、表面張力はJIS K6768に準拠して測定された値である。
ここで、電離放射線硬化性樹脂組成物とは、電磁波または荷電粒子線の中で分子を架橋、重合させ得るエネルギー量子を有するもの、すなわち、紫外線または電子線等を照射することにより、架橋、硬化する電離放射線硬化性樹脂、その他の必要に応じて添加される成分、及び各種添加剤とからなる組成物である。なお明細書中においては、例えば電離放射線硬化性樹脂組成物中の電離放射線硬化性樹脂が電子線硬化性樹脂である場合は、これを電子線硬化性樹脂組成物という。
【0052】
[表面保護層8:電離放射線硬化性樹脂]
表面保護層8に用いられる電離放射線硬化性樹脂としては、該表面保護層8の表面張力が好ましくは30dyne/cm以下となるようなものを適宜使用することができ、電離放射線硬化性樹脂として慣用される重合性モノマー及び重合性オリゴマーないしはプレポリマーの中から適宜選択して用いることができる。以下に代表例を記載する。また、「(メタ)アクリレート」とは、「アクリレート又はメタクリレート」を意味する。
【0053】
重合性モノマーとしては、分子中にラジカル重合性不飽和基を持つ(メタ)アクリレート系モノマーが好適であり、なかでも多官能性(メタ)アクリレートが好ましい。
多官能性(メタ)アクリレートとしては、分子内にエチレン性不飽和結合を2個以上有する(メタ)アクリレートであればよく、特に制限はない。具体的にはエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、カプロラクトン変性ジシクロペンテニルジ(メタ)アクリレート、エチレンオキシド変性リン酸ジ(メタ)アクリレート、アリル化シクロヘキシルジ(メタ)アクリレート、イソシアヌレートジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、エチレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレンオキシド変性ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレンオキシド変性ビスフェノールAジアクリレート等が挙げられる。これらの多官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0054】
電離放射線硬化性樹脂組成物は、粘度を低下させる等の目的で、前記の多官能性(メタ)アクリレートとともに、単官能性(メタ)アクリレートを、効果を損なわない範囲で含有することができる。単官能性(メタ)アクリレートとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソボルニル(メタ)アクリレート等が挙げられる。これらの単官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0055】
次に、重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、なかでもラジカル重合性不飽和基を持つアクリレート系オリゴマーが好ましく、例えばエポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系等のオリゴマーが挙げられる。ここで、エポキシ(メタ)アクリレート系オリゴマーは、例えば、比較的低分子量のビスフェノール型エポキシ樹脂やノボラック型エポキシ樹脂のオキシラン環に、(メタ)アクリル酸を反応しエステル化することにより得ることができる。また、このエポキシ(メタ)アクリレート系オリゴマーを部分的に二塩基性カルボン酸無水物で変性したカルボキシル変性型のエポキシ(メタ)アクリレートオリゴマーも用いることができる。ウレタン(メタ)アクリレート系オリゴマーは、例えば、ポリエーテルポリオールやポリエステルポリオールとポリイソシアネートの反応によって得られるポリウレタンオリゴマーを、(メタ)アクリル酸でエステル化することにより得ることができる。ポリエステル(メタ)アクリレート系オリゴマーとしては、例えば多価カルボン酸と多価アルコールの縮合によって得られる両末端に水酸基を有するポリエステルオリゴマーの水酸基を(メタ)アクリル酸でエステル化することにより、あるいは、多価カルボン酸にアルキレンオキシドを付加して得られるオリゴマーの末端の水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。ポリエーテル(メタ)アクリレート系オリゴマーは、ポリエーテルポリオールの水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。
【0056】
さらに、重合性オリゴマーとしては、他にポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマー、あるいはノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテル等の分子中にカチオン重合性官能基を有するオリゴマー等がある。
【0057】
電離放射線硬化性樹脂組成物として紫外線硬化性樹脂組成物を用いる場合には、該紫外線硬化性樹脂組成物は、光重合用開始剤を樹脂組成物100質量部に対して、0.1〜5質量部程度含有することが好ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、特に限定されず、例えば、分子中にラジカル重合性不飽和基を有する重合性モノマーや重合性オリゴマーに対しては、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾイン−n−ブチルエーテル、ベンゾインイソブチルエーテル、アセトフェノン、ジメチルアミノアセトフェノン、2,2−ジメトキシ−2−フェニルアセトフェノン、2,2−ジエトキシ−2−フェニルアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノ−プロパン−1−オン、4−(2−ヒドロキシエトキシ)フェニル−2(ヒドロキシ−2−プロピル)ケトン、ベンゾフェノン、p−フェニルベンゾフェノン、4,4’−ジエチルアミノベンゾフェノン、ジクロロベンゾフェノン、2−メチルアントラキノン、2−エチルアントラキノン、2−ターシャリーブチルアントラキノン、2−アミノアントラキノン、2−メチルチオキサントン、2−エチルチオキサントン、2−クロロチオキサントン、2,4−ジメチルチオキサントン、2,4−ジエチルチオキサントン、ベンジルジメチルケタール、アセトフェノンジメチルケタール等が挙げられる。
また、分子中にカチオン重合性官能基を有する重合性オリゴマー等に対しては、芳香族スルホニウム塩、芳香族ジアゾニウム塩、芳香族ヨードニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル等が挙げられる。
また、光増感剤としては、例えばp−ジメチル安息香酸エステル、第三級アミン類、チオール系増感剤等を用いることができる。
本発明においては、電離放射線硬化性樹脂組成物として電子線硬化性樹脂組成物を用いることが好ましい。電子線硬化性樹脂組成物は無溶剤化が可能であって、環境や健康の観点からより好ましく、また光重合用開始剤を必要とせず、安定な硬化特性が得られるからである。
【0058】
[表面保護層8:シリコーン(メタ)アクリレート]
表面保護層8に用いられる電離放射線硬化性樹脂組成物は、シリコーン(メタ)アクリレートを含有することが好ましい。シリコーン(メタ)アクリレートは、電離放射線硬化性樹脂との相乗効果により、主に壁紙に耐汚染性等の表面物性を付与すると同時に、表面保護層の表面張力を制御する目的で添加されるものである。シリコーン(メタ)アクリレートは、ポリシロキサンからなるシリコーンオイルのうち、片方又は両方の末端に(メタ)アクリル基を導入した変性シリコーンオイルの中の一つである。シリコーン(メタ)アクリレートとしては、従来公知のものが使用でき、有機基が(メタ)アクリル基であれば特に限定されず、該有機基を1〜6つ有する変性シリコーンオイルを好ましく用いることができる。また、変性シリコーンオイルの構造は、置換される有機基の結合位置によって、側鎖型、両末端型、片末端型、側鎖両末端型に大別されるが、有機基の結合位置には、特に制限はない。
上記シリコーン(メタ)アクリレートの含有量は、表面保護層の表面張力が所望の範囲となるように適宜調節すればよいが、耐汚染性の向上とその使用効果を十分に得る観点から、電離放射線硬化性樹脂100質量部に対して0.5〜4質量部が好ましく、1.0超〜2.5質量部がより好ましく、1.5〜2.5質量部がさらに好ましい。また、シリコーン(メタ)アクリレートの官能基当量(分子量/官能基数)としては、例えば100〜20000、好ましくは100〜10000の条件を有するものが挙げられる。
【0059】
[表面保護層8:各種添加剤]
電離放射線硬化性樹脂組成物は、得られる表面保護層の所望物性に応じて、各種添加剤を含有することができる。この添加剤としては、例えば、耐候性改善剤、耐摩耗性向上剤、重合禁止剤、架橋剤、赤外線吸収剤、帯電防止剤、接着性向上剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤、着色剤等が挙げられる。
ここで、耐候性改善剤としては、紫外線吸収剤や光安定剤を用いることができる。紫外線吸収剤は、無機系、有機系のいずれでもよく、無機系紫外線吸収剤としては、平均粒径が5〜120nm程度の二酸化チタン、酸化セリウム、酸化亜鉛等を好ましく用いることができる。また、有機系紫外線吸収剤としては、例えばベンゾトリアゾール系、具体的には、2−(2−ヒドロキシ−5−メチルフェニル)ベンゾトリアゾール、2−(2−ヒドロキシ−3,5−ジ−tert−アミルフェニル)ベンゾトリアゾール、ポリエチレングリコールの3−[3−(ベンゾトリアゾール−2−イル)−5−tert−ブチル−4−ヒドロキシフェニル]プロピオン酸エステル等が挙げられる。一方、光安定剤としては、例えばヒンダードアミン系、具体的には2−(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)−2’−n−ブチルマロン酸ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート等が挙げられる。また、紫外線吸収剤や光安定剤として、分子内に(メタ)アクリロイル基等の重合性基を有する反応性の紫外線吸収剤や光安定剤を用いることもできる。
【0060】
耐摩耗性向上剤としては、例えば無機物ではα−アルミナ、シリカ、カオリナイト、酸化鉄、ダイヤモンド、炭化ケイ素等の球状粒子が挙げられる。粒子形状は、球、楕円体、多面体、鱗片形等が挙げられ、特に制限はないが、球状が好ましい。有機物では架橋アクリル樹脂、ポリカーボネート樹脂等の合成樹脂ビーズが挙げられる。粒径は、通常膜厚の10〜200%程度とする。これらの中でも球状のα−アルミナは、硬度が高く、耐摩耗性の向上に対する効果が大きいこと、また、球状の粒子を比較的得やすい点で特に好ましいものである。
重合禁止剤としては、例えばハイドロキノン、p−ベンゾキノン、ハイドロキノンモノメチルエーテル、ピロガロール、t−ブチルカテコール等が、架橋剤としては、例えばポリイソシアネート化合物、エポキシ化合物、金属キレート化合物、アジリジン化合物、オキサゾリン化合物等が用いられる。
充填剤としては、例えば硫酸バリウム、タルク、クレー、炭酸カルシウム、水酸化アルミニウム等が用いられる。
着色剤としては、例えばキナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー、フタロシアニングリーン、酸化チタン、カーボンブラック等の公知の着色用顔料等が用いられる。
赤外線吸収剤としては、例えば、ジチオール系金属錯体、フタロシアニン系化合物、ジインモニウム化合物等が用いられる。
【0061】
[表面保護層8:表面保護層の形成]
表面保護層8の形成においては、まず重合性モノマーや重合性オリゴマー等の電離放射線硬化性樹脂、必要に応じて添加されるシリコーン(メタ)アクリレート、及び各種添加剤を、それぞれ所定の割合で均質に混合して得られる電離放射線硬化性樹脂組成物を調製する。この電離放射線硬化性樹脂組成物の粘度は、後述の塗工方式により、基材の表面に未硬化樹脂層を形成し得る粘度であればよく、特に制限はないが、必要に応じて溶剤を添加してもよい。
溶媒としては、トルエン、キシレン、酢酸エチル、酢酸ブチル、メチルエチルケトン、メチルイソブチルケトン、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル等の非水溶性有機溶媒、メタノール、エタノール、イソプロピルアルコール、ノルマルプロピルアルコール等の水溶性有機溶媒、水、またはこれらの混合溶剤等が挙げられる。電離放射線硬化性樹脂組成物中の溶媒の量は、電離放射線硬化性樹脂組成物の粘度に応じて適宜選定すればよいが、通常電離放射線硬化性樹脂組成物が固形分基準で65〜85質量%となるような量である。
【0062】
このようにして調製された電離放射線硬化性樹脂組成物は、基材の表面に、硬化後の厚さが1〜20μmになるように、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコート等の公知の方式、好ましくはグラビアコートにより塗工して、未硬化樹脂層を形成させる。硬化後の厚さが1μm以上であると所望の性能を有する表面保護層が得られる。硬化後の表面保護層の厚さは、表面保護層を設ける効果を十分に得る観点から、好ましくは2〜20μmである。
【0063】
このようにして形成された未硬化樹脂層は、電子線、紫外線等の電離放射線を照射して硬化させて、表面保護層となる。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
【0064】
照射線量は、電離放射線硬化性樹脂の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜50kGy(1〜5Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いることができる。
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈等が用いられる。
【0065】
このようにして、形成された表面保護層には、各種の添加剤を添加して各種の機能、例えば、高硬度で耐擦傷性を有する、いわゆるハードコート機能、防曇コート機能、防汚コート機能、防眩コート機能、反射防止コート機能、紫外線遮蔽コート機能、赤外線遮蔽コート機能等を付与することもできる。
【0066】
[接着剤層5]
フィルム層6と非発泡樹脂層31との接着性が低い場合、例えばフィルム層6にエチレンービニルアルコール共重合体樹脂フィルムを用いた場合には、必要に応じて両層間に接着剤層5を設けることが好ましい。接着剤層5に用いられる接着剤としては、特に制限はないが、本発明の製造工程より感熱接着剤が好ましい。感熱接着剤とは、一般に常温では固体であり、加熱により溶融又は軟化して接着性を発現し、冷却すると固化して強固に接着する性質を有する熱可塑性樹脂を主要成分とする接着剤のことをいう。これを適当な溶剤に溶解、もしくは加温により溶融させて、被接着体の一方又は両方の接着面に塗布し、両者を重ね合わせて加熱加圧することにより接着させるものである。熱可塑性樹脂としては、具体的には、(メタ)アクリル樹脂系、ポリウレタン樹脂系、ポリエステル系、ポリアミド樹脂系、(メタ)アクリル酸エステル−オレフィン共重合体樹脂、塩化酢酸ビニル樹脂、エチレン−酢酸ビニル共重合体樹脂、アイオノマー樹脂、オレフィン−αオレフィン共重合体樹脂等の易接着樹脂単体及び共重合体、あるいは、これらの混合樹脂、ならびにオレフィン樹脂や発泡樹脂組成物の主成分となる熱可塑性樹脂、フィルム層の主成分となる熱可塑性樹脂とのブレンド品が挙げられる。
【0067】
接着剤層5は、層間接着力の向上を図ることを目的に、上記及び図1に示すように非発泡樹脂層31とフィルム層6との層間に設けるほか、必要に応じて基材2と発泡樹脂層32との層間に設けることもできる。また、接着剤層を設ける以外に、層間接着力を向上させるために、所望により、片面または両面に酸化法や凹凸化法等の物理的又は化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法などが挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性などの面から好ましく用いられる。
【0068】
[プライマー層7]
本発明の発泡壁紙は、表面保護層8に用いられる電離放射線硬化性樹脂組成物と、フィルム層6との密着性を向上させる目的で、これらの層の間に必要に応じてプライマー層7を設けることができる。該プライマー層7で好ましく用いられる樹脂としては、例えば、アクリル樹脂系、ポリウレタン樹脂系、ウレタン−アクリル系樹脂等の、フィルム層6で用いられる樹脂と電離放射線硬化性樹脂組成物との密着に良好な樹脂を用いることができる。また、層間接着力の強化を目的として、発泡樹脂層32と非発泡樹脂層31との層間、及び非発泡樹脂層31とフィルム層6との層間にプライマー層を設けることもできる。
【0069】
[凹凸模様10]
本発明の発泡壁紙には、優れた意匠性を付与するために、エンボス加工による凹凸模様10が好ましく施される。凹凸模様10は、製造過程にある壁紙がいずれかの手段によってエンボス可能な温度となっているときに、表面保護層8の上面、すなわち最外層側からエンボス版で加熱加圧することにより形成することができる。凹凸模様10の形成には、周知の枚葉、もしくは輪転式のエンボス機が用いられ、凹凸模様10の形状としては、木目版導管溝、石板表面凹凸、布表面テクスチュア、梨地、砂目、ヘアライン、万線条溝等がある。
【0070】
[製造方法]
本発明の発泡壁紙は、例えば以下の製造方法によって製造されるが、これによって制限されるものではない。
図1及び図2に示される発泡壁紙は以下のように製造される。熱可塑性樹脂のフィルムからなるフィルム層6の一方の面にプライマー層7を構成する樹脂、電離放射線硬化性樹脂組成物を順に塗工し、他方の面に必要に応じて接着剤、プライマー層を構成する樹脂を塗工し、さらに所定の電離放射線を照射して電離放射線硬化性樹脂組成物を架橋硬化させて表面保護シートを得る。また、基材2上に、非発泡樹脂層を構成する樹脂を含有する非発泡樹脂組成物と、発泡剤、無機充填剤、その他添加剤を必要に応じて含む熱可塑性樹脂からなる発泡樹脂組成物とを同時にTダイによる押出製膜法により製膜して得られた非発泡樹脂層と発泡樹脂層とを積層し(必要に応じて非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順で積層し)、絵柄層4を構成するインキ組成物をグラビア印刷により塗工した後、電子線等を照射して非発泡樹脂層及び発泡樹脂層を架橋硬化させて、さらに加熱発泡炉を用いて250℃程度で前記発泡樹脂組成物を発泡させて発泡樹脂層32を形成して基材シートを得る。次いで、該基材シートを冷却した後、150℃程度まで再加熱してから、前記表面保護層シートの最外層側よりエンボス版が形成された冷却ロール(表面保護シート側)と加圧ロール間を通すことで両シートを熱圧着し、かつ凹凸模様10を形成した後、冷却することで、表面保護層8の最外層側から非発泡樹脂層31にかけて凹凸模様10を形成した本発明の発泡壁紙を得ることができる。なお、前記のように、プライマー層及び接着剤層は必要に応じて、さらに所望の層間に設けることができる。
【実施例】
【0071】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
(評価方法)
各実施例で得られた化粧シートについて、以下の方法で評価した。
(1)耐汚染性の評価(汚染物質)
JIS K−6902に準拠して、汚染物質として水性ペン(黒)、水性ペン(赤)、赤クレヨン、口紅、ホワイトボードマーカー、油性マジックを、発泡壁紙に付着させて、24時間後に柔らかい布(ガーゼ)で乾拭きを行い、汚染物質の残存具合の評価を目視にて行った。判定基準を以下のようにして評価した。
○ 汚染物質が完全に拭取ることができる
△ 汚染物質がわずかに残るが軽微なもので実用上問題ない
× 汚染物質の残りが著しい
(2)耐汚染性の評価(電気やけ)
電気やけによる埃を、カーボンブラックを実施例及び比較例で得られた発泡壁紙の表面上に付着させることで再現した。これを、中性洗剤を含ませたスポンジで拭取りを行い、電気やけの拭取り性の評価を目視にて行った。
○ カーボンブラックの吹き残りは全くなかった
△ カーボンブラックの吹き残りは若干残ったが、実用上問題ない
× カーボンブラックの吹き残りが著しかった
(3)耐傷付性
日本ビニル工業界による表面強化商品性能表示(平成9年1月1日実施日)に記載される方法に従い、耐傷付性を評価した。
各実施例で得られた壁紙の各端部から10cm内側より標準的な箇所から5ピースの試験片(25mmx250mm)を採取する。採取した試験片を温度15〜30℃、相対湿度65±20%の条件下で24時間以上放置し、JIS L 0823に規定される摩擦試験機II(荷重200g)を用いて、移行距離120mmの間を毎分30回の往復運動で5回運動させて、目視により傷付き程度を下記の評価基準にて評価した。
○ 5級(変化なし)
△ 4級(表面に少し変化あり)
× 3級(表面が破けてビニル層が見える)
(4)凹凸模様の評価(エンボス賦型性)
実施例及び比較例にて得られた発泡壁紙の凹凸模様の評価を目視にて行った。判定基準を以下のようにして評価した。
○ 凹凸模様がシャープであり、意匠性に優れる
△ 凹凸模様がシャープではない箇所も見受けられるが、問題ない
× 凹凸模様に著しいむらがある
(5)クラック発生の評価
実施例及び比較例にて得られた壁紙のクラック発生の評価を、電子顕微鏡を用いて行った。判定基準を以下のようにして評価した。
○ クラックが発生しない
△ クラックが発生する箇所も見受けられるが、実用上問題ない
× クラックが著しく発生する
(6)施工性の評価(カール性)
各実施例及び比較例で製造した発泡壁紙を、壁紙用糊塗工機を用いて、壁紙用施工糊(ヤヨイ化学工業(株)製、商品名:ルーアマイルド)を塗工量130g/m2で塗工して、20℃(相対湿度:65%)の条件下で、1時間後の壁紙端部のカール性(浮き性)を下記の基準で評価した。
○ 浮き幅 5mm以下
× 浮き幅 5mm以上
(7)施工性の評価(目開き)
各実施例及び比較例で製造した壁紙を、壁紙用糊塗工機を用いて、壁紙用施工糊(ヤヨイ化学工業(株)製、商品名「ルーアマイルド」)を塗工量130g/m2で塗工して、壁紙を幅方向に半裁して、耳部同士が重なるように厚み9mmの準不燃石膏ボード上に貼着した。施工して、20℃(相対湿度:65%)の条件下において1週間放置した後に、マイクロスコープを用いて耳部同士の重なった部分(ジョイント部分)の目開きの幅を測定し、下記の基準で評価した。
○ :目開きの幅 0.08mm未満
× :目開きの幅 0.08mm以上
(8)施工性の評価(剥離性)
各実施例及び比較例で製造した壁紙を、壁紙用糊塗工機を用いて、壁紙用施工糊(ヤヨイ化学工業(株)製、商品名「ルーアマイルド」)を塗工量120g/m2で塗工して、石膏ボード(吉野石膏(株)製、商品名:不燃タイガーボード、サイズ:1800mm×900mm、厚さ:12.5mm)に貼りつけた。20℃(相対湿度:30%)の環境下にて、1週間放置し、上隅より静かに壁紙を引き剥がした。この際、該壁紙が、裏打材の層間で剥離するか否か、また裏打材の層間で剥離した場合には、何回の操作できれいに剥がれたかによって剥離性を評価した。
(9)施工性の評価(折れじわ性)
各実施例及び比較例にて製造された壁紙20m2の裏面に、糊付け機(ヤヨイ化学工業(株)製)を用いて、市販の壁紙用接着剤(ヤヨイ化学工業(株)製「ルーアマイルド」)を120g/m2塗布し、接着面同士を貼り合わせて折りたたんだ。折りたたみ部分に15kgの荷重をかけ、15分間放置した。次いで、該壁紙を石膏ボード(吉野石膏(株)「不燃タイガーボード」厚さ12.5mm)に貼り付け、目視にて評価した。
(10)堰漏れの評価
各実施例及び比較例において、基材上に発泡樹脂組成物をコンマコーター法でコーティングする際の、該発泡樹脂組成物の堰漏れの状態を目視にて確認、下記の基準で評価した。
○ :発泡樹脂組成物は全く堰漏れしなかった
× :発泡樹脂組成物は堰漏れをおこした
(11)生産安全性の評価(静電気の発生)
各実施例及び比較例において、発泡樹脂組成物を塗工してからロールで巻き取り後、絵柄層を印刷する際の巻きだし時に、ロールの巻きだし箇所において静電気の発生状態(スパークの発生状態)を目視にて確認し、下記の基準で評価した。
○ :静電気は発生しなかった
× :静電気が発生し、危険な状態であった
【0072】
実施例1
基材2として、米秤量60g/m2の壁紙用裏打紙(興人(株)製、WK−FKKD)を用いる。下記組成の非発泡樹脂組成物、発泡樹脂組成物を、Tダイによる押出し機を用いて同時に製膜し、各々10μm、100μmの厚さとなるように非発泡樹脂層、発泡樹脂層を形成し、非発泡樹脂層の面に基材を積層した。このときの押出し条件は、非発泡樹脂層はシリンダー温度160℃とし、発泡樹脂層はシリンダー温度120℃とし、いずれもダイス温度は120℃とした。その上にアクリル系樹脂をバインダーとし、カーボンブラックと弁柄を着色剤とするインキを用いて、塗工量3g/m2のグラビア印刷にて施して絵柄層4を形成した。次いで、発泡樹脂層に加圧電圧175kV、照射線量50kGy(5Mrad)の電子線を照射して、架橋処理を施した。
上記とは別に、フィルム層6として予め接着剤が塗工されたエチレンービニルアルコール共重合体樹脂((株)クラレ製、エバールフィルムHF−ME(厚み:12μm)、エチレン含有量44mol%)を用い、該フィルム層6の上面(接着剤が塗工されていない側)にウレタンーアクリル共重合体樹脂を塗工量2.0g/m2でグラビア印刷してプライマー層7を形成し、その上に下記組成の電離放射線硬化性樹脂を塗工量2.0g/m2でグラビアオフセットコータ法により塗工した。塗工後、加圧電圧125kV、照射線量30kGy(3Mrad)の電子線を照射して、電離放射線硬化性樹脂を硬化させて表面保護層8を形成し、表面保護シートを得た。
上記の絵柄層4を施し、非発泡樹脂組成物、及び発泡樹脂組成物を積層した基材を、加熱発泡炉を用いて230℃で発泡樹脂組成物を発泡させて発泡樹脂層32を形成させた基材を得た後、上記で得られた表面保護シートと同時にエンボス型が形成された冷却ロールと加圧ロールの間を通し、エンボス賦型をしながら熱圧着させることにより、表面に凹凸模様を有する壁紙を得た。
【0073】
非発泡樹脂組成物組成
エチレン−酢酸ビニル系共重合体(住友化学株式会社製、商品名:スミテートCV5053):100質量部
発泡樹脂組成物組成
エチレン−酢酸ビニル系共重合体(住友化学株式会社製、商品名:スミテートCV5053):100質量部
発泡剤(永和化成製、商品名:ADCA#3):4質量部
炭酸カルシウム(白石工業製、商品名:ホワイトンH):30質量部
二酸化チタン(顔料)(デュポン製、商品名:タイピュアR−108):20質量部
光安定剤(商品名:OF−101):1質量部
架橋剤(JSR(株)製、商品名:オブスターJVA−702):1質量部
電離放射線硬化性樹脂組成
6官能ウレタンアクリレート:60質量部
3官能ウレタンアクリレート:40質量部
シリカ(粒径約3μm):20質量部
6官能シリコーンメタクリレート:2質量部
【0074】
実施例2〜7
基材2として、第1表に記載のものにかえる以外は、実施例1と同様にして壁紙を得た。
【0075】
実施例8
基材2として、米秤量60g/m2の壁紙用裏打紙(興人(株)製、WK−FKKD)を用いる。実施例1で用いた非発泡樹脂組成物、発泡樹脂組成物を、Tダイ押出し機を用いて同時に製膜し、各々15μm、100μm、10μmの厚さになるように非発泡樹脂層、発泡樹脂層、非発泡樹脂層の順に形成し、厚さ10μmの非発泡樹脂層の面に基材を積層した。このときの押出し条件は、非発泡樹脂層(厚さ15μm)はシリンダー温度160℃とし、発泡樹脂層はシリンダー温度120℃とし、非発泡樹脂層(厚さ10μm)はシリンダー温度100℃とし、ダイス温度はいずれも120℃とした。
上記とは別に、フィルム層6として予め接着剤が塗工されたエチレンービニルアルコール共重合体樹脂((株)クラレ製、エバールフィルムHF−ME(厚み:12μm)、エチレン含有量44mol%)を用い、該フィルム層6の上面(接着剤が塗工されていない側)にウレタンーアクリル共重合体樹脂を塗工量2.0g/m2でグラビア印刷してプライマー層7を形成し、その上に下記組成の電離放射線硬化性樹脂を塗工量2.0g/m2でグラビアオフセットコータ法により塗工した。塗工後、加圧電圧125kV、照射線量30kGy(3Mrad)の電子線を照射して、電離放射線硬化性樹脂を硬化させて表面保護層8を形成し、表面保護シートを得た。
上記の絵柄層4を施し、非発泡樹脂組成物(10μm)、発泡樹脂組成物(100μm)、及び非発泡樹脂層(15μm)を順に積層した基材を、加熱発泡炉を用いて230℃で発泡樹脂組成物を発泡させて発泡樹脂層32を形成させた基材を得た後、上記で得られた表面保護シートと同時にエンボス型が形成された冷却ロールと加圧ロールの間を通し、エンボス賦型をしながら熱圧着させることにより、表面に凹凸模様を有する壁紙を得た。
【0076】
実施例9
基材2として第1表に記載のものにかえる以外は、実施例8と同様にして壁紙を得た。
【0077】
比較例1
表面保護層を構成する樹脂組成物、及び電離放射線硬化性樹脂組成物の組成として、第1表に記載のものにかえる以外は、実施例1と同様にして壁紙を得た。
ここで、アクリル系水系インキとしては、アクリル系樹脂(松井色素化学工業所製、商品名:マイカプライマーEC−CRWD)を用いた。
【0078】
比較例2
基材2として、米秤量60g/m2の壁紙用裏打紙(興人(株)製、WK−FKKD)を用い、実施例1で用いた非発泡樹脂組成物、発泡樹脂組成物を、Tダイ押出し機を用いて同時に製膜し、各々10μm、100μmの厚さとなるように非発泡樹脂層、発泡樹脂層を形成し、非発泡樹脂層の面に基材を積層した。このときの押出し条件は、非発泡樹脂層はシリンダー温度160℃とし、発泡樹脂層はシリンダー温度120℃とし、ダイス温度はいずれも120℃とした。
その上にアクリル系樹脂をバインダーとし、カーボンブラックと弁柄を着色剤とするインキを用いて、塗工量2.0g/m2のグラビア印刷にて施して絵柄層4を形成し、さらに実施例1の組成の電離放射線硬化性樹脂組成物を塗工量2.0g/m2でグラビアオフセットコータ法により塗工した。塗工後、加圧電圧125kV、照射線量30kGy(3Mrad)の電子線を照射して、電離放射線硬化性樹脂を硬化させて表面保護層8を形成した。上記で得られた印刷シートを、加熱発泡炉を用いて230℃で発泡樹脂組成物を発泡させて発泡樹脂層3を形成させた後、エンボス型が形成された冷却ロールと加圧ロールの間を通し、エンボス賦型をして表面に凹凸模様を有する壁紙を得た。
【0079】
比較例3
比較例2において、フィルム層6及び表面保護層8を形成しない以外は比較例2と同様にして壁紙を得た。
【0080】
実施例1〜9及び比較例1〜3で得られた壁紙について上記評価を行った結果を第1表に示す。
実施例1〜9で得られた壁紙は、全ての評価の点で高い性能を示した。一方、表面保護層に電離放射線硬化性樹脂組成物を用いていない比較例1で得られた壁紙は、エンボス賦型性、クラック発生、耐傷付性及び生産安定性の評価は優れているが、その他の表面物性の点で不十分であり、フィルム層はないが、表面保護層が電離放射線硬化性樹脂組成物を用いた比較例2はクラック発生、及び耐傷付性の評価が不十分であり、フィルム層及び表面保護層がない比較例3は、耐汚染性、耐傷付性、及びクラック発生の評価が不十分であった。
【0081】
【表1】
【0082】
*1)基材A(裏打紙):米秤量60g/m2の壁紙用裏打紙(興人(株)製、WK−FKKD)
*2)基材B(片艶裏打紙):ヤンキードライヤーで抄造を行った米秤量60g/m2の片艶裏打紙(厚み:100μm)
*3)基材C(裏打材−1):米秤量60g/m2、層間強度を第1表に記載の値に調整して製紙した裏打材
*4)基材D(裏打材−2):米秤量60g/m2、厚さ90μmであり、クラーク剛度を第1表に記載の値に調整して製紙した裏打材
【産業上の利用可能性】
【0083】
本発明によれば、エンボス加工による凹凸追従性、及び水性ペン、油性ペン等の汚染物質や、電気やけ等に対する耐汚染性に優れ、かつ施工性、生産安全性に優れた、塩化ビニル樹脂を用いない発泡壁紙を得ることができる。
【符号の説明】
【0084】
1.発泡壁紙
2.基材
3.樹脂層
31.非発泡樹脂層
31A.非発泡樹脂層
31B.非発泡樹脂層
32.発泡樹脂層
4.絵柄層
5.接着剤層
6.フィルム層
7.プライマー層
8.表面保護層
10.凹凸模様
【特許請求の範囲】
【請求項1】
基材上に少なくとも樹脂層、フィルム層、及び表面保護層が順に積層される壁紙であって、該樹脂層が発泡樹脂層及び非発泡樹脂層からなり、該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化してなる発泡壁紙。
【請求項1】
基材上に少なくとも樹脂層、フィルム層、及び表面保護層が順に積層される壁紙であって、該樹脂層が発泡樹脂層及び非発泡樹脂層からなり、該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化してなる発泡壁紙。
【図1】

【図2】
【図2】
【公開番号】特開2012−102455(P2012−102455A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2011−290018(P2011−290018)
【出願日】平成23年12月28日(2011.12.28)
【分割の表示】特願2007−104288(P2007−104288)の分割
【原出願日】平成19年4月11日(2007.4.11)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成23年12月28日(2011.12.28)
【分割の表示】特願2007−104288(P2007−104288)の分割
【原出願日】平成19年4月11日(2007.4.11)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]