
発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体
【課題】高発泡倍数で機械強度に優れた発泡成形体を得ることが可能な発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体の提供。
【解決手段】樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成する溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、
スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子。
【解決手段】樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成する溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、
スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発泡剤を含むポリスチレン系樹脂粒子からなる発泡性ポリスチレン系樹脂粒子とその製造方法に関し、スチレンのオリゴマー(スチレンダイマー及びスチレントリマー)を規定量含有させることにより容易に高倍発泡が可能な発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体に関する。
【背景技術】
【0002】
発泡性ポリスチレン系樹脂粒子中に含まれるスチレンのオリゴマーの含有量について、例えば、特許文献1には、樹脂中のスチレンダイマー及びスチレントリマーの含有量が450ppm以下である事を特徴とする食品容器用発泡性ポリスチレン系樹脂粒子が開示され、またスチレンダイマー及びスチレントリマーのヘプタンへの溶出量が5ppb以下である事を特徴とする食品用ポリスチレン系樹脂ビーズ発泡容器が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−229617号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示された食品容器用発泡性ポリスチレン系樹脂粒子は、樹脂中のスチレンオリゴマーの含有量が450ppm以下であるため、発泡性ポリスチレン系樹脂粒子を加熱して予備発泡粒子を製造する際に、高い発泡性が得られないという問題や、該予備発泡粒子を型内発泡成形して発泡成形体を製造する際に、成形時に良好な外観が得られず、発泡粒子同士の融着が悪くなって強度が低下してしまうといった問題がある。
【0005】
逆に、スチレンオリゴマーの含有量が多すぎると、予備発泡時の収縮が生じ易い、ブロッキングを生じ易い、成形性の低下(トケ)、耐熱性・寸法安定性の低下、臭気、溶出などが懸念される。
【0006】
本発明は前記事情に鑑みてなされ、高い発泡倍数の予備発泡粒子を得ることができ、軽量で十分な機械的強度を有する発泡成形体を製造可能な発泡性ポリスチレン系樹脂粒子の提供を課題としている。
【課題を解決するための手段】
【0007】
前記課題を達成するため、本発明は、樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成する溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を提供する。
【0008】
また本発明は、樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡性ポリスチレン系樹脂粒子を得る、溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を提供する。
【0009】
本発明の発泡性ポリスチレン系樹脂粒子において、前記スチレンオリゴマーが樹脂中1000〜25000ppmの範囲内で含有されたことが好ましく、4500〜20000ppmの範囲内であることがより好ましい。
【0010】
本発明の発泡性ポリスチレン系樹脂粒子において、前記スチレンオリゴマーのうちスチレンダイマーが樹脂中50〜3000ppmの範囲内で含有されたことが好ましい。
【0011】
本発明の発泡性ポリスチレン系樹脂粒子において、前記スチレンオリゴマーのうちスチレントリマーが樹脂中300〜20000ppmの範囲内で含有されたことが好ましい。
【0012】
また本発明は、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得ることを特徴とする発泡性ポリスチレン系樹脂粒子の製造方法を提供する。
【0013】
また本発明は、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得ることを特徴とする発泡性ポリスチレン系樹脂粒子の製造方法を提供する。
【0014】
本発明の発泡性ポリスチレン系樹脂粒子の製造方法において、前記スチレンオリゴマーの含有量が樹脂中1000〜25000ppmの範囲内であることが好ましく、4500〜20000ppmの範囲内であることがより好ましい。
【0015】
本発明の発泡性ポリスチレン系樹脂粒子の製造方法において、前記スチレンオリゴマーのうちスチレンダイマーの含有量が樹脂中50〜3000ppmの範囲内であることが好ましい。
【0016】
本発明の発泡性ポリスチレン系樹脂粒子の製造方法において、前記スチレンオリゴマーのうちスチレントリマーの含有量が樹脂中300〜20000ppmの範囲内であることが好ましい。
【0017】
また本発明は、前記発泡性ポリスチレン系樹脂粒子を加熱し発泡させて得られたポリスチレン系樹脂予備発泡粒子を提供する。
【0018】
また本発明は、前記ポリスチレン系樹脂予備発泡粒子を成形型のキャビティに充填し、加熱して型内発泡成形して得られたポリスチレン系樹脂発泡成形体を提供する。
【発明の効果】
【0019】
本発明の発泡性ポリスチレン系樹脂粒子は、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有されたものなので、高い発泡倍数の予備発泡粒子を得ることができ、軽量で十分な機械的強度を有する発泡成形体を製造することができる。
【0020】
本発明の発泡性ポリスチレン系樹脂粒子の製造方法は、溶融押出法によって発泡性ポリスチレン系樹脂粒子を製造する際に、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含むポリスチレン系樹脂を用い、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得るようにしたので、高い発泡倍数の予備発泡粒子を得ることができ、軽量で十分な機械的強度を有する発泡成形体を製造可能な発泡性ポリスチレン系樹脂粒子を効率よく製造することができる。
【図面の簡単な説明】
【0021】
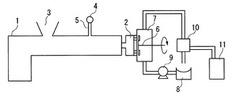
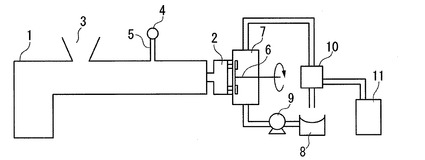
【図1】溶融押出法による発泡性ポリスチレン系樹脂粒子の製造装置の一例を示す構成図である。
【発明を実施するための形態】
【0022】
(発泡性ポリスチレン系樹脂粒子)
本発明の発泡性ポリスチレン系樹脂粒子は、樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成する溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有されたことを特徴としている。
【0023】
本発明の発泡性ポリスチレン系樹脂粒子に用いられるポリスチレン系樹脂としては、特に限定されず、例えば、スチレン、α−メチルスチレン、ビニルトルエン、クロロスチレン、エチルスチレン、i−プロピルスチレン、ジメチルスチレン、ブロモスチレン等のスチレン系モノマーの単独重合体又はこれらの共重合体等が挙げられ、スチレンを50質量%以上含有するポリスチレン系樹脂が好ましく、ポリスチレンがより好ましい。
【0024】
また、前記ポリスチレン系樹脂としては、前記スチレンモノマーを主成分とする、前記スチレン系モノマーとこのスチレン系モノマーと共重合可能なビニルモノマーとの共重合体であってもよく、このようなビニルモノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、セチル(メタ)アクリレート等のアルキル(メタ)アクリレート、(メタ)アクリロニトリル、ジメチルマレエート、ジメチルフマレート、ジエチルフマレート、エチルフマレートの他、ジビニルベンゼン、アルキレングリコールジメタクリレートなどの二官能性モノマーなどが挙げられる。
【0025】
また、ポリスチレン系樹脂が主成分であれば、他の樹脂を添加してもよく、添加する樹脂としては、例えば、発泡成形体の耐衝撃性を向上させるために、ポリブタジエン、スチレン−ブタジエン共重合体、エチレン−プロピレン−非共役ジエン三次元共重合体などのジエン系のゴム状重合体を添加したゴム変性ポリスチレン系樹脂、いわゆるハイインパクトポリスチレンが挙げられる。あるいは、ポリエチレン系樹脂、ポリプロピレン系樹脂、アクリル系樹脂、アクリロニトリル−スチレン共重合体、アクリロニトリル−ブタジエン−スチレン共重合体などが挙げられる。
【0026】
原料となるポリスチレン系樹脂としては、市販されている通常のポリスチレン系樹脂、懸濁重合法などの方法で新たに作製したポリスチレン系樹脂などの、再生品ではないポリスチレン系樹脂(バージンポリスチレン)を使用できる他、使用済みのポリスチレン系樹脂発泡成形体を再生処理して得られた再生ポリスチレン系樹脂を使用することができる。この再生ポリスチレン系樹脂としては、使用済みのポリスチレン系樹脂発泡成形体、例えば、魚箱、家電緩衝材、食品包装用トレーなどを回収し、リモネン溶解方式や加熱減容方式によって再生したポリスチレン系樹脂を用いることができる。また、使用することができる再生ポリスチレン系樹脂は、使用済みのポリスチレン系樹脂発泡成形体を再生処理して得られたもの以外にも、家電製品(例えば、テレビ、冷蔵庫、洗濯機、エアコンなど)や事務用機器(例えば、複写機、ファクシミリ、プリンターなど)から分別回収された非発泡のポリスチレン系樹脂成形体を粉砕し、溶融混練してリペレットした再生ポリスチレン系樹脂を用いることができる。
【0027】
本発明の発泡性ポリスチレン系樹脂粒子に含有させる発泡剤としては、プロパン、n−ブタン、イソブタン、n−ペンタン、イソペンタン、ネオペンタン等の脂肪族炭化水素、1,1−ジクロロ−1−フルオロエタン(HCFC−141b)、1,1−ジクロロ−2,2,2−トリフルオロエタン(HCFC−123)、クロロジフルオロメタン(HCFC−22)、1−クロロ−1,2,2,2−テトラフルオロエタン(HCFC−124)等のクロロフルオロカーボン、1,1−ジフルオロエタン(HFC−152a)、1,1,1−トリフルオロエタン(HFC−143a)、1,1,1,2−テトラフルオロエタン(HFC−134a)、ジフルオロメタン(HFC−32)等のフルオロカーボン、各種アルコール、二酸化炭素、水、及び窒素などの物理発泡剤が挙げられ、これらの中の1種又は2種以上を併用して使用することができる。これらのうち、好ましい発泡剤としては、n−ブタン、イソブタン、n−ペンタン、イソペンタン及びこれらを二種以上混合した発泡剤が挙げられる。発泡剤の添加量は、ポリスチレン系樹脂100質量部に対して1〜15質量部の範囲とされ、より好ましくは3〜12質量部の範囲とされる。
【0028】
本発明の発泡性ポリスチレン系樹脂粒子に含有させるスチレンオリゴマーの量は、樹脂中600〜30000ppmの範囲内であり、1000〜25000ppmの範囲内であることが好ましく、4500〜20000ppmの範囲内であることがより好ましく、7000〜20000ppmの範囲であることがさらに好ましい。スチレンオリゴマー含有量が600ppm未満であると、発泡性ポリスチレン系樹脂粒子を加熱して予備発泡粒子を製造する際に、高い発泡性が得られなくなり、また該予備発泡粒子を型内発泡成形して発泡成形体を製造する際に、成形時に良好な外観が得られず、発泡粒子同士の融着が悪くなって強度が低下してしまう。一方、スチレンオリゴマー含有量が30000ppmを超えると、予備発泡時の収縮が生じ易い、ブロッキングを生じ易い、成形性の低下(トケ)、耐熱性・寸法安定性の低下、臭気、溶出などの問題が生じるおそれがある。
【0029】
本発明の発泡性ポリスチレン系樹脂粒子において、前記スチレンオリゴマーのうちスチレンダイマーが樹脂中50〜3000ppmの範囲内で含有されていることが好ましい。
また本発明の発泡性ポリスチレン系樹脂粒子において、前記スチレンオリゴマーのうちスチレントリマーが樹脂中300〜20000ppmの範囲内で含有されていることが好ましい。
【0030】
スチレンオリゴマーを前記含有量の範囲で含有するポリスチレン系樹脂を調製する方法は特に限定されないが、例えば、前記バージンポリスチレンや再生ポリスチレン系樹脂中のスチレンオリゴマー量(スチレンダイマー量とスチレントリマー量)を測定しておき、これらのポリスチレン樹脂原料を適宜組み合わせて配合することによって、所望のスチレンオリゴマー含有量を持ったポリスチレン系樹脂原料とする方法が好ましい。
【0031】
本発明の発泡性ポリスチレン系樹脂粒子には、発泡剤の他、無機発泡核剤が均一に含有されていることが好ましい。無機発泡核剤としては、タルク、シリカ、その他の無機粉体が挙げられ、これらの中でもタルクが好ましい。
無機発泡核剤の量は、ポリスチレン系樹脂100質量部に対し0.05〜5質量部の範囲内であることが好ましく、0.1〜2質量部の範囲がより好ましい。
使用する無機発泡核剤の平均粒径は、0.1〜30μmの範囲内であることが好ましく、0.5〜10μmの範囲内であることがより好ましい。
発泡性ポリスチレン系樹脂粒子に可塑剤とともにタルクなどの無機発泡核剤を含有させることで、予備発泡粒子の嵩発泡倍数を高める効果や発泡成形体の機械強度向上効果を高めることができる。
無機発泡核剤は、発泡性ポリスチレン系樹脂粒子全体にわたり均一に含有している必要がある。樹脂粒子の局部、例えば、樹脂粒子の表層部分に無機発泡核剤が偏在していると、得られる発泡成形体の機械強度が低下するおそれがある。
【0032】
本発明の発泡性ポリスチレン系樹脂粒子には、物性を損なわない範囲内において、架橋剤、可塑剤、充填剤、難燃剤、難燃助剤、滑剤、着色剤等の添加剤を添加してもよく、又、ジンクステアレート等の粉末状金属石鹸類を前記発泡性スチレン樹脂粒子の表面に塗布しておけば、発泡性ポリスチレン系樹脂粒子の予備発泡工程においてポリスチレン系樹脂予備発泡粒子同士の結合を減少させることができて好ましい。
【0033】
本発明の発泡性ポリスチレン系樹脂粒子の粒径は、特に限定されないが、通常は0.5〜3.0mmの範囲が好ましく、0.7〜2.0mmの範囲がより好ましい。また、粒子の形状は、特に限定されないが、球状乃至略球状であることが好ましい。
【0034】
本発明の発泡性ポリスチレン系樹脂粒子は、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有されたものなので、高い発泡倍数の予備発泡粒子を得ることができ、軽量で十分な機械的強度を有する発泡成形体を製造することができる。
【0035】
(発泡性ポリスチレン系樹脂粒子の製造方法)
本発明の発泡性ポリスチレン系樹脂粒子の製造方法は、スチレンオリゴマーを含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得ることを特徴としている。
この製造方法では、前記ダイの小孔から押し出した発泡剤含有溶融樹脂を、直ちに水中に導いて切断し、直接粒子状に形成するホットカット法を採用してもよいし、ストランド状に押し出して冷却し、冷却後に切断して粒子とするストランドカット法を採用してもよい。
【0036】
本発明の発泡性ポリスチレン系樹脂粒子の製造方法において、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得るホットカット法によって製造することが好ましい。
【0037】
図1は、本発明の発泡性ポリスチレン系樹脂粒子の製造方法に用いられる製造装置の一例を示す構成図であり、本例の製造装置は、樹脂供給装置としての押出機1と、押出機1の先端に取り付けられた多数の小孔を有するダイ2と、押出機1内に樹脂原料等を投入する原料供給ホッパー3と、押出機1内の溶融樹脂に発泡剤供給口5を通して発泡剤を圧入する高圧ポンプ4と、ダイ2の小孔が穿設された樹脂吐出面に冷却水を接触させるように設けられ、室内に冷却水が循環供給されるカッティング室7と、ダイ2の小孔から押し出された樹脂を切断できるようにカッティング室7内に回転可能に設けられたカッター6と、カッティング室7から冷却水の流れに同伴して運ばれる発泡性ポリスチレン系樹脂粒子を冷却水と分離すると共に脱水乾燥して発泡性ポリスチレン系樹脂粒子を得る固液分離機能付き脱水乾燥機10と、固液分離機能付き脱水乾燥機10にて分離された冷却水を溜める水槽8と、この水槽8内の冷却水をカッティング室7に送る高圧ポンプ9と、固液分離機能付き脱水乾燥機10にて脱水乾燥された発泡性ポリスチレン系樹脂粒子を貯留する貯留容器11とを備えて構成されている。
【0038】
なお、押出機1としては、スクリュを用いる押出機またはスクリュを用いない押出機のいずれも用いることができる。スクリュを用いる押出機としては、例えば、単軸式押出機、多軸式押出機、ベント式押出機、タンデム式押出機などが挙げられる。スクリュを用いない押出機としては、例えば、プランジャ式押出機、ギアポンプ式押出機などが挙げられる。また、いずれの押出機もスタティックミキサーを用いることができる。これらの押出機のうち、生産性の面からスクリュを用いた押出機が好ましい。また、カッター6を収容したカッティング室7も、樹脂の溶融押出による造粒方法において用いられている従来周知のものを用いることができる。
【0039】
図1に示す製造装置を用い、発泡性ポリスチレン系樹脂粒子を製造するには、まず、原料の前記ポリスチレン系樹脂、無機発泡核剤や必要に応じて添加される発泡核剤などの所望の添加剤を秤量し、原料供給ホッパー3から押出機1内に投入する。原料のポリスチレン系樹脂は、ペレット状や顆粒状にして事前に良く混合してから1つの原料供給ホッパーから投入してもよいし、あるいは例えば複数のロットを用いる場合は各ロットごとに供給量を調整した複数の原料供給ホッパーから投入し、押出機内でそれらを混合してもよい。また、複数のロットのリサイクル原料を組み合わせて使用する場合には、複数のロットの原料を事前に良く混合し、磁気選別や篩分け、比重選別、送風選別などの適当な選別手段により異物を除去しておくことが好ましい。
【0040】
押出機1内にポリスチレン系樹脂、無機発泡核剤やその他の添加剤を供給後、樹脂を加熱溶融し、その溶融樹脂をダイ2側に移送しながら、発泡剤供給口5から高圧ポンプ4によって発泡剤を圧入して溶融樹脂に発泡剤を混合し、押出機1内に必要に応じて設けられる異物除去用のスクリーンを通して、溶融物をさらに混練しながら先端側に移動させ、発泡剤を添加した溶融物を押出機1の先端に付設したダイ2の小孔から押し出す。
【0041】
ダイ2の小孔が穿設された樹脂吐出面は、室内に冷却水が循環供給されるカッティング室7内に配置され、且つカッティング室7内には、ダイ2の小孔から押し出された樹脂を切断できるようにカッター6が回転可能に設けられている。発泡剤添加済みの溶融物を押出機1の先端に付設したダイ2の小孔から押し出すと、溶融物は粒状に切断され、同時に冷却水と接触して急冷され、発泡が抑えられたまま固化して発泡性ポリスチレン系樹脂粒子となる。
【0042】
形成された発泡性ポリスチレン系樹脂粒子は、カッティング室7から冷却水の流れに同伴して固液分離機能付き脱水乾燥機10に運ばれ、ここで発泡性ポリスチレン系樹脂粒子を冷却水と分離すると共に脱水乾燥する。乾燥された発泡性ポリスチレン系樹脂粒子は、貯留容器11に貯留される。
【0043】
本発明のポリスチレン系樹脂発泡成形体の製造方法は、溶融押出法によって発泡性ポリスチレン系樹脂粒子を製造する際に、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含むポリスチレン系樹脂を用い、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得るようにしたので、高い発泡倍数の予備発泡粒子を得ることができ、軽量で十分な機械的強度を有する発泡成形体を製造可能な発泡性ポリスチレン系樹脂粒子を効率よく製造することができる。
【0044】
(ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体)
本発明の発泡性ポリスチレン系樹脂粒子は、発泡樹脂成形体の製造分野において周知の装置及び手法を用い、水蒸気加熱等により加熱して予備発泡し、ポリスチレン系樹脂予備発泡粒子(以下、予備発泡粒子と記す)とする。この予備発泡粒子は、製造するべき発泡成形体の密度と同等の嵩密度となるように予備発泡される。本発明において、その嵩密度は限定されないが、通常は0.010〜0.10g/cm3の範囲内とし、0.015〜0.050g/cm3の範囲内とするのが好ましい。
【0045】
なお、本発明において予備発泡粒子の嵩密度とは、JIS K6911:1995年「熱硬化性プラスチック一般試験方法」に準拠して測定されたものをいう。
<予備発泡粒子の嵩密度>
先ず、予備発泡粒子を測定試料としてWg採取し、この測定試料をメスシリンダー内に自然落下させ、メスシリンダー内に落下させた測定試料の体積Vcm3をJIS K6911に準拠した見掛け密度測定器を用いて測定し、下記式に基づいて予備発泡粒子の嵩密度を測定する。
嵩密度(g/cm3)=測定試料の質量(W)/測定試料の体積(V)
【0046】
<予備発泡粒子の嵩発泡倍数>
また、予備発泡粒子の嵩発泡倍数は、次式により算出される数値である。
嵩発泡倍数=1/嵩密度(g/cm3)
【0047】
前記予備発泡粒子は、発泡樹脂成形体の製造分野において周知の装置及び手法を用い、該予備発泡粒子を成形型のキャビティ内に充填し、水蒸気加熱等により加熱して型内発泡成形し、ポリスチレン系樹脂発泡成形体(以下、発泡成形体と記す)を製造する。
本発明の発泡成形体の密度は特に限定されないが、通常は0.010〜0.10g/cm3の範囲内とし、0.015〜0.050g/cm3の範囲内とするのが好ましい。
【0048】
なお、本発明において発泡成形体の密度とは、JIS K7122:1999「発泡プラスチック及びゴム−見掛け密度の測定」記載の方法で測定した発泡成形体密度のことである。
<発泡成形体の密度>
50cm3以上(半硬質および軟質材料の場合は100cm3以上)の試験片を材料の元のセル構造を変えない様に切断し、その質量を測定し、次式により算出した。
密度(g/cm3)=試験片質量(g)/試験片体積(cm3)
試験片状態調節、測定用試験片は、成形後72時間以上経過した試料から切り取り、23℃±2℃×50%±5%または27℃±2℃×65%±5%の雰囲気条件に16時間以上放置したものである。
【0049】
<発泡成形体の発泡倍数>
また、発泡成形体の発泡倍数は次式により算出される数値である。
発泡倍数=1/密度(g/cm3)
【0050】
本発明の発泡成形体は、前述した本発明に係る発泡性ポリスチレン系樹脂粒子を加熱発泡させ、得られた予備発泡粒子を型内発泡成形して得られたものなので、高発泡倍数の発泡成形体を得ることができる。また、軽量で曲げ強度などの機械強度に優れた発泡成形体を得ることができる。
【実施例】
【0051】
[実施例1]
(スチレン系懸濁重合粒子の作製)
内容積100リットルの攪拌機付オートクレーブ(以下、反応器ともいう)にリン酸三カルシウム(大平化学社製)120g、ドデシルベンゼンスルホン酸ナトリウム4g、過酸化ベンゾイル(純度75%)140g、t−ブチルパーオキシ−2−エチルヘキシルモノカーボネート30g、イオン交換水40kg及びスチレン単量体40kgを投入した後、100rpmの撹拌下で溶解及び分散させて懸濁液を形成した。
引き続き、攪拌羽を100rpmで撹拌しながらオートクレーブ内の温度を90℃まで昇温した後、90℃で6時間保持した。
その後、さらにオートクレーブ内の温度を120℃まで昇温し、120℃で2時間保持した後、オートクレーブ内の温度を25℃まで冷却し、オートクレーブから内容物を取り出し、脱水・乾燥・分級して粒子径が0.8〜1.2mmで重量平均分子量が30万のスチレン系懸濁重合粒子(以下、懸濁重合粒子と記す)を得た。
【0052】
(発泡性ポリスチレン系樹脂粒子の製造)
基材樹脂として該懸濁重合粒子とリサイクル原料(1)を質量比70/30%の割合で使用し、基材樹脂100質量部に対して微粉末タルク0.3質量部を加えて、時間当たり160kg/hrの割合で口径90mmの単軸押出機内へ供給し、樹脂を加熱溶融させた後、発泡剤として基材樹脂100質量部に対して6質量部のイソペンタンを押出機途中より圧入した。そして、押出機内で樹脂と発泡剤を混練しつつ、押出機先端部での樹脂温度が170℃となるように冷却しながら、押出機に連接しヒーターにより290℃に保持した、直径0.6mm、ランド長さ3.0mmのノズルを200個有する造粒用ダイを通して、温度50℃、水圧0.4MPaの冷却水が循環する水中カット室内に押し出すと同時に、円周方向に10枚の刃を有する高速回転カッターをダイに密着させて、毎分3000回転で切断し、脱水乾燥して球形の発泡性ポリスチレン系樹脂粒子を得た。得られた発泡性ポリスチレン系樹脂粒子は変形、ヒゲ等の発生もなく、平均粒径1.1mmであった。
【0053】
(発泡性ポリスチレン系樹脂粒子の表面被覆)
前記の通り得られた発泡性ポリスチレン系樹脂粒子100質量部に対して、ポリエチレングリコール0.03質量部、ステアリン酸亜鉛0.05質量部、ステアリン酸モノグリセライド0.05質量部、ヒドロキシステアリン酸トリグリセライド0.05質量部を発泡性ポリスチレン系樹脂粒子の表面全面に均一に被覆した。
【0054】
(発泡成形品の製造)
続いて、発泡性ポリスチレン系樹脂粒子を円筒型バッチ式予備発泡機に供給して、吹き込み圧0.05MPaの水蒸気により加熱し、予備発泡粒子を得た。得られた予備発泡粒子は、嵩密度0.020g/cm3(嵩発泡倍数50倍)であった。
続いて、得られた予備発泡粒子を室温雰囲気下、24時間に亘って放置した後、長さ400mm×幅300mm×高さ25mmの長方形状のキャビティを有する成形型内に予備発泡粒子を充填し、成形スチーム圧0.06〜0.10MPa(ゲージ圧力)、金型加熱3秒、一方加熱10秒、逆一方加熱3秒、両面加熱10秒、水冷5秒、設定取出面圧0.02MPaの条件で成形を行った。得られた発泡性形体は密度0.020g/cm3(発泡倍数50倍)であった。
【0055】
<スチレンダイマー、スチレントリマーの測定>
発泡性ポリスチレン系樹脂粒子中に含有するスチレンダイマー、スチレントリマー量については以下のように測定した。
試料0.2gをメチルエチルケトン10mLに溶解しメタノール40mL中に滴下して再沈殿させる。次いで、50mlナスフラスコに内部標準液(メチルエチルケトン100mlにエイコサン0.2gを溶解させたもの)を1mL加え、再沈殿液をNO.5Aろ紙にてろ過し、先ほどの内部標準液にメスアップする。これをGC/MC(島津製作所社製、商品名GC17A)で測定し、クロマトグラムのうちダイマーピーク3本、トリマーピーク5本のピーク面積と内部標準物質の相対感度を同一として定量した。(ダイマー、トリマーのピークの確認は関東化学製の標準物質を用いて行った)
装置:島津製作所社製 、商品名GC17A
カラム:商品名DB−1(J&W社製、0.25mmφ×30m、膜圧0.1μm)
注入口温度:240℃
検出器(FID)温度:260℃
キャリアガス(He):圧力80psi
カラム温度:40℃(1分)〜50℃/分〜150℃(1分)〜5℃/分〜250℃(3分)〜50℃/分〜320℃(8分)
前記GC/MCによる定量後、ポリスチレン系樹脂中のスチレンダイマー、スチレントリマーの含有量(単位:ppm)を算出した。また、オリゴマー量はスチレンダイマーとスチレントリマーの和とした。
【0056】
<発泡性の測定>
得られた発泡性ポリスチレン系樹脂粒子の発泡性を調べる為に、発泡槽の中で発泡スチーム圧0.01MPa(ゲージ圧力)の蒸気にて発泡させた。その時の加熱時間を2分、5分、8分と変えて発泡させ、この発泡粒2gをメスシリンダーに入れて体積を測り、質量2gで除して見かけの発泡倍数(cm3/g)を求めた。
加熱時間を2分、5分、8分と変えて発泡させた見かけの発泡倍数の最大値を次の評価基準:
優良(◎):最大の発泡倍数が65倍以上、且つ各加熱時間での発泡倍数がすべて50倍以上であるもの
良好(○):最大の発泡倍数が50倍以上65倍未満、且つ各加熱時間での発泡倍数がすべて50倍以上のもの
やや不良(△):最大の発泡倍数が50倍以上65倍未満、且つ各加熱時間での発泡倍数の中に50倍未満を含むもの
不良(×):最大の発泡倍数が50倍未満であるもの
に基づき評価した。
【0057】
<予備発泡時のブロッキング発生率の測定>
予備発泡粒子の製造の際に、樹脂粒子同士が集塊した、いわるゆブロッキング粒子を目開き10mmの篩を用いて分離し、重量を測定して、投入した全量の重量で除して、ブロッキングの発生率として求め、次の評価基準:
優良(◎):1%未満
良好(○):1%以上1.5%未満
不良(×):1.5%以上
に基づき評価した。
【0058】
<発泡成形品の外観評価>
発泡成形品の外観を目視にて評価した。次の評価基準:
優良(◎):成形品表面の発泡粒子が接合した境界部分が非常に平滑である場合
良好(○):成形品表面の発泡粒子が接合した境界部分の平滑がやや劣る場合
不良(×):成形品表面の発泡粒子の境界部分に凹凸があり平滑性が劣る場合
に基づき、外観を評価した。
【0059】
<融着率の評価>
得られた箱形の発泡成形品を衝撃によって破断させ、その破断面の発泡粒子に100〜150個を含む任意の範囲について、全粒子数(A)と粒子内で破断している粒子数(B)を計数し、以下の式により融着率(%)を算出した。
融着率=(B)×100/(A)
次の評価基準:
優良(◎):融着率80%以上、100%未満
良好(○):融着率60%以上、80%未満
不良(×):融着率60%未満
に基づき、融着率を評価した。
【0060】
<総合評価>
総合評価は発泡性、ブロッキング、外観総合、融着の4つの評価が次の評価基準:
優良(◎):×、△が共になく、◎が3つ以上
良好(○):×がなく、◎が2つ以下
不良(×):×が一つでもあるもの
に基づき評価を行った。
【0061】
実施例1で作製した発泡性ポリスチレン系樹脂粒子、予備発泡粒子及び発泡成形体について、前記<スチレンダイマー、スチレントリマーの測定>、<発泡性の測定>、<予備発泡時のブロッキング発生率の測定>、<発泡成形品の外観評価>、<融着率の評価>及び<総合評価>を測定・評価した。その結果を表1、表2に記す。
【0062】
[実施例2]
基材樹脂としてリサイクル原料(2)を100%使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0063】
[実施例3]
基材樹脂としてリサイクル原料(3)を100%使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0064】
[実施例4]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比10/90%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0065】
[実施例5]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比25/75%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0066】
[実施例6]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比50/50%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0067】
[実施例7]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比75/25%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0068】
[実施例8]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比90/10%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0069】
[実施例9]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比95/5%の割合で使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0070】
[実施例10]
基材樹脂としてリサイクル原料(1)とリサイクル原料(2)を質量比50/50%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0071】
[実施例11]
基材樹脂として市販のポリスチレン樹脂(東洋スチレン社製「G9305」)を100%の割合で使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0072】
[比較例1]
基材樹脂としてリサイクル原料(1)を100%の割合で使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0073】
[比較例2]
(発泡性スチレン系樹脂粒子の作製)
内容積50リットルの攪拌機付オートクレーブに、懸濁重合粒子22kg、蒸留水21kg、ピロリン酸マグネシウム80g、ドデシルベゼンスルホン酸ナトリウム5gに発泡剤であるイソペンタン1900gを圧入して100℃で2時間保持した後、20℃まで冷却して取り出し、洗浄、脱水、乾燥した(AC法)。発泡性ポリスチレン粒子の洗浄時に、JIS1000μm篩を通過しない合着粒子、及びJIS500μm篩を通過する微粉末状重合体を除き、その重量を各々測定した。さらに発泡後の気泡径が完全に安定するまで15℃で5日間熟成させて、メジアン径0.85mmの発泡性スチレン系重合体粒子を得た。
発泡性ポリスチレン系樹脂粒子の表面被覆以降は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0074】
[比較例3]
基材樹脂として懸濁重合粒子を100%の割合で使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定を行った。その結果を表1、表2に記す。
【0075】
[比較例4]
基材樹脂としてリサイクル原料(4)を100%の割合で使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0076】
【表1】

【0077】
【表2】
【0078】
表1、表2の結果から、実施例1〜11の発泡性ポリスチレン系樹脂粒子は、樹脂中のオリゴマー含有量が600〜30000ppmの範囲内であり、総合評価は良好以上となった。
【0079】
一方、比較例1は、オリゴマー含有量が30000ppmを超えており、ブロッキング、外観の評価について不良となった。
また比較例2、比較例3及び比較例4は、オリゴマー含有量がそれぞれ252ppm、568ppm、581ppmと600pm未満となり、発泡性、融着、外観の各評価について不良となった。
【産業上の利用可能性】
【0080】
本発明は、溶融押出法による発泡性ポリスチレン系樹脂粒子の製造方法に関し、高発泡倍数で機械強度に優れた発泡成形体を得ることが可能な発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体に関する。
【符号の説明】
【0081】
1…押出機(樹脂供給装置)、2…ダイ、3…原料供給ホッパー、4…高圧ポンプ、5…発泡剤供給口、6…カッター、7…カッティング室、8…水槽、9…高圧ポンプ、10…固液分離機能付き脱水乾燥機、11…貯留容器。
【技術分野】
【0001】
本発明は、発泡剤を含むポリスチレン系樹脂粒子からなる発泡性ポリスチレン系樹脂粒子とその製造方法に関し、スチレンのオリゴマー(スチレンダイマー及びスチレントリマー)を規定量含有させることにより容易に高倍発泡が可能な発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体に関する。
【背景技術】
【0002】
発泡性ポリスチレン系樹脂粒子中に含まれるスチレンのオリゴマーの含有量について、例えば、特許文献1には、樹脂中のスチレンダイマー及びスチレントリマーの含有量が450ppm以下である事を特徴とする食品容器用発泡性ポリスチレン系樹脂粒子が開示され、またスチレンダイマー及びスチレントリマーのヘプタンへの溶出量が5ppb以下である事を特徴とする食品用ポリスチレン系樹脂ビーズ発泡容器が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−229617号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示された食品容器用発泡性ポリスチレン系樹脂粒子は、樹脂中のスチレンオリゴマーの含有量が450ppm以下であるため、発泡性ポリスチレン系樹脂粒子を加熱して予備発泡粒子を製造する際に、高い発泡性が得られないという問題や、該予備発泡粒子を型内発泡成形して発泡成形体を製造する際に、成形時に良好な外観が得られず、発泡粒子同士の融着が悪くなって強度が低下してしまうといった問題がある。
【0005】
逆に、スチレンオリゴマーの含有量が多すぎると、予備発泡時の収縮が生じ易い、ブロッキングを生じ易い、成形性の低下(トケ)、耐熱性・寸法安定性の低下、臭気、溶出などが懸念される。
【0006】
本発明は前記事情に鑑みてなされ、高い発泡倍数の予備発泡粒子を得ることができ、軽量で十分な機械的強度を有する発泡成形体を製造可能な発泡性ポリスチレン系樹脂粒子の提供を課題としている。
【課題を解決するための手段】
【0007】
前記課題を達成するため、本発明は、樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成する溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を提供する。
【0008】
また本発明は、樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡性ポリスチレン系樹脂粒子を得る、溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を提供する。
【0009】
本発明の発泡性ポリスチレン系樹脂粒子において、前記スチレンオリゴマーが樹脂中1000〜25000ppmの範囲内で含有されたことが好ましく、4500〜20000ppmの範囲内であることがより好ましい。
【0010】
本発明の発泡性ポリスチレン系樹脂粒子において、前記スチレンオリゴマーのうちスチレンダイマーが樹脂中50〜3000ppmの範囲内で含有されたことが好ましい。
【0011】
本発明の発泡性ポリスチレン系樹脂粒子において、前記スチレンオリゴマーのうちスチレントリマーが樹脂中300〜20000ppmの範囲内で含有されたことが好ましい。
【0012】
また本発明は、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得ることを特徴とする発泡性ポリスチレン系樹脂粒子の製造方法を提供する。
【0013】
また本発明は、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得ることを特徴とする発泡性ポリスチレン系樹脂粒子の製造方法を提供する。
【0014】
本発明の発泡性ポリスチレン系樹脂粒子の製造方法において、前記スチレンオリゴマーの含有量が樹脂中1000〜25000ppmの範囲内であることが好ましく、4500〜20000ppmの範囲内であることがより好ましい。
【0015】
本発明の発泡性ポリスチレン系樹脂粒子の製造方法において、前記スチレンオリゴマーのうちスチレンダイマーの含有量が樹脂中50〜3000ppmの範囲内であることが好ましい。
【0016】
本発明の発泡性ポリスチレン系樹脂粒子の製造方法において、前記スチレンオリゴマーのうちスチレントリマーの含有量が樹脂中300〜20000ppmの範囲内であることが好ましい。
【0017】
また本発明は、前記発泡性ポリスチレン系樹脂粒子を加熱し発泡させて得られたポリスチレン系樹脂予備発泡粒子を提供する。
【0018】
また本発明は、前記ポリスチレン系樹脂予備発泡粒子を成形型のキャビティに充填し、加熱して型内発泡成形して得られたポリスチレン系樹脂発泡成形体を提供する。
【発明の効果】
【0019】
本発明の発泡性ポリスチレン系樹脂粒子は、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有されたものなので、高い発泡倍数の予備発泡粒子を得ることができ、軽量で十分な機械的強度を有する発泡成形体を製造することができる。
【0020】
本発明の発泡性ポリスチレン系樹脂粒子の製造方法は、溶融押出法によって発泡性ポリスチレン系樹脂粒子を製造する際に、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含むポリスチレン系樹脂を用い、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得るようにしたので、高い発泡倍数の予備発泡粒子を得ることができ、軽量で十分な機械的強度を有する発泡成形体を製造可能な発泡性ポリスチレン系樹脂粒子を効率よく製造することができる。
【図面の簡単な説明】
【0021】
【図1】溶融押出法による発泡性ポリスチレン系樹脂粒子の製造装置の一例を示す構成図である。
【発明を実施するための形態】
【0022】
(発泡性ポリスチレン系樹脂粒子)
本発明の発泡性ポリスチレン系樹脂粒子は、樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成する溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有されたことを特徴としている。
【0023】
本発明の発泡性ポリスチレン系樹脂粒子に用いられるポリスチレン系樹脂としては、特に限定されず、例えば、スチレン、α−メチルスチレン、ビニルトルエン、クロロスチレン、エチルスチレン、i−プロピルスチレン、ジメチルスチレン、ブロモスチレン等のスチレン系モノマーの単独重合体又はこれらの共重合体等が挙げられ、スチレンを50質量%以上含有するポリスチレン系樹脂が好ましく、ポリスチレンがより好ましい。
【0024】
また、前記ポリスチレン系樹脂としては、前記スチレンモノマーを主成分とする、前記スチレン系モノマーとこのスチレン系モノマーと共重合可能なビニルモノマーとの共重合体であってもよく、このようなビニルモノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、セチル(メタ)アクリレート等のアルキル(メタ)アクリレート、(メタ)アクリロニトリル、ジメチルマレエート、ジメチルフマレート、ジエチルフマレート、エチルフマレートの他、ジビニルベンゼン、アルキレングリコールジメタクリレートなどの二官能性モノマーなどが挙げられる。
【0025】
また、ポリスチレン系樹脂が主成分であれば、他の樹脂を添加してもよく、添加する樹脂としては、例えば、発泡成形体の耐衝撃性を向上させるために、ポリブタジエン、スチレン−ブタジエン共重合体、エチレン−プロピレン−非共役ジエン三次元共重合体などのジエン系のゴム状重合体を添加したゴム変性ポリスチレン系樹脂、いわゆるハイインパクトポリスチレンが挙げられる。あるいは、ポリエチレン系樹脂、ポリプロピレン系樹脂、アクリル系樹脂、アクリロニトリル−スチレン共重合体、アクリロニトリル−ブタジエン−スチレン共重合体などが挙げられる。
【0026】
原料となるポリスチレン系樹脂としては、市販されている通常のポリスチレン系樹脂、懸濁重合法などの方法で新たに作製したポリスチレン系樹脂などの、再生品ではないポリスチレン系樹脂(バージンポリスチレン)を使用できる他、使用済みのポリスチレン系樹脂発泡成形体を再生処理して得られた再生ポリスチレン系樹脂を使用することができる。この再生ポリスチレン系樹脂としては、使用済みのポリスチレン系樹脂発泡成形体、例えば、魚箱、家電緩衝材、食品包装用トレーなどを回収し、リモネン溶解方式や加熱減容方式によって再生したポリスチレン系樹脂を用いることができる。また、使用することができる再生ポリスチレン系樹脂は、使用済みのポリスチレン系樹脂発泡成形体を再生処理して得られたもの以外にも、家電製品(例えば、テレビ、冷蔵庫、洗濯機、エアコンなど)や事務用機器(例えば、複写機、ファクシミリ、プリンターなど)から分別回収された非発泡のポリスチレン系樹脂成形体を粉砕し、溶融混練してリペレットした再生ポリスチレン系樹脂を用いることができる。
【0027】
本発明の発泡性ポリスチレン系樹脂粒子に含有させる発泡剤としては、プロパン、n−ブタン、イソブタン、n−ペンタン、イソペンタン、ネオペンタン等の脂肪族炭化水素、1,1−ジクロロ−1−フルオロエタン(HCFC−141b)、1,1−ジクロロ−2,2,2−トリフルオロエタン(HCFC−123)、クロロジフルオロメタン(HCFC−22)、1−クロロ−1,2,2,2−テトラフルオロエタン(HCFC−124)等のクロロフルオロカーボン、1,1−ジフルオロエタン(HFC−152a)、1,1,1−トリフルオロエタン(HFC−143a)、1,1,1,2−テトラフルオロエタン(HFC−134a)、ジフルオロメタン(HFC−32)等のフルオロカーボン、各種アルコール、二酸化炭素、水、及び窒素などの物理発泡剤が挙げられ、これらの中の1種又は2種以上を併用して使用することができる。これらのうち、好ましい発泡剤としては、n−ブタン、イソブタン、n−ペンタン、イソペンタン及びこれらを二種以上混合した発泡剤が挙げられる。発泡剤の添加量は、ポリスチレン系樹脂100質量部に対して1〜15質量部の範囲とされ、より好ましくは3〜12質量部の範囲とされる。
【0028】
本発明の発泡性ポリスチレン系樹脂粒子に含有させるスチレンオリゴマーの量は、樹脂中600〜30000ppmの範囲内であり、1000〜25000ppmの範囲内であることが好ましく、4500〜20000ppmの範囲内であることがより好ましく、7000〜20000ppmの範囲であることがさらに好ましい。スチレンオリゴマー含有量が600ppm未満であると、発泡性ポリスチレン系樹脂粒子を加熱して予備発泡粒子を製造する際に、高い発泡性が得られなくなり、また該予備発泡粒子を型内発泡成形して発泡成形体を製造する際に、成形時に良好な外観が得られず、発泡粒子同士の融着が悪くなって強度が低下してしまう。一方、スチレンオリゴマー含有量が30000ppmを超えると、予備発泡時の収縮が生じ易い、ブロッキングを生じ易い、成形性の低下(トケ)、耐熱性・寸法安定性の低下、臭気、溶出などの問題が生じるおそれがある。
【0029】
本発明の発泡性ポリスチレン系樹脂粒子において、前記スチレンオリゴマーのうちスチレンダイマーが樹脂中50〜3000ppmの範囲内で含有されていることが好ましい。
また本発明の発泡性ポリスチレン系樹脂粒子において、前記スチレンオリゴマーのうちスチレントリマーが樹脂中300〜20000ppmの範囲内で含有されていることが好ましい。
【0030】
スチレンオリゴマーを前記含有量の範囲で含有するポリスチレン系樹脂を調製する方法は特に限定されないが、例えば、前記バージンポリスチレンや再生ポリスチレン系樹脂中のスチレンオリゴマー量(スチレンダイマー量とスチレントリマー量)を測定しておき、これらのポリスチレン樹脂原料を適宜組み合わせて配合することによって、所望のスチレンオリゴマー含有量を持ったポリスチレン系樹脂原料とする方法が好ましい。
【0031】
本発明の発泡性ポリスチレン系樹脂粒子には、発泡剤の他、無機発泡核剤が均一に含有されていることが好ましい。無機発泡核剤としては、タルク、シリカ、その他の無機粉体が挙げられ、これらの中でもタルクが好ましい。
無機発泡核剤の量は、ポリスチレン系樹脂100質量部に対し0.05〜5質量部の範囲内であることが好ましく、0.1〜2質量部の範囲がより好ましい。
使用する無機発泡核剤の平均粒径は、0.1〜30μmの範囲内であることが好ましく、0.5〜10μmの範囲内であることがより好ましい。
発泡性ポリスチレン系樹脂粒子に可塑剤とともにタルクなどの無機発泡核剤を含有させることで、予備発泡粒子の嵩発泡倍数を高める効果や発泡成形体の機械強度向上効果を高めることができる。
無機発泡核剤は、発泡性ポリスチレン系樹脂粒子全体にわたり均一に含有している必要がある。樹脂粒子の局部、例えば、樹脂粒子の表層部分に無機発泡核剤が偏在していると、得られる発泡成形体の機械強度が低下するおそれがある。
【0032】
本発明の発泡性ポリスチレン系樹脂粒子には、物性を損なわない範囲内において、架橋剤、可塑剤、充填剤、難燃剤、難燃助剤、滑剤、着色剤等の添加剤を添加してもよく、又、ジンクステアレート等の粉末状金属石鹸類を前記発泡性スチレン樹脂粒子の表面に塗布しておけば、発泡性ポリスチレン系樹脂粒子の予備発泡工程においてポリスチレン系樹脂予備発泡粒子同士の結合を減少させることができて好ましい。
【0033】
本発明の発泡性ポリスチレン系樹脂粒子の粒径は、特に限定されないが、通常は0.5〜3.0mmの範囲が好ましく、0.7〜2.0mmの範囲がより好ましい。また、粒子の形状は、特に限定されないが、球状乃至略球状であることが好ましい。
【0034】
本発明の発泡性ポリスチレン系樹脂粒子は、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有されたものなので、高い発泡倍数の予備発泡粒子を得ることができ、軽量で十分な機械的強度を有する発泡成形体を製造することができる。
【0035】
(発泡性ポリスチレン系樹脂粒子の製造方法)
本発明の発泡性ポリスチレン系樹脂粒子の製造方法は、スチレンオリゴマーを含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得ることを特徴としている。
この製造方法では、前記ダイの小孔から押し出した発泡剤含有溶融樹脂を、直ちに水中に導いて切断し、直接粒子状に形成するホットカット法を採用してもよいし、ストランド状に押し出して冷却し、冷却後に切断して粒子とするストランドカット法を採用してもよい。
【0036】
本発明の発泡性ポリスチレン系樹脂粒子の製造方法において、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得るホットカット法によって製造することが好ましい。
【0037】
図1は、本発明の発泡性ポリスチレン系樹脂粒子の製造方法に用いられる製造装置の一例を示す構成図であり、本例の製造装置は、樹脂供給装置としての押出機1と、押出機1の先端に取り付けられた多数の小孔を有するダイ2と、押出機1内に樹脂原料等を投入する原料供給ホッパー3と、押出機1内の溶融樹脂に発泡剤供給口5を通して発泡剤を圧入する高圧ポンプ4と、ダイ2の小孔が穿設された樹脂吐出面に冷却水を接触させるように設けられ、室内に冷却水が循環供給されるカッティング室7と、ダイ2の小孔から押し出された樹脂を切断できるようにカッティング室7内に回転可能に設けられたカッター6と、カッティング室7から冷却水の流れに同伴して運ばれる発泡性ポリスチレン系樹脂粒子を冷却水と分離すると共に脱水乾燥して発泡性ポリスチレン系樹脂粒子を得る固液分離機能付き脱水乾燥機10と、固液分離機能付き脱水乾燥機10にて分離された冷却水を溜める水槽8と、この水槽8内の冷却水をカッティング室7に送る高圧ポンプ9と、固液分離機能付き脱水乾燥機10にて脱水乾燥された発泡性ポリスチレン系樹脂粒子を貯留する貯留容器11とを備えて構成されている。
【0038】
なお、押出機1としては、スクリュを用いる押出機またはスクリュを用いない押出機のいずれも用いることができる。スクリュを用いる押出機としては、例えば、単軸式押出機、多軸式押出機、ベント式押出機、タンデム式押出機などが挙げられる。スクリュを用いない押出機としては、例えば、プランジャ式押出機、ギアポンプ式押出機などが挙げられる。また、いずれの押出機もスタティックミキサーを用いることができる。これらの押出機のうち、生産性の面からスクリュを用いた押出機が好ましい。また、カッター6を収容したカッティング室7も、樹脂の溶融押出による造粒方法において用いられている従来周知のものを用いることができる。
【0039】
図1に示す製造装置を用い、発泡性ポリスチレン系樹脂粒子を製造するには、まず、原料の前記ポリスチレン系樹脂、無機発泡核剤や必要に応じて添加される発泡核剤などの所望の添加剤を秤量し、原料供給ホッパー3から押出機1内に投入する。原料のポリスチレン系樹脂は、ペレット状や顆粒状にして事前に良く混合してから1つの原料供給ホッパーから投入してもよいし、あるいは例えば複数のロットを用いる場合は各ロットごとに供給量を調整した複数の原料供給ホッパーから投入し、押出機内でそれらを混合してもよい。また、複数のロットのリサイクル原料を組み合わせて使用する場合には、複数のロットの原料を事前に良く混合し、磁気選別や篩分け、比重選別、送風選別などの適当な選別手段により異物を除去しておくことが好ましい。
【0040】
押出機1内にポリスチレン系樹脂、無機発泡核剤やその他の添加剤を供給後、樹脂を加熱溶融し、その溶融樹脂をダイ2側に移送しながら、発泡剤供給口5から高圧ポンプ4によって発泡剤を圧入して溶融樹脂に発泡剤を混合し、押出機1内に必要に応じて設けられる異物除去用のスクリーンを通して、溶融物をさらに混練しながら先端側に移動させ、発泡剤を添加した溶融物を押出機1の先端に付設したダイ2の小孔から押し出す。
【0041】
ダイ2の小孔が穿設された樹脂吐出面は、室内に冷却水が循環供給されるカッティング室7内に配置され、且つカッティング室7内には、ダイ2の小孔から押し出された樹脂を切断できるようにカッター6が回転可能に設けられている。発泡剤添加済みの溶融物を押出機1の先端に付設したダイ2の小孔から押し出すと、溶融物は粒状に切断され、同時に冷却水と接触して急冷され、発泡が抑えられたまま固化して発泡性ポリスチレン系樹脂粒子となる。
【0042】
形成された発泡性ポリスチレン系樹脂粒子は、カッティング室7から冷却水の流れに同伴して固液分離機能付き脱水乾燥機10に運ばれ、ここで発泡性ポリスチレン系樹脂粒子を冷却水と分離すると共に脱水乾燥する。乾燥された発泡性ポリスチレン系樹脂粒子は、貯留容器11に貯留される。
【0043】
本発明のポリスチレン系樹脂発泡成形体の製造方法は、溶融押出法によって発泡性ポリスチレン系樹脂粒子を製造する際に、スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含むポリスチレン系樹脂を用い、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得るようにしたので、高い発泡倍数の予備発泡粒子を得ることができ、軽量で十分な機械的強度を有する発泡成形体を製造可能な発泡性ポリスチレン系樹脂粒子を効率よく製造することができる。
【0044】
(ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体)
本発明の発泡性ポリスチレン系樹脂粒子は、発泡樹脂成形体の製造分野において周知の装置及び手法を用い、水蒸気加熱等により加熱して予備発泡し、ポリスチレン系樹脂予備発泡粒子(以下、予備発泡粒子と記す)とする。この予備発泡粒子は、製造するべき発泡成形体の密度と同等の嵩密度となるように予備発泡される。本発明において、その嵩密度は限定されないが、通常は0.010〜0.10g/cm3の範囲内とし、0.015〜0.050g/cm3の範囲内とするのが好ましい。
【0045】
なお、本発明において予備発泡粒子の嵩密度とは、JIS K6911:1995年「熱硬化性プラスチック一般試験方法」に準拠して測定されたものをいう。
<予備発泡粒子の嵩密度>
先ず、予備発泡粒子を測定試料としてWg採取し、この測定試料をメスシリンダー内に自然落下させ、メスシリンダー内に落下させた測定試料の体積Vcm3をJIS K6911に準拠した見掛け密度測定器を用いて測定し、下記式に基づいて予備発泡粒子の嵩密度を測定する。
嵩密度(g/cm3)=測定試料の質量(W)/測定試料の体積(V)
【0046】
<予備発泡粒子の嵩発泡倍数>
また、予備発泡粒子の嵩発泡倍数は、次式により算出される数値である。
嵩発泡倍数=1/嵩密度(g/cm3)
【0047】
前記予備発泡粒子は、発泡樹脂成形体の製造分野において周知の装置及び手法を用い、該予備発泡粒子を成形型のキャビティ内に充填し、水蒸気加熱等により加熱して型内発泡成形し、ポリスチレン系樹脂発泡成形体(以下、発泡成形体と記す)を製造する。
本発明の発泡成形体の密度は特に限定されないが、通常は0.010〜0.10g/cm3の範囲内とし、0.015〜0.050g/cm3の範囲内とするのが好ましい。
【0048】
なお、本発明において発泡成形体の密度とは、JIS K7122:1999「発泡プラスチック及びゴム−見掛け密度の測定」記載の方法で測定した発泡成形体密度のことである。
<発泡成形体の密度>
50cm3以上(半硬質および軟質材料の場合は100cm3以上)の試験片を材料の元のセル構造を変えない様に切断し、その質量を測定し、次式により算出した。
密度(g/cm3)=試験片質量(g)/試験片体積(cm3)
試験片状態調節、測定用試験片は、成形後72時間以上経過した試料から切り取り、23℃±2℃×50%±5%または27℃±2℃×65%±5%の雰囲気条件に16時間以上放置したものである。
【0049】
<発泡成形体の発泡倍数>
また、発泡成形体の発泡倍数は次式により算出される数値である。
発泡倍数=1/密度(g/cm3)
【0050】
本発明の発泡成形体は、前述した本発明に係る発泡性ポリスチレン系樹脂粒子を加熱発泡させ、得られた予備発泡粒子を型内発泡成形して得られたものなので、高発泡倍数の発泡成形体を得ることができる。また、軽量で曲げ強度などの機械強度に優れた発泡成形体を得ることができる。
【実施例】
【0051】
[実施例1]
(スチレン系懸濁重合粒子の作製)
内容積100リットルの攪拌機付オートクレーブ(以下、反応器ともいう)にリン酸三カルシウム(大平化学社製)120g、ドデシルベンゼンスルホン酸ナトリウム4g、過酸化ベンゾイル(純度75%)140g、t−ブチルパーオキシ−2−エチルヘキシルモノカーボネート30g、イオン交換水40kg及びスチレン単量体40kgを投入した後、100rpmの撹拌下で溶解及び分散させて懸濁液を形成した。
引き続き、攪拌羽を100rpmで撹拌しながらオートクレーブ内の温度を90℃まで昇温した後、90℃で6時間保持した。
その後、さらにオートクレーブ内の温度を120℃まで昇温し、120℃で2時間保持した後、オートクレーブ内の温度を25℃まで冷却し、オートクレーブから内容物を取り出し、脱水・乾燥・分級して粒子径が0.8〜1.2mmで重量平均分子量が30万のスチレン系懸濁重合粒子(以下、懸濁重合粒子と記す)を得た。
【0052】
(発泡性ポリスチレン系樹脂粒子の製造)
基材樹脂として該懸濁重合粒子とリサイクル原料(1)を質量比70/30%の割合で使用し、基材樹脂100質量部に対して微粉末タルク0.3質量部を加えて、時間当たり160kg/hrの割合で口径90mmの単軸押出機内へ供給し、樹脂を加熱溶融させた後、発泡剤として基材樹脂100質量部に対して6質量部のイソペンタンを押出機途中より圧入した。そして、押出機内で樹脂と発泡剤を混練しつつ、押出機先端部での樹脂温度が170℃となるように冷却しながら、押出機に連接しヒーターにより290℃に保持した、直径0.6mm、ランド長さ3.0mmのノズルを200個有する造粒用ダイを通して、温度50℃、水圧0.4MPaの冷却水が循環する水中カット室内に押し出すと同時に、円周方向に10枚の刃を有する高速回転カッターをダイに密着させて、毎分3000回転で切断し、脱水乾燥して球形の発泡性ポリスチレン系樹脂粒子を得た。得られた発泡性ポリスチレン系樹脂粒子は変形、ヒゲ等の発生もなく、平均粒径1.1mmであった。
【0053】
(発泡性ポリスチレン系樹脂粒子の表面被覆)
前記の通り得られた発泡性ポリスチレン系樹脂粒子100質量部に対して、ポリエチレングリコール0.03質量部、ステアリン酸亜鉛0.05質量部、ステアリン酸モノグリセライド0.05質量部、ヒドロキシステアリン酸トリグリセライド0.05質量部を発泡性ポリスチレン系樹脂粒子の表面全面に均一に被覆した。
【0054】
(発泡成形品の製造)
続いて、発泡性ポリスチレン系樹脂粒子を円筒型バッチ式予備発泡機に供給して、吹き込み圧0.05MPaの水蒸気により加熱し、予備発泡粒子を得た。得られた予備発泡粒子は、嵩密度0.020g/cm3(嵩発泡倍数50倍)であった。
続いて、得られた予備発泡粒子を室温雰囲気下、24時間に亘って放置した後、長さ400mm×幅300mm×高さ25mmの長方形状のキャビティを有する成形型内に予備発泡粒子を充填し、成形スチーム圧0.06〜0.10MPa(ゲージ圧力)、金型加熱3秒、一方加熱10秒、逆一方加熱3秒、両面加熱10秒、水冷5秒、設定取出面圧0.02MPaの条件で成形を行った。得られた発泡性形体は密度0.020g/cm3(発泡倍数50倍)であった。
【0055】
<スチレンダイマー、スチレントリマーの測定>
発泡性ポリスチレン系樹脂粒子中に含有するスチレンダイマー、スチレントリマー量については以下のように測定した。
試料0.2gをメチルエチルケトン10mLに溶解しメタノール40mL中に滴下して再沈殿させる。次いで、50mlナスフラスコに内部標準液(メチルエチルケトン100mlにエイコサン0.2gを溶解させたもの)を1mL加え、再沈殿液をNO.5Aろ紙にてろ過し、先ほどの内部標準液にメスアップする。これをGC/MC(島津製作所社製、商品名GC17A)で測定し、クロマトグラムのうちダイマーピーク3本、トリマーピーク5本のピーク面積と内部標準物質の相対感度を同一として定量した。(ダイマー、トリマーのピークの確認は関東化学製の標準物質を用いて行った)
装置:島津製作所社製 、商品名GC17A
カラム:商品名DB−1(J&W社製、0.25mmφ×30m、膜圧0.1μm)
注入口温度:240℃
検出器(FID)温度:260℃
キャリアガス(He):圧力80psi
カラム温度:40℃(1分)〜50℃/分〜150℃(1分)〜5℃/分〜250℃(3分)〜50℃/分〜320℃(8分)
前記GC/MCによる定量後、ポリスチレン系樹脂中のスチレンダイマー、スチレントリマーの含有量(単位:ppm)を算出した。また、オリゴマー量はスチレンダイマーとスチレントリマーの和とした。
【0056】
<発泡性の測定>
得られた発泡性ポリスチレン系樹脂粒子の発泡性を調べる為に、発泡槽の中で発泡スチーム圧0.01MPa(ゲージ圧力)の蒸気にて発泡させた。その時の加熱時間を2分、5分、8分と変えて発泡させ、この発泡粒2gをメスシリンダーに入れて体積を測り、質量2gで除して見かけの発泡倍数(cm3/g)を求めた。
加熱時間を2分、5分、8分と変えて発泡させた見かけの発泡倍数の最大値を次の評価基準:
優良(◎):最大の発泡倍数が65倍以上、且つ各加熱時間での発泡倍数がすべて50倍以上であるもの
良好(○):最大の発泡倍数が50倍以上65倍未満、且つ各加熱時間での発泡倍数がすべて50倍以上のもの
やや不良(△):最大の発泡倍数が50倍以上65倍未満、且つ各加熱時間での発泡倍数の中に50倍未満を含むもの
不良(×):最大の発泡倍数が50倍未満であるもの
に基づき評価した。
【0057】
<予備発泡時のブロッキング発生率の測定>
予備発泡粒子の製造の際に、樹脂粒子同士が集塊した、いわるゆブロッキング粒子を目開き10mmの篩を用いて分離し、重量を測定して、投入した全量の重量で除して、ブロッキングの発生率として求め、次の評価基準:
優良(◎):1%未満
良好(○):1%以上1.5%未満
不良(×):1.5%以上
に基づき評価した。
【0058】
<発泡成形品の外観評価>
発泡成形品の外観を目視にて評価した。次の評価基準:
優良(◎):成形品表面の発泡粒子が接合した境界部分が非常に平滑である場合
良好(○):成形品表面の発泡粒子が接合した境界部分の平滑がやや劣る場合
不良(×):成形品表面の発泡粒子の境界部分に凹凸があり平滑性が劣る場合
に基づき、外観を評価した。
【0059】
<融着率の評価>
得られた箱形の発泡成形品を衝撃によって破断させ、その破断面の発泡粒子に100〜150個を含む任意の範囲について、全粒子数(A)と粒子内で破断している粒子数(B)を計数し、以下の式により融着率(%)を算出した。
融着率=(B)×100/(A)
次の評価基準:
優良(◎):融着率80%以上、100%未満
良好(○):融着率60%以上、80%未満
不良(×):融着率60%未満
に基づき、融着率を評価した。
【0060】
<総合評価>
総合評価は発泡性、ブロッキング、外観総合、融着の4つの評価が次の評価基準:
優良(◎):×、△が共になく、◎が3つ以上
良好(○):×がなく、◎が2つ以下
不良(×):×が一つでもあるもの
に基づき評価を行った。
【0061】
実施例1で作製した発泡性ポリスチレン系樹脂粒子、予備発泡粒子及び発泡成形体について、前記<スチレンダイマー、スチレントリマーの測定>、<発泡性の測定>、<予備発泡時のブロッキング発生率の測定>、<発泡成形品の外観評価>、<融着率の評価>及び<総合評価>を測定・評価した。その結果を表1、表2に記す。
【0062】
[実施例2]
基材樹脂としてリサイクル原料(2)を100%使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0063】
[実施例3]
基材樹脂としてリサイクル原料(3)を100%使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0064】
[実施例4]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比10/90%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0065】
[実施例5]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比25/75%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0066】
[実施例6]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比50/50%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0067】
[実施例7]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比75/25%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0068】
[実施例8]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比90/10%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0069】
[実施例9]
基材樹脂として懸濁重合粒子とリサイクル原料(1)を質量比95/5%の割合で使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0070】
[実施例10]
基材樹脂としてリサイクル原料(1)とリサイクル原料(2)を質量比50/50%の割合とした基材樹脂を使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0071】
[実施例11]
基材樹脂として市販のポリスチレン樹脂(東洋スチレン社製「G9305」)を100%の割合で使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0072】
[比較例1]
基材樹脂としてリサイクル原料(1)を100%の割合で使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0073】
[比較例2]
(発泡性スチレン系樹脂粒子の作製)
内容積50リットルの攪拌機付オートクレーブに、懸濁重合粒子22kg、蒸留水21kg、ピロリン酸マグネシウム80g、ドデシルベゼンスルホン酸ナトリウム5gに発泡剤であるイソペンタン1900gを圧入して100℃で2時間保持した後、20℃まで冷却して取り出し、洗浄、脱水、乾燥した(AC法)。発泡性ポリスチレン粒子の洗浄時に、JIS1000μm篩を通過しない合着粒子、及びJIS500μm篩を通過する微粉末状重合体を除き、その重量を各々測定した。さらに発泡後の気泡径が完全に安定するまで15℃で5日間熟成させて、メジアン径0.85mmの発泡性スチレン系重合体粒子を得た。
発泡性ポリスチレン系樹脂粒子の表面被覆以降は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0074】
[比較例3]
基材樹脂として懸濁重合粒子を100%の割合で使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定を行った。その結果を表1、表2に記す。
【0075】
[比較例4]
基材樹脂としてリサイクル原料(4)を100%の割合で使用したこと以外は、実施例1と同様の方法で発泡性ポリスチレン系樹脂粒子、発泡成形体を製造し、同様の測定・評価を行った。その結果を表1、表2に記す。
【0076】
【表1】
【0077】
【表2】
【0078】
表1、表2の結果から、実施例1〜11の発泡性ポリスチレン系樹脂粒子は、樹脂中のオリゴマー含有量が600〜30000ppmの範囲内であり、総合評価は良好以上となった。
【0079】
一方、比較例1は、オリゴマー含有量が30000ppmを超えており、ブロッキング、外観の評価について不良となった。
また比較例2、比較例3及び比較例4は、オリゴマー含有量がそれぞれ252ppm、568ppm、581ppmと600pm未満となり、発泡性、融着、外観の各評価について不良となった。
【産業上の利用可能性】
【0080】
本発明は、溶融押出法による発泡性ポリスチレン系樹脂粒子の製造方法に関し、高発泡倍数で機械強度に優れた発泡成形体を得ることが可能な発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体に関する。
【符号の説明】
【0081】
1…押出機(樹脂供給装置)、2…ダイ、3…原料供給ホッパー、4…高圧ポンプ、5…発泡剤供給口、6…カッター、7…カッティング室、8…水槽、9…高圧ポンプ、10…固液分離機能付き脱水乾燥機、11…貯留容器。
【特許請求の範囲】
【請求項1】
樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成する溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、
スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子。
【請求項2】
樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡性ポリスチレン系樹脂粒子を得る、溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、
スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子。
【請求項3】
前記スチレンオリゴマーが樹脂中1000〜25000ppmの範囲内で含有された請求項1又は2に記載の発泡性ポリスチレン系樹脂粒子。
【請求項4】
前記スチレンオリゴマーが樹脂中4500〜20000ppmの範囲内で含有された請求項1〜3のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子。
【請求項5】
前記スチレンオリゴマーのうちスチレンダイマーが樹脂中50〜3000ppmの範囲内で含有された請求項1〜4のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子。
【請求項6】
前記スチレンオリゴマーのうちスチレントリマーが樹脂中300〜20000ppmの範囲内で含有された請求項1〜5のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子。
【請求項7】
スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得ることを特徴とする発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項8】
スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得ることを特徴とする発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項9】
前記スチレンオリゴマーの含有量が樹脂中1000〜25000ppmの範囲内である請求項7又は8に記載の発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項10】
前記スチレンオリゴマーの含有量が樹脂中4500〜20000ppmの範囲内である請求項7〜9のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項11】
前記スチレンオリゴマーのうちスチレンダイマーの含有量が樹脂中50〜3000ppmの範囲内である請求項7〜10のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項12】
前記スチレンオリゴマーのうちスチレントリマーの含有量が樹脂中300〜20000ppmの範囲内である請求項7〜11のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項13】
請求項1〜6のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子を加熱し発泡させて得られたポリスチレン系樹脂予備発泡粒子。
【請求項14】
請求項13に記載のポリスチレン系樹脂予備発泡粒子を成形型のキャビティに充填し、加熱して型内発泡成形して得られたポリスチレン系樹脂発泡成形体。
【請求項1】
樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成する溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、
スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子。
【請求項2】
樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡性ポリスチレン系樹脂粒子を得る、溶融押出法によって得られた発泡性ポリスチレン系樹脂粒子であって、
スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)が樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子。
【請求項3】
前記スチレンオリゴマーが樹脂中1000〜25000ppmの範囲内で含有された請求項1又は2に記載の発泡性ポリスチレン系樹脂粒子。
【請求項4】
前記スチレンオリゴマーが樹脂中4500〜20000ppmの範囲内で含有された請求項1〜3のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子。
【請求項5】
前記スチレンオリゴマーのうちスチレンダイマーが樹脂中50〜3000ppmの範囲内で含有された請求項1〜4のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子。
【請求項6】
前記スチレンオリゴマーのうちスチレントリマーが樹脂中300〜20000ppmの範囲内で含有された請求項1〜5のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子。
【請求項7】
スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から押し出して粒子状に形成し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得ることを特徴とする発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項8】
スチレンオリゴマー(ただし、スチレンオリゴマーはスチレンダイマーとスチレントリマーとの合計である)を含有するポリスチレン系樹脂を樹脂供給装置内で溶融に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化し、スチレンオリゴマーが樹脂中600〜30000ppmの範囲内で含有された発泡性ポリスチレン系樹脂粒子を得ることを特徴とする発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項9】
前記スチレンオリゴマーの含有量が樹脂中1000〜25000ppmの範囲内である請求項7又は8に記載の発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項10】
前記スチレンオリゴマーの含有量が樹脂中4500〜20000ppmの範囲内である請求項7〜9のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項11】
前記スチレンオリゴマーのうちスチレンダイマーの含有量が樹脂中50〜3000ppmの範囲内である請求項7〜10のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項12】
前記スチレンオリゴマーのうちスチレントリマーの含有量が樹脂中300〜20000ppmの範囲内である請求項7〜11のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子の製造方法。
【請求項13】
請求項1〜6のいずれか1項に記載の発泡性ポリスチレン系樹脂粒子を加熱し発泡させて得られたポリスチレン系樹脂予備発泡粒子。
【請求項14】
請求項13に記載のポリスチレン系樹脂予備発泡粒子を成形型のキャビティに充填し、加熱して型内発泡成形して得られたポリスチレン系樹脂発泡成形体。
【図1】

【公開番号】特開2013−71995(P2013−71995A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−211708(P2011−211708)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
[ Back to top ]