
発泡性積層体、発泡加工紙及び断熱容器
【課題】 発泡後の発泡加工紙表面の平滑性が優れ、発泡層が厚く、優れた断熱性を示すと共に、発泡外観及び賦形時のヒートシール性が良好であり、経済性に優れた発泡積層体及びそれを用いた発泡加工紙並びに断熱容器の提供。
【解決手段】 紙を主成分とする基材層の一方の面に、少なくとも、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層してなる発泡性積層体であって、
前記ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、特定の式(1)及び式(2)を満たす発泡積層体等による。
【解決手段】 紙を主成分とする基材層の一方の面に、少なくとも、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層してなる発泡性積層体であって、
前記ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、特定の式(1)及び式(2)を満たす発泡積層体等による。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発泡性積層体、発泡加工紙及び断熱容器に関し、さらに詳しくは、発泡後の発泡加工紙表面の平滑性が優れ、発泡層が厚く、優れた断熱性を示すと共に、発泡外観及び賦形時のヒートシール性が良好であり、経済性に優れた発泡性積層体及びそれを用いた発泡加工紙並びに断熱容器に関する。
【背景技術】
【0002】
従来から、温飲料用カップ、即席麺用容器等の断熱性を有する容器として、発泡ポリスチレン製等の容器が多く使用されていたが、発泡ポリスチレン容器は、廃棄時の環境への負荷が高い、印刷適性に劣るなどの欠点があり、他の素材への代替が検討されている。
【0003】
そこで、水分を含んだ紙基材の少なくとも一面に低融点の熱可塑性合成樹脂フィルムをラミネートし、加熱することにより、基材に含まれている水分を利用して合成樹脂フィルムを凹凸に発泡させる技術が考案された(例えば、特許文献1〜3参照。)。しかし、このようにして得られる材料は、発泡層の厚みが薄く、断熱性が不十分であった。
【0004】
そこで、発泡層の厚い発泡体を得る方法として、原紙に合成樹脂フィルムを積層したシートを加熱し、原紙に含有する水分を用いて合成樹脂フィルムを発泡させて発泡セル群からなる発泡面を形成し、該発泡面の少なくとも一部を真空吸引して発泡セルの発泡高さを高める方法が提案されている(例えば、特許文献4参照。)。
しかし、上記の真空吸引による方法は、真空吸引のための装置及び工程が必要であり、コストの面で問題があった。
【0005】
また、容器胴部材及び底板部材からなり、容器胴部材及び底板部材の原紙の内壁面に高融点の熱可塑性合成樹脂フィルムをラミネートしてあると共に容器胴部材の原紙の外壁面に低融点の熱可塑性合成樹脂フィルムをラミネートしてあり、この低融点の熱可塑性合成樹脂フィルムを加熱処理して発泡してある断熱性紙製容器が提案されている(例えば、特許文献5参照。)。
しかし、上記の内壁面に高融点の熱可塑性合成樹脂フィルムをラミネートする断熱性紙製容器では、発泡時に発泡層の表面に大きな凸部が発生する、発泡セルの結合や破泡、冷却時の発泡セルの収縮等により表面に大きな凹部が生じる等の理由により、表面外観が悪化しやすいといった問題があった。
【0006】
また、底板部材と胴部材とからなる紙製容器において、前記胴部材の少なくとも一方の壁面に、紙の表面側から低融点の熱可塑性樹脂の発泡内層と該熱可塑性樹脂の融点よりも高い融点を有する熱可塑性樹脂の非発泡外層とからなる2層構造断熱膜が被着されてなる断熱性を有する紙製容器が提案されている(例えば、特許文献6参照)。
しかし、上記の紙製容器では、発泡層の厚みが薄く、断熱性が不十分であった。また、発泡性を向上させようとして、MFRを高くすると、発泡層の外観が不良となることや、押出ラミネート加工時の加工性が不安定となる等の問題があった。
【0007】
また、発泡外観の平滑性が良好な発泡層を得る手法として、上記の断熱容器の発泡層が少なくとも2層であり、(A)層/(B)層/基材層を含む積層体であって、(A)層が(B)層よりも格段に高い融点を有する熱可塑性樹脂からなる断熱容器が提案されている(例えば、特許文献7参照)。
しかし、上記の断熱容器では、高い融点を有する樹脂を最表面層に用いていることから、(A)層が発泡時に伸縮せず発泡浮きが発生するといった問題点や、賦形時にヒートシール性が低下するなどの問題点があった。
【0008】
以上のとおり、最表面層に内層よりも融点が格段に高く、層間の融点の差が大きい熱可塑性樹脂を用いる方法では、いずれも、表面平滑性に問題が生じていた。
したがって、熱可塑性樹脂からなり、発泡層の厚みが厚く、断熱性に優れる上に、表面外観が優れ、加工性が良好な発泡加工紙及びこれを用いた断熱容器を、工程数を増加させずに、省コストで製造できる発泡性積層体が求められていた。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特公昭48−32283号公報
【特許文献2】特開昭57−110439号公報
【特許文献3】特開2001−270571号公報
【特許文献4】特開2004−58534号公報
【特許文献5】特開2007−217024号公報
【特許文献6】特開平05−42929号公報
【特許文献7】特開2010−46881号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の目的は、上記事情に鑑み、発泡後の発泡加工紙表面の平滑性が優れ、発泡層が厚く、優れた断熱性を示すと共に、発泡外観及び賦形時のヒートシール性が良好であり、経済性に優れた発泡性積層体及びそれを用いた発泡加工紙並びに断熱容器を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、少なくとも、非発泡樹脂層(C)/基材層/発泡性樹脂層(B)/表面層(A)の順に積層してなる発泡性積層体であって、表面層(A)を形成するポリエチレン系樹脂A及び発泡性樹脂層(B)を形成する前記ポリエチレン系樹脂Bが、特定の要件を満たす発泡性積層体等が、上記課題を解決することを見出し、本発明を完成するに至った。
【0012】
すなわち、本発明の第1の発明によれば、紙を主成分とする基材層の一方の面に、少なくとも、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層してなる発泡性積層体であって、
前記ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、下記式(1)及び式(2)を満たすことを特徴とする発泡性積層体が提供される。
1≦MFRa≦MFRb (1)
(ただし、MFRa(g/10min)はポリエチレン系樹脂Aのメルトマスフローレイト、MFRb(g/10min)はポリエチレン系樹脂Bのメルトマスフローレイト(いずれも、JIS K6922−2:2005)である。)
100≦Ta≦(Tb+5) (2)
(ただし、Ta(℃)はポリエチレン系樹脂Aの溶融温度、Tb(℃)はポリエチレン系樹脂Bの溶融温度(いずれも、JIS K6922−2:2005)である。)
【0013】
また、本発明の第2の発明によれば、第1の発明において、前記発泡性樹脂層(B)は、発泡前の厚みが30μm以上であることを特徴とする発泡性積層体が提供される。
【0014】
また、本発明の第3の発明によれば、第1又は2の発明において、前記表面層(A)は、厚みが1μm以上30μm以下であることを特徴とする発泡性積層体が提供される。
【0015】
また、本発明の第4の発明によれば、第1〜3のいずれかの発明において、前記ポリエチレン系樹脂Aは、JIS K6922−2:2005に準拠して測定されたメルトマスフローレイト(MFRa)が、3〜15g/10minであることを特徴とする発泡性積層体が提供される。
【0016】
また、本発明の第5の発明によれば、第1〜4のいずれかの発明において、前記ポリエチレン系樹脂Bは、JIS K6922−2:2005に準拠して測定されたメルトマスフローレイト(MFRb)が、5〜25g/10minであることを特徴とする発泡性積層体が提供される。
【0017】
また、本発明の第6の発明によれば、第1〜5のいずれかの発明において、前記ポリエチレン系樹脂Aは、JIS K6922−2:2005に準拠して測定された溶融温度(Ta)が、100〜125℃であることを特徴とする発泡性積層体が提供される。
【0018】
また、本発明の第7の発明によれば、第1〜6のいずれかの発明において、前記ポリエチレン系樹脂Bは、JIS K6922−2:2005に準拠して測定された溶融温度(Tb)が、95〜110℃であることを特徴とする発泡性積層体が提供される。
【0019】
また、本発明の第8の発明によれば、第1〜7のいずれかの発明において、前記ポリエチレン樹脂Bは、高圧法低密度ポリエチレン50〜99重量%と、他のポリオレフィン1〜50重量%とを含有することを特徴とする発泡性積層体が提供される。
【0020】
また、本発明の第9の発明によれば、第1〜8のいずれかの発明の発泡性積層体を加熱し、主に紙基材に含有される水分を用いて発泡性樹脂層(B)を発泡させて得られることを特徴とする発泡加工紙が提供される。
【0021】
また、本発明の第10の発明によれば、第9の発明において、発泡性樹脂層(B)を発泡させて形成された発泡セルの高さが、800μm以上であることを特徴とする発泡加工紙が提供される。
【0022】
また、本発明の第11の発明によれば、第1〜8のいずれかの発明の発泡性積層体を用いて、表面層(A)が外側となるように容器形状を成形した後、加熱して表面層(A)及び発泡性樹脂層(B)を発泡させて得られることを特徴とする断熱容器が提供される。
【0023】
また、本発明の第12の発明によれば、第11の発明において、発泡性樹脂層(B)を発泡させて形成された発泡セルの高さが、800μm以上であることを特徴とする断熱容器が提供される。
【発明の効果】
【0024】
本発明の発泡性積層体、発泡加工紙及び断熱容器は、優れた断熱性を示すと共に、発泡層表面に優れた平滑性を有し表面外観が良好な発泡性積層体であるとともに、賦形時のヒートシール性が良好である。しかも、工程数を増加させずに製造できるため、経済性に優れるという効果がある。
【図面の簡単な説明】
【0025】
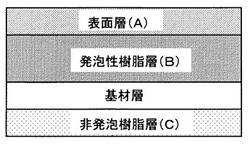
【図1】図1は、本発明の発泡性積層体の層構成の一例を示す概略図である。
【発明を実施するための形態】
【0026】
本発明は、紙を主成分とする基材層の一方の面に、少なくとも、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層してなる発泡性積層体であって、前記ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、特定の式を満たす発泡性積層体に関する。
また、本発明は、上記発泡性積層体を用いてなる発泡加工紙及び断熱容器に関する。
以下、発泡性積層体の層構成及び原料樹脂などについて、詳細に説明する。
【0027】
1.発泡性積層体の各層
本発明は、紙を主成分とする基材層の一方の面に、少なくとも、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層してなる発泡性積層体であって、前記ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、下記式(1)及び式(2)を満たす発泡性積層体である。
1≦MFRa≦MFRb (1)
(ただし、MFRa(g/10min)はポリエチレン系樹脂Aのメルトマスフローレイト、MFRb(g/10min)はポリエチレン系樹脂Bのメルトマスフローレイト(いずれも、JIS K6922−2:2005)である。)
100≦Ta≦(Tb+5) (2)
(ただし、Ta(℃)はポリエチレン系樹脂Aの溶融温度、Tb(℃)はポリエチレン系樹脂Bの溶融温度(いずれも、JIS K6922−2:2005)である。)
【0028】
本発明者らは、前記した従来技術における課題を解決すべく鋭意検討した結果、意外にも、従来考えられていた方向とは逆の別思想に基づいた特定の発泡積層体が、優れた断熱性を有すると共に、優れた発泡外観を有することを見出し、本発明を完成するに至った。
即ち、前記した従来技術である特許文献では、発泡性樹脂層(B)の上に積層する表面層(A)に用いるポリエチレン樹脂Aとして、溶融温度が発泡性樹脂層(B)に用いるポリエチレン系樹脂Bより格段に高く、溶融温度の差が大きい樹脂を用いていたが、本発明では、逆に、溶融温度の差が5℃以内、溶融温度がほぼ同等であり、代わりにメルトマスフローレイトがポリエチレン系樹脂Bより小さい樹脂(即ち、溶融粘度が高い樹脂)を表面層(A)のポリエチレン系樹脂Aとして用いて、また、発泡性樹脂層(B)の積層時厚みを30μm以上と十分にとること、紙基材の反対面に非発泡樹脂層(C)を積層することにより、優れた断熱性と優れた発泡外観の両立を達し、かつ、従来問題であった賦形時のヒートシール性を改良できることを見出し、本発明を完成するに至ったものである。
【0029】
すなわち、本発明は、表面層(A)を形成するポリエチレン系樹脂Aとして、発泡性樹脂層(B)のポリエチレン系樹脂Bとほぼ同等以下の融点であり、かつ、ポリエチレン系樹脂B以上の溶融粘度(すなわちMFRが同等以下)の材料を用いることにより、発泡時のセル成長が発泡層表面で抑制されるため、表面層膜厚を保持でき、このことから、表面層の凹凸が減少し、表面平滑性を向上することができると考えられる。
なお、後に詳説するように、本発明の効果を損なわない範囲において、前記積層体の層間または最外層の一部または全部に、他の層があっても良い。
【0030】
(1)表面層(A)及び発泡性樹脂層(B)
本発明の表面層(A)に使用されるポリエチレン系樹脂A及び発泡性樹脂層(B)に使用されるポリエチレン系樹脂Bとしては、下記式(1)及び式(2)を満たすことが必要である。
1≦MFRa≦MFRb (1)
(ただし、MFRa(g/10min)はポリエチレン系樹脂Aのメルトマスフローレイト、MFRb(g/10min)はポリエチレン系樹脂Bのメルトマスフローレイト(いずれも、JIS K6922−2:2005)である。)
100≦Ta≦(Tb+5) (2)
(ただし、Ta(℃)はポリエチレン系樹脂Aの溶融温度、Tb(℃)はポリエチレン系樹脂Bの溶融温度(いずれも、JIS K6922−2:2005)である。)
【0031】
ポリエチレン系樹脂Aの溶融温度が100℃〜125℃、より好ましくは100℃〜110℃の範囲であると、ヒートシール性が良好になる。
なお、ヒートシール性とは、樹脂コート面同士を熱で封緘することであり、ヒートシール性が良好である場合、カップの蓋部分の賦形が容易になり、型崩れしにくくなる。
また、ポリエチレン系樹脂Bの溶融温度は、95〜110℃であることが好ましい。
【0032】
さらに、本発明の積層体を構成するポリエチレン系樹脂A及びポリエチレン系樹脂Bのメルトマスフローレイトは、いずれも、JIS K6922−2:2005に準拠して測定したものであって、以下の式(2)を満たすことが必要である。
1≦MFRa≦MFRb (2)
(ただし、MFRa(g/10min)はポリエチレン系樹脂Aのメルトマスフローレイト、MFRb(g/10min)はポリエチレン系樹脂Bのメルトマスフローレイト(いずれも、JIS K6922−2:2005)である。)
【0033】
ポリエチレン系樹脂AのMFRが1〜100g/10分、より好ましくは3〜50g/10分の範囲、特に好ましくは3〜15g/10分の範囲であると、積層体を成形する際に加工が容易になり、表面平滑性が向上する。
また、本発明の積層体を構成するポリエチレン系樹脂BのMFRが1〜100g/10分、より好ましくは3〜50g/10分の範囲、特に好ましくは5〜25g/10分の範囲であると、発泡性に優れるため好ましい。
【0034】
本発明においては、ポリエチレン系樹脂A及びポリエチレン系樹脂Bが、上記式(1)及び(2)を同時に満たすことによって、発泡時のセル成長が発泡層表面で抑制されるため、表面層膜厚を保持でき、このことから、表面層の凹凸が減少し、表面平滑性を向上することができると考えられる。また、ポリエチレン系樹脂Aの溶融温度の上限が規定され、高融点ではないものを使用することから、従来問題であった賦形時のヒートシール性を改良できると考えられる。
【0035】
また、ポリエチレン系樹脂A及びポリエチレン系樹脂Bの密度は、発泡性に優れるため、870〜935kg/m3であることが好ましく、より好ましくは890〜930kg/m3の範囲である。
【0036】
上記の要件を満たす本発明のポリエチレン系樹脂A又はポリエチレン系樹脂Bとしては、高圧法低密度ポリエチレン、エチレン・α−オレフィン共重合体A、エチレン・酢酸ビニル共重合体、エチレン・アクリル酸エチル共重合体、エチレン・アクリル酸共重合体、エチレン・メタクリル酸共重合体などが挙げられる。
特に高圧法低密度ポリエチレンをポリエチレン系樹脂A又はポリエチレン系樹脂Bとして使用し、表面層(A)又は発泡性樹脂層(B)を形成した場合、発泡成長を抑制せず、発泡倍率を向上させることができ、表面平滑性に優れるため好ましい。
【0037】
上記エチレン・α−オレフィン共重合体Aに用いるα−オレフィンとしては、プロピレン、1−ブテン、4−メチル−1−ペンテン、3−メチル−1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセンなどを挙げることができ、これらの1種または2種以上が用いられる。
【0038】
このようなエチレン・α−オレフィン共重合体Aを得るための方法は特に限定するものではなく、チーグラー・ナッタ触媒やフィリップス触媒、メタロセン触媒を用いた高・中・低圧イオン重合法などを例示することができる。
【0039】
また、本発明の積層体を構成する高圧法低密度ポリエチレンは、従来公知の高圧法ラジカル重合法により得ることができる。
【0040】
また、本発明を構成するポリエチレン系樹脂Aには、高圧法低密度ポリエチレン、エチレン・α−オレフィン共重合体、ポリプロピレンなどの他のポリオレフィンを配合してもよい。
【0041】
さらに、ポリエチレン系樹脂Bには、他のポリオレフィンBを混合してもかまわない。このとき、発泡性に優れるため、混合比率は高圧法低密度ポリエチレンが50〜99重量%、他のポリオレフィンBが1〜50重量%であることが好ましい。
【0042】
ポリエチレン系樹脂Bとして使用される、例えば、高圧法低密度ポリエチレンに混合される他のポリオレフィンBとしては、エチレン・α−オレフィン共重合体B、ポリプロピレン、ポリブテンなどが挙げられ、発泡性に優れることから、密度が850kg/m3以上920kg/m3未満のエチレン・α−オレフィン共重合体Bが好ましい。
【0043】
このようなエチレン・α−オレフィン共重合体Bに用いるα−オレフィンとしては、プロピレン、1−ブテン、4−メチル−1−ペンテン、3−メチル−1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセンなどを挙げることができ、これらの1種または2種以上が用いられる。
【0044】
さらに、エチレン・α−オレフィン共重合体Bを得るための方法は特に限定するものではなく、チーグラー・ナッタ触媒やフィリップス触媒、メタロセン触媒を用いた高・中・低圧イオン重合法などを例示することができ、このような共重合体は、市販品の中から便宜選択することができる。
【0045】
本発明の積層体を構成するポリエチレン系樹脂Bに他のポリオレフィンBを混合する時は、ポリエチレン系樹脂Bである、例えば、高圧法低密度ポリエチレンBのペレットと他のポリオレフィンBのペレットを固体状態で混合したペレット混合物であってもよいが、単軸押出機、二軸押出機、ニーダー、バンバリー等で溶融混練した混合物の方が、品質の安定した製品が得られるので好ましい。溶融混練装置を用いる場合、溶融温度はポリエチレン系樹脂Bの融点〜200℃程度が好ましい。
【0046】
本発明の積層体を構成するポリエチレン系樹脂A及びポリエチレン系樹脂Bには、さらに、必要に応じて、酸化防止剤、光安定剤、帯電防止剤、滑剤、ブロッキング防止剤等、ポリオレフィン樹脂に一般に用いられている添加剤を本発明の目的を損なわない範囲で添加してもかまわない。
【0047】
本発明の積層体を構成するポリエチレン系樹脂Aを用いた表面層(A)の厚みは、良好な発泡厚みと発泡外観を得るために、1〜30μmが好ましい。A層の厚みが1μm未満では、積層体表面の平滑性が損なわれる恐れがあるため好ましくなく、30μmを超えるとB層の発泡倍率が損なわれる恐れがあるため好ましくない。
【0048】
また本発明の積層体を構成するポリエチレン系樹脂Bを用いた発泡性樹脂層(B)の厚みは、発泡前の積層時厚みとして30μm以上が好ましく、45μm以上がより好ましく、加熱発泡後の厚みは、良好な断熱性を得るために、800μm以上が好ましい。
【0049】
(2)基材層
本発明の積層体を構成する基材層は、紙を主成分とする基材層であって、本発明において紙を主体とする基材層とは、(i)紙、(ii)予め、加熱により揮発性ガスを発生する物質を紙にコーティングしたものまたは紙と発泡性樹脂層(B)間に加熱により揮発性ガスを発生する物質をコーティングしたもの及び(iii)紙を主体とする基材層中へ加熱により揮発性ガスを発生する物質を配合したものの、いずれかを意味するものである。
本発明においては、主に紙に含まれる水分が加熱によって発生される水蒸気の作用によって発泡性樹脂層(B)を発泡させるものであるが、加熱分解によって発生する揮発ガスによって発泡性樹脂層(B)を発泡させることができるものであれば良く、特に限定されるものではない。
【0050】
上記、(i)紙としては、上質紙、クラフト紙、アート紙、再生紙、合成紙、樹脂とゼオライト、炭酸カルシウム等の無機物を含有するシート等が挙げられる。
基材層に含まれる水分は、加熱により表面層(A)、発泡性樹脂層(B)を発泡させるものであり、その水分量3〜12wt%が発泡倍率を向上させることができ、積層体外観にも優れるため好ましい。
このような本発明の積層体を構成する基材層として、上質紙、クラフト紙などの天然パルプを主成分とする紙(以下、単に紙と略す)、合成繊維或は合成樹脂フィルムを擬紙化した所謂合成紙、発泡シート、ゼオライトなどの多孔性無機物からなるシートなどを例示することができ、基材中に含まれる水分量の調整が比較的容易なことから紙が好ましい。
基材に紙を使用する場合、水分量の調節が容易なことから、坪量は150〜500g/m2、より好ましくは200〜400g/m2であることが好ましい。
【0051】
また、(ii)紙に、熱により揮発性ガスを発生する物質をコーティングしたものとしては、紙に溶剤系インキや水溶性のインキ、塗料、接着剤をコーティングした基材層等が挙げられる。例えば特開2000−238225号公報等にみられるように、基材層と発泡性樹脂層(B)間に発泡性物質を添加した接着剤層を設ければ、加熱によって発生する発泡性物質から発生する揮発性ガスによって、発泡性樹脂層(B)の発泡を促進させることが可能である。
【0052】
また、(iii)基材層中に、加熱により揮発性ガスを発生する物質を配合したものとしては、基材層中に揮発性ガスを発生する物質としての無機または有機の発泡剤、含水ポリマー、発泡剤内包のマイクロカプセル等が配合された基材層であって、例えば特開2002−145239号公報等にみられるように、抄紙工程において熱発泡性の発泡剤を添加して抄紙した紙、あるいは紙に発泡剤を内包するマイクロカプセル、含水させた吸水性ポリマー等を配合した基材層等などが挙げられる。
さらに、紙を主体とする基材層には、従来公知の技術により着色インキなどで印刷されていてもかまわない。例えば、パルプ紙や合成紙等の紙にインクなどで絵や文字、模様などを印刷することもできる。
【0053】
(3)非発泡樹脂層(C)
本発明の積層体を構成する基材層の他方の基材壁面には、従来公知の技術により、非発泡樹脂層(C)を形成、積層することが必要である。つまり、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層する。したがって、本発明の積層体の層構成は、非発泡樹脂層(C)/基材層/発泡性樹脂層(B)/表面層(A)となりうる。
【0054】
非発泡樹脂層(C)に用いる材料であるポリエチレン系樹脂Cとしては、高圧法低密度ポリエチレンC、エチレン・α−オレフィン共重合体、ポリプロピレンなどのポリオレフィンが挙げることができる。
【0055】
ポリエチレン系樹脂CのMFRは、2〜10g/10分の範囲であると、加工性に優れるため好ましい。
【0056】
また、ポリエチレン系樹脂Cの密度は、非発泡層であるため930〜950kg/m3であることが好ましい。
【0057】
本発明の積層体を構成するポリエチレン系樹脂Cには、必要に応じて、酸化防止剤、光安定剤、帯電防止剤、滑剤、ブロッキング防止剤等、ポリオレフィン樹脂に一般に用いられている添加剤を本発明の目的を損なわない範囲で添加してもかまわない。
【0058】
さらに、ポリエチレン系樹脂Cには、他のポリオレフィンCを混合してもかまわない。
ポリエチレン系樹脂Cに混合されるポリオレフィンCとしては、エチレン・α−オレフィン共重合体C、ポリプロピレン、ポリブテンなどが挙げられ、加工性、非発泡からMFRが4〜100g/10分の範囲、密度が920〜935kg/m3であるエチレン・α−オレフィン共重合体Cが好ましい。
【0059】
このようなエチレン・α−オレフィン共重合体Cに用いるα−オレフィンとしては、プロピレン、1−ブテン、4−メチル−1−ペンテン、3−メチル−1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセンなどを挙げることができ、これらの1種または2種以上が用いられる。
【0060】
さらに、このようなエチレン・α−オレフィン共重合体Cを得るための方法は特に限定するものではなく、チーグラー・ナッタ触媒やフィリップス触媒、メタロセン触媒を用いた高・中・低圧イオン重合法などを例示することができ、このような共重合体は、市販品の中から便宜選択することができる。
【0061】
本発明の積層体を構成するポリエチレン系樹脂Cに他のポリオレフィンCを混合する時は、ポリエチレン系樹脂Cである例えば高圧法低密度ポリエチレンCのペレットと他のポリオレフィンCのペレットを固体状態で混合したペレット混合物であってもよいが、単軸押出機、二軸押出機、ニーダー、バンバリー等で溶融混練した混合物の方が、品質の安定した製品が得られるので好ましい。溶融混練装置を用いる場合、溶融温度はポリエチレン系樹脂Cの融点〜300℃程度が好ましい。
【0062】
(4)その他の層
本発明の発泡性積層体においては、本発明の効果を損なわない範囲において、前記積層体の層間または最外層の一部または全部に、他の層があっても良い。すなわち、基材層と発泡性樹脂層(B)、または、さらに非発泡樹脂層(C)を設けた積層体の内及び/又は外層、あるいは該層間に一層または複数層のフィルム層、装飾層、補強層、接着剤層、バリア層等を設けてもよい。
例えば、断熱容器に形成した際の外側から、{表面層(A)/発泡性樹脂層(B)/基材層/ポリエチレン系樹脂層/バリア層/接着層/非発泡樹脂層(C)}のような層構成とすることができる。
【0063】
上記装飾層としては、印刷された紙、フィルム、不織布、織布等が挙げられる。
また補強層とは、基材層に積層された発泡性樹脂層(B)が加熱によって発泡されるときに発泡層が破裂しないように、発泡性樹脂層(B)の外層にポリエチレン樹脂フィルムなどを積層して発泡層の過度の発泡による破裂防止や、不ぞろいの発泡セルを均一に矯正する、あるいはフィルム、不織布等を積層して、機械的強度を持たせるなどの役割を果たすものである。樹脂としては、特に限定されるものではなく、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂等でよい。
また、接着剤層を形成する樹脂としては、エチレンと不飽和カルボン酸またはその誘導体との共重合体、ポリオレフィン樹脂に不飽和カルボン酸等をグラフトした変性ポリオレフィン樹脂、エチレン−酢酸ビニル共重合体等ホットメルト、通常の接着剤等が挙げられる。
また、バリア層を形成する樹脂としては、ポリアミド系樹脂、ポリエステル系樹脂、エチレン−酢酸ビニル共重合体鹸化物(EVOH)、ポリ塩化ビニリデン系樹脂、ポリカーボネート系樹脂、延伸ポリプロピレン(OPP)、延伸ポリエステル(OPET)、延伸ポリアミド、アルミナ蒸着フィルム、シリカ蒸着フィルム等の無機酸化物の蒸着フィルム、アルミ蒸着等の金属蒸着フィルム、金属箔等が挙げられる。
【0064】
また、必要に応じて各層のいずれかに印刷等を施しても良い。印刷は、部分的または全面的に着色インキで印刷してもよい。また、必要に応じて発泡性インキを使用して、部分的または全面的に発泡部位を設けてもよい。印刷の位置、印刷面積の大小、印刷の方法、使用されるインキなどは、従来公知の技術を適宜選択して用いることができる。
【0065】
2.積層体の製造
本発明の積層体の製造方法としては、ポリエチレン系樹脂A及びポリエチレン系樹脂Bを基材に共押出ラミネート加工し得る方法、また、ポリエチレン系樹脂Bをラミネートした後、ポリエチレン系樹脂Aをラミネートするタンデムラミネート加工し得る方法が例示できる。また、シングルラミネート加工法、サンドウィッチラミネート加工法などの各種押出ラミネート加工法を例示することができる。押出ラミネート法における樹脂の温度は260〜350℃の範囲が好ましく、冷却ロールの表面温度は10〜50℃の範囲が好ましい。
【0066】
押出ラミネート加工において、基材にコロナ処理を施した場合、基材との接着性に優れることから好ましい。
また必要に応じて、基材層の接着面に対してオゾン処理、フレーム処理、プラズマ処理などの公知の表面処理を施してもよい。
【0067】
3.発泡加工紙及び断熱容器
本発明の積層体を発泡させることにより本発明の発泡加工紙及び断熱容器を得ることができる。なお、本発明の断熱容器は、上記積層体を用いて容器を形成した後、該容器を加熱等により、表面層(A)及び発泡性樹脂層(B)を発泡させて得ることができる。
【0068】
この際の加熱方法としては、特に制限はないが、熱風、電熱、マイクロ波、高周波、赤外線、遠赤外線等の電子線の他、高温の物体を内填して充填物の熱を利用するなど、任意の手段を使用できる。加熱は、オーブン内で回分式に行う手法、コンベアなどにより連続的に行う手法などにより行うことができる。
【0069】
加熱温度、使用する基材、および樹脂の種類に依存して変化するが、一般的に加熱温度は110℃〜150℃であり、加熱時間は2分間〜10分間である。加熱温度が110℃未満、加熱時間が2分間未満であると、十分な高さの発泡セルが得られない場合がある。加熱温度が150℃を超え、あるいは加熱時間が10分間を超えるような加熱過多の場合においては、発泡セルのへたりや均一性が損なわれるおそれがある。
表面層(A)、発泡性樹脂層(B)を発泡させて形成された発泡セルの高さは、800μm以上、好ましくは1000μm以上である。発泡セルの高さが800μm未満であると、十分な断熱性が得られないおそれがある。
【0070】
本発明の断熱容器の製造方法の一例として、カップ状断熱容器の製造方法を以下に挙げる。まず、本発明の発泡性積層体を、ロール巻き原反もしくは連続的に繰り出して、該発泡性積層体から胴部材用ブランクと底板部材用ブランクを打ち抜きし、常用のカップ成型機で胴部材と底板部材を接合させてカップ状等に成型した後、回分式あるいは転送するベルトコンベヤーに輸送して熱風、マイクロ波、高周波、赤外線、遠赤外線等の照射手段を具備する加熱炉、オーブントンネル等で加熱発泡して断熱容器が成形される。
【0071】
本発明の発泡性積層体、発泡加工紙及び断熱容器は、コーヒー、スープなどの高温飲料用の紙容器、インスタントラーメンなどの即席食品用の容器等、断熱性を求められると同時に、印刷外観の意匠性が求められる容器に特に好適に使用される。
上記発泡加工紙は、断熱容器の断熱・保温材料としてはもちろんのこと、緩衝材料、遮音材料、発泡紙等としても用いられ、スリーブ材、紙皿、トレー、滑り止め材、果物の包装材、発泡紙等の農業用、産業用、生活用資材等として活用することができる。
また、本発明の断熱容器は、トレー及びカップなどとして使用することができる。用途としては、ホット飲料容器、カップスープ容器、カップ味噌汁容器、カップ麺容器、納豆容器、弁当容器、コーヒーカップ容器等が例示される。
【実施例】
【0072】
以下において、本発明をより具体的にかつ明確に説明するために、本発明を実施例及び比較例との対照において説明し、本発明の構成の要件の合理性と有意性を実証する。
なお、各実施例及び比較例において、用いた重合体の各物性の評価方法を以下に示す。
【0073】
1.評価方法
(1)メルトマスフローレイト(MFR)
MFRは、JIS K6922−2:2005に準拠して測定した。
【0074】
(2)密度
JIS K7112に準拠して、測定した。
【0075】
(3)融点(溶融温度)
JIS K7121に準拠し、測定した。
測定は、下記の条件で、第一昇温、降温、第二昇温の手順で実施し、第二昇温の最高ピーク高さの温度を融点(溶融温度)とした。
(a)装置:セイコーインスツルメンツ製DSC220
(b)昇降温条件:
第一昇温:30℃から200℃までを40℃/分
降温:200℃から20℃までを10℃/分
第二昇温:20℃から200℃までを10℃/分
(c)温度保持時間:第一昇温後5分間、降温後5分
(e)リファレンス:アルミニウム
【0076】
(4)基材の水分量
実施例により得られた発泡前の積層体を10cm×10cmに切り出し、50℃に加熱したパーフェクトオーブン(PH−102型 エスペック製)に1週間保管し、重量変化が見られなくなったサンプルから重量減少量を計算し、水分量を求めた。
【0077】
(5)発泡層の厚み
実施例により得られた積層体を10cm×10cmに切り出し、115℃に加熱したパーフェクトオーブン(PH−102型 エスペック製)中で360秒間静置した後、取り出して空気中で室温まで冷却した。発泡後の積層体の断面形状及び発泡層厚みの測定には、走査型電子顕微鏡を用いた。発泡層の断面形状を10箇所で測定した平均の発泡層厚みを(A)層+(B)層の発泡層厚みとした。
【0078】
(6)表面平滑性
実施例により得られた積層体を10cm×10cmに切り出し、115℃に加熱したパーフェクトオーブン(PH−102型 エスペック製)中で360秒間静置した後、取り出して空気中で室温まで冷却した。得られた発泡体の表面の平滑性を目視で測定した。
目視での表面平滑性は、下記の評価基準で行った。
目視での表面平滑性評価:平滑性良好:○、やや平滑:△、表面凹凸多:×
【0079】
(7)グロス
実施例により得られた積層体を10cm×10cmに切り出し、115℃に加熱したパーフェクトオーブン(PH−102型 エスペック製)中で360秒間静置した後、取り出して空気中で室温まで冷却した。得られた発泡体の表面の平滑性をデジタル変角光沢計(UGV−4D、スガ試験機(株)、受光角60°、反射角60°、標準91.2°)で測定した。グロスが大きいほど平滑性が良好であり、小さいほど表面凹凸が多い。
【0080】
2.実施例及び比較例
(実施例1)
ポリエチレン系樹脂Aとして、MFRが8g/10分、密度が918kg/m3、溶融温度が106℃である高圧低密度ポリエチレン(A1)を、ポリエチレン系樹脂Bとして、MFRが14g/10分、密度が918kg/m3、溶融温度が106℃である高圧法低密度ポリエチレン(B1)を使用した。
また上記樹脂層に対し、紙の逆側には非発泡のポリエチレン系樹脂Cとして、MFRが6g/10分、密度が942kg/m3、溶融温度が130℃である中密度ポリエチレン(C1)を使用した。
【0081】
まず、(C1)を直径90mmφのスクリューを有する単軸押出ラミネーター(住友重機械モダン株式会社製)へ供給し、樹脂温度320℃でTダイより押し出し、コロナ処理を行った水分量が約5.5%、坪量320g/m2である紙基材上に引き取り速度が100m/分、エアギャップ長さが120mmで40μmの厚さになるよう押出ラミネート成形を行った。
さらに、(A1)を直径65mmφのスクリューを有する単軸押出機(住友重機械モダン株式会社製)に、(B1)を直径90mmφのスクリューを有する単軸押出機(住友重機械モダン株式会社製)へと供給し、樹脂温度320℃、50m/分の引き取り速度、120mmのエアギャップ長さで、(A1)の厚みが5μm、(B1)の厚みが65μmとなるように上記積層体の(C1)の樹脂層に対する基材層の裏側にコロナ処理を行い、共押出ラミネートで、高圧法低密度ポリエチレン(A1)、(B1)、紙基材、ポリエチレン系樹脂(C1)の順に積層されてなる積層体を得た。濡れ性向上のため、表面層(A)側にコロナ処理を行った。
この積層体を115℃にて6分間加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0082】
(実施例2)
実施例1に使用したポリエチレン系樹脂を使用し、(A1)の厚みが10μm、(B1)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0083】
(実施例3)
実施例1に使用したポリエチレン系樹脂を使用し、(A1)の厚みが20μm、(B1)の厚みが50μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性が良好であったが、発泡層高さは低く、不十分であった。
【0084】
(実施例4)
(B)層の樹脂として、MFRが20g/10分、密度が917kg/m3、溶融温度が、105℃である高圧法低密度ポリエチレン(B2)を使用し、(A1)の厚みが10μm、(B2)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0085】
(実施例5)
実施例4に使用したポリエチレン系樹脂を使用し、(A1)の厚みが20μm、(B2)の厚みが50μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性が良好であったが、発泡層高さは低く、不十分であった。
【0086】
(実施例6)
(A)層の樹脂として、MFRが9g/10分、密度が921kg/m3、溶融温度が110℃である高圧法低密度ポリエチレン(A2)を使用し、(A2)の厚みが20μm、(B1)の厚みが50μmとした以外は実施例1と同様にして、ラミネート成形を行い、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0087】
(実施例7)
(A)層の樹脂として、MFRが4g/10分、密度が923kg/m3、溶融温度が111℃である高圧法低密度ポリエチレン(A3)を使用し、(A3)の厚みが5μm、(B1)の厚みが65μmとした以外は実施例1と同様にして、ラミネート成形を行い、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0088】
(実施例8)
実施例7に使用したポリエチレン系樹脂を使用し、(A3)の厚みが10μm、(B1)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0089】
(実施例9)
実施例7に使用したポリエチレン系樹脂を使用し、(A3)の厚みが20μm、(B1)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性が良好であったが、発泡層高さは低く、不十分であった。
【0090】
(比較例1)
(B1)層の厚みを70μmとし、90mmφのスクリューを有する単軸押出機(住友重機械モダン株式会社製)のみのシングルラミネートで成形を行った以外は実施例1と同様に、積層体を発泡させ、発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは良好だが、発泡表面外観には凹凸が見られ、不十分であった。
【0091】
(比較例2)
(B)層に(B2)を用いた以外は、実施例1と同様に、ラミネート成形を行った後、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは良好だが、発泡表面外観には凹凸が見られ、不十分であった。
【0092】
(比較例3)
(B)層にMFRが8g/10分、密度が918kg/m3、溶融温度が106℃である高圧法低密度ポリエチレン(B3)を用いた以外は、実施例1と同様に、ラミネート成形を行った後、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは良好だが、発泡表面外観には凹凸が見られ、不十分であった。
【0093】
(比較例4)
(B)層にMFRが9g/10分、密度が921kg/m3、溶融温度が110℃である高圧法低密度ポリエチレン(B4)を用いた以外は、実施例1と同様に、ラミネート成形を行った後、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは良好だが、発泡表面外観には凹凸が見られ、不十分であった。
【0094】
(比較例5)
(B)層にMFRが4g/10分、密度が923kg/m3、溶融温度が111℃である高圧法低密度ポリエチレン(B5)を用いた以外は、実施例1と同様に、ラミネート成形を行った後、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは低く、発泡表面外観には凹凸が見られ、不十分であった。
【0095】
(比較例6)
(A)層の樹脂として、MFRが20g/10分、密度が917kg/m3、溶融温度が105℃である高圧法低密度ポリエチレン(A4)を使用し、(B)層にMFRが4g/10分、密度が923kg/m3、溶融温度が111℃である高圧法低密度ポリエチレン(B1)を使用した。(A1)の厚みが5μm、(B1)の厚みが65μmとした以外は実施例1と同様にして、ラミネート成形を行い、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは良好であったが、発泡表面外観には凹凸が見られ、不十分であった。
【0096】
(比較例7)
比較例6に使用したポリエチレン系樹脂を使用し、(A4)の厚みが10μm、(B1)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表2に示す。発泡層高さは良好であったが、発泡表面外観には凹凸が見られ不十分であった。
【0097】
(比較例8)
比較例6に使用したポリエチレン系樹脂を使用し、(A4)の厚みが10μm、(B1)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表2に示す。発泡層高さは良好であったが、発泡表面外観には凹凸が見られ不十分であった。
【0098】
【表1】

【0099】
【表2】
【0100】
3.評価
以上のとおり、表1及び2に示す結果から、実施例1〜9と比較例1〜8とを対比すると、本発明の発泡性積層体の特定事項である「ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、式(1):1≦MFRa≦MFRb及び式(2):100≦Ta≦(Tb+5)を同時に満たす」との要件を満たさない方法による比較例1〜8に示す発泡性積層体は、平滑性が実施例1〜9の発泡性積層体に対して見劣りしている。
これらの比較例に比べて、本発明による発泡性積層体は、実施例1〜9に示すとおり、何れも発泡層総厚みが十分な上に、平滑性が良好であることが確認された。
そのため、本発明の発泡性積層体、発泡加工紙及び断熱容器は、発泡後の発泡加工紙表面の平滑性が優れ、発泡層が厚く、優れた断熱性を示すと共に、発泡外観及び賦形時のヒートシール性が良好であり、経済性に優れた発泡積層体等であることが確認され、断熱性と同時に、表面平滑性が求められる容器に特に好適に使用することができるものである。
【産業上の利用可能性】
【0101】
本発明の発泡性積層体、発泡加工紙及び断熱容器は、発泡後の発泡加工紙表面の平滑性が優れ、発泡層が厚く、優れた断熱性を示すと共に、発泡外観及び賦形時のヒートシール性が良好であるため、特に、断熱性と同時に、表面平滑性が求められる容器であるコーヒー、スープなどの高温飲料用の紙容器、インスタントラーメンなどの即席食品用の容器等に特に好適に使用することができ、工程数を増加させずに、省コストで製造できるため、産業上大いに有用である。
【技術分野】
【0001】
本発明は、発泡性積層体、発泡加工紙及び断熱容器に関し、さらに詳しくは、発泡後の発泡加工紙表面の平滑性が優れ、発泡層が厚く、優れた断熱性を示すと共に、発泡外観及び賦形時のヒートシール性が良好であり、経済性に優れた発泡性積層体及びそれを用いた発泡加工紙並びに断熱容器に関する。
【背景技術】
【0002】
従来から、温飲料用カップ、即席麺用容器等の断熱性を有する容器として、発泡ポリスチレン製等の容器が多く使用されていたが、発泡ポリスチレン容器は、廃棄時の環境への負荷が高い、印刷適性に劣るなどの欠点があり、他の素材への代替が検討されている。
【0003】
そこで、水分を含んだ紙基材の少なくとも一面に低融点の熱可塑性合成樹脂フィルムをラミネートし、加熱することにより、基材に含まれている水分を利用して合成樹脂フィルムを凹凸に発泡させる技術が考案された(例えば、特許文献1〜3参照。)。しかし、このようにして得られる材料は、発泡層の厚みが薄く、断熱性が不十分であった。
【0004】
そこで、発泡層の厚い発泡体を得る方法として、原紙に合成樹脂フィルムを積層したシートを加熱し、原紙に含有する水分を用いて合成樹脂フィルムを発泡させて発泡セル群からなる発泡面を形成し、該発泡面の少なくとも一部を真空吸引して発泡セルの発泡高さを高める方法が提案されている(例えば、特許文献4参照。)。
しかし、上記の真空吸引による方法は、真空吸引のための装置及び工程が必要であり、コストの面で問題があった。
【0005】
また、容器胴部材及び底板部材からなり、容器胴部材及び底板部材の原紙の内壁面に高融点の熱可塑性合成樹脂フィルムをラミネートしてあると共に容器胴部材の原紙の外壁面に低融点の熱可塑性合成樹脂フィルムをラミネートしてあり、この低融点の熱可塑性合成樹脂フィルムを加熱処理して発泡してある断熱性紙製容器が提案されている(例えば、特許文献5参照。)。
しかし、上記の内壁面に高融点の熱可塑性合成樹脂フィルムをラミネートする断熱性紙製容器では、発泡時に発泡層の表面に大きな凸部が発生する、発泡セルの結合や破泡、冷却時の発泡セルの収縮等により表面に大きな凹部が生じる等の理由により、表面外観が悪化しやすいといった問題があった。
【0006】
また、底板部材と胴部材とからなる紙製容器において、前記胴部材の少なくとも一方の壁面に、紙の表面側から低融点の熱可塑性樹脂の発泡内層と該熱可塑性樹脂の融点よりも高い融点を有する熱可塑性樹脂の非発泡外層とからなる2層構造断熱膜が被着されてなる断熱性を有する紙製容器が提案されている(例えば、特許文献6参照)。
しかし、上記の紙製容器では、発泡層の厚みが薄く、断熱性が不十分であった。また、発泡性を向上させようとして、MFRを高くすると、発泡層の外観が不良となることや、押出ラミネート加工時の加工性が不安定となる等の問題があった。
【0007】
また、発泡外観の平滑性が良好な発泡層を得る手法として、上記の断熱容器の発泡層が少なくとも2層であり、(A)層/(B)層/基材層を含む積層体であって、(A)層が(B)層よりも格段に高い融点を有する熱可塑性樹脂からなる断熱容器が提案されている(例えば、特許文献7参照)。
しかし、上記の断熱容器では、高い融点を有する樹脂を最表面層に用いていることから、(A)層が発泡時に伸縮せず発泡浮きが発生するといった問題点や、賦形時にヒートシール性が低下するなどの問題点があった。
【0008】
以上のとおり、最表面層に内層よりも融点が格段に高く、層間の融点の差が大きい熱可塑性樹脂を用いる方法では、いずれも、表面平滑性に問題が生じていた。
したがって、熱可塑性樹脂からなり、発泡層の厚みが厚く、断熱性に優れる上に、表面外観が優れ、加工性が良好な発泡加工紙及びこれを用いた断熱容器を、工程数を増加させずに、省コストで製造できる発泡性積層体が求められていた。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特公昭48−32283号公報
【特許文献2】特開昭57−110439号公報
【特許文献3】特開2001−270571号公報
【特許文献4】特開2004−58534号公報
【特許文献5】特開2007−217024号公報
【特許文献6】特開平05−42929号公報
【特許文献7】特開2010−46881号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の目的は、上記事情に鑑み、発泡後の発泡加工紙表面の平滑性が優れ、発泡層が厚く、優れた断熱性を示すと共に、発泡外観及び賦形時のヒートシール性が良好であり、経済性に優れた発泡性積層体及びそれを用いた発泡加工紙並びに断熱容器を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、少なくとも、非発泡樹脂層(C)/基材層/発泡性樹脂層(B)/表面層(A)の順に積層してなる発泡性積層体であって、表面層(A)を形成するポリエチレン系樹脂A及び発泡性樹脂層(B)を形成する前記ポリエチレン系樹脂Bが、特定の要件を満たす発泡性積層体等が、上記課題を解決することを見出し、本発明を完成するに至った。
【0012】
すなわち、本発明の第1の発明によれば、紙を主成分とする基材層の一方の面に、少なくとも、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層してなる発泡性積層体であって、
前記ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、下記式(1)及び式(2)を満たすことを特徴とする発泡性積層体が提供される。
1≦MFRa≦MFRb (1)
(ただし、MFRa(g/10min)はポリエチレン系樹脂Aのメルトマスフローレイト、MFRb(g/10min)はポリエチレン系樹脂Bのメルトマスフローレイト(いずれも、JIS K6922−2:2005)である。)
100≦Ta≦(Tb+5) (2)
(ただし、Ta(℃)はポリエチレン系樹脂Aの溶融温度、Tb(℃)はポリエチレン系樹脂Bの溶融温度(いずれも、JIS K6922−2:2005)である。)
【0013】
また、本発明の第2の発明によれば、第1の発明において、前記発泡性樹脂層(B)は、発泡前の厚みが30μm以上であることを特徴とする発泡性積層体が提供される。
【0014】
また、本発明の第3の発明によれば、第1又は2の発明において、前記表面層(A)は、厚みが1μm以上30μm以下であることを特徴とする発泡性積層体が提供される。
【0015】
また、本発明の第4の発明によれば、第1〜3のいずれかの発明において、前記ポリエチレン系樹脂Aは、JIS K6922−2:2005に準拠して測定されたメルトマスフローレイト(MFRa)が、3〜15g/10minであることを特徴とする発泡性積層体が提供される。
【0016】
また、本発明の第5の発明によれば、第1〜4のいずれかの発明において、前記ポリエチレン系樹脂Bは、JIS K6922−2:2005に準拠して測定されたメルトマスフローレイト(MFRb)が、5〜25g/10minであることを特徴とする発泡性積層体が提供される。
【0017】
また、本発明の第6の発明によれば、第1〜5のいずれかの発明において、前記ポリエチレン系樹脂Aは、JIS K6922−2:2005に準拠して測定された溶融温度(Ta)が、100〜125℃であることを特徴とする発泡性積層体が提供される。
【0018】
また、本発明の第7の発明によれば、第1〜6のいずれかの発明において、前記ポリエチレン系樹脂Bは、JIS K6922−2:2005に準拠して測定された溶融温度(Tb)が、95〜110℃であることを特徴とする発泡性積層体が提供される。
【0019】
また、本発明の第8の発明によれば、第1〜7のいずれかの発明において、前記ポリエチレン樹脂Bは、高圧法低密度ポリエチレン50〜99重量%と、他のポリオレフィン1〜50重量%とを含有することを特徴とする発泡性積層体が提供される。
【0020】
また、本発明の第9の発明によれば、第1〜8のいずれかの発明の発泡性積層体を加熱し、主に紙基材に含有される水分を用いて発泡性樹脂層(B)を発泡させて得られることを特徴とする発泡加工紙が提供される。
【0021】
また、本発明の第10の発明によれば、第9の発明において、発泡性樹脂層(B)を発泡させて形成された発泡セルの高さが、800μm以上であることを特徴とする発泡加工紙が提供される。
【0022】
また、本発明の第11の発明によれば、第1〜8のいずれかの発明の発泡性積層体を用いて、表面層(A)が外側となるように容器形状を成形した後、加熱して表面層(A)及び発泡性樹脂層(B)を発泡させて得られることを特徴とする断熱容器が提供される。
【0023】
また、本発明の第12の発明によれば、第11の発明において、発泡性樹脂層(B)を発泡させて形成された発泡セルの高さが、800μm以上であることを特徴とする断熱容器が提供される。
【発明の効果】
【0024】
本発明の発泡性積層体、発泡加工紙及び断熱容器は、優れた断熱性を示すと共に、発泡層表面に優れた平滑性を有し表面外観が良好な発泡性積層体であるとともに、賦形時のヒートシール性が良好である。しかも、工程数を増加させずに製造できるため、経済性に優れるという効果がある。
【図面の簡単な説明】
【0025】
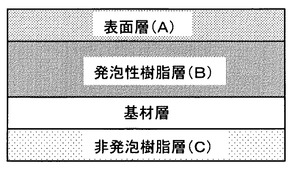
【図1】図1は、本発明の発泡性積層体の層構成の一例を示す概略図である。
【発明を実施するための形態】
【0026】
本発明は、紙を主成分とする基材層の一方の面に、少なくとも、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層してなる発泡性積層体であって、前記ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、特定の式を満たす発泡性積層体に関する。
また、本発明は、上記発泡性積層体を用いてなる発泡加工紙及び断熱容器に関する。
以下、発泡性積層体の層構成及び原料樹脂などについて、詳細に説明する。
【0027】
1.発泡性積層体の各層
本発明は、紙を主成分とする基材層の一方の面に、少なくとも、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層してなる発泡性積層体であって、前記ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、下記式(1)及び式(2)を満たす発泡性積層体である。
1≦MFRa≦MFRb (1)
(ただし、MFRa(g/10min)はポリエチレン系樹脂Aのメルトマスフローレイト、MFRb(g/10min)はポリエチレン系樹脂Bのメルトマスフローレイト(いずれも、JIS K6922−2:2005)である。)
100≦Ta≦(Tb+5) (2)
(ただし、Ta(℃)はポリエチレン系樹脂Aの溶融温度、Tb(℃)はポリエチレン系樹脂Bの溶融温度(いずれも、JIS K6922−2:2005)である。)
【0028】
本発明者らは、前記した従来技術における課題を解決すべく鋭意検討した結果、意外にも、従来考えられていた方向とは逆の別思想に基づいた特定の発泡積層体が、優れた断熱性を有すると共に、優れた発泡外観を有することを見出し、本発明を完成するに至った。
即ち、前記した従来技術である特許文献では、発泡性樹脂層(B)の上に積層する表面層(A)に用いるポリエチレン樹脂Aとして、溶融温度が発泡性樹脂層(B)に用いるポリエチレン系樹脂Bより格段に高く、溶融温度の差が大きい樹脂を用いていたが、本発明では、逆に、溶融温度の差が5℃以内、溶融温度がほぼ同等であり、代わりにメルトマスフローレイトがポリエチレン系樹脂Bより小さい樹脂(即ち、溶融粘度が高い樹脂)を表面層(A)のポリエチレン系樹脂Aとして用いて、また、発泡性樹脂層(B)の積層時厚みを30μm以上と十分にとること、紙基材の反対面に非発泡樹脂層(C)を積層することにより、優れた断熱性と優れた発泡外観の両立を達し、かつ、従来問題であった賦形時のヒートシール性を改良できることを見出し、本発明を完成するに至ったものである。
【0029】
すなわち、本発明は、表面層(A)を形成するポリエチレン系樹脂Aとして、発泡性樹脂層(B)のポリエチレン系樹脂Bとほぼ同等以下の融点であり、かつ、ポリエチレン系樹脂B以上の溶融粘度(すなわちMFRが同等以下)の材料を用いることにより、発泡時のセル成長が発泡層表面で抑制されるため、表面層膜厚を保持でき、このことから、表面層の凹凸が減少し、表面平滑性を向上することができると考えられる。
なお、後に詳説するように、本発明の効果を損なわない範囲において、前記積層体の層間または最外層の一部または全部に、他の層があっても良い。
【0030】
(1)表面層(A)及び発泡性樹脂層(B)
本発明の表面層(A)に使用されるポリエチレン系樹脂A及び発泡性樹脂層(B)に使用されるポリエチレン系樹脂Bとしては、下記式(1)及び式(2)を満たすことが必要である。
1≦MFRa≦MFRb (1)
(ただし、MFRa(g/10min)はポリエチレン系樹脂Aのメルトマスフローレイト、MFRb(g/10min)はポリエチレン系樹脂Bのメルトマスフローレイト(いずれも、JIS K6922−2:2005)である。)
100≦Ta≦(Tb+5) (2)
(ただし、Ta(℃)はポリエチレン系樹脂Aの溶融温度、Tb(℃)はポリエチレン系樹脂Bの溶融温度(いずれも、JIS K6922−2:2005)である。)
【0031】
ポリエチレン系樹脂Aの溶融温度が100℃〜125℃、より好ましくは100℃〜110℃の範囲であると、ヒートシール性が良好になる。
なお、ヒートシール性とは、樹脂コート面同士を熱で封緘することであり、ヒートシール性が良好である場合、カップの蓋部分の賦形が容易になり、型崩れしにくくなる。
また、ポリエチレン系樹脂Bの溶融温度は、95〜110℃であることが好ましい。
【0032】
さらに、本発明の積層体を構成するポリエチレン系樹脂A及びポリエチレン系樹脂Bのメルトマスフローレイトは、いずれも、JIS K6922−2:2005に準拠して測定したものであって、以下の式(2)を満たすことが必要である。
1≦MFRa≦MFRb (2)
(ただし、MFRa(g/10min)はポリエチレン系樹脂Aのメルトマスフローレイト、MFRb(g/10min)はポリエチレン系樹脂Bのメルトマスフローレイト(いずれも、JIS K6922−2:2005)である。)
【0033】
ポリエチレン系樹脂AのMFRが1〜100g/10分、より好ましくは3〜50g/10分の範囲、特に好ましくは3〜15g/10分の範囲であると、積層体を成形する際に加工が容易になり、表面平滑性が向上する。
また、本発明の積層体を構成するポリエチレン系樹脂BのMFRが1〜100g/10分、より好ましくは3〜50g/10分の範囲、特に好ましくは5〜25g/10分の範囲であると、発泡性に優れるため好ましい。
【0034】
本発明においては、ポリエチレン系樹脂A及びポリエチレン系樹脂Bが、上記式(1)及び(2)を同時に満たすことによって、発泡時のセル成長が発泡層表面で抑制されるため、表面層膜厚を保持でき、このことから、表面層の凹凸が減少し、表面平滑性を向上することができると考えられる。また、ポリエチレン系樹脂Aの溶融温度の上限が規定され、高融点ではないものを使用することから、従来問題であった賦形時のヒートシール性を改良できると考えられる。
【0035】
また、ポリエチレン系樹脂A及びポリエチレン系樹脂Bの密度は、発泡性に優れるため、870〜935kg/m3であることが好ましく、より好ましくは890〜930kg/m3の範囲である。
【0036】
上記の要件を満たす本発明のポリエチレン系樹脂A又はポリエチレン系樹脂Bとしては、高圧法低密度ポリエチレン、エチレン・α−オレフィン共重合体A、エチレン・酢酸ビニル共重合体、エチレン・アクリル酸エチル共重合体、エチレン・アクリル酸共重合体、エチレン・メタクリル酸共重合体などが挙げられる。
特に高圧法低密度ポリエチレンをポリエチレン系樹脂A又はポリエチレン系樹脂Bとして使用し、表面層(A)又は発泡性樹脂層(B)を形成した場合、発泡成長を抑制せず、発泡倍率を向上させることができ、表面平滑性に優れるため好ましい。
【0037】
上記エチレン・α−オレフィン共重合体Aに用いるα−オレフィンとしては、プロピレン、1−ブテン、4−メチル−1−ペンテン、3−メチル−1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセンなどを挙げることができ、これらの1種または2種以上が用いられる。
【0038】
このようなエチレン・α−オレフィン共重合体Aを得るための方法は特に限定するものではなく、チーグラー・ナッタ触媒やフィリップス触媒、メタロセン触媒を用いた高・中・低圧イオン重合法などを例示することができる。
【0039】
また、本発明の積層体を構成する高圧法低密度ポリエチレンは、従来公知の高圧法ラジカル重合法により得ることができる。
【0040】
また、本発明を構成するポリエチレン系樹脂Aには、高圧法低密度ポリエチレン、エチレン・α−オレフィン共重合体、ポリプロピレンなどの他のポリオレフィンを配合してもよい。
【0041】
さらに、ポリエチレン系樹脂Bには、他のポリオレフィンBを混合してもかまわない。このとき、発泡性に優れるため、混合比率は高圧法低密度ポリエチレンが50〜99重量%、他のポリオレフィンBが1〜50重量%であることが好ましい。
【0042】
ポリエチレン系樹脂Bとして使用される、例えば、高圧法低密度ポリエチレンに混合される他のポリオレフィンBとしては、エチレン・α−オレフィン共重合体B、ポリプロピレン、ポリブテンなどが挙げられ、発泡性に優れることから、密度が850kg/m3以上920kg/m3未満のエチレン・α−オレフィン共重合体Bが好ましい。
【0043】
このようなエチレン・α−オレフィン共重合体Bに用いるα−オレフィンとしては、プロピレン、1−ブテン、4−メチル−1−ペンテン、3−メチル−1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセンなどを挙げることができ、これらの1種または2種以上が用いられる。
【0044】
さらに、エチレン・α−オレフィン共重合体Bを得るための方法は特に限定するものではなく、チーグラー・ナッタ触媒やフィリップス触媒、メタロセン触媒を用いた高・中・低圧イオン重合法などを例示することができ、このような共重合体は、市販品の中から便宜選択することができる。
【0045】
本発明の積層体を構成するポリエチレン系樹脂Bに他のポリオレフィンBを混合する時は、ポリエチレン系樹脂Bである、例えば、高圧法低密度ポリエチレンBのペレットと他のポリオレフィンBのペレットを固体状態で混合したペレット混合物であってもよいが、単軸押出機、二軸押出機、ニーダー、バンバリー等で溶融混練した混合物の方が、品質の安定した製品が得られるので好ましい。溶融混練装置を用いる場合、溶融温度はポリエチレン系樹脂Bの融点〜200℃程度が好ましい。
【0046】
本発明の積層体を構成するポリエチレン系樹脂A及びポリエチレン系樹脂Bには、さらに、必要に応じて、酸化防止剤、光安定剤、帯電防止剤、滑剤、ブロッキング防止剤等、ポリオレフィン樹脂に一般に用いられている添加剤を本発明の目的を損なわない範囲で添加してもかまわない。
【0047】
本発明の積層体を構成するポリエチレン系樹脂Aを用いた表面層(A)の厚みは、良好な発泡厚みと発泡外観を得るために、1〜30μmが好ましい。A層の厚みが1μm未満では、積層体表面の平滑性が損なわれる恐れがあるため好ましくなく、30μmを超えるとB層の発泡倍率が損なわれる恐れがあるため好ましくない。
【0048】
また本発明の積層体を構成するポリエチレン系樹脂Bを用いた発泡性樹脂層(B)の厚みは、発泡前の積層時厚みとして30μm以上が好ましく、45μm以上がより好ましく、加熱発泡後の厚みは、良好な断熱性を得るために、800μm以上が好ましい。
【0049】
(2)基材層
本発明の積層体を構成する基材層は、紙を主成分とする基材層であって、本発明において紙を主体とする基材層とは、(i)紙、(ii)予め、加熱により揮発性ガスを発生する物質を紙にコーティングしたものまたは紙と発泡性樹脂層(B)間に加熱により揮発性ガスを発生する物質をコーティングしたもの及び(iii)紙を主体とする基材層中へ加熱により揮発性ガスを発生する物質を配合したものの、いずれかを意味するものである。
本発明においては、主に紙に含まれる水分が加熱によって発生される水蒸気の作用によって発泡性樹脂層(B)を発泡させるものであるが、加熱分解によって発生する揮発ガスによって発泡性樹脂層(B)を発泡させることができるものであれば良く、特に限定されるものではない。
【0050】
上記、(i)紙としては、上質紙、クラフト紙、アート紙、再生紙、合成紙、樹脂とゼオライト、炭酸カルシウム等の無機物を含有するシート等が挙げられる。
基材層に含まれる水分は、加熱により表面層(A)、発泡性樹脂層(B)を発泡させるものであり、その水分量3〜12wt%が発泡倍率を向上させることができ、積層体外観にも優れるため好ましい。
このような本発明の積層体を構成する基材層として、上質紙、クラフト紙などの天然パルプを主成分とする紙(以下、単に紙と略す)、合成繊維或は合成樹脂フィルムを擬紙化した所謂合成紙、発泡シート、ゼオライトなどの多孔性無機物からなるシートなどを例示することができ、基材中に含まれる水分量の調整が比較的容易なことから紙が好ましい。
基材に紙を使用する場合、水分量の調節が容易なことから、坪量は150〜500g/m2、より好ましくは200〜400g/m2であることが好ましい。
【0051】
また、(ii)紙に、熱により揮発性ガスを発生する物質をコーティングしたものとしては、紙に溶剤系インキや水溶性のインキ、塗料、接着剤をコーティングした基材層等が挙げられる。例えば特開2000−238225号公報等にみられるように、基材層と発泡性樹脂層(B)間に発泡性物質を添加した接着剤層を設ければ、加熱によって発生する発泡性物質から発生する揮発性ガスによって、発泡性樹脂層(B)の発泡を促進させることが可能である。
【0052】
また、(iii)基材層中に、加熱により揮発性ガスを発生する物質を配合したものとしては、基材層中に揮発性ガスを発生する物質としての無機または有機の発泡剤、含水ポリマー、発泡剤内包のマイクロカプセル等が配合された基材層であって、例えば特開2002−145239号公報等にみられるように、抄紙工程において熱発泡性の発泡剤を添加して抄紙した紙、あるいは紙に発泡剤を内包するマイクロカプセル、含水させた吸水性ポリマー等を配合した基材層等などが挙げられる。
さらに、紙を主体とする基材層には、従来公知の技術により着色インキなどで印刷されていてもかまわない。例えば、パルプ紙や合成紙等の紙にインクなどで絵や文字、模様などを印刷することもできる。
【0053】
(3)非発泡樹脂層(C)
本発明の積層体を構成する基材層の他方の基材壁面には、従来公知の技術により、非発泡樹脂層(C)を形成、積層することが必要である。つまり、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層する。したがって、本発明の積層体の層構成は、非発泡樹脂層(C)/基材層/発泡性樹脂層(B)/表面層(A)となりうる。
【0054】
非発泡樹脂層(C)に用いる材料であるポリエチレン系樹脂Cとしては、高圧法低密度ポリエチレンC、エチレン・α−オレフィン共重合体、ポリプロピレンなどのポリオレフィンが挙げることができる。
【0055】
ポリエチレン系樹脂CのMFRは、2〜10g/10分の範囲であると、加工性に優れるため好ましい。
【0056】
また、ポリエチレン系樹脂Cの密度は、非発泡層であるため930〜950kg/m3であることが好ましい。
【0057】
本発明の積層体を構成するポリエチレン系樹脂Cには、必要に応じて、酸化防止剤、光安定剤、帯電防止剤、滑剤、ブロッキング防止剤等、ポリオレフィン樹脂に一般に用いられている添加剤を本発明の目的を損なわない範囲で添加してもかまわない。
【0058】
さらに、ポリエチレン系樹脂Cには、他のポリオレフィンCを混合してもかまわない。
ポリエチレン系樹脂Cに混合されるポリオレフィンCとしては、エチレン・α−オレフィン共重合体C、ポリプロピレン、ポリブテンなどが挙げられ、加工性、非発泡からMFRが4〜100g/10分の範囲、密度が920〜935kg/m3であるエチレン・α−オレフィン共重合体Cが好ましい。
【0059】
このようなエチレン・α−オレフィン共重合体Cに用いるα−オレフィンとしては、プロピレン、1−ブテン、4−メチル−1−ペンテン、3−メチル−1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセンなどを挙げることができ、これらの1種または2種以上が用いられる。
【0060】
さらに、このようなエチレン・α−オレフィン共重合体Cを得るための方法は特に限定するものではなく、チーグラー・ナッタ触媒やフィリップス触媒、メタロセン触媒を用いた高・中・低圧イオン重合法などを例示することができ、このような共重合体は、市販品の中から便宜選択することができる。
【0061】
本発明の積層体を構成するポリエチレン系樹脂Cに他のポリオレフィンCを混合する時は、ポリエチレン系樹脂Cである例えば高圧法低密度ポリエチレンCのペレットと他のポリオレフィンCのペレットを固体状態で混合したペレット混合物であってもよいが、単軸押出機、二軸押出機、ニーダー、バンバリー等で溶融混練した混合物の方が、品質の安定した製品が得られるので好ましい。溶融混練装置を用いる場合、溶融温度はポリエチレン系樹脂Cの融点〜300℃程度が好ましい。
【0062】
(4)その他の層
本発明の発泡性積層体においては、本発明の効果を損なわない範囲において、前記積層体の層間または最外層の一部または全部に、他の層があっても良い。すなわち、基材層と発泡性樹脂層(B)、または、さらに非発泡樹脂層(C)を設けた積層体の内及び/又は外層、あるいは該層間に一層または複数層のフィルム層、装飾層、補強層、接着剤層、バリア層等を設けてもよい。
例えば、断熱容器に形成した際の外側から、{表面層(A)/発泡性樹脂層(B)/基材層/ポリエチレン系樹脂層/バリア層/接着層/非発泡樹脂層(C)}のような層構成とすることができる。
【0063】
上記装飾層としては、印刷された紙、フィルム、不織布、織布等が挙げられる。
また補強層とは、基材層に積層された発泡性樹脂層(B)が加熱によって発泡されるときに発泡層が破裂しないように、発泡性樹脂層(B)の外層にポリエチレン樹脂フィルムなどを積層して発泡層の過度の発泡による破裂防止や、不ぞろいの発泡セルを均一に矯正する、あるいはフィルム、不織布等を積層して、機械的強度を持たせるなどの役割を果たすものである。樹脂としては、特に限定されるものではなく、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂等でよい。
また、接着剤層を形成する樹脂としては、エチレンと不飽和カルボン酸またはその誘導体との共重合体、ポリオレフィン樹脂に不飽和カルボン酸等をグラフトした変性ポリオレフィン樹脂、エチレン−酢酸ビニル共重合体等ホットメルト、通常の接着剤等が挙げられる。
また、バリア層を形成する樹脂としては、ポリアミド系樹脂、ポリエステル系樹脂、エチレン−酢酸ビニル共重合体鹸化物(EVOH)、ポリ塩化ビニリデン系樹脂、ポリカーボネート系樹脂、延伸ポリプロピレン(OPP)、延伸ポリエステル(OPET)、延伸ポリアミド、アルミナ蒸着フィルム、シリカ蒸着フィルム等の無機酸化物の蒸着フィルム、アルミ蒸着等の金属蒸着フィルム、金属箔等が挙げられる。
【0064】
また、必要に応じて各層のいずれかに印刷等を施しても良い。印刷は、部分的または全面的に着色インキで印刷してもよい。また、必要に応じて発泡性インキを使用して、部分的または全面的に発泡部位を設けてもよい。印刷の位置、印刷面積の大小、印刷の方法、使用されるインキなどは、従来公知の技術を適宜選択して用いることができる。
【0065】
2.積層体の製造
本発明の積層体の製造方法としては、ポリエチレン系樹脂A及びポリエチレン系樹脂Bを基材に共押出ラミネート加工し得る方法、また、ポリエチレン系樹脂Bをラミネートした後、ポリエチレン系樹脂Aをラミネートするタンデムラミネート加工し得る方法が例示できる。また、シングルラミネート加工法、サンドウィッチラミネート加工法などの各種押出ラミネート加工法を例示することができる。押出ラミネート法における樹脂の温度は260〜350℃の範囲が好ましく、冷却ロールの表面温度は10〜50℃の範囲が好ましい。
【0066】
押出ラミネート加工において、基材にコロナ処理を施した場合、基材との接着性に優れることから好ましい。
また必要に応じて、基材層の接着面に対してオゾン処理、フレーム処理、プラズマ処理などの公知の表面処理を施してもよい。
【0067】
3.発泡加工紙及び断熱容器
本発明の積層体を発泡させることにより本発明の発泡加工紙及び断熱容器を得ることができる。なお、本発明の断熱容器は、上記積層体を用いて容器を形成した後、該容器を加熱等により、表面層(A)及び発泡性樹脂層(B)を発泡させて得ることができる。
【0068】
この際の加熱方法としては、特に制限はないが、熱風、電熱、マイクロ波、高周波、赤外線、遠赤外線等の電子線の他、高温の物体を内填して充填物の熱を利用するなど、任意の手段を使用できる。加熱は、オーブン内で回分式に行う手法、コンベアなどにより連続的に行う手法などにより行うことができる。
【0069】
加熱温度、使用する基材、および樹脂の種類に依存して変化するが、一般的に加熱温度は110℃〜150℃であり、加熱時間は2分間〜10分間である。加熱温度が110℃未満、加熱時間が2分間未満であると、十分な高さの発泡セルが得られない場合がある。加熱温度が150℃を超え、あるいは加熱時間が10分間を超えるような加熱過多の場合においては、発泡セルのへたりや均一性が損なわれるおそれがある。
表面層(A)、発泡性樹脂層(B)を発泡させて形成された発泡セルの高さは、800μm以上、好ましくは1000μm以上である。発泡セルの高さが800μm未満であると、十分な断熱性が得られないおそれがある。
【0070】
本発明の断熱容器の製造方法の一例として、カップ状断熱容器の製造方法を以下に挙げる。まず、本発明の発泡性積層体を、ロール巻き原反もしくは連続的に繰り出して、該発泡性積層体から胴部材用ブランクと底板部材用ブランクを打ち抜きし、常用のカップ成型機で胴部材と底板部材を接合させてカップ状等に成型した後、回分式あるいは転送するベルトコンベヤーに輸送して熱風、マイクロ波、高周波、赤外線、遠赤外線等の照射手段を具備する加熱炉、オーブントンネル等で加熱発泡して断熱容器が成形される。
【0071】
本発明の発泡性積層体、発泡加工紙及び断熱容器は、コーヒー、スープなどの高温飲料用の紙容器、インスタントラーメンなどの即席食品用の容器等、断熱性を求められると同時に、印刷外観の意匠性が求められる容器に特に好適に使用される。
上記発泡加工紙は、断熱容器の断熱・保温材料としてはもちろんのこと、緩衝材料、遮音材料、発泡紙等としても用いられ、スリーブ材、紙皿、トレー、滑り止め材、果物の包装材、発泡紙等の農業用、産業用、生活用資材等として活用することができる。
また、本発明の断熱容器は、トレー及びカップなどとして使用することができる。用途としては、ホット飲料容器、カップスープ容器、カップ味噌汁容器、カップ麺容器、納豆容器、弁当容器、コーヒーカップ容器等が例示される。
【実施例】
【0072】
以下において、本発明をより具体的にかつ明確に説明するために、本発明を実施例及び比較例との対照において説明し、本発明の構成の要件の合理性と有意性を実証する。
なお、各実施例及び比較例において、用いた重合体の各物性の評価方法を以下に示す。
【0073】
1.評価方法
(1)メルトマスフローレイト(MFR)
MFRは、JIS K6922−2:2005に準拠して測定した。
【0074】
(2)密度
JIS K7112に準拠して、測定した。
【0075】
(3)融点(溶融温度)
JIS K7121に準拠し、測定した。
測定は、下記の条件で、第一昇温、降温、第二昇温の手順で実施し、第二昇温の最高ピーク高さの温度を融点(溶融温度)とした。
(a)装置:セイコーインスツルメンツ製DSC220
(b)昇降温条件:
第一昇温:30℃から200℃までを40℃/分
降温:200℃から20℃までを10℃/分
第二昇温:20℃から200℃までを10℃/分
(c)温度保持時間:第一昇温後5分間、降温後5分
(e)リファレンス:アルミニウム
【0076】
(4)基材の水分量
実施例により得られた発泡前の積層体を10cm×10cmに切り出し、50℃に加熱したパーフェクトオーブン(PH−102型 エスペック製)に1週間保管し、重量変化が見られなくなったサンプルから重量減少量を計算し、水分量を求めた。
【0077】
(5)発泡層の厚み
実施例により得られた積層体を10cm×10cmに切り出し、115℃に加熱したパーフェクトオーブン(PH−102型 エスペック製)中で360秒間静置した後、取り出して空気中で室温まで冷却した。発泡後の積層体の断面形状及び発泡層厚みの測定には、走査型電子顕微鏡を用いた。発泡層の断面形状を10箇所で測定した平均の発泡層厚みを(A)層+(B)層の発泡層厚みとした。
【0078】
(6)表面平滑性
実施例により得られた積層体を10cm×10cmに切り出し、115℃に加熱したパーフェクトオーブン(PH−102型 エスペック製)中で360秒間静置した後、取り出して空気中で室温まで冷却した。得られた発泡体の表面の平滑性を目視で測定した。
目視での表面平滑性は、下記の評価基準で行った。
目視での表面平滑性評価:平滑性良好:○、やや平滑:△、表面凹凸多:×
【0079】
(7)グロス
実施例により得られた積層体を10cm×10cmに切り出し、115℃に加熱したパーフェクトオーブン(PH−102型 エスペック製)中で360秒間静置した後、取り出して空気中で室温まで冷却した。得られた発泡体の表面の平滑性をデジタル変角光沢計(UGV−4D、スガ試験機(株)、受光角60°、反射角60°、標準91.2°)で測定した。グロスが大きいほど平滑性が良好であり、小さいほど表面凹凸が多い。
【0080】
2.実施例及び比較例
(実施例1)
ポリエチレン系樹脂Aとして、MFRが8g/10分、密度が918kg/m3、溶融温度が106℃である高圧低密度ポリエチレン(A1)を、ポリエチレン系樹脂Bとして、MFRが14g/10分、密度が918kg/m3、溶融温度が106℃である高圧法低密度ポリエチレン(B1)を使用した。
また上記樹脂層に対し、紙の逆側には非発泡のポリエチレン系樹脂Cとして、MFRが6g/10分、密度が942kg/m3、溶融温度が130℃である中密度ポリエチレン(C1)を使用した。
【0081】
まず、(C1)を直径90mmφのスクリューを有する単軸押出ラミネーター(住友重機械モダン株式会社製)へ供給し、樹脂温度320℃でTダイより押し出し、コロナ処理を行った水分量が約5.5%、坪量320g/m2である紙基材上に引き取り速度が100m/分、エアギャップ長さが120mmで40μmの厚さになるよう押出ラミネート成形を行った。
さらに、(A1)を直径65mmφのスクリューを有する単軸押出機(住友重機械モダン株式会社製)に、(B1)を直径90mmφのスクリューを有する単軸押出機(住友重機械モダン株式会社製)へと供給し、樹脂温度320℃、50m/分の引き取り速度、120mmのエアギャップ長さで、(A1)の厚みが5μm、(B1)の厚みが65μmとなるように上記積層体の(C1)の樹脂層に対する基材層の裏側にコロナ処理を行い、共押出ラミネートで、高圧法低密度ポリエチレン(A1)、(B1)、紙基材、ポリエチレン系樹脂(C1)の順に積層されてなる積層体を得た。濡れ性向上のため、表面層(A)側にコロナ処理を行った。
この積層体を115℃にて6分間加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0082】
(実施例2)
実施例1に使用したポリエチレン系樹脂を使用し、(A1)の厚みが10μm、(B1)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0083】
(実施例3)
実施例1に使用したポリエチレン系樹脂を使用し、(A1)の厚みが20μm、(B1)の厚みが50μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性が良好であったが、発泡層高さは低く、不十分であった。
【0084】
(実施例4)
(B)層の樹脂として、MFRが20g/10分、密度が917kg/m3、溶融温度が、105℃である高圧法低密度ポリエチレン(B2)を使用し、(A1)の厚みが10μm、(B2)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0085】
(実施例5)
実施例4に使用したポリエチレン系樹脂を使用し、(A1)の厚みが20μm、(B2)の厚みが50μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性が良好であったが、発泡層高さは低く、不十分であった。
【0086】
(実施例6)
(A)層の樹脂として、MFRが9g/10分、密度が921kg/m3、溶融温度が110℃である高圧法低密度ポリエチレン(A2)を使用し、(A2)の厚みが20μm、(B1)の厚みが50μmとした以外は実施例1と同様にして、ラミネート成形を行い、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0087】
(実施例7)
(A)層の樹脂として、MFRが4g/10分、密度が923kg/m3、溶融温度が111℃である高圧法低密度ポリエチレン(A3)を使用し、(A3)の厚みが5μm、(B1)の厚みが65μmとした以外は実施例1と同様にして、ラミネート成形を行い、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0088】
(実施例8)
実施例7に使用したポリエチレン系樹脂を使用し、(A3)の厚みが10μm、(B1)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性、発泡層高さともに良好であった。
【0089】
(実施例9)
実施例7に使用したポリエチレン系樹脂を使用し、(A3)の厚みが20μm、(B1)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表1に示す。表面平滑性が良好であったが、発泡層高さは低く、不十分であった。
【0090】
(比較例1)
(B1)層の厚みを70μmとし、90mmφのスクリューを有する単軸押出機(住友重機械モダン株式会社製)のみのシングルラミネートで成形を行った以外は実施例1と同様に、積層体を発泡させ、発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは良好だが、発泡表面外観には凹凸が見られ、不十分であった。
【0091】
(比較例2)
(B)層に(B2)を用いた以外は、実施例1と同様に、ラミネート成形を行った後、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは良好だが、発泡表面外観には凹凸が見られ、不十分であった。
【0092】
(比較例3)
(B)層にMFRが8g/10分、密度が918kg/m3、溶融温度が106℃である高圧法低密度ポリエチレン(B3)を用いた以外は、実施例1と同様に、ラミネート成形を行った後、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは良好だが、発泡表面外観には凹凸が見られ、不十分であった。
【0093】
(比較例4)
(B)層にMFRが9g/10分、密度が921kg/m3、溶融温度が110℃である高圧法低密度ポリエチレン(B4)を用いた以外は、実施例1と同様に、ラミネート成形を行った後、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは良好だが、発泡表面外観には凹凸が見られ、不十分であった。
【0094】
(比較例5)
(B)層にMFRが4g/10分、密度が923kg/m3、溶融温度が111℃である高圧法低密度ポリエチレン(B5)を用いた以外は、実施例1と同様に、ラミネート成形を行った後、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは低く、発泡表面外観には凹凸が見られ、不十分であった。
【0095】
(比較例6)
(A)層の樹脂として、MFRが20g/10分、密度が917kg/m3、溶融温度が105℃である高圧法低密度ポリエチレン(A4)を使用し、(B)層にMFRが4g/10分、密度が923kg/m3、溶融温度が111℃である高圧法低密度ポリエチレン(B1)を使用した。(A1)の厚みが5μm、(B1)の厚みが65μmとした以外は実施例1と同様にして、ラミネート成形を行い、積層体を発泡させ発泡層の厚み、発泡表面の状態を評価した。発泡性評価の結果を表2に示す。発泡層高さは良好であったが、発泡表面外観には凹凸が見られ、不十分であった。
【0096】
(比較例7)
比較例6に使用したポリエチレン系樹脂を使用し、(A4)の厚みが10μm、(B1)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表2に示す。発泡層高さは良好であったが、発泡表面外観には凹凸が見られ不十分であった。
【0097】
(比較例8)
比較例6に使用したポリエチレン系樹脂を使用し、(A4)の厚みが10μm、(B1)の厚みが60μmとした以外は同様の手法により積層体を得た。この積層体を加熱して発泡させ、発泡層の厚み、発泡表面の状態を評価した。結果を表2に示す。発泡層高さは良好であったが、発泡表面外観には凹凸が見られ不十分であった。
【0098】
【表1】
【0099】
【表2】
【0100】
3.評価
以上のとおり、表1及び2に示す結果から、実施例1〜9と比較例1〜8とを対比すると、本発明の発泡性積層体の特定事項である「ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、式(1):1≦MFRa≦MFRb及び式(2):100≦Ta≦(Tb+5)を同時に満たす」との要件を満たさない方法による比較例1〜8に示す発泡性積層体は、平滑性が実施例1〜9の発泡性積層体に対して見劣りしている。
これらの比較例に比べて、本発明による発泡性積層体は、実施例1〜9に示すとおり、何れも発泡層総厚みが十分な上に、平滑性が良好であることが確認された。
そのため、本発明の発泡性積層体、発泡加工紙及び断熱容器は、発泡後の発泡加工紙表面の平滑性が優れ、発泡層が厚く、優れた断熱性を示すと共に、発泡外観及び賦形時のヒートシール性が良好であり、経済性に優れた発泡積層体等であることが確認され、断熱性と同時に、表面平滑性が求められる容器に特に好適に使用することができるものである。
【産業上の利用可能性】
【0101】
本発明の発泡性積層体、発泡加工紙及び断熱容器は、発泡後の発泡加工紙表面の平滑性が優れ、発泡層が厚く、優れた断熱性を示すと共に、発泡外観及び賦形時のヒートシール性が良好であるため、特に、断熱性と同時に、表面平滑性が求められる容器であるコーヒー、スープなどの高温飲料用の紙容器、インスタントラーメンなどの即席食品用の容器等に特に好適に使用することができ、工程数を増加させずに、省コストで製造できるため、産業上大いに有用である。
【特許請求の範囲】
【請求項1】
紙を主成分とする基材層の一方の面に、少なくとも、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層してなる発泡性積層体であって、
前記ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、下記式(1)及び式(2)を満たすことを特徴とする発泡性積層体。
1≦MFRa≦MFRb (1)
(ただし、MFRa(g/10min)はポリエチレン系樹脂Aのメルトマスフローレイト、MFRb(g/10min)はポリエチレン系樹脂Bのメルトマスフローレイト(いずれも、JIS K6922−2:2005)である。)
100≦Ta≦(Tb+5) (2)
(ただし、Ta(℃)はポリエチレン系樹脂Aの溶融温度、Tb(℃)はポリエチレン系樹脂Bの溶融温度(いずれも、JIS K6922−2:2005)である。)
【請求項2】
前記発泡性樹脂層(B)は、発泡前の厚みが30μm以上であることを特徴とする請求項1記載の発泡性積層体
【請求項3】
前記表面層(A)は、厚みが1μm以上30μm以下であることを特徴とする請求項1又は2に記載の発泡性積層体。
【請求項4】
前記ポリエチレン系樹脂Aは、JIS K6922−2:2005に準拠して測定されたメルトマスフローレイト(MFRa)が、3〜15g/10minであることを特徴とする請求項1〜3のいずれか1項に記載の発泡性積層体。
【請求項5】
前記ポリエチレン系樹脂Bは、JIS K6922−2:2005に準拠して測定されたメルトマスフローレイト(MFRb)が、5〜25g/10minであることを特徴とする請求項1〜4のいずれか1項に記載の発泡性積層体。
【請求項6】
前記ポリエチレン系樹脂Aは、JIS K6922−2:2005に準拠して測定された溶融温度(Ta)が、100〜125℃であることを特徴とする請求項1〜5のいずれか1項に記載の発泡性積層体。
【請求項7】
前記ポリエチレン系樹脂Bは、JIS K6922−2:2005に準拠して測定された溶融温度(Tb)が、95〜110℃であることを特徴とする請求項1〜6のいずれか1項に記載の発泡性積層体。
【請求項8】
前記ポリエチレン樹脂Bは、高圧法低密度ポリエチレン50〜99重量%と、他のポリオレフィン1〜50重量%とを含有することを特徴とする請求項1〜7のいずれか1項に記載の発泡性積層体。
【請求項9】
請求項1〜8のいずれか1項に記載の発泡性積層体を加熱し、主に紙基材に含有される水分を用いて発泡性樹脂層(B)を発泡させて得られることを特徴とする発泡加工紙。
【請求項10】
発泡性樹脂層(B)を発泡させて形成された発泡セルの高さが、800μm以上であることを特徴とする請求項9に記載の発泡加工紙。
【請求項11】
請求項1〜8のいずれか1項に記載の発泡性積層体を用いて、表面層(A)が外側となるように容器形状を成形した後、加熱して表面層(A)及び発泡性樹脂層(B)を発泡させて得られることを特徴とする断熱容器。
【請求項12】
発泡性樹脂層(B)を発泡させて形成された発泡セルの高さが、800μm以上であることを特徴とする請求項11に記載の断熱容器。
【請求項1】
紙を主成分とする基材層の一方の面に、少なくとも、ポリエチレン系樹脂Bを含有する発泡性樹脂層(B)とポリエチレン系樹脂Aを含有する表面層(A)とを、基材層/発泡性樹脂層(B)/表面層(A)の順に積層し、前記基材層の他方の面に、非発泡樹脂層(C)を積層してなる発泡性積層体であって、
前記ポリエチレン系樹脂A及び前記ポリエチレン系樹脂Bは、下記式(1)及び式(2)を満たすことを特徴とする発泡性積層体。
1≦MFRa≦MFRb (1)
(ただし、MFRa(g/10min)はポリエチレン系樹脂Aのメルトマスフローレイト、MFRb(g/10min)はポリエチレン系樹脂Bのメルトマスフローレイト(いずれも、JIS K6922−2:2005)である。)
100≦Ta≦(Tb+5) (2)
(ただし、Ta(℃)はポリエチレン系樹脂Aの溶融温度、Tb(℃)はポリエチレン系樹脂Bの溶融温度(いずれも、JIS K6922−2:2005)である。)
【請求項2】
前記発泡性樹脂層(B)は、発泡前の厚みが30μm以上であることを特徴とする請求項1記載の発泡性積層体
【請求項3】
前記表面層(A)は、厚みが1μm以上30μm以下であることを特徴とする請求項1又は2に記載の発泡性積層体。
【請求項4】
前記ポリエチレン系樹脂Aは、JIS K6922−2:2005に準拠して測定されたメルトマスフローレイト(MFRa)が、3〜15g/10minであることを特徴とする請求項1〜3のいずれか1項に記載の発泡性積層体。
【請求項5】
前記ポリエチレン系樹脂Bは、JIS K6922−2:2005に準拠して測定されたメルトマスフローレイト(MFRb)が、5〜25g/10minであることを特徴とする請求項1〜4のいずれか1項に記載の発泡性積層体。
【請求項6】
前記ポリエチレン系樹脂Aは、JIS K6922−2:2005に準拠して測定された溶融温度(Ta)が、100〜125℃であることを特徴とする請求項1〜5のいずれか1項に記載の発泡性積層体。
【請求項7】
前記ポリエチレン系樹脂Bは、JIS K6922−2:2005に準拠して測定された溶融温度(Tb)が、95〜110℃であることを特徴とする請求項1〜6のいずれか1項に記載の発泡性積層体。
【請求項8】
前記ポリエチレン樹脂Bは、高圧法低密度ポリエチレン50〜99重量%と、他のポリオレフィン1〜50重量%とを含有することを特徴とする請求項1〜7のいずれか1項に記載の発泡性積層体。
【請求項9】
請求項1〜8のいずれか1項に記載の発泡性積層体を加熱し、主に紙基材に含有される水分を用いて発泡性樹脂層(B)を発泡させて得られることを特徴とする発泡加工紙。
【請求項10】
発泡性樹脂層(B)を発泡させて形成された発泡セルの高さが、800μm以上であることを特徴とする請求項9に記載の発泡加工紙。
【請求項11】
請求項1〜8のいずれか1項に記載の発泡性積層体を用いて、表面層(A)が外側となるように容器形状を成形した後、加熱して表面層(A)及び発泡性樹脂層(B)を発泡させて得られることを特徴とする断熱容器。
【請求項12】
発泡性樹脂層(B)を発泡させて形成された発泡セルの高さが、800μm以上であることを特徴とする請求項11に記載の断熱容器。
【図1】

【公開番号】特開2013−22941(P2013−22941A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−163072(P2011−163072)
【出願日】平成23年7月26日(2011.7.26)
【出願人】(303060664)日本ポリエチレン株式会社 (233)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月26日(2011.7.26)
【出願人】(303060664)日本ポリエチレン株式会社 (233)
【Fターム(参考)】
[ Back to top ]