
発泡成型体用樹脂組成物、発泡成型体用樹脂シート、及び発泡成型体
【課題】製造コストを低く抑えつつ、結晶化し易い樹脂フィルム、及び、この樹脂フィルムを用いて得られる、拡散反射率の優れた発泡成型体を提供する。
【解決手段】本発明の発泡成型体用樹脂組成物は、非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物であって、該樹脂組成物がポリエステル樹脂を含んで構成され、該ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含み、かつ、アンチモンを含む重縮合触媒と、Co,Na,Mgよりなる群から選択される少なくとも1種の(半)金属元素を含む重縮合触媒とを用いて得られたものであり、発泡成型体の400〜700nmの光波長域における拡散反射率が90%以上であることを特徴とする。
【解決手段】本発明の発泡成型体用樹脂組成物は、非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物であって、該樹脂組成物がポリエステル樹脂を含んで構成され、該ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含み、かつ、アンチモンを含む重縮合触媒と、Co,Na,Mgよりなる群から選択される少なくとも1種の(半)金属元素を含む重縮合触媒とを用いて得られたものであり、発泡成型体の400〜700nmの光波長域における拡散反射率が90%以上であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発泡成型体用樹脂組成物、及び、該樹脂組成物を用いて得られる発泡成型体に関するものである。
【背景技術】
【0002】
熱可塑性ポリエステル系樹脂発泡体は、耐熱性や機械特性に優れることから、これまで保温材や断熱材、あるいは耐衝撃材などとして使用されてきた(例えば、特許文献1または2参照)。また、光拡散性と反射率にも優れることから、照明器具やディスプレイなどのバックライトの反射板としても使用されてきた(例えば、特許文献3参照)。
【0003】
特に、反射板として使用される熱可塑性ポリエステル系樹脂発泡体としては、重縮合触媒としてゲルマニウムを用いて調製されるポリエチレンテレフタレート(PET)フィルムに非反応性ガスを含浸させ、その後発泡させたものが好適に用いられてきた。しかしながら、重縮合触媒のゲルマニウムは高価なことから、得られる樹脂発泡体(反射板)の製造コストが高くなるという問題があった。
【特許文献1】特開平5−230259号公報
【特許文献2】特許第3138488号公報
【特許文献3】特開2006−335935号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記樹脂発泡体(反射板)の製造コストを低く抑えるためには、PETの重縮合触媒としてゲルマニウムに代えてアンチモンを用いることが好ましい。しかしながら、理由は定かではないが、アンチモンを用いた態様にあっては、PETフィルムに非反応性ガスを含浸させた際の結晶化のし易さや、非反応性ガスを含浸したPETフィルムから得られる発泡体の拡散反射率が、ゲルマニウムを用いて得られるPETフィルム(発泡体)より劣るという問題があった。
【0005】
本発明は、上記事情に鑑みて、製造コストを低く抑えつつ、結晶化し易い樹脂フィルム、及び、この樹脂フィルムを用いて得られる、拡散反射率の優れた発泡成型体を提供することを課題として掲げた。
【課題を解決するための手段】
【0006】
上記課題を解決した本発明の発泡成型体用樹脂組成物は、非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物であって、該樹脂組成物がポリエステル樹脂を含んで構成され、該ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含み、かつ、アンチモンを含む重縮合触媒と、Co,Na,Mgよりなる群から選択される少なくとも1種の(半)金属元素を含む重縮合触媒とを用いて得られたものであり、発泡成型体の400〜700nmの光波長域における拡散反射率が90%以上であることを特徴とする。
【0007】
また、本発明の発泡成型体用樹脂組成物は、非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物であって、該樹脂組成物がポリエステル樹脂を含んで構成され、該ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含み、かつ、少なくともチタンを含む重縮合触媒とを用いて得られたものであり、発泡成型体の400〜700nmの光波長域における拡散反射率が90%以上であることを特徴とする。
【0008】
本発明において、前記ポリエステル樹脂は、ポリエステルの全構成ユニットを100モル%として、非晶ユニットを2〜25モル%含むことが好ましい実施態様である。
【0009】
本発明において、前記非晶ユニットは、ジエチレンテレフタレートユニット、ネオペンチルテレフタレートユニット、1,4−シクロヘキサンジメチレンテレフタレートユニット、プロピレンテレフタレートユニット、及びエチレンイソフタレートユニットよりなる群から選択される少なくとも1種であることが好ましい実施態様である。
【0010】
また、本発明の発泡成型体用樹脂組成物は、前記樹脂組成物がさらにポリオレフィンを含み、該ポリオレフィンの含有率が0.1〜40質量%であることが好ましい実施態様である。
【0011】
また、後述する方法で非反応性ガス含浸後の結晶化度を評価したときに、結晶化度が25%を超えるのに要する時間が42時間以内であることが好ましい実施態様である。
【0012】
本発明には、上記の発泡成型体用樹脂組成物から得られることを特徴とする発泡成型体用樹脂シート(フィルムを含む。)が包含される。
【0013】
また、本発明には、上記の発泡成型体用樹脂シートから得られることを特徴とする発泡成型体が包含される。
【発明の効果】
【0014】
本発明によって、非反応性ガスを含有させた際に結晶化し易い樹脂組成物を、製造コストを低く抑えつつ得ることができた。また、拡散反射率に優れる発泡成型体を得ることができた。
【発明を実施するための最良の形態】
【0015】
本発明の発泡成型体用樹脂組成物は、非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物に関するものである。ここで、本発明に係る樹脂組成物は、ポリエステル樹脂を含んで構成され、該ポリエステル樹脂は、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含む。また、該ポリエステル樹脂は、アンチモンを含む重縮合触媒と、アンチモン以外(具体的には、Co,Na,Mgよりなる群から選択される少なくとも1種)の(半)金属元素を含む重縮合触媒とを用いて得られるものである。あるいは、少なくともチタンを含む重縮合触媒を用いて得られるものである。さらに、本発明に係る樹脂組成物は、400〜700nmの光波長域における拡散反射率が90%以上の発泡成型体を与える。以下、本発明の発泡成型体用樹脂組成物について説明する。
【0016】
(ポリエステル樹脂)
<エチレンテレフタレートユニット>
本発明で用いるポリエステル樹脂は、エチレンテレフタレートユニットを主成分とする。具体的には、ポリエステルの全構成ユニットを100モル%として、50モル%以上(より好ましくは70モル%以上、さらに好ましくは80モル%以上)含むことが好ましい。エチレンテレフタレートユニットの含有率が50モル%未満の場合には、得られる発泡成型体の耐熱性や耐衝撃性が不十分となる場合がある。
【0017】
<重縮合触媒>
本発明で用いるポリエステル樹脂は、アンチモンを含む重縮合触媒と、アンチモン以外(Ti,Al,Ge,Co,Sn,Mn,Na,Mg,よりなる群から選択される少なくとも1種以上)の(半)金属元素を含む重縮合触媒とを用いて得られる。あるいは、少なくともチタンを含む重縮合触媒を用いて得られる。かかる構成により得られるポリエステル樹脂は、アンチモンを含む重縮合触媒のみを用いて得られるポリエステル樹脂に比して、拡散反射率に優れた発泡成型体になり得る。
【0018】
アンチモンを含む重縮合触媒としては、三酸化アンチモンや酢酸アンチモン等が挙げられる。また、アンチモン以外の(半)金属元素を含む重縮合触媒としては、例えばチタン系触媒(チタニウムテトラブトキシド等)、アルミニウム系触媒(塩基性酢酸アルミニウム等)、ゲルマニウム系触媒(二酸化ゲルマニウム等)、コバルト系触媒(酢酸コバルト等)、スズ系触媒(モノブチルヒドロキシスズオキサイド等)、マンガン系触媒(酢酸マンガン等)、アルカリ金属(酢酸リチウム等)、アルカリ土類金属(酢酸マグネシウム等)等が挙げられる。本発明においては、発泡成型体の製造コストを低く抑える観点から、ゲルマニウム系触媒以外の触媒を用いることが好ましい。
【0019】
<拡散反射率>
上記態様によって得られるポリエステル樹脂は、後述する方法によって発泡成型体とした場合に、400〜700nmの光波長域における平均反射率が90%以上を示す。なお、拡散反射率の評価方法については以下の通りである。
【0020】
[拡散反射率測定方法]
分光光度計(UV−3150;島津製作所製)を用いて、400〜700nmの光波長域における発泡成型体の反射率を測定し、得られたチャートより1nm間隔で反射率を読み取り、平均値を測定した。
【0021】
<非晶ユニット>
本発明で用いるポリエステル樹脂は、前記エチレンテレフタレートユニットと共に、非晶ユニットを有していてもよい。この非晶ユニットは、ポリエステルの全構成ユニットを100モル%として、2モル%以上(より好ましくは3モル%以上、さらに好ましくは3.5モル%以上、より好ましくは4.0モル%以上)含むことが好ましく、25モル%以下(より好ましくは20モル%以下、さらに好ましくは15モル%以下)含むことが好ましい。非晶ユニットの含有率が2モル%未満の場合には、発泡成型体用樹脂組成物から得られる樹脂シートに非反応性ガスを含浸させた際に、結晶化速度が遅くなる場合がある。また、非反応性ガスを含浸させた樹脂シートを用いて得られる発泡成型体の拡散反射率が低下する場合がある。また、25モル%を超える場合には、結果としてエチレンテレフタレートユニットの含有率が低下することとなるため、得られる発泡成型体の耐熱性や耐衝撃性が不十分となる場合がある。
【0022】
非晶ユニットとしては、後述するような、テレフタル酸以外の多価カルボン酸成分と、エチレングリコール以外の多価アルコール成分との縮合反応によって得られるユニットが挙げられる。特に、ジエチレンテレフタレートユニット、ネオペンチルテレフタレートユニット、1,4−シクロヘキサンジメチレンテレフタレートユニット、プロピレンテレフタレートユニット、及びエチレンイソフタレートユニットが好ましい。本発明で用いるポリエステル樹脂は、これらの非晶ユニットのうちの1種のみを含んで構成されても、2種以上を含んで構成されてもよい。
【0023】
<ポリエステル樹脂の特性>
本発明で用いるポリエステル樹脂の極限粘度は、後述する方法で測定した場合に、0.6dl/g以上(好ましくは0.7dl/g以上、より好ましくは0.8dl/g以上、さらに好ましくは0.9dl/g以上)であることが好ましい。本発明で用いるポリエステル樹脂は、発泡成型体用の樹脂組成物であることから、極限粘度が0.6dl/g未満の場合には機械特性や衝撃強度が低下する場合がある。
【0024】
(ポリエステル樹脂の含有率)
本発明に係る発泡成型体用樹脂組成物には、上記ポリエステル樹脂が60質量%(より好ましくは70質量%以上、さらに好ましくは80質量%以上)以上含まれることが好ましい。ポリエステル樹脂の含有率が60質量%未満の場合には、このポリエステル樹脂を用いて得られる発泡成型体の耐熱性や剛性の低下が著しく好ましくない。
【0025】
(ポリエステル樹脂の製造方法)
本発明で用いるポリエステル樹脂は、エチレンテレフタレートユニットを主成分として含み、かつ、上記重縮合触媒を用いて調製され、かつ、このポリエステル樹脂を用いることによって、拡散反射率が90%以上の発泡成型体を得ることができれば、その製造方法は特に限定されるものではない。例えば、テレフタル酸及びエチレングリコールを主成分として、エステル化反応、溶融重縮合、及び固相重合を経て製造することができる。また、テレフタル酸に代えて、テレフタル酸ジメチル等のエステルを用いて、エステル交換反応を経る方法であってもよい。
【0026】
<エステル化反応>
テレフタル酸とエチレングリコールを主成分とする原料成分のエステル化反応は、150℃〜300℃、常圧〜加圧下で原料成分を撹拌することによって行うことができる。この際、窒素ガス存在下で原料成分の撹拌を行ってもよい。
【0027】
エステル化反応を行う際に用いる原料成分としては、上記テレフタル酸やエチレングリコールの他に、他の成分(多価カルボン酸、多価アルコール)が含まれてもよい。
【0028】
例えば、テレフタル酸以外の多価カルボン酸としては、イソフタル酸、ナフタレン−1,4−もしくは−2,6−ジカルボン酸、5−ナトリウムスルホイソフタル酸、4,4’−ジフェニルジカルボン酸、ジフェニルスルホジカルボン酸等の芳香族ジカルボン酸、グルタル酸、アジピン酸、セバシン酸、アゼライン酸、シュウ酸、コハク酸等や、通常ダイマー酸と称される脂肪族ジカルボン酸、トリメリット酸、ピロメリット酸及びそれらの酸無水物等の芳香族多価カルボン酸等が挙げられる。本発明においては、ポリエステルの構成ユニット中に非晶ユニットが含まれるように、多価カルボン酸成分としてイソフタル酸が用いられることが好ましい。
【0029】
また、エチレングリコール以外の多価アルコールとしては、プロピレングリコール、ジエチレングリコール、トリエチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、ネオペンチルグリコール、2−メチル−1,5−ペンタンジオール、2,2−ジエチル−1,3−プロパンジオール、1,9−ノナンジオール、1,10−デカンジオール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール、1,4−シクロヘキサンジエタノール等の脂環式ジオール、トリメチロールプロパン、ペンタエリスリトール等の脂肪族多価アルコール等が挙げられる。本発明においては、ポリエステルの構成ユニット中に非晶ユニットが含まれるように、多価アルコールとして、ジエチレングリコール、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールが用いられることが好ましい。
【0030】
<溶融重縮合>
溶融重縮合は、上記エステル化反応によって得られた反応物に、重縮合触媒を添加し、200℃〜300℃、13.3Pa〜3990Pa下で撹拌することによって行うことができる。
【0031】
ここで、アンチモンを含む重縮合触媒と、アンチモン以外の上記(半)金属元素を含む重縮合触媒とを用いてポリエステル樹脂を得るために、本工程の態様としては下記のものが挙げられる。すなわち、(1)アンチモンを含む重縮合触媒と、アンチモン以外の上記(半)金属元素を含む重縮合触媒とを併用して溶融重縮合を行う態様や、(2)アンチモンを含む重縮合触媒を用いて溶融重縮合を行う工程と、アンチモン以外の(半)金属元素を含む重縮合触媒を用いて溶融重縮合を行う工程とを別個に行う態様(各工程を経て得られるポリエステル樹脂を最終的に混合する)、(3)上記(1)と(2)を組み合わせる態様である。
【0032】
<固相重合>
固相重合は、溶融重縮合によって得たポリエステル樹脂のプレポリマーを、水等で冷却しながら切断して平均粒径1.5mm〜5mmのチップにした後、不活性ガスの流通下、あるいは減圧下、プレポリマーの融点未満の温度で好ましくは1〜30時間加熱することによって行うことができる。
【0033】
固相重合に先立って、固相重合を行う温度よりも低い温度で予備結晶化を行ってもよい。これにより、固相重合をより効率よく進行することができる。この予備結晶化工程は、例えば、プレポリマーのチップを不活性ガス下または減圧下あるいは水蒸気または水蒸気含有不活性ガス雰囲気下において、50℃〜240℃の温度で1時間〜24時間加熱して行うことができる。
【0034】
ポリエステル樹脂のプレポリマーを切断してチップにした後は、篩を通す方法、あるいはチップを空送等する場合にはサイクロン式エアフィルタを通す方法等により、プレポリマーのチップ中に含まれる微粉体やシート状物を除去することが好ましい。これにより、組成が均一な長尺のポリエステル樹脂シートを得ることができる。
【0035】
<非晶ユニット含有率の調整>
ポリエステル樹脂の全構成ユニット中の非晶ユニットの含有率を上記態様にする方法としては、例えば、(1)原料成分としてテレフタル酸とエチレングリコールに加え、さらに非晶ユニットを構成し得る多価アルコール成分や多価カルボン酸成分を用いてポリエステル樹脂を製造する方法や、(2)テレフタル酸とエチレングリコールを用いて製造されるポリエステル樹脂に、上記(1)の態様で得られるポリエステル樹脂を混合する方法や、(3)溶融重縮合の際に用いる重縮合触媒の組み合わせを適宜調整しながら、テレフタル酸とエチレングリコールからジエチレンテレフタレートユニットを含むポリエステル樹脂を製造する方法、あるいは(4)上記(1)〜(3)の製造方法の組み合わせ等が挙げられる。
【0036】
(ポリオレフィン)
本発明の発泡成型体用樹脂組成物は、上記ポリエステル樹脂の他に、さらにポリオレフィンを含んで構成されることが好ましい。ポリオレフィンを含んで構成される樹脂組成物から得られる樹脂シートを発泡させることにより、内部に平均気泡径50μm以下の均一な微細孔を含有する、高い反射率を有する発泡成型体を得ることができる。
【0037】
平均気泡径は、発泡成型体断面のSEM写真を撮影し、発泡層の一定断面積内に含まれる任意の気泡30個について、観測した気泡を球形に近似した場合の直径を算出し、これを平均化することにより求めることができる。
【0038】
ポリオレフィンを含有させることによって、反射率の高い高発泡で高密度な発泡成型体が得られる理由については定かではないが、ポリエステル樹脂に非反応性ガスを含有させることによってポリエステル樹脂を結晶化する(後述する)際、ポリエステル樹脂中に分散したポリオレフィンが、結晶核生成の起点となって微結晶が生成したり、非反応性ガスがポリオレフィン中に偏在または高濃度に含浸・含有したり(「超臨界流体の最新応用技術」、225頁および228〜229頁、株式会社エヌ・ティー・エス)、発泡過程で気泡核生成の起点となったり、あるいは、ポリエステル樹脂中のポリオレフィンの分散径をミクロンオーダーからサブミクロン以下に微分散させることにより微細発泡化したりするなどの効果を発揮することに因ると考えられる。
【0039】
本発明において用いるポリオレフィンとしては、例えば、汎用の低密度ポリエチレン(LDPE)、線状低密度ポリエチレン(LLDPE)、高密度ポリエチレン(HDPE)、ポリプロピレン(PP)、ポリメチルペンテン(PMP)、及びエチレン系の共重合体、スチレン系の共重合体等が挙げられ、具体的には、エチレン酢酸ビニル(EVA)、エチレンメチルメタアクリレート(EMMA)、エチレンエチルアクリレート(EEA)、エチレンメチルアクリレート(EMA)、エチレンエチルアクリレート無水マレイン酸(E−EA−MAH)、エチレンアクリル酸(EAA)、エチレンメタクリル酸(EMAA)、アイオノマー(エチレンメタクリル酸金属架橋)、MAH−G−ポリオレフィン(PEやPPに無水マレイン酸をグラフト重合したもの)、エチレングリシジルメタクリレート(E−GMA)、エチレングリシジルメタクリレート酢酸ビニル(E−GMA−VA)、エチレングリシジルメタクリレートアクリル酸メチル(E−GMA−MA)、スチレン−ブタジエン−スチレン共重合体(SBS)、スチレン−エチレン/ブチレン−スチレン共重合体(SEBS)、スチレン−イソプレン−スチレン共重合体(SIS)、スチレン−エチレン/プロピレン共重合体(SEP)、スチレン−エチレン/ブチレン−エチレン共重合体(SEBC)、水添スチレン/ブタジエン共重合体(HSBR)等が挙げられる。中でもSEBS、SEBCがより好ましい。
【0040】
ポリオレフィンは、ポリエステル樹脂中に均一に微分散するように、ポリエステル樹脂と化学反応、もしくは何らかの相互作用をし得る官能基を有していることが好ましい。官能基としては、アミノ基、エポキシ基、カルボキシル基(酸無水物、金属塩となっているカルボキシル基も含む)、ヒドロキシル基、アルデヒド基、カルボニル基、スルホ基、ニトロ基、ハロゲン基、オキサゾリン基、イソシアネート基、チオール基が挙げられる。
【0041】
スチレン系の共重合体への官能基の導入は、例えば官能基がエポキシ基の場合は、ジエン成分を一部エポキシ化したり、グリシジルメタクリレートのようなエポキシ含有化合物をグラフト変性したりすることによって行うことができる。
【0042】
本発明の樹脂組成物中のポリオレフィンの含有率は、発泡成型体用樹脂組成物100質量%中0.1質量%以上(より好ましくは0.5質量%以上、さらに好ましくは0.7質量%以上)が好ましく、40質量%以下(より好ましくは20質量%以下、さらに好ましくは5質量%以下)が好ましい。含有率が0.1質量%未満の場合には、高発泡で高密度な発泡成型体を得ることが容易ではない。また、40質量%を超える場合には、結果的に樹脂組成物中のポリエステル樹脂の含有率が低下することから、得られる発泡成型体の耐熱性や剛性・強度が低下する場合がある。
【0043】
(結晶化度)
本発明の発泡成型用樹脂組成物は、下記の方法で結晶化度を評価した場合に、結晶化度が25%を超えるのに要するCO2曝露時間が48時間以内(より好ましくは、結晶化度が25%を超えるのに要するCO2曝露時間が36時間以内)であることが好ましい。これにより、本発明の樹脂組成物から得られる樹脂シートを速やかに発泡成型体にすることが可能となるため、発泡成型体の大量生産に資するとともに製造コストをさらに抑えることができる。
【0044】
[結晶化度評価方法]
本発明の発泡成型体用樹脂組成物から得られた樹脂シートから、縦35mm×横45mm×厚さ0.6mmの大きさの試料片を切り出し、超臨界流体処理試験装置(型式;HV1−SC、株式会社日阪製作所製)にセットし、25℃、5MPa下でCO2ガスに所定時間曝露した後、試料片を超臨界流体処理試験装置から取り出し、23℃×50%R.H.×48時間風乾した。次いで、風乾後の試料片を示差走査熱量計(EXSTAR6000、エスアイアイ・ナノテクノロジー株式会社製、以下、単に「DSC」と称する場合がある。)にセットし、10℃/分にて昇温しながら、試料片の結晶化および融解に基づく熱量を測定し、下記式に基づいて結晶化度を算出した。
結晶化度(%)=(A−B)/C
A;融解に基づく熱量
B;結晶化に基づく熱量
C;100%結晶化PETの融解熱量(117.6J/g)
【0045】
(添加剤)
本発明の発泡成型体用樹脂組成物には、これを用いて得られる発泡成型体の特性に影響を及ぼさない範囲において、各種添加剤(例えば、タルク等の結晶化核剤、気泡化核剤、酸化防止剤、帯電防止剤、紫外線防止剤、光安定剤、蛍光増白剤、着色剤、抗菌剤、相溶化剤、滑剤、強化剤、難燃剤等)を配合してもよい。
【0046】
特に、リン含有化合物(リン酸トリメチル等)等が添加剤として配合されることが好ましい。リン含有化合物を配合することにより、熱安定性に優れた樹脂組成物を得ることができる。
【0047】
(発泡成型体)
上記の発泡成型体用樹脂組成物を用いて発泡成型体を得る方法としては特に限定されるものではないが、例えば以下の方法が挙げられる。
【0048】
すなわち、先ず、1種又は2種以上の上記ポリエステル樹脂のチップと、ポリオレフィン(チップ)と、必要に応じて帯電防止剤等の各種添加剤を、ホッパドライヤー、パドルドライヤー等の乾燥機、または真空乾燥機を用いて乾燥し、押出機を用いて200〜300℃の温度でフィルム状に押し出して、ポリエステル樹脂シート(未延伸)を作製する。あるいは、未乾燥の1種又は2種以上の上記ポリエステル樹脂のチップと、ポリオレフィン(チップ)と、必要に応じて帯電防止剤等の各種添加剤を、ベント式押出機内で水分を除去しながら同様にフィルム状に押し出して、ポリエステル樹脂シート(未延伸)を作製する。押出に際しては、Tダイ法、チューブラ法等、既存のどの方法を採用しても構わない。
【0049】
押出後は、キャスティングロールで急冷する。その際、上記押出機とキャスティングロールの間に電極を配設し、電極とキャスティングロールとの間に電圧を印加し、静電気的にシートをロールに密着させてもよい。
【0050】
次に、ポリエステル樹脂シートとセパレータとを重ねて巻くことによりロール形成し、このロールを加圧非反応性ガス雰囲気中に保持して、ポリエステル樹脂シートに非反応性ガスを含浸させる。
【0051】
本発明において用いることができる非反応性ガスとしては、二酸化炭素、ヘリウム、窒素、アルゴンなどが挙げられる。樹脂へのガス浸透性(速度、溶解度)を考慮すると、二酸化炭素がより好ましい。
【0052】
ポリエステル樹脂シートへの非反応性ガスの浸透処理時間、および浸透量は、発泡させる樹脂の種類、非反応性ガスの種類、浸透圧力およびシートの厚さによって適宜調整されるが、15〜30℃、5.0〜7.1MPa下で非反応性ガスをポリエステル樹脂シートに含浸させる態様が挙げられる。具体的には、本発明のポリエステル樹脂シートに二酸化炭素を含浸させる場合にあっては、25℃、6.4MPa下、CO2ガスが充填されたチャンバーにて、ポリエステル樹脂シートの結晶化度が25%になるまで上記ロールを保持する。
【0053】
なお、ポリエステル樹脂シートへの非反応性ガスの含浸は、超臨界状態で行ってもよい。
【0054】
その後、非反応性ガスを含浸させたポリエステル樹脂シートを、常圧下、ポリエステル樹脂の軟化温度以上に加熱して発泡させる。具体的には、本発明においては、非反応性ガスを含浸させたポリエステル樹脂シートを220℃で1分間加熱して行う。
【0055】
得られる発泡成型体の見かけ密度は100〜1300kg/cm3であることが好ましい。
【0056】
<用途>
本発明の発泡成型体は、反射率に優れることから、電飾看板や照明器具、液晶ディスプレイ反射板用基材のみならず、他の高反射率が要求される用途においても、好適に用いることができる。
【実施例】
【0057】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は下記実施例によって制限を受けるものではなく、本発明の趣旨に適合し得る範囲で適宜変更を加えて実施することも可能であり、それらは、いずれも本発明の技術的範囲に含まれる。なお、実施例で採用した測定・評価方法は次の通りである。また、実施例中で「部」とあるのは「質量部」を意味し、「%」とあるのは断りのない限り「質量%」を意味する。
【0058】
(測定・評価方法)
(1)ポリエステル樹脂組成
本発明で用いるポリエステル樹脂の組成は、ポリエステル樹脂試料15mgをCDCl3/CF3COOH(85/15)に溶解し、H−NMRを測定することによって求めた。
【0059】
(2)極限粘度
本発明で用いるポリエステル樹脂の極限粘度IV(実測値)は、1,1,2,2−テトラクロロエタン/フェノール(2:3重量比)混合溶媒中30℃における溶液粘度から求めた。
【0060】
(3)触媒含有量
本発明で用いるポリエステル樹脂中の触媒含有量は、X線光電子分光により、元素分析を行うことによって求めた。
【0061】
(4)結晶化度
本発明の発泡成型体用樹脂組成物から得られた樹脂シートから、縦35mm×横45mm×厚さ0.6mmの大きさの試料片を切り出し、超臨界流体処理試験装置(型式;HV1−SC、株式会社日阪製作所製)にセットし、25℃、5MPa下でCO2ガスに所定時間曝露した後、試料片を超臨界流体処理試験装置から取り出し、23℃×50%R.H.×48時間風乾した。次いで、風乾後の試料片を示差走査熱量計(EXSTAR6000、エスアイアイ・ナノテクノロジー株式会社製、以下、単に「DSC」と称する場合がある。)にセットし、10℃/分にて昇温しながら、試料片の結晶化および融解に基づく熱量を測定し、下記式に基づいて結晶化度を算出した。
結晶化度(%)=(A−B)/C
A;融解に基づく熱量
B;結晶化に基づく熱量
C;100%結晶化PETの融解熱量(117.6J/g)
【0062】
(5)拡散反射率
分光光度計(UV−3150;島津製作所製)を用いて、400〜700nmの光波長域における発泡成型体の反射率を測定し、得られたチャートより1nm間隔で反射率を読み取り、平均値を測定した。なお、下記表3において、硫酸バリウムの微粉末を固めた白板の拡散反射率を100%として、各々の発泡成型体の拡散反射率を相対値で示している。
【0063】
(合成例1)
ハステロイ製撹拌機付き熱媒循環式エステル化反応器に、高純度テレフタル酸100モル%とエチレングリコール100モル%を仕込み、トリエチルアミンを全酸成分に対して0.3モル%加え、0.25MPaの加圧下245℃にて水を系外に留去しながらエステル化反応を2時間行い、エステル化率が95%のビス(2−ヒドロキシエチル)テレフタレート及びオリゴマーの混合物(以下、BHET混合物という。)を得た。このBHET混合物をハステロイ製撹拌機付き重縮合器に輸送し、これに重縮合触媒として三酸化アンチモンをSb残存量として270ppmになるように添加した。次いで、窒素雰囲気下、常圧にて245℃で10分間撹拌した。その後、245℃に保ったまま反応系の圧力を徐々に下げて13.3Paとして50分間第一段目の初期重縮合を行い、さらに275℃、13.3PaでIVが約0.65デシリットル/グラムになるまで重縮合反応を実施した。放圧に続き、微加圧下のプレポリマーを冷却水中にストランド状に吐出して急冷し、ストランドカッターでチップ化してシリンダー形状のチップを得た。なお、チップ化時、重縮合器出口からノズル細孔までの樹脂温度は約270℃とし、約30分以内に全量をチップ化した。
【0064】
なお、冷却水は、工業用水(河川伏流水由来)をフィルター濾過装置、及びイオン交換装置で処理したものであり、粒径1〜25μmの粒子を約500個/10ml含み、ナトリウム含有量が0.02ppm(質量基準、以下同じ)、マグネシウム含有量が0.01ppm、カルシウム含有量が0.01ppm、及び珪素含有量が0.11ppmである。
【0065】
次いで、得られたチップを直ちに減圧乾燥機にて約50〜約150℃で熱処理し、振動式篩分工程及び気流分級工程によって処理して、微粉体及びフィルム状物を除去し、微粉体含有量を約50ppm以下とする結晶化プレポリマーを得た。IVは0.63デシリットル/グラムであった。
【0066】
次いで、結晶化プレポリマーを結晶化装置に送り、ひきつづき窒素雰囲気下、約155℃で結晶化し、さらに窒素雰囲気下で約200℃に予熱後、連続固相重合反応器に送り窒素雰囲気下、約205℃で固相重合した。固相重合後、篩分工程および微粉体除去工程で連続的に処理し微粉体を除去し、微粉体含有量を約50ppmとした発泡成型体用樹脂1を得た。得られた発泡成型体用樹脂1の極限粘度は1.015デシリットル/グラム、環状3量体の含有量は0.40重量%、密度は1410kg/m3であった。
【0067】
(合成例2)
合成例1において、固相重合時間を延長してポリエステル樹脂の極限粘度を1.15デシリットル/グラムとした以外は合成例1と同様にして、発泡成型体用樹脂2を得た。
【0068】
(合成例3)
合成例1において、エステル化反応釜に、100モル%のテレフタル酸、83モル%のエチレングリコール、及び17モル%のネオペンチルグリコールを仕込み、エステル化反応を行ったこと、及び、重縮合触媒として、三酸化アンチモンとリン酸トリメチルと酢酸コバルトと酢酸ナトリウムの混合物のエチレングリコール溶液を用いた以外は合成例1と同様にして、発泡成型体用樹脂3を得た。
【0069】
(合成例4)
合成例1において、重縮合触媒として、三酸化アンチモンとリン酸トリメチルと酢酸コバルトの混合物のエチレングリコール溶液を用いた以外は合成例1と同様にして、発泡成型体用樹脂4を得た。
【0070】
(合成例5)
合成例1において、重縮合触媒として、三酸化アンチモンと酢酸マグネシウムとリン酸トリメチルと酢酸ナトリウムの混合物のエチレングリコール溶液を用いた以外は合成例1と同様にして、発泡成型体用樹脂5を得た。
【0071】
(合成例6)
合成例1において、重縮合触媒として、三酸化アンチモンと酢酸マグネシウムとリン酸トリメチルと酢酸ナトリウムと酸化ケイ素の混合物のエチレングリコール溶液を用いた以外は合成例1と同様にして、発泡成型体用樹脂6を得た。
【0072】
(合成例7)
合成例1において、高純度テレフタル酸を90モル%とイソフタル酸を10モル%、グリコール成分としてエチレングリコールを100モル%用いたこと、及び、重合触媒として、チタニウムテトラブトキシドのエチレングリコール溶液を用いた以外は合成例1と同様にして、発泡成型体用樹脂7を得た。
【0073】
発泡成型体用樹脂1〜7の組成及び物性を表1に示す。併せて、下記の実施例で用いる、他の樹脂の組成及び物性も示す。
【0074】
なお、表1における重合触媒量は、原料成分の合計質量に対する各金属換算の質量を意味する。
【0075】
また、表1において、ETはエチレンテレフタレートユニット、DETはジエチレンテレフタレートユニット、NPTはネオペンチルテレフタレートユニット、EIPはエチレンイソフタレートユニット、CHDTは1,4−シクロヘキサンジメチレンテレフタレートユニットを意味する。
【0076】
【表1】

【0077】
(実施例1)
ポリエステル樹脂として、それぞれ別個に予備乾燥した発泡成型体用樹脂1を96.8質量部、発泡成型体用樹脂3を2.0質量部、ポリオレフィンとしてスチレン−エチレン/ブチレン−スチレン共重合体(SEBS、JSR社製)を1.0質量部、帯電防止剤(アルカンスルホン酸ソーダ、松本油脂製薬株式会社製)を0.2質量部、押出機直上のホッパに供給して混合し、280℃に温調した二軸押出機を用いて溶融押出し、40℃の冷却ロールで急冷して巻き取って、厚さ約0.6mmの樹脂シート1を得た。樹脂シート1の一部を結晶化度測定用に裁断した後、残りを下記方法によって発泡させて、発泡成型体1を得た。
【0078】
すなわち、樹脂シート1とセパレーター(オレフィン系不織布(FT300グレード、日本バイリーン株式会社製))を重ねて巻くことによりロールを形成し、このロールを25℃、6.4MPa下、CO2が充填されたチャンバーにて保持して、樹脂シート1の結晶化度が25%になるまで樹脂シート1にCO2ガスを含浸させる。圧力容器からロールを取り出し、セパレーターを取り除きながらCO2ガスが浸透した樹脂シート1だけを220℃に設定した熱風循環式発泡炉に発泡時間が1分となるように連続的に供給して発泡した。得られた発泡成型体1の厚さは1000μm、平均気泡径は1μmであった。
【0079】
(実施例2)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1を94.8質量部、発泡成型体用樹脂3を4.0質量部用いた以外は実施例1と同様にして、樹脂シート2、及び発泡成型体2を得た。
【0080】
(実施例3)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1を92.8質量部、発泡成型体用樹脂3を6.0質量部用いた以外は実施例1と同様にして、樹脂シート3、及び発泡成型体3を得た。
【0081】
(実施例4)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1を90.8質量部、発泡成型体用樹脂3を8.0質量部用いた以外は実施例1と同様にして、樹脂シート4、及び発泡成型体4を得た。
【0082】
(実施例5)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1を88.8質量部、発泡成型体用樹脂3を10.0質量部用いた以外は実施例1と同様にして、樹脂シート5、及び発泡成型体5を得た。
【0083】
(実施例6)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1を78.8質量部、発泡成型体用樹脂3を20.0質量部用いた以外は実施例1と同様にして、樹脂シート6、及び発泡成型体6を得た。
【0084】
(実施例7)
実施例5において、発泡成型体用樹脂3に代えて、PETG(登録商標、イーストマンケミカル社製)を用いた以外は実施例5と同様にして、樹脂シート7、及び発泡成型体7を得た。
【0085】
(実施例8)
実施例6において、発泡成型体用樹脂3に代えて、PETG(登録商標、イーストマンケミカル社製)を用いた以外は実施例6と同様にして、樹脂シート8、及び発泡成型体8を得た。
【0086】
(実施例9)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂2を54.8質量部、発泡成型体用樹脂4を38.0質量部、発泡成型体用樹脂3を6.0質量部用いた以外は実施例1と同様にして、樹脂シート9、及び発泡成型体9を得た。
【0087】
(実施例10)
実施例9において、ポリエステル樹脂として、発泡成型体用樹脂4に代えて、発泡成型体用樹脂5を用いた以外は実施例9と同様にして、樹脂シート10、及び発泡成型体10を得た。
【0088】
(実施例11)
実施例9において、ポリエステル樹脂として、発泡成型体用樹脂4に代えて、発泡成型体用樹脂6を用いた以外は実施例9と同様にして、樹脂シート11、及び発泡成型体11を得た。
【0089】
(実施例12)
実施例11において、樹脂シートの膜厚を400μmにした以外は実施例11と同様にして、樹脂シート12、及び発泡成型体12を得た。
【0090】
(実施例13)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1及び3に代えて、発泡成型体用樹脂7を98.8質量部用いた以外は実施例1と同様にして、樹脂シート13、及び発泡成型体13を得た。
【0091】
(比較例1)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1及び3に代えて、発泡成型体用樹脂1を98.8質量部用いた以外は実施例1と同様にして、樹脂シート14、及び発泡成型体14を得た。
【0092】
(参考例1)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1及び3に代えて、SA1206(ユニチカ株式会社製)を98.8質量部用いた以外は実施例1と同様にして、樹脂シート15、及び発泡成型体15を得た。
【0093】
得られた樹脂シート1〜15の結晶化度を上記方法によって測定した。また、発泡成型体3、5、7、9、13〜15について、上記方法によって拡散反射率を測定した。その結果を表2−1〜2−3、及び表3に示す。
【0094】
【表2−1】
【0095】
【表2−2】
【0096】
【表2−3】
【0097】
【表3】
【0098】
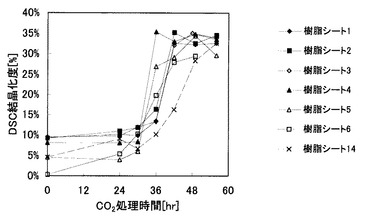
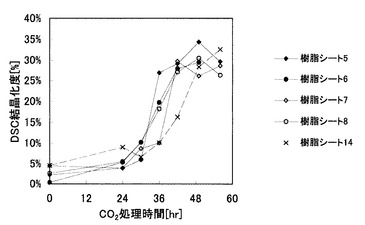
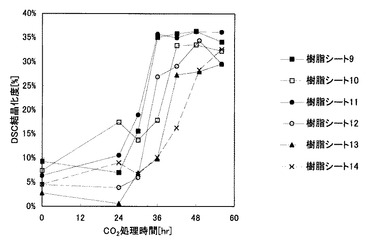
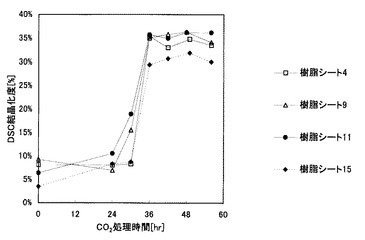
樹脂シート1〜15の結晶化度の測定結果について、横軸にCO2処理時間、縦軸に結晶化度をプロットした図を示した。
【0099】
図1〜3より、ポリエステル樹脂中の非晶ユニットの含有率を2モル%以上とすることによって、樹脂シートの結晶化速度が上昇することが分った。
【0100】
また、図2より、非晶ユニットの具体的態様によって、樹脂シートの結晶化速度に選択性があることが分った。
【0101】
図4より、重縮合触媒としてゲルマニウム以外の触媒を用いても、ゲルマニウムを用いて得られる樹脂シートよりも結晶化速度が速い樹脂シートが得られることが分った。
【0102】
表3より、重縮合触媒としてゲルマニウム以外の触媒を用いても、ゲルマニウムを用いて得られる発泡成型体よりも平均拡散反射率の優れる発泡成型体が得られることが分った。
【産業上の利用可能性】
【0103】
本発明の発泡成型体用樹脂組成物は、安価に、結晶化度に優れた樹脂シートを製造することができる。また、拡散反射率に優れることから、電飾看板や照明器具、液晶ディスプレイ等の反射板用途として好適である。
【図面の簡単な説明】
【0104】
【図1】樹脂シート1〜6、及び14の結晶化度を示す図である。
【図2】樹脂シート5〜8、及び14の結晶化度を示す図である。
【図3】樹脂シート9〜14の結晶化度を示す図である。
【図4】樹脂シート4、9、11、及び15の結晶化度を示す図である。
【技術分野】
【0001】
本発明は、発泡成型体用樹脂組成物、及び、該樹脂組成物を用いて得られる発泡成型体に関するものである。
【背景技術】
【0002】
熱可塑性ポリエステル系樹脂発泡体は、耐熱性や機械特性に優れることから、これまで保温材や断熱材、あるいは耐衝撃材などとして使用されてきた(例えば、特許文献1または2参照)。また、光拡散性と反射率にも優れることから、照明器具やディスプレイなどのバックライトの反射板としても使用されてきた(例えば、特許文献3参照)。
【0003】
特に、反射板として使用される熱可塑性ポリエステル系樹脂発泡体としては、重縮合触媒としてゲルマニウムを用いて調製されるポリエチレンテレフタレート(PET)フィルムに非反応性ガスを含浸させ、その後発泡させたものが好適に用いられてきた。しかしながら、重縮合触媒のゲルマニウムは高価なことから、得られる樹脂発泡体(反射板)の製造コストが高くなるという問題があった。
【特許文献1】特開平5−230259号公報
【特許文献2】特許第3138488号公報
【特許文献3】特開2006−335935号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記樹脂発泡体(反射板)の製造コストを低く抑えるためには、PETの重縮合触媒としてゲルマニウムに代えてアンチモンを用いることが好ましい。しかしながら、理由は定かではないが、アンチモンを用いた態様にあっては、PETフィルムに非反応性ガスを含浸させた際の結晶化のし易さや、非反応性ガスを含浸したPETフィルムから得られる発泡体の拡散反射率が、ゲルマニウムを用いて得られるPETフィルム(発泡体)より劣るという問題があった。
【0005】
本発明は、上記事情に鑑みて、製造コストを低く抑えつつ、結晶化し易い樹脂フィルム、及び、この樹脂フィルムを用いて得られる、拡散反射率の優れた発泡成型体を提供することを課題として掲げた。
【課題を解決するための手段】
【0006】
上記課題を解決した本発明の発泡成型体用樹脂組成物は、非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物であって、該樹脂組成物がポリエステル樹脂を含んで構成され、該ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含み、かつ、アンチモンを含む重縮合触媒と、Co,Na,Mgよりなる群から選択される少なくとも1種の(半)金属元素を含む重縮合触媒とを用いて得られたものであり、発泡成型体の400〜700nmの光波長域における拡散反射率が90%以上であることを特徴とする。
【0007】
また、本発明の発泡成型体用樹脂組成物は、非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物であって、該樹脂組成物がポリエステル樹脂を含んで構成され、該ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含み、かつ、少なくともチタンを含む重縮合触媒とを用いて得られたものであり、発泡成型体の400〜700nmの光波長域における拡散反射率が90%以上であることを特徴とする。
【0008】
本発明において、前記ポリエステル樹脂は、ポリエステルの全構成ユニットを100モル%として、非晶ユニットを2〜25モル%含むことが好ましい実施態様である。
【0009】
本発明において、前記非晶ユニットは、ジエチレンテレフタレートユニット、ネオペンチルテレフタレートユニット、1,4−シクロヘキサンジメチレンテレフタレートユニット、プロピレンテレフタレートユニット、及びエチレンイソフタレートユニットよりなる群から選択される少なくとも1種であることが好ましい実施態様である。
【0010】
また、本発明の発泡成型体用樹脂組成物は、前記樹脂組成物がさらにポリオレフィンを含み、該ポリオレフィンの含有率が0.1〜40質量%であることが好ましい実施態様である。
【0011】
また、後述する方法で非反応性ガス含浸後の結晶化度を評価したときに、結晶化度が25%を超えるのに要する時間が42時間以内であることが好ましい実施態様である。
【0012】
本発明には、上記の発泡成型体用樹脂組成物から得られることを特徴とする発泡成型体用樹脂シート(フィルムを含む。)が包含される。
【0013】
また、本発明には、上記の発泡成型体用樹脂シートから得られることを特徴とする発泡成型体が包含される。
【発明の効果】
【0014】
本発明によって、非反応性ガスを含有させた際に結晶化し易い樹脂組成物を、製造コストを低く抑えつつ得ることができた。また、拡散反射率に優れる発泡成型体を得ることができた。
【発明を実施するための最良の形態】
【0015】
本発明の発泡成型体用樹脂組成物は、非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物に関するものである。ここで、本発明に係る樹脂組成物は、ポリエステル樹脂を含んで構成され、該ポリエステル樹脂は、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含む。また、該ポリエステル樹脂は、アンチモンを含む重縮合触媒と、アンチモン以外(具体的には、Co,Na,Mgよりなる群から選択される少なくとも1種)の(半)金属元素を含む重縮合触媒とを用いて得られるものである。あるいは、少なくともチタンを含む重縮合触媒を用いて得られるものである。さらに、本発明に係る樹脂組成物は、400〜700nmの光波長域における拡散反射率が90%以上の発泡成型体を与える。以下、本発明の発泡成型体用樹脂組成物について説明する。
【0016】
(ポリエステル樹脂)
<エチレンテレフタレートユニット>
本発明で用いるポリエステル樹脂は、エチレンテレフタレートユニットを主成分とする。具体的には、ポリエステルの全構成ユニットを100モル%として、50モル%以上(より好ましくは70モル%以上、さらに好ましくは80モル%以上)含むことが好ましい。エチレンテレフタレートユニットの含有率が50モル%未満の場合には、得られる発泡成型体の耐熱性や耐衝撃性が不十分となる場合がある。
【0017】
<重縮合触媒>
本発明で用いるポリエステル樹脂は、アンチモンを含む重縮合触媒と、アンチモン以外(Ti,Al,Ge,Co,Sn,Mn,Na,Mg,よりなる群から選択される少なくとも1種以上)の(半)金属元素を含む重縮合触媒とを用いて得られる。あるいは、少なくともチタンを含む重縮合触媒を用いて得られる。かかる構成により得られるポリエステル樹脂は、アンチモンを含む重縮合触媒のみを用いて得られるポリエステル樹脂に比して、拡散反射率に優れた発泡成型体になり得る。
【0018】
アンチモンを含む重縮合触媒としては、三酸化アンチモンや酢酸アンチモン等が挙げられる。また、アンチモン以外の(半)金属元素を含む重縮合触媒としては、例えばチタン系触媒(チタニウムテトラブトキシド等)、アルミニウム系触媒(塩基性酢酸アルミニウム等)、ゲルマニウム系触媒(二酸化ゲルマニウム等)、コバルト系触媒(酢酸コバルト等)、スズ系触媒(モノブチルヒドロキシスズオキサイド等)、マンガン系触媒(酢酸マンガン等)、アルカリ金属(酢酸リチウム等)、アルカリ土類金属(酢酸マグネシウム等)等が挙げられる。本発明においては、発泡成型体の製造コストを低く抑える観点から、ゲルマニウム系触媒以外の触媒を用いることが好ましい。
【0019】
<拡散反射率>
上記態様によって得られるポリエステル樹脂は、後述する方法によって発泡成型体とした場合に、400〜700nmの光波長域における平均反射率が90%以上を示す。なお、拡散反射率の評価方法については以下の通りである。
【0020】
[拡散反射率測定方法]
分光光度計(UV−3150;島津製作所製)を用いて、400〜700nmの光波長域における発泡成型体の反射率を測定し、得られたチャートより1nm間隔で反射率を読み取り、平均値を測定した。
【0021】
<非晶ユニット>
本発明で用いるポリエステル樹脂は、前記エチレンテレフタレートユニットと共に、非晶ユニットを有していてもよい。この非晶ユニットは、ポリエステルの全構成ユニットを100モル%として、2モル%以上(より好ましくは3モル%以上、さらに好ましくは3.5モル%以上、より好ましくは4.0モル%以上)含むことが好ましく、25モル%以下(より好ましくは20モル%以下、さらに好ましくは15モル%以下)含むことが好ましい。非晶ユニットの含有率が2モル%未満の場合には、発泡成型体用樹脂組成物から得られる樹脂シートに非反応性ガスを含浸させた際に、結晶化速度が遅くなる場合がある。また、非反応性ガスを含浸させた樹脂シートを用いて得られる発泡成型体の拡散反射率が低下する場合がある。また、25モル%を超える場合には、結果としてエチレンテレフタレートユニットの含有率が低下することとなるため、得られる発泡成型体の耐熱性や耐衝撃性が不十分となる場合がある。
【0022】
非晶ユニットとしては、後述するような、テレフタル酸以外の多価カルボン酸成分と、エチレングリコール以外の多価アルコール成分との縮合反応によって得られるユニットが挙げられる。特に、ジエチレンテレフタレートユニット、ネオペンチルテレフタレートユニット、1,4−シクロヘキサンジメチレンテレフタレートユニット、プロピレンテレフタレートユニット、及びエチレンイソフタレートユニットが好ましい。本発明で用いるポリエステル樹脂は、これらの非晶ユニットのうちの1種のみを含んで構成されても、2種以上を含んで構成されてもよい。
【0023】
<ポリエステル樹脂の特性>
本発明で用いるポリエステル樹脂の極限粘度は、後述する方法で測定した場合に、0.6dl/g以上(好ましくは0.7dl/g以上、より好ましくは0.8dl/g以上、さらに好ましくは0.9dl/g以上)であることが好ましい。本発明で用いるポリエステル樹脂は、発泡成型体用の樹脂組成物であることから、極限粘度が0.6dl/g未満の場合には機械特性や衝撃強度が低下する場合がある。
【0024】
(ポリエステル樹脂の含有率)
本発明に係る発泡成型体用樹脂組成物には、上記ポリエステル樹脂が60質量%(より好ましくは70質量%以上、さらに好ましくは80質量%以上)以上含まれることが好ましい。ポリエステル樹脂の含有率が60質量%未満の場合には、このポリエステル樹脂を用いて得られる発泡成型体の耐熱性や剛性の低下が著しく好ましくない。
【0025】
(ポリエステル樹脂の製造方法)
本発明で用いるポリエステル樹脂は、エチレンテレフタレートユニットを主成分として含み、かつ、上記重縮合触媒を用いて調製され、かつ、このポリエステル樹脂を用いることによって、拡散反射率が90%以上の発泡成型体を得ることができれば、その製造方法は特に限定されるものではない。例えば、テレフタル酸及びエチレングリコールを主成分として、エステル化反応、溶融重縮合、及び固相重合を経て製造することができる。また、テレフタル酸に代えて、テレフタル酸ジメチル等のエステルを用いて、エステル交換反応を経る方法であってもよい。
【0026】
<エステル化反応>
テレフタル酸とエチレングリコールを主成分とする原料成分のエステル化反応は、150℃〜300℃、常圧〜加圧下で原料成分を撹拌することによって行うことができる。この際、窒素ガス存在下で原料成分の撹拌を行ってもよい。
【0027】
エステル化反応を行う際に用いる原料成分としては、上記テレフタル酸やエチレングリコールの他に、他の成分(多価カルボン酸、多価アルコール)が含まれてもよい。
【0028】
例えば、テレフタル酸以外の多価カルボン酸としては、イソフタル酸、ナフタレン−1,4−もしくは−2,6−ジカルボン酸、5−ナトリウムスルホイソフタル酸、4,4’−ジフェニルジカルボン酸、ジフェニルスルホジカルボン酸等の芳香族ジカルボン酸、グルタル酸、アジピン酸、セバシン酸、アゼライン酸、シュウ酸、コハク酸等や、通常ダイマー酸と称される脂肪族ジカルボン酸、トリメリット酸、ピロメリット酸及びそれらの酸無水物等の芳香族多価カルボン酸等が挙げられる。本発明においては、ポリエステルの構成ユニット中に非晶ユニットが含まれるように、多価カルボン酸成分としてイソフタル酸が用いられることが好ましい。
【0029】
また、エチレングリコール以外の多価アルコールとしては、プロピレングリコール、ジエチレングリコール、トリエチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、ネオペンチルグリコール、2−メチル−1,5−ペンタンジオール、2,2−ジエチル−1,3−プロパンジオール、1,9−ノナンジオール、1,10−デカンジオール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール、1,4−シクロヘキサンジエタノール等の脂環式ジオール、トリメチロールプロパン、ペンタエリスリトール等の脂肪族多価アルコール等が挙げられる。本発明においては、ポリエステルの構成ユニット中に非晶ユニットが含まれるように、多価アルコールとして、ジエチレングリコール、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールが用いられることが好ましい。
【0030】
<溶融重縮合>
溶融重縮合は、上記エステル化反応によって得られた反応物に、重縮合触媒を添加し、200℃〜300℃、13.3Pa〜3990Pa下で撹拌することによって行うことができる。
【0031】
ここで、アンチモンを含む重縮合触媒と、アンチモン以外の上記(半)金属元素を含む重縮合触媒とを用いてポリエステル樹脂を得るために、本工程の態様としては下記のものが挙げられる。すなわち、(1)アンチモンを含む重縮合触媒と、アンチモン以外の上記(半)金属元素を含む重縮合触媒とを併用して溶融重縮合を行う態様や、(2)アンチモンを含む重縮合触媒を用いて溶融重縮合を行う工程と、アンチモン以外の(半)金属元素を含む重縮合触媒を用いて溶融重縮合を行う工程とを別個に行う態様(各工程を経て得られるポリエステル樹脂を最終的に混合する)、(3)上記(1)と(2)を組み合わせる態様である。
【0032】
<固相重合>
固相重合は、溶融重縮合によって得たポリエステル樹脂のプレポリマーを、水等で冷却しながら切断して平均粒径1.5mm〜5mmのチップにした後、不活性ガスの流通下、あるいは減圧下、プレポリマーの融点未満の温度で好ましくは1〜30時間加熱することによって行うことができる。
【0033】
固相重合に先立って、固相重合を行う温度よりも低い温度で予備結晶化を行ってもよい。これにより、固相重合をより効率よく進行することができる。この予備結晶化工程は、例えば、プレポリマーのチップを不活性ガス下または減圧下あるいは水蒸気または水蒸気含有不活性ガス雰囲気下において、50℃〜240℃の温度で1時間〜24時間加熱して行うことができる。
【0034】
ポリエステル樹脂のプレポリマーを切断してチップにした後は、篩を通す方法、あるいはチップを空送等する場合にはサイクロン式エアフィルタを通す方法等により、プレポリマーのチップ中に含まれる微粉体やシート状物を除去することが好ましい。これにより、組成が均一な長尺のポリエステル樹脂シートを得ることができる。
【0035】
<非晶ユニット含有率の調整>
ポリエステル樹脂の全構成ユニット中の非晶ユニットの含有率を上記態様にする方法としては、例えば、(1)原料成分としてテレフタル酸とエチレングリコールに加え、さらに非晶ユニットを構成し得る多価アルコール成分や多価カルボン酸成分を用いてポリエステル樹脂を製造する方法や、(2)テレフタル酸とエチレングリコールを用いて製造されるポリエステル樹脂に、上記(1)の態様で得られるポリエステル樹脂を混合する方法や、(3)溶融重縮合の際に用いる重縮合触媒の組み合わせを適宜調整しながら、テレフタル酸とエチレングリコールからジエチレンテレフタレートユニットを含むポリエステル樹脂を製造する方法、あるいは(4)上記(1)〜(3)の製造方法の組み合わせ等が挙げられる。
【0036】
(ポリオレフィン)
本発明の発泡成型体用樹脂組成物は、上記ポリエステル樹脂の他に、さらにポリオレフィンを含んで構成されることが好ましい。ポリオレフィンを含んで構成される樹脂組成物から得られる樹脂シートを発泡させることにより、内部に平均気泡径50μm以下の均一な微細孔を含有する、高い反射率を有する発泡成型体を得ることができる。
【0037】
平均気泡径は、発泡成型体断面のSEM写真を撮影し、発泡層の一定断面積内に含まれる任意の気泡30個について、観測した気泡を球形に近似した場合の直径を算出し、これを平均化することにより求めることができる。
【0038】
ポリオレフィンを含有させることによって、反射率の高い高発泡で高密度な発泡成型体が得られる理由については定かではないが、ポリエステル樹脂に非反応性ガスを含有させることによってポリエステル樹脂を結晶化する(後述する)際、ポリエステル樹脂中に分散したポリオレフィンが、結晶核生成の起点となって微結晶が生成したり、非反応性ガスがポリオレフィン中に偏在または高濃度に含浸・含有したり(「超臨界流体の最新応用技術」、225頁および228〜229頁、株式会社エヌ・ティー・エス)、発泡過程で気泡核生成の起点となったり、あるいは、ポリエステル樹脂中のポリオレフィンの分散径をミクロンオーダーからサブミクロン以下に微分散させることにより微細発泡化したりするなどの効果を発揮することに因ると考えられる。
【0039】
本発明において用いるポリオレフィンとしては、例えば、汎用の低密度ポリエチレン(LDPE)、線状低密度ポリエチレン(LLDPE)、高密度ポリエチレン(HDPE)、ポリプロピレン(PP)、ポリメチルペンテン(PMP)、及びエチレン系の共重合体、スチレン系の共重合体等が挙げられ、具体的には、エチレン酢酸ビニル(EVA)、エチレンメチルメタアクリレート(EMMA)、エチレンエチルアクリレート(EEA)、エチレンメチルアクリレート(EMA)、エチレンエチルアクリレート無水マレイン酸(E−EA−MAH)、エチレンアクリル酸(EAA)、エチレンメタクリル酸(EMAA)、アイオノマー(エチレンメタクリル酸金属架橋)、MAH−G−ポリオレフィン(PEやPPに無水マレイン酸をグラフト重合したもの)、エチレングリシジルメタクリレート(E−GMA)、エチレングリシジルメタクリレート酢酸ビニル(E−GMA−VA)、エチレングリシジルメタクリレートアクリル酸メチル(E−GMA−MA)、スチレン−ブタジエン−スチレン共重合体(SBS)、スチレン−エチレン/ブチレン−スチレン共重合体(SEBS)、スチレン−イソプレン−スチレン共重合体(SIS)、スチレン−エチレン/プロピレン共重合体(SEP)、スチレン−エチレン/ブチレン−エチレン共重合体(SEBC)、水添スチレン/ブタジエン共重合体(HSBR)等が挙げられる。中でもSEBS、SEBCがより好ましい。
【0040】
ポリオレフィンは、ポリエステル樹脂中に均一に微分散するように、ポリエステル樹脂と化学反応、もしくは何らかの相互作用をし得る官能基を有していることが好ましい。官能基としては、アミノ基、エポキシ基、カルボキシル基(酸無水物、金属塩となっているカルボキシル基も含む)、ヒドロキシル基、アルデヒド基、カルボニル基、スルホ基、ニトロ基、ハロゲン基、オキサゾリン基、イソシアネート基、チオール基が挙げられる。
【0041】
スチレン系の共重合体への官能基の導入は、例えば官能基がエポキシ基の場合は、ジエン成分を一部エポキシ化したり、グリシジルメタクリレートのようなエポキシ含有化合物をグラフト変性したりすることによって行うことができる。
【0042】
本発明の樹脂組成物中のポリオレフィンの含有率は、発泡成型体用樹脂組成物100質量%中0.1質量%以上(より好ましくは0.5質量%以上、さらに好ましくは0.7質量%以上)が好ましく、40質量%以下(より好ましくは20質量%以下、さらに好ましくは5質量%以下)が好ましい。含有率が0.1質量%未満の場合には、高発泡で高密度な発泡成型体を得ることが容易ではない。また、40質量%を超える場合には、結果的に樹脂組成物中のポリエステル樹脂の含有率が低下することから、得られる発泡成型体の耐熱性や剛性・強度が低下する場合がある。
【0043】
(結晶化度)
本発明の発泡成型用樹脂組成物は、下記の方法で結晶化度を評価した場合に、結晶化度が25%を超えるのに要するCO2曝露時間が48時間以内(より好ましくは、結晶化度が25%を超えるのに要するCO2曝露時間が36時間以内)であることが好ましい。これにより、本発明の樹脂組成物から得られる樹脂シートを速やかに発泡成型体にすることが可能となるため、発泡成型体の大量生産に資するとともに製造コストをさらに抑えることができる。
【0044】
[結晶化度評価方法]
本発明の発泡成型体用樹脂組成物から得られた樹脂シートから、縦35mm×横45mm×厚さ0.6mmの大きさの試料片を切り出し、超臨界流体処理試験装置(型式;HV1−SC、株式会社日阪製作所製)にセットし、25℃、5MPa下でCO2ガスに所定時間曝露した後、試料片を超臨界流体処理試験装置から取り出し、23℃×50%R.H.×48時間風乾した。次いで、風乾後の試料片を示差走査熱量計(EXSTAR6000、エスアイアイ・ナノテクノロジー株式会社製、以下、単に「DSC」と称する場合がある。)にセットし、10℃/分にて昇温しながら、試料片の結晶化および融解に基づく熱量を測定し、下記式に基づいて結晶化度を算出した。
結晶化度(%)=(A−B)/C
A;融解に基づく熱量
B;結晶化に基づく熱量
C;100%結晶化PETの融解熱量(117.6J/g)
【0045】
(添加剤)
本発明の発泡成型体用樹脂組成物には、これを用いて得られる発泡成型体の特性に影響を及ぼさない範囲において、各種添加剤(例えば、タルク等の結晶化核剤、気泡化核剤、酸化防止剤、帯電防止剤、紫外線防止剤、光安定剤、蛍光増白剤、着色剤、抗菌剤、相溶化剤、滑剤、強化剤、難燃剤等)を配合してもよい。
【0046】
特に、リン含有化合物(リン酸トリメチル等)等が添加剤として配合されることが好ましい。リン含有化合物を配合することにより、熱安定性に優れた樹脂組成物を得ることができる。
【0047】
(発泡成型体)
上記の発泡成型体用樹脂組成物を用いて発泡成型体を得る方法としては特に限定されるものではないが、例えば以下の方法が挙げられる。
【0048】
すなわち、先ず、1種又は2種以上の上記ポリエステル樹脂のチップと、ポリオレフィン(チップ)と、必要に応じて帯電防止剤等の各種添加剤を、ホッパドライヤー、パドルドライヤー等の乾燥機、または真空乾燥機を用いて乾燥し、押出機を用いて200〜300℃の温度でフィルム状に押し出して、ポリエステル樹脂シート(未延伸)を作製する。あるいは、未乾燥の1種又は2種以上の上記ポリエステル樹脂のチップと、ポリオレフィン(チップ)と、必要に応じて帯電防止剤等の各種添加剤を、ベント式押出機内で水分を除去しながら同様にフィルム状に押し出して、ポリエステル樹脂シート(未延伸)を作製する。押出に際しては、Tダイ法、チューブラ法等、既存のどの方法を採用しても構わない。
【0049】
押出後は、キャスティングロールで急冷する。その際、上記押出機とキャスティングロールの間に電極を配設し、電極とキャスティングロールとの間に電圧を印加し、静電気的にシートをロールに密着させてもよい。
【0050】
次に、ポリエステル樹脂シートとセパレータとを重ねて巻くことによりロール形成し、このロールを加圧非反応性ガス雰囲気中に保持して、ポリエステル樹脂シートに非反応性ガスを含浸させる。
【0051】
本発明において用いることができる非反応性ガスとしては、二酸化炭素、ヘリウム、窒素、アルゴンなどが挙げられる。樹脂へのガス浸透性(速度、溶解度)を考慮すると、二酸化炭素がより好ましい。
【0052】
ポリエステル樹脂シートへの非反応性ガスの浸透処理時間、および浸透量は、発泡させる樹脂の種類、非反応性ガスの種類、浸透圧力およびシートの厚さによって適宜調整されるが、15〜30℃、5.0〜7.1MPa下で非反応性ガスをポリエステル樹脂シートに含浸させる態様が挙げられる。具体的には、本発明のポリエステル樹脂シートに二酸化炭素を含浸させる場合にあっては、25℃、6.4MPa下、CO2ガスが充填されたチャンバーにて、ポリエステル樹脂シートの結晶化度が25%になるまで上記ロールを保持する。
【0053】
なお、ポリエステル樹脂シートへの非反応性ガスの含浸は、超臨界状態で行ってもよい。
【0054】
その後、非反応性ガスを含浸させたポリエステル樹脂シートを、常圧下、ポリエステル樹脂の軟化温度以上に加熱して発泡させる。具体的には、本発明においては、非反応性ガスを含浸させたポリエステル樹脂シートを220℃で1分間加熱して行う。
【0055】
得られる発泡成型体の見かけ密度は100〜1300kg/cm3であることが好ましい。
【0056】
<用途>
本発明の発泡成型体は、反射率に優れることから、電飾看板や照明器具、液晶ディスプレイ反射板用基材のみならず、他の高反射率が要求される用途においても、好適に用いることができる。
【実施例】
【0057】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は下記実施例によって制限を受けるものではなく、本発明の趣旨に適合し得る範囲で適宜変更を加えて実施することも可能であり、それらは、いずれも本発明の技術的範囲に含まれる。なお、実施例で採用した測定・評価方法は次の通りである。また、実施例中で「部」とあるのは「質量部」を意味し、「%」とあるのは断りのない限り「質量%」を意味する。
【0058】
(測定・評価方法)
(1)ポリエステル樹脂組成
本発明で用いるポリエステル樹脂の組成は、ポリエステル樹脂試料15mgをCDCl3/CF3COOH(85/15)に溶解し、H−NMRを測定することによって求めた。
【0059】
(2)極限粘度
本発明で用いるポリエステル樹脂の極限粘度IV(実測値)は、1,1,2,2−テトラクロロエタン/フェノール(2:3重量比)混合溶媒中30℃における溶液粘度から求めた。
【0060】
(3)触媒含有量
本発明で用いるポリエステル樹脂中の触媒含有量は、X線光電子分光により、元素分析を行うことによって求めた。
【0061】
(4)結晶化度
本発明の発泡成型体用樹脂組成物から得られた樹脂シートから、縦35mm×横45mm×厚さ0.6mmの大きさの試料片を切り出し、超臨界流体処理試験装置(型式;HV1−SC、株式会社日阪製作所製)にセットし、25℃、5MPa下でCO2ガスに所定時間曝露した後、試料片を超臨界流体処理試験装置から取り出し、23℃×50%R.H.×48時間風乾した。次いで、風乾後の試料片を示差走査熱量計(EXSTAR6000、エスアイアイ・ナノテクノロジー株式会社製、以下、単に「DSC」と称する場合がある。)にセットし、10℃/分にて昇温しながら、試料片の結晶化および融解に基づく熱量を測定し、下記式に基づいて結晶化度を算出した。
結晶化度(%)=(A−B)/C
A;融解に基づく熱量
B;結晶化に基づく熱量
C;100%結晶化PETの融解熱量(117.6J/g)
【0062】
(5)拡散反射率
分光光度計(UV−3150;島津製作所製)を用いて、400〜700nmの光波長域における発泡成型体の反射率を測定し、得られたチャートより1nm間隔で反射率を読み取り、平均値を測定した。なお、下記表3において、硫酸バリウムの微粉末を固めた白板の拡散反射率を100%として、各々の発泡成型体の拡散反射率を相対値で示している。
【0063】
(合成例1)
ハステロイ製撹拌機付き熱媒循環式エステル化反応器に、高純度テレフタル酸100モル%とエチレングリコール100モル%を仕込み、トリエチルアミンを全酸成分に対して0.3モル%加え、0.25MPaの加圧下245℃にて水を系外に留去しながらエステル化反応を2時間行い、エステル化率が95%のビス(2−ヒドロキシエチル)テレフタレート及びオリゴマーの混合物(以下、BHET混合物という。)を得た。このBHET混合物をハステロイ製撹拌機付き重縮合器に輸送し、これに重縮合触媒として三酸化アンチモンをSb残存量として270ppmになるように添加した。次いで、窒素雰囲気下、常圧にて245℃で10分間撹拌した。その後、245℃に保ったまま反応系の圧力を徐々に下げて13.3Paとして50分間第一段目の初期重縮合を行い、さらに275℃、13.3PaでIVが約0.65デシリットル/グラムになるまで重縮合反応を実施した。放圧に続き、微加圧下のプレポリマーを冷却水中にストランド状に吐出して急冷し、ストランドカッターでチップ化してシリンダー形状のチップを得た。なお、チップ化時、重縮合器出口からノズル細孔までの樹脂温度は約270℃とし、約30分以内に全量をチップ化した。
【0064】
なお、冷却水は、工業用水(河川伏流水由来)をフィルター濾過装置、及びイオン交換装置で処理したものであり、粒径1〜25μmの粒子を約500個/10ml含み、ナトリウム含有量が0.02ppm(質量基準、以下同じ)、マグネシウム含有量が0.01ppm、カルシウム含有量が0.01ppm、及び珪素含有量が0.11ppmである。
【0065】
次いで、得られたチップを直ちに減圧乾燥機にて約50〜約150℃で熱処理し、振動式篩分工程及び気流分級工程によって処理して、微粉体及びフィルム状物を除去し、微粉体含有量を約50ppm以下とする結晶化プレポリマーを得た。IVは0.63デシリットル/グラムであった。
【0066】
次いで、結晶化プレポリマーを結晶化装置に送り、ひきつづき窒素雰囲気下、約155℃で結晶化し、さらに窒素雰囲気下で約200℃に予熱後、連続固相重合反応器に送り窒素雰囲気下、約205℃で固相重合した。固相重合後、篩分工程および微粉体除去工程で連続的に処理し微粉体を除去し、微粉体含有量を約50ppmとした発泡成型体用樹脂1を得た。得られた発泡成型体用樹脂1の極限粘度は1.015デシリットル/グラム、環状3量体の含有量は0.40重量%、密度は1410kg/m3であった。
【0067】
(合成例2)
合成例1において、固相重合時間を延長してポリエステル樹脂の極限粘度を1.15デシリットル/グラムとした以外は合成例1と同様にして、発泡成型体用樹脂2を得た。
【0068】
(合成例3)
合成例1において、エステル化反応釜に、100モル%のテレフタル酸、83モル%のエチレングリコール、及び17モル%のネオペンチルグリコールを仕込み、エステル化反応を行ったこと、及び、重縮合触媒として、三酸化アンチモンとリン酸トリメチルと酢酸コバルトと酢酸ナトリウムの混合物のエチレングリコール溶液を用いた以外は合成例1と同様にして、発泡成型体用樹脂3を得た。
【0069】
(合成例4)
合成例1において、重縮合触媒として、三酸化アンチモンとリン酸トリメチルと酢酸コバルトの混合物のエチレングリコール溶液を用いた以外は合成例1と同様にして、発泡成型体用樹脂4を得た。
【0070】
(合成例5)
合成例1において、重縮合触媒として、三酸化アンチモンと酢酸マグネシウムとリン酸トリメチルと酢酸ナトリウムの混合物のエチレングリコール溶液を用いた以外は合成例1と同様にして、発泡成型体用樹脂5を得た。
【0071】
(合成例6)
合成例1において、重縮合触媒として、三酸化アンチモンと酢酸マグネシウムとリン酸トリメチルと酢酸ナトリウムと酸化ケイ素の混合物のエチレングリコール溶液を用いた以外は合成例1と同様にして、発泡成型体用樹脂6を得た。
【0072】
(合成例7)
合成例1において、高純度テレフタル酸を90モル%とイソフタル酸を10モル%、グリコール成分としてエチレングリコールを100モル%用いたこと、及び、重合触媒として、チタニウムテトラブトキシドのエチレングリコール溶液を用いた以外は合成例1と同様にして、発泡成型体用樹脂7を得た。
【0073】
発泡成型体用樹脂1〜7の組成及び物性を表1に示す。併せて、下記の実施例で用いる、他の樹脂の組成及び物性も示す。
【0074】
なお、表1における重合触媒量は、原料成分の合計質量に対する各金属換算の質量を意味する。
【0075】
また、表1において、ETはエチレンテレフタレートユニット、DETはジエチレンテレフタレートユニット、NPTはネオペンチルテレフタレートユニット、EIPはエチレンイソフタレートユニット、CHDTは1,4−シクロヘキサンジメチレンテレフタレートユニットを意味する。
【0076】
【表1】
【0077】
(実施例1)
ポリエステル樹脂として、それぞれ別個に予備乾燥した発泡成型体用樹脂1を96.8質量部、発泡成型体用樹脂3を2.0質量部、ポリオレフィンとしてスチレン−エチレン/ブチレン−スチレン共重合体(SEBS、JSR社製)を1.0質量部、帯電防止剤(アルカンスルホン酸ソーダ、松本油脂製薬株式会社製)を0.2質量部、押出機直上のホッパに供給して混合し、280℃に温調した二軸押出機を用いて溶融押出し、40℃の冷却ロールで急冷して巻き取って、厚さ約0.6mmの樹脂シート1を得た。樹脂シート1の一部を結晶化度測定用に裁断した後、残りを下記方法によって発泡させて、発泡成型体1を得た。
【0078】
すなわち、樹脂シート1とセパレーター(オレフィン系不織布(FT300グレード、日本バイリーン株式会社製))を重ねて巻くことによりロールを形成し、このロールを25℃、6.4MPa下、CO2が充填されたチャンバーにて保持して、樹脂シート1の結晶化度が25%になるまで樹脂シート1にCO2ガスを含浸させる。圧力容器からロールを取り出し、セパレーターを取り除きながらCO2ガスが浸透した樹脂シート1だけを220℃に設定した熱風循環式発泡炉に発泡時間が1分となるように連続的に供給して発泡した。得られた発泡成型体1の厚さは1000μm、平均気泡径は1μmであった。
【0079】
(実施例2)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1を94.8質量部、発泡成型体用樹脂3を4.0質量部用いた以外は実施例1と同様にして、樹脂シート2、及び発泡成型体2を得た。
【0080】
(実施例3)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1を92.8質量部、発泡成型体用樹脂3を6.0質量部用いた以外は実施例1と同様にして、樹脂シート3、及び発泡成型体3を得た。
【0081】
(実施例4)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1を90.8質量部、発泡成型体用樹脂3を8.0質量部用いた以外は実施例1と同様にして、樹脂シート4、及び発泡成型体4を得た。
【0082】
(実施例5)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1を88.8質量部、発泡成型体用樹脂3を10.0質量部用いた以外は実施例1と同様にして、樹脂シート5、及び発泡成型体5を得た。
【0083】
(実施例6)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1を78.8質量部、発泡成型体用樹脂3を20.0質量部用いた以外は実施例1と同様にして、樹脂シート6、及び発泡成型体6を得た。
【0084】
(実施例7)
実施例5において、発泡成型体用樹脂3に代えて、PETG(登録商標、イーストマンケミカル社製)を用いた以外は実施例5と同様にして、樹脂シート7、及び発泡成型体7を得た。
【0085】
(実施例8)
実施例6において、発泡成型体用樹脂3に代えて、PETG(登録商標、イーストマンケミカル社製)を用いた以外は実施例6と同様にして、樹脂シート8、及び発泡成型体8を得た。
【0086】
(実施例9)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂2を54.8質量部、発泡成型体用樹脂4を38.0質量部、発泡成型体用樹脂3を6.0質量部用いた以外は実施例1と同様にして、樹脂シート9、及び発泡成型体9を得た。
【0087】
(実施例10)
実施例9において、ポリエステル樹脂として、発泡成型体用樹脂4に代えて、発泡成型体用樹脂5を用いた以外は実施例9と同様にして、樹脂シート10、及び発泡成型体10を得た。
【0088】
(実施例11)
実施例9において、ポリエステル樹脂として、発泡成型体用樹脂4に代えて、発泡成型体用樹脂6を用いた以外は実施例9と同様にして、樹脂シート11、及び発泡成型体11を得た。
【0089】
(実施例12)
実施例11において、樹脂シートの膜厚を400μmにした以外は実施例11と同様にして、樹脂シート12、及び発泡成型体12を得た。
【0090】
(実施例13)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1及び3に代えて、発泡成型体用樹脂7を98.8質量部用いた以外は実施例1と同様にして、樹脂シート13、及び発泡成型体13を得た。
【0091】
(比較例1)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1及び3に代えて、発泡成型体用樹脂1を98.8質量部用いた以外は実施例1と同様にして、樹脂シート14、及び発泡成型体14を得た。
【0092】
(参考例1)
実施例1において、ポリエステル樹脂として、発泡成型体用樹脂1及び3に代えて、SA1206(ユニチカ株式会社製)を98.8質量部用いた以外は実施例1と同様にして、樹脂シート15、及び発泡成型体15を得た。
【0093】
得られた樹脂シート1〜15の結晶化度を上記方法によって測定した。また、発泡成型体3、5、7、9、13〜15について、上記方法によって拡散反射率を測定した。その結果を表2−1〜2−3、及び表3に示す。
【0094】
【表2−1】
【0095】
【表2−2】
【0096】
【表2−3】
【0097】
【表3】
【0098】
樹脂シート1〜15の結晶化度の測定結果について、横軸にCO2処理時間、縦軸に結晶化度をプロットした図を示した。
【0099】
図1〜3より、ポリエステル樹脂中の非晶ユニットの含有率を2モル%以上とすることによって、樹脂シートの結晶化速度が上昇することが分った。
【0100】
また、図2より、非晶ユニットの具体的態様によって、樹脂シートの結晶化速度に選択性があることが分った。
【0101】
図4より、重縮合触媒としてゲルマニウム以外の触媒を用いても、ゲルマニウムを用いて得られる樹脂シートよりも結晶化速度が速い樹脂シートが得られることが分った。
【0102】
表3より、重縮合触媒としてゲルマニウム以外の触媒を用いても、ゲルマニウムを用いて得られる発泡成型体よりも平均拡散反射率の優れる発泡成型体が得られることが分った。
【産業上の利用可能性】
【0103】
本発明の発泡成型体用樹脂組成物は、安価に、結晶化度に優れた樹脂シートを製造することができる。また、拡散反射率に優れることから、電飾看板や照明器具、液晶ディスプレイ等の反射板用途として好適である。
【図面の簡単な説明】
【0104】
【図1】樹脂シート1〜6、及び14の結晶化度を示す図である。
【図2】樹脂シート5〜8、及び14の結晶化度を示す図である。
【図3】樹脂シート9〜14の結晶化度を示す図である。
【図4】樹脂シート4、9、11、及び15の結晶化度を示す図である。
【特許請求の範囲】
【請求項1】
非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物であって、該樹脂組成物がポリエステル樹脂を含んで構成され、該ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含み、かつ、アンチモンを含む重縮合触媒と、Co,Na,Mgよりなる群から選択される少なくとも1種の(半)金属元素を含む重縮合触媒とを用いて得られたものであり、発泡成型体の400〜700nmの光波長域における拡散反射率が90%以上であることを特徴とする発泡成型体用樹脂組成物。
【請求項2】
非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物であって、該樹脂組成物がポリエステル樹脂を含んで構成され、該ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含み、かつ、少なくともチタンを含む重縮合触媒を用いて得られたものであり、発泡成型体の400〜700nmの光波長域における拡散反射率が90%以上であることを特徴とする発泡成型体用樹脂組成物。
【請求項3】
前記ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、非晶ユニットを2〜25モル%含む請求項1または2に記載の発泡成型体用樹脂組成物。
【請求項4】
前記非晶ユニットが、ジエチレンテレフタレートユニット、ネオペンチルテレフタレートユニット、1,4−シクロヘキサンジメチレンテレフタレートユニット、プロピレンテレフタレートユニット、及びエチレンイソフタレートユニットよりなる群から選択される少なくとも1種である請求項1から3のいずれか一項に記載の発泡成型体用樹脂組成物。
【請求項5】
前記樹脂組成物がさらにポリオレフィンを含み、該ポリオレフィンの含有率が0.1〜40質量%である請求項1から4のいずれか一項に記載の発泡成型体用樹脂組成物。
【請求項6】
明細書中で定義した方法で非反応性ガス含浸後の結晶化度を評価したときに、結晶化度が25%を超えるのに要する時間が42時間以内である請求項1から5のいずれか一項に記載の発泡成型体用樹脂組成物。
【請求項7】
請求項1から6のいずれか一項に記載の発泡成型体用樹脂組成物から得られることを特徴とする発泡成型体用樹脂シート。
【請求項8】
請求項7に記載の発泡成型体用樹脂シートから得られることを特徴とする発泡成型体。
【請求項1】
非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物であって、該樹脂組成物がポリエステル樹脂を含んで構成され、該ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含み、かつ、アンチモンを含む重縮合触媒と、Co,Na,Mgよりなる群から選択される少なくとも1種の(半)金属元素を含む重縮合触媒とを用いて得られたものであり、発泡成型体の400〜700nmの光波長域における拡散反射率が90%以上であることを特徴とする発泡成型体用樹脂組成物。
【請求項2】
非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物であって、該樹脂組成物がポリエステル樹脂を含んで構成され、該ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、エチレンテレフタレートユニットを主成分として含み、かつ、少なくともチタンを含む重縮合触媒を用いて得られたものであり、発泡成型体の400〜700nmの光波長域における拡散反射率が90%以上であることを特徴とする発泡成型体用樹脂組成物。
【請求項3】
前記ポリエステル樹脂が、ポリエステルの全構成ユニットを100モル%として、非晶ユニットを2〜25モル%含む請求項1または2に記載の発泡成型体用樹脂組成物。
【請求項4】
前記非晶ユニットが、ジエチレンテレフタレートユニット、ネオペンチルテレフタレートユニット、1,4−シクロヘキサンジメチレンテレフタレートユニット、プロピレンテレフタレートユニット、及びエチレンイソフタレートユニットよりなる群から選択される少なくとも1種である請求項1から3のいずれか一項に記載の発泡成型体用樹脂組成物。
【請求項5】
前記樹脂組成物がさらにポリオレフィンを含み、該ポリオレフィンの含有率が0.1〜40質量%である請求項1から4のいずれか一項に記載の発泡成型体用樹脂組成物。
【請求項6】
明細書中で定義した方法で非反応性ガス含浸後の結晶化度を評価したときに、結晶化度が25%を超えるのに要する時間が42時間以内である請求項1から5のいずれか一項に記載の発泡成型体用樹脂組成物。
【請求項7】
請求項1から6のいずれか一項に記載の発泡成型体用樹脂組成物から得られることを特徴とする発泡成型体用樹脂シート。
【請求項8】
請求項7に記載の発泡成型体用樹脂シートから得られることを特徴とする発泡成型体。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−185127(P2009−185127A)
【公開日】平成21年8月20日(2009.8.20)
【国際特許分類】
【出願番号】特願2008−24388(P2008−24388)
【出願日】平成20年2月4日(2008.2.4)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成21年8月20日(2009.8.20)
【国際特許分類】
【出願日】平成20年2月4日(2008.2.4)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]