
発泡延伸容器及びその製造方法
【課題】ホットパリソン法により得られ、口部の発泡が抑制されていると共に、発泡領域となる胴部当では高い遮光性を示す発泡延伸成形容器を提供する。
【解決手段】口部、胴部、底部とからなる樹脂一体成形品であって、胴部及び底部は、発泡セルを有する発泡領域となっている発泡延伸容器において、前記口部は、発泡セルが存在しない非発泡領域となっており、発泡セルが存在する発泡領域において、該発泡セルは容器壁の内面側に偏在していることを特徴とする。
【解決手段】口部、胴部、底部とからなる樹脂一体成形品であって、胴部及び底部は、発泡セルを有する発泡領域となっている発泡延伸容器において、前記口部は、発泡セルが存在しない非発泡領域となっており、発泡セルが存在する発泡領域において、該発泡セルは容器壁の内面側に偏在していることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、不活性ガスが含浸されている樹脂溶融物を射出成形することにより得られる容器用プリフォームを延伸成形した発泡延伸容器に関するものであり、より詳細には、射出成形により得られたプリフォームを延伸可能な温度に維持したまま延伸成形が行われるホットパリソン法により製造される発泡延伸容器及びその製造方法に関するものである。
【背景技術】
【0002】
現在、ポリエチレンテレフタレート(PET)に代表されるポリエステルなどから成形された延伸成形プラスチック容器は、透明性、耐熱性、ガス遮断性等の特性に優れており、種々の用途に広く使用されている。
【0003】
一方、近年では、資源の再利用が強く求められ、このような特性に優れた延伸成形容器として、発泡延伸容器が知られている。即ち、発泡延伸容器では、着色剤を配合せず、発泡により遮光性を発現させることができるため、着色剤の配合により遮光性が付与されている容器に比して、そのリサイクル適性は格段に優れている。
【0004】
プラスチック成形体の発泡手段としては、炭酸ソーダなどの化学発泡剤を用いた化学発泡が古くから知られているが、現在では、このような化学発泡剤を使用せず、不活性ガスをプラスチック中に溶解させ、このガスを気泡に成長させるというマイクロセルラー技術による発泡が注目されている。かかる発泡技術は、物理発泡とも呼ばれ、化学発泡に比して気泡(発泡セル)をかなり小さく制御でき、しかも均一に分布させ得るという利点を有しているからである。
このようなマイクロセルラー技術による発泡を利用した発泡延伸プラスチック容器は、例えば本出願人により提案されている(特許文献1〜4)。
【0005】
また、延伸プラスチック容器の製造方法としては、コールドパリソン法とホットパリソン法とが知られている。
コールドパリソン法は、プラスチックの射出成形により容器用プリフォームを成形し、このプリフォームを一旦冷却し、この後にブロー成形などの延伸成形工程にプリフォームを移して延伸成形を行うことにより容器を製造するというものであり、射出成形によるプリフォームの成形工程と延伸成形によるプリフォームから容器への成形工程とが完全に分離独立しているため、各々の成形工程で最適な条件を設定でき、各成形工程を最高速度に設定できるなど、高速生産や量産の観点から極めて有利であり、さらに、プリフォームをストックでき、最終製品である容器を生産する場所を、プリフォームを生産する場所に依存せず、ユーザーの事情に応じて決定できるなどの利点もあり、特に飲料用のPETボトルなどは、その殆んどがコールドパリソン法によって生産されている。
一方、ホットパリソン法は、プラスチックの射出成形により成形された容器用プリフォームを冷却せず、延伸可能な温度に保持したまま、延伸成形工程に移行して延伸成形を行うことにより容器を製造するという方法である。即ち、この方法はプリフォームの成形に引き続いて連続的に延伸成形が行われるため、延伸成形に際して、成形直後のプリフォームが有する熱を利用することができ、熱エネルギーの有効利用の点で極めて有利であり、また設備費が安価であるという利点も有しており、プリフォームの加熱が難しいために、コールドパリソン法では適用が困難な厚肉容器の製造に有利である。ただし、この方法は、プリフォームの成形にほぼ連動して延伸成形が行われるため、延伸成形条件がプリフォームの成形条件(例えば成形速度)に依存するため、量産性や生産速度の点ではコールドパリソン法に劣るため、多品種小ロット製品(例えば調味液や洗剤などの容器)に適用されている。
【0006】
ところで、マイクロセルラー技術を利用した発泡延伸プラスチック容器は、ホットパリソン法に適用することは極めて難しい。
即ち、コールドパリソン法では、成形されたプリフォームを一旦冷却した後に延伸成形を行うため、プリフォームの成形工程と延伸成形工程との間に加熱による発泡工程を設けることができ、加熱条件を調整することにより、発泡の程度をコントロールすることができるが、ホットパリソン法では、プリフォームの成形に引き続いて延伸成形が行われるため、プリフォームの成形工程と延伸成形工程との間に独立した発泡工程を設けることができず、発泡をコントロールすることが極めて困難であるという問題があるためである。
例えば、発泡容器では、嵌め込みや螺子係合などによりキャップが固定される容器口部での発泡を抑制することが要求される。発泡による寸法変化、表面平滑性の低下や強度低下は、キャップによる密封性を低下せしめ、さらにはキャップと容器口部との係合を困難とするからである。
実際、特許文献5には、ホットパリソン法による発泡延伸プラスチック容器についての提案がなされているものの、容器口部の発泡抑制に関しては全く教示されておらず、従って、この発泡容器は極めて実用性に乏しい。
【0007】
また、本発明者等の研究によると、ホットパリソン法を用い、プリフォームの成形後からブロー成形の間に、該プリフォームが有している熱を利用して発泡を行い、続けてブロー成形を行ったところ、その遮光性に限界があり、十分に高い遮光性を得ることができないという問題があった。とくに、口部の発泡を抑制するために射出成形時に高い保圧圧力と長い保圧時間をかけると、胴部の内外層に厚い非発泡層が形成される傾向にある。その影響で中心部に形成される発泡層の厚みが小さくなるために、発泡セルによる光散乱が不十分になり高い遮光性能を得るのが難しい。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2006−321887号
【特許文献2】特開2008−94495号
【特許文献3】特開2009−234627号
【特許文献4】特開2009−262550号
【特許文献5】特公昭62−18335号
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って、本発明は、ホットパリソン法により得られ、口部の発泡が抑制されていると共に、発泡領域となる胴部等では高い遮光性を示す発泡延伸成形容器及びその製造方法を提供することにある。
本発明の他の目的は、上記の発泡延伸成形容器の製造に使用される容器用発泡プリフォーム及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明によれば、口部と該口部に連なる成形部とを有する樹脂一体成形品からなり、
前記成形部は、発泡セルを有する発泡領域となっており、前記口部は、発泡セルが存在しない非発泡領域となっていると共に、
前記発泡領域では、前記発泡セルが容器壁の内面側に偏在していることを特徴とする容器用発泡プリフォームが提供される。
【0011】
本発明の発泡プリフォームにおいては、
(1)前記発泡領域において、器壁の外面側には、発泡セルが存在しない非発泡層が形成されていると共に、器壁中心部に位置する発泡セルが最も大きな径を有していること、
(2)前記発泡領域において、器壁中心部から器壁内面の表層部にまで発泡セルが分布しており、器壁中心部と器壁内面の表層部との中間部分に、もっとも小径の発泡セルが層状に分布していること、
(3)前記発泡領域において、器壁中心部から器壁内面の表層部にまで発泡セルが分布しており、器壁内面の表層部には、最も小径の発泡セルが最も高密度で層状に分布していること、
(4)前記発泡領域において、器壁の厚みが2.5mm以上であり、該発泡領域に形成されている非発泡層の厚みが、該発泡領域での器壁の厚みの10乃至35%の範囲にあること、
が好ましい。
【0012】
本発明によれば、また、上記の容器用発泡プリフォームを延伸成形して得られ、該プリフォームの成形部から成形された胴部及び底部が発泡セルを有する発泡領域となっており、口部が発泡セルが存在しない非発泡領域となっており、
前記発泡領域では、前記発泡セルが容器壁の内面側に偏在していることを特徴とする発泡延伸容器が提供される。
【0013】
かかる発泡延伸容器は、前述した発泡プリフォームの構造に対応して、
(5)前記発泡領域において、容器壁の外面側には、発泡セルが存在しない非発泡層が形成されていると共に、容器壁中心部に位置する発泡セルが最も大きな長さを有していること、
(6)前記発泡領域において、容器壁中心部から容器壁内面の表層部にまで発泡セルが分布しており、容器壁中心部と容器壁内面の表層部との中間部分に、もっとも長さの短い発泡セルが層状に分布していること、
或いは
(7)前記発泡領域において、容器壁中心部から容器壁内面の表層部にまで発泡セルが分布しており、容器壁内面の表層部には、最も長さの短い発泡セルが最も高密度で層状に分布していること、
が好ましく、さらには、
(8)前記発泡領域において、容器壁の厚みが0.3mm以上であり、該発泡領域に形成されている非発泡層の厚みが、該発泡領域での容器壁の厚みの10乃至35%の範囲にあること、
が好ましい。
【0014】
このような本発明の発泡延伸容器は、前記可視光領域において、可視光に対する光線透過率が20%以下であり、極めて高い遮光性を示す。
【0015】
さらに、本発明によれば、前述した容器用発泡プリフォームの製造方法、具体的には、
不活性ガスが含浸されている樹脂溶融物を、金型キャビティ内に射出充填することにより口部と口部に連なる成形部とを有する形状の容器用発泡プリフォームを製造する方法において、
前記金型キャビティを形成する金型として、前記口部に対応する部分が前記成形部に対応する部分に比して冷却能力が高く設定されている金型を使用し、
前記樹脂溶融物の前記金型キャビティ内への射出充填は、前記金型キャビティ内を高圧に保持し且つ発泡が生じないように保圧をかけながら行われ、
前記口部は、前記保圧を解除した後にも発泡が生じないように前記金型によって強冷却され、
前記成形部は、保圧を解除した後の段階で器壁中心部から発泡が生じるが、該成形部の外表面及び内表面では前記金型が開放された段階では発泡が生じない程度に、該金型によって弱冷却され、
前記金型から取り出された前記成形部について、その内面側から選択的に加熱を行うことにより、器壁中心部からの発泡と共に、該成形部の内面側からも発泡を進行せしめることを特徴とする容器用発泡プリフォームの製造方法が提供される。
【0016】
前述した本発明の発泡延伸容器は、上記の製造方法により得られた容器用発泡プリフォームを、該成形部の器壁中心部の温度が延伸成形可能な温度範囲に維持されているうちに、延伸成形工程に搬送し、該プリフォームの成形部を延伸成形することにより製造される。
【発明の効果】
【0017】
本発明の発泡延伸容器は、ホットパリソンを適用しての容器用発泡プリフォームの延伸成形により得られるものであり、該プリフォームの成形部から形成される胴部及び底部は、発泡セルを有する発泡領域となっているが、容器口部が非発泡領域となっていること、即ち、ホットパリソン法で得られるものでありながら、発泡セルが容器口部に存在していないことが顕著な特徴となっている。
例えば、容器口部に発泡セルが存在していないため、発泡による寸法変化、強度低下或いは表面平滑性の低下など、キャップとの係合性やキャップによるシール性などの特性低下を有効に回避することができ、その実用性を確保することができる。従来提案されているホットパリソン法による発泡延伸容器の製造法では、容器口部での発泡を避けることができず、その実用性が阻害されていたが、本発明によって、容器口部での発泡を避けることができ、その実用性を確保できたことは、本発明の大きな利点である。
【0018】
また、本発明の発泡延伸容器では、発泡領域が存在する発泡領域(具体的には胴部及び底部)において、この容器の製造に使用される発泡プリフォームの構造に関連して、発泡セルが容器壁の内面側に偏在していることも大きな特徴である。
ホットパリソン法を利用して発泡容器を製造する場合、プリフォームから容器に延伸成形される間に、成形されたプリフォームが有している熱によって発泡が行われる。このため、最も温度の高い容器壁中心部から発泡セルが形成され、基本的には、内面側及び外面側の何れにも偏らず、容器壁の中心から内面側及び外面側に均等に分布することとなる。しかしながら、本発明の容器では、発泡セルが容器壁の内面側に偏在しているのであり、このことは、プリフォームから容器に延伸成形される間に、容器壁の内面側に相当する部分からも積極的に加熱されて発泡が進行していることを意味しているものである。
【0019】
ところで、ホットパリソン法により発泡容器を製造する場合、成形されたプリフォームが有している熱によって発泡が行われるため、一般に、発泡セルの数が少なく、この結果、充分な遮光性が得られない。
しかるに、本発明においては、容器壁の内面側に相当する部分からプリフォームを加熱して発泡を行っているため、発泡セルの数が増大することとなり、内面側からの加熱条件を選択することによって、内面側から形成される発泡セルの大きさや密度を調整することができ、これにより、遮光性のさらなる向上を実現することができる。
【0020】
例えば、本発明の発泡延伸容器の形成に使用される発泡プリフォームの発泡領域(容器の胴部及び底部に対応する成形部)では、壁の中心部に存在している発泡セルの径(円相当径)が最も長いが、内面側からの加熱温度を高くすることにより、内面の表層部に形成される発泡セルの径を大きくすることができる。即ち、このような発泡構造では、内面表層部の発泡セルの径も中心部と同程度に大きくなり、中心部及び内面表層部からの伝熱によって発泡セルが形成されていくため、中心部から内面表層部の全体にわたって発泡セルが形成され、中心部と内面表層部と中間部分に小さな径の発泡セルが分布したものとなる。従って、この発泡セルを延伸して得られる発泡延伸容器では、その胴部及び底部(発泡領域)において、上記の発泡構造に対応して、容器壁の中央部に最も長い(延伸方向長さ)発泡セルが分布し、この中央部から容器壁内面表層部の全体にわたって発泡セルが存在し、内面表層部と中心部との中間部分には、短い長さの発泡セルが層状に分布した構造となる。このような発泡セルの分布形態は、セル数が多くしかもセルの重なりによって光の散乱を増大させ、遮光性の増大をもたらす。例えば、後述する実施例に示されているように、可視光に対する光線透過率は20%以下となり、本発明では、ホットパリソン法により得られる発泡延伸成形容器でありながら、著しく高い遮光性を得ることができるのである。
【0021】
また、内面加熱の程度をマイルドな条件とすると、容器内面表層部に微細な発泡セルを多く形成することができる。このような場合にも、中心部及び内面表層部からの伝熱によって発泡セルが形成されていくため、中心部に最も大径の発泡セルが分布し、中心部から内面表層部の全体にわたって発泡セルが形成されると共に、内面表層部にはかなり多数の小さな発泡セルが分布することとなる。このような発泡構造のプリフォームから得られる発泡延伸容器では、特に短い長さの発泡セルが内面側に極めて多数形成され、遮光性がさらに向上したものとなっている。
【0022】
さらに、本発明の延伸発泡容器は、発泡に際して容器壁の内面側から選択的に加熱され、容器の内面側に発泡セルが偏在しているため、容器壁の外面側には、発泡セルが存在していない非発泡層が形成されることとなる。この結果、容器壁の外面側は、発泡による凹凸の形成がなく、平滑な面となり、極めて優れた外観特性を有するものとなる。
【図面の簡単な説明】
【0023】
【図1】本発明の発泡延伸容器の製造方法の全体のプロセスを示す図。
【図2】本発明の製造方法において採用される容器用プリフォームを成形する際に採用される射出プロセスを説明するための説明図。
【図3】本発明で成形される容器用発泡プリフォーム及び該プリフォームから得られる発泡延伸容器の全体形状の一例を示す図。
【図4】本発明に従って製造される容器用発泡プリフォームの発泡領域における壁部断面構造の一例を示す図。
【図5】本発明に従って製造される容器用発泡プリフォームの発泡領域における壁部断面構造の他の例を示す図。
【図6】図4のプリフォームから製造される発泡延伸容器の発泡領域における壁部断面構造を示す図。
【図7】図5のプリフォームから製造される発泡延伸容器の発泡領域における壁部断面構造を示す図。
【図8】実施例1で作製されたプリフォームと比較例2で作製された発泡プリフォームの外観を示す写真。
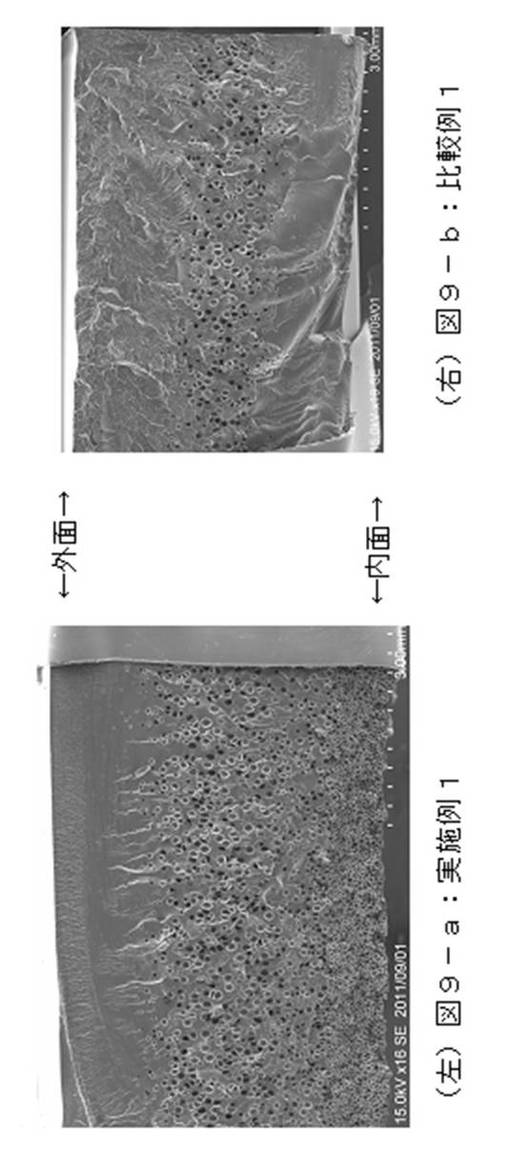
【図9】実施例1で作製されたプリフォームと比較例1で作製された発泡プリフォームにおける胴部断面の顕微鏡写真。
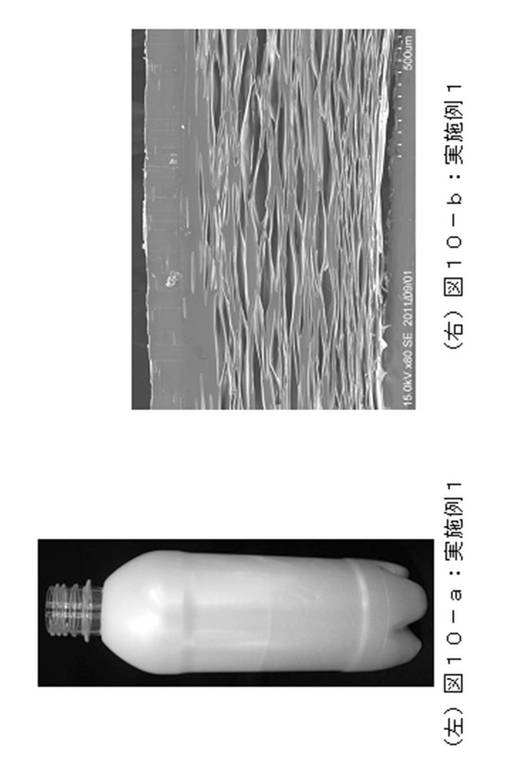
【図10】実施例1で作製された発泡容器の外観写真及び該容器の胴部断面の顕微鏡写真。
【発明を実施するための形態】
【0024】
<発泡プリフォーム及び発泡延伸容器の製造>
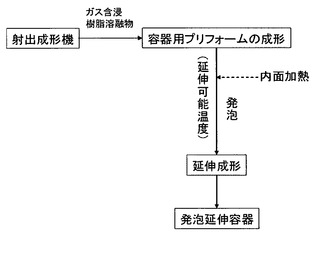
本発明の容器用発泡プリフォーム及び発泡延伸容器は、不活性ガスが含浸されている樹脂溶融物を用いてのホットパリソン法により成形されるものであり、図1に示されているように、射出成形による容器用プリフォームを成形するプリフォーム成形工程、成形された容器用プリフォームの成形部(特に器壁中心部)を延伸可能な温度に保持したまま発泡させる発泡工程(この工程で容器用発泡プリフォームが得られる)、得られた発泡プリフォームの成形部を延伸可能な温度に保持したままの状態で延伸成形を行う延伸成形工程とからなるものである。
一般に、装置の規模などによっても異なるが、プリフォーム成形工程の終了時(プリフォームを成形型からの取り出し時)から延伸成形終了時(プリフォームの成形部の延伸成形型への接触時)までの時間は、大まかにいって、10〜30秒程度である。
【0025】
1.原料樹脂;
本発明において、容器の製造に用いる原料樹脂としては、不活性ガスの含浸が可能である限り特に制限されず、それ自体公知の熱可塑性樹脂を使用することができる。例えば、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリ1−ブテン、ポリ4−メチル−1−ペンテンあるいはエチレン、プロピレン、1−ブテン、4−メチル−1−ペンテン等のα−オレフィン同志のランダムあるいはブロック共重合体、環状オレフィン共重合体などのオレフィン系樹脂;エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体、エチレン・塩化ビニル共重合体等のエチレン・ビニル系共重合体;ポリスチレン、アクリロニトリル・スチレン共重合体、ABS、α−メチルスチレン・スチレン共重合体等のスチレン系樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、塩化ビニル・塩化ビニリデン共重合体、ポリアクリル酸メチル、ポリメタクリル酸メチル等のビニル系樹脂;ナイロン6、ナイロン6−6、ナイロン6−10、ナイロン11、ナイロン12等のポリアミド樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、及びこれらの共重合ポリエステル等のポリエステル樹脂;ポリカーボネート樹脂;ポリフエニレンオキサイド樹脂;ポリ乳酸など生分解性樹脂;などを単独で或いは2種以上をブレンドして用いることができる。特に、この成形体を容器の成形に用いる場合には、オレフィン系樹脂やポリエステル樹脂が好適であり、中でもポリエステル樹脂、特にポリエチレンテレフタレート樹脂(PET)は、容器用の樹脂としては最適であり、本発明の発泡延伸容器にも最も好適に使用される。
もちろん、リサイクル適性を気にしなければ、着色剤やバリア等の機能性付与を目的とした添加剤の配合も可能である。
【0026】
2.不活性ガスの含浸;
上記の樹脂の溶融物に含浸させる不活性ガスは、発泡剤として機能するものであり、一般に、窒素ガスや炭酸ガスなどが使用される。
【0027】
不活性ガスを上述した樹脂溶融物に含浸するには、以下に述べるプリフォーム成形工程で用いる射出成形機を利用し、この射出成形機の樹脂混練部(或いは可塑化部)で加熱溶融状態に保持されている樹脂に所定圧力で不活性ガスを供給することにより行われる。即ち、この方法によれば、射出成形機中でガスの含浸を行うことができ、容器用プリフォームを成形する過程で効率よく不活性ガスを含浸させることができる。
【0028】
尚、このときのガスの含浸量を調節することにより、加熱により生成する発泡セルの個数等を調整することができる。例えば、ガス圧を高くし、ガス圧下での混練時間を長くするほど、ガスの含浸量を多くし、発泡セルの数を増大させることができるが、反面、発泡をコントロールすることが困難となり、例えば容器用プリフォームの成形時に発泡を生じてしまい、最終的に得られる容器の表面平滑性が損なわれてしまうなど、発泡による不都合も生じ易くなるので、不活性ガスの含浸量は適度な範囲に設定すべきである。
【0029】
3.プリフォームの成形;
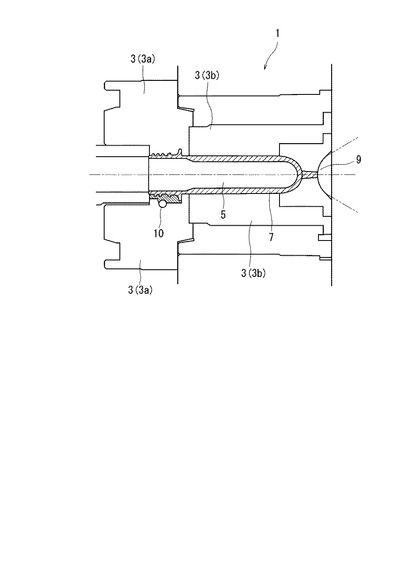
本発明において、上記のようにしてガスが含浸した樹脂溶融物は、射出成形によって高圧に保持された金型内に射出充填される。この射出プロセスを説明するための図2を参照して、全体として1で示す射出金型は、冷却保持されているシェル金型3とコア金型5とを有しており、これら金型3,5によりキャビティ7が形成され、キャビティ7には、射出成形機(図示せず)に連なる射出ノズル9から樹脂溶融物が射出充填されるようになっている。また、キャビティ7には、ガス口10が連通している。
【0030】
即ち、射出ノズル9から不活性ガスが含浸されている樹脂溶融物をキャビティ7内に射出充填し、キャビティ7内の樹脂溶融物を冷却固化することにより、樹脂溶融物はキャビティ7により形成される形状に賦形されるわけである。
【0031】
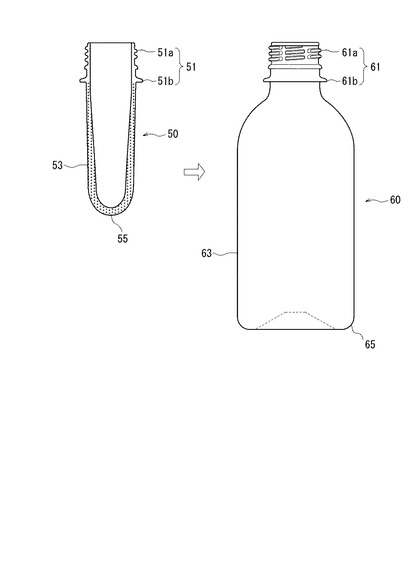
例えば、図3に示されているように、上記の射出成形により成形される容器用プリフォーム50は、口部51と成形部52とからなっており、成形部52は、後述するブロー成形によって延伸成形される部分であり、胴部53と、胴部53に連なる底部55とからなっている。
また、口部51は、延伸されない部分であり、キャップと螺子係合する螺子部51aと、搬送等に利用するサポートリング51b(成形される容器のタイプによってはサポートリング51bが無いものもある)とを有している。従って、このようなプリフォーム50をブロー成形して得られる容器60は、プリフォーム50の口部に対応する口部61、プリフォームの成形部52に対応する胴部63及び底部65を有しており、口部61は、プリフォーム50の口部51と同様、螺子部61a及びサポートリング61bを有している。
このような形状から理解されるように、プリフォーム50(及び容器60)の口部51(容器60の口部61)での発泡は避けなければならない。発泡による寸法安定性の低下、強度低下、表面平滑性等の低下は、キャップとの係合不良やシール性の低下をもたらすからである。キャップとの係合不良やシール性の低下を避けるためには、螺子部51a(容器61の61a)の発泡はとくに避けるべきである。
【0032】
上記のようなプリフォーム50を成形するため、図2で示されているキャビティ7を形成するシェル金型3は、口部51に対応する口部金型3aと、成形部52(胴部53及び底部55)に対応する成形部金型3bとに分けられている。
【0033】
ところで、本発明においては、ホットパリソン法により容器60を製造するため、キャビティ7内に保持されているプリフォーム50の成形部52(特に器壁中心部)は、延伸成形可能及び発泡可能な温度に維持されていると同時に、プリフォーム50の口部51では、発泡が生じないような低い温度に保持されていなければならない。このように口部51に相当する部分は、成形部52に相当する部分よりも低い温度に維持することが必要であるため、口部51に対応する口部金型3aの冷却能力は、成形部52に対応する成形部金型3bの冷却能力よりも高く設定しておくことが必要である。例えば、図示されていないが、口部金型3a内を通っている冷却管の導入される冷却媒体の温度は、成形部金型3b内の冷却管に通される冷却媒体の温度よりも低く設定される。冷却水の流量や冷却穴の形状の最適化も有効である。
【0034】
尚、上記のように口部51に対応する部分が強冷却され且つ成形部52に対応する部分が弱冷却されるのであれば、シェル金型3は、上記のような割型でなくともよい。
また、成形部52は、その器壁中心部が延伸成形可能な温度に保持されていることが必要であるが、外表面部分及び内表面部分の温度を延伸成形可能な温度以上に維持することは必ずしも必要ではない。例えば、外表面部分は、後述する延伸成形工程にプリフォームが導入されるまでの間に、中心部からの伝熱により延伸成形可能な温度に昇温し得るのであれば、延伸成形可能な温度よりも低温領域まで冷却されていてもよい。また、内表面部分は、キャビティ7からプリフォームを取り出した後に選択的に加熱されて発泡が行われるため、少なくともキャビティ7内での発泡が抑制される程度の温度であればよい。この点ついては後述する。
【0035】
また、本発明においては、樹脂溶融物の射出にあたって、ガス口10からキャビティ7内に、窒素ガス、炭酸ガス、エアー等が供給され、キャビティ7内を高圧に保持しておく。このように高圧に保持されたキャビティ7内にガスが含浸された樹脂溶融物を充填していくことにより、キャビティ7内を溶融樹脂が流動していく際の破泡を有効に抑制することができ、このような破泡によるスワールマークの発生を防止し、平滑度の高い表面を有する成形体を得ることができる。
【0036】
例えば、ガス含浸樹脂溶融物をキャビティ7内に充填していくと、キャビティ7内を流れていく樹脂溶融物の先端部分に溶解しているガスは、キャビティ7内空間との圧力差によって膨張し、破泡を生じる。即ち、樹脂溶融物は、先端部が破泡した状態でキャビティ7内を流れていくこととなり、この状態が金型表面に転写され、金型表面での冷却固化により、得られるプリフォーム50の表面にはスワールマークが発現し、表面荒れを引き起こす。しかるに、上記のようなガスをキャビティ7内に供給し、キャビティ7内を高圧に保持しておくことにより、樹脂溶融物の流動中の破泡を有効に防止することができ、スワールマークなどによる表面荒れを有効に回避することができるのである。
【0037】
本発明では、さらに樹脂溶融物の射出を継続して行うことにより保圧が加えられる。即ち、この保圧によって、キャビティ7内での発泡を有効に防止することが可能となるのである。
【0038】
上記のようにしてキャビティ7内に射出充填された樹脂溶融物は、保圧をかけた状態で保持され、口部金型3aと成形部金型3bとで冷却されて容器用プリフォーム50の形状に賦形され、次いで、冷却しているシェル金型3(口部金型3aと成形部金型3b)及びコア金型5を開放して、成形された容器用プリフォーム50が取り出される。
【0039】
このように、本発明においては、高圧下に保持されているキャビティ7内にガス含浸樹脂溶融物を充填し、さらに保圧を加えることにより、スワールマークが無く、高い表面平滑度を有する容器用プリフォーム50を賦形することができるばかりか、発泡剤であるガスを含浸していながら、その発泡を有効に抑制することができる。
【0040】
上記のように射出成形を行うにあたって、キャビティ7内の圧力は、特に制限されるものではないが、一般には1.0MPa以上の範囲に保持し、このような圧力に保持されているキャビティ7内に樹脂溶融物を射出充填することが好ましい。この圧力が小さいと、樹脂溶融物の流動時における破泡を効果的に抑制することができず、スワールマークが発生してしまい、また、表面の平滑度も低いものとなってしまう。
【0041】
また、保圧の程度(保圧圧力及び時間)は、発泡を確実に抑制し得るように、不活性ガスの含浸量や樹脂温度等に応じて適宜設定されるが、口部での発泡を確実に防止するため、軽量化率が0%となるように設定するのがよい。この軽量化率は、下記式により実験的に求めることができる。
軽量化率=[(M0−M1)/M0]×100
式中、
M0は、不活性ガスを含浸させずにヒケ等の成形不良がないように条件設定して
射出することにより得られたプリフォームの重量を示し、
M1は、不活性ガスを含浸させて得られたガス含浸プリフォームの重量を示す、
で表される。即ち、保圧圧力を大きくするほど軽量化率は低下し、また、保圧時間を長くするほど、軽量化率は低くなるので、これを利用して、軽量化率が0%となるように保圧条件を設定することができる。
【0042】
4.発泡;
上記のようにしてキャビティ7内にガスが含浸した樹脂溶融物を射出充填することによりプリフォーム50が賦形され、該プリフォーム50が所定の温度まで冷却された後、保圧が解除され、次いでシェル金型3(口部金型3aと成形部金型3b)及びコア金型5を開放し、キャビティ7内から該プリフォーム50を取り出すが、ホットパリソン法では、このプリフォーム50の成形部52の温度が延伸成形可能な温度に維持されているうちに、これを延伸成形工程に導入する。即ち、コールドパリソン法では、直ちにプリフォーム50を延伸成形工程に導入するわけではないため、十分に金型冷却された後にキャビティ7内からプリフォーム50が取り出されるが、ホットパリソン法では、成形部52の器壁中心部が少なくとも延伸成形可能な温度(ガラス転移温度以上である)に維持されていなければならないのであり、これが、ホットパリソン法とコールドパリソン法の大きな違いである。
【0043】
尚、成形部52の器壁の外表面及び内表面温度は、必ずしも延伸成形可能な温度に維持されている必要はない。例えば、成形部52の外表面は、キャビティ7内からプリフォーム50を取り出した後においても、プリフォーム50を延伸成形工程に導入するまでの短い時間(10〜30秒程度)であれば、器壁の中心部からの伝熱によって昇温するからである。また、成形部52の内表面は、キャビティ7内からプリフォーム50を取り出した後に選択的に加熱されるからである。
【0044】
ところで、上記のプリフォーム50中には、発泡のための不活性ガスが溶解しているため、キャビティ7内からプリフォーム50を取り出すに先立って保圧を解除した段階で、プリフォーム50の温度が発泡開始温度よりも高い温度に維持されていると発泡を生じることとなる。即ち、外圧との圧力差により樹脂中(プリフォーム50中)に溶解しているガスが膨張し且つガスと樹脂との相分離によって気泡(発泡セル)が成長していくわけである。
【0045】
本発明においては、このような発泡は、プリフォーム50の成形部52で選択的に行い、口部51での発泡を避けなければならない。
【0046】
このために、前述したキャビティ7内において、プリフォーム50の口部51は、保圧を解除する時点で発泡開始温度よりも低い温度まで冷却されていることが必要である。この場合、口部51の外表面及び内表面は、それぞれシェル金型3(口部金型3a)及びコア金型5に接触しているが、その内部中心部は、これらの金型に接触していないため、内部中心部の温度は、外表面及び内表面の温度よりも高い。従って、口部51での発泡を防止するためには、その内部中心までが発泡開始温度以下となるまで保圧をかけながら冷却しなければならない。保圧が不十分な状態で冷却すると、冷却による樹脂収縮にともない樹脂圧力が低下し、発泡が生じてしまうこともある。
このために、本発明においては、前述したように、口部51を冷却する部分の金型として冷却能の大きなものを使用し、口部51を強冷却するわけである。
【0047】
尚、発泡開始温度は、樹脂のガラス転移温度(Tg)よりも高い温度であり、不活性ガスの含浸量等によっても異なるが、通常、ガラス転移温度(Tg)よりも5乃至15℃程度高い温度である。
また、発泡開始温度に達しても、実際に気泡が多数生成し成長するまでにはある程度の時間を要する。ホットパリソン法による延伸成形において、キャビティからプリフォームを取り出して延伸成形するまでの時間が例えば10〜30秒程度の場合、実質の発泡開始温度は、ガラス転移温度(Tg)よりも15乃至25℃程度高い温度となる。
【0048】
一方、プリフォーム50の成形部52は、延伸される部分であるため、少なくとも延伸可能な温度に維持されていなければならないが、この成形部52で発泡を行う必要がある。従って、前述したキャビティ7内での冷却によって樹脂の融点以下の温度に冷却されるものの、成形部52の中心部は延伸可能な温度であって且つ発泡可能な温度(前述した発泡開始温度以上)に維持されていなければならない。
尚、延伸成形可能な温度は、前述した発泡可能な温度と同様、樹脂のガラス転移温度(Tg)よりも高い温度であり、一般に、ガラス転移温度(Tg)よりも5乃至15℃程度高く且つ樹脂の融点未満の温度範囲である。
【0049】
さらに、上記のように、キャビティ7内において成形部52の中心部では、発泡可能な温度に維持されているが、その外面及び内面は、発泡開始温度よりも低い温度に冷却されていることが必要である。即ち、プリフォーム50の成形部52の外面及び内面が発泡開始温度以上に維持されていた場合、プリフォーム50をキャビティ7から取り出した瞬間から(或いは保圧を解除した段階で)、その外面及び内面で発泡を生じてしまい、特に容器の外面については要求される表面平滑性が損なわれ、最終的に形成される容器の外観低下を生じてしまう。また、内面については、後述する加熱によって内面表層部に著しく粗大な発泡セルが形成されてしまい、結局、最終的に得られる容器60の成形部52に対応する胴部63や底部65での強度低下をもたらすばかりか、外面での外観低下も生じてしまうからである。
【0050】
従って、本発明においては、プリフォーム50をキャビティ7から取り出すときには、プリフォーム50の外面及び内面は、口部51及び成形部52の何れにおいても発泡開始温度よりも低い領域にまで冷却されているが、その中心部までもが発泡開始温度よりも低い温度まで冷却されているのは、口部51のみであり、成形部52では、その中心部の温度は発泡開始温度以上に維持されている。
【0051】
即ち、上記のような温度分布を生じるように冷却を行うため、口部金型3aの冷却能力を高め、プリフォーム50の口部51は、冷却能力の高い口部金型3aとコア金型5とによって強冷却が行われ、その中心部及び内外表面の全てが発泡開始温度よりも低い温度となるまで冷却され、プリフォームの成形部52については、冷却能力の弱い成形部金型3bとコア金型5によって口部51に比して弱冷却され、その内外表面は、発泡開始温度よりも低い温度に冷却されるが、その中心部は発泡開始温度以上となる温度に維持されるのである。
【0052】
このように、冷却時間(キャビティ7内での保持時間)を、口部金型3a、成形部金型3b及びコア金型5の冷却能力等によって調整して冷却を行って上記の温度分布を形成した後、キャビティ7から成形されたプリフォーム50を取り出すことにより、プリフォーム50に加えられていた外圧が除かれ、発泡開始温度よりも高い温度に維持されている成形部52の中心部(即ち、器壁の厚み方向中心部)から発泡が開始する。
尚、この場合、中心部の温度やガス溶解量によっては、保圧を解除した時点で発泡が開始することもある。
【0053】
ところで、発泡が始まると同時に、成形部52の中心部から外面及び内面に向かっての伝熱により、発泡可能な温度となっている領域が徐々に外面側及び内面側に広がっていく。この結果、発泡が徐々に成形部52の中心部から外面側及び内面側に向かって進行していくこととなる。
しかるに、本発明においては、このような中心部からの発泡と同時に、プリフォーム51の内面側から加熱を行い、プリフォーム51の内面を発泡開始温度以上とすることにより、プリフォーム51の内面側からも発泡を進行させることが必要であり、これにより、発泡セルが容器壁中心から内面側に偏在する発泡構造を発現させることができる。
【0054】
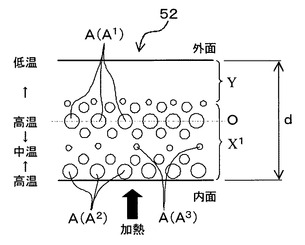
このようにして発泡が行われたプリフォーム50の成形部52での断面の一例を図4に示した。
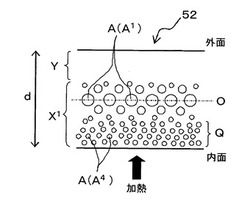
即ち、発泡によって球形に近い形状の発泡セルAが形成されるが、図4から理解されるように、プリフォーム51の内面側から加熱を行った場合、成形部52の内面側から外面側に向かっての相対的な温度分布は、中心部O及び内面が高温部となり、中心部Oと内面との間の部分が中温部となり、外面が最も低温となる。即ち、このような温度分布にしたがって、中心部O及び内面側に存在する発泡セルAの径は大きく、中心部Oと内面との間の部分や中心部Oから外面側に形成される発泡セルAの径は、小さくなり、さらに、外面側には、発泡セルAが存在していない層が形成される。
例えば、図4において、内面から中心部Oよりもやや外面側までの領域が、発泡セルAが存在している発泡層X1となっており、少なくとも中心部Oから内面の全体にわたって発泡セルAが分布しており、その外面側が発泡セルが存在していない非発泡層Yとなっている。
【0055】
ところで、上記のように成形部52の中心部Oを発泡開始温度以上に保持し且つ内面側から加熱して発泡を行うと、場合によっては外面にまで発泡が進行してしまう。このように、外面にまで全体的に発泡が生じてしまうと(即ち、非発泡層Yが形成されない)、表面平滑性が損なわれ、容器の外観特性が損なわれ、さらには容器の強度、ガスバリア性等の特性も損なわれてしまう。従って、キャビティ7からプリフォーム50を取り出した後には、成形部52の中心部からの伝熱により周辺部の温度が上昇するものの、成形部52の外面での温度は、以下に述べる延伸成形終了までの間(一般に数十秒間である)、発泡開始温度よりも低い温度に保持されていることが必要である。
【0056】
上記のような温度調整のためには、例えば成形部52の外面温度を、延伸成形可能な温度範囲であることを条件として、できるだけ低温まで冷却しておくことが好ましい。さらに、キャビティ7からプリフォーム50を取り出しした後、延伸成形工程まで該プリフォーム50を搬送する間(この間に発泡が行われる)、冷風等を外面に吹き付けることにより、外面の温度が発泡開始温度以上に昇温することを防止することもできる。さらに、プリフォーム50の成形部52の肉厚dを比較的厚く、例えば2.5mm以上の厚みに設定することも、成形部52の中心部Oと内外面との温度差を大きくするには効果的である。
【0057】
また、発泡層X1や非発泡層Yの厚みは、最終的に得られる発泡延伸容器の用途等に応じて適宜の範囲に設定される。これらの層の厚みは、キャビティ7内から取り出すときの成形部52の中心部の温度或いは外面の温度により調整することができる。
即ち、成形部52の中心部の温度が発泡開始温度に近い温度であれば、この中心部Oの温度は、キャビティ7からプリフォーム50を取り出してから短時間で発泡開始温度よりも低い温度に降下して発泡が停止し(或いは中心部Oから発泡開始温度以上に昇温する領域が狭くなる)、従って、発泡層X1の厚みは薄く、非発泡層Yの厚みは厚くなる。
また、成形部52の外面の温度が低温であるほど、外面近傍の温度が発泡開始温度以上に上昇し難くなり、この結果、外面側に厚い非発泡層Yが形成されることとなる。
一般に、この非発泡層Yの厚みは、成形部52の肉厚dの10乃至35%程度の範囲であることが、発泡による外観特性の低下等を有効に回避しつつ、発泡による利点が最大限に活かされた発泡延伸容器を得る上で好適である。
【0058】
尚、上記のような発泡によって形成される成形部52の中心部Oでの発泡セルA1(延伸前)の径(円相当径)は、平均して10乃至300μm程度であり、且つ中心部Oの発泡セルA1でのセル密度が1×104cells/cm以上であることが、発泡による適度な遮光性を確保する上で好適である。このようなセル径やセル密度は、不活性ガスの含浸量や冷却時間等の冷却条件或いは発泡時間(時間)により調整することができる。
尚、中心部Oの発泡セルA1とは、図4に示されている中心線Oに重なって存在している発泡セルを意味する。
【0059】
また、中心部Oでの発泡セルA1の径が最大であることが好ましく、従って、内面表層部に分布している発泡セルA2の径は、中心部Oでの発泡セルA1の径以下であることが好ましい。即ち、内面表層部に分布している発泡セルA2の径が過度に大きくなってしまうと、発泡セルAの個数が減少するばかりか、発泡による強度低下や成形不良、ガスバリア性の低下などが大きくなってしまうからである。
【0060】
さらに、図4では、発泡セルA2の径は、中心部Oでの発泡セルA1の径と同程度となっており、従って、内面の表層部と中心部Oとの間には、両者よりも小径の発泡セルA3が層状に分布した発泡構造が形成されている。
このような発泡構造を有する発泡プリフォーム50では、発泡セルAが多く形成され、しかも発泡セルA同士の重なりも多いため、遮光性に優れた発泡延伸容器の製造に極めて有利である。
【0061】
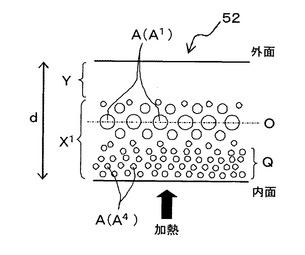
また、内面加熱の条件を変更することにより、図4とは異なる発泡構造のプリフォーム50を形成することもできる。
例えば、図4に比して内面加熱の程度をマイルドに設定し、加熱温度を低くする(例えばガラス転移点Tgに近い温度に加熱する)ことにより、図5に示すように、内面表層部に微細な発泡セルA4を多く、且つ高密度で形成することができる。このような場合にも、中心部O及び内面表層部からの伝熱によって発泡セルが形成されていくため、中心部Oに最も大径の発泡セルA1が分布し、少なくとも中心部Oから内面表層部の全体にわたって発泡セルAが形成されると共に、内面表層部側にはかなり多数の小さな発泡セルA4が分布することとなる。このような発泡構造のプリフォームから得られる発泡延伸容器では、特に短い長さの発泡セルが内面側に極めて多数形成され、遮光性が一層向上したものとなる。
【0062】
例えば、図5において、成形部52の内面表層部を含む領域Qは、この部分での全厚みdの約25%の厚みを有するものであるが、かかる領域Qでの平均セル径は 5乃至100μm程度であり、且つ該領域Qでのセル密度は1×105乃至1×108cells/cm3の範囲にあることが好ましく、これにより、発泡領域での遮光性が一層向上した発泡延伸容器を得ることができる。
【0063】
尚、プリフォーム50の内面側からの加熱は、例えば、キャビティ7から取り出されたプリフォーム50内に、高周波誘導加熱等により加熱した鉄心等の棒状金属を挿入し、プリフォーム50を延伸成形工程にまで搬送することにより容易に行うことができる。
【0064】
5.延伸成形及び容器;
本発明においては、キャビティ7から取り出されたプリフォーム50は、その成形部52の温度が延伸成形可能な温度に保持されているうちに、ブロー成形等の延伸成形に付され、これにより、図3に示されているように、プリフォーム50に対応して、螺子部61aとサポートリング61bとを有している口部61と、胴部63及び底部65とを有する発泡延伸容器60が得られる。
即ち、かかる容器においては、胴部63及び底部65がプリフォーム50の成形部52に相当しており、この部分が、前述した発泡セルAが存在している発泡領域となっており、一方、口部61は、発泡セルAが全く存在しない非発泡領域となっている。
【0065】
本発明は、ホットパリソン法を利用して延伸成形容器を成形するものであり、プリフォームの成形から延伸成形容器の成形までが連続して行われる、従って、本発明において採用される延伸成形としては、通常、それ自体公知のブロー成形が採用されるが、成形される容器形状が、容器の取り出し口となり且つキャップや蓋体などが装着される口部を有するものであれば、プラグアシスト成形に代表される真空成形などを適用することも勿論可能である。
【0066】
ガラス転移点(Tg)以上で融点未満の範囲の延伸成形可能な温度範囲に成形部52が保持されているプリフォーム50を延伸に付すると、成形部52の器壁が引き伸ばされると同時に発泡セルAも引き伸ばされることとなる。
【0067】
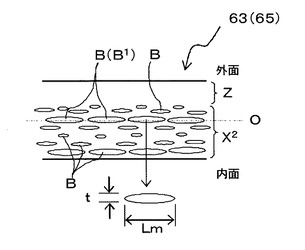
例えば、図4に示された発泡構造の成形部52を有する発泡プリフォーム50を延伸成形することによって得られた発泡延伸容器60の成形部(胴部63、底部65)での最大延伸方向に沿った断面を図6に示した。
図6から理解されるように、延伸によって、前述した発泡セルAは延伸方向に引き伸ばされ、偏平状の発泡セルBとなり、このような偏平状発泡セルBによって、発泡層X2が形成されている。
また、容器の外面側には、プリフォーム50に対応して、発泡セルBが存在していない非発泡層Zが形成される。
【0068】
このような延伸成形、即ち、発泡セルの偏平化によって、発泡セルAのかさなり度合いが増し、その遮光性が著しく高められる。特に、本発明では、前述したプリフォーム50の内面側の加熱により発泡セルAの数が著しく増大しているため、その遮光性は著しく高く、高い遮光性に由来して、発泡領域となっている胴部63や底部65の白色度も極めて高いものとなっている。
【0069】
また、前述したプリフォーム50では、発泡セルAは、中心部Oに存在するものの径及び内面に存在する発泡セルAの径が相対的に大きく、中心部Oと内面との間に存在する発泡セルAの径が中間の大きさであり、中心部Oから外面側にいくほど発泡セルAの径は小径となっており、このような発泡セルAの径分布に対応して、延伸によって偏平化された偏平状発泡セルBは長さ分布を有する。即ち、図6に示されているように、中心部Oに存在するものの長さ及び内面に存在する偏平状発泡セルBの長さが長く、中心Oと内面との間に存在する偏平状発泡セルBや外面側に位置している偏平状発泡セルBの長さは相対的に短い。
【0070】
上述した図6に示す発泡構造を有する本発明の容器60においては、上記のように延伸されている胴部63及び底部65における偏平状発泡セルBの長さ分布等は、所定の発泡セル数が確保され、所定の遮光性(例えば、可視光に対しての光線透過率(波長500nmにおける全光線透過率)が20%以下)が達成される限り特に制限されないが、例えば中心部Oに位置する偏平状発泡セルB1の長さLm(最大延伸方向に沿った長さ)が1000μm以下であり、且つ厚みtが100μm以下程度なるように、プリフォーム50に形成される球形状の中心部発泡セルA1の大きさを考慮して、延伸倍率等の延伸条件を設定して延伸を行うことが好適である。即ち、偏平状発泡セルBの大きさを上記範囲内とすることにより、発泡領域の全体にわたって高い遮光性を発現させ、且つ発泡による強度低下やガスバリア性の低下を有効に回避することができる。また、発泡による軽量化を低減させる上でも有利である。
例えば、軸方向(高さ方向)及び周方向の二軸方向に延伸されるブロー成形では、通常、この方向での延伸倍率が2乃至4倍程度となるように延伸され、軸方向のみについて一軸方向に延伸が行われるプラグアシスト成形などでは、この方向での延伸が最大延伸方向となり、上記と同様の延伸倍率で延伸を行って、上記のような大きさの偏平状発泡セルB1が形成されるようにするのがよい。
【0071】
また、本発明の発泡延伸容器においては、プリフォーム50の成形部52に温度分布を形成することから、成形部厚みが2.5mm以上の厚肉のプリフォーム50から得られるものであることが好ましく、従って、延伸倍率の高い中型や大型の容器の場合、この発泡延伸容器の胴部壁63の厚みが0.3mm以上であり、あまり延伸をしない小型の容器の場合は、容器壁の厚みが2mm以上とすることも可能である。
さらに上記のような厚肉容器において、非発泡層Zの厚みは、該容器壁の胴部63の厚みの10乃至35%、特に15乃至25%の範囲にあることが好ましい。このような非発泡層Zの厚み調整により、発泡による不利益を有効に回避しながら、遮光性の向上、軽量化及びリサイクル性など、発泡による利点を最大限に活用することができる。この厚みが薄いと、容器壁の全体に偏平状の発泡セルBが分布している状態になり、強度やガスバリア性が損なわれ、また外観特性が損なわれることもあるからである。
【0072】
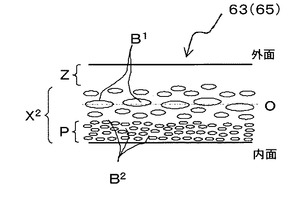
さらに、図7には、前述した図5の発泡構造が成形部52に形成されているプリフォーム50から得られた発泡延伸容器の発泡領域の構造が示されている。
図7においては、図5の内面表層部Qに相当する領域Pが表層部に形成されており、微細な長さの発泡セルB2が高密度で形成されている。このような領域Pが発泡領域に形成されている発泡延伸容器では、その遮光性はさらに高められており、例えば、可視光に対しての光線透過率が15%以下とさらに低減されている。
【0073】
また、延伸成形に際しては、プリフォーム50の口部51は延伸されない部分であるため、加熱されることはなく、従って、この部分が発泡開始温度以上に加熱されることはなく、得られる容器60の口部61は、発泡セルが全く存在していない非発泡領域となる。このため、発泡による口部61の低強度化や粗面化を有効に回避することができ、キャップによる密封性やキャップとの係合性、金属箔などのシール箔との接着性などが発泡により阻害されず、有効に確保される。
【0074】
このように、本発明の発泡延伸容器は、ホットパリソン法により製造されるものであるが、このようなホットパリソン法を用いていながら、口部の発泡が確実に防止されるため、その実用性が極めて高く、これは本発明の最大の利点である。
【0075】
さらに、本発明の発泡延伸容器は、ホットパリソン法により製造されるものであり、熱の有効利用を図ることができるため、特に厚肉の容器に極めて有効に適用される。コールドパリソン法では、厚肉のプリフォームを延伸するために多大の熱エネルギーを要するが、本発明では、成形されたプリフォームを延伸可能温度に維持したままの状態で発泡及び延伸が行われるため、プリフォームの加熱が必要ないからである。
【0076】
また、本発明の発泡延伸容器60では、発泡領域の表面には非発泡層Zが存在しており、さらに成形時の破泡などによるスワールマークの発生も有効に防止されており、その表面の平滑性は極めて高く、その商品価値は高い。
かかる容器は、調味料、シャンプーなどの洗剤に加え、化粧品などの高級感を要求される分野での容器として極めて有用である。勿論、飲料等の分野でも使用できることはいうまでもない。
【実施例】
【0077】
本発明を次の実施例で説明する。
【0078】
図1は実施例の発泡延伸容器の製造方法の全体のプロセスを示す図である。射出成形機には加熱筒の途中から発泡ガスを供給・混練可能ないわゆる発泡射出機を用いた。図2は、容器用プリフォームを成形するための金型の概略図である。金型冷却は口部と胴部でそれぞれ異なる温度に設定できるようになっている。すなわち、口部の冷却は図2の3(a)の金型に流れる冷却水の温度で制御し、胴部の冷却は図2の3(b)、5と底部を形成する金型に流れる冷却水の温度で制御できる。
【0079】
除湿乾燥機で十分乾燥させた市販のボトル用PET樹脂(固有粘度:0.84dl/g)を射出成形機のホッパに供給し、さらに射出成形機の加熱筒の途中から発泡剤として窒素ガスを供給し、PET樹脂と混練して溶解させた。次いで、射出成形し、試験管形状のプリフォームを得た。なお、射出成形時には、充填開始に先立ち金型内に高圧エアを供給し、充填時の発泡を抑制した。
【0080】
射出成形条件として充填保圧条件と型内冷却時間を調整し、プリフォーム取り出し時のプリフォーム温度や発泡状態を制御した。なお、充填保圧時間は、充填時間と保圧時間の合計時間で定義される。
射出成形金型から取り出されたプリフォームは、プリフォーム温度を調整させるために10から30秒程度のアニール過程を経て、500mlのボトルへ延伸ブロー成形される。このとき、縦横の延伸倍率はそれぞれ約3倍である。
【0081】
実施例および比較例に記した評価は次の方法にしたがって実施した。
【0082】
(1)発泡状態:
ブロー成形直前のプリフォームを抜き取り、水冷して発泡を停止させた。その後、口部および胴部(中央部)の発泡状態を、目視あるいは電子顕微鏡による断面観察により確認した。延伸ブロー成形後のボトルについては、胴部中央付近を切り出し、最大延伸方向断面の発泡セルの様子を電子顕微鏡で観察した。
(2)遮光性能評価:
得られたボトルの胴部中央付近を切り出し、分光光度計((株)島津製作所UV−3100PC)を用い、積分球式測定法により、波長500nmにおける全光線透過率を測定した。
【0083】
<実施例1>
発泡射出成形機のホッパからPET樹脂を投入して加熱溶融させながら、加熱筒の途中から樹脂量に対して0.13wt%の窒素ガス発泡剤を供給し、500mlボトル用のプリフォーム(31g、全長110mm、胴部最大肉厚約4.2mm)を成形した。この際、充填開始に先立ち金型内を5MPaの高圧エアで満たし(いわゆるカウンタープレッシャー法)、充填完了とほぼ同時に脱圧した。
金型冷却水温度は、口部を15℃、胴部を25℃に設定した。充填保圧は、圧力50MPa、時間20秒(この内、充填時間は約3秒)とし、保圧完了後の金型内での冷却時間は1秒とした。
射出成形後、金型から取り出した直後からプリフォーム胴部で発泡が開始する様子が観察できた。そのプリフォームを室温で10秒間保持し、プリフォーム表面温度を接触式温度計でピーク温度を測定するとともに、水冷して発泡を停止し断面観察を行った。
ボトル成形する場合には、射出成形金型から取出したプリフォームをただちに延伸ブロー成形機に搬送し、再加熱を行った。再加熱は、内面側の加熱については高温に加熱した鉄芯をプリフォーム内部に挿入してプリフォーム胴部内表面に対して10秒間の加熱を行った。外面側については、赤外線ヒータを用い、外層側に発泡セルが生じず、かつ延伸可能な温度を維持できるよう保温程度の弱い加熱を行った。再加熱に続いて、延伸ブロー成形によりボトル形状の容器を成形した。
【0084】
金型から取出し後のプリフォームの胴部ピーク温度は外面88℃、内面100℃であり、延伸成形可能な温度であった。
再加熱後のプリフォーム外観を図8−aに示す。この外観写真にから明らかのように、口部には発泡セルがまったく見られず、胴部には発泡セルが形成されていた。胴部発泡部の断面写真を図9−aに示す。外層にはプリフォーム厚みに対しておよそ25%の非発泡層があり、中心部および内層には発泡セルが形成されていた。中心部(全体厚みの約50%)の発泡セルは平均セル径が84μmであり、外面および内面に向かって小径になっていた。また、内層(全体厚みの約25%)には平均セル径が45μmの発泡セルが高密度で分布していた。この内層側の発泡セルは、後に記載する比較例1との比較から、射出成形後の内面側の再加熱により発泡が進行したものと考えられる。
【0085】
延伸ブロー後のボトルの写真を図10−aに示す。同図から明らかのように、口部は完全に非発泡で胴部および底部が発泡した容器が得られた。胴部の発泡構造は、図10−bに示すように、前述のプリフォームの発泡構造を延伸方向に伸ばしたような構造となっている。すなわち、外面に全体厚みの約25%の非発泡層が形成され、中心部および内層部には延伸方向に伸ばされた偏平状の発泡セルが形成されていた。また中心部の発泡セルが大きく、また内層側の発泡セルは中心部に比べて小さい状態だった。
また、得られたボトルは、外面に存在する厚い非発泡層の存在により、表面平滑で光沢感のある良好な外観を有していた。胴部の全光線透過率は11.3%であり、高い遮光性能を有していた。
【0086】
<実施例2>
実施例1のプリフォームの再加熱に関して、内面加熱の鉄芯温度を実施例1より高くし、かつ加熱温度を5秒に変更した以外は、実施例1と同様にしてプリフォームおよびボトルを成形した。
再加熱後のプリフォームは、実施例1と同様に口部が非発泡で、胴部が発泡していた。胴部については、外層に厚い非発泡層が形成され、中心部においては中心に大きな発泡セルがあり内外面に向かって発泡セルが小さくなっており、おおよそ実施例1と同様な状態であったが、内層部の発泡構造が実施例1とは異なっていた。すなわち、図4の模式図のごとく、実施例1と比べると内表面付近に比較的大きな発泡セルが形成されており、中心部と内表面の中間部分にもっとも小さな発泡セルが形成されていた。
このような発泡構造となった理由は、実施例1と比べて内面加熱の鉄芯温度が高かったために内表面の発泡セルが大きく成長したことと、再加熱時間が短かったために中心部と内表面の中間部分の温度がさほど高くならなかったことから発泡セルがあまり成長しなかったためと考える。
ボトルにおける発泡構造は、前述のプリフォームの発泡構造を延伸方向に伸ばしたような構造となっていた。また、ボトル胴部の全光線透過率は17%であり、高い遮光性能を有していた。
【0087】
<比較例1>
プリフォームを射出成形した後の再加熱をしなかった以外は実施例1と同様にしてボトルを成形した。プリフォームにおいて口部は非発泡であり、またプリフォーム温度は延伸成形に適した温度を有していた。また、図9−bに示すプリフォーム胴部の断面写真から明らかのとおり、外層に厚い非発泡層が形成され、中心部には大きな発泡セルが形成され内外表面に向かって小さな発泡セルとなっている点は、実施例1と同様であったが、内層には発泡セルが見られず、外層と同様な厚い非発泡層となっていた。
ボトル胴部の全光線透過率は28%であり、実施例に比べて遮光性能が劣っていた。
【0088】
<比較例2>
実施例1と同じ射出成形機を用い、プリフォーム成形金型を25g(全長約100mm、胴部最大肉厚約3.2mm)用に変更して500ml用プリフォームを成形した。このとき金型冷却水温度を口部10℃、胴部50℃とし、充填保圧を圧力20MPa、保圧時間を6秒、金型内冷却時間を0秒として、プリフォームを成形した。なお、充填保圧圧力20MPaは、発泡剤を含まない非発泡プリフォームを成形する時の標準的な圧力範囲であり、格別低い圧力ではない。
プリフォームを金型から取出した後、直ちに延伸成形機に搬送して、ボトルを成形した。
延伸成形直前に取出したプリフォームを水冷して発泡を停止した状態の外観写真を図8−bに示す。この写真からわかるように、プリフォームの胴部のみならず口部に発泡セルが形成されていた。得られたボトルにおいても当然口部が発泡しており、口部の外観が悪いのみならず、密封性や寸法安定性が懸念された。
【0089】
1:射出金型
3:シェル金型
(3a:口部金型、3b:成形部金型)
5:コア金型
7:キャビティ
9:射出ノズル
10:ガス口
50:プリフォーム
52:成形部
60:発泡延伸容器
63:胴部
65:底部
A:球形状発泡セル
B:偏平状発泡セル
X1、X2:発泡層
Y,Z:非発泡層
【技術分野】
【0001】
本発明は、不活性ガスが含浸されている樹脂溶融物を射出成形することにより得られる容器用プリフォームを延伸成形した発泡延伸容器に関するものであり、より詳細には、射出成形により得られたプリフォームを延伸可能な温度に維持したまま延伸成形が行われるホットパリソン法により製造される発泡延伸容器及びその製造方法に関するものである。
【背景技術】
【0002】
現在、ポリエチレンテレフタレート(PET)に代表されるポリエステルなどから成形された延伸成形プラスチック容器は、透明性、耐熱性、ガス遮断性等の特性に優れており、種々の用途に広く使用されている。
【0003】
一方、近年では、資源の再利用が強く求められ、このような特性に優れた延伸成形容器として、発泡延伸容器が知られている。即ち、発泡延伸容器では、着色剤を配合せず、発泡により遮光性を発現させることができるため、着色剤の配合により遮光性が付与されている容器に比して、そのリサイクル適性は格段に優れている。
【0004】
プラスチック成形体の発泡手段としては、炭酸ソーダなどの化学発泡剤を用いた化学発泡が古くから知られているが、現在では、このような化学発泡剤を使用せず、不活性ガスをプラスチック中に溶解させ、このガスを気泡に成長させるというマイクロセルラー技術による発泡が注目されている。かかる発泡技術は、物理発泡とも呼ばれ、化学発泡に比して気泡(発泡セル)をかなり小さく制御でき、しかも均一に分布させ得るという利点を有しているからである。
このようなマイクロセルラー技術による発泡を利用した発泡延伸プラスチック容器は、例えば本出願人により提案されている(特許文献1〜4)。
【0005】
また、延伸プラスチック容器の製造方法としては、コールドパリソン法とホットパリソン法とが知られている。
コールドパリソン法は、プラスチックの射出成形により容器用プリフォームを成形し、このプリフォームを一旦冷却し、この後にブロー成形などの延伸成形工程にプリフォームを移して延伸成形を行うことにより容器を製造するというものであり、射出成形によるプリフォームの成形工程と延伸成形によるプリフォームから容器への成形工程とが完全に分離独立しているため、各々の成形工程で最適な条件を設定でき、各成形工程を最高速度に設定できるなど、高速生産や量産の観点から極めて有利であり、さらに、プリフォームをストックでき、最終製品である容器を生産する場所を、プリフォームを生産する場所に依存せず、ユーザーの事情に応じて決定できるなどの利点もあり、特に飲料用のPETボトルなどは、その殆んどがコールドパリソン法によって生産されている。
一方、ホットパリソン法は、プラスチックの射出成形により成形された容器用プリフォームを冷却せず、延伸可能な温度に保持したまま、延伸成形工程に移行して延伸成形を行うことにより容器を製造するという方法である。即ち、この方法はプリフォームの成形に引き続いて連続的に延伸成形が行われるため、延伸成形に際して、成形直後のプリフォームが有する熱を利用することができ、熱エネルギーの有効利用の点で極めて有利であり、また設備費が安価であるという利点も有しており、プリフォームの加熱が難しいために、コールドパリソン法では適用が困難な厚肉容器の製造に有利である。ただし、この方法は、プリフォームの成形にほぼ連動して延伸成形が行われるため、延伸成形条件がプリフォームの成形条件(例えば成形速度)に依存するため、量産性や生産速度の点ではコールドパリソン法に劣るため、多品種小ロット製品(例えば調味液や洗剤などの容器)に適用されている。
【0006】
ところで、マイクロセルラー技術を利用した発泡延伸プラスチック容器は、ホットパリソン法に適用することは極めて難しい。
即ち、コールドパリソン法では、成形されたプリフォームを一旦冷却した後に延伸成形を行うため、プリフォームの成形工程と延伸成形工程との間に加熱による発泡工程を設けることができ、加熱条件を調整することにより、発泡の程度をコントロールすることができるが、ホットパリソン法では、プリフォームの成形に引き続いて延伸成形が行われるため、プリフォームの成形工程と延伸成形工程との間に独立した発泡工程を設けることができず、発泡をコントロールすることが極めて困難であるという問題があるためである。
例えば、発泡容器では、嵌め込みや螺子係合などによりキャップが固定される容器口部での発泡を抑制することが要求される。発泡による寸法変化、表面平滑性の低下や強度低下は、キャップによる密封性を低下せしめ、さらにはキャップと容器口部との係合を困難とするからである。
実際、特許文献5には、ホットパリソン法による発泡延伸プラスチック容器についての提案がなされているものの、容器口部の発泡抑制に関しては全く教示されておらず、従って、この発泡容器は極めて実用性に乏しい。
【0007】
また、本発明者等の研究によると、ホットパリソン法を用い、プリフォームの成形後からブロー成形の間に、該プリフォームが有している熱を利用して発泡を行い、続けてブロー成形を行ったところ、その遮光性に限界があり、十分に高い遮光性を得ることができないという問題があった。とくに、口部の発泡を抑制するために射出成形時に高い保圧圧力と長い保圧時間をかけると、胴部の内外層に厚い非発泡層が形成される傾向にある。その影響で中心部に形成される発泡層の厚みが小さくなるために、発泡セルによる光散乱が不十分になり高い遮光性能を得るのが難しい。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2006−321887号
【特許文献2】特開2008−94495号
【特許文献3】特開2009−234627号
【特許文献4】特開2009−262550号
【特許文献5】特公昭62−18335号
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って、本発明は、ホットパリソン法により得られ、口部の発泡が抑制されていると共に、発泡領域となる胴部等では高い遮光性を示す発泡延伸成形容器及びその製造方法を提供することにある。
本発明の他の目的は、上記の発泡延伸成形容器の製造に使用される容器用発泡プリフォーム及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明によれば、口部と該口部に連なる成形部とを有する樹脂一体成形品からなり、
前記成形部は、発泡セルを有する発泡領域となっており、前記口部は、発泡セルが存在しない非発泡領域となっていると共に、
前記発泡領域では、前記発泡セルが容器壁の内面側に偏在していることを特徴とする容器用発泡プリフォームが提供される。
【0011】
本発明の発泡プリフォームにおいては、
(1)前記発泡領域において、器壁の外面側には、発泡セルが存在しない非発泡層が形成されていると共に、器壁中心部に位置する発泡セルが最も大きな径を有していること、
(2)前記発泡領域において、器壁中心部から器壁内面の表層部にまで発泡セルが分布しており、器壁中心部と器壁内面の表層部との中間部分に、もっとも小径の発泡セルが層状に分布していること、
(3)前記発泡領域において、器壁中心部から器壁内面の表層部にまで発泡セルが分布しており、器壁内面の表層部には、最も小径の発泡セルが最も高密度で層状に分布していること、
(4)前記発泡領域において、器壁の厚みが2.5mm以上であり、該発泡領域に形成されている非発泡層の厚みが、該発泡領域での器壁の厚みの10乃至35%の範囲にあること、
が好ましい。
【0012】
本発明によれば、また、上記の容器用発泡プリフォームを延伸成形して得られ、該プリフォームの成形部から成形された胴部及び底部が発泡セルを有する発泡領域となっており、口部が発泡セルが存在しない非発泡領域となっており、
前記発泡領域では、前記発泡セルが容器壁の内面側に偏在していることを特徴とする発泡延伸容器が提供される。
【0013】
かかる発泡延伸容器は、前述した発泡プリフォームの構造に対応して、
(5)前記発泡領域において、容器壁の外面側には、発泡セルが存在しない非発泡層が形成されていると共に、容器壁中心部に位置する発泡セルが最も大きな長さを有していること、
(6)前記発泡領域において、容器壁中心部から容器壁内面の表層部にまで発泡セルが分布しており、容器壁中心部と容器壁内面の表層部との中間部分に、もっとも長さの短い発泡セルが層状に分布していること、
或いは
(7)前記発泡領域において、容器壁中心部から容器壁内面の表層部にまで発泡セルが分布しており、容器壁内面の表層部には、最も長さの短い発泡セルが最も高密度で層状に分布していること、
が好ましく、さらには、
(8)前記発泡領域において、容器壁の厚みが0.3mm以上であり、該発泡領域に形成されている非発泡層の厚みが、該発泡領域での容器壁の厚みの10乃至35%の範囲にあること、
が好ましい。
【0014】
このような本発明の発泡延伸容器は、前記可視光領域において、可視光に対する光線透過率が20%以下であり、極めて高い遮光性を示す。
【0015】
さらに、本発明によれば、前述した容器用発泡プリフォームの製造方法、具体的には、
不活性ガスが含浸されている樹脂溶融物を、金型キャビティ内に射出充填することにより口部と口部に連なる成形部とを有する形状の容器用発泡プリフォームを製造する方法において、
前記金型キャビティを形成する金型として、前記口部に対応する部分が前記成形部に対応する部分に比して冷却能力が高く設定されている金型を使用し、
前記樹脂溶融物の前記金型キャビティ内への射出充填は、前記金型キャビティ内を高圧に保持し且つ発泡が生じないように保圧をかけながら行われ、
前記口部は、前記保圧を解除した後にも発泡が生じないように前記金型によって強冷却され、
前記成形部は、保圧を解除した後の段階で器壁中心部から発泡が生じるが、該成形部の外表面及び内表面では前記金型が開放された段階では発泡が生じない程度に、該金型によって弱冷却され、
前記金型から取り出された前記成形部について、その内面側から選択的に加熱を行うことにより、器壁中心部からの発泡と共に、該成形部の内面側からも発泡を進行せしめることを特徴とする容器用発泡プリフォームの製造方法が提供される。
【0016】
前述した本発明の発泡延伸容器は、上記の製造方法により得られた容器用発泡プリフォームを、該成形部の器壁中心部の温度が延伸成形可能な温度範囲に維持されているうちに、延伸成形工程に搬送し、該プリフォームの成形部を延伸成形することにより製造される。
【発明の効果】
【0017】
本発明の発泡延伸容器は、ホットパリソンを適用しての容器用発泡プリフォームの延伸成形により得られるものであり、該プリフォームの成形部から形成される胴部及び底部は、発泡セルを有する発泡領域となっているが、容器口部が非発泡領域となっていること、即ち、ホットパリソン法で得られるものでありながら、発泡セルが容器口部に存在していないことが顕著な特徴となっている。
例えば、容器口部に発泡セルが存在していないため、発泡による寸法変化、強度低下或いは表面平滑性の低下など、キャップとの係合性やキャップによるシール性などの特性低下を有効に回避することができ、その実用性を確保することができる。従来提案されているホットパリソン法による発泡延伸容器の製造法では、容器口部での発泡を避けることができず、その実用性が阻害されていたが、本発明によって、容器口部での発泡を避けることができ、その実用性を確保できたことは、本発明の大きな利点である。
【0018】
また、本発明の発泡延伸容器では、発泡領域が存在する発泡領域(具体的には胴部及び底部)において、この容器の製造に使用される発泡プリフォームの構造に関連して、発泡セルが容器壁の内面側に偏在していることも大きな特徴である。
ホットパリソン法を利用して発泡容器を製造する場合、プリフォームから容器に延伸成形される間に、成形されたプリフォームが有している熱によって発泡が行われる。このため、最も温度の高い容器壁中心部から発泡セルが形成され、基本的には、内面側及び外面側の何れにも偏らず、容器壁の中心から内面側及び外面側に均等に分布することとなる。しかしながら、本発明の容器では、発泡セルが容器壁の内面側に偏在しているのであり、このことは、プリフォームから容器に延伸成形される間に、容器壁の内面側に相当する部分からも積極的に加熱されて発泡が進行していることを意味しているものである。
【0019】
ところで、ホットパリソン法により発泡容器を製造する場合、成形されたプリフォームが有している熱によって発泡が行われるため、一般に、発泡セルの数が少なく、この結果、充分な遮光性が得られない。
しかるに、本発明においては、容器壁の内面側に相当する部分からプリフォームを加熱して発泡を行っているため、発泡セルの数が増大することとなり、内面側からの加熱条件を選択することによって、内面側から形成される発泡セルの大きさや密度を調整することができ、これにより、遮光性のさらなる向上を実現することができる。
【0020】
例えば、本発明の発泡延伸容器の形成に使用される発泡プリフォームの発泡領域(容器の胴部及び底部に対応する成形部)では、壁の中心部に存在している発泡セルの径(円相当径)が最も長いが、内面側からの加熱温度を高くすることにより、内面の表層部に形成される発泡セルの径を大きくすることができる。即ち、このような発泡構造では、内面表層部の発泡セルの径も中心部と同程度に大きくなり、中心部及び内面表層部からの伝熱によって発泡セルが形成されていくため、中心部から内面表層部の全体にわたって発泡セルが形成され、中心部と内面表層部と中間部分に小さな径の発泡セルが分布したものとなる。従って、この発泡セルを延伸して得られる発泡延伸容器では、その胴部及び底部(発泡領域)において、上記の発泡構造に対応して、容器壁の中央部に最も長い(延伸方向長さ)発泡セルが分布し、この中央部から容器壁内面表層部の全体にわたって発泡セルが存在し、内面表層部と中心部との中間部分には、短い長さの発泡セルが層状に分布した構造となる。このような発泡セルの分布形態は、セル数が多くしかもセルの重なりによって光の散乱を増大させ、遮光性の増大をもたらす。例えば、後述する実施例に示されているように、可視光に対する光線透過率は20%以下となり、本発明では、ホットパリソン法により得られる発泡延伸成形容器でありながら、著しく高い遮光性を得ることができるのである。
【0021】
また、内面加熱の程度をマイルドな条件とすると、容器内面表層部に微細な発泡セルを多く形成することができる。このような場合にも、中心部及び内面表層部からの伝熱によって発泡セルが形成されていくため、中心部に最も大径の発泡セルが分布し、中心部から内面表層部の全体にわたって発泡セルが形成されると共に、内面表層部にはかなり多数の小さな発泡セルが分布することとなる。このような発泡構造のプリフォームから得られる発泡延伸容器では、特に短い長さの発泡セルが内面側に極めて多数形成され、遮光性がさらに向上したものとなっている。
【0022】
さらに、本発明の延伸発泡容器は、発泡に際して容器壁の内面側から選択的に加熱され、容器の内面側に発泡セルが偏在しているため、容器壁の外面側には、発泡セルが存在していない非発泡層が形成されることとなる。この結果、容器壁の外面側は、発泡による凹凸の形成がなく、平滑な面となり、極めて優れた外観特性を有するものとなる。
【図面の簡単な説明】
【0023】
【図1】本発明の発泡延伸容器の製造方法の全体のプロセスを示す図。
【図2】本発明の製造方法において採用される容器用プリフォームを成形する際に採用される射出プロセスを説明するための説明図。
【図3】本発明で成形される容器用発泡プリフォーム及び該プリフォームから得られる発泡延伸容器の全体形状の一例を示す図。
【図4】本発明に従って製造される容器用発泡プリフォームの発泡領域における壁部断面構造の一例を示す図。
【図5】本発明に従って製造される容器用発泡プリフォームの発泡領域における壁部断面構造の他の例を示す図。
【図6】図4のプリフォームから製造される発泡延伸容器の発泡領域における壁部断面構造を示す図。
【図7】図5のプリフォームから製造される発泡延伸容器の発泡領域における壁部断面構造を示す図。
【図8】実施例1で作製されたプリフォームと比較例2で作製された発泡プリフォームの外観を示す写真。
【図9】実施例1で作製されたプリフォームと比較例1で作製された発泡プリフォームにおける胴部断面の顕微鏡写真。
【図10】実施例1で作製された発泡容器の外観写真及び該容器の胴部断面の顕微鏡写真。
【発明を実施するための形態】
【0024】
<発泡プリフォーム及び発泡延伸容器の製造>
本発明の容器用発泡プリフォーム及び発泡延伸容器は、不活性ガスが含浸されている樹脂溶融物を用いてのホットパリソン法により成形されるものであり、図1に示されているように、射出成形による容器用プリフォームを成形するプリフォーム成形工程、成形された容器用プリフォームの成形部(特に器壁中心部)を延伸可能な温度に保持したまま発泡させる発泡工程(この工程で容器用発泡プリフォームが得られる)、得られた発泡プリフォームの成形部を延伸可能な温度に保持したままの状態で延伸成形を行う延伸成形工程とからなるものである。
一般に、装置の規模などによっても異なるが、プリフォーム成形工程の終了時(プリフォームを成形型からの取り出し時)から延伸成形終了時(プリフォームの成形部の延伸成形型への接触時)までの時間は、大まかにいって、10〜30秒程度である。
【0025】
1.原料樹脂;
本発明において、容器の製造に用いる原料樹脂としては、不活性ガスの含浸が可能である限り特に制限されず、それ自体公知の熱可塑性樹脂を使用することができる。例えば、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリ1−ブテン、ポリ4−メチル−1−ペンテンあるいはエチレン、プロピレン、1−ブテン、4−メチル−1−ペンテン等のα−オレフィン同志のランダムあるいはブロック共重合体、環状オレフィン共重合体などのオレフィン系樹脂;エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体、エチレン・塩化ビニル共重合体等のエチレン・ビニル系共重合体;ポリスチレン、アクリロニトリル・スチレン共重合体、ABS、α−メチルスチレン・スチレン共重合体等のスチレン系樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、塩化ビニル・塩化ビニリデン共重合体、ポリアクリル酸メチル、ポリメタクリル酸メチル等のビニル系樹脂;ナイロン6、ナイロン6−6、ナイロン6−10、ナイロン11、ナイロン12等のポリアミド樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、及びこれらの共重合ポリエステル等のポリエステル樹脂;ポリカーボネート樹脂;ポリフエニレンオキサイド樹脂;ポリ乳酸など生分解性樹脂;などを単独で或いは2種以上をブレンドして用いることができる。特に、この成形体を容器の成形に用いる場合には、オレフィン系樹脂やポリエステル樹脂が好適であり、中でもポリエステル樹脂、特にポリエチレンテレフタレート樹脂(PET)は、容器用の樹脂としては最適であり、本発明の発泡延伸容器にも最も好適に使用される。
もちろん、リサイクル適性を気にしなければ、着色剤やバリア等の機能性付与を目的とした添加剤の配合も可能である。
【0026】
2.不活性ガスの含浸;
上記の樹脂の溶融物に含浸させる不活性ガスは、発泡剤として機能するものであり、一般に、窒素ガスや炭酸ガスなどが使用される。
【0027】
不活性ガスを上述した樹脂溶融物に含浸するには、以下に述べるプリフォーム成形工程で用いる射出成形機を利用し、この射出成形機の樹脂混練部(或いは可塑化部)で加熱溶融状態に保持されている樹脂に所定圧力で不活性ガスを供給することにより行われる。即ち、この方法によれば、射出成形機中でガスの含浸を行うことができ、容器用プリフォームを成形する過程で効率よく不活性ガスを含浸させることができる。
【0028】
尚、このときのガスの含浸量を調節することにより、加熱により生成する発泡セルの個数等を調整することができる。例えば、ガス圧を高くし、ガス圧下での混練時間を長くするほど、ガスの含浸量を多くし、発泡セルの数を増大させることができるが、反面、発泡をコントロールすることが困難となり、例えば容器用プリフォームの成形時に発泡を生じてしまい、最終的に得られる容器の表面平滑性が損なわれてしまうなど、発泡による不都合も生じ易くなるので、不活性ガスの含浸量は適度な範囲に設定すべきである。
【0029】
3.プリフォームの成形;
本発明において、上記のようにしてガスが含浸した樹脂溶融物は、射出成形によって高圧に保持された金型内に射出充填される。この射出プロセスを説明するための図2を参照して、全体として1で示す射出金型は、冷却保持されているシェル金型3とコア金型5とを有しており、これら金型3,5によりキャビティ7が形成され、キャビティ7には、射出成形機(図示せず)に連なる射出ノズル9から樹脂溶融物が射出充填されるようになっている。また、キャビティ7には、ガス口10が連通している。
【0030】
即ち、射出ノズル9から不活性ガスが含浸されている樹脂溶融物をキャビティ7内に射出充填し、キャビティ7内の樹脂溶融物を冷却固化することにより、樹脂溶融物はキャビティ7により形成される形状に賦形されるわけである。
【0031】
例えば、図3に示されているように、上記の射出成形により成形される容器用プリフォーム50は、口部51と成形部52とからなっており、成形部52は、後述するブロー成形によって延伸成形される部分であり、胴部53と、胴部53に連なる底部55とからなっている。
また、口部51は、延伸されない部分であり、キャップと螺子係合する螺子部51aと、搬送等に利用するサポートリング51b(成形される容器のタイプによってはサポートリング51bが無いものもある)とを有している。従って、このようなプリフォーム50をブロー成形して得られる容器60は、プリフォーム50の口部に対応する口部61、プリフォームの成形部52に対応する胴部63及び底部65を有しており、口部61は、プリフォーム50の口部51と同様、螺子部61a及びサポートリング61bを有している。
このような形状から理解されるように、プリフォーム50(及び容器60)の口部51(容器60の口部61)での発泡は避けなければならない。発泡による寸法安定性の低下、強度低下、表面平滑性等の低下は、キャップとの係合不良やシール性の低下をもたらすからである。キャップとの係合不良やシール性の低下を避けるためには、螺子部51a(容器61の61a)の発泡はとくに避けるべきである。
【0032】
上記のようなプリフォーム50を成形するため、図2で示されているキャビティ7を形成するシェル金型3は、口部51に対応する口部金型3aと、成形部52(胴部53及び底部55)に対応する成形部金型3bとに分けられている。
【0033】
ところで、本発明においては、ホットパリソン法により容器60を製造するため、キャビティ7内に保持されているプリフォーム50の成形部52(特に器壁中心部)は、延伸成形可能及び発泡可能な温度に維持されていると同時に、プリフォーム50の口部51では、発泡が生じないような低い温度に保持されていなければならない。このように口部51に相当する部分は、成形部52に相当する部分よりも低い温度に維持することが必要であるため、口部51に対応する口部金型3aの冷却能力は、成形部52に対応する成形部金型3bの冷却能力よりも高く設定しておくことが必要である。例えば、図示されていないが、口部金型3a内を通っている冷却管の導入される冷却媒体の温度は、成形部金型3b内の冷却管に通される冷却媒体の温度よりも低く設定される。冷却水の流量や冷却穴の形状の最適化も有効である。
【0034】
尚、上記のように口部51に対応する部分が強冷却され且つ成形部52に対応する部分が弱冷却されるのであれば、シェル金型3は、上記のような割型でなくともよい。
また、成形部52は、その器壁中心部が延伸成形可能な温度に保持されていることが必要であるが、外表面部分及び内表面部分の温度を延伸成形可能な温度以上に維持することは必ずしも必要ではない。例えば、外表面部分は、後述する延伸成形工程にプリフォームが導入されるまでの間に、中心部からの伝熱により延伸成形可能な温度に昇温し得るのであれば、延伸成形可能な温度よりも低温領域まで冷却されていてもよい。また、内表面部分は、キャビティ7からプリフォームを取り出した後に選択的に加熱されて発泡が行われるため、少なくともキャビティ7内での発泡が抑制される程度の温度であればよい。この点ついては後述する。
【0035】
また、本発明においては、樹脂溶融物の射出にあたって、ガス口10からキャビティ7内に、窒素ガス、炭酸ガス、エアー等が供給され、キャビティ7内を高圧に保持しておく。このように高圧に保持されたキャビティ7内にガスが含浸された樹脂溶融物を充填していくことにより、キャビティ7内を溶融樹脂が流動していく際の破泡を有効に抑制することができ、このような破泡によるスワールマークの発生を防止し、平滑度の高い表面を有する成形体を得ることができる。
【0036】
例えば、ガス含浸樹脂溶融物をキャビティ7内に充填していくと、キャビティ7内を流れていく樹脂溶融物の先端部分に溶解しているガスは、キャビティ7内空間との圧力差によって膨張し、破泡を生じる。即ち、樹脂溶融物は、先端部が破泡した状態でキャビティ7内を流れていくこととなり、この状態が金型表面に転写され、金型表面での冷却固化により、得られるプリフォーム50の表面にはスワールマークが発現し、表面荒れを引き起こす。しかるに、上記のようなガスをキャビティ7内に供給し、キャビティ7内を高圧に保持しておくことにより、樹脂溶融物の流動中の破泡を有効に防止することができ、スワールマークなどによる表面荒れを有効に回避することができるのである。
【0037】
本発明では、さらに樹脂溶融物の射出を継続して行うことにより保圧が加えられる。即ち、この保圧によって、キャビティ7内での発泡を有効に防止することが可能となるのである。
【0038】
上記のようにしてキャビティ7内に射出充填された樹脂溶融物は、保圧をかけた状態で保持され、口部金型3aと成形部金型3bとで冷却されて容器用プリフォーム50の形状に賦形され、次いで、冷却しているシェル金型3(口部金型3aと成形部金型3b)及びコア金型5を開放して、成形された容器用プリフォーム50が取り出される。
【0039】
このように、本発明においては、高圧下に保持されているキャビティ7内にガス含浸樹脂溶融物を充填し、さらに保圧を加えることにより、スワールマークが無く、高い表面平滑度を有する容器用プリフォーム50を賦形することができるばかりか、発泡剤であるガスを含浸していながら、その発泡を有効に抑制することができる。
【0040】
上記のように射出成形を行うにあたって、キャビティ7内の圧力は、特に制限されるものではないが、一般には1.0MPa以上の範囲に保持し、このような圧力に保持されているキャビティ7内に樹脂溶融物を射出充填することが好ましい。この圧力が小さいと、樹脂溶融物の流動時における破泡を効果的に抑制することができず、スワールマークが発生してしまい、また、表面の平滑度も低いものとなってしまう。
【0041】
また、保圧の程度(保圧圧力及び時間)は、発泡を確実に抑制し得るように、不活性ガスの含浸量や樹脂温度等に応じて適宜設定されるが、口部での発泡を確実に防止するため、軽量化率が0%となるように設定するのがよい。この軽量化率は、下記式により実験的に求めることができる。
軽量化率=[(M0−M1)/M0]×100
式中、
M0は、不活性ガスを含浸させずにヒケ等の成形不良がないように条件設定して
射出することにより得られたプリフォームの重量を示し、
M1は、不活性ガスを含浸させて得られたガス含浸プリフォームの重量を示す、
で表される。即ち、保圧圧力を大きくするほど軽量化率は低下し、また、保圧時間を長くするほど、軽量化率は低くなるので、これを利用して、軽量化率が0%となるように保圧条件を設定することができる。
【0042】
4.発泡;
上記のようにしてキャビティ7内にガスが含浸した樹脂溶融物を射出充填することによりプリフォーム50が賦形され、該プリフォーム50が所定の温度まで冷却された後、保圧が解除され、次いでシェル金型3(口部金型3aと成形部金型3b)及びコア金型5を開放し、キャビティ7内から該プリフォーム50を取り出すが、ホットパリソン法では、このプリフォーム50の成形部52の温度が延伸成形可能な温度に維持されているうちに、これを延伸成形工程に導入する。即ち、コールドパリソン法では、直ちにプリフォーム50を延伸成形工程に導入するわけではないため、十分に金型冷却された後にキャビティ7内からプリフォーム50が取り出されるが、ホットパリソン法では、成形部52の器壁中心部が少なくとも延伸成形可能な温度(ガラス転移温度以上である)に維持されていなければならないのであり、これが、ホットパリソン法とコールドパリソン法の大きな違いである。
【0043】
尚、成形部52の器壁の外表面及び内表面温度は、必ずしも延伸成形可能な温度に維持されている必要はない。例えば、成形部52の外表面は、キャビティ7内からプリフォーム50を取り出した後においても、プリフォーム50を延伸成形工程に導入するまでの短い時間(10〜30秒程度)であれば、器壁の中心部からの伝熱によって昇温するからである。また、成形部52の内表面は、キャビティ7内からプリフォーム50を取り出した後に選択的に加熱されるからである。
【0044】
ところで、上記のプリフォーム50中には、発泡のための不活性ガスが溶解しているため、キャビティ7内からプリフォーム50を取り出すに先立って保圧を解除した段階で、プリフォーム50の温度が発泡開始温度よりも高い温度に維持されていると発泡を生じることとなる。即ち、外圧との圧力差により樹脂中(プリフォーム50中)に溶解しているガスが膨張し且つガスと樹脂との相分離によって気泡(発泡セル)が成長していくわけである。
【0045】
本発明においては、このような発泡は、プリフォーム50の成形部52で選択的に行い、口部51での発泡を避けなければならない。
【0046】
このために、前述したキャビティ7内において、プリフォーム50の口部51は、保圧を解除する時点で発泡開始温度よりも低い温度まで冷却されていることが必要である。この場合、口部51の外表面及び内表面は、それぞれシェル金型3(口部金型3a)及びコア金型5に接触しているが、その内部中心部は、これらの金型に接触していないため、内部中心部の温度は、外表面及び内表面の温度よりも高い。従って、口部51での発泡を防止するためには、その内部中心までが発泡開始温度以下となるまで保圧をかけながら冷却しなければならない。保圧が不十分な状態で冷却すると、冷却による樹脂収縮にともない樹脂圧力が低下し、発泡が生じてしまうこともある。
このために、本発明においては、前述したように、口部51を冷却する部分の金型として冷却能の大きなものを使用し、口部51を強冷却するわけである。
【0047】
尚、発泡開始温度は、樹脂のガラス転移温度(Tg)よりも高い温度であり、不活性ガスの含浸量等によっても異なるが、通常、ガラス転移温度(Tg)よりも5乃至15℃程度高い温度である。
また、発泡開始温度に達しても、実際に気泡が多数生成し成長するまでにはある程度の時間を要する。ホットパリソン法による延伸成形において、キャビティからプリフォームを取り出して延伸成形するまでの時間が例えば10〜30秒程度の場合、実質の発泡開始温度は、ガラス転移温度(Tg)よりも15乃至25℃程度高い温度となる。
【0048】
一方、プリフォーム50の成形部52は、延伸される部分であるため、少なくとも延伸可能な温度に維持されていなければならないが、この成形部52で発泡を行う必要がある。従って、前述したキャビティ7内での冷却によって樹脂の融点以下の温度に冷却されるものの、成形部52の中心部は延伸可能な温度であって且つ発泡可能な温度(前述した発泡開始温度以上)に維持されていなければならない。
尚、延伸成形可能な温度は、前述した発泡可能な温度と同様、樹脂のガラス転移温度(Tg)よりも高い温度であり、一般に、ガラス転移温度(Tg)よりも5乃至15℃程度高く且つ樹脂の融点未満の温度範囲である。
【0049】
さらに、上記のように、キャビティ7内において成形部52の中心部では、発泡可能な温度に維持されているが、その外面及び内面は、発泡開始温度よりも低い温度に冷却されていることが必要である。即ち、プリフォーム50の成形部52の外面及び内面が発泡開始温度以上に維持されていた場合、プリフォーム50をキャビティ7から取り出した瞬間から(或いは保圧を解除した段階で)、その外面及び内面で発泡を生じてしまい、特に容器の外面については要求される表面平滑性が損なわれ、最終的に形成される容器の外観低下を生じてしまう。また、内面については、後述する加熱によって内面表層部に著しく粗大な発泡セルが形成されてしまい、結局、最終的に得られる容器60の成形部52に対応する胴部63や底部65での強度低下をもたらすばかりか、外面での外観低下も生じてしまうからである。
【0050】
従って、本発明においては、プリフォーム50をキャビティ7から取り出すときには、プリフォーム50の外面及び内面は、口部51及び成形部52の何れにおいても発泡開始温度よりも低い領域にまで冷却されているが、その中心部までもが発泡開始温度よりも低い温度まで冷却されているのは、口部51のみであり、成形部52では、その中心部の温度は発泡開始温度以上に維持されている。
【0051】
即ち、上記のような温度分布を生じるように冷却を行うため、口部金型3aの冷却能力を高め、プリフォーム50の口部51は、冷却能力の高い口部金型3aとコア金型5とによって強冷却が行われ、その中心部及び内外表面の全てが発泡開始温度よりも低い温度となるまで冷却され、プリフォームの成形部52については、冷却能力の弱い成形部金型3bとコア金型5によって口部51に比して弱冷却され、その内外表面は、発泡開始温度よりも低い温度に冷却されるが、その中心部は発泡開始温度以上となる温度に維持されるのである。
【0052】
このように、冷却時間(キャビティ7内での保持時間)を、口部金型3a、成形部金型3b及びコア金型5の冷却能力等によって調整して冷却を行って上記の温度分布を形成した後、キャビティ7から成形されたプリフォーム50を取り出すことにより、プリフォーム50に加えられていた外圧が除かれ、発泡開始温度よりも高い温度に維持されている成形部52の中心部(即ち、器壁の厚み方向中心部)から発泡が開始する。
尚、この場合、中心部の温度やガス溶解量によっては、保圧を解除した時点で発泡が開始することもある。
【0053】
ところで、発泡が始まると同時に、成形部52の中心部から外面及び内面に向かっての伝熱により、発泡可能な温度となっている領域が徐々に外面側及び内面側に広がっていく。この結果、発泡が徐々に成形部52の中心部から外面側及び内面側に向かって進行していくこととなる。
しかるに、本発明においては、このような中心部からの発泡と同時に、プリフォーム51の内面側から加熱を行い、プリフォーム51の内面を発泡開始温度以上とすることにより、プリフォーム51の内面側からも発泡を進行させることが必要であり、これにより、発泡セルが容器壁中心から内面側に偏在する発泡構造を発現させることができる。
【0054】
このようにして発泡が行われたプリフォーム50の成形部52での断面の一例を図4に示した。
即ち、発泡によって球形に近い形状の発泡セルAが形成されるが、図4から理解されるように、プリフォーム51の内面側から加熱を行った場合、成形部52の内面側から外面側に向かっての相対的な温度分布は、中心部O及び内面が高温部となり、中心部Oと内面との間の部分が中温部となり、外面が最も低温となる。即ち、このような温度分布にしたがって、中心部O及び内面側に存在する発泡セルAの径は大きく、中心部Oと内面との間の部分や中心部Oから外面側に形成される発泡セルAの径は、小さくなり、さらに、外面側には、発泡セルAが存在していない層が形成される。
例えば、図4において、内面から中心部Oよりもやや外面側までの領域が、発泡セルAが存在している発泡層X1となっており、少なくとも中心部Oから内面の全体にわたって発泡セルAが分布しており、その外面側が発泡セルが存在していない非発泡層Yとなっている。
【0055】
ところで、上記のように成形部52の中心部Oを発泡開始温度以上に保持し且つ内面側から加熱して発泡を行うと、場合によっては外面にまで発泡が進行してしまう。このように、外面にまで全体的に発泡が生じてしまうと(即ち、非発泡層Yが形成されない)、表面平滑性が損なわれ、容器の外観特性が損なわれ、さらには容器の強度、ガスバリア性等の特性も損なわれてしまう。従って、キャビティ7からプリフォーム50を取り出した後には、成形部52の中心部からの伝熱により周辺部の温度が上昇するものの、成形部52の外面での温度は、以下に述べる延伸成形終了までの間(一般に数十秒間である)、発泡開始温度よりも低い温度に保持されていることが必要である。
【0056】
上記のような温度調整のためには、例えば成形部52の外面温度を、延伸成形可能な温度範囲であることを条件として、できるだけ低温まで冷却しておくことが好ましい。さらに、キャビティ7からプリフォーム50を取り出しした後、延伸成形工程まで該プリフォーム50を搬送する間(この間に発泡が行われる)、冷風等を外面に吹き付けることにより、外面の温度が発泡開始温度以上に昇温することを防止することもできる。さらに、プリフォーム50の成形部52の肉厚dを比較的厚く、例えば2.5mm以上の厚みに設定することも、成形部52の中心部Oと内外面との温度差を大きくするには効果的である。
【0057】
また、発泡層X1や非発泡層Yの厚みは、最終的に得られる発泡延伸容器の用途等に応じて適宜の範囲に設定される。これらの層の厚みは、キャビティ7内から取り出すときの成形部52の中心部の温度或いは外面の温度により調整することができる。
即ち、成形部52の中心部の温度が発泡開始温度に近い温度であれば、この中心部Oの温度は、キャビティ7からプリフォーム50を取り出してから短時間で発泡開始温度よりも低い温度に降下して発泡が停止し(或いは中心部Oから発泡開始温度以上に昇温する領域が狭くなる)、従って、発泡層X1の厚みは薄く、非発泡層Yの厚みは厚くなる。
また、成形部52の外面の温度が低温であるほど、外面近傍の温度が発泡開始温度以上に上昇し難くなり、この結果、外面側に厚い非発泡層Yが形成されることとなる。
一般に、この非発泡層Yの厚みは、成形部52の肉厚dの10乃至35%程度の範囲であることが、発泡による外観特性の低下等を有効に回避しつつ、発泡による利点が最大限に活かされた発泡延伸容器を得る上で好適である。
【0058】
尚、上記のような発泡によって形成される成形部52の中心部Oでの発泡セルA1(延伸前)の径(円相当径)は、平均して10乃至300μm程度であり、且つ中心部Oの発泡セルA1でのセル密度が1×104cells/cm以上であることが、発泡による適度な遮光性を確保する上で好適である。このようなセル径やセル密度は、不活性ガスの含浸量や冷却時間等の冷却条件或いは発泡時間(時間)により調整することができる。
尚、中心部Oの発泡セルA1とは、図4に示されている中心線Oに重なって存在している発泡セルを意味する。
【0059】
また、中心部Oでの発泡セルA1の径が最大であることが好ましく、従って、内面表層部に分布している発泡セルA2の径は、中心部Oでの発泡セルA1の径以下であることが好ましい。即ち、内面表層部に分布している発泡セルA2の径が過度に大きくなってしまうと、発泡セルAの個数が減少するばかりか、発泡による強度低下や成形不良、ガスバリア性の低下などが大きくなってしまうからである。
【0060】
さらに、図4では、発泡セルA2の径は、中心部Oでの発泡セルA1の径と同程度となっており、従って、内面の表層部と中心部Oとの間には、両者よりも小径の発泡セルA3が層状に分布した発泡構造が形成されている。
このような発泡構造を有する発泡プリフォーム50では、発泡セルAが多く形成され、しかも発泡セルA同士の重なりも多いため、遮光性に優れた発泡延伸容器の製造に極めて有利である。
【0061】
また、内面加熱の条件を変更することにより、図4とは異なる発泡構造のプリフォーム50を形成することもできる。
例えば、図4に比して内面加熱の程度をマイルドに設定し、加熱温度を低くする(例えばガラス転移点Tgに近い温度に加熱する)ことにより、図5に示すように、内面表層部に微細な発泡セルA4を多く、且つ高密度で形成することができる。このような場合にも、中心部O及び内面表層部からの伝熱によって発泡セルが形成されていくため、中心部Oに最も大径の発泡セルA1が分布し、少なくとも中心部Oから内面表層部の全体にわたって発泡セルAが形成されると共に、内面表層部側にはかなり多数の小さな発泡セルA4が分布することとなる。このような発泡構造のプリフォームから得られる発泡延伸容器では、特に短い長さの発泡セルが内面側に極めて多数形成され、遮光性が一層向上したものとなる。
【0062】
例えば、図5において、成形部52の内面表層部を含む領域Qは、この部分での全厚みdの約25%の厚みを有するものであるが、かかる領域Qでの平均セル径は 5乃至100μm程度であり、且つ該領域Qでのセル密度は1×105乃至1×108cells/cm3の範囲にあることが好ましく、これにより、発泡領域での遮光性が一層向上した発泡延伸容器を得ることができる。
【0063】
尚、プリフォーム50の内面側からの加熱は、例えば、キャビティ7から取り出されたプリフォーム50内に、高周波誘導加熱等により加熱した鉄心等の棒状金属を挿入し、プリフォーム50を延伸成形工程にまで搬送することにより容易に行うことができる。
【0064】
5.延伸成形及び容器;
本発明においては、キャビティ7から取り出されたプリフォーム50は、その成形部52の温度が延伸成形可能な温度に保持されているうちに、ブロー成形等の延伸成形に付され、これにより、図3に示されているように、プリフォーム50に対応して、螺子部61aとサポートリング61bとを有している口部61と、胴部63及び底部65とを有する発泡延伸容器60が得られる。
即ち、かかる容器においては、胴部63及び底部65がプリフォーム50の成形部52に相当しており、この部分が、前述した発泡セルAが存在している発泡領域となっており、一方、口部61は、発泡セルAが全く存在しない非発泡領域となっている。
【0065】
本発明は、ホットパリソン法を利用して延伸成形容器を成形するものであり、プリフォームの成形から延伸成形容器の成形までが連続して行われる、従って、本発明において採用される延伸成形としては、通常、それ自体公知のブロー成形が採用されるが、成形される容器形状が、容器の取り出し口となり且つキャップや蓋体などが装着される口部を有するものであれば、プラグアシスト成形に代表される真空成形などを適用することも勿論可能である。
【0066】
ガラス転移点(Tg)以上で融点未満の範囲の延伸成形可能な温度範囲に成形部52が保持されているプリフォーム50を延伸に付すると、成形部52の器壁が引き伸ばされると同時に発泡セルAも引き伸ばされることとなる。
【0067】
例えば、図4に示された発泡構造の成形部52を有する発泡プリフォーム50を延伸成形することによって得られた発泡延伸容器60の成形部(胴部63、底部65)での最大延伸方向に沿った断面を図6に示した。
図6から理解されるように、延伸によって、前述した発泡セルAは延伸方向に引き伸ばされ、偏平状の発泡セルBとなり、このような偏平状発泡セルBによって、発泡層X2が形成されている。
また、容器の外面側には、プリフォーム50に対応して、発泡セルBが存在していない非発泡層Zが形成される。
【0068】
このような延伸成形、即ち、発泡セルの偏平化によって、発泡セルAのかさなり度合いが増し、その遮光性が著しく高められる。特に、本発明では、前述したプリフォーム50の内面側の加熱により発泡セルAの数が著しく増大しているため、その遮光性は著しく高く、高い遮光性に由来して、発泡領域となっている胴部63や底部65の白色度も極めて高いものとなっている。
【0069】
また、前述したプリフォーム50では、発泡セルAは、中心部Oに存在するものの径及び内面に存在する発泡セルAの径が相対的に大きく、中心部Oと内面との間に存在する発泡セルAの径が中間の大きさであり、中心部Oから外面側にいくほど発泡セルAの径は小径となっており、このような発泡セルAの径分布に対応して、延伸によって偏平化された偏平状発泡セルBは長さ分布を有する。即ち、図6に示されているように、中心部Oに存在するものの長さ及び内面に存在する偏平状発泡セルBの長さが長く、中心Oと内面との間に存在する偏平状発泡セルBや外面側に位置している偏平状発泡セルBの長さは相対的に短い。
【0070】
上述した図6に示す発泡構造を有する本発明の容器60においては、上記のように延伸されている胴部63及び底部65における偏平状発泡セルBの長さ分布等は、所定の発泡セル数が確保され、所定の遮光性(例えば、可視光に対しての光線透過率(波長500nmにおける全光線透過率)が20%以下)が達成される限り特に制限されないが、例えば中心部Oに位置する偏平状発泡セルB1の長さLm(最大延伸方向に沿った長さ)が1000μm以下であり、且つ厚みtが100μm以下程度なるように、プリフォーム50に形成される球形状の中心部発泡セルA1の大きさを考慮して、延伸倍率等の延伸条件を設定して延伸を行うことが好適である。即ち、偏平状発泡セルBの大きさを上記範囲内とすることにより、発泡領域の全体にわたって高い遮光性を発現させ、且つ発泡による強度低下やガスバリア性の低下を有効に回避することができる。また、発泡による軽量化を低減させる上でも有利である。
例えば、軸方向(高さ方向)及び周方向の二軸方向に延伸されるブロー成形では、通常、この方向での延伸倍率が2乃至4倍程度となるように延伸され、軸方向のみについて一軸方向に延伸が行われるプラグアシスト成形などでは、この方向での延伸が最大延伸方向となり、上記と同様の延伸倍率で延伸を行って、上記のような大きさの偏平状発泡セルB1が形成されるようにするのがよい。
【0071】
また、本発明の発泡延伸容器においては、プリフォーム50の成形部52に温度分布を形成することから、成形部厚みが2.5mm以上の厚肉のプリフォーム50から得られるものであることが好ましく、従って、延伸倍率の高い中型や大型の容器の場合、この発泡延伸容器の胴部壁63の厚みが0.3mm以上であり、あまり延伸をしない小型の容器の場合は、容器壁の厚みが2mm以上とすることも可能である。
さらに上記のような厚肉容器において、非発泡層Zの厚みは、該容器壁の胴部63の厚みの10乃至35%、特に15乃至25%の範囲にあることが好ましい。このような非発泡層Zの厚み調整により、発泡による不利益を有効に回避しながら、遮光性の向上、軽量化及びリサイクル性など、発泡による利点を最大限に活用することができる。この厚みが薄いと、容器壁の全体に偏平状の発泡セルBが分布している状態になり、強度やガスバリア性が損なわれ、また外観特性が損なわれることもあるからである。
【0072】
さらに、図7には、前述した図5の発泡構造が成形部52に形成されているプリフォーム50から得られた発泡延伸容器の発泡領域の構造が示されている。
図7においては、図5の内面表層部Qに相当する領域Pが表層部に形成されており、微細な長さの発泡セルB2が高密度で形成されている。このような領域Pが発泡領域に形成されている発泡延伸容器では、その遮光性はさらに高められており、例えば、可視光に対しての光線透過率が15%以下とさらに低減されている。
【0073】
また、延伸成形に際しては、プリフォーム50の口部51は延伸されない部分であるため、加熱されることはなく、従って、この部分が発泡開始温度以上に加熱されることはなく、得られる容器60の口部61は、発泡セルが全く存在していない非発泡領域となる。このため、発泡による口部61の低強度化や粗面化を有効に回避することができ、キャップによる密封性やキャップとの係合性、金属箔などのシール箔との接着性などが発泡により阻害されず、有効に確保される。
【0074】
このように、本発明の発泡延伸容器は、ホットパリソン法により製造されるものであるが、このようなホットパリソン法を用いていながら、口部の発泡が確実に防止されるため、その実用性が極めて高く、これは本発明の最大の利点である。
【0075】
さらに、本発明の発泡延伸容器は、ホットパリソン法により製造されるものであり、熱の有効利用を図ることができるため、特に厚肉の容器に極めて有効に適用される。コールドパリソン法では、厚肉のプリフォームを延伸するために多大の熱エネルギーを要するが、本発明では、成形されたプリフォームを延伸可能温度に維持したままの状態で発泡及び延伸が行われるため、プリフォームの加熱が必要ないからである。
【0076】
また、本発明の発泡延伸容器60では、発泡領域の表面には非発泡層Zが存在しており、さらに成形時の破泡などによるスワールマークの発生も有効に防止されており、その表面の平滑性は極めて高く、その商品価値は高い。
かかる容器は、調味料、シャンプーなどの洗剤に加え、化粧品などの高級感を要求される分野での容器として極めて有用である。勿論、飲料等の分野でも使用できることはいうまでもない。
【実施例】
【0077】
本発明を次の実施例で説明する。
【0078】
図1は実施例の発泡延伸容器の製造方法の全体のプロセスを示す図である。射出成形機には加熱筒の途中から発泡ガスを供給・混練可能ないわゆる発泡射出機を用いた。図2は、容器用プリフォームを成形するための金型の概略図である。金型冷却は口部と胴部でそれぞれ異なる温度に設定できるようになっている。すなわち、口部の冷却は図2の3(a)の金型に流れる冷却水の温度で制御し、胴部の冷却は図2の3(b)、5と底部を形成する金型に流れる冷却水の温度で制御できる。
【0079】
除湿乾燥機で十分乾燥させた市販のボトル用PET樹脂(固有粘度:0.84dl/g)を射出成形機のホッパに供給し、さらに射出成形機の加熱筒の途中から発泡剤として窒素ガスを供給し、PET樹脂と混練して溶解させた。次いで、射出成形し、試験管形状のプリフォームを得た。なお、射出成形時には、充填開始に先立ち金型内に高圧エアを供給し、充填時の発泡を抑制した。
【0080】
射出成形条件として充填保圧条件と型内冷却時間を調整し、プリフォーム取り出し時のプリフォーム温度や発泡状態を制御した。なお、充填保圧時間は、充填時間と保圧時間の合計時間で定義される。
射出成形金型から取り出されたプリフォームは、プリフォーム温度を調整させるために10から30秒程度のアニール過程を経て、500mlのボトルへ延伸ブロー成形される。このとき、縦横の延伸倍率はそれぞれ約3倍である。
【0081】
実施例および比較例に記した評価は次の方法にしたがって実施した。
【0082】
(1)発泡状態:
ブロー成形直前のプリフォームを抜き取り、水冷して発泡を停止させた。その後、口部および胴部(中央部)の発泡状態を、目視あるいは電子顕微鏡による断面観察により確認した。延伸ブロー成形後のボトルについては、胴部中央付近を切り出し、最大延伸方向断面の発泡セルの様子を電子顕微鏡で観察した。
(2)遮光性能評価:
得られたボトルの胴部中央付近を切り出し、分光光度計((株)島津製作所UV−3100PC)を用い、積分球式測定法により、波長500nmにおける全光線透過率を測定した。
【0083】
<実施例1>
発泡射出成形機のホッパからPET樹脂を投入して加熱溶融させながら、加熱筒の途中から樹脂量に対して0.13wt%の窒素ガス発泡剤を供給し、500mlボトル用のプリフォーム(31g、全長110mm、胴部最大肉厚約4.2mm)を成形した。この際、充填開始に先立ち金型内を5MPaの高圧エアで満たし(いわゆるカウンタープレッシャー法)、充填完了とほぼ同時に脱圧した。
金型冷却水温度は、口部を15℃、胴部を25℃に設定した。充填保圧は、圧力50MPa、時間20秒(この内、充填時間は約3秒)とし、保圧完了後の金型内での冷却時間は1秒とした。
射出成形後、金型から取り出した直後からプリフォーム胴部で発泡が開始する様子が観察できた。そのプリフォームを室温で10秒間保持し、プリフォーム表面温度を接触式温度計でピーク温度を測定するとともに、水冷して発泡を停止し断面観察を行った。
ボトル成形する場合には、射出成形金型から取出したプリフォームをただちに延伸ブロー成形機に搬送し、再加熱を行った。再加熱は、内面側の加熱については高温に加熱した鉄芯をプリフォーム内部に挿入してプリフォーム胴部内表面に対して10秒間の加熱を行った。外面側については、赤外線ヒータを用い、外層側に発泡セルが生じず、かつ延伸可能な温度を維持できるよう保温程度の弱い加熱を行った。再加熱に続いて、延伸ブロー成形によりボトル形状の容器を成形した。
【0084】
金型から取出し後のプリフォームの胴部ピーク温度は外面88℃、内面100℃であり、延伸成形可能な温度であった。
再加熱後のプリフォーム外観を図8−aに示す。この外観写真にから明らかのように、口部には発泡セルがまったく見られず、胴部には発泡セルが形成されていた。胴部発泡部の断面写真を図9−aに示す。外層にはプリフォーム厚みに対しておよそ25%の非発泡層があり、中心部および内層には発泡セルが形成されていた。中心部(全体厚みの約50%)の発泡セルは平均セル径が84μmであり、外面および内面に向かって小径になっていた。また、内層(全体厚みの約25%)には平均セル径が45μmの発泡セルが高密度で分布していた。この内層側の発泡セルは、後に記載する比較例1との比較から、射出成形後の内面側の再加熱により発泡が進行したものと考えられる。
【0085】
延伸ブロー後のボトルの写真を図10−aに示す。同図から明らかのように、口部は完全に非発泡で胴部および底部が発泡した容器が得られた。胴部の発泡構造は、図10−bに示すように、前述のプリフォームの発泡構造を延伸方向に伸ばしたような構造となっている。すなわち、外面に全体厚みの約25%の非発泡層が形成され、中心部および内層部には延伸方向に伸ばされた偏平状の発泡セルが形成されていた。また中心部の発泡セルが大きく、また内層側の発泡セルは中心部に比べて小さい状態だった。
また、得られたボトルは、外面に存在する厚い非発泡層の存在により、表面平滑で光沢感のある良好な外観を有していた。胴部の全光線透過率は11.3%であり、高い遮光性能を有していた。
【0086】
<実施例2>
実施例1のプリフォームの再加熱に関して、内面加熱の鉄芯温度を実施例1より高くし、かつ加熱温度を5秒に変更した以外は、実施例1と同様にしてプリフォームおよびボトルを成形した。
再加熱後のプリフォームは、実施例1と同様に口部が非発泡で、胴部が発泡していた。胴部については、外層に厚い非発泡層が形成され、中心部においては中心に大きな発泡セルがあり内外面に向かって発泡セルが小さくなっており、おおよそ実施例1と同様な状態であったが、内層部の発泡構造が実施例1とは異なっていた。すなわち、図4の模式図のごとく、実施例1と比べると内表面付近に比較的大きな発泡セルが形成されており、中心部と内表面の中間部分にもっとも小さな発泡セルが形成されていた。
このような発泡構造となった理由は、実施例1と比べて内面加熱の鉄芯温度が高かったために内表面の発泡セルが大きく成長したことと、再加熱時間が短かったために中心部と内表面の中間部分の温度がさほど高くならなかったことから発泡セルがあまり成長しなかったためと考える。
ボトルにおける発泡構造は、前述のプリフォームの発泡構造を延伸方向に伸ばしたような構造となっていた。また、ボトル胴部の全光線透過率は17%であり、高い遮光性能を有していた。
【0087】
<比較例1>
プリフォームを射出成形した後の再加熱をしなかった以外は実施例1と同様にしてボトルを成形した。プリフォームにおいて口部は非発泡であり、またプリフォーム温度は延伸成形に適した温度を有していた。また、図9−bに示すプリフォーム胴部の断面写真から明らかのとおり、外層に厚い非発泡層が形成され、中心部には大きな発泡セルが形成され内外表面に向かって小さな発泡セルとなっている点は、実施例1と同様であったが、内層には発泡セルが見られず、外層と同様な厚い非発泡層となっていた。
ボトル胴部の全光線透過率は28%であり、実施例に比べて遮光性能が劣っていた。
【0088】
<比較例2>
実施例1と同じ射出成形機を用い、プリフォーム成形金型を25g(全長約100mm、胴部最大肉厚約3.2mm)用に変更して500ml用プリフォームを成形した。このとき金型冷却水温度を口部10℃、胴部50℃とし、充填保圧を圧力20MPa、保圧時間を6秒、金型内冷却時間を0秒として、プリフォームを成形した。なお、充填保圧圧力20MPaは、発泡剤を含まない非発泡プリフォームを成形する時の標準的な圧力範囲であり、格別低い圧力ではない。
プリフォームを金型から取出した後、直ちに延伸成形機に搬送して、ボトルを成形した。
延伸成形直前に取出したプリフォームを水冷して発泡を停止した状態の外観写真を図8−bに示す。この写真からわかるように、プリフォームの胴部のみならず口部に発泡セルが形成されていた。得られたボトルにおいても当然口部が発泡しており、口部の外観が悪いのみならず、密封性や寸法安定性が懸念された。
【0089】
1:射出金型
3:シェル金型
(3a:口部金型、3b:成形部金型)
5:コア金型
7:キャビティ
9:射出ノズル
10:ガス口
50:プリフォーム
52:成形部
60:発泡延伸容器
63:胴部
65:底部
A:球形状発泡セル
B:偏平状発泡セル
X1、X2:発泡層
Y,Z:非発泡層
【特許請求の範囲】
【請求項1】
口部と該口部に連なる成形部とを有する樹脂一体成形品からなり、
前記成形部は、発泡セルを有する発泡領域となっており、前記口部は、発泡セルが存在しない非発泡領域となっていると共に、
前記発泡領域では、前記発泡セルが容器壁の内面側に偏在していることを特徴とする容器用発泡プリフォーム。
【請求項2】
前記発泡領域において、器壁の外面側には、発泡セルが存在しない非発泡層が形成されていると共に、器壁中心部に位置する発泡セルが最も大きな径を有している請求項1に記載の容器用発泡プリフォーム。
【請求項3】
前記発泡領域において、器壁中心部から器壁内面の表層部にまで発泡セルが分布しており、器壁中心部と器壁内面の表層部との中間部分に、もっとも小径の発泡セルが層状に分布している請求項2に記載の容器用発泡プリフォーム。
【請求項4】
前記発泡領域において、器壁中心部から器壁内面の表層部にまで発泡セルが分布しており、器壁内面の表層部には、最も小径の発泡セルが最も高密度で層状に分布している請求項2に記載の容器用発泡プリフォーム。
【請求項5】
前記発泡領域において、器壁の厚みが2.5mm以上であり、該発泡領域に形成されている非発泡層の厚みが、該発泡領域での器壁の厚みの10乃至35%の範囲にある請求項1乃至4の何れかに記載の容器用発泡プリフォーム。
【請求項6】
請求項1乃至5の何れかに記載の容器用発泡プリフォームを延伸成形して得られ、該プリフォームの成形部から成形された胴部及び底部が発泡セルを有する発泡領域となっており、口部が発泡セルが存在しない非発泡領域となっており、
前記発泡領域では、前記発泡セルが容器壁の内面側に偏在していることを特徴とする発泡延伸容器。
【請求項7】
前記発泡領域において、容器壁の外面側には、発泡セルが存在しない非発泡層が形成されていると共に、容器壁中心部に位置する発泡セルが最も大きな長さを有している請求項6に記載の発泡延伸容器。
【請求項8】
前記発泡領域において、容器壁中心部から容器壁内面の表層部にまで発泡セルが分布しており、容器壁中心部と容器壁内面の表層部との中間部分に、もっとも長さの短い発泡セルが層状に分布している請求項7に記載の発泡延伸容器。
【請求項9】
前記発泡領域において、容器壁中心部から容器壁内面の表層部にまで発泡セルが分布しており、容器壁内面の表層部には、最も長さの短い発泡セルが最も高密度で層状に分布している請求項7に記載の発泡延伸容器。
【請求項10】
前記発泡領域において、容器壁の厚みが0.3mm以上であり、該発泡領域に形成されている非発泡層の厚みが、該発泡領域での容器壁の厚みの10乃至35%の範囲にある請求項6乃至9の何れかに記載の発泡延伸容器。
【請求項11】
前記可視光領域において、可視光に対する光線透過率が20%以下である請求項6乃至10の何れかに記載の発泡延伸容器。
【請求項12】
不活性ガスが含浸されている樹脂溶融物を、金型キャビティ内に射出充填することにより口部と口部に連なる成形部とを有する形状の容器用発泡プリフォームを製造する方法において、
前記金型キャビティを形成する金型として、前記口部に対応する部分が前記成形部に対応する部分に比して冷却能力が高く設定されている金型を使用し、
前記樹脂溶融物の前記金型キャビティ内への射出充填は、前記金型キャビティ内を高圧に保持し且つ発泡が生じないように保圧をかけながら行われ、
前記口部は、前記保圧を解除した後にも発泡が生じないように前記金型によって強冷却され、
前記成形部は、保圧を解除した後の段階で器壁中心部から発泡が生じるが、該成形部の外表面及び内表面では前記金型が開放された段階では発泡が生じない程度に、該金型によって弱冷却され、
前記金型から取り出された前記成形部について、その内面側から選択的に加熱を行うことにより、器壁中心部からの発泡と共に、該成形部の内面側からも発泡を進行せしめることを特徴とする容器用発泡プリフォームの製造方法。
【請求項13】
請求項12に記載の製造方法により得られた容器用発泡プリフォームを、該成形部の器壁中心部の温度が延伸成形可能な温度範囲に維持されているうちに、延伸成形工程に搬送し、該プリフォームの成形部を延伸成形することを特徴とする発泡延伸プラスチック容器の製造方法。
【請求項1】
口部と該口部に連なる成形部とを有する樹脂一体成形品からなり、
前記成形部は、発泡セルを有する発泡領域となっており、前記口部は、発泡セルが存在しない非発泡領域となっていると共に、
前記発泡領域では、前記発泡セルが容器壁の内面側に偏在していることを特徴とする容器用発泡プリフォーム。
【請求項2】
前記発泡領域において、器壁の外面側には、発泡セルが存在しない非発泡層が形成されていると共に、器壁中心部に位置する発泡セルが最も大きな径を有している請求項1に記載の容器用発泡プリフォーム。
【請求項3】
前記発泡領域において、器壁中心部から器壁内面の表層部にまで発泡セルが分布しており、器壁中心部と器壁内面の表層部との中間部分に、もっとも小径の発泡セルが層状に分布している請求項2に記載の容器用発泡プリフォーム。
【請求項4】
前記発泡領域において、器壁中心部から器壁内面の表層部にまで発泡セルが分布しており、器壁内面の表層部には、最も小径の発泡セルが最も高密度で層状に分布している請求項2に記載の容器用発泡プリフォーム。
【請求項5】
前記発泡領域において、器壁の厚みが2.5mm以上であり、該発泡領域に形成されている非発泡層の厚みが、該発泡領域での器壁の厚みの10乃至35%の範囲にある請求項1乃至4の何れかに記載の容器用発泡プリフォーム。
【請求項6】
請求項1乃至5の何れかに記載の容器用発泡プリフォームを延伸成形して得られ、該プリフォームの成形部から成形された胴部及び底部が発泡セルを有する発泡領域となっており、口部が発泡セルが存在しない非発泡領域となっており、
前記発泡領域では、前記発泡セルが容器壁の内面側に偏在していることを特徴とする発泡延伸容器。
【請求項7】
前記発泡領域において、容器壁の外面側には、発泡セルが存在しない非発泡層が形成されていると共に、容器壁中心部に位置する発泡セルが最も大きな長さを有している請求項6に記載の発泡延伸容器。
【請求項8】
前記発泡領域において、容器壁中心部から容器壁内面の表層部にまで発泡セルが分布しており、容器壁中心部と容器壁内面の表層部との中間部分に、もっとも長さの短い発泡セルが層状に分布している請求項7に記載の発泡延伸容器。
【請求項9】
前記発泡領域において、容器壁中心部から容器壁内面の表層部にまで発泡セルが分布しており、容器壁内面の表層部には、最も長さの短い発泡セルが最も高密度で層状に分布している請求項7に記載の発泡延伸容器。
【請求項10】
前記発泡領域において、容器壁の厚みが0.3mm以上であり、該発泡領域に形成されている非発泡層の厚みが、該発泡領域での容器壁の厚みの10乃至35%の範囲にある請求項6乃至9の何れかに記載の発泡延伸容器。
【請求項11】
前記可視光領域において、可視光に対する光線透過率が20%以下である請求項6乃至10の何れかに記載の発泡延伸容器。
【請求項12】
不活性ガスが含浸されている樹脂溶融物を、金型キャビティ内に射出充填することにより口部と口部に連なる成形部とを有する形状の容器用発泡プリフォームを製造する方法において、
前記金型キャビティを形成する金型として、前記口部に対応する部分が前記成形部に対応する部分に比して冷却能力が高く設定されている金型を使用し、
前記樹脂溶融物の前記金型キャビティ内への射出充填は、前記金型キャビティ内を高圧に保持し且つ発泡が生じないように保圧をかけながら行われ、
前記口部は、前記保圧を解除した後にも発泡が生じないように前記金型によって強冷却され、
前記成形部は、保圧を解除した後の段階で器壁中心部から発泡が生じるが、該成形部の外表面及び内表面では前記金型が開放された段階では発泡が生じない程度に、該金型によって弱冷却され、
前記金型から取り出された前記成形部について、その内面側から選択的に加熱を行うことにより、器壁中心部からの発泡と共に、該成形部の内面側からも発泡を進行せしめることを特徴とする容器用発泡プリフォームの製造方法。
【請求項13】
請求項12に記載の製造方法により得られた容器用発泡プリフォームを、該成形部の器壁中心部の温度が延伸成形可能な温度範囲に維持されているうちに、延伸成形工程に搬送し、該プリフォームの成形部を延伸成形することを特徴とする発泡延伸プラスチック容器の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−82119(P2013−82119A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−223353(P2011−223353)
【出願日】平成23年10月7日(2011.10.7)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月7日(2011.10.7)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]