
発泡成形体の製造方法

【課題】化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、化学発泡剤を用いた発泡成形体の製造方法に関するものである。
【背景技術】
【0002】
従来、発泡成形体を得る方法として重曹とクエン酸(又はクエン酸塩)とを使用した無機系化学発泡剤を用いる方法が知られている(特許文献1参照)。この化学発泡剤は、酸(クエン酸)と塩基(重曹)との化学反応により炭酸ガスを発生させ、そのガスにより熱可塑性樹脂を発泡させるというものである。重曹、クエン酸は、それぞれ粉末状態で使用することもできるが、取り扱い性の観点から、重曹とクエン酸とを1つのマスターバッチとして、当該マスターバッチを基材樹脂と混練して成形するのが一般的である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−225638号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来の化学発泡剤マスターバッチを用いた場合、重曹とクエン酸との酸塩基反応が、マスターバッチを作製してから保管するまでの段階で起こる。そのため、発泡成形をする際には発生する炭酸ガスの量が低下する。
【0005】
本発明は、上記のような問題を解決するためになされたものであり、化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【課題を解決するための手段】
【0006】
本発明は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、基材樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、前記押出機から押し出して発泡成形体を成形することを特徴とする。
【発明の効果】
【0007】
本発明によれば、化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる。
【図面の簡単な説明】
【0008】
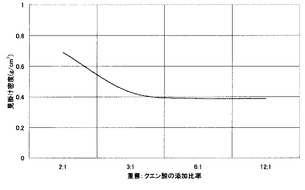
【図1】重曹とクエン酸の添加重量比率を示す図である。
【図2】張力検出用プーリーと連結する検出機により検出される紐状物のMTを経時的に測定した結果を示す図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照しながら、本実施形態の発泡成形体の製造方法について説明する。
【0010】
本実施形態の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、基材樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。なお、マスターバッチとして使用する重曹、クエン酸の粉末粒子径は特に限定しないが、100μm以下であることが望ましい。
【0011】
また、重曹とクエン酸の添加重量比率は、図1に示す通り、クエン酸が重曹よりも多量になると見掛け密度が下がりにくくなる為、重曹:クエン酸=3以上:1であることが望ましい。即ち、重曹とクエン酸の添加重量比率が、重曹:クエン酸=3以上:1となるように、重曹マスターバッチと、クエン酸マスターバッチと、を原料樹脂に配合することが望ましい。
【0012】
発泡剤の添加量(重曹の重量とクエン酸の重量との和)は、基材となる樹脂やブロー成形温度、所望の見掛け密度によっても異なるが0.2〜3.0wt%の範囲内で添加するのが望ましく、0.8〜1.2wt%の範囲内であるのがより好ましい。
【0013】
原料樹脂は、200℃におけるメルトテンション(MT)が7gf以上かつ200℃におけるMTとメルトフローレイト(MFR)の積が15g2/10min以上有することが好ましい。MTが7gfより小さい樹脂は、溶融樹脂表面から気泡の破裂(破泡)が発生し、パリソンを十分に発泡させることが困難である。又、MTとMFRの積が小さい樹脂は、流動性の悪さが発泡性に悪影響を及ぼす傾向がある他、型内で賦形する際、形状を転写することが困難になる虞がある。
【0014】
原料樹脂は、単独で用いるのみならず、2種類以上を混合して用いても良い。例えば、主原料の特性が損なわれない範囲で、ポリプロピレン系樹脂、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン等のエチレン系樹脂、ブテン系樹脂、スチレン系樹脂等の他の樹脂成分を必要に応じて混合しても良い。
【0015】
尚、必要に応じて気泡調整剤を用いて気泡径を調整することができる。代表的なものとしては、タルク、シリカ、ゼオライト、モレキュラーシーブ、酸化亜鉛、炭酸カルシウム等の無機系気泡調整剤がある。これらの無機系気泡調整剤は気泡生成時の核となり、気泡をより微細にすることができる。その他の気泡調整剤としては発泡助剤として使用する有機酸の有機酸塩を気泡調整剤として用いる方法がある。これらは緩衝作用により、酸・塩基反応を穏やかにし、気泡の過度の成長を抑えることができる。
【0016】
(MTの測定方法)
原料樹脂のMTは、例えば、株式会社東洋精機製作所製のメルトテンションテスターII型等によって測定することができる。具体的にはオリフィス径2.095mm、長さ8mmのオリフィスを有するメルトテンションテスターを用い、上記オリフィスから樹脂温度200℃、押出のピストン速度10mm/minの条件で樹脂を紐状に押出して、この紐状物を直径45mmの張力検出用プーリーに掛けたあと、直径50mmの巻取りローラーで巻取り速度4 rpmで巻き取る。
【0017】
MTを求めるには、ピストン内に原料を入れ、ピストン内の温度が200±0.2℃になったあと予備荷重をかけ、4分間保持する(このとき考えられる原料の種類としては、バージン原料樹脂、予め溶融混練を行なった樹脂の細断物、成形体から切り出し細断した樹脂の3種類が考えられる)。予備荷重はMFRによって異なり、表1の通りである。その後、巻取り速度5rpmにおいて、巻取りを行い、張力検出用プーリーと連結する検出機により検出される紐状物のMTを経時的に測定し、縦軸にMT(gf)を、横軸に時間(秒)を取り、チャートに示すと図2のように振幅をもったグラフが得られる。図2においてMTは、振幅の安定した部分の振幅の中央値(X)をとる。尚、希に発生する特異的な振幅は無視するものとする。
【0018】
【表1】

【0019】
(MFRの測定方法)
MFRはJIS K7210に記載されている200℃、荷重2.16kgfで測定した値を採用するものとする。
【0020】
(見掛け密度の測定方法)
発泡成形体の見掛け密度は、発泡成形体の一部を切り出したものを試験片とし、この試験片の重量(g)を該試験片の体積(cm3)で割って求める。
尚、発泡成形体がブロー成形品の場合は、試験片としてはブロー圧が作用している面を使用する(コンプレッション部は使用しない)。
【実施例】
【0021】
(発泡剤マスターバッチ/発泡助剤マスターバッチの作製)
発泡剤MBは、低密度ポリエチレン(融点106℃、MFR 14g/10min)に重曹(平均粒子径50〜200μm程度のもの)をドライブレンドし、二軸押出機にて混練したものとした。尚、重曹は、発泡剤MB全体の40wt%を占めるように混合した。
発泡助剤MBは、低密度ポリエチレン(融点106℃、MFR 14g/10min)にクエン酸(平均粒子径50〜100μm程度のもの)をドライブレンドし、二軸押出機にて混練したものとした。尚、クエン酸は、発泡剤MB全体の40wt%を占めるように混合した。
重量比が、発泡剤MB:発泡助剤MB=6:1となるように、発泡剤MBと発泡助剤MBとをドライブレンドしたものを化学発泡剤として使用した。
【0022】
(ブロー成形体の作製1)
表2に示す配合の基材樹脂100重量部に対して化学発泡剤を3重量部添加したものをシリンダ径75mm押出機に供給し、アキュームレ−ターヘッドを介して発泡パリソンを形成した。アキュームレ−ターで溶融樹脂を溜める際は、アキュームレ−ター内で溶融樹脂が発泡しない程度に加圧することが望ましい。次いで、得られた発泡パリソンを金型で挟み、吹き込み針にて金型内に0.05MPaの圧縮空気を送り込み、ダクト形状の中空発泡成形体を賦形した。中空発泡成形体の印字部やブロー比が高くなる部分はスリットベント等の真空ベントを設けることが好ましい。成形体は肉厚1.5〜2.0mmとなるように重量調整を行なった。
【0023】
ここで、中空発泡成形体の肉厚は、以下のように算出する。
中空発泡成形体の表面積S(cm2)及び重量W(g)を測定し、前記見掛け密度より下記(1)式より算出する。
中空発泡成形体の厚み(mm)=W/(S×ρ×10)・・・・(1)式
W:中空発泡成形体の重量(g)
S:中空発泡成形体の表面積(cm2)
ρ:中空発泡成形体の見掛け密度(g/cm3)
【0024】
表2に見掛け密度と外観の評価結果を示す。尚、表2の2MB方式とは、発泡剤MBと発泡助剤MBをそれぞれ別個のMBにして使用した方式であり、1MB方式とは発泡剤と発泡助剤が同一のMBを使用した方式である。また、基材樹脂の原料として用いた樹脂は以下の通りである。
PP1:プロピレン単独重合体(ボレアリス社製、商品名:Daploy WB130)、MT=40cN(190℃)、MFR=2.1g/10min(230℃)、密度=900kg/m3。
PP2:結晶性エチレン−プロピレンブロック共重合体(日本ポリプロ株式会社製、商品名:ニューフォーマー FB3312)、MT=7cN(190℃)、MFR=3g/10min(230℃)、密度=900kg/m3。
LLDPE:メタロセン系触媒により重合された直鎖状超低密度ポリエチレンであるエチレン−ヘキセン−1共重合体(住友化学株式会社製、エクセレン CX2001)、MFR=2g/10min(230℃)、密度=898kg/m3。
LDPE:低密度ポリエチレン(住友化学株式会社製、スミカセン F108)、MFR=0.42g/10min(230℃)、密度=920kg/m3。
【0025】
【表2】
【0026】
実施例1は、2MB方式であるため、1MB方式の比較例1に比べて、見掛け密度が小さく(発泡倍率が高く)なっている。
また、実施例1は、200℃におけるメルトテンション(MT)が7gf以上で、200℃におけるメルトフローレイト(MFR)とMTの積が15g2/10min以上であるため、実施例2、実施例3、実施例4に比べて見掛け密度が小さく成形できている。また、外観も、実施例2、実施例3に比べて優れている。
実施例2はMT、MT×MFRともに低すぎた為に、実施例1に比べ見掛け密度は大きくなり、又、成形品表面も劣る結果となった。
実施例3はMTが低すぎたことによる破泡が見られ、実施例1に比べ見掛け密度は大きくなった。また、表面が破泡した状態で固化した為に表面が鮫肌状になり、外観も劣る結果となった。
実施例4はMTが高かった為に、破泡は見られなかったが、MT×MFRが低かったことにより、溶融樹脂の流動性が見掛け密度にも悪影響を及ぼす結果となった。又、金型の転写性が実施例1、実施例3よりも若干劣っていた。
比較例1は重曹とクエン酸の酸塩基相互作用が発泡に悪影響を及ぼし、十分な見掛け密度を得ることができなかった。
【0027】
(ブロー成形体の作製2)
原料系樹脂は表3に示すものとし、原料樹脂100重量部に対して化学発泡剤を1〜3重量部添加したものを、上述した(ブロー成形体の作製1)と同様の方法でダクト形状の中空発泡成形体を作製した。尚、表2の2MB方式とは、発泡剤MBと発泡助剤MBをそれぞれ別個のMBにして使用した方式であり、1MB方式とは発泡剤と発泡助剤が同一のMBを使用した方式である。また、基材樹脂の原料として用いた樹脂は、上述したPP1、PP2の他、以下の通りである。
PE:エチレン重合体(東ソー株式会社製、08S55A)、MT=4.19cN、MFR=4g/10min(230℃)、密度=952kg/cm3。
【0028】
【表3】
【0029】
実施例5〜8と比較例2〜5を比較すると、発泡剤の添加量が違ういずれの場合においても2MB方式である実施例2〜5の方が、見掛け密度が下がり易いことがわかった。
【0030】
以上、本発明の実施形態及び実施例について説明したが、上記実施形態及び実施例のみに本発明の範囲を限定するものではなく、本発明の要旨を逸脱しない範囲において種々の変更を施した形態での実施が可能である。
【技術分野】
【0001】
本発明は、化学発泡剤を用いた発泡成形体の製造方法に関するものである。
【背景技術】
【0002】
従来、発泡成形体を得る方法として重曹とクエン酸(又はクエン酸塩)とを使用した無機系化学発泡剤を用いる方法が知られている(特許文献1参照)。この化学発泡剤は、酸(クエン酸)と塩基(重曹)との化学反応により炭酸ガスを発生させ、そのガスにより熱可塑性樹脂を発泡させるというものである。重曹、クエン酸は、それぞれ粉末状態で使用することもできるが、取り扱い性の観点から、重曹とクエン酸とを1つのマスターバッチとして、当該マスターバッチを基材樹脂と混練して成形するのが一般的である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−225638号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来の化学発泡剤マスターバッチを用いた場合、重曹とクエン酸との酸塩基反応が、マスターバッチを作製してから保管するまでの段階で起こる。そのため、発泡成形をする際には発生する炭酸ガスの量が低下する。
【0005】
本発明は、上記のような問題を解決するためになされたものであり、化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【課題を解決するための手段】
【0006】
本発明は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、基材樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、前記押出機から押し出して発泡成形体を成形することを特徴とする。
【発明の効果】
【0007】
本発明によれば、化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる。
【図面の簡単な説明】
【0008】
【図1】重曹とクエン酸の添加重量比率を示す図である。
【図2】張力検出用プーリーと連結する検出機により検出される紐状物のMTを経時的に測定した結果を示す図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照しながら、本実施形態の発泡成形体の製造方法について説明する。
【0010】
本実施形態の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、基材樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。なお、マスターバッチとして使用する重曹、クエン酸の粉末粒子径は特に限定しないが、100μm以下であることが望ましい。
【0011】
また、重曹とクエン酸の添加重量比率は、図1に示す通り、クエン酸が重曹よりも多量になると見掛け密度が下がりにくくなる為、重曹:クエン酸=3以上:1であることが望ましい。即ち、重曹とクエン酸の添加重量比率が、重曹:クエン酸=3以上:1となるように、重曹マスターバッチと、クエン酸マスターバッチと、を原料樹脂に配合することが望ましい。
【0012】
発泡剤の添加量(重曹の重量とクエン酸の重量との和)は、基材となる樹脂やブロー成形温度、所望の見掛け密度によっても異なるが0.2〜3.0wt%の範囲内で添加するのが望ましく、0.8〜1.2wt%の範囲内であるのがより好ましい。
【0013】
原料樹脂は、200℃におけるメルトテンション(MT)が7gf以上かつ200℃におけるMTとメルトフローレイト(MFR)の積が15g2/10min以上有することが好ましい。MTが7gfより小さい樹脂は、溶融樹脂表面から気泡の破裂(破泡)が発生し、パリソンを十分に発泡させることが困難である。又、MTとMFRの積が小さい樹脂は、流動性の悪さが発泡性に悪影響を及ぼす傾向がある他、型内で賦形する際、形状を転写することが困難になる虞がある。
【0014】
原料樹脂は、単独で用いるのみならず、2種類以上を混合して用いても良い。例えば、主原料の特性が損なわれない範囲で、ポリプロピレン系樹脂、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン等のエチレン系樹脂、ブテン系樹脂、スチレン系樹脂等の他の樹脂成分を必要に応じて混合しても良い。
【0015】
尚、必要に応じて気泡調整剤を用いて気泡径を調整することができる。代表的なものとしては、タルク、シリカ、ゼオライト、モレキュラーシーブ、酸化亜鉛、炭酸カルシウム等の無機系気泡調整剤がある。これらの無機系気泡調整剤は気泡生成時の核となり、気泡をより微細にすることができる。その他の気泡調整剤としては発泡助剤として使用する有機酸の有機酸塩を気泡調整剤として用いる方法がある。これらは緩衝作用により、酸・塩基反応を穏やかにし、気泡の過度の成長を抑えることができる。
【0016】
(MTの測定方法)
原料樹脂のMTは、例えば、株式会社東洋精機製作所製のメルトテンションテスターII型等によって測定することができる。具体的にはオリフィス径2.095mm、長さ8mmのオリフィスを有するメルトテンションテスターを用い、上記オリフィスから樹脂温度200℃、押出のピストン速度10mm/minの条件で樹脂を紐状に押出して、この紐状物を直径45mmの張力検出用プーリーに掛けたあと、直径50mmの巻取りローラーで巻取り速度4 rpmで巻き取る。
【0017】
MTを求めるには、ピストン内に原料を入れ、ピストン内の温度が200±0.2℃になったあと予備荷重をかけ、4分間保持する(このとき考えられる原料の種類としては、バージン原料樹脂、予め溶融混練を行なった樹脂の細断物、成形体から切り出し細断した樹脂の3種類が考えられる)。予備荷重はMFRによって異なり、表1の通りである。その後、巻取り速度5rpmにおいて、巻取りを行い、張力検出用プーリーと連結する検出機により検出される紐状物のMTを経時的に測定し、縦軸にMT(gf)を、横軸に時間(秒)を取り、チャートに示すと図2のように振幅をもったグラフが得られる。図2においてMTは、振幅の安定した部分の振幅の中央値(X)をとる。尚、希に発生する特異的な振幅は無視するものとする。
【0018】
【表1】
【0019】
(MFRの測定方法)
MFRはJIS K7210に記載されている200℃、荷重2.16kgfで測定した値を採用するものとする。
【0020】
(見掛け密度の測定方法)
発泡成形体の見掛け密度は、発泡成形体の一部を切り出したものを試験片とし、この試験片の重量(g)を該試験片の体積(cm3)で割って求める。
尚、発泡成形体がブロー成形品の場合は、試験片としてはブロー圧が作用している面を使用する(コンプレッション部は使用しない)。
【実施例】
【0021】
(発泡剤マスターバッチ/発泡助剤マスターバッチの作製)
発泡剤MBは、低密度ポリエチレン(融点106℃、MFR 14g/10min)に重曹(平均粒子径50〜200μm程度のもの)をドライブレンドし、二軸押出機にて混練したものとした。尚、重曹は、発泡剤MB全体の40wt%を占めるように混合した。
発泡助剤MBは、低密度ポリエチレン(融点106℃、MFR 14g/10min)にクエン酸(平均粒子径50〜100μm程度のもの)をドライブレンドし、二軸押出機にて混練したものとした。尚、クエン酸は、発泡剤MB全体の40wt%を占めるように混合した。
重量比が、発泡剤MB:発泡助剤MB=6:1となるように、発泡剤MBと発泡助剤MBとをドライブレンドしたものを化学発泡剤として使用した。
【0022】
(ブロー成形体の作製1)
表2に示す配合の基材樹脂100重量部に対して化学発泡剤を3重量部添加したものをシリンダ径75mm押出機に供給し、アキュームレ−ターヘッドを介して発泡パリソンを形成した。アキュームレ−ターで溶融樹脂を溜める際は、アキュームレ−ター内で溶融樹脂が発泡しない程度に加圧することが望ましい。次いで、得られた発泡パリソンを金型で挟み、吹き込み針にて金型内に0.05MPaの圧縮空気を送り込み、ダクト形状の中空発泡成形体を賦形した。中空発泡成形体の印字部やブロー比が高くなる部分はスリットベント等の真空ベントを設けることが好ましい。成形体は肉厚1.5〜2.0mmとなるように重量調整を行なった。
【0023】
ここで、中空発泡成形体の肉厚は、以下のように算出する。
中空発泡成形体の表面積S(cm2)及び重量W(g)を測定し、前記見掛け密度より下記(1)式より算出する。
中空発泡成形体の厚み(mm)=W/(S×ρ×10)・・・・(1)式
W:中空発泡成形体の重量(g)
S:中空発泡成形体の表面積(cm2)
ρ:中空発泡成形体の見掛け密度(g/cm3)
【0024】
表2に見掛け密度と外観の評価結果を示す。尚、表2の2MB方式とは、発泡剤MBと発泡助剤MBをそれぞれ別個のMBにして使用した方式であり、1MB方式とは発泡剤と発泡助剤が同一のMBを使用した方式である。また、基材樹脂の原料として用いた樹脂は以下の通りである。
PP1:プロピレン単独重合体(ボレアリス社製、商品名:Daploy WB130)、MT=40cN(190℃)、MFR=2.1g/10min(230℃)、密度=900kg/m3。
PP2:結晶性エチレン−プロピレンブロック共重合体(日本ポリプロ株式会社製、商品名:ニューフォーマー FB3312)、MT=7cN(190℃)、MFR=3g/10min(230℃)、密度=900kg/m3。
LLDPE:メタロセン系触媒により重合された直鎖状超低密度ポリエチレンであるエチレン−ヘキセン−1共重合体(住友化学株式会社製、エクセレン CX2001)、MFR=2g/10min(230℃)、密度=898kg/m3。
LDPE:低密度ポリエチレン(住友化学株式会社製、スミカセン F108)、MFR=0.42g/10min(230℃)、密度=920kg/m3。
【0025】
【表2】
【0026】
実施例1は、2MB方式であるため、1MB方式の比較例1に比べて、見掛け密度が小さく(発泡倍率が高く)なっている。
また、実施例1は、200℃におけるメルトテンション(MT)が7gf以上で、200℃におけるメルトフローレイト(MFR)とMTの積が15g2/10min以上であるため、実施例2、実施例3、実施例4に比べて見掛け密度が小さく成形できている。また、外観も、実施例2、実施例3に比べて優れている。
実施例2はMT、MT×MFRともに低すぎた為に、実施例1に比べ見掛け密度は大きくなり、又、成形品表面も劣る結果となった。
実施例3はMTが低すぎたことによる破泡が見られ、実施例1に比べ見掛け密度は大きくなった。また、表面が破泡した状態で固化した為に表面が鮫肌状になり、外観も劣る結果となった。
実施例4はMTが高かった為に、破泡は見られなかったが、MT×MFRが低かったことにより、溶融樹脂の流動性が見掛け密度にも悪影響を及ぼす結果となった。又、金型の転写性が実施例1、実施例3よりも若干劣っていた。
比較例1は重曹とクエン酸の酸塩基相互作用が発泡に悪影響を及ぼし、十分な見掛け密度を得ることができなかった。
【0027】
(ブロー成形体の作製2)
原料系樹脂は表3に示すものとし、原料樹脂100重量部に対して化学発泡剤を1〜3重量部添加したものを、上述した(ブロー成形体の作製1)と同様の方法でダクト形状の中空発泡成形体を作製した。尚、表2の2MB方式とは、発泡剤MBと発泡助剤MBをそれぞれ別個のMBにして使用した方式であり、1MB方式とは発泡剤と発泡助剤が同一のMBを使用した方式である。また、基材樹脂の原料として用いた樹脂は、上述したPP1、PP2の他、以下の通りである。
PE:エチレン重合体(東ソー株式会社製、08S55A)、MT=4.19cN、MFR=4g/10min(230℃)、密度=952kg/cm3。
【0028】
【表3】
【0029】
実施例5〜8と比較例2〜5を比較すると、発泡剤の添加量が違ういずれの場合においても2MB方式である実施例2〜5の方が、見掛け密度が下がり易いことがわかった。
【0030】
以上、本発明の実施形態及び実施例について説明したが、上記実施形態及び実施例のみに本発明の範囲を限定するものではなく、本発明の要旨を逸脱しない範囲において種々の変更を施した形態での実施が可能である。
【特許請求の範囲】
【請求項1】
重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、前記押出機から押し出して発泡成形体を成形することを特徴とする発泡成形体の製造方法。
【請求項2】
前記原料樹脂は、200℃におけるメルトテンション(MT)が7gf以上で、200℃におけるメルトフローレイト(MFR)とMTの積が15 g2/10min以上であることを特徴とする請求項1に記載の発泡成形体の製造方法。
【請求項1】
重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、前記押出機から押し出して発泡成形体を成形することを特徴とする発泡成形体の製造方法。
【請求項2】
前記原料樹脂は、200℃におけるメルトテンション(MT)が7gf以上で、200℃におけるメルトフローレイト(MFR)とMTの積が15 g2/10min以上であることを特徴とする請求項1に記載の発泡成形体の製造方法。
【図1】

【図2】

【図2】
【公開番号】特開2012−67256(P2012−67256A)
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願番号】特願2010−215531(P2010−215531)
【出願日】平成22年9月27日(2010.9.27)
【出願人】(000104674)キョーラク株式会社 (292)
【Fターム(参考)】
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願日】平成22年9月27日(2010.9.27)
【出願人】(000104674)キョーラク株式会社 (292)
【Fターム(参考)】
[ Back to top ]