
発泡成形用熱可塑性樹脂組成物、発泡成形品及び積層品
【課題】発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適な発泡成形用熱可塑性樹脂組成物、発泡成形品及び積層品を提供する。
【解決手段】本発明の発泡成形用熱可塑性樹脂組成物は、〔A〕全体を100質量%とした場合に、スチレン系樹脂(A1)を5〜100質量%含む熱可塑性樹脂と、〔B〕全体を100質量%とした場合に、粒度40メッシュパス〜120メッシュオンの木粉を50〜100質量%含む木粉と、〔C〕沸点が−10℃〜55℃である化合物を含む発泡剤と、を含有し、上記木粉〔B〕及び上記発泡剤〔C〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、それぞれ、5〜150質量部及び0.1〜5質量部である。
【解決手段】本発明の発泡成形用熱可塑性樹脂組成物は、〔A〕全体を100質量%とした場合に、スチレン系樹脂(A1)を5〜100質量%含む熱可塑性樹脂と、〔B〕全体を100質量%とした場合に、粒度40メッシュパス〜120メッシュオンの木粉を50〜100質量%含む木粉と、〔C〕沸点が−10℃〜55℃である化合物を含む発泡剤と、を含有し、上記木粉〔B〕及び上記発泡剤〔C〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、それぞれ、5〜150質量部及び0.1〜5質量部である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性樹脂と、木粉と、発泡剤とを含有する発泡成形用熱可塑性樹脂組成物、該組成物を用いてなる発泡成形品及び積層品に関し、更に詳しくは、成形外観性に優れ、発泡倍率の高い発泡成形品の形成に好適な発泡成形用熱可塑性樹脂組成物、発泡成形品及び積層品に関する。
【背景技術】
【0002】
近年、建材用材料として、軽量化、耐久性等に優れた樹脂を主成分とする樹脂組成物が用いられるようになっている。製品の軽量化をはかるために、特に、樹脂及び発泡剤を含有する樹脂組成物を用いた発泡成形が広く適用されている。また、表面に木目模様、木質感を付与する検討も行われている。
発泡成形に供され、表面に木目模様、木質感を付与する組成物として、例えば、特許文献1には、スチレン系樹脂と、木粉と、化学発泡剤である熱分解型発泡剤(アゾジカルボンアミド等)と、着色剤とを含む組成物が開示されている。
また、特許文献2には、塩化ビニル系樹脂と、所定の粒径を有する木粉と、オキサゾリン基を有する樹脂と、熱分解型発泡剤(アゾジカルボンアミド等)とを含む組成物が開示されている。
【0003】
【特許文献1】特開2000−239432号
【特許文献2】特開平11−189694号
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記の特許文献1及び2に開示された組成物によると、発泡剤の分解残渣による、金型、押出機等に配設されるダイ等に汚染が発生する等により、例えば、2倍以上といった高い発泡倍率の発泡成形品を、良好な外観性をもって製造することができないことがあった。また、スチレン系樹脂と木粉とを含む樹脂組成物を、熱分解型発泡剤(アゾジカルボンアミド等)で発泡させた成形品は、発泡倍率を2倍以上と高くした場合、成形品の表面に、毛羽立ち及び木粉による粉ふきが発生することがあった。
本発明の目的は、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適な発泡成形用熱可塑性樹脂組成物、発泡成形品及び積層品を提供することにある。
【課題を解決するための手段】
【0005】
本発明は、以下に示される。
1.〔A〕全体を100質量%とした場合に、スチレン系樹脂(A1)を5〜100質量%含む熱可塑性樹脂と、〔B〕全体を100質量%とした場合に、粒度40メッシュパス〜120メッシュオンの木粉を50〜100質量%含む木粉と、〔C〕沸点が−10℃〜55℃である化合物を含む発泡剤と、を含有する発泡成形用熱可塑性樹脂組成物であって、上記木粉〔B〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、5〜150質量部であり、且つ、上記発泡剤〔C〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、0.1〜5質量部であることを特徴とする発泡成形用熱可塑性樹脂組成物。
2.上記熱可塑性樹脂〔A〕のうちの5〜50質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの0〜50質量%に相当する木粉と、上記発泡剤〔C〕のうちの50〜100質量%に相当する発泡剤とを含有する組成物〔X〕、及び、上記熱可塑性樹脂〔A〕のうちの50〜95質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの50〜100質量%に相当する木粉と、上記発泡剤〔C〕のうちの0〜50質量%に相当する発泡剤とを含有する組成物〔Y〕の混合物である上記1に記載の発泡成形用熱可塑性樹脂組成物。
3.上記組成物〔X〕に含有されるスチレン系樹脂(A1)が、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたスチレン系共重合体、並びに/又は、ゴム質重合体の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたゴム強化スチレン系樹脂であり、且つ、上記スチレン系樹脂(A1)の構成材料のうち、上記ゴム質重合体を除く重合体成分が、該重合体成分を構成する単量体単位の全量を100質量%とした場合、芳香族ビニル化合物からなる単量体単位(芳香族ビニル化合物に由来する単量体単位)が75〜95質量%であり、シアン化ビニル化合物からなる単量体単位(シアン化ビニル化合物に由来する単量体単位)が5〜25質量%であり、他の単量体単位が0〜20質量%である上記2に記載の発泡成形用熱可塑性樹脂組成物。
4.上記組成物〔X〕が、発泡倍率1.1以下の発泡剤含有マスターバッチである上記2又は3に記載の発泡成形用熱可塑性樹脂組成物。
5.上記組成物〔Y〕が、上記発泡剤〔C〕を含有しない溶融混合物である上記2乃至4のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
6.上記スチレン系樹脂(A1)が、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を用いてなるスチレン系共重合体、並びに/又は、ゴム質重合体の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたゴム強化スチレン系樹脂である上記1乃至5のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
7.上記熱可塑性樹脂〔A〕が、上記スチレン系樹脂(A1)と、ポリカーボネート樹脂、ポリエステル系樹脂、熱可塑性エラストマー、オレフィン系樹脂、アクリル系樹脂、塩化ビニル系樹脂及びバイオベースポリマーから選ばれた少なくとも1種の樹脂(A2)とからなる上記1乃至6のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
8.上記1乃至7のいずれかに記載の発泡成形用熱可塑性樹脂組成物を押出成形して得られたことを特徴とする発泡成形品。
9.密度が40〜650kg/m3である上記8に記載の発泡成形品。
10.上記1乃至7のいずれかに記載の発泡成形用熱可塑性樹脂組成物を用いて得られた成形部(V)と、他の材料からなる部材(W)とが積層してなることを特徴とする積層品。
【発明の効果】
【0006】
本発明の発泡成形用熱可塑性樹脂組成物によれば、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適である。
本発明の発泡成形用熱可塑性樹脂組成物が、上記熱可塑性樹脂〔A〕のうちの5〜50質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの0〜50質量%に相当する木粉と、上記発泡剤〔C〕のうちの50〜100質量%に相当する発泡剤とを含有する組成物〔X〕、及び、上記熱可塑性樹脂〔A〕のうちの50〜95質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの50〜100質量%に相当する木粉と、上記発泡剤〔C〕のうちの0〜50質量%に相当する発泡剤とを含有する組成物〔Y〕の混合物である場合には、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適である。
上記組成物〔X〕が、発泡倍率1.1以下の発泡剤含有マスターバッチである場合には、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適である。
上記組成物〔Y〕が、上記発泡剤〔C〕を含有しない溶融混合物である場合には、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適である。
上記熱可塑性樹脂〔A〕が、上記スチレン系樹脂(A1)と、ポリカーボネート樹脂、ポリエステル系樹脂、熱可塑性エラストマー、オレフィン系樹脂、アクリル系樹脂、塩化ビニル系樹脂及びバイオベースポリマーから選ばれた少なくとも1種の樹脂(A2)とからなる場合にも、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適である。
【0007】
本発明の発泡成形品は、発泡セルが均一であり、形状安定性に優れ、発泡倍率が2倍以上と高くても形状安定性に優れる。
本発明の積層品は、外観性及び形状安定性に優れ、発泡倍率が2倍以上と高い成形部を有しても形状安定性に優れる。
【発明を実施するための最良の形態】
【0008】
以下、本発明を詳しく説明する。本発明において、「(共)重合」とは、単独重合及び共重合を意味し、「(メタ)アクリル」とは、アクリル及びメタクリルを意味する。
【0009】
1.発泡成形用熱可塑性樹脂組成物
本発明の発泡成形用熱可塑性樹脂組成物は、〔A〕全体を100質量%とした場合に、スチレン系樹脂(A1)を5〜100質量%含む熱可塑性樹脂(以下、「成分〔A〕」ともいう。)と、〔B〕全体を100質量%とした場合に、粒度40メッシュパス〜120メッシュオンの木粉を50〜100質量%含む木粉(以下、「成分〔B〕」ともいう。)と、〔C〕沸点が−10℃〜55℃である化合物を含む発泡剤(以下、「成分〔C〕」ともいう。)と、を含有する発泡成形用熱可塑性樹脂組成物であって、上記木粉〔B〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、5〜150質量部であり、且つ、上記発泡剤〔C〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、0.1〜5質量部であることを特徴とする。
【0010】
1−1.熱可塑性樹脂〔A〕
この成分〔A〕は、その全体を100質量%とした場合に、スチレン系樹脂(A1)を5〜100質量%含む。従って、上記成分〔A〕は、上記スチレン系樹脂(A1)の1種以上、又は、上記スチレン系樹脂(A1)の1種以上と、他の熱可塑性樹脂とからなる。
【0011】
1−1−1.スチレン系樹脂(A1)
このスチレン系樹脂(A1)は、芳香族ビニル化合物に由来する単量体単位を含む重合体である。即ち、このスチレン系樹脂(A1)は、芳香族ビニル化合物の1種以上からなる単量体、又は、芳香族ビニル化合物の1種以上と、共重合可能な他の単量体の1種以上とからなる単量体(以下、両方の単量体を総称して、「ビニル系単量体(b1)」という。)を(共)重合して得られたスチレン系(共)重合体(A11)、及び/又は、ゴム質重合体の存在下に、芳香族ビニル化合物の1種以上からなる単量体、又は、芳香族ビニル化合物の1種以上と、共重合可能な他の単量体の1種以上とからなる単量体(以下、両方の単量体を総称して、「ビニル系単量体(b2)」という。)を重合して得られたゴム強化スチレン系樹脂(A12)から構成される。尚、このゴム強化スチレン系樹脂(A12)は、通常、上記ビニル系単量体(b2)がゴム質重合体にグラフト重合しているグラフト化ゴム質重合体と、非グラフトである上記ビニル系単量体(b2)の(共)重合体とを含む樹脂である。
【0012】
上記芳香族ビニル化合物としては、少なくとも1つのビニル結合と、少なくとも1つの芳香族環とを有する化合物であれば、特に限定されることなく用いることができる。その例としては、スチレン、α−メチルスチレン、o−メチルスチレン、p−メチルスチレン、ビニルトルエン、β−メチルスチレン、エチルスチレン、p−tert−ブチルスチレン、ビニルキシレン、ビニルナフタレン、モノクロロスチレン、ジクロロスチレン、モノブロモスチレン、ジブロモスチレン、フルオロスチレン等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、スチレン及びα−メチルスチレンが好ましい。
【0013】
上記スチレン系樹脂(A1)としてのスチレン系(共)重合体(A11)は、単独重合体及び共重合体のいずれでもよく、これらの組合せでもよい。好ましくは共重合体である。
上記スチレン系樹脂(A1)としてのスチレン系(共)重合体(A11)が共重合体である場合、芳香族ビニル化合物に由来する単量体単位以外の他の単量体単位としては、シアン化ビニル化合物、(メタ)アクリル酸エステル化合物、マレイミド系化合物、酸無水物、更には、ヒドロキシル基、アミノ基、エポキシ基、アミド基、カルボキシル基、オキサゾリン基等の官能基を有するビニル系化合物等に由来する単量体単位が挙げられる。この他の単量体単位は、1種単独であるいは2種以上の組合せで含まれたものとすることができる。
【0014】
上記シアン化ビニル化合物としては、アクリロニトリル、メタクリロニトリル等が挙げられる。これらのうち、アクリロニトリルが好ましい。また、これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0015】
上記(メタ)アクリル酸エステル化合物としては、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n−プロピル、(メタ)アクリル酸イソプロピル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸イソブチル、(メタ)アクリル酸sec−ブチル、(メタ)アクリル酸tert−ブチル、(メタ)アクリル酸ヘキシル、(メタ)アクリル酸n−オクチル、(メタ)アクリル酸2−エチルヘキシル、(メタ)アクリル酸シクロヘキシル、(メタ)アクリル酸フェニル、(メタ)アクリル酸ベンジル等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0016】
上記マレイミド系化合物としては、マレイミド、N−メチルマレイミド、N−ブチルマレイミド、N−フェニルマレイミド、N−(2−メチルフェニル)マレイミド、N−(4−ヒドロキシフェニル)マレイミド、N−シクロヘキシルマレイミド等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。尚、マレイミド系化合物に由来する単量体単位を導入する他の方法としては、例えば、無水マレイン酸を共重合し、その後イミド化する方法でもよい。
上記酸無水物としては、無水マレイン酸、無水イタコン酸、無水シトラコン酸等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0017】
また、上記のヒドロキシル基、アミノ基、エポキシ基、アミド基、カルボキシル基、オキサゾリン基等の官能基を有するビニル系化合物としては、(メタ)アクリル酸2−ヒドロキシエチル、ヒドロキシスチレン、(メタ)アクリル酸N,N−ジメチルアミノメチル、N,N−ジエチル−p−アミノメチルスチレン、(メタ)アクリル酸グリシジル、(メタ)アクリル酸3,4−オキシシクロヘキシル、ビニルグリシジルエーテル、メタリルグリシジルエーテル、アリルグリシジルエーテル、メタクリルアミド、アクリルアミド、(メタ)アクリル酸、ビニルオキサゾリン等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0018】
上記スチレン系(共)重合体(A11)が共重合体である場合、好ましい共重合体は、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体(b1)を用いてなるスチレン系共重合体であり、より詳細には、芳香族ビニル化合物に由来する単量体単位と、シアン化ビニル化合物に由来する単量体単位と、必要に応じて含まれる他の単量体単位とからなる共重合体である。これらの単量体単位の含有割合は、全単量体単位の合計を100質量%とした場合に、それぞれ、好ましくは50〜97質量%、3〜50質量%及び0〜47質量%、より好ましくは55〜95質量%、5〜45質量%及び0〜15質量%である。上記含有割合であれば、本発明の発泡成形用熱可塑性樹脂組成物により、耐薬品性に優れ、発泡倍率の高い発泡成形品を得ることができる。
【0019】
上記スチレン系(共)重合体(A11)が共重合体である場合、アクリロニトリル・スチレン共重合体、アクリロニトリル・α−メチルスチレン共重合体、アクリロニトリル・スチレン・メタクリル酸メチル共重合体、アクリロニトリル・スチレン・N−フェニルマレイミド共重合体等が挙げられる。
【0020】
上記スチレン系(共)重合体(A11)について、ゲルパーミエーションクロマトグラフィー(GPC)によるポリスチレン換算の重量平均分子量(以下、「Mw」という。)は、好ましくは100,000〜300,000であり、より好ましくは100,000〜270,000、更に好ましくは120,000〜250,000である。上記Mwがこの範囲にあれば、本発明の発泡成形用熱可塑性樹脂組成物中の発泡剤〔C〕の含有量が安定し、経時による該含有量の変化を小さくすることができる。また、成形加工性、機械的強度に優れた発泡成形品を得ることができる。
【0021】
上記スチレン系(共)重合体(A11)は、重合開始剤の存在下又は非存在下に、芳香族ビニル化合物を含むビニル系単量体(b1)を重合することにより製造することができる。重合方法は、重合開始剤を用いる場合には、溶液重合、塊状重合、乳化重合、懸濁重合等が好適であり、これらの重合方法を組み合わせて用いてもよい。また、重合開始剤を用いない場合は、熱重合とすることができる。
【0022】
上記重合開始剤としては、クメンハイドロパーオキサイド、ジイソプロピルベンゼンハイドロパーオキサイド、パラメンタンハイドロパーオキサイド等の有機過酸化物と、含糖ピロリン酸処方、スルホキシレート処方等の還元剤とを組み合わせたレドックス系開始剤;過硫酸カリウム等の過硫酸塩;ベンゾイルパーオキサイド(BPO)、ラウロイルパーオキサイド、tert−ブチルパーオキシラウレイト、tert−ブチルパーオキシモノカーボネート等の過酸化物等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。また、上記重合開始剤の使用量は、上記ビニル系単量体(b1)全量に対し、通常、0.1〜1.5質量%である。
尚、必要に応じて、後述するゴム強化スチレン系樹脂(A12)の製造時に使用可能な連鎖移動剤、乳化剤等を用いることができる。
【0023】
上記スチレン系(共)重合体(A11)の製造の際には、ビニル系単量体(b1)の全量を反応系に収容した状態で重合を開始してよいし、任意に選択した単量体成分を分割添加又は連続添加して重合を行ってもよい。更に、上記重合開始剤を用いる場合には、反応系に一括して又は連続的に添加することができる。
【0024】
1−1−2.ゴム強化スチレン系樹脂(A12)
このゴム強化スチレン系樹脂(A12)は、ゴム質重合体(以下、「ゴム質重合体(a)」という。)の存在下、ビニル系単量体(b2)を重合して得られた樹脂である。
【0025】
上記ゴム質重合体(a)は、室温でゴム質であれば、単独重合体であってもよいし、共重合体であってもよいが、ジエン系重合体(ジエン系ゴム質重合体)及び非ジエン系重合体(非ジエン系ゴム質重合体)が好ましい。更に、上記ゴム質重合体(a)は、架橋重合体であってもよいし、非架橋重合体であってもよい。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0026】
上記ジエン系重合体(ジエン系ゴム質重合体)としては、ポリブタジエン、ポリイソプレン等の単独重合体;スチレン・ブタジエン系共重合体ゴム;スチレン・イソプレン系共重合体ゴム;天然ゴム等が挙げられる。これらの共重合体は、ブロック共重合体でもよいし、ランダム共重合体でもよい。また、これらの共重合体は水素添加(但し、水素添加率は50%未満。)されたものであってもよい。上記ジエン系重合体は、1種単独であるいは2種以上を組み合わせて用いることができる。
【0027】
また、上記非ジエン系重合体(非ジエン系ゴム質重合体)としては、エチレン単位と、炭素数3以上のα−オレフィンに由来する単位を含むエチレン・α−オレフィン系共重合体ゴム;ウレタン系ゴム;アクリル系ゴム;シリコーンゴム;シリコーン・アクリル系IPNゴム;共役ジエン系化合物に由来する単位を含む(共)重合体を水素添加してなる重合体(但し、水素添加率は、通常、50%以上。)等が挙げられる。これらの共重合体は、ブロック共重合体であってもよいし、ランダム共重合体であってもよい。上記非ジエン系重合体は、1種単独であるいは2種以上を組み合わせて用いることができる。
【0028】
上記ゴム質重合体(a)としては、ジエン系重合体が好ましい。
【0029】
上記ゴム強化スチレン系樹脂(A12)の形成に用いる上記ゴム質重合体(a)の形状は、特に限定されないが、粒子状である場合、その重量平均粒子径は、好ましくは100〜2,000nm、より好ましくは200〜1,000nmである。重量平均粒子径が上記範囲にあれば、本発明の発泡成形用熱可塑性樹脂組成物を用いて得られる発泡成形品の成形加工性及び耐衝撃性に優れる。また、本発明の積層品を形成した場合の耐衝撃性にも優れる。尚、上記重量平均粒子径は、電子顕微鏡写真を用いた画像解析法、レーザー回折法、光散乱法等により測定することができる。
【0030】
上記ゴム質重合体(a)が粒子状である場合、重量平均粒子径が上記範囲内にある限り、例えば、特開昭61−233010号公報、特開昭59−93701号公報、特開昭56−167704号公報等に記載されている公知の方法により肥大化したものを用いることもできる。
【0031】
上記ゴム質重合体(a)を製造する方法としては、平均粒子径の調整等を考慮し、乳化重合が好ましい。この場合、平均粒子径は、乳化剤の種類及びその使用量、開始剤の種類及びその使用量、重合時間、重合温度、攪拌条件等の製造条件を選択することにより調整することができる。また、上記平均粒子径(粒子径分布)の他の調整方法としては、異なる粒子径を有する上記ゴム質重合体(a)の2種以上をブレンドする方法でもよい。
【0032】
上記ゴム強化スチレン系樹脂(A12)の形成に用いる上記ビニル系単量体(b2)は、芳香族ビニル化合物のみであってよいし、この芳香族ビニル化合物と、例えば、シアン化ビニル化合物、(メタ)アクリル酸エステル化合物、マレイミド系化合物、酸無水物等の芳香族ビニル化合物と共重合可能な化合物との組合せであってもよい。
【0033】
上記芳香族ビニル化合物としては、上記スチレン系(共)重合体(A11)の形成に用いられる芳香族ビニル化合物として例示した化合物を、1種単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、スチレン及びα−メチルスチレンが好ましい。
【0034】
上記シアン化ビニル化合物としては、上記スチレン系(共)重合体(A11)の形成に用いられるシアン化ビニル化合物として例示した化合物を、1種単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、アクリロニトリルが好ましい。
【0035】
また、上記の(メタ)アクリル酸エステル化合物、マレイミド系化合物、酸無水物等についても、上記スチレン系(共)重合体(A11)の形成に用いられる化合物を、1種単独であるいは2種以上を組み合わせて用いることができる。
【0036】
上記ビニル系単量体(b2)としては、芳香族ビニル化合物の1種以上、及び、この芳香族ビニル化合物と共重合可能な化合物の1種以上、を組み合わせて用いることが好ましく、この場合の芳香族ビニル化合物と、それ以外の化合物との質量割合は、これらの合計を100質量%とした場合、それぞれ、通常、45〜97質量%及び3〜55質量%、好ましくは50〜95質量%及び5〜50質量%である。上記芳香族ビニル化合物の割合が少なすぎると、成形加工性が劣る傾向にあり、得られる発泡成形品の形状安定性が劣る場合がある。一方、上記割合が多すぎると、得られる発泡成形品の耐薬品性、耐熱性等が十分でない場合がある。
【0037】
上記ビニル系単量体(b2)としては、好ましくは、芳香族ビニル化合物及びシアン化ビニル化合物の組合せ、並びに、芳香族ビニル化合物、シアン化ビニル化合物及び他の化合物((メタ)アクリル酸エステル化合物等)の組合せである。シアン化ビニル化合物を用いることにより、得られる発泡成形品において、耐薬品性及び耐熱性等の物性バランスが向上する。
尚、上記ビニル系単量体(b1)及び上記ビニル系単量体(b2)において、構成成分及びその割合等が互いに同じであってよいし、異なってもよい。
【0038】
上記ゴム強化スチレン系樹脂(A12)は、上記ゴム質重合体(a)の存在下に、上記ビニル系単量体(b2)を重合することにより製造することができる。重合方法としては、乳化重合、溶液重合、塊状重合、及び、塊状−懸濁重合が好ましい。
【0039】
尚、上記ゴム強化スチレン系樹脂(A12)の製造の際には、ゴム質重合体(a)及び上記ビニル系単量体(b2)は、反応系において、上記ゴム質重合体(a)全量の存在下に、上記ビニル系単量体(b2)を一括添加して重合を開始してよいし、分割して又は連続的に添加しながら重合を行ってもよい。また、上記ゴム質重合体(a)の一部存在下、又は、非存在下に、上記ビニル系単量体(b2)を一括添加して重合を開始してよいし、分割して又は連続的に添加してもよい。このとき、上記ゴム質重合体(a)の残部は、反応の途中で、一括して、分割して又は連続的に添加してもよい。
【0040】
上記ゴム強化スチレン系樹脂(A12)を100質量部製造する場合、上記ゴム質重合体(a)の使用量は、通常、5〜80質量部である。また、上記ビニル系単量体(b2)の使用量は、上記ゴム質重合体(a)100質量部に対し、通常、25〜1,900質量部である。
【0041】
乳化重合によりゴム強化スチレン系樹脂(A12)を製造する場合には、重合開始剤、連鎖移動剤(分子量調節剤)、乳化剤、水等が用いられる。
【0042】
上記重合開始剤としては、上記スチレン系(共)重合体(A11)の製造方法の説明にて例示した化合物を、1種単独であるいは2種以上を組み合わせて用いることができる。上記重合開始剤の使用量は、上記ビニル系単量体(b2)全量に対し、通常、0.1〜1.5質量%である。
尚、上記重合開始剤は、反応系に一括して、又は、連続的に添加することができる。
【0043】
上記連鎖移動剤としては、オクチルメルカプタン、n−ドデシルメルカプタン、tert−ドデシルメルカプタン、n−ヘキシルメルカプタン、n−ヘキサデシルメルカプタン、n−テトラデシルメルカプタン、tert−テトラデシルメルカプタン等のメルカプタン類;ターピノーレン類、α−メチルスチレンのダイマー等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。上記連鎖移動剤の使用量は、上記ビニル系単量体(b2)全量に対し、通常、0.05〜2.0質量%である。
尚、上記連鎖移動剤は、反応系に一括して、又は、連続的に添加することができる。
【0044】
上記乳化剤としては、アニオン系界面活性剤及びノニオン系界面活性剤が挙げられる。アニオン系界面活性剤としては、高級アルコールの硫酸エステル;ドデシルベンゼンスルホン酸ナトリウム等のアルキルベンゼンスルホン酸塩;ラウリル硫酸ナトリウム等の脂肪族スルホン酸塩;高級脂肪族カルボン酸塩、脂肪族リン酸塩等が挙げられる。また、ノニオン系界面活性剤としては、ポリエチレングリコールのアルキルエステル型化合物、アルキルエーテル型化合物等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。上記乳化剤の使用量は、上記ビニル系単量体(b2)全量に対し、通常、0.3〜5.0質量%である。
【0045】
乳化重合は、ビニル系単量体(b2)、重合開始剤等の種類に応じ、公知の条件で行うことができる。この乳化重合により得られたラテックスは、通常、凝固剤により凝固させ、重合体成分を粉末状とし、その後、これを水洗、乾燥することによって精製される。この凝固剤としては、塩化カルシウム、硫酸マグネシウム、塩化マグネシウム、塩化ナトリウム等の無機塩;硫酸、塩酸等の無機酸;酢酸、乳酸等の有機酸等が用いられる。
尚、上記スチレン系樹脂(A1)に、ゴム強化スチレン系樹脂(A12)を2種以上含有させる場合には、各ラテックスから樹脂を単離した後、混合してもよいが、他の方法として、各樹脂をそれぞれ含むラテックスの混合物を凝固する等の方法がある。
【0046】
溶液重合、塊状重合及び塊状−懸濁重合による上記ゴム強化スチレン系樹脂(A12)の製造方法は、公知の方法を適用することができる。
【0047】
上記ゴム強化スチレン系樹脂(A12)のグラフト率は、通常、10〜200質量%、好ましくは15〜150質量%である。グラフト率が10質量%未満では、上記範囲にあれば、本発明の発泡成形用熱可塑性樹脂組成物の加工性に優れ、得られる発泡成形品の表面外観性及び耐衝撃性に優れる。
【0048】
ここで、グラフト率とは、ゴム強化スチレン系樹脂(A12)1グラム中のゴム質重合体(a)をxグラム、ゴム強化スチレン系樹脂(A12)1グラムをアセトンに溶解させた際の不溶分をyグラムとしたときに、下記式により求められる値である。但し、ゴム質重合体(a)がアクリル系ゴムである場合には、アセトンの代わりにアセトニトリルを用いる。
グラフト率(質量%)={(y−x)/x}×100
【0049】
また、上記ゴム強化スチレン系樹脂(A12)のアセトン(但し、上記ゴム質重合体(a)がアクリル系ゴムである場合には、アセトニトリルを用いる。)に可溶な成分の極限粘度[η](メチルエチルケトン中、30℃で測定)は、通常、0.1〜1.0dl/g、好ましくは0.2〜0.9dl/gである。この極限粘度[η]が上記範囲内であると、成形加工性に優れ、得られる発泡成形品の耐衝撃性にも優れる。
【0050】
上記のグラフト率及び極限粘度[η]は、上記ゴム強化スチレン系樹脂(A12)を製造する際に用いる、重合開始剤、連鎖移動剤、乳化剤、溶剤等の種類や量、更には重合時間、重合温度等を調整することにより、容易に制御することができる。
【0051】
上記スチレン系樹脂(A1)は、好ましくは、スチレン系(共)重合体(A11)の1種以上、ゴム強化スチレン系樹脂(A12)の1種以上、並びに、スチレン系(共)重合体(A11)の1種以上と、ゴム強化スチレン系樹脂(A12)の1種以上との組合せである。
【0052】
本発明の発泡成形用熱可塑性樹脂組成物において、上記成分〔A〕中のスチレン系樹脂(A1)の含有量は、上記成分〔A〕を100質量%とした場合、5〜100質量%であり、好ましくは30〜100質量%、より好ましくは60〜100質量%、更に好ましくは80〜100質量%、特に好ましくは90〜100質量%である。上記スチレン系樹脂(A1)の含有量が上記範囲にあれば、発泡性及び微分散性に優れ、特に、発泡倍率が高く、発泡セルが均一であり且つ成形外観性に優れる発泡成形品の形成に好適である。
【0053】
1−1−3.他の熱可塑性樹脂
上記成分〔A〕は、必要に応じて、更に、他の熱可塑性樹脂を含有することができる。
他の熱可塑性樹脂の使用量は、上記成分〔A〕を100質量%とした場合、通常、0〜95質量%、好ましくは0〜70質量%、より好ましくは0〜40質量%、更に好ましくは0〜20質量%、特に好ましくは0〜10質量%である。
他の熱可塑性樹脂は、熱可塑性を有する樹脂であれば、特に限定されず、ポリカーボネート樹脂(PC);ポリメタクリル酸メチル(PMMA)等の(メタ)アクリル酸エステル化合物の1種以上を用いた(共)重合体等のアクリル系樹脂;塩化ビニル系樹脂;ポリアミド系樹脂(PA);ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート等のポリエステル系樹脂;オレフィン系樹脂;アイオノマー、エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体等のエチレン系共重合体;ポリアセタール樹脂(POM);ポリアリレート樹脂;ポリフェニレンエーテル;ポリフェニレンサルファイド;ポリテトラフルオロエチレン、ポリフッ化ビニリデン等のフッ素系樹脂;液晶ポリマー;イミド系樹脂;ケトン系樹脂;スルホン系樹脂;ウレタン系樹脂;ポリ酢酸ビニル;ポリエチレンオキシド;ポリビニルアルコール;ポリビニルエーテル;ポリビニルブチラール;フェノキシ樹脂;感光性樹脂;バイオベースポリマー等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、ポリカーボネート樹脂、ポリエステル系樹脂、熱可塑性エラストマー、オレフィン系樹脂、アクリル系樹脂、塩化ビニル系樹脂及びバイオベースポリマーが好ましく、ポリカーボネート樹脂、ポリエステル系樹脂、アクリル系樹脂及び塩化ビニル系樹脂が更に好ましい。
【0054】
上記塩化ビニル系樹脂としては、塩化ビニルの単独重合体(ポリ塩化ビニル);ポリ塩化ビニリデン;塩化ビニルと、これと共重合可能な他の単量体との共重合体が挙げられる。かかる他の単量体としては、エチレン、プロピレン、ブテン、1−ペンテン、ブタジエン、スチレン、α−メチルスチレン、アクリロニトリル、塩化ビニリデン、シアン化ビニリデン、アルキルビニルエーテル、カルボン酸ビニルエステル、アリールエーテル、ジアルキルマレイン酸、フマル酸エステル、N−ビニルピロリドン、ビニルピリジン、ビニルシラン等が挙げられる。
その平均重合度は、通常、500〜8,000である。
【0055】
本発明の発泡成形用熱可塑性樹脂組成物において、上記成分〔A〕が、上記スチレン系樹脂(A1)及び塩化ビニル系樹脂からなる場合、上記成分〔A〕中の塩化ビニル系樹脂の含有量は、上記成分〔A〕を100質量%とした場合、好ましくは5〜95質量%であり、より好ましくは10〜70質量%、更に好ましくは10〜40質量%である。上記塩化ビニル系樹脂の含有量が上記範囲にあれば、発泡倍率が高く、発泡セルが均一であり且つ成形外観性に優れる発泡成形品の形成に好適である。
【0056】
1−2.木粉〔B〕
この成分〔B〕は、全体を100質量%とした場合に、粒度40メッシュパス〜120メッシュオンの木粉(以下、「木粉(B1)」という。)を50〜100質量%、好ましくは70〜100質量%含む木粉であれば、原木の種類、形状等は特に限定されない。
上記木粉(B1)を含む成分〔B〕は、アカシア、モミ、サクラ、ナラ、スギ、ヒノキ、エゾマツ、トドマツ、アカマツ、ツゲ、ブナ、ラワン等の天然木、及び、製材工場から副生するおが屑や間伐材、住宅等の建物を解体した際に排出される木質廃材、家具を解体した際に排出される木質廃材、建物建築中に排出される木材の端材等の廃材木から選択される1種以上を用いることができる。
上記木粉(B1)を50〜100質量%含む成分〔B〕を用いることにより、表面に、毛羽立ち、木粉の脱落、及び、木粉による粉ふきの発生が抑制され、成形外観性に優れる発泡成形品を得ることができる。一方、上記木粉(B1)の含有量が少ないと、毛羽立ち、木粉の脱落、木粉による粉ふき等の少なくとも1つの不良現象が発生し、発泡成形品の表面外観性が低下する。
尚、上記成分〔B〕が、粒度40メッシュオンの木粉を多く含むと、本発明の発泡成形用熱可塑性樹脂組成物を用いて得られる発泡成形品の表面に、毛羽立ち、木粉の脱落等が発生し、表面外観性が劣る場合がある。一方、粒度120メッシュパスの木粉を多く含むと、本発明の発泡成形用熱可塑性樹脂組成物を用いて得られる発泡成形品の表面に、毛羽立ち、粉ふき等が発生し、表面外観性が低下する場合がある。
【0057】
本発明の発泡成形用熱可塑性樹脂組成物に含有される上記成分〔B〕の含有量は、上記熱可塑性樹脂〔A〕の量を100質量部とした場合に、5〜150質量部であり、好ましくは5〜100質量部、より好ましくは5〜60質量部である。上記成分〔B〕の含有量が上記範囲にあると、木質感に優れた発泡成形品を得ることができる。
【0058】
1−3.発泡剤〔C〕
この成分〔C〕は、沸点(大気圧)が−10℃〜55℃である化合物を含むものであれば、特に限定されない。この化合物としては、炭素原子数3〜6の脂肪族炭化水素等が挙げられ、特に、n−ブタン、イソブタン、n−ペンタン及びイソペンタンが好ましい。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。この化合物を用いると、発泡性、及び、発泡セルの微分散性に優れる。尚、沸点が−10℃〜55℃である化合物の含有量は、上記成分〔C〕100質量%に対し、好ましくは80質量%(又は)以上、より好ましくは90質量%以上、更に好ましくは95〜100質量%である。
尚、上記成分〔C〕が複数の成分を含む場合には、沸点(大気圧)の平均値が−10℃〜55℃であることが好ましい。
【0059】
上記成分〔C〕が、他の成分を含む場合、エタン、シクロペンタン、n−ヘキサン、シクロヘキサン等の炭化水素系化合物;塩化メチル、塩化エチル、ジクロロエタン、クロロホルム、フルオロメタン、ジフルオロメタン、トリフルオロメタン、ジフルオロエタン、トリフルオロエタン、フルオロクロロメタン、フルオロクロロエタン、ジクロロジフルオロメタン等のハロゲン化炭化水素等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
また、上記成分〔C〕は、酸素原子を含む化合物である石油エーテル、炭酸ガス、窒素ガス等を含んでもよい。
他の成分の含有量は、上記成分〔C〕100質量%に対し、好ましくは20質量%以下、より好ましくは10質量%以下、更に好ましくは0〜5質量%である。
【0060】
本発明の発泡成形用熱可塑性樹脂組成物において、上記成分〔C〕の含有割合は、上記熱可塑性樹脂〔A〕の量を100質量部とした場合に、0.1〜5質量部であり、好ましくは0.2〜4質量部、より好ましくは0.3〜3質量部である。上記範囲にあることにより、本発明の発泡成形用熱可塑性樹脂組成物により、発泡倍率が高く、均一なセル径を有する発泡成形品を得ることができる。
【0061】
1−4.添加剤
本発明の発泡成形用熱可塑性樹脂組成物は、目的、用途等に応じて、添加剤を含有したものとすることができる。この添加剤としては、発泡助剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、老化防止剤、帯電防止剤、可塑剤、滑剤、難燃剤、抗菌剤、防汚剤、着色剤、蛍光増白剤、蛍光染料等が挙げられる。
【0062】
上記発泡助剤としては、ベンゼン、トルエン、キシレン、エチルベンゼン等の芳香族炭化水素類;エチレンジクロライド、トリクロロエチレン、テトラクロロエチレン等のハロゲン化炭化水素類;酢酸エチル、酢酸ブチル等のエステル類等の有機溶剤が挙げられる。この発泡助剤は、上記成分〔C〕として、n−プロパン、n−ブタン、イソブタン、n−ペンタン、イソペンタン、シクロヘキサン等を用いる場合に併用することにより、上記の成分〔A〕及び〔C〕の相溶性を向上させることができる。
上記発泡助剤の含有量は、上記成分〔C〕100質量部に対して、通常、0.1〜2質量部である。
【0063】
上記充填剤としては、タルク、マイカ、クレー、ワラストナイト、炭酸カルシウム、シリカ、アルミナ、ガラス繊維、ガラスビーズ、ガラスバルーン、ミルドファイバー、ガラスフレーク、炭素繊維、炭素フレーク、炭素バルン、カーボンビーズ、カーボンミルドファイバー、カーボンブラック、グラファイト、セラミック繊維、アラミド粒子、アラミド繊維、ポリアリレート繊維、各種ウィスカー、パルプ、もみがら、ペーパースラッジ等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記充填剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.1〜5質量部である。
【0064】
上記熱安定剤としては、ホスファイト類、ヒンダードフェノール類、チオエーテル類等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記熱安定剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.01〜2質量部である。
【0065】
上記酸化防止剤としては、ヒンダードアミン類、ハイドロキノン類、ヒンダードフェノール類、硫黄含有化合物等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記酸化防止剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.01〜2質量部である。
【0066】
上記紫外線吸収剤としては、ベンゾフェノン類、ベンゾトリアゾール類、サリチル酸エステル類、金属錯塩類等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。また、ヒンダードアミン類と併用すると好ましい場合がある。
上記紫外線吸収剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.05〜2質量部である。
【0067】
上記老化防止剤としては、ナフチルアミン系化合物、ジフェニルアミン系化合物、p−フェニレンジアミン系化合物、キノリン系化合物、ヒドロキノン誘導体系化合物、モノフェノール系化合物、ビスフェノール系化合物、トリスフェノール系化合物、ポリフェノール系化合物、チオビスフェノール系化合物、ヒンダードフェノール系化合物、亜リン酸エステル系化合物、イミダゾール系化合物、ジチオカルバミン酸ニッケル塩系化合物、リン酸系化合物等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記老化防止剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.01〜2質量部である。
【0068】
上記帯電防止剤としては、帯電防止剤としては、低分子型帯電防止剤、高分子型帯電防止剤等が挙げられる。また、これらは、イオン伝導型でもよいし、電子伝導型でもよい。
低分子型帯電防止剤としては、アニオン系帯電防止剤;カチオン系帯電防止剤;非イオン系帯電防止剤;両性系帯電防止剤;錯化合物;アルコキシシラン、アルコキシチタン、アルコキシジルコニウム等の金属アルコキシド及びその誘導体;コーテッドシリカ、リン酸塩、リン酸エステル等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
また、高分子型帯電防止剤としては、分子内にスルホン酸金属塩を有するビニル共重合体、アルキルスルホン酸金属塩、アルキルベンゼンスルホン酸金属塩、ベタイン等が挙げられる。更に、ポリアミドエラストマー、ポリエステルエラストマー等を用いることもできる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記帯電防止剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.1〜5質量部である。
【0069】
上記可塑剤としては、ジメチルフタレート、ジエチルフタレート、ジブチルフタレート、ジイソブチルフタレート、ジオクチルフタレート、ブチルオクチルフタレート、ジ−(2−エチルヘキシル)フタレート、ジイソオクチルフタレート、ジイソデシルフタレート等のフタル酸エステル類;ジメチルアジペート、ジイソブチルアジペート、ジ−(2−エチルヘキシル)アジペート、ジイソオクチルアジペート、ジイソデシルアジペート、オクチルデシルアジペート、ジ−(2−エチルヘキシル)アゼレート、ジイソオクチルアゼレート、ジイソブチルアゼレート、ジブチルセバケート、ジ−(2−エチルヘキシル)セバケート、ジイソオクチルセバケート等の脂肪酸エステル類;トリメリット酸イソデシルエステル、トリメリット酸オクチルエステル、トリメリット酸n−オクチルエステル、トリメリット酸系イソノニルエステル等のトリメリット酸エステル類;ジ−(2−エチルヘキシル)フマレート、ジエチレングリコールモノオレート、グリセリルモノリシノレート、トリラウリルホスフェート、トリステアリルホスフェート、トリ−(2−エチルヘキシル)ホスフェート、エポキシ化大豆油、ポリエーテルエステル等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記可塑剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.5〜5質量部である。
【0070】
上記滑剤としては、脂肪酸エステル、炭化水素樹脂、パラフィン、高級脂肪酸、オキシ脂肪酸、脂肪酸アミド、アルキレンビス脂肪酸アミド、脂肪族ケトン、脂肪酸低級アルコールエステル、脂肪酸多価アルコールエステル、脂肪酸ポリグリコールエステル、脂肪族アルコール、多価アルコール、ポリグリコール、ポリグリセロール、金属石鹸、シリコーン、変性シリコーン等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記滑剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.5〜5質量部である。
【0071】
上記難燃剤としては、有機系難燃剤、無機系難燃剤、反応系難燃剤等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
有機系難燃剤としては、臭素化エポキシ系化合物、臭素化アルキルトリアジン化合物、臭素化ビスフェノール系エポキシ樹脂、臭素化ビスフェノール系フェノキシ樹脂、臭素化ビスフェノール系ポリカーボネート樹脂、臭素化ポリスチレン樹脂、臭素化架橋ポリスチレン樹脂、臭素化ビスフェノールシアヌレート樹脂、臭素化ポリフェニレンエーテル、デカブロモジフェニルオキサイド、テトラブロモビスフェノールA及びそのオリゴマー等のハロゲン系難燃剤;トリメチルホスフェート、トリエチルホスフェート、トリプロピルホスフェート、トリブチルホスフェート、トリペンチルホスフェート、トリヘキシルホスフェート、トリシクロヘキシルホスフェート、トリフェニルホスフェート、トリクレジルホスフェート、トリキシレニルホスフェート、クレジルジフェニルホスフェート、ジクレジルフェニルホスフェート、ジメチルエチルホスフェート、メチルジブチルホスフェート、エチルジプロピルホスフェート、ヒドロキシフェニルジフェニルホスフェート等のリン酸エステルやこれらを各種置換基で変性した化合物、各種の縮合型のリン酸エステル化合物、リン元素及び窒素元素を含むホスファゼン誘導体等のリン系難燃剤;ポリテトラフルオロエチレン、グアニジン塩、シリコーン系化合物、ホスファゼン系化合物等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0072】
無機系難燃剤としては、水酸化アルミニウム、酸化アンチモン、水酸化マグネシウム、ホウ酸亜鉛、ジルコニウム系化合物、モリブデン系化合物、スズ酸亜鉛等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
反応系難燃剤としては、テトラブロモビスフェノールA、ジブロモフェノールグリシジルエーテル、臭素化芳香族トリアジン、トリブロモフェノール、テトラブロモフタレート、テトラクロロ無水フタル酸、ジブロモネオペンチルグリコール、ポリ(ペンタブロモベンジルポリアクリレート)、クロレンド酸(ヘット酸)、無水クロレンド酸(無水ヘット酸)、臭素化フェノールグリシジルエーテル、ジブロモクレジルグリシジルエーテル等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0073】
上記難燃剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.5〜30質量部である。
尚、本発明の発泡成形用熱可塑性樹脂組成物に難燃剤を含有させる場合には、難燃助剤を用いることが好ましい。この難燃助剤としては、三酸化二アンチモン、四酸化二アンチモン、五酸化二アンチモン、アンチモン酸ナトリウム、酒石酸アンチモン等のアンチモン化合物や、ホウ酸亜鉛、メタホウ酸バリウム、水和アルミナ、酸化ジルコニウム、ポリリン酸アンモニウム、酸化スズ、酸化鉄等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0074】
上記抗菌剤としては、銀系ゼオライト、銀−亜鉛系ゼオライト等のゼオライト系抗菌剤、錯体化銀−シリカゲル等のシリカゲル系抗菌剤、ガラス系抗菌剤、リン酸カルシウム系抗菌剤、リン酸ジルコニウム系抗菌剤、銀−ケイ酸アルミン酸マグネシウム等のケイ酸塩系抗菌剤、酸化チタン系抗菌剤、セラミック系抗菌剤、ウィスカー系抗菌剤等の無機系抗菌剤;ホルムアルデヒド放出剤、ハロゲン化芳香族化合物、ロードプロパルギル誘導体、チオシアナト化合物、イソチアゾリノン誘導体、トリハロメチルチオ化合物、第四アンモニウム塩、ビグアニド化合物、アルデヒド類、フェノール類、ピリジンオキシド、カルバニリド、ジフェニルエーテル、カルボン酸、有機金属化合物等の有機系抗菌剤;無機・有機ハイブリッド抗菌剤;天然抗菌剤等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記抗菌剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.1〜5質量部である。
【0075】
上記着色剤としては、無機顔料、有機顔料及び染料のいずれを用いてもよい。また、これらを組み合わせて用いてもよい。
上記着色剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.0005〜10質量部である。
【0076】
1−5.発泡成形用熱可塑性樹脂組成物
本発明の発泡成形用熱可塑性樹脂組成物は、上記の成分〔A〕、〔B〕及び〔C〕を含有するものであるが、その形態は、特に限定されない。例えば、上記の成分〔A〕、〔B〕及び〔C〕のすべてを含有するペレット等の形態であってよいし、上記の成分〔A〕及び〔C〕を含有するペレット等と、上記成分〔B〕との混合物、上記成分〔A〕の一部、及び、上記成分〔B〕を含有するペレット等と、上記成分〔A〕の残部、及び、上記成分〔C〕とを含有するペレット等との混合物、等の形態であってもよい。
本発明においては、上記熱可塑性樹脂〔A〕のうちの5〜50質量%に相当する熱可塑性樹脂(以下、「樹脂(AX)」という。)と、上記木粉〔B〕のうちの0〜50質量%に相当する木粉(以下、「木粉(BX)」という。)と、上記発泡剤〔C〕のうちの50〜100質量%に相当する発泡剤(以下、「発泡剤(CX)」という。)とを含有する組成物〔X〕、及び、上記熱可塑性樹脂〔A〕のうちの50〜95質量%に相当する熱可塑性樹脂(以下、「樹脂(AY)」という。)と、上記木粉〔B〕のうちの50〜100質量%に相当する木粉(以下、「木粉(BY)」という。)と、上記発泡剤〔C〕のうちの0〜50質量%に相当する発泡剤(以下、「発泡剤(CY)」という。)とを含有する組成物〔Y〕の混合物であることが好ましい。尚、樹脂(AX)及び樹脂(AY)によって、上記熱可塑性樹脂〔A〕が構成され、木粉(BX)及び木粉(BY)によって、上記木粉〔B〕が構成され、且つ、発泡剤(CX)及び発泡剤(CY)によって、上記発泡剤〔C〕が構成されるものとする。また、組成物〔X〕及び組成物〔Y〕は、いずれも、1種以上からなるものとすることができる。
上記組成物〔X〕に含有される樹脂(AX)は、<1>好ましくは、スチレン系(共)重合体(A11)、及び/又は、ゴム強化スチレン系樹脂(A12)であり、より好ましくはスチレン系(共)重合体(A11)、並びに、スチレン系(共)重合体(A11)及びゴム強化スチレン系樹脂(A12)の混合物、更に好ましくはスチレン系(共)重合体(A11)である。上記樹脂(AX)が、上記成分から構成されていると、発泡倍率が高く、発泡性、発泡セルの微分散性、及び、成形外観性が優れる発泡成形品を得ることができる。
また、<2>上記樹脂(AX)が、スチレン系(共)重合体(A11)、及び/又は、ゴム強化スチレン系樹脂(A12)から構成される場合、上記ゴム質重合体を除く重合体成分が、この重合体成分を構成する単量体単位の全量を100質量%とした場合、芳香族ビニル化合物に由来する単量体単位が75〜95質量%であり、シアン化ビニル化合物に由来する単量体単位が5〜25質量%であり、他の単量体単位が0〜20質量%であることが好ましい。更に好ましい割合は、それぞれ、80〜87質量%、13〜20質量%及び0〜12質量%である。各単量体単位の含有量が、上記範囲にあると、発泡倍率が高く、発泡性、発泡セルの微分散性、及び、成形外観性が優れる発泡成形品を得ることができる。尚、上記ゴム質重合体を除く重合体成分は、上記樹脂(AX)をアセトン中に浸漬させて得られたアセトン可溶成分とすることができる。
更に、<3>上記樹脂(AX)に含有されるスチレン系(共)重合体(A11)、及び/又は、ゴム強化スチレン系樹脂(A12)からなる重合体成分の含有量は、上記樹脂(AX)に対して、好ましくは80〜100質量%、より好ましくは90〜100質量%、更に好ましくは95〜100質量%、特に好ましくは98〜100質量%である。この範囲にあると、発泡倍率が高く、発泡性、発泡セルの微分散性、及び、成形外観性が優れる発泡成形品を得ることができる。
上記組成物[X]が、上記<1>、<2>及び<3>の条件を満たすと、上記の効果が一段と優れる。
上記樹脂(AX)に含有されるスチレン系樹脂(A1)を構成する単量体単位の含有量は、単量体単位の種類及びその含有割合が既知であるスチレン系(共)重合体(A11)、及び/又は、ゴム強化スチレン系樹脂(A12)を用い、その使用量を適宜、調整することにより、上記の単量体単位の含有量にすることができる。
また、上記組成物〔X〕のために用いられるスチレン系樹脂(A1)がスチレン系(共)重合体(A11)のみである場合には、この組成物〔X〕をアセトンに浸漬させて得られたアセトン可溶分を、既知の方法により分析し、その結果によりスチレン系(共)重合体(A11)の単量体単位量を検証することができる。
【0077】
また、上記組成物〔Y〕に含有される樹脂(AY)は、好ましくはスチレン系樹脂(A1)、又は、スチレン系樹脂(A1)及び他の熱可塑性樹脂からなる。スチレン系樹脂(A1)は、好ましくは、上記スチレン系(共)重合体(A11)、及び/又は、上記ゴム強化スチレン系樹脂(A12)であり、更に好ましくはゴム強化スチレン系樹脂(A12)、又は、スチレン系(共)重合体(A11)及びゴム強化スチレン系樹脂(A12)の混合物である。
上記他の熱可塑性樹脂として、特に好ましくは塩化ビニル系樹脂である。塩化ビニル系樹脂を用いる場合、その使用効果を得るために、上記スチレン系樹脂(A1)及び塩化ビニル系樹脂の含有割合は、これらの合計を100質量%とした場合に、それぞれ、好ましくは0〜80質量%及び20〜100質量%、更に好ましくは0〜50質量%及び50〜100質量%である。尚、上記塩化ビニル系樹脂の使用量は、本発明の発泡成形用熱可塑性樹脂組成物中に含有される他の熱可塑性樹脂の規定量の範囲内で選択される。
尚、上記スチレン系(共)重合体(A11)を構成する、ビニル系単量体に由来する単量体単位の種類は、上記説明がそのまま適用される。また、このビニル系単量体単位の各含有量は、芳香族ビニル化合物に由来する単量体単位、シアン化ビニル化合物に由来する単量体単位及び必要に応じて含まれる他の単量体単位の含有割合として、全単量体単位の合計を100質量%とした場合に、それぞれ、好ましくは50〜97質量%、3〜50質量%及び0〜47質量%、より好ましくは55〜95質量%、5〜45質量%及び0〜15質量%である。更に、上記スチレン系(共)重合体(A11)の好ましいMwは、100,000〜300,000であり、より好ましくは100,000〜270,000、更に好ましくは120,000〜250,000である。
また、上記ゴム強化スチレン系樹脂(A12)を構成するゴム質重合体(a)は、ジエン系重合体及び/又は非ジエン系重合体であり、その含有量は、ゴム強化スチレン系樹脂(A12)100質量%に対して、通常、5〜80質量%である。更に、ゴム強化スチレン系樹脂(A12)において、ゴム質重合体(a)を除く重合体成分を構成するビニル系単量体に由来する単量体単位の種類は、上記ビニル系単量体(b2)における説明がそのまま適用される。そして、これらのビニル系単量体単位の含有量は、芳香族ビニル化合物に由来する単量体単位、及び、それ以外の化合物に由来する単量体単位が、その合計を100質量%とした場合、それぞれ、通常、45〜97質量%及び3〜55質量%、好ましくは50〜95質量%及び5〜50質量%である。
【0078】
また、発泡倍率が高く、外観性に優れた発泡成形品を得るための好ましい構成は、以下に示される。上記組成物〔X〕に含有される樹脂(AX)、及び、上記組成物〔Y〕に含有される樹脂(AY)の質量割合は、上記のように、それぞれ、5〜50質量%及び50〜95質量%であり、より好ましくは7〜45質量%及び55〜93質量%、更に好ましくは10〜40質量%及び60〜90質量%である。
上記組成物〔X〕に含有される木粉(BX)、及び、上記組成物〔Y〕に含有される木粉(BY)の質量割合は、上記のように、それぞれ、0〜50質量%及び50〜100質量%であり、より好ましくは0〜20質量%及び80〜100質量%、更に好ましくは0〜10質量%及び90〜100質量%である。
また、上記組成物〔X〕に含有される発泡剤(CX)、及び、上記組成物〔Y〕に含有される発泡剤(CY)の質量割合は、上記のように、それぞれ、50〜100質量%及び0〜50質量%であり、より好ましくは70〜100質量%及び0〜30質量%、更に好ましくは90〜100質量%及び0〜10質量%である。
上記範囲で組成物〔X〕及び〔Y〕を調製し、これらの組成物を混合してなる発泡成形用熱可塑性樹脂組成物とすることにより、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品を容易に得ることができる。
【0079】
上記の組成物〔X〕及び〔Y〕の特に好ましい組合せは、上記組成物〔X〕が、樹脂(AX)において上記アセトン可溶成分の構成を備え、木粉(BX)の質量割合が木粉全体に対して0〜10質量%であり、発泡剤(CX)の質量割合が、発泡剤全体に対して100質量%である発泡剤含有組成物であり、且つ、上記組成物〔Y〕が、樹脂(AY)において、スチレン系樹脂(A1)、又は、スチレン系樹脂及び他の熱可塑性樹脂からなり、木粉(BY)の質量割合が木粉全体に対して90〜100質量%であり、発泡剤を含有しない発泡剤非含有組成物である態様である。上記組成物〔X〕は、加熱により溶融混練した粒状の発泡剤含有マスターバッチとすることが好ましく、発泡倍率は、好ましくは1.1以下、より好ましくは1.05以下の発泡剤含有マスターバッチである。一方、上記組成物〔Y〕は、好ましくは、上記発泡剤〔C〕を含有しない溶融混合物である。
尚、上記の組成物〔X〕及び〔Y〕は、上記に例示した、発泡助剤、充填剤、熱安定剤、酸化防止剤、紫外線防止剤、老化防止剤、帯電防止剤、可塑剤、滑剤、難燃剤、抗菌剤、防汚剤、着色剤、蛍光増白剤、蛍光染料等の添加剤を含んでもよい。
【0080】
上記発泡剤含有マスターバッチの形状及び大きさは、特に限定されず、形状について、例えば、平板状(円形、角形等)、柱状(円柱、角柱等)、線状、不定形状等とすることができる。
【0081】
上記組成物〔X〕としての発泡剤含有マスターバッチは、上記樹脂(AX)を溶融状態としながら、上記発泡剤〔C〕を配合し、混練することにより製造することができ、例えば、上記樹脂(AX)を溶融混練する工程(以下、「溶融工程」という。)、溶融工程により得られた溶融状態の上記樹脂(AX)に、上記成分〔C〕、又は、上記成分〔C〕及び発泡助剤を供給し、この混合物を溶融混練する工程(以下、「混練工程」という。)、混練工程により得られた混練物を線状体等とし、直ぐに上記線状体を冷却する工程(以下、「冷却工程」という。)、並びに、冷却した線状体を切断する工程(以下、「切断工程」という。)を、順次、進める製造方法により製造することができる。
【0082】
上記溶融工程においては、単軸押出機、二軸押出機、タンデム型押出機等の押出機を用い、上記樹脂(AX)を、その溶融温度以上で溶融混練する。
その後、上記混練工程においては、上記溶融工程において用いた押出機が、あるいは、別途準備した、上記例示した押出機が用いられ、溶融状態の上記樹脂(AX)中に、液化させた上記成分〔C〕、又は、液化させた上記成分〔C〕及び発泡助剤を供給し、通常、上記樹脂(AX)の溶融温度以上で溶融混練する。
【0083】
次いで、上記冷却工程においては、上記混練工程により得られた混練物を、押出機の出口に配設された、例えば、直径1〜5mmの押出孔から押し出して、連続した線状体等を形成する。そして、押し出された線状体を水等の冷媒の中に導入し、冷却する。
その後、冷却された線状体を適当な長さに切断することにより、所望の大きさの発泡剤含有マスターバッチを製造することができる。
【0084】
一方、上記溶融混合物の形状及び大きさも、特に限定されず、形状について、例えば、粉末状、球状、略球状、平板状(円形、角形等)、柱状(円柱、角柱等)、線状、不定形状等とすることができる。
この溶融混合物は、公知の熱可塑性樹脂組成物によるペレット等の製造方法を適用して製造されたものとすることができる。
【0085】
本発明の発泡成形用熱可塑性樹脂組成物は、押出成形法、射出成形法、真空成形法、圧空成形法等により、各種形状の発泡成形品を製造することができる。いずれの場合も、発泡倍率を2〜25倍という高倍率とすることができ、得られる発泡成形品の表面に毛羽立ち、木粉による粉ふき等がなく、外観性に優れる。
【0086】
2.発泡成形品
本発明の発泡成形品は、上記本発明の発泡成形用熱可塑性樹脂組成物を押出成形して得られたことを特徴とする。押出成形では、通常、上記本発明の発泡成形用熱可塑性樹脂組成物を溶融状態とし、ダイから押し出すことにより、同時に発泡され、板状(シート状)、筒状、半筒状、線状等の成形品が得られる。尚、本発明の発泡成形品は、射出成形、真空成形、圧空成形等により得られたものとすることもできる。
本発明の発泡成形品は、その表面に毛羽立ち、木粉による粉ふきがなく、また、発泡セルが均一である。また、密度は、好ましくは40〜650kg/m3、より好ましくは50〜500kg/m3である。
【0087】
上記の押出成形法において、上記本発明の発泡成形用熱可塑性樹脂組成物を加熱溶融する場合には、スクリューを備える押出機等が用いられるが、その加熱条件は、通常、上記成分〔A〕の種類により選択される。
加熱温度は、好ましくは130℃〜260℃である。
上記成分〔A〕が、スチレン系樹脂(A1)及び塩化ビニル系樹脂からなる場合、加熱温度は、好ましくは120℃〜200℃である。
【0088】
本発明の発泡成形品を製造する方法は、好ましくは、上記の組成物〔X〕及び〔Y〕を含有する発泡成形用熱可塑性樹脂組成物を用いる方法である。この製造方法によると、上記の組成物〔X〕及び〔Y〕の混練性が向上し、成形加工性が改良される。また、発泡性及び微分散性に優れ、特に、発泡倍率が高く、発泡セルが均一であり且つ毛羽立ち及び粉ふきのない成形外観性に優れる発泡成形品を得ることができる。
【0089】
上記の組成物〔X〕及び〔Y〕の混練物を得た後、押出成形法を適用することにより、発泡成形品を製造することができる。この方法により、発泡倍率を2〜25倍という高倍率とすることができ、表面に、ほとんど破裂せず、粉ふきのない緻密なスキン層を備える発泡成形品が得られ、外観性に優れる。尚、射出成形、真空成形、圧空成形等の他の成形方法を適用しても同様の成形品を得ることができる。
【0090】
本発明の発泡成形品は、表示板等の土木・建設関連資材;車両用内外装関連資材;容器、トレー等の日用雑貨用品;電気・電子部品;スポーツ用品;壁、床、枠、家具、化粧シート、間仕切り、ラティス、フェンス、雨樋、サイジングボード、カーポート等の住宅・事務所用内外装材;玩具;遊戯機等の緩衝材、補強材、断熱材、芯材、代替合板等として用いることができる。
【0091】
更に、本発明の発泡成形品は、用途によっては、他の成形品、部材等と一体化させ、複合化させてなる物品として、これを用いることができ、上記用途に適用可能である。
【0092】
3.積層品
本発明の積層品は、上記本発明の発泡成形用熱可塑性樹脂組成物を用いて得られた成形分(V)(以下、「発泡成形部(V)」という。)と、他の材料からなる部材(W)とが積層してなることを特徴とする。発泡成形部(V)が表側に配された積層品であってよいし(図1参照)、部材(W)が表側に配された積層品であってもよい(図2参照)。
本発明の積層品は、上記本発明の発泡成形品と同じ用途に好適である。その形状も上記本発明の成形品と同様とすることができる。
【0093】
上記発泡成形部(V)は、その表面に毛羽立ち、木粉による粉ふきがなく、また、発泡セルが均一である。また、上記発泡成形部(V)の密度は、好ましくは40〜650kg/m3、より好ましくは50〜500kg/m3である。
【0094】
上記部材(W)を構成する他の材料は、構成成分、発泡倍率等異なれば、上記本発明の発泡成形用熱可塑性樹脂組成物でもよく、特に限定されないが、樹脂(組成物)からなるもの、他の有機材料からなるもの、無機材料からなるもの等が挙げられる。
樹脂(組成物)は、熱可塑性樹脂(組成物)であってよいし、硬化樹脂(組成物)であってもよい。この熱可塑性樹脂(組成物)に含まれる熱可塑性樹脂としては、本発明の積層品の用途等により選択されるが、上記本発明の発泡成形用熱可塑性樹脂組成物に含まれる成分〔A〕と同じであってよいし、異なってもよい。また、この熱可塑性樹脂(組成物)は、発泡剤を含有してよいし、含有しなくてもよい。
無機材料は、金属、合金、酸化物、炭化物、窒化物、金属塩等が挙げられる。
尚、本発明の積層品において、上記の発泡成形部(V)及び部材(W)の層数は、いずれも、1層でも、2層でも、3層以上でもよい。また、上記発泡成形部(V)は、上記部材(W)の両面に備えてもよいし(図3参照)、上記部材(W)は、上記発泡成形部(V)の両面に備えてもよい(図4参照)。好ましい他の材料は、熱可塑性樹脂(組成物)である。
【0095】
図1の積層品1aは、部材(W)12の上面に、発泡成形部(V)11が積層されてなり、両者の厚さが同一であることを示す断面図である。発泡成形部(V)11及び部材(W)12の各厚さは、目的、用途等により、選択される。発泡成形部(V)11が部材(W)12より厚くてよいし、その逆でもよい。また、発泡成形部(V)11は、部材(W)12の全面にあってよいし、一部にのみあってもよい。発泡成形部(V)11及び部材(W)12の好ましい厚さは、それぞれ、1.0〜25mm、及び、0.1〜5mmである。
上記積層品1aの製造方法としては、上記本発明の発泡成形用熱可塑性樹脂組成物を用いて発泡成形部(V)11を形成した後、別途、作製した部材(W)12を配設する方法;上記本発明の発泡成形用熱可塑性樹脂組成物と、上記部材(W)12を形成することとなる熱可塑性樹脂(組成物)とを用いて、共押出する方法;予め形成した部材(W)12の表面に、上記本発明の発泡成形用熱可塑性樹脂組成物を用いて得られた発泡成形部(V)11を配設する方法等が挙げられる。
【0096】
また、図2の積層品1bは、発泡成形部(V)11の上面に、部材(W)12が積層されてなることを示す断面図である。部材(W)12は、発泡成形部(V)の全面にあってよいし、一部にのみあってもよい。発泡成形部(V)11及び部材(W)12の各厚さは、目的、用途等により、選択される。発泡成形部(V)11が部材(W)12より厚くてよいし、その逆でもよい。また、図1のように同じであってもよい。更に、積層品として、均一の厚さであってよいし、部分的に異なる厚さであってもよい。例えば、上記の発泡成形部(V)11及び部材(W)12の好ましい厚さは、それぞれ、1.0〜25mm、及び、0.1〜5mmである。
上記積層品1bの製造方法についても、上記積層品1aの製造方法と同様とすることができる。
【0097】
また、本発明の積層品は、更に、図3及び図4のような断面構造を備える積層品(1c及び1d)とすることもできる。即ち、図3の積層品1cは、部材(W)12の両面に発泡成形部(V)11a及び11bを備える。各部材の厚さは、目的、用途等により選択されるが、発泡成形部(V)11a及び11b、部材(W)12の順に、好ましくは、1.0〜25mm、1.0〜25mm、及び、0.1〜5mmである。また、図4の積層品1dは、発泡成形部(V)11の両面に部材(W)12a及び12bを備える。各部材の厚さは、目的、用途等により選択されるが、発泡成形部(V)11、部材(W)12a及び12bの順に、好ましくは、0.1〜5mm、1.0〜25mm、及び、1.0〜25mmである。
上記の積層品1c及び1dの製造方法としては、上記本発明の発泡成形用熱可塑性樹脂組成物と、上記部材(W)12を形成することとなる熱可塑性樹脂(組成物)とを用いて、共押出する方法等が挙げられる。
【実施例】
【0098】
以下に、実施例を挙げ、本発明を更に詳細に説明するが、本発明の主旨を超えない限り、本発明はかかる実施例に限定されるものではない。尚、下記において、部及び%は、特に断らない限り、質量基準である。
【0099】
1.原料成分
下記の実施例及び比較例において用いる成分を示す。
【0100】
1−1.熱可塑性樹脂A
スチレン系樹脂として、A−1〜A−8を用いた。
(1)スチレン系樹脂(A−1)
スチレン単位量79%、アクリロニトリル単位量21%のアクリロニトリル・スチレン共重合体であり、Mwは16万である。アセトンに可溶である。
(2)スチレン系樹脂(A−2)
スチレン単位量84%、アクリロニトリル単位量16%のアクリロニトリル・スチレン共重合体であり、Mwは15万である。アセトンに可溶である。
(3)スチレン系樹脂(A−3)
スチレン単位量70%、アクリロニトリル単位量30%のアクリロニトリル・スチレン共重合体であり、Mwは20万である。アセトンに可溶である。
(4)スチレン系樹脂(A−4)
スチレン単位量96%、アクリロニトリル単位量4%のアクリロニトリル・スチレン共重合体であり、Mwは15万である。アセトンに可溶である。
(5)スチレン系樹脂(A−5)
体積平均粒子径280nm及びトルエン不溶分80%のポリブタジエンゴム粒子を含む分散液中で、スチレン及びアクリロニトリルを乳化重合して得られたゴム強化スチレン系樹脂である。このゴム強化スチレン系樹脂のグラフト率は65%、ポリブタジエン量は7%である。また、スチレン単位量及びアクリロニトリル単位量の合計を100%としたとき、スチレン単位量は84%、アクリロニトリル単位量は16%であり、アセトン可溶成分のMwは15万である。
【0101】
(6)スチレン系樹脂(A−6)
以下の方法で得られたゴム強化スチレン系樹脂及びアクリロニトリル・スチレン共重合体の混合物を用いた。
体積平均粒子径280nm及びトルエン不溶分80%のポリブタジエンゴム粒子を含む分散液中で、スチレン及びアクリロニトリルを乳化重合し、ゴム強化スチレン系樹脂を得た。得られたゴム強化スチレン系樹脂は、グラフト率が55%であり、ポリブタジエン量が51%であり、スチレン単位量が35%であり、アクリロニトリル単位量が14%であった。
一方、スチレン単位量71%及びアクリロニトリル単位量29%からなるアクリロニトリル・スチレン共重合体を、別途準備し、上記ゴム強化スチレン系樹脂と、上記アクリロニトリル・スチレン共重合体及び上記ゴム強化スチレン系樹脂の合計100部に対し、それぞれ、0.3部の加工助剤1及び0.5部及び加工助剤2(後述)と、を210℃で混練し、ポリブタジエン量が14.8%、スチレン単位量が60.6%、アクリロニトリル単位量が24.6%である「スチレン系樹脂(A−6)」を得た。以下において用いたスチレン系樹脂(A−6)は円柱状であり、大きさは、およそ外径2mm及び長さ3mmである。
得られたスチレン系樹脂(A−6)のアセトン可溶成分における極限粘度(メチルエチルケトン中、30℃で測定)は0.71dl/gであった。
(7)スチレン系樹脂(A−7)
上記(6)におけるゴム強化スチレン系樹脂、及び、下記のアクリロニトリル・スチレン共重合体の混合物を用いた。
上記ゴム強化スチレン系樹脂29部と、別途重合した、スチレン単位量80.5%及びアクリロニトリル単位量19.5%からなるアクリロニトリル・スチレン共重合体71部とを、上記(6)と同様にして混練し、ポリブタジエン量が14.8%、スチレン単位量が67.3%、アクリロニトリル単位量が17.9%の「スチレン系樹脂(A−7)」を得た。以下において用いたスチレン系樹脂(A−7)は円柱状であり、大きさは、およそ外径2mm及び長さ3mmである。
得られたスチレン系樹脂(A−7)のアセトン可溶成分における極限粘度(メチルエチルケトン中、30℃で測定)は0.73dl/gであった。
(8)スチレン系樹脂(A−8)
上記(6)におけるゴム強化スチレン系樹脂、及び、下記のアクリロニトリル・スチレン共重合体の混合物を用いた。
上記ゴム強化スチレン系樹脂29部と、別途重合した、スチレン単位量63.7%及びアクリロニトリル単位量36.3%からなるアクリロニトリル・スチレン共重合体71部とを、上記(6)と同様にして混練し、ポリブタジエン量が14.8%、スチレン単位量が55.3%、アクリロニトリル単位量が29.9%の「スチレン系樹脂(A−8)」を得た。以下において用いたスチレン系樹脂(A−8)は円柱状であり、大きさは、およそ外径2mm及び長さ3mmである。
得られたスチレン系樹脂(A−8)のアセトン可溶成分における極限粘度(メチルエチルケトン中、30℃で測定)は0.69dl/gであった。
【0102】
(9)アクリル系樹脂(A−9)
三菱レイヨン社製メタクリル酸メチル・アクリル酸メチル共重合体「アクリペット VH5」(商品名)を用いた。以下において用いたアクリル系樹脂(A−9)は円柱状であり、大きさは、およそ外径2mm及び長さ3mmである。
【0103】
(10)塩化ビニル樹脂(A−10)
ヴイテック社製「ビニカPVC SG1300」(商品名)を用いた。重合度は1,300である。以下において用いた塩化ビニル樹脂(A−10)の形状は粒子状であり、大きさは、およそ外径0.2mmである。
【0104】
1−2.木粉B
(1)アカシア木粉(B−1)
粒度は60メッシュパス、120メッシュオンである。120メッシュパスの木粉の含率は0%である。
(2)アカシア木粉(B−2)
粒度は80メッシュパス、120メッシュオンである。120メッシュパスの木粉の含率は0%である。
(3)アカシア木粉(B−3)
粒度は120メッシュパスである。
(4)アカシア木粉(B−4)
粒度は40メッシュオンである。
上記の各粒度は、電磁式ふるい振とう機を用い、ふるい時間5分として測定した。
【0105】
1−3.発泡剤C
ブタン(大気圧における沸点−0.5℃)を用いた。
【0106】
1−4.化学発泡剤D
主成分が炭酸水素ナトリウムである吸熱分解型発泡剤(商品名「セルボンSC−P」、永和化成社製)を用いた。
【0107】
1−5.加工助剤
(1)加工助剤1(酸化防止剤)
オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート(商品名「イルガノックス1076」、チバ・スペシャルティケミカルズ社製)を用いた。
(2)加工助剤2(滑剤)
大日化学工業社製「ダイワックスM」(商品名)を用いた。
【0108】
2.組成物〔X〕(発泡剤含有マスターバッチ)の製造
製造例1
シリンダー温度を170℃〜250℃に設定した120mm単軸押出機に、スチレン系樹脂(A−1)100部を供給してこれを溶融した。その後、発泡剤Cの4.5部を上記押出機後部の注入口から供給し、溶融混練した。
次いで、上記押出機の出口に配設した、50穴(2.5mmφ/穴)のダイを通して、ストランド化させて、そのまま直接、水槽に導入した。水槽にて冷却後、長さ3mmに切断し、外径約2mmの発泡剤含有マスターバッチ(X−1)を得た。
【0109】
上記発泡剤含有マスターバッチ(X−1)における発泡剤含有量及び発泡倍率を以下の方法により測定したところ、発泡剤含有マスターバッチ(X−1)の構成は、表1に示されるような結果を得た。
[ブタン含有量測定方法]
発泡剤含有マスターバッチ約10gを、200℃のホットプレート上に載置し、5分間加熱し、加熱前後の質量を精秤し、その差をブタン含有量とした。
[発泡倍率]
発泡剤含有マスターバッチの外形寸法から求めた、嵩体積、及び、樹脂の密度から、質量計算値W1を算出し、このW1と、質量実測値W2との比を発泡倍率とした。
発泡倍率(倍) = W1/W2
尚、計算に用いた樹脂の密度は、アクリロニトリル・スチレン共重合体;1.08g/cm3、ゴム強化スチレン系樹脂;1.06g/cm3である。
【0110】
また、上記発泡剤含有マスターバッチ(X−1)の成形外観性を目視観察し、下記基準で判定した。その結果を表1に併記した。
○;表面が滑らかであった。
×;表面がスポンジのようになっていた。
【0111】
製造例2〜5
熱可塑性樹脂A(A−2〜A−5)及び発泡剤Cを、それぞれ、表1に示す割合で用いた以外は、製造例1と同様にして発泡剤含有マスターバッチ(X−2)〜(X−5)を製造し、各種評価を行った。その結果を表1に示した。
【0112】
【表1】

【0113】
3.組成物〔Y〕(溶融混合ペレット)の製造
製造例6
スチレン系樹脂(A−6)21部と、木粉(B−1)9部と、加工助剤1(酸化防止剤)0.5部と、加工助剤2(滑剤)1.5部とを、ヘンシェルミキサーに投入して混合し、シリンダー温度を170℃〜250℃に設定した120mm単軸押出機に供給して溶融した。その後、上記押出機の出口に配設した、50穴(2.5mmφ/穴)のダイを通して、ストランド化させて、そのまま直接、水槽に導入した。水槽にて冷却後、長さ3mmに切断し、外径約2mmの溶融混合ペレット(Y−1a)を得た。
一方、スチレン系樹脂(A−6)をペレットとし、その50部を(Y−1b)として用いた。
以下の、実施例1、11〜13及び比較例5において、溶融混合ペレット(Y−1a)及び溶融ペレット(Y−1b)の混合物を、溶融混合ペレット(Y−1)として用いた。
【0114】
製造例7
スチレン系樹脂(A−6)30部と、木粉(B−1)15部と、加工助剤1(酸化防止剤)0.5部と、加工助剤2(滑剤)1.5部とを、ヘンシェルミキサーに投入して混合し、シリンダー温度を170℃〜250℃に設定した120mm単軸押出機に供給して溶融した。その後、上記押出機の出口に配設した、50穴(2.5mmφ/穴)のダイを通して、ストランド化させて、そのまま直接、水槽に導入した。水槽にて冷却後、長さ3mmに切断し、外径約2mmの溶融混合ペレット(Y−2a)を得た。
一方、スチレン系樹脂(A−6)をペレットとし、その33部を(Y−2b)として用いた。
以下の、実施例2において、溶融混合ペレット(Y−2a)及び溶融ペレット(Y−2b)の混合物を、溶融混合ペレット(Y−2)として用いた。
【0115】
製造例8〜21
熱可塑性樹脂A(A−6〜A−10)及び木粉B(B−1〜B−4)を、それぞれ、表2及び表3に示す割合で用いた以外は、製造例6と同様にして溶融混合ペレット(Y−3)〜(Y−16)を得た。
【0116】
【表2】
【0117】
【表3】
【0118】
4.発泡成形用熱可塑性樹脂組成物及び発泡成形品の製造並びに評価
実施例1
発泡剤含有マスターバッチ(X−1)20部と、溶融混合ペレット(Y−1a)30部及び溶融ペレット(Y−1b)50部からなる溶融混合ペレット(Y−1)80部とを、ヘンシェルミキサーで混合し、発泡成形用熱可塑性樹脂組成物を得た。その後、スクリューを備える押出機(「FS50−22型」、池貝社製)に投入し、200℃で溶融混練した。次いで、8mmφの丸ダイスに、23mmφのサイジングダイを配設した出口から排出させ、密度が346kg/m3であり、下記計算方法による発泡倍率が3.5倍である発泡成形品を得た(表4参照)。
[発泡倍率計算方法]
発泡成形品の外形寸法から求めた、嵩体積、並びに、樹脂及び木粉の密度から、質量計算値W1を算出し、このW1と、質量実測値W2との比を発泡倍率とした。
発泡倍率(倍) = W1/W2
尚、計算に用いた樹脂の密度は、木粉15%含有ゴム強化スチレン系樹脂;1.21g/cm3、木粉15%含有アクリル系樹脂;1.31g/cm3、木粉15%含有塩化ビニル系樹脂;1.47g/cm3である。
【0119】
また、得られた発泡成形品について、成形外観性(毛羽立ち、木粉の粉ふき、及び、木質感)を目視観察し、下記基準により判定した。
<毛羽立ち>
◎;歪みのない発泡成形品が得られ、その表面が滑らかであった。
○;歪みのない発泡成形品が得られたが、その表面の一部が毛羽立っていた。
△;わずかに歪みのある発泡成形品が得られ、その表面の一部が毛羽立っていた。
×;歪みのある発泡成形品が得られ、その表面のほぼ全面が毛羽立っていた。
<木粉の粉ふき>
○;発泡成形品の表面に、粉ふきが見られなかった。
△;発泡成形品の表面に、わずかに粉ふきが見られた。
×;発泡成形品の表面のほぼ全面に、粉ふきが見られた。
<木質感>
◎;十分な木質感であった。
○;問題のない木質感であった。
△;木質感がやや劣る。
×;木質感が劣る。
【0120】
実施例2
発泡剤含有マスターバッチ(X−1)20部と、溶融混合ペレット(Y−2a)47部及び溶融ペレット(Y−2b)33部からなる溶融混合ペレット(Y−2)80部とを用いた以外は、実施例1と同様にして発泡成形品を製造し、評価した。その結果を表4に示した。
【0121】
実施例3〜8及び10〜14並びに比較例1〜4及び6〜7
表4及び表5に従って、発泡剤含有マスターバッチ及び溶融混合ペレットを用いた以外は、実施例1と同様にして、発泡成形品を製造し、評価した。その結果を表4及び表5に示した。
【0122】
実施例9
表4に従って、発泡剤含有マスターバッチ(X−1)及び溶融混合ペレット(Y−9)を用い、溶融混練温度を190℃とした以外は、実施例1と同様にして、発泡成形品を製造し、評価した。その結果を表4に示した。
【0123】
実施例15
スチレン系樹脂(A−1)18部と、スチレン系樹脂(A−6)65部と、木粉(B−1)15部と、加工助剤1(酸化防止剤)1.2部と、加工助剤2(滑剤)0.8部とを、ヘンシェルミキサーで混合し、スクリューを備える押出機(「FS50−22型」、池貝社製)に投入し、200℃で溶融混練した。その後、発泡剤Cの2部を、上記押出機後部の注入口から供給し、溶融混練した。次いで、8mmφの丸ダイスに、23mmφのサイジングダイを配設した出口から排出させ、発泡剤含有熱可塑性樹脂体を得た。この発泡剤含有熱可塑性樹脂体を用いて、実施例1と同様にして、発泡成形品の製造及び評価を行った。その結果を表5に示した。
【0124】
比較例5
スチレン系樹脂(A−1)のみからなるマスターバッチ20部、組成物(Y−1)80部、及び、化学発泡剤D2部を用いた以外は、実施例1と同様にして、発泡成形品を製造し、評価した。その結果を表5に示した。
【0125】
【表4】
【0126】
【表5】
【0127】
表4及び表5から明らかなように、比較例1は、本発明に係る木粉の含有量が5部未満の例であり、木粉による木質感が十分ではなかった。比較例2は、本発明に係る木粉の含有量が多すぎる例であり、発泡成形品に、毛羽立ち及び粉ふきが観察された。比較例3は、粒度が小さい木粉を含む樹脂組成物を用いた例であり、発泡成形品に、毛羽立ち及び粉ふきが観察された。比較例4は、粒度が大きい木粉を含む樹脂組成物を用いた例であり、発泡成形品の外観性が劣っていた。比較例5は、化学発泡剤Dを含有する樹脂組成物を用いた例であり、発泡倍率が低く、発泡成形品の外観性が劣っていた。比較例6は、本発明に係る木粉の含有量が少ない樹脂組成物を用いた例であり、発泡成形品に毛羽立ちが見られた。また、比較例7は、本発明に係る木粉の含有量が少ない樹脂組成物を用いた例であり、発泡成形品に毛羽立ち及び粉ふきが見られた。
一方、実施例1〜15では、発泡倍率が2倍以上と高い発泡成形品を得ることができた。なかでも、実施例1〜10及び12〜14は、発泡倍率が3倍以上であり、外観性に優れていた。
【0128】
5.積層品の製造
実施例16
(1)実施例4により得られた発泡成形用熱可塑性樹脂組成物と、(2)スチレン系樹脂(A−5)とを、それぞれ、表材用及び基材用として用い、下記の押出条件で、2mm及び2mmの厚さを有する積層品(表材は発泡成形部)を得た。
[押出条件]
(1)150℃
(2)180℃
【産業上の利用可能性】
【0129】
本発明の発泡成形用熱可塑性樹脂組成物は、押出成形等により、表示板等の土木・建設関連資材;車両用内外装関連資材;容器、トレー等の日用雑貨用品;電気・電子部品;スポーツ用品;壁、床、枠、家具、化粧シート、間仕切り、ラティス、フェンス、雨樋、サイジングボード、カーポート等の住宅・事務所用内外装材;玩具;遊戯機等の緩衝材、補強材、断熱材、芯材、代替合板等に好適な発泡成形品の形成に好適である。
【図面の簡単な説明】
【0130】
【図1】本発明の積層品(積層シート等)の断面構造の一例を示す概略図である。
【図2】本発明の積層品(積層シート等)の断面構造の他の例を示す概略図である。
【図3】本発明の積層品(積層シート等)の断面構造の他の例を示す概略図である。
【図4】本発明の積層品(積層シート等)の断面構造の他の例を示す概略図である。
【符号の説明】
【0131】
1a,1b、1c及び1d;積層品
11,11a及び11b;(発泡)成形部(V)
12,12a及び12b;部材(W)
【技術分野】
【0001】
本発明は、熱可塑性樹脂と、木粉と、発泡剤とを含有する発泡成形用熱可塑性樹脂組成物、該組成物を用いてなる発泡成形品及び積層品に関し、更に詳しくは、成形外観性に優れ、発泡倍率の高い発泡成形品の形成に好適な発泡成形用熱可塑性樹脂組成物、発泡成形品及び積層品に関する。
【背景技術】
【0002】
近年、建材用材料として、軽量化、耐久性等に優れた樹脂を主成分とする樹脂組成物が用いられるようになっている。製品の軽量化をはかるために、特に、樹脂及び発泡剤を含有する樹脂組成物を用いた発泡成形が広く適用されている。また、表面に木目模様、木質感を付与する検討も行われている。
発泡成形に供され、表面に木目模様、木質感を付与する組成物として、例えば、特許文献1には、スチレン系樹脂と、木粉と、化学発泡剤である熱分解型発泡剤(アゾジカルボンアミド等)と、着色剤とを含む組成物が開示されている。
また、特許文献2には、塩化ビニル系樹脂と、所定の粒径を有する木粉と、オキサゾリン基を有する樹脂と、熱分解型発泡剤(アゾジカルボンアミド等)とを含む組成物が開示されている。
【0003】
【特許文献1】特開2000−239432号
【特許文献2】特開平11−189694号
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記の特許文献1及び2に開示された組成物によると、発泡剤の分解残渣による、金型、押出機等に配設されるダイ等に汚染が発生する等により、例えば、2倍以上といった高い発泡倍率の発泡成形品を、良好な外観性をもって製造することができないことがあった。また、スチレン系樹脂と木粉とを含む樹脂組成物を、熱分解型発泡剤(アゾジカルボンアミド等)で発泡させた成形品は、発泡倍率を2倍以上と高くした場合、成形品の表面に、毛羽立ち及び木粉による粉ふきが発生することがあった。
本発明の目的は、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適な発泡成形用熱可塑性樹脂組成物、発泡成形品及び積層品を提供することにある。
【課題を解決するための手段】
【0005】
本発明は、以下に示される。
1.〔A〕全体を100質量%とした場合に、スチレン系樹脂(A1)を5〜100質量%含む熱可塑性樹脂と、〔B〕全体を100質量%とした場合に、粒度40メッシュパス〜120メッシュオンの木粉を50〜100質量%含む木粉と、〔C〕沸点が−10℃〜55℃である化合物を含む発泡剤と、を含有する発泡成形用熱可塑性樹脂組成物であって、上記木粉〔B〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、5〜150質量部であり、且つ、上記発泡剤〔C〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、0.1〜5質量部であることを特徴とする発泡成形用熱可塑性樹脂組成物。
2.上記熱可塑性樹脂〔A〕のうちの5〜50質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの0〜50質量%に相当する木粉と、上記発泡剤〔C〕のうちの50〜100質量%に相当する発泡剤とを含有する組成物〔X〕、及び、上記熱可塑性樹脂〔A〕のうちの50〜95質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの50〜100質量%に相当する木粉と、上記発泡剤〔C〕のうちの0〜50質量%に相当する発泡剤とを含有する組成物〔Y〕の混合物である上記1に記載の発泡成形用熱可塑性樹脂組成物。
3.上記組成物〔X〕に含有されるスチレン系樹脂(A1)が、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたスチレン系共重合体、並びに/又は、ゴム質重合体の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたゴム強化スチレン系樹脂であり、且つ、上記スチレン系樹脂(A1)の構成材料のうち、上記ゴム質重合体を除く重合体成分が、該重合体成分を構成する単量体単位の全量を100質量%とした場合、芳香族ビニル化合物からなる単量体単位(芳香族ビニル化合物に由来する単量体単位)が75〜95質量%であり、シアン化ビニル化合物からなる単量体単位(シアン化ビニル化合物に由来する単量体単位)が5〜25質量%であり、他の単量体単位が0〜20質量%である上記2に記載の発泡成形用熱可塑性樹脂組成物。
4.上記組成物〔X〕が、発泡倍率1.1以下の発泡剤含有マスターバッチである上記2又は3に記載の発泡成形用熱可塑性樹脂組成物。
5.上記組成物〔Y〕が、上記発泡剤〔C〕を含有しない溶融混合物である上記2乃至4のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
6.上記スチレン系樹脂(A1)が、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を用いてなるスチレン系共重合体、並びに/又は、ゴム質重合体の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたゴム強化スチレン系樹脂である上記1乃至5のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
7.上記熱可塑性樹脂〔A〕が、上記スチレン系樹脂(A1)と、ポリカーボネート樹脂、ポリエステル系樹脂、熱可塑性エラストマー、オレフィン系樹脂、アクリル系樹脂、塩化ビニル系樹脂及びバイオベースポリマーから選ばれた少なくとも1種の樹脂(A2)とからなる上記1乃至6のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
8.上記1乃至7のいずれかに記載の発泡成形用熱可塑性樹脂組成物を押出成形して得られたことを特徴とする発泡成形品。
9.密度が40〜650kg/m3である上記8に記載の発泡成形品。
10.上記1乃至7のいずれかに記載の発泡成形用熱可塑性樹脂組成物を用いて得られた成形部(V)と、他の材料からなる部材(W)とが積層してなることを特徴とする積層品。
【発明の効果】
【0006】
本発明の発泡成形用熱可塑性樹脂組成物によれば、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適である。
本発明の発泡成形用熱可塑性樹脂組成物が、上記熱可塑性樹脂〔A〕のうちの5〜50質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの0〜50質量%に相当する木粉と、上記発泡剤〔C〕のうちの50〜100質量%に相当する発泡剤とを含有する組成物〔X〕、及び、上記熱可塑性樹脂〔A〕のうちの50〜95質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの50〜100質量%に相当する木粉と、上記発泡剤〔C〕のうちの0〜50質量%に相当する発泡剤とを含有する組成物〔Y〕の混合物である場合には、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適である。
上記組成物〔X〕が、発泡倍率1.1以下の発泡剤含有マスターバッチである場合には、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適である。
上記組成物〔Y〕が、上記発泡剤〔C〕を含有しない溶融混合物である場合には、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適である。
上記熱可塑性樹脂〔A〕が、上記スチレン系樹脂(A1)と、ポリカーボネート樹脂、ポリエステル系樹脂、熱可塑性エラストマー、オレフィン系樹脂、アクリル系樹脂、塩化ビニル系樹脂及びバイオベースポリマーから選ばれた少なくとも1種の樹脂(A2)とからなる場合にも、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品の形成に好適である。
【0007】
本発明の発泡成形品は、発泡セルが均一であり、形状安定性に優れ、発泡倍率が2倍以上と高くても形状安定性に優れる。
本発明の積層品は、外観性及び形状安定性に優れ、発泡倍率が2倍以上と高い成形部を有しても形状安定性に優れる。
【発明を実施するための最良の形態】
【0008】
以下、本発明を詳しく説明する。本発明において、「(共)重合」とは、単独重合及び共重合を意味し、「(メタ)アクリル」とは、アクリル及びメタクリルを意味する。
【0009】
1.発泡成形用熱可塑性樹脂組成物
本発明の発泡成形用熱可塑性樹脂組成物は、〔A〕全体を100質量%とした場合に、スチレン系樹脂(A1)を5〜100質量%含む熱可塑性樹脂(以下、「成分〔A〕」ともいう。)と、〔B〕全体を100質量%とした場合に、粒度40メッシュパス〜120メッシュオンの木粉を50〜100質量%含む木粉(以下、「成分〔B〕」ともいう。)と、〔C〕沸点が−10℃〜55℃である化合物を含む発泡剤(以下、「成分〔C〕」ともいう。)と、を含有する発泡成形用熱可塑性樹脂組成物であって、上記木粉〔B〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、5〜150質量部であり、且つ、上記発泡剤〔C〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、0.1〜5質量部であることを特徴とする。
【0010】
1−1.熱可塑性樹脂〔A〕
この成分〔A〕は、その全体を100質量%とした場合に、スチレン系樹脂(A1)を5〜100質量%含む。従って、上記成分〔A〕は、上記スチレン系樹脂(A1)の1種以上、又は、上記スチレン系樹脂(A1)の1種以上と、他の熱可塑性樹脂とからなる。
【0011】
1−1−1.スチレン系樹脂(A1)
このスチレン系樹脂(A1)は、芳香族ビニル化合物に由来する単量体単位を含む重合体である。即ち、このスチレン系樹脂(A1)は、芳香族ビニル化合物の1種以上からなる単量体、又は、芳香族ビニル化合物の1種以上と、共重合可能な他の単量体の1種以上とからなる単量体(以下、両方の単量体を総称して、「ビニル系単量体(b1)」という。)を(共)重合して得られたスチレン系(共)重合体(A11)、及び/又は、ゴム質重合体の存在下に、芳香族ビニル化合物の1種以上からなる単量体、又は、芳香族ビニル化合物の1種以上と、共重合可能な他の単量体の1種以上とからなる単量体(以下、両方の単量体を総称して、「ビニル系単量体(b2)」という。)を重合して得られたゴム強化スチレン系樹脂(A12)から構成される。尚、このゴム強化スチレン系樹脂(A12)は、通常、上記ビニル系単量体(b2)がゴム質重合体にグラフト重合しているグラフト化ゴム質重合体と、非グラフトである上記ビニル系単量体(b2)の(共)重合体とを含む樹脂である。
【0012】
上記芳香族ビニル化合物としては、少なくとも1つのビニル結合と、少なくとも1つの芳香族環とを有する化合物であれば、特に限定されることなく用いることができる。その例としては、スチレン、α−メチルスチレン、o−メチルスチレン、p−メチルスチレン、ビニルトルエン、β−メチルスチレン、エチルスチレン、p−tert−ブチルスチレン、ビニルキシレン、ビニルナフタレン、モノクロロスチレン、ジクロロスチレン、モノブロモスチレン、ジブロモスチレン、フルオロスチレン等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、スチレン及びα−メチルスチレンが好ましい。
【0013】
上記スチレン系樹脂(A1)としてのスチレン系(共)重合体(A11)は、単独重合体及び共重合体のいずれでもよく、これらの組合せでもよい。好ましくは共重合体である。
上記スチレン系樹脂(A1)としてのスチレン系(共)重合体(A11)が共重合体である場合、芳香族ビニル化合物に由来する単量体単位以外の他の単量体単位としては、シアン化ビニル化合物、(メタ)アクリル酸エステル化合物、マレイミド系化合物、酸無水物、更には、ヒドロキシル基、アミノ基、エポキシ基、アミド基、カルボキシル基、オキサゾリン基等の官能基を有するビニル系化合物等に由来する単量体単位が挙げられる。この他の単量体単位は、1種単独であるいは2種以上の組合せで含まれたものとすることができる。
【0014】
上記シアン化ビニル化合物としては、アクリロニトリル、メタクリロニトリル等が挙げられる。これらのうち、アクリロニトリルが好ましい。また、これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0015】
上記(メタ)アクリル酸エステル化合物としては、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n−プロピル、(メタ)アクリル酸イソプロピル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸イソブチル、(メタ)アクリル酸sec−ブチル、(メタ)アクリル酸tert−ブチル、(メタ)アクリル酸ヘキシル、(メタ)アクリル酸n−オクチル、(メタ)アクリル酸2−エチルヘキシル、(メタ)アクリル酸シクロヘキシル、(メタ)アクリル酸フェニル、(メタ)アクリル酸ベンジル等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0016】
上記マレイミド系化合物としては、マレイミド、N−メチルマレイミド、N−ブチルマレイミド、N−フェニルマレイミド、N−(2−メチルフェニル)マレイミド、N−(4−ヒドロキシフェニル)マレイミド、N−シクロヘキシルマレイミド等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。尚、マレイミド系化合物に由来する単量体単位を導入する他の方法としては、例えば、無水マレイン酸を共重合し、その後イミド化する方法でもよい。
上記酸無水物としては、無水マレイン酸、無水イタコン酸、無水シトラコン酸等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0017】
また、上記のヒドロキシル基、アミノ基、エポキシ基、アミド基、カルボキシル基、オキサゾリン基等の官能基を有するビニル系化合物としては、(メタ)アクリル酸2−ヒドロキシエチル、ヒドロキシスチレン、(メタ)アクリル酸N,N−ジメチルアミノメチル、N,N−ジエチル−p−アミノメチルスチレン、(メタ)アクリル酸グリシジル、(メタ)アクリル酸3,4−オキシシクロヘキシル、ビニルグリシジルエーテル、メタリルグリシジルエーテル、アリルグリシジルエーテル、メタクリルアミド、アクリルアミド、(メタ)アクリル酸、ビニルオキサゾリン等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0018】
上記スチレン系(共)重合体(A11)が共重合体である場合、好ましい共重合体は、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体(b1)を用いてなるスチレン系共重合体であり、より詳細には、芳香族ビニル化合物に由来する単量体単位と、シアン化ビニル化合物に由来する単量体単位と、必要に応じて含まれる他の単量体単位とからなる共重合体である。これらの単量体単位の含有割合は、全単量体単位の合計を100質量%とした場合に、それぞれ、好ましくは50〜97質量%、3〜50質量%及び0〜47質量%、より好ましくは55〜95質量%、5〜45質量%及び0〜15質量%である。上記含有割合であれば、本発明の発泡成形用熱可塑性樹脂組成物により、耐薬品性に優れ、発泡倍率の高い発泡成形品を得ることができる。
【0019】
上記スチレン系(共)重合体(A11)が共重合体である場合、アクリロニトリル・スチレン共重合体、アクリロニトリル・α−メチルスチレン共重合体、アクリロニトリル・スチレン・メタクリル酸メチル共重合体、アクリロニトリル・スチレン・N−フェニルマレイミド共重合体等が挙げられる。
【0020】
上記スチレン系(共)重合体(A11)について、ゲルパーミエーションクロマトグラフィー(GPC)によるポリスチレン換算の重量平均分子量(以下、「Mw」という。)は、好ましくは100,000〜300,000であり、より好ましくは100,000〜270,000、更に好ましくは120,000〜250,000である。上記Mwがこの範囲にあれば、本発明の発泡成形用熱可塑性樹脂組成物中の発泡剤〔C〕の含有量が安定し、経時による該含有量の変化を小さくすることができる。また、成形加工性、機械的強度に優れた発泡成形品を得ることができる。
【0021】
上記スチレン系(共)重合体(A11)は、重合開始剤の存在下又は非存在下に、芳香族ビニル化合物を含むビニル系単量体(b1)を重合することにより製造することができる。重合方法は、重合開始剤を用いる場合には、溶液重合、塊状重合、乳化重合、懸濁重合等が好適であり、これらの重合方法を組み合わせて用いてもよい。また、重合開始剤を用いない場合は、熱重合とすることができる。
【0022】
上記重合開始剤としては、クメンハイドロパーオキサイド、ジイソプロピルベンゼンハイドロパーオキサイド、パラメンタンハイドロパーオキサイド等の有機過酸化物と、含糖ピロリン酸処方、スルホキシレート処方等の還元剤とを組み合わせたレドックス系開始剤;過硫酸カリウム等の過硫酸塩;ベンゾイルパーオキサイド(BPO)、ラウロイルパーオキサイド、tert−ブチルパーオキシラウレイト、tert−ブチルパーオキシモノカーボネート等の過酸化物等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。また、上記重合開始剤の使用量は、上記ビニル系単量体(b1)全量に対し、通常、0.1〜1.5質量%である。
尚、必要に応じて、後述するゴム強化スチレン系樹脂(A12)の製造時に使用可能な連鎖移動剤、乳化剤等を用いることができる。
【0023】
上記スチレン系(共)重合体(A11)の製造の際には、ビニル系単量体(b1)の全量を反応系に収容した状態で重合を開始してよいし、任意に選択した単量体成分を分割添加又は連続添加して重合を行ってもよい。更に、上記重合開始剤を用いる場合には、反応系に一括して又は連続的に添加することができる。
【0024】
1−1−2.ゴム強化スチレン系樹脂(A12)
このゴム強化スチレン系樹脂(A12)は、ゴム質重合体(以下、「ゴム質重合体(a)」という。)の存在下、ビニル系単量体(b2)を重合して得られた樹脂である。
【0025】
上記ゴム質重合体(a)は、室温でゴム質であれば、単独重合体であってもよいし、共重合体であってもよいが、ジエン系重合体(ジエン系ゴム質重合体)及び非ジエン系重合体(非ジエン系ゴム質重合体)が好ましい。更に、上記ゴム質重合体(a)は、架橋重合体であってもよいし、非架橋重合体であってもよい。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0026】
上記ジエン系重合体(ジエン系ゴム質重合体)としては、ポリブタジエン、ポリイソプレン等の単独重合体;スチレン・ブタジエン系共重合体ゴム;スチレン・イソプレン系共重合体ゴム;天然ゴム等が挙げられる。これらの共重合体は、ブロック共重合体でもよいし、ランダム共重合体でもよい。また、これらの共重合体は水素添加(但し、水素添加率は50%未満。)されたものであってもよい。上記ジエン系重合体は、1種単独であるいは2種以上を組み合わせて用いることができる。
【0027】
また、上記非ジエン系重合体(非ジエン系ゴム質重合体)としては、エチレン単位と、炭素数3以上のα−オレフィンに由来する単位を含むエチレン・α−オレフィン系共重合体ゴム;ウレタン系ゴム;アクリル系ゴム;シリコーンゴム;シリコーン・アクリル系IPNゴム;共役ジエン系化合物に由来する単位を含む(共)重合体を水素添加してなる重合体(但し、水素添加率は、通常、50%以上。)等が挙げられる。これらの共重合体は、ブロック共重合体であってもよいし、ランダム共重合体であってもよい。上記非ジエン系重合体は、1種単独であるいは2種以上を組み合わせて用いることができる。
【0028】
上記ゴム質重合体(a)としては、ジエン系重合体が好ましい。
【0029】
上記ゴム強化スチレン系樹脂(A12)の形成に用いる上記ゴム質重合体(a)の形状は、特に限定されないが、粒子状である場合、その重量平均粒子径は、好ましくは100〜2,000nm、より好ましくは200〜1,000nmである。重量平均粒子径が上記範囲にあれば、本発明の発泡成形用熱可塑性樹脂組成物を用いて得られる発泡成形品の成形加工性及び耐衝撃性に優れる。また、本発明の積層品を形成した場合の耐衝撃性にも優れる。尚、上記重量平均粒子径は、電子顕微鏡写真を用いた画像解析法、レーザー回折法、光散乱法等により測定することができる。
【0030】
上記ゴム質重合体(a)が粒子状である場合、重量平均粒子径が上記範囲内にある限り、例えば、特開昭61−233010号公報、特開昭59−93701号公報、特開昭56−167704号公報等に記載されている公知の方法により肥大化したものを用いることもできる。
【0031】
上記ゴム質重合体(a)を製造する方法としては、平均粒子径の調整等を考慮し、乳化重合が好ましい。この場合、平均粒子径は、乳化剤の種類及びその使用量、開始剤の種類及びその使用量、重合時間、重合温度、攪拌条件等の製造条件を選択することにより調整することができる。また、上記平均粒子径(粒子径分布)の他の調整方法としては、異なる粒子径を有する上記ゴム質重合体(a)の2種以上をブレンドする方法でもよい。
【0032】
上記ゴム強化スチレン系樹脂(A12)の形成に用いる上記ビニル系単量体(b2)は、芳香族ビニル化合物のみであってよいし、この芳香族ビニル化合物と、例えば、シアン化ビニル化合物、(メタ)アクリル酸エステル化合物、マレイミド系化合物、酸無水物等の芳香族ビニル化合物と共重合可能な化合物との組合せであってもよい。
【0033】
上記芳香族ビニル化合物としては、上記スチレン系(共)重合体(A11)の形成に用いられる芳香族ビニル化合物として例示した化合物を、1種単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、スチレン及びα−メチルスチレンが好ましい。
【0034】
上記シアン化ビニル化合物としては、上記スチレン系(共)重合体(A11)の形成に用いられるシアン化ビニル化合物として例示した化合物を、1種単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、アクリロニトリルが好ましい。
【0035】
また、上記の(メタ)アクリル酸エステル化合物、マレイミド系化合物、酸無水物等についても、上記スチレン系(共)重合体(A11)の形成に用いられる化合物を、1種単独であるいは2種以上を組み合わせて用いることができる。
【0036】
上記ビニル系単量体(b2)としては、芳香族ビニル化合物の1種以上、及び、この芳香族ビニル化合物と共重合可能な化合物の1種以上、を組み合わせて用いることが好ましく、この場合の芳香族ビニル化合物と、それ以外の化合物との質量割合は、これらの合計を100質量%とした場合、それぞれ、通常、45〜97質量%及び3〜55質量%、好ましくは50〜95質量%及び5〜50質量%である。上記芳香族ビニル化合物の割合が少なすぎると、成形加工性が劣る傾向にあり、得られる発泡成形品の形状安定性が劣る場合がある。一方、上記割合が多すぎると、得られる発泡成形品の耐薬品性、耐熱性等が十分でない場合がある。
【0037】
上記ビニル系単量体(b2)としては、好ましくは、芳香族ビニル化合物及びシアン化ビニル化合物の組合せ、並びに、芳香族ビニル化合物、シアン化ビニル化合物及び他の化合物((メタ)アクリル酸エステル化合物等)の組合せである。シアン化ビニル化合物を用いることにより、得られる発泡成形品において、耐薬品性及び耐熱性等の物性バランスが向上する。
尚、上記ビニル系単量体(b1)及び上記ビニル系単量体(b2)において、構成成分及びその割合等が互いに同じであってよいし、異なってもよい。
【0038】
上記ゴム強化スチレン系樹脂(A12)は、上記ゴム質重合体(a)の存在下に、上記ビニル系単量体(b2)を重合することにより製造することができる。重合方法としては、乳化重合、溶液重合、塊状重合、及び、塊状−懸濁重合が好ましい。
【0039】
尚、上記ゴム強化スチレン系樹脂(A12)の製造の際には、ゴム質重合体(a)及び上記ビニル系単量体(b2)は、反応系において、上記ゴム質重合体(a)全量の存在下に、上記ビニル系単量体(b2)を一括添加して重合を開始してよいし、分割して又は連続的に添加しながら重合を行ってもよい。また、上記ゴム質重合体(a)の一部存在下、又は、非存在下に、上記ビニル系単量体(b2)を一括添加して重合を開始してよいし、分割して又は連続的に添加してもよい。このとき、上記ゴム質重合体(a)の残部は、反応の途中で、一括して、分割して又は連続的に添加してもよい。
【0040】
上記ゴム強化スチレン系樹脂(A12)を100質量部製造する場合、上記ゴム質重合体(a)の使用量は、通常、5〜80質量部である。また、上記ビニル系単量体(b2)の使用量は、上記ゴム質重合体(a)100質量部に対し、通常、25〜1,900質量部である。
【0041】
乳化重合によりゴム強化スチレン系樹脂(A12)を製造する場合には、重合開始剤、連鎖移動剤(分子量調節剤)、乳化剤、水等が用いられる。
【0042】
上記重合開始剤としては、上記スチレン系(共)重合体(A11)の製造方法の説明にて例示した化合物を、1種単独であるいは2種以上を組み合わせて用いることができる。上記重合開始剤の使用量は、上記ビニル系単量体(b2)全量に対し、通常、0.1〜1.5質量%である。
尚、上記重合開始剤は、反応系に一括して、又は、連続的に添加することができる。
【0043】
上記連鎖移動剤としては、オクチルメルカプタン、n−ドデシルメルカプタン、tert−ドデシルメルカプタン、n−ヘキシルメルカプタン、n−ヘキサデシルメルカプタン、n−テトラデシルメルカプタン、tert−テトラデシルメルカプタン等のメルカプタン類;ターピノーレン類、α−メチルスチレンのダイマー等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。上記連鎖移動剤の使用量は、上記ビニル系単量体(b2)全量に対し、通常、0.05〜2.0質量%である。
尚、上記連鎖移動剤は、反応系に一括して、又は、連続的に添加することができる。
【0044】
上記乳化剤としては、アニオン系界面活性剤及びノニオン系界面活性剤が挙げられる。アニオン系界面活性剤としては、高級アルコールの硫酸エステル;ドデシルベンゼンスルホン酸ナトリウム等のアルキルベンゼンスルホン酸塩;ラウリル硫酸ナトリウム等の脂肪族スルホン酸塩;高級脂肪族カルボン酸塩、脂肪族リン酸塩等が挙げられる。また、ノニオン系界面活性剤としては、ポリエチレングリコールのアルキルエステル型化合物、アルキルエーテル型化合物等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。上記乳化剤の使用量は、上記ビニル系単量体(b2)全量に対し、通常、0.3〜5.0質量%である。
【0045】
乳化重合は、ビニル系単量体(b2)、重合開始剤等の種類に応じ、公知の条件で行うことができる。この乳化重合により得られたラテックスは、通常、凝固剤により凝固させ、重合体成分を粉末状とし、その後、これを水洗、乾燥することによって精製される。この凝固剤としては、塩化カルシウム、硫酸マグネシウム、塩化マグネシウム、塩化ナトリウム等の無機塩;硫酸、塩酸等の無機酸;酢酸、乳酸等の有機酸等が用いられる。
尚、上記スチレン系樹脂(A1)に、ゴム強化スチレン系樹脂(A12)を2種以上含有させる場合には、各ラテックスから樹脂を単離した後、混合してもよいが、他の方法として、各樹脂をそれぞれ含むラテックスの混合物を凝固する等の方法がある。
【0046】
溶液重合、塊状重合及び塊状−懸濁重合による上記ゴム強化スチレン系樹脂(A12)の製造方法は、公知の方法を適用することができる。
【0047】
上記ゴム強化スチレン系樹脂(A12)のグラフト率は、通常、10〜200質量%、好ましくは15〜150質量%である。グラフト率が10質量%未満では、上記範囲にあれば、本発明の発泡成形用熱可塑性樹脂組成物の加工性に優れ、得られる発泡成形品の表面外観性及び耐衝撃性に優れる。
【0048】
ここで、グラフト率とは、ゴム強化スチレン系樹脂(A12)1グラム中のゴム質重合体(a)をxグラム、ゴム強化スチレン系樹脂(A12)1グラムをアセトンに溶解させた際の不溶分をyグラムとしたときに、下記式により求められる値である。但し、ゴム質重合体(a)がアクリル系ゴムである場合には、アセトンの代わりにアセトニトリルを用いる。
グラフト率(質量%)={(y−x)/x}×100
【0049】
また、上記ゴム強化スチレン系樹脂(A12)のアセトン(但し、上記ゴム質重合体(a)がアクリル系ゴムである場合には、アセトニトリルを用いる。)に可溶な成分の極限粘度[η](メチルエチルケトン中、30℃で測定)は、通常、0.1〜1.0dl/g、好ましくは0.2〜0.9dl/gである。この極限粘度[η]が上記範囲内であると、成形加工性に優れ、得られる発泡成形品の耐衝撃性にも優れる。
【0050】
上記のグラフト率及び極限粘度[η]は、上記ゴム強化スチレン系樹脂(A12)を製造する際に用いる、重合開始剤、連鎖移動剤、乳化剤、溶剤等の種類や量、更には重合時間、重合温度等を調整することにより、容易に制御することができる。
【0051】
上記スチレン系樹脂(A1)は、好ましくは、スチレン系(共)重合体(A11)の1種以上、ゴム強化スチレン系樹脂(A12)の1種以上、並びに、スチレン系(共)重合体(A11)の1種以上と、ゴム強化スチレン系樹脂(A12)の1種以上との組合せである。
【0052】
本発明の発泡成形用熱可塑性樹脂組成物において、上記成分〔A〕中のスチレン系樹脂(A1)の含有量は、上記成分〔A〕を100質量%とした場合、5〜100質量%であり、好ましくは30〜100質量%、より好ましくは60〜100質量%、更に好ましくは80〜100質量%、特に好ましくは90〜100質量%である。上記スチレン系樹脂(A1)の含有量が上記範囲にあれば、発泡性及び微分散性に優れ、特に、発泡倍率が高く、発泡セルが均一であり且つ成形外観性に優れる発泡成形品の形成に好適である。
【0053】
1−1−3.他の熱可塑性樹脂
上記成分〔A〕は、必要に応じて、更に、他の熱可塑性樹脂を含有することができる。
他の熱可塑性樹脂の使用量は、上記成分〔A〕を100質量%とした場合、通常、0〜95質量%、好ましくは0〜70質量%、より好ましくは0〜40質量%、更に好ましくは0〜20質量%、特に好ましくは0〜10質量%である。
他の熱可塑性樹脂は、熱可塑性を有する樹脂であれば、特に限定されず、ポリカーボネート樹脂(PC);ポリメタクリル酸メチル(PMMA)等の(メタ)アクリル酸エステル化合物の1種以上を用いた(共)重合体等のアクリル系樹脂;塩化ビニル系樹脂;ポリアミド系樹脂(PA);ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート等のポリエステル系樹脂;オレフィン系樹脂;アイオノマー、エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体等のエチレン系共重合体;ポリアセタール樹脂(POM);ポリアリレート樹脂;ポリフェニレンエーテル;ポリフェニレンサルファイド;ポリテトラフルオロエチレン、ポリフッ化ビニリデン等のフッ素系樹脂;液晶ポリマー;イミド系樹脂;ケトン系樹脂;スルホン系樹脂;ウレタン系樹脂;ポリ酢酸ビニル;ポリエチレンオキシド;ポリビニルアルコール;ポリビニルエーテル;ポリビニルブチラール;フェノキシ樹脂;感光性樹脂;バイオベースポリマー等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、ポリカーボネート樹脂、ポリエステル系樹脂、熱可塑性エラストマー、オレフィン系樹脂、アクリル系樹脂、塩化ビニル系樹脂及びバイオベースポリマーが好ましく、ポリカーボネート樹脂、ポリエステル系樹脂、アクリル系樹脂及び塩化ビニル系樹脂が更に好ましい。
【0054】
上記塩化ビニル系樹脂としては、塩化ビニルの単独重合体(ポリ塩化ビニル);ポリ塩化ビニリデン;塩化ビニルと、これと共重合可能な他の単量体との共重合体が挙げられる。かかる他の単量体としては、エチレン、プロピレン、ブテン、1−ペンテン、ブタジエン、スチレン、α−メチルスチレン、アクリロニトリル、塩化ビニリデン、シアン化ビニリデン、アルキルビニルエーテル、カルボン酸ビニルエステル、アリールエーテル、ジアルキルマレイン酸、フマル酸エステル、N−ビニルピロリドン、ビニルピリジン、ビニルシラン等が挙げられる。
その平均重合度は、通常、500〜8,000である。
【0055】
本発明の発泡成形用熱可塑性樹脂組成物において、上記成分〔A〕が、上記スチレン系樹脂(A1)及び塩化ビニル系樹脂からなる場合、上記成分〔A〕中の塩化ビニル系樹脂の含有量は、上記成分〔A〕を100質量%とした場合、好ましくは5〜95質量%であり、より好ましくは10〜70質量%、更に好ましくは10〜40質量%である。上記塩化ビニル系樹脂の含有量が上記範囲にあれば、発泡倍率が高く、発泡セルが均一であり且つ成形外観性に優れる発泡成形品の形成に好適である。
【0056】
1−2.木粉〔B〕
この成分〔B〕は、全体を100質量%とした場合に、粒度40メッシュパス〜120メッシュオンの木粉(以下、「木粉(B1)」という。)を50〜100質量%、好ましくは70〜100質量%含む木粉であれば、原木の種類、形状等は特に限定されない。
上記木粉(B1)を含む成分〔B〕は、アカシア、モミ、サクラ、ナラ、スギ、ヒノキ、エゾマツ、トドマツ、アカマツ、ツゲ、ブナ、ラワン等の天然木、及び、製材工場から副生するおが屑や間伐材、住宅等の建物を解体した際に排出される木質廃材、家具を解体した際に排出される木質廃材、建物建築中に排出される木材の端材等の廃材木から選択される1種以上を用いることができる。
上記木粉(B1)を50〜100質量%含む成分〔B〕を用いることにより、表面に、毛羽立ち、木粉の脱落、及び、木粉による粉ふきの発生が抑制され、成形外観性に優れる発泡成形品を得ることができる。一方、上記木粉(B1)の含有量が少ないと、毛羽立ち、木粉の脱落、木粉による粉ふき等の少なくとも1つの不良現象が発生し、発泡成形品の表面外観性が低下する。
尚、上記成分〔B〕が、粒度40メッシュオンの木粉を多く含むと、本発明の発泡成形用熱可塑性樹脂組成物を用いて得られる発泡成形品の表面に、毛羽立ち、木粉の脱落等が発生し、表面外観性が劣る場合がある。一方、粒度120メッシュパスの木粉を多く含むと、本発明の発泡成形用熱可塑性樹脂組成物を用いて得られる発泡成形品の表面に、毛羽立ち、粉ふき等が発生し、表面外観性が低下する場合がある。
【0057】
本発明の発泡成形用熱可塑性樹脂組成物に含有される上記成分〔B〕の含有量は、上記熱可塑性樹脂〔A〕の量を100質量部とした場合に、5〜150質量部であり、好ましくは5〜100質量部、より好ましくは5〜60質量部である。上記成分〔B〕の含有量が上記範囲にあると、木質感に優れた発泡成形品を得ることができる。
【0058】
1−3.発泡剤〔C〕
この成分〔C〕は、沸点(大気圧)が−10℃〜55℃である化合物を含むものであれば、特に限定されない。この化合物としては、炭素原子数3〜6の脂肪族炭化水素等が挙げられ、特に、n−ブタン、イソブタン、n−ペンタン及びイソペンタンが好ましい。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。この化合物を用いると、発泡性、及び、発泡セルの微分散性に優れる。尚、沸点が−10℃〜55℃である化合物の含有量は、上記成分〔C〕100質量%に対し、好ましくは80質量%(又は)以上、より好ましくは90質量%以上、更に好ましくは95〜100質量%である。
尚、上記成分〔C〕が複数の成分を含む場合には、沸点(大気圧)の平均値が−10℃〜55℃であることが好ましい。
【0059】
上記成分〔C〕が、他の成分を含む場合、エタン、シクロペンタン、n−ヘキサン、シクロヘキサン等の炭化水素系化合物;塩化メチル、塩化エチル、ジクロロエタン、クロロホルム、フルオロメタン、ジフルオロメタン、トリフルオロメタン、ジフルオロエタン、トリフルオロエタン、フルオロクロロメタン、フルオロクロロエタン、ジクロロジフルオロメタン等のハロゲン化炭化水素等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
また、上記成分〔C〕は、酸素原子を含む化合物である石油エーテル、炭酸ガス、窒素ガス等を含んでもよい。
他の成分の含有量は、上記成分〔C〕100質量%に対し、好ましくは20質量%以下、より好ましくは10質量%以下、更に好ましくは0〜5質量%である。
【0060】
本発明の発泡成形用熱可塑性樹脂組成物において、上記成分〔C〕の含有割合は、上記熱可塑性樹脂〔A〕の量を100質量部とした場合に、0.1〜5質量部であり、好ましくは0.2〜4質量部、より好ましくは0.3〜3質量部である。上記範囲にあることにより、本発明の発泡成形用熱可塑性樹脂組成物により、発泡倍率が高く、均一なセル径を有する発泡成形品を得ることができる。
【0061】
1−4.添加剤
本発明の発泡成形用熱可塑性樹脂組成物は、目的、用途等に応じて、添加剤を含有したものとすることができる。この添加剤としては、発泡助剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、老化防止剤、帯電防止剤、可塑剤、滑剤、難燃剤、抗菌剤、防汚剤、着色剤、蛍光増白剤、蛍光染料等が挙げられる。
【0062】
上記発泡助剤としては、ベンゼン、トルエン、キシレン、エチルベンゼン等の芳香族炭化水素類;エチレンジクロライド、トリクロロエチレン、テトラクロロエチレン等のハロゲン化炭化水素類;酢酸エチル、酢酸ブチル等のエステル類等の有機溶剤が挙げられる。この発泡助剤は、上記成分〔C〕として、n−プロパン、n−ブタン、イソブタン、n−ペンタン、イソペンタン、シクロヘキサン等を用いる場合に併用することにより、上記の成分〔A〕及び〔C〕の相溶性を向上させることができる。
上記発泡助剤の含有量は、上記成分〔C〕100質量部に対して、通常、0.1〜2質量部である。
【0063】
上記充填剤としては、タルク、マイカ、クレー、ワラストナイト、炭酸カルシウム、シリカ、アルミナ、ガラス繊維、ガラスビーズ、ガラスバルーン、ミルドファイバー、ガラスフレーク、炭素繊維、炭素フレーク、炭素バルン、カーボンビーズ、カーボンミルドファイバー、カーボンブラック、グラファイト、セラミック繊維、アラミド粒子、アラミド繊維、ポリアリレート繊維、各種ウィスカー、パルプ、もみがら、ペーパースラッジ等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記充填剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.1〜5質量部である。
【0064】
上記熱安定剤としては、ホスファイト類、ヒンダードフェノール類、チオエーテル類等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記熱安定剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.01〜2質量部である。
【0065】
上記酸化防止剤としては、ヒンダードアミン類、ハイドロキノン類、ヒンダードフェノール類、硫黄含有化合物等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記酸化防止剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.01〜2質量部である。
【0066】
上記紫外線吸収剤としては、ベンゾフェノン類、ベンゾトリアゾール類、サリチル酸エステル類、金属錯塩類等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。また、ヒンダードアミン類と併用すると好ましい場合がある。
上記紫外線吸収剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.05〜2質量部である。
【0067】
上記老化防止剤としては、ナフチルアミン系化合物、ジフェニルアミン系化合物、p−フェニレンジアミン系化合物、キノリン系化合物、ヒドロキノン誘導体系化合物、モノフェノール系化合物、ビスフェノール系化合物、トリスフェノール系化合物、ポリフェノール系化合物、チオビスフェノール系化合物、ヒンダードフェノール系化合物、亜リン酸エステル系化合物、イミダゾール系化合物、ジチオカルバミン酸ニッケル塩系化合物、リン酸系化合物等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記老化防止剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.01〜2質量部である。
【0068】
上記帯電防止剤としては、帯電防止剤としては、低分子型帯電防止剤、高分子型帯電防止剤等が挙げられる。また、これらは、イオン伝導型でもよいし、電子伝導型でもよい。
低分子型帯電防止剤としては、アニオン系帯電防止剤;カチオン系帯電防止剤;非イオン系帯電防止剤;両性系帯電防止剤;錯化合物;アルコキシシラン、アルコキシチタン、アルコキシジルコニウム等の金属アルコキシド及びその誘導体;コーテッドシリカ、リン酸塩、リン酸エステル等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
また、高分子型帯電防止剤としては、分子内にスルホン酸金属塩を有するビニル共重合体、アルキルスルホン酸金属塩、アルキルベンゼンスルホン酸金属塩、ベタイン等が挙げられる。更に、ポリアミドエラストマー、ポリエステルエラストマー等を用いることもできる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記帯電防止剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.1〜5質量部である。
【0069】
上記可塑剤としては、ジメチルフタレート、ジエチルフタレート、ジブチルフタレート、ジイソブチルフタレート、ジオクチルフタレート、ブチルオクチルフタレート、ジ−(2−エチルヘキシル)フタレート、ジイソオクチルフタレート、ジイソデシルフタレート等のフタル酸エステル類;ジメチルアジペート、ジイソブチルアジペート、ジ−(2−エチルヘキシル)アジペート、ジイソオクチルアジペート、ジイソデシルアジペート、オクチルデシルアジペート、ジ−(2−エチルヘキシル)アゼレート、ジイソオクチルアゼレート、ジイソブチルアゼレート、ジブチルセバケート、ジ−(2−エチルヘキシル)セバケート、ジイソオクチルセバケート等の脂肪酸エステル類;トリメリット酸イソデシルエステル、トリメリット酸オクチルエステル、トリメリット酸n−オクチルエステル、トリメリット酸系イソノニルエステル等のトリメリット酸エステル類;ジ−(2−エチルヘキシル)フマレート、ジエチレングリコールモノオレート、グリセリルモノリシノレート、トリラウリルホスフェート、トリステアリルホスフェート、トリ−(2−エチルヘキシル)ホスフェート、エポキシ化大豆油、ポリエーテルエステル等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記可塑剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.5〜5質量部である。
【0070】
上記滑剤としては、脂肪酸エステル、炭化水素樹脂、パラフィン、高級脂肪酸、オキシ脂肪酸、脂肪酸アミド、アルキレンビス脂肪酸アミド、脂肪族ケトン、脂肪酸低級アルコールエステル、脂肪酸多価アルコールエステル、脂肪酸ポリグリコールエステル、脂肪族アルコール、多価アルコール、ポリグリコール、ポリグリセロール、金属石鹸、シリコーン、変性シリコーン等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記滑剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.5〜5質量部である。
【0071】
上記難燃剤としては、有機系難燃剤、無機系難燃剤、反応系難燃剤等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
有機系難燃剤としては、臭素化エポキシ系化合物、臭素化アルキルトリアジン化合物、臭素化ビスフェノール系エポキシ樹脂、臭素化ビスフェノール系フェノキシ樹脂、臭素化ビスフェノール系ポリカーボネート樹脂、臭素化ポリスチレン樹脂、臭素化架橋ポリスチレン樹脂、臭素化ビスフェノールシアヌレート樹脂、臭素化ポリフェニレンエーテル、デカブロモジフェニルオキサイド、テトラブロモビスフェノールA及びそのオリゴマー等のハロゲン系難燃剤;トリメチルホスフェート、トリエチルホスフェート、トリプロピルホスフェート、トリブチルホスフェート、トリペンチルホスフェート、トリヘキシルホスフェート、トリシクロヘキシルホスフェート、トリフェニルホスフェート、トリクレジルホスフェート、トリキシレニルホスフェート、クレジルジフェニルホスフェート、ジクレジルフェニルホスフェート、ジメチルエチルホスフェート、メチルジブチルホスフェート、エチルジプロピルホスフェート、ヒドロキシフェニルジフェニルホスフェート等のリン酸エステルやこれらを各種置換基で変性した化合物、各種の縮合型のリン酸エステル化合物、リン元素及び窒素元素を含むホスファゼン誘導体等のリン系難燃剤;ポリテトラフルオロエチレン、グアニジン塩、シリコーン系化合物、ホスファゼン系化合物等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0072】
無機系難燃剤としては、水酸化アルミニウム、酸化アンチモン、水酸化マグネシウム、ホウ酸亜鉛、ジルコニウム系化合物、モリブデン系化合物、スズ酸亜鉛等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
反応系難燃剤としては、テトラブロモビスフェノールA、ジブロモフェノールグリシジルエーテル、臭素化芳香族トリアジン、トリブロモフェノール、テトラブロモフタレート、テトラクロロ無水フタル酸、ジブロモネオペンチルグリコール、ポリ(ペンタブロモベンジルポリアクリレート)、クロレンド酸(ヘット酸)、無水クロレンド酸(無水ヘット酸)、臭素化フェノールグリシジルエーテル、ジブロモクレジルグリシジルエーテル等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0073】
上記難燃剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.5〜30質量部である。
尚、本発明の発泡成形用熱可塑性樹脂組成物に難燃剤を含有させる場合には、難燃助剤を用いることが好ましい。この難燃助剤としては、三酸化二アンチモン、四酸化二アンチモン、五酸化二アンチモン、アンチモン酸ナトリウム、酒石酸アンチモン等のアンチモン化合物や、ホウ酸亜鉛、メタホウ酸バリウム、水和アルミナ、酸化ジルコニウム、ポリリン酸アンモニウム、酸化スズ、酸化鉄等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0074】
上記抗菌剤としては、銀系ゼオライト、銀−亜鉛系ゼオライト等のゼオライト系抗菌剤、錯体化銀−シリカゲル等のシリカゲル系抗菌剤、ガラス系抗菌剤、リン酸カルシウム系抗菌剤、リン酸ジルコニウム系抗菌剤、銀−ケイ酸アルミン酸マグネシウム等のケイ酸塩系抗菌剤、酸化チタン系抗菌剤、セラミック系抗菌剤、ウィスカー系抗菌剤等の無機系抗菌剤;ホルムアルデヒド放出剤、ハロゲン化芳香族化合物、ロードプロパルギル誘導体、チオシアナト化合物、イソチアゾリノン誘導体、トリハロメチルチオ化合物、第四アンモニウム塩、ビグアニド化合物、アルデヒド類、フェノール類、ピリジンオキシド、カルバニリド、ジフェニルエーテル、カルボン酸、有機金属化合物等の有機系抗菌剤;無機・有機ハイブリッド抗菌剤;天然抗菌剤等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
上記抗菌剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.1〜5質量部である。
【0075】
上記着色剤としては、無機顔料、有機顔料及び染料のいずれを用いてもよい。また、これらを組み合わせて用いてもよい。
上記着色剤の含有量は、上記成分〔A〕の量を100質量部とした場合に、通常、0.0005〜10質量部である。
【0076】
1−5.発泡成形用熱可塑性樹脂組成物
本発明の発泡成形用熱可塑性樹脂組成物は、上記の成分〔A〕、〔B〕及び〔C〕を含有するものであるが、その形態は、特に限定されない。例えば、上記の成分〔A〕、〔B〕及び〔C〕のすべてを含有するペレット等の形態であってよいし、上記の成分〔A〕及び〔C〕を含有するペレット等と、上記成分〔B〕との混合物、上記成分〔A〕の一部、及び、上記成分〔B〕を含有するペレット等と、上記成分〔A〕の残部、及び、上記成分〔C〕とを含有するペレット等との混合物、等の形態であってもよい。
本発明においては、上記熱可塑性樹脂〔A〕のうちの5〜50質量%に相当する熱可塑性樹脂(以下、「樹脂(AX)」という。)と、上記木粉〔B〕のうちの0〜50質量%に相当する木粉(以下、「木粉(BX)」という。)と、上記発泡剤〔C〕のうちの50〜100質量%に相当する発泡剤(以下、「発泡剤(CX)」という。)とを含有する組成物〔X〕、及び、上記熱可塑性樹脂〔A〕のうちの50〜95質量%に相当する熱可塑性樹脂(以下、「樹脂(AY)」という。)と、上記木粉〔B〕のうちの50〜100質量%に相当する木粉(以下、「木粉(BY)」という。)と、上記発泡剤〔C〕のうちの0〜50質量%に相当する発泡剤(以下、「発泡剤(CY)」という。)とを含有する組成物〔Y〕の混合物であることが好ましい。尚、樹脂(AX)及び樹脂(AY)によって、上記熱可塑性樹脂〔A〕が構成され、木粉(BX)及び木粉(BY)によって、上記木粉〔B〕が構成され、且つ、発泡剤(CX)及び発泡剤(CY)によって、上記発泡剤〔C〕が構成されるものとする。また、組成物〔X〕及び組成物〔Y〕は、いずれも、1種以上からなるものとすることができる。
上記組成物〔X〕に含有される樹脂(AX)は、<1>好ましくは、スチレン系(共)重合体(A11)、及び/又は、ゴム強化スチレン系樹脂(A12)であり、より好ましくはスチレン系(共)重合体(A11)、並びに、スチレン系(共)重合体(A11)及びゴム強化スチレン系樹脂(A12)の混合物、更に好ましくはスチレン系(共)重合体(A11)である。上記樹脂(AX)が、上記成分から構成されていると、発泡倍率が高く、発泡性、発泡セルの微分散性、及び、成形外観性が優れる発泡成形品を得ることができる。
また、<2>上記樹脂(AX)が、スチレン系(共)重合体(A11)、及び/又は、ゴム強化スチレン系樹脂(A12)から構成される場合、上記ゴム質重合体を除く重合体成分が、この重合体成分を構成する単量体単位の全量を100質量%とした場合、芳香族ビニル化合物に由来する単量体単位が75〜95質量%であり、シアン化ビニル化合物に由来する単量体単位が5〜25質量%であり、他の単量体単位が0〜20質量%であることが好ましい。更に好ましい割合は、それぞれ、80〜87質量%、13〜20質量%及び0〜12質量%である。各単量体単位の含有量が、上記範囲にあると、発泡倍率が高く、発泡性、発泡セルの微分散性、及び、成形外観性が優れる発泡成形品を得ることができる。尚、上記ゴム質重合体を除く重合体成分は、上記樹脂(AX)をアセトン中に浸漬させて得られたアセトン可溶成分とすることができる。
更に、<3>上記樹脂(AX)に含有されるスチレン系(共)重合体(A11)、及び/又は、ゴム強化スチレン系樹脂(A12)からなる重合体成分の含有量は、上記樹脂(AX)に対して、好ましくは80〜100質量%、より好ましくは90〜100質量%、更に好ましくは95〜100質量%、特に好ましくは98〜100質量%である。この範囲にあると、発泡倍率が高く、発泡性、発泡セルの微分散性、及び、成形外観性が優れる発泡成形品を得ることができる。
上記組成物[X]が、上記<1>、<2>及び<3>の条件を満たすと、上記の効果が一段と優れる。
上記樹脂(AX)に含有されるスチレン系樹脂(A1)を構成する単量体単位の含有量は、単量体単位の種類及びその含有割合が既知であるスチレン系(共)重合体(A11)、及び/又は、ゴム強化スチレン系樹脂(A12)を用い、その使用量を適宜、調整することにより、上記の単量体単位の含有量にすることができる。
また、上記組成物〔X〕のために用いられるスチレン系樹脂(A1)がスチレン系(共)重合体(A11)のみである場合には、この組成物〔X〕をアセトンに浸漬させて得られたアセトン可溶分を、既知の方法により分析し、その結果によりスチレン系(共)重合体(A11)の単量体単位量を検証することができる。
【0077】
また、上記組成物〔Y〕に含有される樹脂(AY)は、好ましくはスチレン系樹脂(A1)、又は、スチレン系樹脂(A1)及び他の熱可塑性樹脂からなる。スチレン系樹脂(A1)は、好ましくは、上記スチレン系(共)重合体(A11)、及び/又は、上記ゴム強化スチレン系樹脂(A12)であり、更に好ましくはゴム強化スチレン系樹脂(A12)、又は、スチレン系(共)重合体(A11)及びゴム強化スチレン系樹脂(A12)の混合物である。
上記他の熱可塑性樹脂として、特に好ましくは塩化ビニル系樹脂である。塩化ビニル系樹脂を用いる場合、その使用効果を得るために、上記スチレン系樹脂(A1)及び塩化ビニル系樹脂の含有割合は、これらの合計を100質量%とした場合に、それぞれ、好ましくは0〜80質量%及び20〜100質量%、更に好ましくは0〜50質量%及び50〜100質量%である。尚、上記塩化ビニル系樹脂の使用量は、本発明の発泡成形用熱可塑性樹脂組成物中に含有される他の熱可塑性樹脂の規定量の範囲内で選択される。
尚、上記スチレン系(共)重合体(A11)を構成する、ビニル系単量体に由来する単量体単位の種類は、上記説明がそのまま適用される。また、このビニル系単量体単位の各含有量は、芳香族ビニル化合物に由来する単量体単位、シアン化ビニル化合物に由来する単量体単位及び必要に応じて含まれる他の単量体単位の含有割合として、全単量体単位の合計を100質量%とした場合に、それぞれ、好ましくは50〜97質量%、3〜50質量%及び0〜47質量%、より好ましくは55〜95質量%、5〜45質量%及び0〜15質量%である。更に、上記スチレン系(共)重合体(A11)の好ましいMwは、100,000〜300,000であり、より好ましくは100,000〜270,000、更に好ましくは120,000〜250,000である。
また、上記ゴム強化スチレン系樹脂(A12)を構成するゴム質重合体(a)は、ジエン系重合体及び/又は非ジエン系重合体であり、その含有量は、ゴム強化スチレン系樹脂(A12)100質量%に対して、通常、5〜80質量%である。更に、ゴム強化スチレン系樹脂(A12)において、ゴム質重合体(a)を除く重合体成分を構成するビニル系単量体に由来する単量体単位の種類は、上記ビニル系単量体(b2)における説明がそのまま適用される。そして、これらのビニル系単量体単位の含有量は、芳香族ビニル化合物に由来する単量体単位、及び、それ以外の化合物に由来する単量体単位が、その合計を100質量%とした場合、それぞれ、通常、45〜97質量%及び3〜55質量%、好ましくは50〜95質量%及び5〜50質量%である。
【0078】
また、発泡倍率が高く、外観性に優れた発泡成形品を得るための好ましい構成は、以下に示される。上記組成物〔X〕に含有される樹脂(AX)、及び、上記組成物〔Y〕に含有される樹脂(AY)の質量割合は、上記のように、それぞれ、5〜50質量%及び50〜95質量%であり、より好ましくは7〜45質量%及び55〜93質量%、更に好ましくは10〜40質量%及び60〜90質量%である。
上記組成物〔X〕に含有される木粉(BX)、及び、上記組成物〔Y〕に含有される木粉(BY)の質量割合は、上記のように、それぞれ、0〜50質量%及び50〜100質量%であり、より好ましくは0〜20質量%及び80〜100質量%、更に好ましくは0〜10質量%及び90〜100質量%である。
また、上記組成物〔X〕に含有される発泡剤(CX)、及び、上記組成物〔Y〕に含有される発泡剤(CY)の質量割合は、上記のように、それぞれ、50〜100質量%及び0〜50質量%であり、より好ましくは70〜100質量%及び0〜30質量%、更に好ましくは90〜100質量%及び0〜10質量%である。
上記範囲で組成物〔X〕及び〔Y〕を調製し、これらの組成物を混合してなる発泡成形用熱可塑性樹脂組成物とすることにより、発泡倍率が2倍以上と高く、且つ、表面に、毛羽立ち及び木粉による粉ふきがなく、成形外観性に優れる発泡成形品を容易に得ることができる。
【0079】
上記の組成物〔X〕及び〔Y〕の特に好ましい組合せは、上記組成物〔X〕が、樹脂(AX)において上記アセトン可溶成分の構成を備え、木粉(BX)の質量割合が木粉全体に対して0〜10質量%であり、発泡剤(CX)の質量割合が、発泡剤全体に対して100質量%である発泡剤含有組成物であり、且つ、上記組成物〔Y〕が、樹脂(AY)において、スチレン系樹脂(A1)、又は、スチレン系樹脂及び他の熱可塑性樹脂からなり、木粉(BY)の質量割合が木粉全体に対して90〜100質量%であり、発泡剤を含有しない発泡剤非含有組成物である態様である。上記組成物〔X〕は、加熱により溶融混練した粒状の発泡剤含有マスターバッチとすることが好ましく、発泡倍率は、好ましくは1.1以下、より好ましくは1.05以下の発泡剤含有マスターバッチである。一方、上記組成物〔Y〕は、好ましくは、上記発泡剤〔C〕を含有しない溶融混合物である。
尚、上記の組成物〔X〕及び〔Y〕は、上記に例示した、発泡助剤、充填剤、熱安定剤、酸化防止剤、紫外線防止剤、老化防止剤、帯電防止剤、可塑剤、滑剤、難燃剤、抗菌剤、防汚剤、着色剤、蛍光増白剤、蛍光染料等の添加剤を含んでもよい。
【0080】
上記発泡剤含有マスターバッチの形状及び大きさは、特に限定されず、形状について、例えば、平板状(円形、角形等)、柱状(円柱、角柱等)、線状、不定形状等とすることができる。
【0081】
上記組成物〔X〕としての発泡剤含有マスターバッチは、上記樹脂(AX)を溶融状態としながら、上記発泡剤〔C〕を配合し、混練することにより製造することができ、例えば、上記樹脂(AX)を溶融混練する工程(以下、「溶融工程」という。)、溶融工程により得られた溶融状態の上記樹脂(AX)に、上記成分〔C〕、又は、上記成分〔C〕及び発泡助剤を供給し、この混合物を溶融混練する工程(以下、「混練工程」という。)、混練工程により得られた混練物を線状体等とし、直ぐに上記線状体を冷却する工程(以下、「冷却工程」という。)、並びに、冷却した線状体を切断する工程(以下、「切断工程」という。)を、順次、進める製造方法により製造することができる。
【0082】
上記溶融工程においては、単軸押出機、二軸押出機、タンデム型押出機等の押出機を用い、上記樹脂(AX)を、その溶融温度以上で溶融混練する。
その後、上記混練工程においては、上記溶融工程において用いた押出機が、あるいは、別途準備した、上記例示した押出機が用いられ、溶融状態の上記樹脂(AX)中に、液化させた上記成分〔C〕、又は、液化させた上記成分〔C〕及び発泡助剤を供給し、通常、上記樹脂(AX)の溶融温度以上で溶融混練する。
【0083】
次いで、上記冷却工程においては、上記混練工程により得られた混練物を、押出機の出口に配設された、例えば、直径1〜5mmの押出孔から押し出して、連続した線状体等を形成する。そして、押し出された線状体を水等の冷媒の中に導入し、冷却する。
その後、冷却された線状体を適当な長さに切断することにより、所望の大きさの発泡剤含有マスターバッチを製造することができる。
【0084】
一方、上記溶融混合物の形状及び大きさも、特に限定されず、形状について、例えば、粉末状、球状、略球状、平板状(円形、角形等)、柱状(円柱、角柱等)、線状、不定形状等とすることができる。
この溶融混合物は、公知の熱可塑性樹脂組成物によるペレット等の製造方法を適用して製造されたものとすることができる。
【0085】
本発明の発泡成形用熱可塑性樹脂組成物は、押出成形法、射出成形法、真空成形法、圧空成形法等により、各種形状の発泡成形品を製造することができる。いずれの場合も、発泡倍率を2〜25倍という高倍率とすることができ、得られる発泡成形品の表面に毛羽立ち、木粉による粉ふき等がなく、外観性に優れる。
【0086】
2.発泡成形品
本発明の発泡成形品は、上記本発明の発泡成形用熱可塑性樹脂組成物を押出成形して得られたことを特徴とする。押出成形では、通常、上記本発明の発泡成形用熱可塑性樹脂組成物を溶融状態とし、ダイから押し出すことにより、同時に発泡され、板状(シート状)、筒状、半筒状、線状等の成形品が得られる。尚、本発明の発泡成形品は、射出成形、真空成形、圧空成形等により得られたものとすることもできる。
本発明の発泡成形品は、その表面に毛羽立ち、木粉による粉ふきがなく、また、発泡セルが均一である。また、密度は、好ましくは40〜650kg/m3、より好ましくは50〜500kg/m3である。
【0087】
上記の押出成形法において、上記本発明の発泡成形用熱可塑性樹脂組成物を加熱溶融する場合には、スクリューを備える押出機等が用いられるが、その加熱条件は、通常、上記成分〔A〕の種類により選択される。
加熱温度は、好ましくは130℃〜260℃である。
上記成分〔A〕が、スチレン系樹脂(A1)及び塩化ビニル系樹脂からなる場合、加熱温度は、好ましくは120℃〜200℃である。
【0088】
本発明の発泡成形品を製造する方法は、好ましくは、上記の組成物〔X〕及び〔Y〕を含有する発泡成形用熱可塑性樹脂組成物を用いる方法である。この製造方法によると、上記の組成物〔X〕及び〔Y〕の混練性が向上し、成形加工性が改良される。また、発泡性及び微分散性に優れ、特に、発泡倍率が高く、発泡セルが均一であり且つ毛羽立ち及び粉ふきのない成形外観性に優れる発泡成形品を得ることができる。
【0089】
上記の組成物〔X〕及び〔Y〕の混練物を得た後、押出成形法を適用することにより、発泡成形品を製造することができる。この方法により、発泡倍率を2〜25倍という高倍率とすることができ、表面に、ほとんど破裂せず、粉ふきのない緻密なスキン層を備える発泡成形品が得られ、外観性に優れる。尚、射出成形、真空成形、圧空成形等の他の成形方法を適用しても同様の成形品を得ることができる。
【0090】
本発明の発泡成形品は、表示板等の土木・建設関連資材;車両用内外装関連資材;容器、トレー等の日用雑貨用品;電気・電子部品;スポーツ用品;壁、床、枠、家具、化粧シート、間仕切り、ラティス、フェンス、雨樋、サイジングボード、カーポート等の住宅・事務所用内外装材;玩具;遊戯機等の緩衝材、補強材、断熱材、芯材、代替合板等として用いることができる。
【0091】
更に、本発明の発泡成形品は、用途によっては、他の成形品、部材等と一体化させ、複合化させてなる物品として、これを用いることができ、上記用途に適用可能である。
【0092】
3.積層品
本発明の積層品は、上記本発明の発泡成形用熱可塑性樹脂組成物を用いて得られた成形分(V)(以下、「発泡成形部(V)」という。)と、他の材料からなる部材(W)とが積層してなることを特徴とする。発泡成形部(V)が表側に配された積層品であってよいし(図1参照)、部材(W)が表側に配された積層品であってもよい(図2参照)。
本発明の積層品は、上記本発明の発泡成形品と同じ用途に好適である。その形状も上記本発明の成形品と同様とすることができる。
【0093】
上記発泡成形部(V)は、その表面に毛羽立ち、木粉による粉ふきがなく、また、発泡セルが均一である。また、上記発泡成形部(V)の密度は、好ましくは40〜650kg/m3、より好ましくは50〜500kg/m3である。
【0094】
上記部材(W)を構成する他の材料は、構成成分、発泡倍率等異なれば、上記本発明の発泡成形用熱可塑性樹脂組成物でもよく、特に限定されないが、樹脂(組成物)からなるもの、他の有機材料からなるもの、無機材料からなるもの等が挙げられる。
樹脂(組成物)は、熱可塑性樹脂(組成物)であってよいし、硬化樹脂(組成物)であってもよい。この熱可塑性樹脂(組成物)に含まれる熱可塑性樹脂としては、本発明の積層品の用途等により選択されるが、上記本発明の発泡成形用熱可塑性樹脂組成物に含まれる成分〔A〕と同じであってよいし、異なってもよい。また、この熱可塑性樹脂(組成物)は、発泡剤を含有してよいし、含有しなくてもよい。
無機材料は、金属、合金、酸化物、炭化物、窒化物、金属塩等が挙げられる。
尚、本発明の積層品において、上記の発泡成形部(V)及び部材(W)の層数は、いずれも、1層でも、2層でも、3層以上でもよい。また、上記発泡成形部(V)は、上記部材(W)の両面に備えてもよいし(図3参照)、上記部材(W)は、上記発泡成形部(V)の両面に備えてもよい(図4参照)。好ましい他の材料は、熱可塑性樹脂(組成物)である。
【0095】
図1の積層品1aは、部材(W)12の上面に、発泡成形部(V)11が積層されてなり、両者の厚さが同一であることを示す断面図である。発泡成形部(V)11及び部材(W)12の各厚さは、目的、用途等により、選択される。発泡成形部(V)11が部材(W)12より厚くてよいし、その逆でもよい。また、発泡成形部(V)11は、部材(W)12の全面にあってよいし、一部にのみあってもよい。発泡成形部(V)11及び部材(W)12の好ましい厚さは、それぞれ、1.0〜25mm、及び、0.1〜5mmである。
上記積層品1aの製造方法としては、上記本発明の発泡成形用熱可塑性樹脂組成物を用いて発泡成形部(V)11を形成した後、別途、作製した部材(W)12を配設する方法;上記本発明の発泡成形用熱可塑性樹脂組成物と、上記部材(W)12を形成することとなる熱可塑性樹脂(組成物)とを用いて、共押出する方法;予め形成した部材(W)12の表面に、上記本発明の発泡成形用熱可塑性樹脂組成物を用いて得られた発泡成形部(V)11を配設する方法等が挙げられる。
【0096】
また、図2の積層品1bは、発泡成形部(V)11の上面に、部材(W)12が積層されてなることを示す断面図である。部材(W)12は、発泡成形部(V)の全面にあってよいし、一部にのみあってもよい。発泡成形部(V)11及び部材(W)12の各厚さは、目的、用途等により、選択される。発泡成形部(V)11が部材(W)12より厚くてよいし、その逆でもよい。また、図1のように同じであってもよい。更に、積層品として、均一の厚さであってよいし、部分的に異なる厚さであってもよい。例えば、上記の発泡成形部(V)11及び部材(W)12の好ましい厚さは、それぞれ、1.0〜25mm、及び、0.1〜5mmである。
上記積層品1bの製造方法についても、上記積層品1aの製造方法と同様とすることができる。
【0097】
また、本発明の積層品は、更に、図3及び図4のような断面構造を備える積層品(1c及び1d)とすることもできる。即ち、図3の積層品1cは、部材(W)12の両面に発泡成形部(V)11a及び11bを備える。各部材の厚さは、目的、用途等により選択されるが、発泡成形部(V)11a及び11b、部材(W)12の順に、好ましくは、1.0〜25mm、1.0〜25mm、及び、0.1〜5mmである。また、図4の積層品1dは、発泡成形部(V)11の両面に部材(W)12a及び12bを備える。各部材の厚さは、目的、用途等により選択されるが、発泡成形部(V)11、部材(W)12a及び12bの順に、好ましくは、0.1〜5mm、1.0〜25mm、及び、1.0〜25mmである。
上記の積層品1c及び1dの製造方法としては、上記本発明の発泡成形用熱可塑性樹脂組成物と、上記部材(W)12を形成することとなる熱可塑性樹脂(組成物)とを用いて、共押出する方法等が挙げられる。
【実施例】
【0098】
以下に、実施例を挙げ、本発明を更に詳細に説明するが、本発明の主旨を超えない限り、本発明はかかる実施例に限定されるものではない。尚、下記において、部及び%は、特に断らない限り、質量基準である。
【0099】
1.原料成分
下記の実施例及び比較例において用いる成分を示す。
【0100】
1−1.熱可塑性樹脂A
スチレン系樹脂として、A−1〜A−8を用いた。
(1)スチレン系樹脂(A−1)
スチレン単位量79%、アクリロニトリル単位量21%のアクリロニトリル・スチレン共重合体であり、Mwは16万である。アセトンに可溶である。
(2)スチレン系樹脂(A−2)
スチレン単位量84%、アクリロニトリル単位量16%のアクリロニトリル・スチレン共重合体であり、Mwは15万である。アセトンに可溶である。
(3)スチレン系樹脂(A−3)
スチレン単位量70%、アクリロニトリル単位量30%のアクリロニトリル・スチレン共重合体であり、Mwは20万である。アセトンに可溶である。
(4)スチレン系樹脂(A−4)
スチレン単位量96%、アクリロニトリル単位量4%のアクリロニトリル・スチレン共重合体であり、Mwは15万である。アセトンに可溶である。
(5)スチレン系樹脂(A−5)
体積平均粒子径280nm及びトルエン不溶分80%のポリブタジエンゴム粒子を含む分散液中で、スチレン及びアクリロニトリルを乳化重合して得られたゴム強化スチレン系樹脂である。このゴム強化スチレン系樹脂のグラフト率は65%、ポリブタジエン量は7%である。また、スチレン単位量及びアクリロニトリル単位量の合計を100%としたとき、スチレン単位量は84%、アクリロニトリル単位量は16%であり、アセトン可溶成分のMwは15万である。
【0101】
(6)スチレン系樹脂(A−6)
以下の方法で得られたゴム強化スチレン系樹脂及びアクリロニトリル・スチレン共重合体の混合物を用いた。
体積平均粒子径280nm及びトルエン不溶分80%のポリブタジエンゴム粒子を含む分散液中で、スチレン及びアクリロニトリルを乳化重合し、ゴム強化スチレン系樹脂を得た。得られたゴム強化スチレン系樹脂は、グラフト率が55%であり、ポリブタジエン量が51%であり、スチレン単位量が35%であり、アクリロニトリル単位量が14%であった。
一方、スチレン単位量71%及びアクリロニトリル単位量29%からなるアクリロニトリル・スチレン共重合体を、別途準備し、上記ゴム強化スチレン系樹脂と、上記アクリロニトリル・スチレン共重合体及び上記ゴム強化スチレン系樹脂の合計100部に対し、それぞれ、0.3部の加工助剤1及び0.5部及び加工助剤2(後述)と、を210℃で混練し、ポリブタジエン量が14.8%、スチレン単位量が60.6%、アクリロニトリル単位量が24.6%である「スチレン系樹脂(A−6)」を得た。以下において用いたスチレン系樹脂(A−6)は円柱状であり、大きさは、およそ外径2mm及び長さ3mmである。
得られたスチレン系樹脂(A−6)のアセトン可溶成分における極限粘度(メチルエチルケトン中、30℃で測定)は0.71dl/gであった。
(7)スチレン系樹脂(A−7)
上記(6)におけるゴム強化スチレン系樹脂、及び、下記のアクリロニトリル・スチレン共重合体の混合物を用いた。
上記ゴム強化スチレン系樹脂29部と、別途重合した、スチレン単位量80.5%及びアクリロニトリル単位量19.5%からなるアクリロニトリル・スチレン共重合体71部とを、上記(6)と同様にして混練し、ポリブタジエン量が14.8%、スチレン単位量が67.3%、アクリロニトリル単位量が17.9%の「スチレン系樹脂(A−7)」を得た。以下において用いたスチレン系樹脂(A−7)は円柱状であり、大きさは、およそ外径2mm及び長さ3mmである。
得られたスチレン系樹脂(A−7)のアセトン可溶成分における極限粘度(メチルエチルケトン中、30℃で測定)は0.73dl/gであった。
(8)スチレン系樹脂(A−8)
上記(6)におけるゴム強化スチレン系樹脂、及び、下記のアクリロニトリル・スチレン共重合体の混合物を用いた。
上記ゴム強化スチレン系樹脂29部と、別途重合した、スチレン単位量63.7%及びアクリロニトリル単位量36.3%からなるアクリロニトリル・スチレン共重合体71部とを、上記(6)と同様にして混練し、ポリブタジエン量が14.8%、スチレン単位量が55.3%、アクリロニトリル単位量が29.9%の「スチレン系樹脂(A−8)」を得た。以下において用いたスチレン系樹脂(A−8)は円柱状であり、大きさは、およそ外径2mm及び長さ3mmである。
得られたスチレン系樹脂(A−8)のアセトン可溶成分における極限粘度(メチルエチルケトン中、30℃で測定)は0.69dl/gであった。
【0102】
(9)アクリル系樹脂(A−9)
三菱レイヨン社製メタクリル酸メチル・アクリル酸メチル共重合体「アクリペット VH5」(商品名)を用いた。以下において用いたアクリル系樹脂(A−9)は円柱状であり、大きさは、およそ外径2mm及び長さ3mmである。
【0103】
(10)塩化ビニル樹脂(A−10)
ヴイテック社製「ビニカPVC SG1300」(商品名)を用いた。重合度は1,300である。以下において用いた塩化ビニル樹脂(A−10)の形状は粒子状であり、大きさは、およそ外径0.2mmである。
【0104】
1−2.木粉B
(1)アカシア木粉(B−1)
粒度は60メッシュパス、120メッシュオンである。120メッシュパスの木粉の含率は0%である。
(2)アカシア木粉(B−2)
粒度は80メッシュパス、120メッシュオンである。120メッシュパスの木粉の含率は0%である。
(3)アカシア木粉(B−3)
粒度は120メッシュパスである。
(4)アカシア木粉(B−4)
粒度は40メッシュオンである。
上記の各粒度は、電磁式ふるい振とう機を用い、ふるい時間5分として測定した。
【0105】
1−3.発泡剤C
ブタン(大気圧における沸点−0.5℃)を用いた。
【0106】
1−4.化学発泡剤D
主成分が炭酸水素ナトリウムである吸熱分解型発泡剤(商品名「セルボンSC−P」、永和化成社製)を用いた。
【0107】
1−5.加工助剤
(1)加工助剤1(酸化防止剤)
オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート(商品名「イルガノックス1076」、チバ・スペシャルティケミカルズ社製)を用いた。
(2)加工助剤2(滑剤)
大日化学工業社製「ダイワックスM」(商品名)を用いた。
【0108】
2.組成物〔X〕(発泡剤含有マスターバッチ)の製造
製造例1
シリンダー温度を170℃〜250℃に設定した120mm単軸押出機に、スチレン系樹脂(A−1)100部を供給してこれを溶融した。その後、発泡剤Cの4.5部を上記押出機後部の注入口から供給し、溶融混練した。
次いで、上記押出機の出口に配設した、50穴(2.5mmφ/穴)のダイを通して、ストランド化させて、そのまま直接、水槽に導入した。水槽にて冷却後、長さ3mmに切断し、外径約2mmの発泡剤含有マスターバッチ(X−1)を得た。
【0109】
上記発泡剤含有マスターバッチ(X−1)における発泡剤含有量及び発泡倍率を以下の方法により測定したところ、発泡剤含有マスターバッチ(X−1)の構成は、表1に示されるような結果を得た。
[ブタン含有量測定方法]
発泡剤含有マスターバッチ約10gを、200℃のホットプレート上に載置し、5分間加熱し、加熱前後の質量を精秤し、その差をブタン含有量とした。
[発泡倍率]
発泡剤含有マスターバッチの外形寸法から求めた、嵩体積、及び、樹脂の密度から、質量計算値W1を算出し、このW1と、質量実測値W2との比を発泡倍率とした。
発泡倍率(倍) = W1/W2
尚、計算に用いた樹脂の密度は、アクリロニトリル・スチレン共重合体;1.08g/cm3、ゴム強化スチレン系樹脂;1.06g/cm3である。
【0110】
また、上記発泡剤含有マスターバッチ(X−1)の成形外観性を目視観察し、下記基準で判定した。その結果を表1に併記した。
○;表面が滑らかであった。
×;表面がスポンジのようになっていた。
【0111】
製造例2〜5
熱可塑性樹脂A(A−2〜A−5)及び発泡剤Cを、それぞれ、表1に示す割合で用いた以外は、製造例1と同様にして発泡剤含有マスターバッチ(X−2)〜(X−5)を製造し、各種評価を行った。その結果を表1に示した。
【0112】
【表1】
【0113】
3.組成物〔Y〕(溶融混合ペレット)の製造
製造例6
スチレン系樹脂(A−6)21部と、木粉(B−1)9部と、加工助剤1(酸化防止剤)0.5部と、加工助剤2(滑剤)1.5部とを、ヘンシェルミキサーに投入して混合し、シリンダー温度を170℃〜250℃に設定した120mm単軸押出機に供給して溶融した。その後、上記押出機の出口に配設した、50穴(2.5mmφ/穴)のダイを通して、ストランド化させて、そのまま直接、水槽に導入した。水槽にて冷却後、長さ3mmに切断し、外径約2mmの溶融混合ペレット(Y−1a)を得た。
一方、スチレン系樹脂(A−6)をペレットとし、その50部を(Y−1b)として用いた。
以下の、実施例1、11〜13及び比較例5において、溶融混合ペレット(Y−1a)及び溶融ペレット(Y−1b)の混合物を、溶融混合ペレット(Y−1)として用いた。
【0114】
製造例7
スチレン系樹脂(A−6)30部と、木粉(B−1)15部と、加工助剤1(酸化防止剤)0.5部と、加工助剤2(滑剤)1.5部とを、ヘンシェルミキサーに投入して混合し、シリンダー温度を170℃〜250℃に設定した120mm単軸押出機に供給して溶融した。その後、上記押出機の出口に配設した、50穴(2.5mmφ/穴)のダイを通して、ストランド化させて、そのまま直接、水槽に導入した。水槽にて冷却後、長さ3mmに切断し、外径約2mmの溶融混合ペレット(Y−2a)を得た。
一方、スチレン系樹脂(A−6)をペレットとし、その33部を(Y−2b)として用いた。
以下の、実施例2において、溶融混合ペレット(Y−2a)及び溶融ペレット(Y−2b)の混合物を、溶融混合ペレット(Y−2)として用いた。
【0115】
製造例8〜21
熱可塑性樹脂A(A−6〜A−10)及び木粉B(B−1〜B−4)を、それぞれ、表2及び表3に示す割合で用いた以外は、製造例6と同様にして溶融混合ペレット(Y−3)〜(Y−16)を得た。
【0116】
【表2】
【0117】
【表3】
【0118】
4.発泡成形用熱可塑性樹脂組成物及び発泡成形品の製造並びに評価
実施例1
発泡剤含有マスターバッチ(X−1)20部と、溶融混合ペレット(Y−1a)30部及び溶融ペレット(Y−1b)50部からなる溶融混合ペレット(Y−1)80部とを、ヘンシェルミキサーで混合し、発泡成形用熱可塑性樹脂組成物を得た。その後、スクリューを備える押出機(「FS50−22型」、池貝社製)に投入し、200℃で溶融混練した。次いで、8mmφの丸ダイスに、23mmφのサイジングダイを配設した出口から排出させ、密度が346kg/m3であり、下記計算方法による発泡倍率が3.5倍である発泡成形品を得た(表4参照)。
[発泡倍率計算方法]
発泡成形品の外形寸法から求めた、嵩体積、並びに、樹脂及び木粉の密度から、質量計算値W1を算出し、このW1と、質量実測値W2との比を発泡倍率とした。
発泡倍率(倍) = W1/W2
尚、計算に用いた樹脂の密度は、木粉15%含有ゴム強化スチレン系樹脂;1.21g/cm3、木粉15%含有アクリル系樹脂;1.31g/cm3、木粉15%含有塩化ビニル系樹脂;1.47g/cm3である。
【0119】
また、得られた発泡成形品について、成形外観性(毛羽立ち、木粉の粉ふき、及び、木質感)を目視観察し、下記基準により判定した。
<毛羽立ち>
◎;歪みのない発泡成形品が得られ、その表面が滑らかであった。
○;歪みのない発泡成形品が得られたが、その表面の一部が毛羽立っていた。
△;わずかに歪みのある発泡成形品が得られ、その表面の一部が毛羽立っていた。
×;歪みのある発泡成形品が得られ、その表面のほぼ全面が毛羽立っていた。
<木粉の粉ふき>
○;発泡成形品の表面に、粉ふきが見られなかった。
△;発泡成形品の表面に、わずかに粉ふきが見られた。
×;発泡成形品の表面のほぼ全面に、粉ふきが見られた。
<木質感>
◎;十分な木質感であった。
○;問題のない木質感であった。
△;木質感がやや劣る。
×;木質感が劣る。
【0120】
実施例2
発泡剤含有マスターバッチ(X−1)20部と、溶融混合ペレット(Y−2a)47部及び溶融ペレット(Y−2b)33部からなる溶融混合ペレット(Y−2)80部とを用いた以外は、実施例1と同様にして発泡成形品を製造し、評価した。その結果を表4に示した。
【0121】
実施例3〜8及び10〜14並びに比較例1〜4及び6〜7
表4及び表5に従って、発泡剤含有マスターバッチ及び溶融混合ペレットを用いた以外は、実施例1と同様にして、発泡成形品を製造し、評価した。その結果を表4及び表5に示した。
【0122】
実施例9
表4に従って、発泡剤含有マスターバッチ(X−1)及び溶融混合ペレット(Y−9)を用い、溶融混練温度を190℃とした以外は、実施例1と同様にして、発泡成形品を製造し、評価した。その結果を表4に示した。
【0123】
実施例15
スチレン系樹脂(A−1)18部と、スチレン系樹脂(A−6)65部と、木粉(B−1)15部と、加工助剤1(酸化防止剤)1.2部と、加工助剤2(滑剤)0.8部とを、ヘンシェルミキサーで混合し、スクリューを備える押出機(「FS50−22型」、池貝社製)に投入し、200℃で溶融混練した。その後、発泡剤Cの2部を、上記押出機後部の注入口から供給し、溶融混練した。次いで、8mmφの丸ダイスに、23mmφのサイジングダイを配設した出口から排出させ、発泡剤含有熱可塑性樹脂体を得た。この発泡剤含有熱可塑性樹脂体を用いて、実施例1と同様にして、発泡成形品の製造及び評価を行った。その結果を表5に示した。
【0124】
比較例5
スチレン系樹脂(A−1)のみからなるマスターバッチ20部、組成物(Y−1)80部、及び、化学発泡剤D2部を用いた以外は、実施例1と同様にして、発泡成形品を製造し、評価した。その結果を表5に示した。
【0125】
【表4】
【0126】
【表5】
【0127】
表4及び表5から明らかなように、比較例1は、本発明に係る木粉の含有量が5部未満の例であり、木粉による木質感が十分ではなかった。比較例2は、本発明に係る木粉の含有量が多すぎる例であり、発泡成形品に、毛羽立ち及び粉ふきが観察された。比較例3は、粒度が小さい木粉を含む樹脂組成物を用いた例であり、発泡成形品に、毛羽立ち及び粉ふきが観察された。比較例4は、粒度が大きい木粉を含む樹脂組成物を用いた例であり、発泡成形品の外観性が劣っていた。比較例5は、化学発泡剤Dを含有する樹脂組成物を用いた例であり、発泡倍率が低く、発泡成形品の外観性が劣っていた。比較例6は、本発明に係る木粉の含有量が少ない樹脂組成物を用いた例であり、発泡成形品に毛羽立ちが見られた。また、比較例7は、本発明に係る木粉の含有量が少ない樹脂組成物を用いた例であり、発泡成形品に毛羽立ち及び粉ふきが見られた。
一方、実施例1〜15では、発泡倍率が2倍以上と高い発泡成形品を得ることができた。なかでも、実施例1〜10及び12〜14は、発泡倍率が3倍以上であり、外観性に優れていた。
【0128】
5.積層品の製造
実施例16
(1)実施例4により得られた発泡成形用熱可塑性樹脂組成物と、(2)スチレン系樹脂(A−5)とを、それぞれ、表材用及び基材用として用い、下記の押出条件で、2mm及び2mmの厚さを有する積層品(表材は発泡成形部)を得た。
[押出条件]
(1)150℃
(2)180℃
【産業上の利用可能性】
【0129】
本発明の発泡成形用熱可塑性樹脂組成物は、押出成形等により、表示板等の土木・建設関連資材;車両用内外装関連資材;容器、トレー等の日用雑貨用品;電気・電子部品;スポーツ用品;壁、床、枠、家具、化粧シート、間仕切り、ラティス、フェンス、雨樋、サイジングボード、カーポート等の住宅・事務所用内外装材;玩具;遊戯機等の緩衝材、補強材、断熱材、芯材、代替合板等に好適な発泡成形品の形成に好適である。
【図面の簡単な説明】
【0130】
【図1】本発明の積層品(積層シート等)の断面構造の一例を示す概略図である。
【図2】本発明の積層品(積層シート等)の断面構造の他の例を示す概略図である。
【図3】本発明の積層品(積層シート等)の断面構造の他の例を示す概略図である。
【図4】本発明の積層品(積層シート等)の断面構造の他の例を示す概略図である。
【符号の説明】
【0131】
1a,1b、1c及び1d;積層品
11,11a及び11b;(発泡)成形部(V)
12,12a及び12b;部材(W)
【特許請求の範囲】
【請求項1】
〔A〕全体を100質量%とした場合に、スチレン系樹脂(A1)を5〜100質量%含む熱可塑性樹脂と、〔B〕全体を100質量%とした場合に、粒度40メッシュパス〜120メッシュオンの木粉を50〜100質量%含む木粉と、〔C〕沸点が−10℃〜55℃である化合物を含む発泡剤と、を含有する発泡成形用熱可塑性樹脂組成物であって、
上記木粉〔B〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、5〜150質量部であり、且つ、
上記発泡剤〔C〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、0.1〜5質量部であることを特徴とする発泡成形用熱可塑性樹脂組成物。
【請求項2】
上記熱可塑性樹脂〔A〕のうちの5〜50質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの0〜50質量%に相当する木粉と、上記発泡剤〔C〕のうちの50〜100質量%に相当する発泡剤とを含有する組成物〔X〕、及び、上記熱可塑性樹脂〔A〕のうちの50〜95質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの50〜100質量%に相当する木粉と、上記発泡剤〔C〕のうちの0〜50質量%に相当する発泡剤とを含有する組成物〔Y〕の混合物である請求項1に記載の発泡成形用熱可塑性樹脂組成物。
【請求項3】
上記組成物〔X〕に含有されるスチレン系樹脂(A1)が、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたスチレン系共重合体、並びに/又は、ゴム質重合体の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたゴム強化スチレン系樹脂であり、且つ、
上記スチレン系樹脂(A1)の構成材料のうち、上記ゴム質重合体を除く重合体成分が、該重合体成分を構成する単量体単位の全量を100質量%とした場合、芳香族ビニル化合物からなる単量体単位が75〜95質量%であり、シアン化ビニル化合物からなる単量体単位が5〜25質量%であり、他の単量体単位が0〜20質量%である請求項2に記載の発泡成形用熱可塑性樹脂組成物。
【請求項4】
上記組成物〔X〕が、発泡倍率1.1以下の発泡剤含有マスターバッチである請求項2又は3に記載の発泡成形用熱可塑性樹脂組成物。
【請求項5】
上記組成物〔Y〕が、上記発泡剤〔C〕を含有しない溶融混合物である請求項2乃至4のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
【請求項6】
上記スチレン系樹脂(A1)が、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を用いてなるスチレン系共重合体、並びに/又は、ゴム質重合体の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたゴム強化スチレン系樹脂である請求項1乃至5のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
【請求項7】
上記熱可塑性樹脂〔A〕が、上記スチレン系樹脂(A1)と、ポリカーボネート樹脂、ポリエステル系樹脂、熱可塑性エラストマー、オレフィン系樹脂、アクリル系樹脂、塩化ビニル系樹脂及びバイオベースポリマーから選ばれた少なくとも1種の樹脂(A2)とからなる請求項1乃至6のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
【請求項8】
請求項1乃至7のいずれかに記載の発泡成形用熱可塑性樹脂組成物を押出成形して得られたことを特徴とする発泡成形品。
【請求項9】
密度が40〜650kg/m3である請求項8に記載の発泡成形品。
【請求項10】
請求項1乃至7のいずれかに記載の発泡成形用熱可塑性樹脂組成物を用いて得られた成形部(V)と、他の材料からなる部材(W)とが積層してなることを特徴とする積層品。
【請求項1】
〔A〕全体を100質量%とした場合に、スチレン系樹脂(A1)を5〜100質量%含む熱可塑性樹脂と、〔B〕全体を100質量%とした場合に、粒度40メッシュパス〜120メッシュオンの木粉を50〜100質量%含む木粉と、〔C〕沸点が−10℃〜55℃である化合物を含む発泡剤と、を含有する発泡成形用熱可塑性樹脂組成物であって、
上記木粉〔B〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、5〜150質量部であり、且つ、
上記発泡剤〔C〕の含有量は、上記熱可塑性樹脂〔A〕100質量部に対して、0.1〜5質量部であることを特徴とする発泡成形用熱可塑性樹脂組成物。
【請求項2】
上記熱可塑性樹脂〔A〕のうちの5〜50質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの0〜50質量%に相当する木粉と、上記発泡剤〔C〕のうちの50〜100質量%に相当する発泡剤とを含有する組成物〔X〕、及び、上記熱可塑性樹脂〔A〕のうちの50〜95質量%に相当する熱可塑性樹脂と、上記木粉〔B〕のうちの50〜100質量%に相当する木粉と、上記発泡剤〔C〕のうちの0〜50質量%に相当する発泡剤とを含有する組成物〔Y〕の混合物である請求項1に記載の発泡成形用熱可塑性樹脂組成物。
【請求項3】
上記組成物〔X〕に含有されるスチレン系樹脂(A1)が、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたスチレン系共重合体、並びに/又は、ゴム質重合体の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたゴム強化スチレン系樹脂であり、且つ、
上記スチレン系樹脂(A1)の構成材料のうち、上記ゴム質重合体を除く重合体成分が、該重合体成分を構成する単量体単位の全量を100質量%とした場合、芳香族ビニル化合物からなる単量体単位が75〜95質量%であり、シアン化ビニル化合物からなる単量体単位が5〜25質量%であり、他の単量体単位が0〜20質量%である請求項2に記載の発泡成形用熱可塑性樹脂組成物。
【請求項4】
上記組成物〔X〕が、発泡倍率1.1以下の発泡剤含有マスターバッチである請求項2又は3に記載の発泡成形用熱可塑性樹脂組成物。
【請求項5】
上記組成物〔Y〕が、上記発泡剤〔C〕を含有しない溶融混合物である請求項2乃至4のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
【請求項6】
上記スチレン系樹脂(A1)が、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を用いてなるスチレン系共重合体、並びに/又は、ゴム質重合体の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体を重合して得られたゴム強化スチレン系樹脂である請求項1乃至5のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
【請求項7】
上記熱可塑性樹脂〔A〕が、上記スチレン系樹脂(A1)と、ポリカーボネート樹脂、ポリエステル系樹脂、熱可塑性エラストマー、オレフィン系樹脂、アクリル系樹脂、塩化ビニル系樹脂及びバイオベースポリマーから選ばれた少なくとも1種の樹脂(A2)とからなる請求項1乃至6のいずれかに記載の発泡成形用熱可塑性樹脂組成物。
【請求項8】
請求項1乃至7のいずれかに記載の発泡成形用熱可塑性樹脂組成物を押出成形して得られたことを特徴とする発泡成形品。
【請求項9】
密度が40〜650kg/m3である請求項8に記載の発泡成形品。
【請求項10】
請求項1乃至7のいずれかに記載の発泡成形用熱可塑性樹脂組成物を用いて得られた成形部(V)と、他の材料からなる部材(W)とが積層してなることを特徴とする積層品。
【図1】

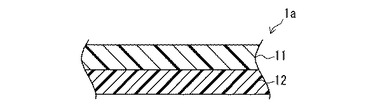
【図2】
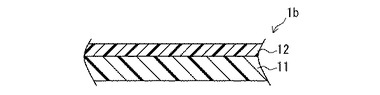
【図3】
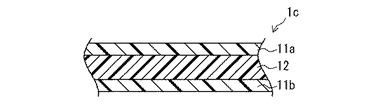
【図4】
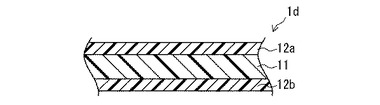
【図2】
【図3】
【図4】
【公開番号】特開2009−52033(P2009−52033A)
【公開日】平成21年3月12日(2009.3.12)
【国際特許分類】
【出願番号】特願2008−192692(P2008−192692)
【出願日】平成20年7月25日(2008.7.25)
【出願人】(396021575)テクノポリマー株式会社 (278)
【Fターム(参考)】
【公開日】平成21年3月12日(2009.3.12)
【国際特許分類】
【出願日】平成20年7月25日(2008.7.25)
【出願人】(396021575)テクノポリマー株式会社 (278)
【Fターム(参考)】
[ Back to top ]