
発泡成形品補強材用不織布及び発泡成形品
【課題】家具あるいは車輌用座席等に使用される発泡成形品の補強材用不織布及び発泡成形品に関する。さらに詳しくは、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なく、軽量な発泡成形品の補強材用不織布及びそれを用いた発泡成形品を提供する。
【解決手段】密度が30〜50kg/m3である発泡ウレタン成型品の補強材として用いられる、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50である不織布。
【解決手段】密度が30〜50kg/m3である発泡ウレタン成型品の補強材として用いられる、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50である不織布。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、家具あるいは車輌用座席等に使用される発泡成形品の補強材用不織布及び発泡成形品に関する。さらに詳しくは、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なく、軽量な発泡成形品の補強材用不織布及びそれを用いた発泡成形品に関する。
【背景技術】
【0002】
近年、ベッド、座席等のシートやアームレストなどのクッション材や衝撃緩衝材などとして、軟質発泡ウレタン成形体が広く用いられており、一般的に、発泡ウレタン成形体の成形時に補強材(Backing clothなどとも呼ばれる)が一体化されたものが用いられている。かかる補強材は、発泡ウレタン成形体と金属スプリングなどの支持体の間に位置して、支持体のクッション作用を均等に分散すると共に、支持体から受ける摩擦から発泡ウレタン成形体を保護するという役割を担うものである。そして、消費者が求める品質が高度になるにつれ、座席等の使用時に、補強材に滲み出したウレタンと金属スプリングなどとの摩擦により発する擦過音を解消する要望が高まり、これに応える補強材として、嵩高層と緻密層とを有し、緻密層でウレタンの滲み出しを防止する補強材が提案されている(例えば、特許文献1〜5参照)。
しかしながら、かかる補強材は、発泡ウレタン成形時の成形性が乏しいため、近年強く求められるに至っている意匠性が高く深絞り形状の発泡ウレタンを成形体に用いた場合、皺の発生や破れ等の欠陥が生じ、ここからウレタンの滲み出しにより、金属スプリングとの摩擦で擦過音の増大や破損が生じるという問題点を有している。
【0003】
最近、発泡ウレタンの発泡倍率アップ(ウレタン発泡体の密度低下)による軽量化がすすんでおり、特に自動車用途では、軽量化による燃費改善などを目的にして、ウレタンの発泡倍率が高くなってきている。発泡倍率が高くなると、クッション材などとして用いる際に、繰り返し荷重によりヘタリを生じやすくなり、その防止のために補強材の果たす役割がより重要になってきている。
【0004】
そこで、ウレタンの滲み出しを防止する緻密層の65℃及び100℃での5%伸長応力を低く抑えて凹凸が大きい発泡ウレタン成形にも使用し得る補強材として特許文献6が提案されている。
しかしながら、かかる補強材は低目付の緻密層と基材層を積層交絡処理する方法では、発泡剤の滲み出しは防止できるが、伸度が低く、大きな伸びに対応し難いため、成型時の型添い性が悪くなる問題点を有していた。更に、それぞれの層を作成後積層交絡処理するため、工程が煩雑化してコストアップになる問題がある。また、特許文献6には、単層のPBTスパンボンド不織布をカレンダー加工後ニードルパンチする方法も提案されているが、カレンダー加工により付与された剛直性(カレンダー加工により受けた熱履歴により結晶化が促進されたことが原因と考えられる)がニードルパンチ処理では柔軟化し難く、深絞り形状での型添い性がより劣る問題がある。
【0005】
最近、自動車用座席にウレタン製クッションを用いる場合に、シート内部に各種センサーや温風などを用いた温度制御装置、エアーバッグなどを組み込まれる場合が増えてきており、発泡体自身やその補強材に穴があいているケースが増えてきた。
しかしながら、従来の補強材を用いると、発泡時にこの穴の部分を通って、外層側にウレタンの滲み出しが出ることが多くなり、異音発生などの原因となるために問題となってきている。
【0006】
また、打抜き性改良方法として、カーボンブラック含有繊維からなる不織布と非含有不織布を積層交絡接合する方法が、特許文献7で提案されている。しかし、かかる方法は、打抜き性とハンドリング性は大幅に改善されたが、複雑で凹凸が大きい深絞り形状の発泡ウレタン成形において、成形型への追従性が不充分となり、欠肉や皺の発生を充分防止することができない問題が残っている。また、2層のそれぞれの層を作成後積層交絡処理するため、工程が煩雑化してコストアップになる問題がある。
【0007】
高目付単層不織布の片面を熱圧着する方法が特許文献8で提案されている。
かかる方法では、加工工程の煩雑さは改善されるものの、片面が熱圧着されて剛直化しているので、複雑で凹凸が大きい深絞り形状の発泡ウレタン成形において、成形型への追従性が不充分となり、欠肉や皺の発生を充分防止することができない問題が残っている。
【0008】
中配向度繊維からなる単層スパンボンド不織布を仮エンボス加工後ニードルパンチして、収縮処理により緻密化する方法で、低通気度の成型加工用不織布を得る方法が特許文献9で提案されている。
かかる方法では、収縮熱処理により緻密化されて、0〜35cc/cm3/秒の低通気度なものしか得られないため、複雑な深絞り形状の成型では、型添い性が劣り、仕上がり形状が悪くなる問題がある。又、工程が煩雑でコスト面で好ましくない。
【0009】
中配向度繊維からなる単層スパンボンド不織布を仮エンボス加工後ニードルパンチして、次いで更に片面熱エンボス加工して、次いで、収縮処理により緻密化し、収縮により形成したループをバフィング処理により起毛加工する方法で、熱成型加工用不織布を得る方法が特許文献10で提案されている。
かかる方法は、圧着部が不織布の厚み方向全体に及び、厚み断面方向に2層構造化されていないので、起毛ループ部分からウレタンの滲み出しが発生し易くなり、発泡成形用には適さない問題がある。
【0010】
面ファスナー雌材として、片面にループ形成後、熱圧着し、接着剤でループを固定する方法が特許文献11に提案されている。
しかしながら、ファスナー材としては有用であるが、発泡成型品用補強材としては、型添い性が劣り仕上がり形状が悪くなり、発泡成形用には適さない場合がある。
【0011】
低モジュラス素材として捲縮ポリプロピレン繊維不織布にエンボス加工のみ付与した発泡成形用補強材が特許文献12に提案されている。
しかしながら、この方法は、捲縮発現したバルキーな嵩高層にエンボス加工で部分的に圧着部を形成する方法で、かかる方法は、圧着部が不織布の厚み方向全体に及び、厚み断面方向に2層構造化されていないので、非エンボス部分から、特許文献10よりも滲み出しは改良されているものの、低目付ではウレタンの滲み出しが発生し易くなり、発泡成形用には問題がある。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】実公昭62−26193号公報
【特許文献2】特開平2−258332号公報
【特許文献3】特許2990207号公報
【特許文献4】特許2990208号公報
【特許文献5】特許3048435号公報
【特許文献6】特許3883008号公報
【特許文献7】特開2007−331259号公報
【特許文献8】特許2611422号公報
【特許文献9】特許2514193号公報
【特許文献10】特公平07−30501号公報
【特許文献11】特開2000−265354号公報
【特許文献12】特開2009−167570号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は従来技術を背景になされたもので、家具あるいは車輌用座席等に使用される軽量な発泡成形品の補強材用不織布及び発泡成形品に関し、特に、補強材面に配線や補助部材取り付けなどを目的に穴を開けても、穴の開口部近辺の発泡成分の漏れが少ない発泡成形品の補強材用不織布及びそれを用いた発泡成形品を提供することを課題とする。
【課題を解決するための手段】
【0014】
本発明者らは上記課題を解決するため、鋭意研究した結果、低目付であっても、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50となるように補強材用不織布を調整することで、コールド発泡時の複雑で凹凸が大きい深絞り形状にも追従性が優れ、発泡剤の滲み出しもなく、仕上がり形状も良好な発泡成形体が得られ、得られた仕上がり形状が良好な発泡成形体は、発泡層と強固に接合した補強層を形成して、補強耐久性に優れた発泡成形体が得られることを知見した。また、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なくなることを見い出し、本発明の完成に到達した。
【0015】
即ち、本発明は、以下の通りである。
1.密度が30〜50kg/m3である発泡ウレタン成型品の補強材として用いられる、7g/cm2荷重と20g/cm2荷重での厚さの比が1.04〜1.50である不織布。
2.目付が40〜120g/m2、フラジール通気度が50〜350cc/cm2/秒である上記1に記載の不織布。
2.主に繊度が1.5〜6.7dtexのポリエステル長繊維で構成されており、片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成しており、該緻密表面層に突出繊維構造を形成している上記1または2に記載の不織布。
4.上記1〜3のいずれかに記載の不織布を補強材として用いた発泡成形品。
【発明の効果】
【0016】
本発明の発泡成形品の補強材用不織布は、低目付でも、滲みだし防止性、設置取扱性、加工性、及び成型品の品質にも優れる。即ち、補強材用不織布が硬過ぎず、柔らかすぎず、成型枠への取付けは良好で、コールド発泡に代表される低温発泡における深絞り成形においても追随性が良好で適度の通気性を有するので、成形時にシワの発生、欠肉や樹脂抜けの発生を防止でき、補強材が発泡体と強固に接合した成型品となり、擦過、屈曲、屈折音を抑制し、保形耐久性、耐摩耗性にも優れた軽量なコールド発泡成型品を製造できる、低温コールド発泡に適した発泡成形品の補強材用不織布を提供できる。
特に、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なく、軽量な発泡成形品の補強材用不織布及びそれを用いた発泡成形品の提供が可能となる。
【図面の簡単な説明】
【0017】
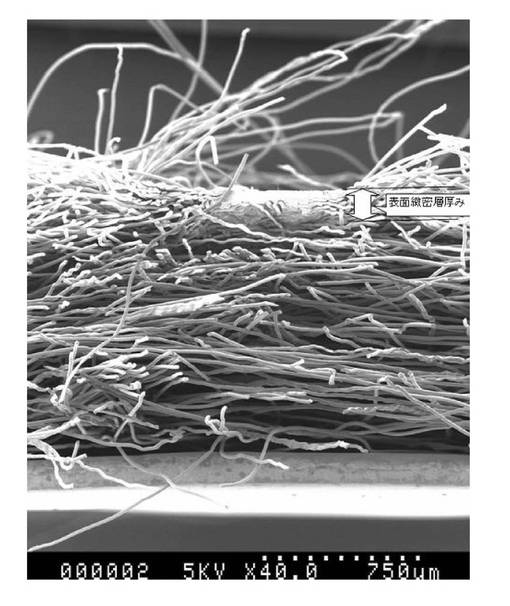
【図1】本発明発泡体成型品の補強材用不織布の断面写真上での凹状圧着緻密層厚み概念図である。
【発明を実施するための形態】
【0018】
本発明の対象とされる発泡ウレタンは、平均密度(重量を見かけ容積で割った値)は、30〜50kg/m3である。より好ましくは40〜50kg/m3である。発泡ウレタンの平均密度が30kg/m3より小さいと本発明の補強材でも十分な補強効果を得ることが難しくなる。一方、50kg/m3を超えると重量が重くなりすぎたり、風合いが固すぎたりするなどして好ましくない。また、本発明は発泡成形品において補強材面に配線や補助部材取り付けなどを目的に穴を開いている場合において特に有用である。
【0019】
本発明の発泡成形品の補強材用不織布の主たる原料は、ポリエステル繊維であることが好ましい。
本発明では、素材は特には限定されるものではないが、ポリエステルやポリオレフィンなどの価格が安価な汎用熱可塑性樹脂を使用することが推奨される。
本発明でのポリエステルとしては、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)、ポリシクロヘキサンジメチルテレフタレート(PCHT)、ポリトリメチオレンテレフタレート(PTT)、ポリ乳酸(PLA)などのホモポリエステル及びそれらの共重合ポリエステルなどが例示できる。また、ポリプロピレンやポリエチレンなどのポリオレフィン系材料なども使用可能である。
なお、本発明では、特性を低下させない範囲で、必要に応じて、抗酸化剤、耐光剤、着色剤、抗菌剤、難燃剤、親水化剤などの改質剤を添加できる。
【0020】
本発明での好ましく用いられるポリエステルとしては、融点が190℃以上のポリエステルを言い、ガラス転移点温度が80℃以下のポリエステルが好ましく、ガラス転移点温度が70℃以下のポリエステルがより好ましい。好ましいポリエステルとしては、たとえば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチオレンテレフタレート(PTT)、ポリ乳酸(PLA)及びそれらの共重合物や混合物などが例示できる。本発明での最も好ましいポリエステルとしては、不織布構造体表面に圧着緻密化された凹状ドット構造を形成し易いポリエチレンテレフタレート(PET)及びそれらの共重合ポリエステルが挙げられる。本発明では、特性を低下させない範囲で、必要に応じて、抗酸化剤、耐光剤、着色剤、抗菌剤、難燃剤などの改質剤を添加できる。
また、原料が生物由来のエチレングリコールを成分として用いられるPETを用いても物性面で問題がないことも確認した。
【0021】
本発明の不織布は、低目付でも力学特性を保持するため、連続長繊維不織布で構成されることが好ましい形態のひとつである。連続長繊維不織布では、力学特性が良好で、成型時の金型追随変形で均一に変形させられるので破れを生じず、綺麗な仕上がり成型品を得るためにも必要である。短繊維不織布では、嵩高性に優れるが繊維の連続性が無いため、低目付では力学特性が劣り、成型時の金型追随変形で追随斑による変形破れを生じやすい。
【0022】
本発明の不織布は、単層でも2層以上が積層された構造であっても良い。単層を用いることで、単層のみの加工ですみ、2層構造形成による積層加工工程を省略できるコストダウン効果があり、積層構造品より安価に発泡成形品用補強材を提供できる。また、連続長繊維からなる単層のため、2層構造化した場合は、全体としては嵩高な低目付不織布であっても、緻密表面層が力学特性保持に寄与して、優れた力学性能を発現できる。多層積層構造では、コストアップになる。
【0023】
本発明の不織布は、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50であることが必要である。より好ましくは、1.10〜1.40である。
ウレタン発泡時において、補強材用不織布は予めモールド型の内部に、ピンやマグネット、両面テープなどを用いて予めセットされてから、型を閉じてのち原料供給ゲートから混合液よりなる発泡ウレタン原料が供給される。この際のウレタン発泡圧力により補強材用不織布が型面に押し付けられることにより厚みが小さくなり、穴面から型と補強材用不織布界面にウレタンが漏れ出して、成型後のクッション表面側にウレタン漏れ層が暴露されることを防ぐことが可能になると考えられる。
【0024】
厚さの比が、1.04より小さいと補強材と金属スプリングなどの支持体との間でのスペーサーとしての効果が不十分となりあまり好ましくない。特に、補強材用不織布に穴が空いている場合は、変形量が小さいために穴開口部からのウレタンの滲みだし量が増えて問題となる場合が多い。補強材用不織布自身が最初から全体的に緻密化されている場合は、この厚みの比が小さくなり、滲みだしの問題を防止することが可能と考えられるが、この場合は補強材用不織布が硬すぎて成型時の皺の発生するなどの別の問題が発生することが多い。
【0025】
一方、厚みの比が1.50より大きくなると補強層の間でせん断剥離などの問題が出たり、毛羽立ちが多くなるために、複数の補強用不織布が重なっているなかから1枚の不織布を取り出す際の作業性に問題がある場合が多い。
【0026】
7gf/cm2荷重と20gf/cm2荷重での厚さの比をコントロールする方法は、素材の選定や繊維特性(繊維径、分子配向、結晶化度、繊維強伸度など)や不織布内での繊維配列をコントロールすること、あるいは不織布をニードルパンチ加工や熱接着加工する場合には、加工条件をコントロールすることで制御可能である。
例えば、ニードルパンチ加工においては、一般的には、突き刺し密度をある程度まで高くしたり、突き刺し深さを大きくとったりすることで厚さの比を大きくすることが可能であるが、適切な条件を超えると別の問題が発生する場合が多くなるので注意が必要である。
また、熱接着処理を行なう場合は、加工温度を低く設定したり、エンボス押さえ面積を小さくしたり、エンボス凸部深さを深くしたり、加工圧力を下げたり、加工速度をあげることにより厚みの比を大きくすることができるケースが多いと考えられる。これらの条件設定は、関連するパラメータの複合要因により支配されるため、当該者の経験を元に適切な条件を決定することが必要となる。
【0027】
本発明の不織布の好ましい目付は、40〜120g/m2である。より好ましい目付は、45〜100g/m2、さらに好ましくは50〜90g/m2である。目付が45g/m2未満では、嵩高層の厚みが薄くなり、発泡成形時の発泡剤の滲み出しを防止する機能と、成型品としたときの擦過、屈曲、屈折音を抑制し、保形耐久性、耐摩耗性を付与する機能を同時に満足することが困難になる場合がある。目付が120g/m2を越えると、軽量化が阻害されることがある。
【0028】
本発明の不織布の通気度は、50〜350cc/cm2/秒が好ましい。通気度が50cc/cm2/秒未満では、発泡成形時の膨張空気抜けが不均一となり、欠肉、樹脂抜けの発生を生じる場合があり、350cc/cm2/秒を越える場合は、発泡剤の漏れによる滲み出しを生じる場合がある。より好ましい通気度は、100〜280cc/cm2/秒、さらに好ましくは、150〜260cc/cm2/秒である。
【0029】
本発明の不織布の軽量化を行うためには、単層からなる不織布とすることが、軽量化をすすめる上で、好ましい形態のひとつである。以下にその詳細を説明する。
本発明の不織布の好ましい形態は、不織布片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成し、該緻密表面層に突出繊維構造を形成した、見掛け密度0.06〜0.15g/cm3の不織布である。
なお、本発明では、緻密表面層(突出繊維構造を含む)以外の不織布層で、繊維が圧着されていない、又は圧着が不充分な、バルキーな構造を形成している部分を以下「嵩高層」と言う。
【0030】
嵩高層は、金属スプリング材などと接触する面(バネ受け面)に設置され、クッション層として、バネ材との擦過、屈曲、屈折音などの制音機能と成型品の耐磨耗性を付与するために必要である。嵩高層が形成されていない場合、バネ材との擦過、屈曲、屈折音などの制音機能が低下し、又、剛直性の増加により、金型追随性が阻害されて成型仕上がり性が不良になり好ましくない。
【0031】
更に、嵩高層の片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成している。圧着緻密化された凹状ドット構造の緻密表面層は、発泡ウレタンの滲み出しの遮断層として機能する。表面層が緻密化されていない場合は、発泡ウレタン樹脂を遮断できないため、滲み出しを生じて好ましくない。また、凹状ドット構造とすることで、凹状ドット部が連続長繊維を強固に固定できる接合点として働き、他の表面は、表面のみフラット化されていて遮断層効果は有するものの、構造固定効果が少なく、発泡成形による変形に、容易に追随できる機能が付与されている。連続圧着緻密化表面では、変形追随性が劣るので好ましくない。
【0032】
本発明における好ましい圧着緻密化した凹状ドット構造の圧着面積率は、8〜30%である。8%未満では、力学特性保持が満足できない場合があり、30%を越えると変形しにくくなり金型追随性が劣る場合がある。より好ましい圧着面積率は、10〜20%であり、さらに好ましくは、12〜18%である。
【0033】
個々の圧着緻密化した凹状ドットの圧着面積は、0.5〜5mm2である。0.5mm2未満では、長繊維の固定効果が低下して構造保持性が低下する場合がある。他方、5mm2を越えると硬くなり金型追随性が低下する場合がある。より好ましい凹状ドットの圧着面積は、0.8〜2.5mm2であり、さらに好ましくは、1〜2mm2である。
【0034】
好ましい圧着凹部の厚みは、50〜500μmである。圧着部厚みが50μm未満では、変形による構造崩れを生じる場合があり、500μmを越えると柔軟性が低下して、金型追随性が悪くなる場合がある。より好ましい圧着部厚みは、100〜300μmであり、さらに好ましくは、150〜250μmである。
【0035】
嵩高層を含めた不織布全厚みに占める好ましい圧着凹部の厚み比率は、5〜50%である。厚み比率が5%未満では、深絞りによる大変形を生じた場合、低目付のため、構造が部分破壊される場合がある。50%を越える場合、金型追随性が低下する場合がある。50%を越えると嵩高層の厚みが不足して制音機能が低下する場合もある。より好ましい圧着凹部の厚み比率は8〜30%であり、さらに好ましくは、10〜20%である。
【0036】
ポリエステルからなる長繊維で構成された単層からなる不織布が用いられる場合において、嵩高層の片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成しており、該緻密表面層に突出繊維構造を形成している不織布であることが好ましい。
なお、本発明における突出繊維構造とは、交絡処理により突き出された繊維がループや切断繊維として不織布面から複数本の繊維が突き出された形態を総称して突出繊維構造という。
本発明では、発泡剤との境界面側に緻密表面層側を用いて成型し、突出繊維構造が発泡ウレタン層に埋設固化され、アンカー効果を発揮して、補強材と発泡ウレタン層間の強固な接合を可能としている。緻密表面層側に突出繊維構造を形成していない場合、発泡ウレタン層へのアンカー効果が不充分となり、磨耗や変形に対する接合強度の低下による補強材層が発泡層と剥離を生じて、擦過、屈曲、屈折音などの制音機能や補強効果が低下して、耐久性が劣る発泡成形品となるので、好ましくない。
【0037】
本発明の不織布では、発泡体と接する緻密表面層側に突出繊維構造を形成していれば特には限定されないが、好ましくは、嵩高層側から緻密表面層側への交絡処理することで、緻密表面層側に突出繊維構造を形成させ、同時に緻密表面層側を多孔化させて通気度を調整することにより発泡時のガス抜け量をコントロールして発泡剤の充填性を向上させると共に、嵩高層側を柔軟化して、成型加工時の金型追随性も向上できるので、より好ましい実施形態である。
【0038】
突出繊維構造形成と多孔構造化して不織布層を柔軟化する絡合方法としては公知の水流交絡法、ニードルパンチ交絡法などが適用できる。本発明における、より好ましい交絡多孔柔軟化及び突出繊維構造形成方法としては、ニードルパンチによる交絡柔軟化及び突出繊維構造形成が推奨される。
【0039】
本発明の不織布における好ましい突出繊維構造の突出個数密度は、30〜100個/cm2である。30個/cm2未満では、交絡処理効果による柔軟化効果とアンカー効果が不充分になる場合があり、100個/cm2を越える場合、緻密表面層が柔軟化して、発泡剤遮蔽層効果が低下する場合がある。なお、本発明における突出繊維構造の突出個数とは、1回の交絡処理により生じた1孔から複数本の繊維が突出した形態を1個として数える。より好ましい突出繊維構造の突出個数密度は、不織布が長繊維不織布だけで構成される場合は、40〜80個/cm2が好ましく、より好ましくは45〜70個/cm2である。不織布が短繊維不織布だけで構成さらたり、あるいは長繊維不織布と短繊維で複合構成される場合は、70〜160個/cm2が好ましく、より好ましくは85〜140個/cm2である。
【0040】
本発明における突出繊維構造で形成された好ましいループ高さは、1〜10mmである。ループ高さが1mm未満ではアンカー効果が不足する場合があり、10mmを越える場合は、引っ掛かりによる型枠へのセット時作業性に問題が出る場合がある。より好ましいループ高さは1.5〜7mmであり、さらに好ましいループ高さは2〜5mmである。
【0041】
本発明における突出繊維構造で形成された好ましい切断繊維高さは、1〜50mmである。切断繊維高さが1mm未満では、アンカー効果が不足する場合があり、50mmを越える場合は、引っ掛かりによる型枠へのセット時作業性に問題が出る場合がある。より好ましい切断繊維高さは2〜30mmであり、さらに好ましい切断繊維高さは2〜10mmである。
【0042】
本発明におけるニードルパンチによる積層交絡処理において、上述の好ましい突出繊維構造を形成するには、ニードルパンチの突き刺し密度(針密度)が40〜80本/cm2が好ましい。また、ニードルパンチの突出繊維構造形成効果は、針深度に依存しており、必要な突出繊維長を形成できる条件で、できるだけ浅くするのが好ましい。針深度が深いと開口径が大きくなり発泡剤の滲み出しを生じる場合があり好ましくない。例えば、突出繊維ループ長を3〜10mmとするには、針深度は9〜12mmに設定するのが好ましい。
【0043】
本発明の不織布を構成する繊維の繊度は、長短いずれの不織布であっても繊度が1.5〜6.7dtexであることが好ましい。繊度が1.5dtex未満では、耐摩耗性が劣るので耐久性が不充分になったり、荷重を変えた際の厚み比を大きくすることが難しくなったりする。一方、6.7dtexを越えると、繊維構成本数が少なくなり、不織布構造の緻密度が低下して通気性が高くなり過ぎ成型性に問題が出る場合があり、また、バネ材のクッション層機能が不充分になる場合があり好ましくない。
本発明における連続長繊維の好ましい繊度は1.6〜4.4dtexであり、より好ましくは1.6〜3.5dtexである。短繊維不織布の場合は、異なる繊維径の繊維を複合することができるが、その場合はメジアンに相当する中間値で判断すればよい。
【0044】
本発明の不織布に用いられる繊維がポリエステル系長繊維である場合には、ポリエチレンテレフタレートあるいはポリブチレンテレフタレート及びそれらいずれかの共重合体の場合、本発明では、不織布の力学特性を満足するため、繊維の配向度として複屈折率(Δn)が少なくとも0.04〜0.15に設定するのが好ましい。Δnが0.04未満では、配向結晶化が不充分で、強伸度特性が劣り、収縮率も高くなるので、不織布特性の安定性も不良となり成型性が劣るので好ましくない。収縮抑制手法として、熱セット処理も可能であるが、コストアップになり、かつ通気度が低下するので、本発明では採用しない。Δnが0.15を越える超高速紡糸域で製糸された繊維は、ボイドが発生して、強伸度特性が低下して脆くなるので、不織布の力学特性が劣り好ましくない。より好ましいΔnは、0.045〜1.10であり、さらに好ましくは、0.05〜0.10である。繊維のΔnが0.05〜0.10となるのは、最も生産性が良好で力学特性も満足できる紡糸速度が3500m/分〜6500m/分の領域のものである。
【0045】
本発明の不織布の65℃雰囲気での破断伸度(DE65℃)は50〜120%が好ましく、65℃雰囲気での目付当りの5%伸張応力(σ65)は0.05〜0.35{(N/5cm)/(g/m2)}が好ましい。
65℃雰囲気での破断伸度(DE65℃)が50%未満では、深絞り金型などの部分的に屈曲伸張が必要な金型成型での変形追随性が不充分になり、仕上がり形状が不良になったり、破れを生じたりする場合があり好ましくない。120%を越える場合、深絞り成型では、部分的な伸び過ぎによる皺や弛みを生じる場合があり、好ましくない。より好ましい65℃雰囲気での破断伸度(DE65℃)は、70〜100%である。
なお、本発明では、縦方向及び横方向共に上記力学特性を満足するのが好ましい。が、好ましい範囲を縦横の一方が外れる場合、縦/横比が0.7〜1.5の範囲であれば、好ましくはないが、成型時の形状追随性は許容される成型体を得ることは可能である。
65℃雰囲気での目付当りの5%伸張応力(σ65)が0.05{(N/5cm)/(g/m2)}未満では、発泡時の変形追随性が不均一になり、皺発生や形状不良を生じやすくなる場合があり好ましくない。0.35{(N/5cm)/(g/m2)}を越えると金型成型時の追随性が悪くなり、成型形状が不良になる場合があり好ましくない。より好ましい目付当りの5%伸張応力(σ65)は、0.08〜0.25{(N/5cm)/(g/m2)}である。
【0046】
本発明の不織布の柔軟性は、45°カンチレバ法で測定した剛軟度として、30mm〜150mmが好ましい。30mm未満では、柔らか過ぎるとハンドリング性に問題を生じ、150mmを越えると硬すぎて成形型へのセット性に問題を生じる場合がある。より好ましい剛軟度は40〜100mmであり、さらに好ましくは50〜80mmである。なお、本発明では、縦及び横方向ともに満足するのが望ましいが、片方向が外れる場合は、縦横の平均値が満足すれば許容範囲と考えても良い。
【0047】
本発明の不織布の室温(22℃)での引裂強さ(シングルタング法)は、18N以上であることが好ましく、より好ましくは20N以上である。引裂強度は、補強材の耐久性に関係しており、高い荷重がかかった場合に補強材層が破壊される限界に関係すると考えられる。
【0048】
本発明の不織布の室温(22℃)での強伸度特性は特には限定されないが、5%伸張応力は20N/5cm以上、破断強度は50N/5cm以上、破断伸度は50%以上120%未満とすることで、良好な取扱性を維持できるので、生産工程での作業性を向上させることになり好ましい。
【0049】
本発明の不織布の熱収縮挙動は特には限定されないが、低温発泡する場合を想定した、65℃雰囲気における乾熱収縮率(SHD65)は、好ましくは0.5〜−0.5%に維持することで、低温発泡成形時の型ズレを生じないので、良好な仕上がり形状が得られ、高温発泡又は、各種高温熱処理工程を通過する場合も想定した乾熱180℃雰囲気での収縮率(SHD180)は、−1〜5%が好ましく、0〜3%がより好ましい。
【0050】
以下に、本発明の製造方法の一例を示す。なお、この開示で、本発明が限定されるものではない。
【0051】
本発明における好ましいポリエステルとしては、最も好ましい、ポリエチレンテレフタレートを用いる製造法について以下に述べる。
固有粘度が0.60〜0.65のポリエチレンテレフタレートを乾燥し、次いで、常法により溶融紡糸機にて紡糸を行う。吐出量は所望の繊度及び必要な配向度(Δn)を得るために、設定牽引速度に応じて設定する。例えば、Δn0.07で2dtexの繊維を得たい場合、紡糸速度を5000m/分、単孔吐出量を1g/分に設定する。
紡糸された吐出糸条はノズル直下〜10cm下で冷却風により冷却されつつ、下方に設置された牽引ジェットにて牽引細化されて固化する。牽引紡糸された長繊維は、下方に設置された吸引ネットコンベア上に振落されて所望の目付40〜140g/m2となるようウエブ化される。連続して、ウエブはバラケないように160〜210℃にて予備圧着されてハンドリング性を確保される。次いで、巻き取られ、又は、連続して、エンボス加工される。
【0052】
本発明では、凹状ドットの圧着緻密層を片表面のみに付与する必要があるので、通常のエンボス加工条件とは異なる条件でエンボス加工する。即ち、凸形状文様のエンボスローラーを用いて、ローラー面は非加熱(好ましくは冷却)にされ、対のフラットローラー側を加熱する必要がある。エンボスローラーも加熱した場合は表面層のみに凹状ドット圧着部を形成することは困難である。
【0053】
本発明では、圧着面積率10〜30%が好ましいので、凸部圧着面の面積が10〜30%に設定したドット状の文様を用いるのが好ましい。本発明では、凹状ドットの形状文様は特には限定されないが、好ましくは、横楕円柄、ダイヤ凸柄や織目凸柄などが例示できる。
【0054】
線圧は加熱温度および速度との兼ね合いも配慮する必要があり、例えば10m/分では、フラットローラー表面温度は180〜240℃が好ましく、線圧は10〜50N/mが好ましい。このような条件でエンボス加工された不織布は、フラットローラー側表面にのみ、凹状ドットの圧着緻密層を形成できる。
【0055】
本発明では、片面にエンボス加工された不織布は、次いで、不織布層を多孔柔軟化しつつ、突出繊維構造を形成するために交絡処理される。交絡処理は、圧着緻密表面層側に突出繊維構造を形成する必要から、エンボスローラー面より交絡処理する必要がある。フラットローラー面側から処理すると、表面緻密層側に突出繊維構造を形成できないので好ましくない。
本発明での好ましい交絡処理法として、ニードルパンチ処理が例示できる。ニードルパンチ条件としては、例えば、本発明での好ましい範囲である突き刺し密度(針密度)49本/cm2、針深度11mmにてニードルパンチ処理を行い、柔軟多孔化しつつ、圧着緻密表面層面に同時に平均突出繊維長約6mmの突出繊維構造を形成できる。
【0056】
かくして得られた本発明の発泡成形品の補強布用不織布は、繊度2.5dtexの連続長繊維から構成された単層片表面に凹状ドットを形成した圧着表面緻密層を形成しており、該表面緻密層側表面に突出繊維構造を形成した、目付80g/m2で、目付当りの65℃雰囲気での縦、横の5%伸張応力が縦0.18N/5cm/g/m2、横0.08N/5cm/g/m2、65℃雰囲気の伸度が縦58%、横82%、通気度が200cc/cm2/秒であった。
【0057】
この不織布を補強材として、所定の形状に切断し、クッション用金型にセットして発泡剤を注入発泡させて、車両用クッションを成型した。成型したクッションは良好な形状に仕上り、発泡剤の滲み出しもなく、バネ受け材との擦過、屈曲、屈折音を抑制し、保形耐久性、耐摩耗性にも優れた発泡成型品であった。
【実施例】
【0058】
以下、実施例及び従来例、比較例によって本発明をさらに具体的に説明するが、本発明はこれらに何ら限定されるものではない。なお、本発明の実施例および比較例で用いた評価方法は下記の方法でおこなった。
【0059】
(1)繊度[dtex]
試料の任意の場所5点を選び、光学顕微鏡を用いて、単繊維径をn=20で測定して、全平均値(D)を求めた。同場所5点の繊維を取り出し、密度勾配管を用いて、繊維の比重をn=5で測定し、全平均値(ρ)を求めた。ついで、平均単繊維断面積と平均比重から1万mの重量に換算して繊度をdtexで示す。
【0060】
(2)目付[g/m2]
JIS L 1906「単位面積当たりの質量」に準拠して測定した。
【0061】
(3)厚さ[mm]
JIS L 1906「厚さ」に準拠し、荷重7gf/cm2および荷重20gf/cm2で測定した。
【0062】
(4)見掛密度[g/cm3]
上記(2)と(3)で測定した目付と厚さ(荷重20gf/cm2)から下記式を用いて算出した。
見掛密度=目付÷(厚さ×1000)
【0063】
(5)複屈折率(Δn)
任意の場所20点を選択して、単繊維を取り出し試料として、ニコン偏光顕微鏡OPTIPHOT−POL型を用いて、繊維径とレターゼーションを読み取り(各試料n=5)20点の平均値としての複屈折率を求めた。
【0064】
(6)不織布の引裂強さおよび強伸度特性
引裂強さは、JIS L 1906 シングルタング法に準拠して測定した。また、本書本文中に用いられている5%伸長応力や伸び率もJIS L 1906「引張強さ及び伸び率」に準じて測定した。
【0065】
(7)通気度(cc/cm2/sec)
JIS L 1096 8.27.1に準じたフラジール通気度測定機によって行った。
【0066】
(8)柔軟性(剛軟度)
JIS L 1096 8.19.1A法に準拠して測定した、嵩高層面及び緻密表面層を上側にして測定した値の平均値で示す。
【0067】
(9)圧着緻密層の形態観察
(9−1)不織布の圧着緻密面を目視観察して、凹状又は凸状を判断する。
(9−2)不織布の圧着面積率
任意の20箇所で30mm角に裁断し、SEMにて50倍の写真を撮る。撮影写真をA3サイズに印刷して圧着単位面積を切り抜き、面積(S0)を求める。次いで圧着単位面積内において圧着部のみを切り抜き圧着部面積(Sp)を求め、圧着面積率(P)を算出する。その圧着面積率P 20点の平均値を求めた。
P=Sp/S0 (n=20)
(9−3)圧着緻密層厚み[mm]
任意の20箇所で圧着緻密層を横切る断面に切断した断面をSEMにて、厚み方向の断面が全て視野に入る倍率(例えば30〜50倍)の断面写真を撮影して、緻密な層を表面緻密層と判断して厚みを測定する(図1参照)。
【0068】
(10)突出繊維構造
不織布のニードルパンチ打ち込み面の反対面に突出した繊維の有無を目視判定で行い、必要に応じ、代表される部分の突出繊維の1cm2当りの突出繊維長をスケールでn=20にて測定し(mm以下は4捨五入)、平均値で示す。
【0069】
(11)発泡評価
クッションパッド金型に所定の形状に切断し、φ30mmの穴を中央部に中心間隔が10cm間隔で3点空けた発泡成形品用補強材を形状に馴染ませるようにセットして、セット状態をセット性として官能評価し、次いで、MDI(ジフェニルメタン・ジ・イソシアネート)系2液ウレタン樹脂にて65℃のコールド発泡を行い、ウレタン密度約46kg/m3の成型品の評価を目視判定で行った。
(11−1)セット性
金型に馴染み易くセット容易:○、馴染み易いがセットし難い:△、馴染み難くセットし難い:×で官能評価した。
(11−2)滲み出し
成型品の補強材面にウレタンの滲み出しがなし:○、滲み出し微小:△、滲み出し明確にあり:×で目視判定した。全面と穴のまわり半径2cm分の2種類の評価を行なった。
(11−3)皺
成型品の補強材面に皺発生なし:○、微小な皺発生:△、皺が発生:×で目視判定した。
(11−4)浮き
成型品の補強材面に浮きが発生なし:○、微小な浮きあり:△、浮きあり:×で目視と触感で判定した。
(11−5)破れ
成型品の補強材面に破れなし:○、破れ直前:△、破れあり:×で目視判定した。
(11−6)剥離
成型品の補強材面と発泡体との境界剥離のし易さを、成型品の補強材端部を1cm剥離して、手で補強材を発泡体から引裂くときに、境界が剥離しない:○、境界剥離に近い剥離を生じる:△、境界で剥離する:×で官能目視判定した。
(11−7)型添い性
成型品の補強材面が金型形状どおりに成型されている:○、わずかに形状が一致しない:△、形状に一致しない部分がある:×で目視評価した。
【0070】
(12)成型品の性能評価
(12−1)制音性
パッドを厚みが半分になるように押さえつけた際の、擦れ音を聞き、音が聞こえない:○、圧縮する瞬間のみわずかに音がする:△、圧縮時および回復時に音がする:×で官能評価した。
(12−2)耐磨耗性
成型品の補強材面側を、発泡体を含めて厚み5mmにスライスした試料を用いて、JIS L 0849に定義される方法により、摩擦試験機II型(学振型)を用いて、補強材面を摩擦面としてセットし、10分間磨耗させて、損傷の程度を目視判定で級別して評価した。損傷なし:5級、微小な損傷:4級、損傷少しあり:3級、損傷中程度:2級、損傷大:1級とした。5級及び4級を○、3級及び2級を△、1級を×とした。
(12−3)保形性
パッドを55cm角10ミリ鉄板上に置き、テンシロン(ボールドウィン社製UCT25T)で、同じ鉄板をロードセルに接合して接触する高さをHcmとすると、半分の高さまで圧縮回復(50%繰返し圧縮)を100回繰返し、補強材面の損傷状態を目視判定して以下の評価をした。○:損傷、剥離なし、△:剥離小、損傷なし、×:剥離あり、損傷あり。
【0071】
[実施例1]
固有粘度0.65のポリエチレンテレフタレート(以下PETと略す)を用い、紡糸温度283℃にて溶融紡糸し、紡糸速度4800m/分にて引取り、ネットコンベア上に振り落して3.3dtexの長繊維からなるウエブを得た。次いで、圧着面積率15%の円文様エンボスローラーを用いて、ローラー温度170℃、線圧30N/m、加工速度20m/分にて加工して、目付40g/m2の不織布Aを得た。同様にして、1.7dtexの不織布Bを得た。不織布Aおよび不織布Bを不織布製造時のネットコンベア側の面が外側になるよう積層してのち、オルガン社製FPD1−40Sのニードルを用いてニードル突き刺し密度(針密度)49本/cm2、針深度12mmでニードルパンチングして積層不織布を得た。荷重を変えた厚み比は1.21であった。
得られた不織布を用いた評価結果を表1に示す。
得られた不織布は、取扱性、滲み出し、皺、浮き、敗れ、剥離せず、型添いも良好な成型性を示し、性能評価でも、制音性、耐磨耗性、保形性とも良好な性能を示すクッション材であった。
【0072】
[実施例2]
固有粘度0.65のPETを用い、紡糸温度283℃にて溶融紡糸し、紡糸速度4800m/分にて引取り、ネットコンベア上に振り落して2.2dtexの長繊維からなるウエブを得た。次いで、圧着面積率10%の楕円文様エンボスローラーを用いて、エンボスローラー温度50℃、対のフラットローラー温度220℃、線圧30N/m、加工速度20m/分にてフラットローラー面側表面をフラットな面処理とエンボス文様を印加加工して、目付60g/m2の不織布を得た。次いで、反エンボス文様付与面より、オルガン社製FPD1−40Sのニードルを用いてニードル突き刺し密度(針密度)49本/cm2、針深度12mmでニードルパンチングし、片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成しており、該緻密表面層に突出繊維構造を形成している不織布を得た。荷重を変えた厚み比1.31であった。
得られた不織布を用いた評価結果を表1に示す。
得られた不織布は、取扱性、滲み出し、皺、浮き、破れ、剥離せず、型添いも良好な成型性を示し、性能評価でも、制音性、耐磨耗性、保形性とも良好な性能を示すクッション材であった。
【0073】
[実施例3]
固有粘度0.60のポリブチレンテレフタレート(以下PBT)を用い、紡糸温度275℃にて溶融紡糸し、紡糸速度3600m/分にて引取り、ネットコンベア上に振り落して2.2dtexの長繊維からなるウエブを得た。次いで、圧着面積率10%の楕円文様エンボスローラーを用いて、ローラー温度150℃、線圧30N/m、加工速度20m/分にてフラットローラー面側表面をフラットな面処理とエンボス文様を印加加工して、目付80g/m2の不織布を得た。次いで、反エンボス文様付与面より、オルガン社製FPD1−40Sのニードルを用いてニードル突き刺し密度(針密度)49本/cm2、針深度10mmでニードルパンチングし、片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成しており、該緻密表面層に突出繊維構造を形成している不織布を得た。荷重を変えた厚み比1.18であった。
得られた不織布を用いた評価結果を表1に示す。
得られた不織布は、取扱性、滲み出し、皺、浮き、破れ、剥離せず、型添いも良好な成型性を示し、性能評価でも、制音性、耐磨耗性、保形性とも良好な性能を示すクッション材であった。
【0074】
[実施例4]
実施例1で用いた不織布Bの上に、クロスレーヤにより40g/m2のサイドバイサイド立体捲縮タイプの短繊維を30%含む4.4dtexの短繊維ウェブを置いてのち、短繊維web面よりニードルパンチ加工によりニードル突き刺し密度(針密度)40本/cm2、針深度8mmでニードルパンチングしてのち、反対面にも、4.4dtexの短繊維ウェブ40g/m2を置いて、その面から再び突き刺し密度(針密度)70本/cm2、針深度12mmでニードルパンチング加工を行なった。荷重を変えた厚み比1.07であった。
得られた不織布を用いた評価結果を表1に示す。
得られた不織布は、取扱性、滲み出し、皺、浮き、破れ、剥離せず、型添いも良好な成型性を示し、性能評価でも、制音性、耐磨耗性、保形性とも良好な性能を示すクッション材であった。
【0075】
[比較例1]
目付100g/m2の補強材(三井化学株式会社製タフネル)を用いて発泡試験を行なった。厚み比1.03の補強材を得た。評価結果を表1に示す。
取扱性、皺、浮き、破れ、剥離せず、型添いも良好な成型性を示し、性能評価でも耐磨耗性、保形性とも良好な性能を示すクッション材であった。しかしながら、発泡時に穴周辺から滲みだしを生じていたため、クッション層を圧縮時に摩擦音が発生した。
【0076】
[比較例2]
市販の繊度3.3dtex、目付40g/m2のポリプロピレン(以下PP)素材の長繊維不織布の上に、クロスレーヤにより50g/m2の4.4dtexの短繊維ウェブを置いてのち、短繊維ウェブ面よりニードルパンチ加工によりニードル突き刺し密度(針密度)50本/cm2、針深度8mmでニードルパンチングしてのち、反対面にも、4.4dtexの50g/m2短繊維ウェブを置いてニードル突き刺し密度(針密度)70本/cm2、針深度10mmでニードルパンチング加工を行なった。厚み比1.03の補強材を得た。評価結果を表1に示す。
取扱性、皺、浮き、破れ、剥離せず、型添いも良好な成型性を示し、性能評価でも耐磨耗性、保形性とも良好な性能を示すクッション材であった。しかしながら、発泡時に穴周辺から滲みだしを生じていたため、クッション層を圧縮時に摩擦音が発生した。
【0077】
[比較例3]
実施例1ポリプロピレン樹脂を用いて230度℃で紡糸した以外はと類似の方法により、不織布Aおよび不織布Bを得た。次いで、圧着面積率15%の円文様エンボスローラーを用いて、エンボスローラー温度100℃、線圧30N/m、加工速度20m/分にてフラットローラー面側表面をフラットな面処理とエンボス文様を印加加工して、不織布積層してのち、オルガン社製FPD1−40Sのニードルを用いてニードル突き刺し密度(針密度)80本/cm2、針深度8mmでニードルパンチングして積層不織布を得た。荷重を変えた厚み比1.03であった。
発泡時に穴周辺から滲みだしを生じており、クッション層を圧縮時に摩擦音が発生した。
【0078】
[比較例4]
実施例2と類似の方法により1層の密度勾配をもつ40gsmの不織布を得た。エンボスローラー温度120℃で熱、オルガン社製FPD1−40Sのニードルを用いてニードル突き刺し密度(針密度)36本/cm2、針深度8mmでニードルパンチング加工した。荷重を変えた厚み比1.02であった。
発泡時に穴周辺から滲みだしを生じていたため、クッション層を圧縮時に摩擦音が発生した。
【0079】
【表1】

【産業上の利用可能性】
【0080】
本発明の発泡成形品の補強材用不織布は、緻密層に高伸張性不織布を使用しているため、特に低温発泡成形時の金型への追従性に優れ、発泡剤の滲み出しがなく、発泡成形体とバネ材間の摩擦によって発生する擦過音発生を防止性に優れ、優れた補強効果も得られる。更には、補強材が軽量化できるので、発泡成型材を用いた車両も軽量化できるので、車両運用上での省エネルギー化にも寄与できる。そして、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なく、軽量な発泡成形品の補強材用不織布及びそれを用いた発泡成形品を提供することが可能となる。
【技術分野】
【0001】
本発明は、家具あるいは車輌用座席等に使用される発泡成形品の補強材用不織布及び発泡成形品に関する。さらに詳しくは、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なく、軽量な発泡成形品の補強材用不織布及びそれを用いた発泡成形品に関する。
【背景技術】
【0002】
近年、ベッド、座席等のシートやアームレストなどのクッション材や衝撃緩衝材などとして、軟質発泡ウレタン成形体が広く用いられており、一般的に、発泡ウレタン成形体の成形時に補強材(Backing clothなどとも呼ばれる)が一体化されたものが用いられている。かかる補強材は、発泡ウレタン成形体と金属スプリングなどの支持体の間に位置して、支持体のクッション作用を均等に分散すると共に、支持体から受ける摩擦から発泡ウレタン成形体を保護するという役割を担うものである。そして、消費者が求める品質が高度になるにつれ、座席等の使用時に、補強材に滲み出したウレタンと金属スプリングなどとの摩擦により発する擦過音を解消する要望が高まり、これに応える補強材として、嵩高層と緻密層とを有し、緻密層でウレタンの滲み出しを防止する補強材が提案されている(例えば、特許文献1〜5参照)。
しかしながら、かかる補強材は、発泡ウレタン成形時の成形性が乏しいため、近年強く求められるに至っている意匠性が高く深絞り形状の発泡ウレタンを成形体に用いた場合、皺の発生や破れ等の欠陥が生じ、ここからウレタンの滲み出しにより、金属スプリングとの摩擦で擦過音の増大や破損が生じるという問題点を有している。
【0003】
最近、発泡ウレタンの発泡倍率アップ(ウレタン発泡体の密度低下)による軽量化がすすんでおり、特に自動車用途では、軽量化による燃費改善などを目的にして、ウレタンの発泡倍率が高くなってきている。発泡倍率が高くなると、クッション材などとして用いる際に、繰り返し荷重によりヘタリを生じやすくなり、その防止のために補強材の果たす役割がより重要になってきている。
【0004】
そこで、ウレタンの滲み出しを防止する緻密層の65℃及び100℃での5%伸長応力を低く抑えて凹凸が大きい発泡ウレタン成形にも使用し得る補強材として特許文献6が提案されている。
しかしながら、かかる補強材は低目付の緻密層と基材層を積層交絡処理する方法では、発泡剤の滲み出しは防止できるが、伸度が低く、大きな伸びに対応し難いため、成型時の型添い性が悪くなる問題点を有していた。更に、それぞれの層を作成後積層交絡処理するため、工程が煩雑化してコストアップになる問題がある。また、特許文献6には、単層のPBTスパンボンド不織布をカレンダー加工後ニードルパンチする方法も提案されているが、カレンダー加工により付与された剛直性(カレンダー加工により受けた熱履歴により結晶化が促進されたことが原因と考えられる)がニードルパンチ処理では柔軟化し難く、深絞り形状での型添い性がより劣る問題がある。
【0005】
最近、自動車用座席にウレタン製クッションを用いる場合に、シート内部に各種センサーや温風などを用いた温度制御装置、エアーバッグなどを組み込まれる場合が増えてきており、発泡体自身やその補強材に穴があいているケースが増えてきた。
しかしながら、従来の補強材を用いると、発泡時にこの穴の部分を通って、外層側にウレタンの滲み出しが出ることが多くなり、異音発生などの原因となるために問題となってきている。
【0006】
また、打抜き性改良方法として、カーボンブラック含有繊維からなる不織布と非含有不織布を積層交絡接合する方法が、特許文献7で提案されている。しかし、かかる方法は、打抜き性とハンドリング性は大幅に改善されたが、複雑で凹凸が大きい深絞り形状の発泡ウレタン成形において、成形型への追従性が不充分となり、欠肉や皺の発生を充分防止することができない問題が残っている。また、2層のそれぞれの層を作成後積層交絡処理するため、工程が煩雑化してコストアップになる問題がある。
【0007】
高目付単層不織布の片面を熱圧着する方法が特許文献8で提案されている。
かかる方法では、加工工程の煩雑さは改善されるものの、片面が熱圧着されて剛直化しているので、複雑で凹凸が大きい深絞り形状の発泡ウレタン成形において、成形型への追従性が不充分となり、欠肉や皺の発生を充分防止することができない問題が残っている。
【0008】
中配向度繊維からなる単層スパンボンド不織布を仮エンボス加工後ニードルパンチして、収縮処理により緻密化する方法で、低通気度の成型加工用不織布を得る方法が特許文献9で提案されている。
かかる方法では、収縮熱処理により緻密化されて、0〜35cc/cm3/秒の低通気度なものしか得られないため、複雑な深絞り形状の成型では、型添い性が劣り、仕上がり形状が悪くなる問題がある。又、工程が煩雑でコスト面で好ましくない。
【0009】
中配向度繊維からなる単層スパンボンド不織布を仮エンボス加工後ニードルパンチして、次いで更に片面熱エンボス加工して、次いで、収縮処理により緻密化し、収縮により形成したループをバフィング処理により起毛加工する方法で、熱成型加工用不織布を得る方法が特許文献10で提案されている。
かかる方法は、圧着部が不織布の厚み方向全体に及び、厚み断面方向に2層構造化されていないので、起毛ループ部分からウレタンの滲み出しが発生し易くなり、発泡成形用には適さない問題がある。
【0010】
面ファスナー雌材として、片面にループ形成後、熱圧着し、接着剤でループを固定する方法が特許文献11に提案されている。
しかしながら、ファスナー材としては有用であるが、発泡成型品用補強材としては、型添い性が劣り仕上がり形状が悪くなり、発泡成形用には適さない場合がある。
【0011】
低モジュラス素材として捲縮ポリプロピレン繊維不織布にエンボス加工のみ付与した発泡成形用補強材が特許文献12に提案されている。
しかしながら、この方法は、捲縮発現したバルキーな嵩高層にエンボス加工で部分的に圧着部を形成する方法で、かかる方法は、圧着部が不織布の厚み方向全体に及び、厚み断面方向に2層構造化されていないので、非エンボス部分から、特許文献10よりも滲み出しは改良されているものの、低目付ではウレタンの滲み出しが発生し易くなり、発泡成形用には問題がある。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】実公昭62−26193号公報
【特許文献2】特開平2−258332号公報
【特許文献3】特許2990207号公報
【特許文献4】特許2990208号公報
【特許文献5】特許3048435号公報
【特許文献6】特許3883008号公報
【特許文献7】特開2007−331259号公報
【特許文献8】特許2611422号公報
【特許文献9】特許2514193号公報
【特許文献10】特公平07−30501号公報
【特許文献11】特開2000−265354号公報
【特許文献12】特開2009−167570号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は従来技術を背景になされたもので、家具あるいは車輌用座席等に使用される軽量な発泡成形品の補強材用不織布及び発泡成形品に関し、特に、補強材面に配線や補助部材取り付けなどを目的に穴を開けても、穴の開口部近辺の発泡成分の漏れが少ない発泡成形品の補強材用不織布及びそれを用いた発泡成形品を提供することを課題とする。
【課題を解決するための手段】
【0014】
本発明者らは上記課題を解決するため、鋭意研究した結果、低目付であっても、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50となるように補強材用不織布を調整することで、コールド発泡時の複雑で凹凸が大きい深絞り形状にも追従性が優れ、発泡剤の滲み出しもなく、仕上がり形状も良好な発泡成形体が得られ、得られた仕上がり形状が良好な発泡成形体は、発泡層と強固に接合した補強層を形成して、補強耐久性に優れた発泡成形体が得られることを知見した。また、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なくなることを見い出し、本発明の完成に到達した。
【0015】
即ち、本発明は、以下の通りである。
1.密度が30〜50kg/m3である発泡ウレタン成型品の補強材として用いられる、7g/cm2荷重と20g/cm2荷重での厚さの比が1.04〜1.50である不織布。
2.目付が40〜120g/m2、フラジール通気度が50〜350cc/cm2/秒である上記1に記載の不織布。
2.主に繊度が1.5〜6.7dtexのポリエステル長繊維で構成されており、片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成しており、該緻密表面層に突出繊維構造を形成している上記1または2に記載の不織布。
4.上記1〜3のいずれかに記載の不織布を補強材として用いた発泡成形品。
【発明の効果】
【0016】
本発明の発泡成形品の補強材用不織布は、低目付でも、滲みだし防止性、設置取扱性、加工性、及び成型品の品質にも優れる。即ち、補強材用不織布が硬過ぎず、柔らかすぎず、成型枠への取付けは良好で、コールド発泡に代表される低温発泡における深絞り成形においても追随性が良好で適度の通気性を有するので、成形時にシワの発生、欠肉や樹脂抜けの発生を防止でき、補強材が発泡体と強固に接合した成型品となり、擦過、屈曲、屈折音を抑制し、保形耐久性、耐摩耗性にも優れた軽量なコールド発泡成型品を製造できる、低温コールド発泡に適した発泡成形品の補強材用不織布を提供できる。
特に、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なく、軽量な発泡成形品の補強材用不織布及びそれを用いた発泡成形品の提供が可能となる。
【図面の簡単な説明】
【0017】
【図1】本発明発泡体成型品の補強材用不織布の断面写真上での凹状圧着緻密層厚み概念図である。
【発明を実施するための形態】
【0018】
本発明の対象とされる発泡ウレタンは、平均密度(重量を見かけ容積で割った値)は、30〜50kg/m3である。より好ましくは40〜50kg/m3である。発泡ウレタンの平均密度が30kg/m3より小さいと本発明の補強材でも十分な補強効果を得ることが難しくなる。一方、50kg/m3を超えると重量が重くなりすぎたり、風合いが固すぎたりするなどして好ましくない。また、本発明は発泡成形品において補強材面に配線や補助部材取り付けなどを目的に穴を開いている場合において特に有用である。
【0019】
本発明の発泡成形品の補強材用不織布の主たる原料は、ポリエステル繊維であることが好ましい。
本発明では、素材は特には限定されるものではないが、ポリエステルやポリオレフィンなどの価格が安価な汎用熱可塑性樹脂を使用することが推奨される。
本発明でのポリエステルとしては、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)、ポリシクロヘキサンジメチルテレフタレート(PCHT)、ポリトリメチオレンテレフタレート(PTT)、ポリ乳酸(PLA)などのホモポリエステル及びそれらの共重合ポリエステルなどが例示できる。また、ポリプロピレンやポリエチレンなどのポリオレフィン系材料なども使用可能である。
なお、本発明では、特性を低下させない範囲で、必要に応じて、抗酸化剤、耐光剤、着色剤、抗菌剤、難燃剤、親水化剤などの改質剤を添加できる。
【0020】
本発明での好ましく用いられるポリエステルとしては、融点が190℃以上のポリエステルを言い、ガラス転移点温度が80℃以下のポリエステルが好ましく、ガラス転移点温度が70℃以下のポリエステルがより好ましい。好ましいポリエステルとしては、たとえば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチオレンテレフタレート(PTT)、ポリ乳酸(PLA)及びそれらの共重合物や混合物などが例示できる。本発明での最も好ましいポリエステルとしては、不織布構造体表面に圧着緻密化された凹状ドット構造を形成し易いポリエチレンテレフタレート(PET)及びそれらの共重合ポリエステルが挙げられる。本発明では、特性を低下させない範囲で、必要に応じて、抗酸化剤、耐光剤、着色剤、抗菌剤、難燃剤などの改質剤を添加できる。
また、原料が生物由来のエチレングリコールを成分として用いられるPETを用いても物性面で問題がないことも確認した。
【0021】
本発明の不織布は、低目付でも力学特性を保持するため、連続長繊維不織布で構成されることが好ましい形態のひとつである。連続長繊維不織布では、力学特性が良好で、成型時の金型追随変形で均一に変形させられるので破れを生じず、綺麗な仕上がり成型品を得るためにも必要である。短繊維不織布では、嵩高性に優れるが繊維の連続性が無いため、低目付では力学特性が劣り、成型時の金型追随変形で追随斑による変形破れを生じやすい。
【0022】
本発明の不織布は、単層でも2層以上が積層された構造であっても良い。単層を用いることで、単層のみの加工ですみ、2層構造形成による積層加工工程を省略できるコストダウン効果があり、積層構造品より安価に発泡成形品用補強材を提供できる。また、連続長繊維からなる単層のため、2層構造化した場合は、全体としては嵩高な低目付不織布であっても、緻密表面層が力学特性保持に寄与して、優れた力学性能を発現できる。多層積層構造では、コストアップになる。
【0023】
本発明の不織布は、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50であることが必要である。より好ましくは、1.10〜1.40である。
ウレタン発泡時において、補強材用不織布は予めモールド型の内部に、ピンやマグネット、両面テープなどを用いて予めセットされてから、型を閉じてのち原料供給ゲートから混合液よりなる発泡ウレタン原料が供給される。この際のウレタン発泡圧力により補強材用不織布が型面に押し付けられることにより厚みが小さくなり、穴面から型と補強材用不織布界面にウレタンが漏れ出して、成型後のクッション表面側にウレタン漏れ層が暴露されることを防ぐことが可能になると考えられる。
【0024】
厚さの比が、1.04より小さいと補強材と金属スプリングなどの支持体との間でのスペーサーとしての効果が不十分となりあまり好ましくない。特に、補強材用不織布に穴が空いている場合は、変形量が小さいために穴開口部からのウレタンの滲みだし量が増えて問題となる場合が多い。補強材用不織布自身が最初から全体的に緻密化されている場合は、この厚みの比が小さくなり、滲みだしの問題を防止することが可能と考えられるが、この場合は補強材用不織布が硬すぎて成型時の皺の発生するなどの別の問題が発生することが多い。
【0025】
一方、厚みの比が1.50より大きくなると補強層の間でせん断剥離などの問題が出たり、毛羽立ちが多くなるために、複数の補強用不織布が重なっているなかから1枚の不織布を取り出す際の作業性に問題がある場合が多い。
【0026】
7gf/cm2荷重と20gf/cm2荷重での厚さの比をコントロールする方法は、素材の選定や繊維特性(繊維径、分子配向、結晶化度、繊維強伸度など)や不織布内での繊維配列をコントロールすること、あるいは不織布をニードルパンチ加工や熱接着加工する場合には、加工条件をコントロールすることで制御可能である。
例えば、ニードルパンチ加工においては、一般的には、突き刺し密度をある程度まで高くしたり、突き刺し深さを大きくとったりすることで厚さの比を大きくすることが可能であるが、適切な条件を超えると別の問題が発生する場合が多くなるので注意が必要である。
また、熱接着処理を行なう場合は、加工温度を低く設定したり、エンボス押さえ面積を小さくしたり、エンボス凸部深さを深くしたり、加工圧力を下げたり、加工速度をあげることにより厚みの比を大きくすることができるケースが多いと考えられる。これらの条件設定は、関連するパラメータの複合要因により支配されるため、当該者の経験を元に適切な条件を決定することが必要となる。
【0027】
本発明の不織布の好ましい目付は、40〜120g/m2である。より好ましい目付は、45〜100g/m2、さらに好ましくは50〜90g/m2である。目付が45g/m2未満では、嵩高層の厚みが薄くなり、発泡成形時の発泡剤の滲み出しを防止する機能と、成型品としたときの擦過、屈曲、屈折音を抑制し、保形耐久性、耐摩耗性を付与する機能を同時に満足することが困難になる場合がある。目付が120g/m2を越えると、軽量化が阻害されることがある。
【0028】
本発明の不織布の通気度は、50〜350cc/cm2/秒が好ましい。通気度が50cc/cm2/秒未満では、発泡成形時の膨張空気抜けが不均一となり、欠肉、樹脂抜けの発生を生じる場合があり、350cc/cm2/秒を越える場合は、発泡剤の漏れによる滲み出しを生じる場合がある。より好ましい通気度は、100〜280cc/cm2/秒、さらに好ましくは、150〜260cc/cm2/秒である。
【0029】
本発明の不織布の軽量化を行うためには、単層からなる不織布とすることが、軽量化をすすめる上で、好ましい形態のひとつである。以下にその詳細を説明する。
本発明の不織布の好ましい形態は、不織布片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成し、該緻密表面層に突出繊維構造を形成した、見掛け密度0.06〜0.15g/cm3の不織布である。
なお、本発明では、緻密表面層(突出繊維構造を含む)以外の不織布層で、繊維が圧着されていない、又は圧着が不充分な、バルキーな構造を形成している部分を以下「嵩高層」と言う。
【0030】
嵩高層は、金属スプリング材などと接触する面(バネ受け面)に設置され、クッション層として、バネ材との擦過、屈曲、屈折音などの制音機能と成型品の耐磨耗性を付与するために必要である。嵩高層が形成されていない場合、バネ材との擦過、屈曲、屈折音などの制音機能が低下し、又、剛直性の増加により、金型追随性が阻害されて成型仕上がり性が不良になり好ましくない。
【0031】
更に、嵩高層の片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成している。圧着緻密化された凹状ドット構造の緻密表面層は、発泡ウレタンの滲み出しの遮断層として機能する。表面層が緻密化されていない場合は、発泡ウレタン樹脂を遮断できないため、滲み出しを生じて好ましくない。また、凹状ドット構造とすることで、凹状ドット部が連続長繊維を強固に固定できる接合点として働き、他の表面は、表面のみフラット化されていて遮断層効果は有するものの、構造固定効果が少なく、発泡成形による変形に、容易に追随できる機能が付与されている。連続圧着緻密化表面では、変形追随性が劣るので好ましくない。
【0032】
本発明における好ましい圧着緻密化した凹状ドット構造の圧着面積率は、8〜30%である。8%未満では、力学特性保持が満足できない場合があり、30%を越えると変形しにくくなり金型追随性が劣る場合がある。より好ましい圧着面積率は、10〜20%であり、さらに好ましくは、12〜18%である。
【0033】
個々の圧着緻密化した凹状ドットの圧着面積は、0.5〜5mm2である。0.5mm2未満では、長繊維の固定効果が低下して構造保持性が低下する場合がある。他方、5mm2を越えると硬くなり金型追随性が低下する場合がある。より好ましい凹状ドットの圧着面積は、0.8〜2.5mm2であり、さらに好ましくは、1〜2mm2である。
【0034】
好ましい圧着凹部の厚みは、50〜500μmである。圧着部厚みが50μm未満では、変形による構造崩れを生じる場合があり、500μmを越えると柔軟性が低下して、金型追随性が悪くなる場合がある。より好ましい圧着部厚みは、100〜300μmであり、さらに好ましくは、150〜250μmである。
【0035】
嵩高層を含めた不織布全厚みに占める好ましい圧着凹部の厚み比率は、5〜50%である。厚み比率が5%未満では、深絞りによる大変形を生じた場合、低目付のため、構造が部分破壊される場合がある。50%を越える場合、金型追随性が低下する場合がある。50%を越えると嵩高層の厚みが不足して制音機能が低下する場合もある。より好ましい圧着凹部の厚み比率は8〜30%であり、さらに好ましくは、10〜20%である。
【0036】
ポリエステルからなる長繊維で構成された単層からなる不織布が用いられる場合において、嵩高層の片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成しており、該緻密表面層に突出繊維構造を形成している不織布であることが好ましい。
なお、本発明における突出繊維構造とは、交絡処理により突き出された繊維がループや切断繊維として不織布面から複数本の繊維が突き出された形態を総称して突出繊維構造という。
本発明では、発泡剤との境界面側に緻密表面層側を用いて成型し、突出繊維構造が発泡ウレタン層に埋設固化され、アンカー効果を発揮して、補強材と発泡ウレタン層間の強固な接合を可能としている。緻密表面層側に突出繊維構造を形成していない場合、発泡ウレタン層へのアンカー効果が不充分となり、磨耗や変形に対する接合強度の低下による補強材層が発泡層と剥離を生じて、擦過、屈曲、屈折音などの制音機能や補強効果が低下して、耐久性が劣る発泡成形品となるので、好ましくない。
【0037】
本発明の不織布では、発泡体と接する緻密表面層側に突出繊維構造を形成していれば特には限定されないが、好ましくは、嵩高層側から緻密表面層側への交絡処理することで、緻密表面層側に突出繊維構造を形成させ、同時に緻密表面層側を多孔化させて通気度を調整することにより発泡時のガス抜け量をコントロールして発泡剤の充填性を向上させると共に、嵩高層側を柔軟化して、成型加工時の金型追随性も向上できるので、より好ましい実施形態である。
【0038】
突出繊維構造形成と多孔構造化して不織布層を柔軟化する絡合方法としては公知の水流交絡法、ニードルパンチ交絡法などが適用できる。本発明における、より好ましい交絡多孔柔軟化及び突出繊維構造形成方法としては、ニードルパンチによる交絡柔軟化及び突出繊維構造形成が推奨される。
【0039】
本発明の不織布における好ましい突出繊維構造の突出個数密度は、30〜100個/cm2である。30個/cm2未満では、交絡処理効果による柔軟化効果とアンカー効果が不充分になる場合があり、100個/cm2を越える場合、緻密表面層が柔軟化して、発泡剤遮蔽層効果が低下する場合がある。なお、本発明における突出繊維構造の突出個数とは、1回の交絡処理により生じた1孔から複数本の繊維が突出した形態を1個として数える。より好ましい突出繊維構造の突出個数密度は、不織布が長繊維不織布だけで構成される場合は、40〜80個/cm2が好ましく、より好ましくは45〜70個/cm2である。不織布が短繊維不織布だけで構成さらたり、あるいは長繊維不織布と短繊維で複合構成される場合は、70〜160個/cm2が好ましく、より好ましくは85〜140個/cm2である。
【0040】
本発明における突出繊維構造で形成された好ましいループ高さは、1〜10mmである。ループ高さが1mm未満ではアンカー効果が不足する場合があり、10mmを越える場合は、引っ掛かりによる型枠へのセット時作業性に問題が出る場合がある。より好ましいループ高さは1.5〜7mmであり、さらに好ましいループ高さは2〜5mmである。
【0041】
本発明における突出繊維構造で形成された好ましい切断繊維高さは、1〜50mmである。切断繊維高さが1mm未満では、アンカー効果が不足する場合があり、50mmを越える場合は、引っ掛かりによる型枠へのセット時作業性に問題が出る場合がある。より好ましい切断繊維高さは2〜30mmであり、さらに好ましい切断繊維高さは2〜10mmである。
【0042】
本発明におけるニードルパンチによる積層交絡処理において、上述の好ましい突出繊維構造を形成するには、ニードルパンチの突き刺し密度(針密度)が40〜80本/cm2が好ましい。また、ニードルパンチの突出繊維構造形成効果は、針深度に依存しており、必要な突出繊維長を形成できる条件で、できるだけ浅くするのが好ましい。針深度が深いと開口径が大きくなり発泡剤の滲み出しを生じる場合があり好ましくない。例えば、突出繊維ループ長を3〜10mmとするには、針深度は9〜12mmに設定するのが好ましい。
【0043】
本発明の不織布を構成する繊維の繊度は、長短いずれの不織布であっても繊度が1.5〜6.7dtexであることが好ましい。繊度が1.5dtex未満では、耐摩耗性が劣るので耐久性が不充分になったり、荷重を変えた際の厚み比を大きくすることが難しくなったりする。一方、6.7dtexを越えると、繊維構成本数が少なくなり、不織布構造の緻密度が低下して通気性が高くなり過ぎ成型性に問題が出る場合があり、また、バネ材のクッション層機能が不充分になる場合があり好ましくない。
本発明における連続長繊維の好ましい繊度は1.6〜4.4dtexであり、より好ましくは1.6〜3.5dtexである。短繊維不織布の場合は、異なる繊維径の繊維を複合することができるが、その場合はメジアンに相当する中間値で判断すればよい。
【0044】
本発明の不織布に用いられる繊維がポリエステル系長繊維である場合には、ポリエチレンテレフタレートあるいはポリブチレンテレフタレート及びそれらいずれかの共重合体の場合、本発明では、不織布の力学特性を満足するため、繊維の配向度として複屈折率(Δn)が少なくとも0.04〜0.15に設定するのが好ましい。Δnが0.04未満では、配向結晶化が不充分で、強伸度特性が劣り、収縮率も高くなるので、不織布特性の安定性も不良となり成型性が劣るので好ましくない。収縮抑制手法として、熱セット処理も可能であるが、コストアップになり、かつ通気度が低下するので、本発明では採用しない。Δnが0.15を越える超高速紡糸域で製糸された繊維は、ボイドが発生して、強伸度特性が低下して脆くなるので、不織布の力学特性が劣り好ましくない。より好ましいΔnは、0.045〜1.10であり、さらに好ましくは、0.05〜0.10である。繊維のΔnが0.05〜0.10となるのは、最も生産性が良好で力学特性も満足できる紡糸速度が3500m/分〜6500m/分の領域のものである。
【0045】
本発明の不織布の65℃雰囲気での破断伸度(DE65℃)は50〜120%が好ましく、65℃雰囲気での目付当りの5%伸張応力(σ65)は0.05〜0.35{(N/5cm)/(g/m2)}が好ましい。
65℃雰囲気での破断伸度(DE65℃)が50%未満では、深絞り金型などの部分的に屈曲伸張が必要な金型成型での変形追随性が不充分になり、仕上がり形状が不良になったり、破れを生じたりする場合があり好ましくない。120%を越える場合、深絞り成型では、部分的な伸び過ぎによる皺や弛みを生じる場合があり、好ましくない。より好ましい65℃雰囲気での破断伸度(DE65℃)は、70〜100%である。
なお、本発明では、縦方向及び横方向共に上記力学特性を満足するのが好ましい。が、好ましい範囲を縦横の一方が外れる場合、縦/横比が0.7〜1.5の範囲であれば、好ましくはないが、成型時の形状追随性は許容される成型体を得ることは可能である。
65℃雰囲気での目付当りの5%伸張応力(σ65)が0.05{(N/5cm)/(g/m2)}未満では、発泡時の変形追随性が不均一になり、皺発生や形状不良を生じやすくなる場合があり好ましくない。0.35{(N/5cm)/(g/m2)}を越えると金型成型時の追随性が悪くなり、成型形状が不良になる場合があり好ましくない。より好ましい目付当りの5%伸張応力(σ65)は、0.08〜0.25{(N/5cm)/(g/m2)}である。
【0046】
本発明の不織布の柔軟性は、45°カンチレバ法で測定した剛軟度として、30mm〜150mmが好ましい。30mm未満では、柔らか過ぎるとハンドリング性に問題を生じ、150mmを越えると硬すぎて成形型へのセット性に問題を生じる場合がある。より好ましい剛軟度は40〜100mmであり、さらに好ましくは50〜80mmである。なお、本発明では、縦及び横方向ともに満足するのが望ましいが、片方向が外れる場合は、縦横の平均値が満足すれば許容範囲と考えても良い。
【0047】
本発明の不織布の室温(22℃)での引裂強さ(シングルタング法)は、18N以上であることが好ましく、より好ましくは20N以上である。引裂強度は、補強材の耐久性に関係しており、高い荷重がかかった場合に補強材層が破壊される限界に関係すると考えられる。
【0048】
本発明の不織布の室温(22℃)での強伸度特性は特には限定されないが、5%伸張応力は20N/5cm以上、破断強度は50N/5cm以上、破断伸度は50%以上120%未満とすることで、良好な取扱性を維持できるので、生産工程での作業性を向上させることになり好ましい。
【0049】
本発明の不織布の熱収縮挙動は特には限定されないが、低温発泡する場合を想定した、65℃雰囲気における乾熱収縮率(SHD65)は、好ましくは0.5〜−0.5%に維持することで、低温発泡成形時の型ズレを生じないので、良好な仕上がり形状が得られ、高温発泡又は、各種高温熱処理工程を通過する場合も想定した乾熱180℃雰囲気での収縮率(SHD180)は、−1〜5%が好ましく、0〜3%がより好ましい。
【0050】
以下に、本発明の製造方法の一例を示す。なお、この開示で、本発明が限定されるものではない。
【0051】
本発明における好ましいポリエステルとしては、最も好ましい、ポリエチレンテレフタレートを用いる製造法について以下に述べる。
固有粘度が0.60〜0.65のポリエチレンテレフタレートを乾燥し、次いで、常法により溶融紡糸機にて紡糸を行う。吐出量は所望の繊度及び必要な配向度(Δn)を得るために、設定牽引速度に応じて設定する。例えば、Δn0.07で2dtexの繊維を得たい場合、紡糸速度を5000m/分、単孔吐出量を1g/分に設定する。
紡糸された吐出糸条はノズル直下〜10cm下で冷却風により冷却されつつ、下方に設置された牽引ジェットにて牽引細化されて固化する。牽引紡糸された長繊維は、下方に設置された吸引ネットコンベア上に振落されて所望の目付40〜140g/m2となるようウエブ化される。連続して、ウエブはバラケないように160〜210℃にて予備圧着されてハンドリング性を確保される。次いで、巻き取られ、又は、連続して、エンボス加工される。
【0052】
本発明では、凹状ドットの圧着緻密層を片表面のみに付与する必要があるので、通常のエンボス加工条件とは異なる条件でエンボス加工する。即ち、凸形状文様のエンボスローラーを用いて、ローラー面は非加熱(好ましくは冷却)にされ、対のフラットローラー側を加熱する必要がある。エンボスローラーも加熱した場合は表面層のみに凹状ドット圧着部を形成することは困難である。
【0053】
本発明では、圧着面積率10〜30%が好ましいので、凸部圧着面の面積が10〜30%に設定したドット状の文様を用いるのが好ましい。本発明では、凹状ドットの形状文様は特には限定されないが、好ましくは、横楕円柄、ダイヤ凸柄や織目凸柄などが例示できる。
【0054】
線圧は加熱温度および速度との兼ね合いも配慮する必要があり、例えば10m/分では、フラットローラー表面温度は180〜240℃が好ましく、線圧は10〜50N/mが好ましい。このような条件でエンボス加工された不織布は、フラットローラー側表面にのみ、凹状ドットの圧着緻密層を形成できる。
【0055】
本発明では、片面にエンボス加工された不織布は、次いで、不織布層を多孔柔軟化しつつ、突出繊維構造を形成するために交絡処理される。交絡処理は、圧着緻密表面層側に突出繊維構造を形成する必要から、エンボスローラー面より交絡処理する必要がある。フラットローラー面側から処理すると、表面緻密層側に突出繊維構造を形成できないので好ましくない。
本発明での好ましい交絡処理法として、ニードルパンチ処理が例示できる。ニードルパンチ条件としては、例えば、本発明での好ましい範囲である突き刺し密度(針密度)49本/cm2、針深度11mmにてニードルパンチ処理を行い、柔軟多孔化しつつ、圧着緻密表面層面に同時に平均突出繊維長約6mmの突出繊維構造を形成できる。
【0056】
かくして得られた本発明の発泡成形品の補強布用不織布は、繊度2.5dtexの連続長繊維から構成された単層片表面に凹状ドットを形成した圧着表面緻密層を形成しており、該表面緻密層側表面に突出繊維構造を形成した、目付80g/m2で、目付当りの65℃雰囲気での縦、横の5%伸張応力が縦0.18N/5cm/g/m2、横0.08N/5cm/g/m2、65℃雰囲気の伸度が縦58%、横82%、通気度が200cc/cm2/秒であった。
【0057】
この不織布を補強材として、所定の形状に切断し、クッション用金型にセットして発泡剤を注入発泡させて、車両用クッションを成型した。成型したクッションは良好な形状に仕上り、発泡剤の滲み出しもなく、バネ受け材との擦過、屈曲、屈折音を抑制し、保形耐久性、耐摩耗性にも優れた発泡成型品であった。
【実施例】
【0058】
以下、実施例及び従来例、比較例によって本発明をさらに具体的に説明するが、本発明はこれらに何ら限定されるものではない。なお、本発明の実施例および比較例で用いた評価方法は下記の方法でおこなった。
【0059】
(1)繊度[dtex]
試料の任意の場所5点を選び、光学顕微鏡を用いて、単繊維径をn=20で測定して、全平均値(D)を求めた。同場所5点の繊維を取り出し、密度勾配管を用いて、繊維の比重をn=5で測定し、全平均値(ρ)を求めた。ついで、平均単繊維断面積と平均比重から1万mの重量に換算して繊度をdtexで示す。
【0060】
(2)目付[g/m2]
JIS L 1906「単位面積当たりの質量」に準拠して測定した。
【0061】
(3)厚さ[mm]
JIS L 1906「厚さ」に準拠し、荷重7gf/cm2および荷重20gf/cm2で測定した。
【0062】
(4)見掛密度[g/cm3]
上記(2)と(3)で測定した目付と厚さ(荷重20gf/cm2)から下記式を用いて算出した。
見掛密度=目付÷(厚さ×1000)
【0063】
(5)複屈折率(Δn)
任意の場所20点を選択して、単繊維を取り出し試料として、ニコン偏光顕微鏡OPTIPHOT−POL型を用いて、繊維径とレターゼーションを読み取り(各試料n=5)20点の平均値としての複屈折率を求めた。
【0064】
(6)不織布の引裂強さおよび強伸度特性
引裂強さは、JIS L 1906 シングルタング法に準拠して測定した。また、本書本文中に用いられている5%伸長応力や伸び率もJIS L 1906「引張強さ及び伸び率」に準じて測定した。
【0065】
(7)通気度(cc/cm2/sec)
JIS L 1096 8.27.1に準じたフラジール通気度測定機によって行った。
【0066】
(8)柔軟性(剛軟度)
JIS L 1096 8.19.1A法に準拠して測定した、嵩高層面及び緻密表面層を上側にして測定した値の平均値で示す。
【0067】
(9)圧着緻密層の形態観察
(9−1)不織布の圧着緻密面を目視観察して、凹状又は凸状を判断する。
(9−2)不織布の圧着面積率
任意の20箇所で30mm角に裁断し、SEMにて50倍の写真を撮る。撮影写真をA3サイズに印刷して圧着単位面積を切り抜き、面積(S0)を求める。次いで圧着単位面積内において圧着部のみを切り抜き圧着部面積(Sp)を求め、圧着面積率(P)を算出する。その圧着面積率P 20点の平均値を求めた。
P=Sp/S0 (n=20)
(9−3)圧着緻密層厚み[mm]
任意の20箇所で圧着緻密層を横切る断面に切断した断面をSEMにて、厚み方向の断面が全て視野に入る倍率(例えば30〜50倍)の断面写真を撮影して、緻密な層を表面緻密層と判断して厚みを測定する(図1参照)。
【0068】
(10)突出繊維構造
不織布のニードルパンチ打ち込み面の反対面に突出した繊維の有無を目視判定で行い、必要に応じ、代表される部分の突出繊維の1cm2当りの突出繊維長をスケールでn=20にて測定し(mm以下は4捨五入)、平均値で示す。
【0069】
(11)発泡評価
クッションパッド金型に所定の形状に切断し、φ30mmの穴を中央部に中心間隔が10cm間隔で3点空けた発泡成形品用補強材を形状に馴染ませるようにセットして、セット状態をセット性として官能評価し、次いで、MDI(ジフェニルメタン・ジ・イソシアネート)系2液ウレタン樹脂にて65℃のコールド発泡を行い、ウレタン密度約46kg/m3の成型品の評価を目視判定で行った。
(11−1)セット性
金型に馴染み易くセット容易:○、馴染み易いがセットし難い:△、馴染み難くセットし難い:×で官能評価した。
(11−2)滲み出し
成型品の補強材面にウレタンの滲み出しがなし:○、滲み出し微小:△、滲み出し明確にあり:×で目視判定した。全面と穴のまわり半径2cm分の2種類の評価を行なった。
(11−3)皺
成型品の補強材面に皺発生なし:○、微小な皺発生:△、皺が発生:×で目視判定した。
(11−4)浮き
成型品の補強材面に浮きが発生なし:○、微小な浮きあり:△、浮きあり:×で目視と触感で判定した。
(11−5)破れ
成型品の補強材面に破れなし:○、破れ直前:△、破れあり:×で目視判定した。
(11−6)剥離
成型品の補強材面と発泡体との境界剥離のし易さを、成型品の補強材端部を1cm剥離して、手で補強材を発泡体から引裂くときに、境界が剥離しない:○、境界剥離に近い剥離を生じる:△、境界で剥離する:×で官能目視判定した。
(11−7)型添い性
成型品の補強材面が金型形状どおりに成型されている:○、わずかに形状が一致しない:△、形状に一致しない部分がある:×で目視評価した。
【0070】
(12)成型品の性能評価
(12−1)制音性
パッドを厚みが半分になるように押さえつけた際の、擦れ音を聞き、音が聞こえない:○、圧縮する瞬間のみわずかに音がする:△、圧縮時および回復時に音がする:×で官能評価した。
(12−2)耐磨耗性
成型品の補強材面側を、発泡体を含めて厚み5mmにスライスした試料を用いて、JIS L 0849に定義される方法により、摩擦試験機II型(学振型)を用いて、補強材面を摩擦面としてセットし、10分間磨耗させて、損傷の程度を目視判定で級別して評価した。損傷なし:5級、微小な損傷:4級、損傷少しあり:3級、損傷中程度:2級、損傷大:1級とした。5級及び4級を○、3級及び2級を△、1級を×とした。
(12−3)保形性
パッドを55cm角10ミリ鉄板上に置き、テンシロン(ボールドウィン社製UCT25T)で、同じ鉄板をロードセルに接合して接触する高さをHcmとすると、半分の高さまで圧縮回復(50%繰返し圧縮)を100回繰返し、補強材面の損傷状態を目視判定して以下の評価をした。○:損傷、剥離なし、△:剥離小、損傷なし、×:剥離あり、損傷あり。
【0071】
[実施例1]
固有粘度0.65のポリエチレンテレフタレート(以下PETと略す)を用い、紡糸温度283℃にて溶融紡糸し、紡糸速度4800m/分にて引取り、ネットコンベア上に振り落して3.3dtexの長繊維からなるウエブを得た。次いで、圧着面積率15%の円文様エンボスローラーを用いて、ローラー温度170℃、線圧30N/m、加工速度20m/分にて加工して、目付40g/m2の不織布Aを得た。同様にして、1.7dtexの不織布Bを得た。不織布Aおよび不織布Bを不織布製造時のネットコンベア側の面が外側になるよう積層してのち、オルガン社製FPD1−40Sのニードルを用いてニードル突き刺し密度(針密度)49本/cm2、針深度12mmでニードルパンチングして積層不織布を得た。荷重を変えた厚み比は1.21であった。
得られた不織布を用いた評価結果を表1に示す。
得られた不織布は、取扱性、滲み出し、皺、浮き、敗れ、剥離せず、型添いも良好な成型性を示し、性能評価でも、制音性、耐磨耗性、保形性とも良好な性能を示すクッション材であった。
【0072】
[実施例2]
固有粘度0.65のPETを用い、紡糸温度283℃にて溶融紡糸し、紡糸速度4800m/分にて引取り、ネットコンベア上に振り落して2.2dtexの長繊維からなるウエブを得た。次いで、圧着面積率10%の楕円文様エンボスローラーを用いて、エンボスローラー温度50℃、対のフラットローラー温度220℃、線圧30N/m、加工速度20m/分にてフラットローラー面側表面をフラットな面処理とエンボス文様を印加加工して、目付60g/m2の不織布を得た。次いで、反エンボス文様付与面より、オルガン社製FPD1−40Sのニードルを用いてニードル突き刺し密度(針密度)49本/cm2、針深度12mmでニードルパンチングし、片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成しており、該緻密表面層に突出繊維構造を形成している不織布を得た。荷重を変えた厚み比1.31であった。
得られた不織布を用いた評価結果を表1に示す。
得られた不織布は、取扱性、滲み出し、皺、浮き、破れ、剥離せず、型添いも良好な成型性を示し、性能評価でも、制音性、耐磨耗性、保形性とも良好な性能を示すクッション材であった。
【0073】
[実施例3]
固有粘度0.60のポリブチレンテレフタレート(以下PBT)を用い、紡糸温度275℃にて溶融紡糸し、紡糸速度3600m/分にて引取り、ネットコンベア上に振り落して2.2dtexの長繊維からなるウエブを得た。次いで、圧着面積率10%の楕円文様エンボスローラーを用いて、ローラー温度150℃、線圧30N/m、加工速度20m/分にてフラットローラー面側表面をフラットな面処理とエンボス文様を印加加工して、目付80g/m2の不織布を得た。次いで、反エンボス文様付与面より、オルガン社製FPD1−40Sのニードルを用いてニードル突き刺し密度(針密度)49本/cm2、針深度10mmでニードルパンチングし、片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成しており、該緻密表面層に突出繊維構造を形成している不織布を得た。荷重を変えた厚み比1.18であった。
得られた不織布を用いた評価結果を表1に示す。
得られた不織布は、取扱性、滲み出し、皺、浮き、破れ、剥離せず、型添いも良好な成型性を示し、性能評価でも、制音性、耐磨耗性、保形性とも良好な性能を示すクッション材であった。
【0074】
[実施例4]
実施例1で用いた不織布Bの上に、クロスレーヤにより40g/m2のサイドバイサイド立体捲縮タイプの短繊維を30%含む4.4dtexの短繊維ウェブを置いてのち、短繊維web面よりニードルパンチ加工によりニードル突き刺し密度(針密度)40本/cm2、針深度8mmでニードルパンチングしてのち、反対面にも、4.4dtexの短繊維ウェブ40g/m2を置いて、その面から再び突き刺し密度(針密度)70本/cm2、針深度12mmでニードルパンチング加工を行なった。荷重を変えた厚み比1.07であった。
得られた不織布を用いた評価結果を表1に示す。
得られた不織布は、取扱性、滲み出し、皺、浮き、破れ、剥離せず、型添いも良好な成型性を示し、性能評価でも、制音性、耐磨耗性、保形性とも良好な性能を示すクッション材であった。
【0075】
[比較例1]
目付100g/m2の補強材(三井化学株式会社製タフネル)を用いて発泡試験を行なった。厚み比1.03の補強材を得た。評価結果を表1に示す。
取扱性、皺、浮き、破れ、剥離せず、型添いも良好な成型性を示し、性能評価でも耐磨耗性、保形性とも良好な性能を示すクッション材であった。しかしながら、発泡時に穴周辺から滲みだしを生じていたため、クッション層を圧縮時に摩擦音が発生した。
【0076】
[比較例2]
市販の繊度3.3dtex、目付40g/m2のポリプロピレン(以下PP)素材の長繊維不織布の上に、クロスレーヤにより50g/m2の4.4dtexの短繊維ウェブを置いてのち、短繊維ウェブ面よりニードルパンチ加工によりニードル突き刺し密度(針密度)50本/cm2、針深度8mmでニードルパンチングしてのち、反対面にも、4.4dtexの50g/m2短繊維ウェブを置いてニードル突き刺し密度(針密度)70本/cm2、針深度10mmでニードルパンチング加工を行なった。厚み比1.03の補強材を得た。評価結果を表1に示す。
取扱性、皺、浮き、破れ、剥離せず、型添いも良好な成型性を示し、性能評価でも耐磨耗性、保形性とも良好な性能を示すクッション材であった。しかしながら、発泡時に穴周辺から滲みだしを生じていたため、クッション層を圧縮時に摩擦音が発生した。
【0077】
[比較例3]
実施例1ポリプロピレン樹脂を用いて230度℃で紡糸した以外はと類似の方法により、不織布Aおよび不織布Bを得た。次いで、圧着面積率15%の円文様エンボスローラーを用いて、エンボスローラー温度100℃、線圧30N/m、加工速度20m/分にてフラットローラー面側表面をフラットな面処理とエンボス文様を印加加工して、不織布積層してのち、オルガン社製FPD1−40Sのニードルを用いてニードル突き刺し密度(針密度)80本/cm2、針深度8mmでニードルパンチングして積層不織布を得た。荷重を変えた厚み比1.03であった。
発泡時に穴周辺から滲みだしを生じており、クッション層を圧縮時に摩擦音が発生した。
【0078】
[比較例4]
実施例2と類似の方法により1層の密度勾配をもつ40gsmの不織布を得た。エンボスローラー温度120℃で熱、オルガン社製FPD1−40Sのニードルを用いてニードル突き刺し密度(針密度)36本/cm2、針深度8mmでニードルパンチング加工した。荷重を変えた厚み比1.02であった。
発泡時に穴周辺から滲みだしを生じていたため、クッション層を圧縮時に摩擦音が発生した。
【0079】
【表1】
【産業上の利用可能性】
【0080】
本発明の発泡成形品の補強材用不織布は、緻密層に高伸張性不織布を使用しているため、特に低温発泡成形時の金型への追従性に優れ、発泡剤の滲み出しがなく、発泡成形体とバネ材間の摩擦によって発生する擦過音発生を防止性に優れ、優れた補強効果も得られる。更には、補強材が軽量化できるので、発泡成型材を用いた車両も軽量化できるので、車両運用上での省エネルギー化にも寄与できる。そして、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なく、軽量な発泡成形品の補強材用不織布及びそれを用いた発泡成形品を提供することが可能となる。
【特許請求の範囲】
【請求項1】
密度が30〜50kg/m3である発泡ウレタン成型品の補強材として用いられる、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50である不織布。
【請求項2】
目付が40〜120g/m2、フラジール通気度が50〜350cc/cm2/秒である請求項1に記載の不織布。
【請求項3】
主に繊度が1.5〜6.7dtexのポリエステル長繊維で構成されており、片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成しており、該緻密表面層に突出繊維構造を形成している請求項1または2に記載の不織布。
【請求項4】
請求項1〜3のいずれかに記載の不織布を補強材として用いた発泡成形品。
【請求項1】
密度が30〜50kg/m3である発泡ウレタン成型品の補強材として用いられる、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50である不織布。
【請求項2】
目付が40〜120g/m2、フラジール通気度が50〜350cc/cm2/秒である請求項1に記載の不織布。
【請求項3】
主に繊度が1.5〜6.7dtexのポリエステル長繊維で構成されており、片面に圧着緻密化された凹状ドット構造を形成した緻密表面層を形成しており、該緻密表面層に突出繊維構造を形成している請求項1または2に記載の不織布。
【請求項4】
請求項1〜3のいずれかに記載の不織布を補強材として用いた発泡成形品。
【図1】

【公開番号】特開2012−7260(P2012−7260A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2010−143504(P2010−143504)
【出願日】平成22年6月24日(2010.6.24)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成22年6月24日(2010.6.24)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]