
発泡層を有する昜剥離性フィルム
【課題】被着体の接着面に段差がある場合でも、確実に溶着密封性を維持することができ、且つ乳等省令に適合した無添加ポリエチレン群、または無添加エチレン・1−アルケン共重合樹脂群の同群の中から選択された材料のみが収容物の接触層となる昜剥離性フィルムを提供する。
【解決手段】規定の密度の高密度ポリエチレン5〜40重量%、規定の密度の低密度ポリエチレン60〜95重量%の混合樹脂組成物からなる接着層1と、規定の密度上の高密度ポリエチレン2〜8重量%、規定の密度の低密度ポリエチレン2〜52重量%、ポリプロピレンの単独重合体40〜90重量%の混合樹脂組成物からなる支持層2を共押出製膜した2層フィルムであり、且つ支持層2が1.2〜3.0倍に発泡されており、且つ接着層1の厚みがフィルムの総厚みの8〜35%であることを特徴とする昜剥離性フィルム。
【解決手段】規定の密度の高密度ポリエチレン5〜40重量%、規定の密度の低密度ポリエチレン60〜95重量%の混合樹脂組成物からなる接着層1と、規定の密度上の高密度ポリエチレン2〜8重量%、規定の密度の低密度ポリエチレン2〜52重量%、ポリプロピレンの単独重合体40〜90重量%の混合樹脂組成物からなる支持層2を共押出製膜した2層フィルムであり、且つ支持層2が1.2〜3.0倍に発泡されており、且つ接着層1の厚みがフィルムの総厚みの8〜35%であることを特徴とする昜剥離性フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリエチレンを主成分とする表層を有する紙製の被着体容器に対して熱融着密封可能で、開封時に容易に剥離可能な、発泡層を有する昜剥離性フィルムに関する。更に詳しくは、原紙の端部を重ね貼合により成形された紙容器の天面に生じる原紙段差を確実に密封することができ、且つ乳等省令に定められる内容物の容器として認められているポリエチレンのみを内容物接触層に配したことを特徴とする発泡層を有する昜剥離性フィルムに関する。
【背景技術】
【0002】
密封容器、とりわけカップやトレーなどの立体形状容器は、蓋材を取り除いて開封し収容物を取り出す。蓋材の開封方法は、容器接着面の剥離、切除、突き刺す、破るなど様々であるが、容器天面の残片による受傷、刃物などの開封器具を必要とする煩雑さから、昜剥離による蓋材の開封が最も多用されている。
【0003】
昜剥離性フィルム自体は数多く知られており、例えば特許文献1には、ポリエチレンテレフタレート樹脂フィルム等の基材上に特定のメタクリル酸メチル含有量のエチレン・メタクリル酸メチル共重合体樹脂層をシーラント層として積層したイージーピール性フィルムが開示されている。特許文献2には、ポリプロピレン樹脂等の層の上に、特定のポリプロピレン樹脂とプロピレン系共重合体樹脂と高密度ポリエチレン樹脂を特定比率で配合し、さらにエチレン−α−オレフィン共重合体エラストマーを加えたシーラント層を積層した積層体が開示されている。特許文献3には、ポリプロピレン−ポリエチレンのブレンドポリマーアロイからなる界面剥離性シーラント層と、ポリエチレン系樹脂からなる接着層である中間層と基材層を積層したイージーピール包装用積層フィルム材が開示されている。特許文献4には、特定のポリプロピレン樹脂と、エチレンおよび炭素数3以上のα−オレフィンからなる低結晶性共重合体樹脂と、ポリスチレン樹脂と、ポリプロピレン樹脂にポリスチレン樹脂がグラフトされたグラフト樹脂からなる樹脂組成物をシーラントとする積層体が開示されている。特許文献5には、特定の長鎖分岐化ポリプロピレンホモポリマーあるいはブロックポリマーにポリスチレンを配合した樹脂組成物を用いた積層体が開示されている。特許文献6には、特定のエチレン重合体と1−ブテン重合体から構成された樹脂組成物よりなるシーラントフィルムが開示されている。特許文献7には、外層、中間層及びシール層からなり、シール層がエチレン−メタアクリル酸共重合体とポリプロピレンとの混合物からなるクッション層とポリエチレンからなるシーラント層の両層からなっている多層フィルムが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−272058号公報
【特許文献2】特開2001−164062号公報
【特許文献3】特開2001−315836号公報
【特許文献4】特開2002−105259号公報
【特許文献5】特開2002−128972号公報
【特許文献6】特開2002−146343号公報
【特許文献7】特開2002−283513号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、紙カップのように展開原紙の端部どうしを重ね貼合により成形された紙容器の天面には重なりによる段差があり、上記の昜剥離性フィルムのヒートシールでは段差の密封性が確実ではなかった。
【0006】
また容器収容物の中には厚生労働省の定める乳等省令が適用される牛乳、特別牛乳、殺菌山羊乳、成分調整牛乳、低脂肪牛乳、無脂肪牛乳、加工乳、クリーム、発酵乳、乳酸菌飲料及び乳飲料があり、当該容器の蓋材の直接接触層には無添加のポリエチレン群、または無添加のエチレン・1−アルケン共重合樹脂群の同群内の中かから選択された材料のみを使用しなければならないという制約条件があり、群外の材料を接触層とする上記のフィルムでは適用することはできなかった。
【0007】
本発明は、被着体の接着面に段差がある場合でも、確実に溶着密封性を維持することができ、且つ乳等省令に適合した無添加ポリエチレン群、または無添加エチレン・1−アルケン共重合樹脂群の同群の中から選択された材料のみが収容物の接触層となる昜剥離性フィルムを提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決するべくなされたものであり、
密度0.945g/cm3以上である無添加の高密度ポリエチレン(HDPE−a)5〜40重量%、密度0.930g/cm3以下である無添加の低密度ポリエチレン(LDPE−a)60〜95重量%の混合樹脂組成物からなる接着層、密度0.945g/cm3以上の高密度ポリエチレン(HDPE−b)2〜8重量%、密度0.930g/cm3以下の低密度ポリエチレン(LDPE−b)2〜52重量%、ポリプロピレンの単独重合体(homoPP)40〜90重量%の混合樹脂組成物からなる支持層、
を共押出製膜した2層フィルムであり、且つ支持層が1.2〜3.0倍に発泡されており、且つ接着層の厚みが本発明の昜剥離性フィルムの総厚みの8〜35%であることを特徴とするフィルムによりかかる目的を達成したものである。
【発明の効果】
【0009】
本発明により、天面に段差がある紙容器被着体の段差を確実に密封することができ、且つ乳等省令に定められる内容物の容器として認められている無添加ポリエチレンのみを内容物接触層に配した昜剥離性フィルムを提供することができる。
【図面の簡単な説明】
【0010】
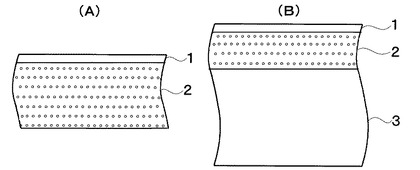
【図1】(A)は本発明の昜剥離性フィルムを様式的に表わした部分断面図であり、(B)はそれに基材を積層した状態の部分断面図である。
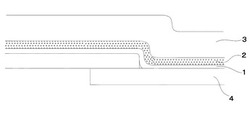
【図2】これを蓋材として紙容器の開口部に溶融接着した状態の断面図である。
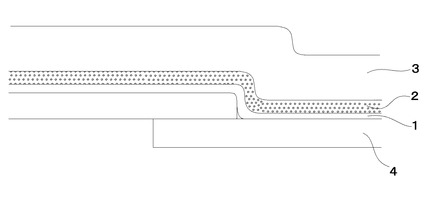
【図3】その天面の段差部の部分の部分断面図である。
【発明を実施するための形態】
【0011】
以下、本発明を詳細に説明する。
本発明の昜剥離性フィルムの部分断面図を図1(A)に示す。図中1は接着層を、2は支持層を示している。
【0012】
市販されている高密度ポリエチレンは密度が0.94g/cm3から0.97g/cm3までのものがあるが、本発明に用いられる高密度ポリエチレンの密度は好適には0.945g/cm3以上であり、さらに好ましくは0.955g/cm3以上である。0.945g/cm3未満では、結晶化速度が遅くなるため、成膜時の冷却工程において表面が著しく平滑化し、フィルム同士のブロッキング度や摩擦係数が増大する。
【0013】
高密度ポリエチレンはバルク法、溶液法、スラリー法、気相法等各種の製造プロセスで製造できるが、スラリー法または溶液法で製造されたものがあり、いずれも好適に用いられる。
【0014】
また、どのような触媒によって製造されたものでも構わない。具体的には、チグラー・ナッタ触媒またはメタロセン触媒等を使用して製造されたものがいずれも好適に用いられる。
【0015】
また、市販されている低密度ポリエチレンの密度は0.91g/cm3から0.94g/cm3まであるが、本発明に用いられる低密度ポリエチレンの密度は好適には0.930g/cm3以下であり、さらに好ましくは0.927g/cm3以下である。
【0016】
低密度ポリエチレンは、空気中の酸素または過酸化物などラジカル開始剤を触媒とし、エチレンを1000〜4000気圧、100〜350℃の環境下で、多段ガス圧縮機を用いて塊状重合されたものを指す。
【0017】
本発明の昜剥離性フィルムは接着層と支持層の間が剥離されるものである。
【0018】
接着層は、無添加の高密度ポリエチレン(HDPE−a)と無添加の低密度ポリエチレン(LDPE−a)の混合樹脂組成物からなる。
【0019】
HDPE−aは、密度が0.945g/cm3以上、好ましくは0.955g/cm3以上である。密度が0.945g/cm3未満になると、フィルム同士のブロッキングや摩擦係数の問題に加えて接着層の他成分である低密度ポリエチレンと相溶性が高まり、剥離強度設計の自由度が狭くなる。また密度の低下に伴い破断伸度が増加するため剥離時の糸引きや毛羽立ち、不完全剥離が生じやすくなる。
【0020】
一般にメタロセン触媒によって得られるポリエチレンは、分子量分布の比が小さい(Mw/Mn=2〜3)ことを特徴とすると言われているが、本発明における高密度ポリエチレンはチーグラー・ナッタ触媒で製造されるものであっても分子量分布が狭いものがより好適である。高密度ポリエチレンのGPCにより求められるMw/Mnは5.0以下であることが好ましく、最低値は特に制限されない。Mw/Mnが5.0を越えると低分子量成分が剥離強度に及ぼす影響が大きく、剥離強度設計の自由度が狭くなる。
【0021】
LDPE−aは、密度が0.930g/cm3以下、好ましくは0.927g/cm3以下のものを用いる。0.930g/cm3を越えると、昜剥離層の他成分である高密度ポリエチレンとの相溶性が高まり、剥離強度設計の自由度が狭くなるため好ましくない。
【0022】
接着層の樹脂組成の配合比としては、HDPE−a 5〜40重量%、LDPE−a 60〜95重量%が適当である。好ましくは、HDPE−a
10〜30重量%、LDPE―a 70〜90重量%である。
【0023】
HDPE−aが5%未満(LDPE−aが95%を越える)では、接着層の破断伸度が増加するため剥離時の糸引きや毛羽立ち、不完全剥離が生じやすくなるため好ましくない。
【0024】
一方、HDPE−aが40%を越える(LDPE−aが60%未満)と、溶着に高い熱量が必要となるため、被着体へ与える熱ダメージが大きく、容器天面の強度低下などを引き起こすことがあるため好ましくない。
【0025】
接着層の厚みは、後述の支持層を合わせた2層フィルム総厚みの8〜35%であることを特徴とする。
【0026】
接着層の厚みが総厚みの8%未満であると、製膜工程で吐出が不安定となり接着層が確実に配層されないことがあり不適当である。
【0027】
一方、接着層の厚みが総厚みの35%を越えると、接着層の破断強度が著しく増大して、剥離操作で接着層が破断せず剥離不能となり易く好ましくない。
【0028】
支持層は、エチレン(HDPE−b)と低密度ポリエチレン(LDPE−b)とポリプロピレンの単独重合体(homoPP)の混合樹脂組成物からなる。
【0029】
HDPE−bは、密度が0.945g/cm3以上、好ましくは0.955g/cm3以上である。
【0030】
LDPE−bは、密度が0.930g/cm3以下、好ましくは0.927g/cm3以下のものを用いる。
【0031】
支持層の樹脂組成の配合比としては、HDPE―b 2〜8重量%、好ましくは3〜6重量%、LDPE−b 2〜52重量%、好ましくは10〜40重量%homoPPは
40〜90重量%、好ましくは54〜87重量%が適当である。
【0032】
支持層のHDPE−bが2%未満では、接着層と支持層の層間接着強度が過剰となり、接着層と支持層が一体化のまま剥離し、剥離操作で不完全剥離を生じることがあるため好ましくない。
【0033】
一方、HDPE−bが8%を越えると、接着層と支持層の層間接着強度が不十分となり、剥離操作で支持層自体が引裂破断して、積層する基材が残る不完全剥離を生じることがあるため好ましくない。
【0034】
支持層のhomoPPが、40%未満では、接着層と支持層の層間接着強度が過剰となり、接着層と支持層が一体化のまま剥離し、剥離操作で不完全剥離を生じることがあるため好ましくない。
【0035】
一方、homoPPが90%を越えると、接着層と支持層の層間強度が著しく低下し、剥離操作で接着層が破断する前に層間剥離が進行し、接着層が開口天面部の全域に残る不良が生じるため好ましくない。
【0036】
上述の理由により、支持層の残成分はLDPE−bは、2〜52%であることが好ましい。
【0037】
支持層は、接着層と異なり内容物に触れる層ではないので、HDPE−b、LDPE−b、homoPPのいずれの樹脂も添加物が加えられていてもよい。
【0038】
本発明の昜剥離性フィルムは、紙容器被着体の天面にある段差を確実に溶融密封するため、支持層が起伏表面に追従し易い、1.2〜3.0倍に発泡されていることを特徴とする。
【0039】
発泡の形成方法は特に拘らないが、支持層を形成する樹脂ペレットに化学発泡剤を混合し、溶融押出成形時にガスを発生させて発泡を得る化学発泡法、支持層の溶融押出成形時に溶融した樹脂に対してガス(物理発泡剤)を直接圧入して発泡を得る物理発泡法、のどちらでも選択する事が出来る。
【0040】
発泡剤としては、
アゾジカルボンアミド、バリウムアゾカルボキシレート、アゾビスイソブチロニトリル等のアゾ化合物、N,N’−ジニトロソペンタメチレンテトラミン等のニトロソ化合物、ヒドラゾカルボンアミド等のヒドラジン化合物、p−トルエンスルホニルヒドラジド、p、p’−オキシ−ビス(ベンゼンスルホニルヒドラジド)等のヒドラジド化合物、等の窒素ガスを発生する有機系化学発泡剤、
炭酸水素ナトリウム、炭酸アンモニウム、炭酸水素アンモニウム、等の炭酸ガスを発生する無機系化学発泡剤、
プロパン、n−ブタン、n−ペンタン、i−ペンタン、ヘキサン等の低級脂肪族炭化水素、シクロブタン、シクロペンタン等の脂環式炭化水素化合物、ベンゼン、トルエン、キシレン等の芳香族炭化水素化合物、メタノール、エタノール等の低級脂肪族1価アルコール化合物、アセトン、メチルエチルケトン等の低級脂肪族ケトン化合物、クロロメチル、クロロエチル、1−クロロ−1,1−ジフルオロエタン等の低沸点ハロゲン化炭化水素化合物、
アルゴンガス、ヘリウムガス、フロンガス、炭酸ガス(二酸化炭素ガス)、窒素ガス、等のガスからなる物理発泡剤が挙げられる。なお、本発明におけるガスとは、気体状態のみならず、亜臨界状態、超臨界状態の流体も含む。
【0041】
これらの発泡剤の中でも、毒性が無く食品用途に適している事から、無機系化学発泡剤の炭酸水素ナトリウム、物理発泡剤の炭酸ガス、窒素ガスが好ましい。
【0042】
これらの発泡剤は単独で、または2種以上を組み合わせても良い。
【0043】
本発明の昜開封性フィルムの総厚みは特に限定されるものではないが、20〜150μmの範囲のものが確実なヒートシール性および剥離強度等を良好に満足させるために好適である。さらに好ましい厚みは、20〜90μm、より好ましい厚みは25〜80μmである。
【0044】
本発明において各層を構成する樹脂混合物の調製は、前記HDPE成分、LDPE成分、homoPP成分を同時にあるいは逐次的に混合する事により行なわれる。具体的には、各成分をタンブラー、ヘンシェルミキサー等で混合後、製膜機に投入する方法、タンブラー、ヘンシェルミキサーで混合後、単軸押出機、2軸押出機、バンバリーミキサー、ニーダ等を用いて溶融混合する方法が挙げられる。
【0045】
本発明の積層体を得る方法は特に限定されないが、水冷式または空冷式(共)押出(多層)インフレーション法、(共)押出(多層)Tダイ法の如く溶融成形で同時に成形する方法などが挙げられる。これらの中でも、空冷式(共)押出(多層)インフレーション成形法を用いるのがフィルムの収率や二次加工の観点からより好ましい。
【0046】
本発明の昜開封性フィルムは一般的に、基材と張り合わせた蓋材として使用される。基材3と貼り合せた状態を図1(B)に示す。
【0047】
具体的な基材としては、ポリエステル、ポリアミド、ポリプロピレン等からなる1軸あるいは2軸延伸フィルム、それらにアルミニウム、シリカ、アルミナ等を蒸着してなるフィルム、紙、アルミニウム箔等が挙げられる。基材は1種または2種以上を積層して用いてもよい。また、これらの基材には着色、印刷等の加工を施すことができるので、美粧性、バリア性、遮光性、耐ピンホール性、耐カール性等に優れた昜開封性蓋材として提供することができる。
【0048】
昜開封性フィルムと基材との積層は、支持層側をドライラミネーション法で基材と積層する方法、あるいは、ポリエチレン等を介して押出サンドイッチラミネーションで基材と積層する方法、あるいは本発明の昜開封性フィルムを構成する樹脂を多層の押出ラミネート成形機で基材上に直接積層する方法等が挙げられるが、これらに限定されるものではない。
【0049】
本発明の昜開封性フィルムを用いて構成された蓋材は、内壁に低密度ポリエチレンが配層された紙からなるカップ状、トレー状などの容器と溶融密封されて使用される。具体的には内容物を容器内に充填または収容した後、容器本体の接着部に接触するように蓋材を配置し、前記蓋材と容器本体とを熱板、高周波、超音波などを用いて溶融密封することにより得られる。
【0050】
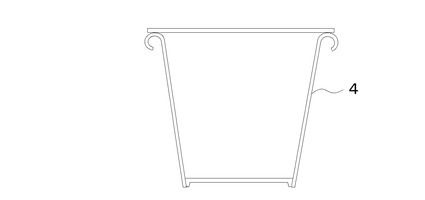
紙容器4に昜開封性フィルムを溶融接着した状態を図2に、その天面の開口の段差部の拡大断面図を図3に示す。
【0051】
本発明の昜開封性フィルムを用いた蓋材は、蓋材を剥離した後の容器本体の剥離面にフィルム状の残片や糸引き状の膜残りが少ない。さらに蓋材を剥離した後の容器本体または蓋材のいずれかの剥離面通常は容器本体天面に接着層の樹脂が均一に残存した剥離痕が形成される。このような均一な剥離痕は、外観に優れるとともに、蓋材の剥離前には容器本体と蓋材とが確実にシールされていたことの証明となる。このように剥離痕からシール状態を視認できることは、食品や医療包装分野において非常に重要である。
【実施例】
【0052】
以下に本発明を実施例により具体的に説明するが、本発明はこれらの実施例によって限定されるものではない。
<使用した樹脂原料>
・HDPE(1):乳等省令に適合の無添加の高密度ポリエチレン、旭化成製「サンテック B161」密度=0.966g/cm3、MFR=1.3g/10分
・HDPE(2):高密度ポリエチレン、日本ポリエチレン製「ノバテックHD HJ340」 密度=0.953g/cm3、MFR=1.5g/10分
・LDPE(1):乳等省令に適合の無添加の低密度ポリエチレン、日本ポリエチレン製「ノバテックLD LM360」、密度=0.927g/cm3、MFR=1.1g/10分
・LDPE(2):低密度ポリエチレン、日本ポリエチレン製「ノバテックLD LF405」 密度=0.919g/cm3、MFR2.0g/10分
・homoPP:ポリプロピレンのホモ重合体、日本ポリプロ製「ノバテックPP EA9」 密度=0.90g/cm3、MFR=0.5g/10分
・発泡剤:炭酸水素ナトリウムの発泡剤マスターバッチ、大塚化学製「ユニファイン P240EF」 発泡開始温度=170℃〜220℃ 実施例1〜4および比較例1〜4に対し、2.5重量部を添加した。
【0053】
<成膜>
下記の空冷式インフレーション2層製膜機を用いて次の条件で行い、接着層厚み10μm、支持層厚み30μm、発泡倍率1.7、総厚み40μmのヨウ剥離性フィルムを得た。
・接着層押出機:外径55mm、圧縮比2.0のスクリューを装備した押出機
(押出温度は220℃)
・支持層押出機:外径50mm、圧縮比1.5のスクリューを装備した押出機
(押出温度は220℃)
ダイス:リップ径150mm、リップ間隔0.8mm、温度220℃
ブロー比:2.1
製膜速度26m/分
サーキュラーダイを備えたインフレーションフィルム成形機(接着層押出機:外径55mm、L/D28、圧縮比2.0、支持層押出機:外径50mm、L/D28、圧縮比1.5、ダイリップ径150mm、リップクリアランス0.8mm)を用い、実施例1〜4、比較例1〜4の接着層樹脂組成物および支持層樹脂組成物を220℃の条件で共押し出し、インフレーションフィルムを成形した。その際、支持層樹脂組成物は、実施例1〜4、比較例1〜4に記載された組成に対して2.5重量部の発泡剤をドライブレンドして用いた。
インフレーションフィルム成形の条件は、ブロー比1.7、引き取り速度26m/分とした。
支持層は厚さ30μmの発泡層となり、10μmの接着層を備えた、総厚み40μmの積層フィルムを得た。
【0054】
<支持層の発泡倍率の測定>
JISK7222に順じて見かけ密度の測定を行い、用いた樹脂の密度を用いて、発泡倍率を計算した。
<容器との熱溶着検体の作製>
厚み12μmの延伸PETフィルムにドライラミネートした前述の昜剥離性フィルムの接着層側を、内面に低密度ポリエチレンがラミネートされた丸型の紙カップ容器の天面に蓋材として静置し、リング状の天面ヒートシール装置を用いて、種々の温度で、圧力0.2MPa、シール時間0.8秒でヒートシールを行った。この紙カップ容器の紙厚は400μmで天面の段差は約100μmであった。
<剥離強度の測定>
作製した接着検体を、幅15mmの試験片に裁断し、JIS Z−1707に準じて剥離強度を測定した。
<容器封緘強度の測定>
得られた熱溶着検体を〔乳及び乳製品等の成分規格等に関する省令(昭和54年4月16日厚生省令第17号)〕(以下乳等省令という)の封緘強度試験法に準じて封緘強度試験を行った。
得られた結果を表に示す。
【0055】
【表1】

【0056】
【表2】
【産業上の利用可能性】
【0057】
本発明の昜剥離性フィルムは、支持層が発泡層になっているため紙容器のように開口縁に紙の貼合部の段差があってもしっかりしールできるので、特に紙容器の蓋材として広く利用できる。
【符号の説明】
【0058】
1 接着層
2 支持層
3 基材
4 紙容器
【技術分野】
【0001】
本発明は、ポリエチレンを主成分とする表層を有する紙製の被着体容器に対して熱融着密封可能で、開封時に容易に剥離可能な、発泡層を有する昜剥離性フィルムに関する。更に詳しくは、原紙の端部を重ね貼合により成形された紙容器の天面に生じる原紙段差を確実に密封することができ、且つ乳等省令に定められる内容物の容器として認められているポリエチレンのみを内容物接触層に配したことを特徴とする発泡層を有する昜剥離性フィルムに関する。
【背景技術】
【0002】
密封容器、とりわけカップやトレーなどの立体形状容器は、蓋材を取り除いて開封し収容物を取り出す。蓋材の開封方法は、容器接着面の剥離、切除、突き刺す、破るなど様々であるが、容器天面の残片による受傷、刃物などの開封器具を必要とする煩雑さから、昜剥離による蓋材の開封が最も多用されている。
【0003】
昜剥離性フィルム自体は数多く知られており、例えば特許文献1には、ポリエチレンテレフタレート樹脂フィルム等の基材上に特定のメタクリル酸メチル含有量のエチレン・メタクリル酸メチル共重合体樹脂層をシーラント層として積層したイージーピール性フィルムが開示されている。特許文献2には、ポリプロピレン樹脂等の層の上に、特定のポリプロピレン樹脂とプロピレン系共重合体樹脂と高密度ポリエチレン樹脂を特定比率で配合し、さらにエチレン−α−オレフィン共重合体エラストマーを加えたシーラント層を積層した積層体が開示されている。特許文献3には、ポリプロピレン−ポリエチレンのブレンドポリマーアロイからなる界面剥離性シーラント層と、ポリエチレン系樹脂からなる接着層である中間層と基材層を積層したイージーピール包装用積層フィルム材が開示されている。特許文献4には、特定のポリプロピレン樹脂と、エチレンおよび炭素数3以上のα−オレフィンからなる低結晶性共重合体樹脂と、ポリスチレン樹脂と、ポリプロピレン樹脂にポリスチレン樹脂がグラフトされたグラフト樹脂からなる樹脂組成物をシーラントとする積層体が開示されている。特許文献5には、特定の長鎖分岐化ポリプロピレンホモポリマーあるいはブロックポリマーにポリスチレンを配合した樹脂組成物を用いた積層体が開示されている。特許文献6には、特定のエチレン重合体と1−ブテン重合体から構成された樹脂組成物よりなるシーラントフィルムが開示されている。特許文献7には、外層、中間層及びシール層からなり、シール層がエチレン−メタアクリル酸共重合体とポリプロピレンとの混合物からなるクッション層とポリエチレンからなるシーラント層の両層からなっている多層フィルムが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−272058号公報
【特許文献2】特開2001−164062号公報
【特許文献3】特開2001−315836号公報
【特許文献4】特開2002−105259号公報
【特許文献5】特開2002−128972号公報
【特許文献6】特開2002−146343号公報
【特許文献7】特開2002−283513号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、紙カップのように展開原紙の端部どうしを重ね貼合により成形された紙容器の天面には重なりによる段差があり、上記の昜剥離性フィルムのヒートシールでは段差の密封性が確実ではなかった。
【0006】
また容器収容物の中には厚生労働省の定める乳等省令が適用される牛乳、特別牛乳、殺菌山羊乳、成分調整牛乳、低脂肪牛乳、無脂肪牛乳、加工乳、クリーム、発酵乳、乳酸菌飲料及び乳飲料があり、当該容器の蓋材の直接接触層には無添加のポリエチレン群、または無添加のエチレン・1−アルケン共重合樹脂群の同群内の中かから選択された材料のみを使用しなければならないという制約条件があり、群外の材料を接触層とする上記のフィルムでは適用することはできなかった。
【0007】
本発明は、被着体の接着面に段差がある場合でも、確実に溶着密封性を維持することができ、且つ乳等省令に適合した無添加ポリエチレン群、または無添加エチレン・1−アルケン共重合樹脂群の同群の中から選択された材料のみが収容物の接触層となる昜剥離性フィルムを提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決するべくなされたものであり、
密度0.945g/cm3以上である無添加の高密度ポリエチレン(HDPE−a)5〜40重量%、密度0.930g/cm3以下である無添加の低密度ポリエチレン(LDPE−a)60〜95重量%の混合樹脂組成物からなる接着層、密度0.945g/cm3以上の高密度ポリエチレン(HDPE−b)2〜8重量%、密度0.930g/cm3以下の低密度ポリエチレン(LDPE−b)2〜52重量%、ポリプロピレンの単独重合体(homoPP)40〜90重量%の混合樹脂組成物からなる支持層、
を共押出製膜した2層フィルムであり、且つ支持層が1.2〜3.0倍に発泡されており、且つ接着層の厚みが本発明の昜剥離性フィルムの総厚みの8〜35%であることを特徴とするフィルムによりかかる目的を達成したものである。
【発明の効果】
【0009】
本発明により、天面に段差がある紙容器被着体の段差を確実に密封することができ、且つ乳等省令に定められる内容物の容器として認められている無添加ポリエチレンのみを内容物接触層に配した昜剥離性フィルムを提供することができる。
【図面の簡単な説明】
【0010】
【図1】(A)は本発明の昜剥離性フィルムを様式的に表わした部分断面図であり、(B)はそれに基材を積層した状態の部分断面図である。
【図2】これを蓋材として紙容器の開口部に溶融接着した状態の断面図である。
【図3】その天面の段差部の部分の部分断面図である。
【発明を実施するための形態】
【0011】
以下、本発明を詳細に説明する。
本発明の昜剥離性フィルムの部分断面図を図1(A)に示す。図中1は接着層を、2は支持層を示している。
【0012】
市販されている高密度ポリエチレンは密度が0.94g/cm3から0.97g/cm3までのものがあるが、本発明に用いられる高密度ポリエチレンの密度は好適には0.945g/cm3以上であり、さらに好ましくは0.955g/cm3以上である。0.945g/cm3未満では、結晶化速度が遅くなるため、成膜時の冷却工程において表面が著しく平滑化し、フィルム同士のブロッキング度や摩擦係数が増大する。
【0013】
高密度ポリエチレンはバルク法、溶液法、スラリー法、気相法等各種の製造プロセスで製造できるが、スラリー法または溶液法で製造されたものがあり、いずれも好適に用いられる。
【0014】
また、どのような触媒によって製造されたものでも構わない。具体的には、チグラー・ナッタ触媒またはメタロセン触媒等を使用して製造されたものがいずれも好適に用いられる。
【0015】
また、市販されている低密度ポリエチレンの密度は0.91g/cm3から0.94g/cm3まであるが、本発明に用いられる低密度ポリエチレンの密度は好適には0.930g/cm3以下であり、さらに好ましくは0.927g/cm3以下である。
【0016】
低密度ポリエチレンは、空気中の酸素または過酸化物などラジカル開始剤を触媒とし、エチレンを1000〜4000気圧、100〜350℃の環境下で、多段ガス圧縮機を用いて塊状重合されたものを指す。
【0017】
本発明の昜剥離性フィルムは接着層と支持層の間が剥離されるものである。
【0018】
接着層は、無添加の高密度ポリエチレン(HDPE−a)と無添加の低密度ポリエチレン(LDPE−a)の混合樹脂組成物からなる。
【0019】
HDPE−aは、密度が0.945g/cm3以上、好ましくは0.955g/cm3以上である。密度が0.945g/cm3未満になると、フィルム同士のブロッキングや摩擦係数の問題に加えて接着層の他成分である低密度ポリエチレンと相溶性が高まり、剥離強度設計の自由度が狭くなる。また密度の低下に伴い破断伸度が増加するため剥離時の糸引きや毛羽立ち、不完全剥離が生じやすくなる。
【0020】
一般にメタロセン触媒によって得られるポリエチレンは、分子量分布の比が小さい(Mw/Mn=2〜3)ことを特徴とすると言われているが、本発明における高密度ポリエチレンはチーグラー・ナッタ触媒で製造されるものであっても分子量分布が狭いものがより好適である。高密度ポリエチレンのGPCにより求められるMw/Mnは5.0以下であることが好ましく、最低値は特に制限されない。Mw/Mnが5.0を越えると低分子量成分が剥離強度に及ぼす影響が大きく、剥離強度設計の自由度が狭くなる。
【0021】
LDPE−aは、密度が0.930g/cm3以下、好ましくは0.927g/cm3以下のものを用いる。0.930g/cm3を越えると、昜剥離層の他成分である高密度ポリエチレンとの相溶性が高まり、剥離強度設計の自由度が狭くなるため好ましくない。
【0022】
接着層の樹脂組成の配合比としては、HDPE−a 5〜40重量%、LDPE−a 60〜95重量%が適当である。好ましくは、HDPE−a
10〜30重量%、LDPE―a 70〜90重量%である。
【0023】
HDPE−aが5%未満(LDPE−aが95%を越える)では、接着層の破断伸度が増加するため剥離時の糸引きや毛羽立ち、不完全剥離が生じやすくなるため好ましくない。
【0024】
一方、HDPE−aが40%を越える(LDPE−aが60%未満)と、溶着に高い熱量が必要となるため、被着体へ与える熱ダメージが大きく、容器天面の強度低下などを引き起こすことがあるため好ましくない。
【0025】
接着層の厚みは、後述の支持層を合わせた2層フィルム総厚みの8〜35%であることを特徴とする。
【0026】
接着層の厚みが総厚みの8%未満であると、製膜工程で吐出が不安定となり接着層が確実に配層されないことがあり不適当である。
【0027】
一方、接着層の厚みが総厚みの35%を越えると、接着層の破断強度が著しく増大して、剥離操作で接着層が破断せず剥離不能となり易く好ましくない。
【0028】
支持層は、エチレン(HDPE−b)と低密度ポリエチレン(LDPE−b)とポリプロピレンの単独重合体(homoPP)の混合樹脂組成物からなる。
【0029】
HDPE−bは、密度が0.945g/cm3以上、好ましくは0.955g/cm3以上である。
【0030】
LDPE−bは、密度が0.930g/cm3以下、好ましくは0.927g/cm3以下のものを用いる。
【0031】
支持層の樹脂組成の配合比としては、HDPE―b 2〜8重量%、好ましくは3〜6重量%、LDPE−b 2〜52重量%、好ましくは10〜40重量%homoPPは
40〜90重量%、好ましくは54〜87重量%が適当である。
【0032】
支持層のHDPE−bが2%未満では、接着層と支持層の層間接着強度が過剰となり、接着層と支持層が一体化のまま剥離し、剥離操作で不完全剥離を生じることがあるため好ましくない。
【0033】
一方、HDPE−bが8%を越えると、接着層と支持層の層間接着強度が不十分となり、剥離操作で支持層自体が引裂破断して、積層する基材が残る不完全剥離を生じることがあるため好ましくない。
【0034】
支持層のhomoPPが、40%未満では、接着層と支持層の層間接着強度が過剰となり、接着層と支持層が一体化のまま剥離し、剥離操作で不完全剥離を生じることがあるため好ましくない。
【0035】
一方、homoPPが90%を越えると、接着層と支持層の層間強度が著しく低下し、剥離操作で接着層が破断する前に層間剥離が進行し、接着層が開口天面部の全域に残る不良が生じるため好ましくない。
【0036】
上述の理由により、支持層の残成分はLDPE−bは、2〜52%であることが好ましい。
【0037】
支持層は、接着層と異なり内容物に触れる層ではないので、HDPE−b、LDPE−b、homoPPのいずれの樹脂も添加物が加えられていてもよい。
【0038】
本発明の昜剥離性フィルムは、紙容器被着体の天面にある段差を確実に溶融密封するため、支持層が起伏表面に追従し易い、1.2〜3.0倍に発泡されていることを特徴とする。
【0039】
発泡の形成方法は特に拘らないが、支持層を形成する樹脂ペレットに化学発泡剤を混合し、溶融押出成形時にガスを発生させて発泡を得る化学発泡法、支持層の溶融押出成形時に溶融した樹脂に対してガス(物理発泡剤)を直接圧入して発泡を得る物理発泡法、のどちらでも選択する事が出来る。
【0040】
発泡剤としては、
アゾジカルボンアミド、バリウムアゾカルボキシレート、アゾビスイソブチロニトリル等のアゾ化合物、N,N’−ジニトロソペンタメチレンテトラミン等のニトロソ化合物、ヒドラゾカルボンアミド等のヒドラジン化合物、p−トルエンスルホニルヒドラジド、p、p’−オキシ−ビス(ベンゼンスルホニルヒドラジド)等のヒドラジド化合物、等の窒素ガスを発生する有機系化学発泡剤、
炭酸水素ナトリウム、炭酸アンモニウム、炭酸水素アンモニウム、等の炭酸ガスを発生する無機系化学発泡剤、
プロパン、n−ブタン、n−ペンタン、i−ペンタン、ヘキサン等の低級脂肪族炭化水素、シクロブタン、シクロペンタン等の脂環式炭化水素化合物、ベンゼン、トルエン、キシレン等の芳香族炭化水素化合物、メタノール、エタノール等の低級脂肪族1価アルコール化合物、アセトン、メチルエチルケトン等の低級脂肪族ケトン化合物、クロロメチル、クロロエチル、1−クロロ−1,1−ジフルオロエタン等の低沸点ハロゲン化炭化水素化合物、
アルゴンガス、ヘリウムガス、フロンガス、炭酸ガス(二酸化炭素ガス)、窒素ガス、等のガスからなる物理発泡剤が挙げられる。なお、本発明におけるガスとは、気体状態のみならず、亜臨界状態、超臨界状態の流体も含む。
【0041】
これらの発泡剤の中でも、毒性が無く食品用途に適している事から、無機系化学発泡剤の炭酸水素ナトリウム、物理発泡剤の炭酸ガス、窒素ガスが好ましい。
【0042】
これらの発泡剤は単独で、または2種以上を組み合わせても良い。
【0043】
本発明の昜開封性フィルムの総厚みは特に限定されるものではないが、20〜150μmの範囲のものが確実なヒートシール性および剥離強度等を良好に満足させるために好適である。さらに好ましい厚みは、20〜90μm、より好ましい厚みは25〜80μmである。
【0044】
本発明において各層を構成する樹脂混合物の調製は、前記HDPE成分、LDPE成分、homoPP成分を同時にあるいは逐次的に混合する事により行なわれる。具体的には、各成分をタンブラー、ヘンシェルミキサー等で混合後、製膜機に投入する方法、タンブラー、ヘンシェルミキサーで混合後、単軸押出機、2軸押出機、バンバリーミキサー、ニーダ等を用いて溶融混合する方法が挙げられる。
【0045】
本発明の積層体を得る方法は特に限定されないが、水冷式または空冷式(共)押出(多層)インフレーション法、(共)押出(多層)Tダイ法の如く溶融成形で同時に成形する方法などが挙げられる。これらの中でも、空冷式(共)押出(多層)インフレーション成形法を用いるのがフィルムの収率や二次加工の観点からより好ましい。
【0046】
本発明の昜開封性フィルムは一般的に、基材と張り合わせた蓋材として使用される。基材3と貼り合せた状態を図1(B)に示す。
【0047】
具体的な基材としては、ポリエステル、ポリアミド、ポリプロピレン等からなる1軸あるいは2軸延伸フィルム、それらにアルミニウム、シリカ、アルミナ等を蒸着してなるフィルム、紙、アルミニウム箔等が挙げられる。基材は1種または2種以上を積層して用いてもよい。また、これらの基材には着色、印刷等の加工を施すことができるので、美粧性、バリア性、遮光性、耐ピンホール性、耐カール性等に優れた昜開封性蓋材として提供することができる。
【0048】
昜開封性フィルムと基材との積層は、支持層側をドライラミネーション法で基材と積層する方法、あるいは、ポリエチレン等を介して押出サンドイッチラミネーションで基材と積層する方法、あるいは本発明の昜開封性フィルムを構成する樹脂を多層の押出ラミネート成形機で基材上に直接積層する方法等が挙げられるが、これらに限定されるものではない。
【0049】
本発明の昜開封性フィルムを用いて構成された蓋材は、内壁に低密度ポリエチレンが配層された紙からなるカップ状、トレー状などの容器と溶融密封されて使用される。具体的には内容物を容器内に充填または収容した後、容器本体の接着部に接触するように蓋材を配置し、前記蓋材と容器本体とを熱板、高周波、超音波などを用いて溶融密封することにより得られる。
【0050】
紙容器4に昜開封性フィルムを溶融接着した状態を図2に、その天面の開口の段差部の拡大断面図を図3に示す。
【0051】
本発明の昜開封性フィルムを用いた蓋材は、蓋材を剥離した後の容器本体の剥離面にフィルム状の残片や糸引き状の膜残りが少ない。さらに蓋材を剥離した後の容器本体または蓋材のいずれかの剥離面通常は容器本体天面に接着層の樹脂が均一に残存した剥離痕が形成される。このような均一な剥離痕は、外観に優れるとともに、蓋材の剥離前には容器本体と蓋材とが確実にシールされていたことの証明となる。このように剥離痕からシール状態を視認できることは、食品や医療包装分野において非常に重要である。
【実施例】
【0052】
以下に本発明を実施例により具体的に説明するが、本発明はこれらの実施例によって限定されるものではない。
<使用した樹脂原料>
・HDPE(1):乳等省令に適合の無添加の高密度ポリエチレン、旭化成製「サンテック B161」密度=0.966g/cm3、MFR=1.3g/10分
・HDPE(2):高密度ポリエチレン、日本ポリエチレン製「ノバテックHD HJ340」 密度=0.953g/cm3、MFR=1.5g/10分
・LDPE(1):乳等省令に適合の無添加の低密度ポリエチレン、日本ポリエチレン製「ノバテックLD LM360」、密度=0.927g/cm3、MFR=1.1g/10分
・LDPE(2):低密度ポリエチレン、日本ポリエチレン製「ノバテックLD LF405」 密度=0.919g/cm3、MFR2.0g/10分
・homoPP:ポリプロピレンのホモ重合体、日本ポリプロ製「ノバテックPP EA9」 密度=0.90g/cm3、MFR=0.5g/10分
・発泡剤:炭酸水素ナトリウムの発泡剤マスターバッチ、大塚化学製「ユニファイン P240EF」 発泡開始温度=170℃〜220℃ 実施例1〜4および比較例1〜4に対し、2.5重量部を添加した。
【0053】
<成膜>
下記の空冷式インフレーション2層製膜機を用いて次の条件で行い、接着層厚み10μm、支持層厚み30μm、発泡倍率1.7、総厚み40μmのヨウ剥離性フィルムを得た。
・接着層押出機:外径55mm、圧縮比2.0のスクリューを装備した押出機
(押出温度は220℃)
・支持層押出機:外径50mm、圧縮比1.5のスクリューを装備した押出機
(押出温度は220℃)
ダイス:リップ径150mm、リップ間隔0.8mm、温度220℃
ブロー比:2.1
製膜速度26m/分
サーキュラーダイを備えたインフレーションフィルム成形機(接着層押出機:外径55mm、L/D28、圧縮比2.0、支持層押出機:外径50mm、L/D28、圧縮比1.5、ダイリップ径150mm、リップクリアランス0.8mm)を用い、実施例1〜4、比較例1〜4の接着層樹脂組成物および支持層樹脂組成物を220℃の条件で共押し出し、インフレーションフィルムを成形した。その際、支持層樹脂組成物は、実施例1〜4、比較例1〜4に記載された組成に対して2.5重量部の発泡剤をドライブレンドして用いた。
インフレーションフィルム成形の条件は、ブロー比1.7、引き取り速度26m/分とした。
支持層は厚さ30μmの発泡層となり、10μmの接着層を備えた、総厚み40μmの積層フィルムを得た。
【0054】
<支持層の発泡倍率の測定>
JISK7222に順じて見かけ密度の測定を行い、用いた樹脂の密度を用いて、発泡倍率を計算した。
<容器との熱溶着検体の作製>
厚み12μmの延伸PETフィルムにドライラミネートした前述の昜剥離性フィルムの接着層側を、内面に低密度ポリエチレンがラミネートされた丸型の紙カップ容器の天面に蓋材として静置し、リング状の天面ヒートシール装置を用いて、種々の温度で、圧力0.2MPa、シール時間0.8秒でヒートシールを行った。この紙カップ容器の紙厚は400μmで天面の段差は約100μmであった。
<剥離強度の測定>
作製した接着検体を、幅15mmの試験片に裁断し、JIS Z−1707に準じて剥離強度を測定した。
<容器封緘強度の測定>
得られた熱溶着検体を〔乳及び乳製品等の成分規格等に関する省令(昭和54年4月16日厚生省令第17号)〕(以下乳等省令という)の封緘強度試験法に準じて封緘強度試験を行った。
得られた結果を表に示す。
【0055】
【表1】
【0056】
【表2】
【産業上の利用可能性】
【0057】
本発明の昜剥離性フィルムは、支持層が発泡層になっているため紙容器のように開口縁に紙の貼合部の段差があってもしっかりしールできるので、特に紙容器の蓋材として広く利用できる。
【符号の説明】
【0058】
1 接着層
2 支持層
3 基材
4 紙容器
【特許請求の範囲】
【請求項1】
密度0.945g/cm3以上である無添加の高密度ポリエチレン(HDPE−a)5〜40重量%、密度0.930g/cm3以下である無添加の低密度ポリエチレン(LDPE−a)60〜95重量%の混合樹脂組成物からなる接着層と、密度0.945g/cm3以上の高密度ポリエチレン(HDPE−b)2〜8重量%、密度0.930g/cm3以下の低密度ポリエチレン(LDPE−b)2〜52重量%、ポリプロピレンの単独重合体(homoPP)40〜90重量%の混合樹脂組成物からなる支持層を共押出製膜した2層フィルムであり、且つ支持層が1.2〜3.0倍に発泡されており、且つ接着層の厚みがフィルムの総厚みの8〜35%であることを特徴とする昜剥離性フィルム
【請求項2】
請求項1の昜剥離性フィルムの支持層側に基材が積層されている蓋材
【請求項3】
請求項1又は2の昜剥離性フィルムの接着層が紙容器の開口部に溶融接着されている紙容器
【請求項1】
密度0.945g/cm3以上である無添加の高密度ポリエチレン(HDPE−a)5〜40重量%、密度0.930g/cm3以下である無添加の低密度ポリエチレン(LDPE−a)60〜95重量%の混合樹脂組成物からなる接着層と、密度0.945g/cm3以上の高密度ポリエチレン(HDPE−b)2〜8重量%、密度0.930g/cm3以下の低密度ポリエチレン(LDPE−b)2〜52重量%、ポリプロピレンの単独重合体(homoPP)40〜90重量%の混合樹脂組成物からなる支持層を共押出製膜した2層フィルムであり、且つ支持層が1.2〜3.0倍に発泡されており、且つ接着層の厚みがフィルムの総厚みの8〜35%であることを特徴とする昜剥離性フィルム
【請求項2】
請求項1の昜剥離性フィルムの支持層側に基材が積層されている蓋材
【請求項3】
請求項1又は2の昜剥離性フィルムの接着層が紙容器の開口部に溶融接着されている紙容器
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−111811(P2013−111811A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−258774(P2011−258774)
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000143880)株式会社細川洋行 (130)
【出願人】(594050821)日生化学株式会社 (16)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000143880)株式会社細川洋行 (130)
【出願人】(594050821)日生化学株式会社 (16)
【Fターム(参考)】
[ Back to top ]