
発泡成形金型装置
【課題】 生産性を向上させながら良好な発泡製品を成形することができる金型装置を提供する。
【解決手段】
金型装置は、下型20および上型30と、上型30を下型20に対して開閉する主開閉機構50とを備えている。上型30は、開口31aを有する型本体31と、この型本体と別体をなして型本体の開口を開閉する分割部32とを有している。さらに、分割部32を型本体31の開口31aに対して閉じ位置と開き位置との間で開閉する補助開閉機構60を備えている。分割部32が閉じ位置にある時、型本体31と分割部32の成形面31x,32xにより上型30の成形面30xが構成されるとともに、開口31a周縁と分割部32外周縁との間にガス抜き用の隙間Gが形成される。成形後に、分割部32は型本体31に対して外方向に変位して開く。
【解決手段】
金型装置は、下型20および上型30と、上型30を下型20に対して開閉する主開閉機構50とを備えている。上型30は、開口31aを有する型本体31と、この型本体と別体をなして型本体の開口を開閉する分割部32とを有している。さらに、分割部32を型本体31の開口31aに対して閉じ位置と開き位置との間で開閉する補助開閉機構60を備えている。分割部32が閉じ位置にある時、型本体31と分割部32の成形面31x,32xにより上型30の成形面30xが構成されるとともに、開口31a周縁と分割部32外周縁との間にガス抜き用の隙間Gが形成される。成形後に、分割部32は型本体31に対して外方向に変位して開く。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両用シートクッション等の発泡製品を成形するための金型装置に関する。
【背景技術】
【0002】
車両用シートクッションを成形する一般的な金型装置は、図6(A)に示すように、下型20と、上型30と、上型30を下型20に対して上下方向に回動可能に支持するヒンジ40と、ヒンジ40の反対側に配置されて上型30を開閉する開閉機構50とを備えている。そして、下型20にウレタン(発泡原料)を装填した後、上型30を閉じて型締めした状態でウレタンを発泡させることにより、シートクッション100(図6(B)参照)を成形する。
上記上型30には、ベントホール39が形成されており、発泡に寄与しない余分なガスを排出して過剰な内圧を逃がし、製品に欠肉や空洞等の成形不良が生じるのを防止する。
【発明の開示】
【発明が解決しようとする課題】
【0003】
図6(A)に示す従来の金型装置の場合、成形の最終段階で発泡原料の一部がガス抜き用のベントホール39から漏れ出て、図6(B)に示すように団子109になって固まる。この団子109は、成形後、上型30を開く前に除去する必要がある。上型30を開いてシートクッション100を上型30から離型する際の妨げになるからである。また、次回の成形の際にガス抜きが円滑に行えるように、針金等によりベントホール39に詰まった材料を掃除する必要もある。
上記団子109の削除およびベントホール39の掃除の作業を必要とするため、生産性が悪かった。
【課題を解決するための手段】
【0004】
本発明は上記課題を解決するためになされたもので、成形面を有する下型および上型と、上型を下型に対して開閉する主開閉機構とを備え、上型が閉じ位置にある時に下型と上型の成形面により成形キャビティを画成するようにした発泡成形金型装置において、上記上型および下型のいずれか一方は、開口を有する型本体と、この型本体と別体をなして型本体の開口を開閉する分割部とを有し、さらに、上記分割部を上記型本体の開口に対して閉じ位置と開き位置との間で開閉する補助開閉機構を備え、上記分割部が閉じ位置にある時、上記型本体と分割部の成形面により当該一方の型の成形面が構成されるとともに、型本体と分割部との間にガス抜き用の隙間が形成され、上記分割部が開き位置にある時、分割部は型本体に対して外方向に変位し、分割部の成形面が型本体の成形面から後退していることを特徴とする。
【0005】
上記構成によれば、発泡成形時に余分なガスが型本体と分割部との間の隙間から排出され、過剰な内圧を逃がして良好な発泡製品を成形することができる。
上記隙間には発泡原料が入り込んでバリとなる。この隙間は線状に延びているので、狭くても十分なガス量を排出することができる。そのため、発泡材料が隙間から漏れ出て膨み固化するのを防止でき、その除去作業を省略することができる。
しかも、成形後に分割部を外方向に変位させて開くことができるので、成形された発泡製品に影響を与えずにバリを型から離すことができる。しかも、隙間に材料が残されることがないので、次回成形前の隙間の掃除を省略ないしは簡略化することができる。
【0006】
好ましくは、上記分割部が閉じ位置にある時、上記型本体の開口周縁と分割部の外周縁の全周にわたって上記隙間が形成され、上記開口の周縁は開口の面積が内方に向かって狭くなるようなテーパ面を有し、上記分割部の外周縁は開口周縁のテーパ面に対応するテーパ面を有し、分割部の閉じ位置において、これら開口周縁のテーパ面と分割部外周縁のテーパ面とが上記隙間を介して対峙する。
この構成によれば、隙間の長さを最大限確保でき、隙間をより一層狭くすることができる。また、成形後に分割部を開く際に分割部を容易にバリから離すことができる。
【0007】
好ましくは、上記上型が上記型本体と分割部により構成され、上記主開閉機構が上型を開く前に、上記補助開閉機構が分割部を開き、上記主開閉機構は上型を下型に型締めするためのクランプ手段を含み、発泡成形後にクランプ手段による型締め状態を解除してから上型を上方へ移動させるようになっており、上記補助開閉機構は、上型に設置されるとともに上記クランプ手段に固定された連携部材を含み、上記クランプ手段が発泡成形後に型締めを解除するように動作した時に、上記連携部材が変位し、この連携部材の変位により上記分割部の開き動作を行う。
上記構成によれば、上記隙間に形成されたバリは分割部の開き動作により解放されるので、上型が開く際に容易に型本体から離れる。このように、バリは発泡製品が上型から離れる際の抵抗にならず、発泡製品は損傷を受けることなく離型することができる。また、クランプ手段と補助開閉機構を連動させることができるので、補助開閉機構のための駆動手段を必要とせず、金型装置の構成を簡略化することができる。
【0008】
好ましくは、上記クランプ手段は、中間部が上型の型本体に回動可能に連結されたクランプアームと、このクランプアームの下端に設けられた係止部と、下型を含む固定系に設けられた受部とを備え、上記係止部を上記受部に係止することにより型締めがなされ、上記クランプアームを回動させて係止部を受部から外すことにより型締め状態が解除されるようになっており、上記補助開閉機構は上記連携部材に加えて作動アームと付勢部材を有し、作動アームの一端が型本体に上下方向に回動可能に連結され、作動アームの中間部に上記分割部が支持され、上記付勢部材は型本体と作動アームとの間に配置されて作動アームを上方に付勢しており、上記連携部材は上記クランプアームに固定され、その下端が上記作動アームに当たることにより、作動アームを付勢部材に抗して押さえており、上記クランプアームが型締め解除のために回動すると、上記連携部材の下端が上方に変位し、これに伴い作動アームが付勢部材により上方に変位し、その結果、分割部が閉じ位置から開き位置まで変位する。
この構成によれば、補助開閉機構を連携部材と作動アームと付勢部材で構成することにより、その構造を簡略化することができる。
【0009】
上記の発泡成形金型装置を用いて車両用シートクッションを発泡成形した場合、バリを残したまま、シートクッションをシートフレームに装着する。この際、バリをシートフレームに向けることにより、シートクッションとシートフレームとで潰す。このようにすれば、バリをシートクッションから除去する作業を省くことができる。
【発明の効果】
【0010】
本発明によれば、生産性を向上させながら良好な発泡製品を成形することができる。
【発明を実施するための最良の形態】
【0011】
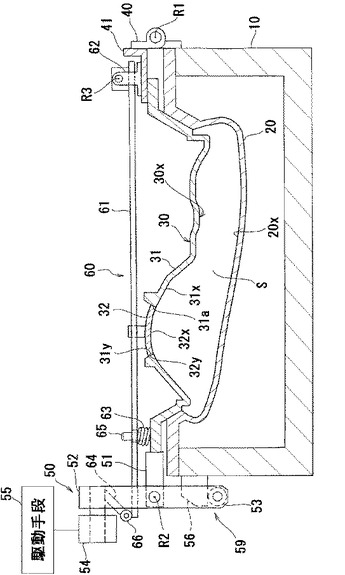
以下、本発明の一実施形態について図面を参照しながら説明する。図1は、シートクッション(発泡製品)を成形するための金型装置を示す。この金型装置は、基台10と、この基台10の上端に固定された下型20と、この下型10の上方に配置された上型30と、この上型30を下型20に対して上下方向に回動可能に連結するヒンジ40と、上型30を下型20に対して開閉する主開閉機構50とを備えている。
【0012】
下型20と上型30は互いに対峙する成形面20x、30xを有している。型締め状態において、これら成形面20x、30xにより成形キャビディSが画成される。
上記ヒンジ40は、図1に示すように、上型30の右端部を下型20の右端部に連結している。上型30の回動支点を図1において符号R1で示す。
【0013】
上記主開閉機構50は、上記ヒンジ40の反対側に配置されており、上型30の左端部に固定されたサポート51と、中間部がこのサポート51に回動可能に支持されたクランプアーム52と、このクランプアーム52の下端部に回動可能に設けられた係止ローラ53(係止部)と、クランプアーム52の上端部に設けられた把持ローラ54と、この把持ローラ54を把持してクランプアーム52および上型30を回動させる駆動手段55とを備えている。図1において、クランプアーム52の回動支点を符号R2で示す。
【0014】
上記基台10には、上記係止ローラ53を受けるための受部56が突出して設けられている。上記クランプアーム52と係止ローラ53と受部56はクランプ手段59を構成している。なお、受部56は下型20に設けてもよい。
【0015】
上述の構成は公知のものであり、図6に示す従来の金型装置と同番号が用いられている。
次に、本発明の特徴部について説明する。図1に示すように、上記上型30は、型本体31と分割部32とを有している。型本体31は例えば矩形をなす開口31aを有している。分割部32はこの開口31aに対応する形状すなわち矩形をなしており、後述の閉じ位置において、開口31aを実質的に塞ぐようになっている。型本体31と分割部32はそれぞれの成形面31x,32xを有しており、分割部32の閉じ位置において、これら成形面31x,32xが協働して上記上型30の成形面30xを構成している。
【0016】
図1,図3(A)に示すように、上記型本体31の開口31aの周縁は、4つの平坦なテーパ面31yを有しており、開口31aの面積は内方に向かって(成形面31xに向かって)漸次小さくなっている。これに対応して、分割部32の外周縁も4つの平坦なテーパ面32yを有している。
【0017】
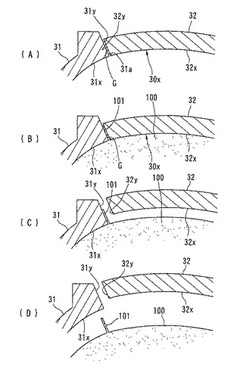
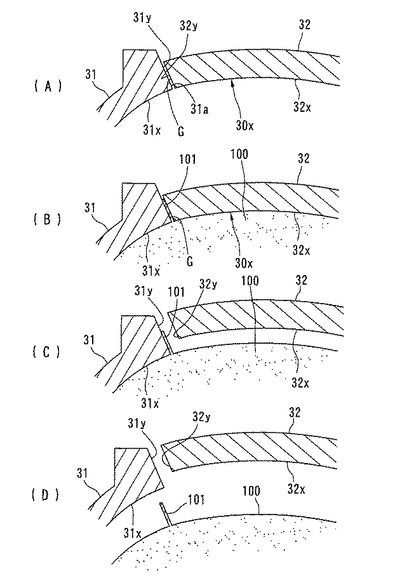
分割部32は型本体31の開口31aよりわずかに狭く、そのため、図3(A)に示すように、分割部32の閉じ状態において、開口31aの周縁と分割部32の外周縁との間には、全周にわたって隙間Gが形成されている。テーパ面31y、32yは互いにほぼ平行をなし、この隙間Gを介して対面している。この隙間Gは、型本体31の成形面31xと分割部32の成形面32xとの間において矩形状の線として表れる。隙間Gは従来装置のベントホール39の径より小さく、1mm未満である。
【0018】
さらに金型装置は、図1に示すように、上記分割部32を型本体31に対して開閉する補助開閉機構60を備えている。この補助開閉機構60は、分割部32を中間部で固定する長尺板状の作動アーム61と、この作動アーム61の右端部(ヒンジ40側の端部)をブラケット41(ひいては型本体31)に回動可能に支持するサポート62と、この作動アーム61を上方に付勢する圧縮コイルスプリング63(付勢部材)と、上記主開閉機構50のクランプアーム52に上端が固定された連携部材64とを有している。上記作動アーム61の型本体31に対する回動支点を図1において符号R3で示す。
【0019】
上型30の左端部の上面には支持ピン65が突出して設けられており、この支持ピン65は上記作動アーム61を貫通している。上記コイルスプリング63は、この支持ピン65に巻回され、型本体31と作動アーム61との間に介在されている。
【0020】
上記連携部材64は、下方に向かって左方向へ進むように傾斜しており、その下端部はローラ66を介して作動アーム61の左端部の上面に当たり、この作動アーム61をコイルスプリング63に抗して押さえている。
【0021】
次に、上記金型装置の作用について説明する。下型20にウレタン(発泡原料)を充填してから、主開閉機構50を作動させて上型30を図1に示す型締め状態にする。この状態で、主開閉機構50のクランプアーム52がほぼ垂直状態をなし、係止ローラ53が受部56の下面に係止されており、下型20の周縁部に上型30の周縁部が当たり、成形キャビティSが形成される。
【0022】
上記ウレタンは下型20と上型30の熱で発泡し、成形キャビティS内で膨張し、成形面20x、30xによって成形される。その結果、発泡製品としてのシートクッション100が得られる。発泡に寄与しないガスは、型本体31と分割部32の間の隙間Gから排出されるので、過剰な内圧を逃がすことができる。そして、成形のほぼ最終段階で発泡した原料の一部は、図3(B)に示すように隙間Gに入り込みバリ101となって残る。なお、ガス抜きのための隙間Gは線状をなしていて狭いため、発泡原料が隙間Gから噴き出て団子状態になることはない。
【0023】
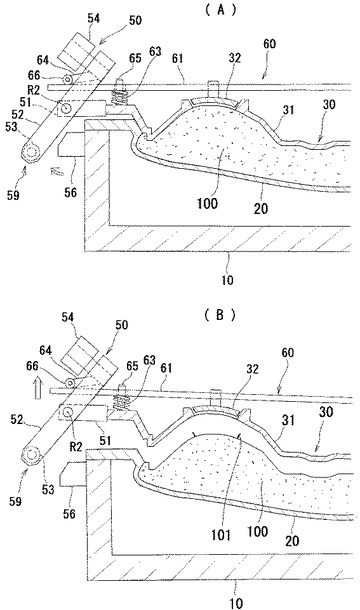
上記成形後に、主開閉機構50の駆動手段55が把持ローラ54を把持した状態で、図2(A)に示すように、クランプアーム52を回動支点R2を中心として図1中時計回り方向に回動させることにより、係止ローラ53を受部56から外して型締め状態を解除する。さらに、図2(B)に示すように上型30を回動支点R1を中心にして時計回り方向に回動させることにより、上型30を開く。
【0024】
上記主開閉機構50の型締め解除動作に連動して補助開閉機構60も作動する。すなわち、クランプアーム52が回動支点R2を中心として回動する際に、クランプアーム52に固定された連携部材64が倒れ、その下端のローラ66が上方に変位する。それに伴い、圧縮コイルスプリング63の付勢力により作動アーム61が回動支点R3を中心に上方に回動し、作動アーム61に固定された分割部32が上方へ変位して、型本体31の開口31aを開く。図2(A),図3(C)参照。
【0025】
上記のように分割部32が上方へ変位すると、分割部32のテーパ面32yがバリ101から離れ、バリ101は型本体31のテーパ面31yと分割部32のテーパ面32yとで挟まれた状態から解放される。
【0026】
上記型締め解除とそれに伴う分割部32の開き動作の後に、上型30が回動支点R1を中心にして回動して開く際、下型20の周縁部にアンダーカットがあるため、シートクッション100は下型20に残り、解放状態にあるバリ101は、弾性変形しながら型本体31のテーパ面31yから離れる。図2(B)、図3(D)参照。バリ101は薄く、しかも解放状態にあるので、弾性変形し易く、大きな抵抗なく型本体31のテーパ面31yから離れることができる。そのため、シートクッション100は上型30から離型する時に損傷することはない。
【0027】
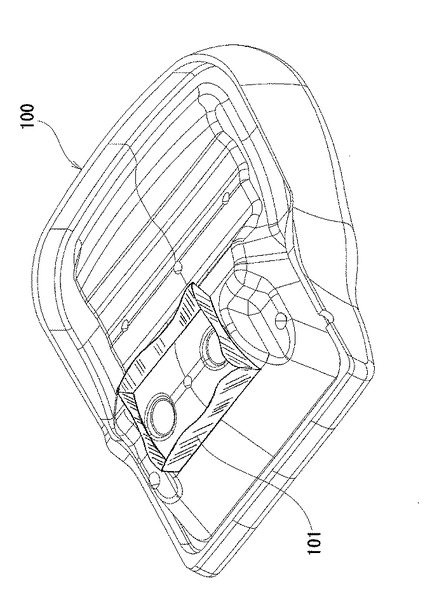
最後に、成形されたシートクッション100を下型20から取り外す。図4に示すように、シートクッション100にはバリ101が残されたままである。
【0028】
上記シートクッション100の成形では、従来装置のような団子109が形成されないので、その除去作業が不要である。また、バリ101が成形された隙間Gは、分割部32の開き動作により広げられ、バリ101は上型30の開き動作の際に上型30から離れるので、隙間Gを掃除しないで済む。その結果、生産性を向上させることができる。
【0029】
上記型本体31の開口31aの周縁および分割部32の外周縁がテーパ面31y,32yとなっているため、分割部32が開口31aの周縁およびバリ101から容易に離れることができる。なお、テーパ面31y,32yとすることにより、例えば連携部材64の角度調節等により隙間Gの寸法を簡単に調節することができる。
【0030】
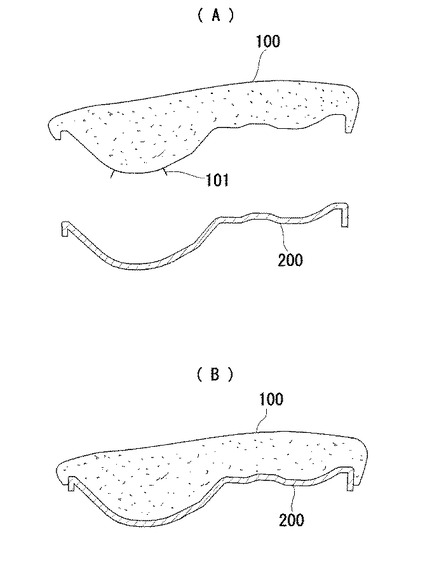
上記シートクッション100はバリ101を残したまま、図5(A)、(B)に示すように、シートフレーム200(フレーム)に装着する。この際、バリ101は下に向けられる(シートフレーム200に向けられる)ので、シートフレーム200で潰される。バリ101は乗員が座る上面には配置されないので、座り心地に悪影響を与えることはない。
【0031】
本発明は上記実施形態に制約されず、種々の態様を採用可能である。例えば、補助開閉機構は主開閉機構と連動関係がなくてもよい。主開閉機構は回動式でなく昇降式であってもよい。
型本体の開口は円形等であってもよい。この場合、開口周縁と分割部のテーパ面は円錐面となる。
下型を型本体と分割部で構成することもできる。この場合、クランプ解除および上型開きの動作後に、分割部の開き動作を行ってもよい。
本発明は、シートクッション以外の発泡製品を成形する金型装置にも適用できるし、ウレタン以外にスチロール、ゴム等、あらゆる材料の発泡成形にも適用できる。
【図面の簡単な説明】
【0032】
【図1】本発明の一実施形態をなす発泡成形金型装置の縦断面図である。
【図2】同金型装置の左半分の縦断面図であり、(A)は型締め解除状態を示し、(B)は上型開き動作の途中の状態を示す。
【図3】同金型装置の型本体と分割部の一部を拡大して示す断面図であり、(A)は成形前の型締め状態を示し、(B)は成形直後の状態を示し、(C)は分割部を開いた状態を示し、(D)は上型を開いた状態を示す。
【図4】発泡成形されたバリ付きのシートクッションを示す斜視図である。
【図5】シートクッションとシートフレームの縦断面図であり、(A)はシートクッションをシートフレームに装着する前の状態を示し、(B)は装着後の状態を示す。
【図6】従来のシートクッション発泡成形用の金型装置を示す縦断面図である。
【符号の説明】
【0033】
20 下型
20x 成形面
30 上型
30x 成形面
31 型本体
31a 開口
31x 成形面
31y テーパ面
32 分割部
32x 成形面
32y テーパ面
50 主開閉機構
52 クランプアーム
53 係止ローラ(係止部)
56 受部
59 クランプ手段
60 補助開閉機構
61 作動アーム
63 コイルスプリング
64 連携部材
100 シートクッション(発泡製品)
101 バリ
200 シートフレーム
R1,R2,R3 回動支点
【技術分野】
【0001】
本発明は、車両用シートクッション等の発泡製品を成形するための金型装置に関する。
【背景技術】
【0002】
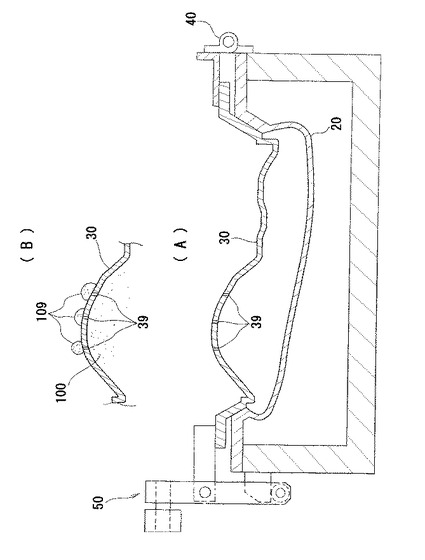
車両用シートクッションを成形する一般的な金型装置は、図6(A)に示すように、下型20と、上型30と、上型30を下型20に対して上下方向に回動可能に支持するヒンジ40と、ヒンジ40の反対側に配置されて上型30を開閉する開閉機構50とを備えている。そして、下型20にウレタン(発泡原料)を装填した後、上型30を閉じて型締めした状態でウレタンを発泡させることにより、シートクッション100(図6(B)参照)を成形する。
上記上型30には、ベントホール39が形成されており、発泡に寄与しない余分なガスを排出して過剰な内圧を逃がし、製品に欠肉や空洞等の成形不良が生じるのを防止する。
【発明の開示】
【発明が解決しようとする課題】
【0003】
図6(A)に示す従来の金型装置の場合、成形の最終段階で発泡原料の一部がガス抜き用のベントホール39から漏れ出て、図6(B)に示すように団子109になって固まる。この団子109は、成形後、上型30を開く前に除去する必要がある。上型30を開いてシートクッション100を上型30から離型する際の妨げになるからである。また、次回の成形の際にガス抜きが円滑に行えるように、針金等によりベントホール39に詰まった材料を掃除する必要もある。
上記団子109の削除およびベントホール39の掃除の作業を必要とするため、生産性が悪かった。
【課題を解決するための手段】
【0004】
本発明は上記課題を解決するためになされたもので、成形面を有する下型および上型と、上型を下型に対して開閉する主開閉機構とを備え、上型が閉じ位置にある時に下型と上型の成形面により成形キャビティを画成するようにした発泡成形金型装置において、上記上型および下型のいずれか一方は、開口を有する型本体と、この型本体と別体をなして型本体の開口を開閉する分割部とを有し、さらに、上記分割部を上記型本体の開口に対して閉じ位置と開き位置との間で開閉する補助開閉機構を備え、上記分割部が閉じ位置にある時、上記型本体と分割部の成形面により当該一方の型の成形面が構成されるとともに、型本体と分割部との間にガス抜き用の隙間が形成され、上記分割部が開き位置にある時、分割部は型本体に対して外方向に変位し、分割部の成形面が型本体の成形面から後退していることを特徴とする。
【0005】
上記構成によれば、発泡成形時に余分なガスが型本体と分割部との間の隙間から排出され、過剰な内圧を逃がして良好な発泡製品を成形することができる。
上記隙間には発泡原料が入り込んでバリとなる。この隙間は線状に延びているので、狭くても十分なガス量を排出することができる。そのため、発泡材料が隙間から漏れ出て膨み固化するのを防止でき、その除去作業を省略することができる。
しかも、成形後に分割部を外方向に変位させて開くことができるので、成形された発泡製品に影響を与えずにバリを型から離すことができる。しかも、隙間に材料が残されることがないので、次回成形前の隙間の掃除を省略ないしは簡略化することができる。
【0006】
好ましくは、上記分割部が閉じ位置にある時、上記型本体の開口周縁と分割部の外周縁の全周にわたって上記隙間が形成され、上記開口の周縁は開口の面積が内方に向かって狭くなるようなテーパ面を有し、上記分割部の外周縁は開口周縁のテーパ面に対応するテーパ面を有し、分割部の閉じ位置において、これら開口周縁のテーパ面と分割部外周縁のテーパ面とが上記隙間を介して対峙する。
この構成によれば、隙間の長さを最大限確保でき、隙間をより一層狭くすることができる。また、成形後に分割部を開く際に分割部を容易にバリから離すことができる。
【0007】
好ましくは、上記上型が上記型本体と分割部により構成され、上記主開閉機構が上型を開く前に、上記補助開閉機構が分割部を開き、上記主開閉機構は上型を下型に型締めするためのクランプ手段を含み、発泡成形後にクランプ手段による型締め状態を解除してから上型を上方へ移動させるようになっており、上記補助開閉機構は、上型に設置されるとともに上記クランプ手段に固定された連携部材を含み、上記クランプ手段が発泡成形後に型締めを解除するように動作した時に、上記連携部材が変位し、この連携部材の変位により上記分割部の開き動作を行う。
上記構成によれば、上記隙間に形成されたバリは分割部の開き動作により解放されるので、上型が開く際に容易に型本体から離れる。このように、バリは発泡製品が上型から離れる際の抵抗にならず、発泡製品は損傷を受けることなく離型することができる。また、クランプ手段と補助開閉機構を連動させることができるので、補助開閉機構のための駆動手段を必要とせず、金型装置の構成を簡略化することができる。
【0008】
好ましくは、上記クランプ手段は、中間部が上型の型本体に回動可能に連結されたクランプアームと、このクランプアームの下端に設けられた係止部と、下型を含む固定系に設けられた受部とを備え、上記係止部を上記受部に係止することにより型締めがなされ、上記クランプアームを回動させて係止部を受部から外すことにより型締め状態が解除されるようになっており、上記補助開閉機構は上記連携部材に加えて作動アームと付勢部材を有し、作動アームの一端が型本体に上下方向に回動可能に連結され、作動アームの中間部に上記分割部が支持され、上記付勢部材は型本体と作動アームとの間に配置されて作動アームを上方に付勢しており、上記連携部材は上記クランプアームに固定され、その下端が上記作動アームに当たることにより、作動アームを付勢部材に抗して押さえており、上記クランプアームが型締め解除のために回動すると、上記連携部材の下端が上方に変位し、これに伴い作動アームが付勢部材により上方に変位し、その結果、分割部が閉じ位置から開き位置まで変位する。
この構成によれば、補助開閉機構を連携部材と作動アームと付勢部材で構成することにより、その構造を簡略化することができる。
【0009】
上記の発泡成形金型装置を用いて車両用シートクッションを発泡成形した場合、バリを残したまま、シートクッションをシートフレームに装着する。この際、バリをシートフレームに向けることにより、シートクッションとシートフレームとで潰す。このようにすれば、バリをシートクッションから除去する作業を省くことができる。
【発明の効果】
【0010】
本発明によれば、生産性を向上させながら良好な発泡製品を成形することができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の一実施形態について図面を参照しながら説明する。図1は、シートクッション(発泡製品)を成形するための金型装置を示す。この金型装置は、基台10と、この基台10の上端に固定された下型20と、この下型10の上方に配置された上型30と、この上型30を下型20に対して上下方向に回動可能に連結するヒンジ40と、上型30を下型20に対して開閉する主開閉機構50とを備えている。
【0012】
下型20と上型30は互いに対峙する成形面20x、30xを有している。型締め状態において、これら成形面20x、30xにより成形キャビディSが画成される。
上記ヒンジ40は、図1に示すように、上型30の右端部を下型20の右端部に連結している。上型30の回動支点を図1において符号R1で示す。
【0013】
上記主開閉機構50は、上記ヒンジ40の反対側に配置されており、上型30の左端部に固定されたサポート51と、中間部がこのサポート51に回動可能に支持されたクランプアーム52と、このクランプアーム52の下端部に回動可能に設けられた係止ローラ53(係止部)と、クランプアーム52の上端部に設けられた把持ローラ54と、この把持ローラ54を把持してクランプアーム52および上型30を回動させる駆動手段55とを備えている。図1において、クランプアーム52の回動支点を符号R2で示す。
【0014】
上記基台10には、上記係止ローラ53を受けるための受部56が突出して設けられている。上記クランプアーム52と係止ローラ53と受部56はクランプ手段59を構成している。なお、受部56は下型20に設けてもよい。
【0015】
上述の構成は公知のものであり、図6に示す従来の金型装置と同番号が用いられている。
次に、本発明の特徴部について説明する。図1に示すように、上記上型30は、型本体31と分割部32とを有している。型本体31は例えば矩形をなす開口31aを有している。分割部32はこの開口31aに対応する形状すなわち矩形をなしており、後述の閉じ位置において、開口31aを実質的に塞ぐようになっている。型本体31と分割部32はそれぞれの成形面31x,32xを有しており、分割部32の閉じ位置において、これら成形面31x,32xが協働して上記上型30の成形面30xを構成している。
【0016】
図1,図3(A)に示すように、上記型本体31の開口31aの周縁は、4つの平坦なテーパ面31yを有しており、開口31aの面積は内方に向かって(成形面31xに向かって)漸次小さくなっている。これに対応して、分割部32の外周縁も4つの平坦なテーパ面32yを有している。
【0017】
分割部32は型本体31の開口31aよりわずかに狭く、そのため、図3(A)に示すように、分割部32の閉じ状態において、開口31aの周縁と分割部32の外周縁との間には、全周にわたって隙間Gが形成されている。テーパ面31y、32yは互いにほぼ平行をなし、この隙間Gを介して対面している。この隙間Gは、型本体31の成形面31xと分割部32の成形面32xとの間において矩形状の線として表れる。隙間Gは従来装置のベントホール39の径より小さく、1mm未満である。
【0018】
さらに金型装置は、図1に示すように、上記分割部32を型本体31に対して開閉する補助開閉機構60を備えている。この補助開閉機構60は、分割部32を中間部で固定する長尺板状の作動アーム61と、この作動アーム61の右端部(ヒンジ40側の端部)をブラケット41(ひいては型本体31)に回動可能に支持するサポート62と、この作動アーム61を上方に付勢する圧縮コイルスプリング63(付勢部材)と、上記主開閉機構50のクランプアーム52に上端が固定された連携部材64とを有している。上記作動アーム61の型本体31に対する回動支点を図1において符号R3で示す。
【0019】
上型30の左端部の上面には支持ピン65が突出して設けられており、この支持ピン65は上記作動アーム61を貫通している。上記コイルスプリング63は、この支持ピン65に巻回され、型本体31と作動アーム61との間に介在されている。
【0020】
上記連携部材64は、下方に向かって左方向へ進むように傾斜しており、その下端部はローラ66を介して作動アーム61の左端部の上面に当たり、この作動アーム61をコイルスプリング63に抗して押さえている。
【0021】
次に、上記金型装置の作用について説明する。下型20にウレタン(発泡原料)を充填してから、主開閉機構50を作動させて上型30を図1に示す型締め状態にする。この状態で、主開閉機構50のクランプアーム52がほぼ垂直状態をなし、係止ローラ53が受部56の下面に係止されており、下型20の周縁部に上型30の周縁部が当たり、成形キャビティSが形成される。
【0022】
上記ウレタンは下型20と上型30の熱で発泡し、成形キャビティS内で膨張し、成形面20x、30xによって成形される。その結果、発泡製品としてのシートクッション100が得られる。発泡に寄与しないガスは、型本体31と分割部32の間の隙間Gから排出されるので、過剰な内圧を逃がすことができる。そして、成形のほぼ最終段階で発泡した原料の一部は、図3(B)に示すように隙間Gに入り込みバリ101となって残る。なお、ガス抜きのための隙間Gは線状をなしていて狭いため、発泡原料が隙間Gから噴き出て団子状態になることはない。
【0023】
上記成形後に、主開閉機構50の駆動手段55が把持ローラ54を把持した状態で、図2(A)に示すように、クランプアーム52を回動支点R2を中心として図1中時計回り方向に回動させることにより、係止ローラ53を受部56から外して型締め状態を解除する。さらに、図2(B)に示すように上型30を回動支点R1を中心にして時計回り方向に回動させることにより、上型30を開く。
【0024】
上記主開閉機構50の型締め解除動作に連動して補助開閉機構60も作動する。すなわち、クランプアーム52が回動支点R2を中心として回動する際に、クランプアーム52に固定された連携部材64が倒れ、その下端のローラ66が上方に変位する。それに伴い、圧縮コイルスプリング63の付勢力により作動アーム61が回動支点R3を中心に上方に回動し、作動アーム61に固定された分割部32が上方へ変位して、型本体31の開口31aを開く。図2(A),図3(C)参照。
【0025】
上記のように分割部32が上方へ変位すると、分割部32のテーパ面32yがバリ101から離れ、バリ101は型本体31のテーパ面31yと分割部32のテーパ面32yとで挟まれた状態から解放される。
【0026】
上記型締め解除とそれに伴う分割部32の開き動作の後に、上型30が回動支点R1を中心にして回動して開く際、下型20の周縁部にアンダーカットがあるため、シートクッション100は下型20に残り、解放状態にあるバリ101は、弾性変形しながら型本体31のテーパ面31yから離れる。図2(B)、図3(D)参照。バリ101は薄く、しかも解放状態にあるので、弾性変形し易く、大きな抵抗なく型本体31のテーパ面31yから離れることができる。そのため、シートクッション100は上型30から離型する時に損傷することはない。
【0027】
最後に、成形されたシートクッション100を下型20から取り外す。図4に示すように、シートクッション100にはバリ101が残されたままである。
【0028】
上記シートクッション100の成形では、従来装置のような団子109が形成されないので、その除去作業が不要である。また、バリ101が成形された隙間Gは、分割部32の開き動作により広げられ、バリ101は上型30の開き動作の際に上型30から離れるので、隙間Gを掃除しないで済む。その結果、生産性を向上させることができる。
【0029】
上記型本体31の開口31aの周縁および分割部32の外周縁がテーパ面31y,32yとなっているため、分割部32が開口31aの周縁およびバリ101から容易に離れることができる。なお、テーパ面31y,32yとすることにより、例えば連携部材64の角度調節等により隙間Gの寸法を簡単に調節することができる。
【0030】
上記シートクッション100はバリ101を残したまま、図5(A)、(B)に示すように、シートフレーム200(フレーム)に装着する。この際、バリ101は下に向けられる(シートフレーム200に向けられる)ので、シートフレーム200で潰される。バリ101は乗員が座る上面には配置されないので、座り心地に悪影響を与えることはない。
【0031】
本発明は上記実施形態に制約されず、種々の態様を採用可能である。例えば、補助開閉機構は主開閉機構と連動関係がなくてもよい。主開閉機構は回動式でなく昇降式であってもよい。
型本体の開口は円形等であってもよい。この場合、開口周縁と分割部のテーパ面は円錐面となる。
下型を型本体と分割部で構成することもできる。この場合、クランプ解除および上型開きの動作後に、分割部の開き動作を行ってもよい。
本発明は、シートクッション以外の発泡製品を成形する金型装置にも適用できるし、ウレタン以外にスチロール、ゴム等、あらゆる材料の発泡成形にも適用できる。
【図面の簡単な説明】
【0032】
【図1】本発明の一実施形態をなす発泡成形金型装置の縦断面図である。
【図2】同金型装置の左半分の縦断面図であり、(A)は型締め解除状態を示し、(B)は上型開き動作の途中の状態を示す。
【図3】同金型装置の型本体と分割部の一部を拡大して示す断面図であり、(A)は成形前の型締め状態を示し、(B)は成形直後の状態を示し、(C)は分割部を開いた状態を示し、(D)は上型を開いた状態を示す。
【図4】発泡成形されたバリ付きのシートクッションを示す斜視図である。
【図5】シートクッションとシートフレームの縦断面図であり、(A)はシートクッションをシートフレームに装着する前の状態を示し、(B)は装着後の状態を示す。
【図6】従来のシートクッション発泡成形用の金型装置を示す縦断面図である。
【符号の説明】
【0033】
20 下型
20x 成形面
30 上型
30x 成形面
31 型本体
31a 開口
31x 成形面
31y テーパ面
32 分割部
32x 成形面
32y テーパ面
50 主開閉機構
52 クランプアーム
53 係止ローラ(係止部)
56 受部
59 クランプ手段
60 補助開閉機構
61 作動アーム
63 コイルスプリング
64 連携部材
100 シートクッション(発泡製品)
101 バリ
200 シートフレーム
R1,R2,R3 回動支点
【特許請求の範囲】
【請求項1】
成形面を有する下型および上型と、上型を下型に対して開閉する主開閉機構とを備え、上型が閉じ位置にある時に下型と上型の成形面により成形キャビティを画成するようにした発泡成形金型装置において、
上記上型および下型のいずれか一方は、開口を有する型本体と、この型本体と別体をなして型本体の開口を開閉する分割部とを有し、
さらに、上記分割部を上記型本体の開口に対して閉じ位置と開き位置との間で開閉する補助開閉機構を備え、
上記分割部が閉じ位置にある時、上記型本体と分割部の成形面により当該一方の型の成形面が構成されるとともに、型本体と分割部との間にガス抜き用の隙間が形成され、
上記分割部が開き位置にある時、分割部は型本体に対して外方向に変位し、分割部の成形面が型本体の成形面から後退していることを特徴とする発泡成形金型装置。
【請求項2】
上記分割部が閉じ位置にある時、上記型本体の開口周縁と分割部の外周縁の全周にわたって上記隙間が形成され、
上記開口の周縁は開口の面積が内方に向かって狭くなるようなテーパ面を有し、上記分割部の外周縁は開口周縁のテーパ面に対応するテーパ面を有し、分割部の閉じ位置において、これら開口周縁のテーパ面と分割部外周縁のテーパ面とが上記隙間を介して対峙することを特徴とする請求項1に記載の発泡成形金型装置。
【請求項3】
上記型本体と分割部を有する当該一方の型が上型であり、上記主開閉機構が上型を開く前に、上記補助開閉機構が分割部を開き、
上記主開閉機構は上型を下型に型締めするためのクランプ手段を含み、発泡成形後にクランプ手段による型締め状態を解除してから上型を上方へ移動させるようになっており、
上記補助開閉機構は、上型に設置されるとともに上記クランプ手段に固定された連携部材を含み、上記クランプ手段が発泡成形後に型締めを解除するように動作した時に、上記連携部材が変位し、この連携部材の変位により上記分割部の開き動作を行うことを特徴とする請求項2に記載の発泡成形金型装置。
【請求項4】
上記クランプ手段は、中間部が上型の型本体に回動可能に連結されたクランプアームと、このクランプアームの下端に設けられた係止部と、下型を含む固定系に設けられた受部とを備え、上記係止部を上記受部に係止することにより型締めがなされ、上記クランプアームを回動させて係止部を受部から外すことにより型締め状態が解除されるようになっており、
上記補助開閉機構は上記連携部材に加えて作動アームと付勢部材を有し、作動アームの一端が型本体に上下方向に回動可能に連結され、作動アームの中間部に上記分割部が支持され、上記付勢部材が型本体と作動アームとの間に配置されて作動アームを上方に付勢しており、
上記連携部材は上記クランプアームに固定され、その下端が上記作動アームに当たることにより、作動アームを付勢部材に抗して押さえており、
上記クランプアームが型締め解除のために回動すると、上記連携部材の下端が上方に変位し、これに伴い作動アームが付勢部材により上方に変位し、その結果、分割部が閉じ位置から開き位置まで変位することを特徴とする請求項3に記載の発泡成形金型装置。
【請求項1】
成形面を有する下型および上型と、上型を下型に対して開閉する主開閉機構とを備え、上型が閉じ位置にある時に下型と上型の成形面により成形キャビティを画成するようにした発泡成形金型装置において、
上記上型および下型のいずれか一方は、開口を有する型本体と、この型本体と別体をなして型本体の開口を開閉する分割部とを有し、
さらに、上記分割部を上記型本体の開口に対して閉じ位置と開き位置との間で開閉する補助開閉機構を備え、
上記分割部が閉じ位置にある時、上記型本体と分割部の成形面により当該一方の型の成形面が構成されるとともに、型本体と分割部との間にガス抜き用の隙間が形成され、
上記分割部が開き位置にある時、分割部は型本体に対して外方向に変位し、分割部の成形面が型本体の成形面から後退していることを特徴とする発泡成形金型装置。
【請求項2】
上記分割部が閉じ位置にある時、上記型本体の開口周縁と分割部の外周縁の全周にわたって上記隙間が形成され、
上記開口の周縁は開口の面積が内方に向かって狭くなるようなテーパ面を有し、上記分割部の外周縁は開口周縁のテーパ面に対応するテーパ面を有し、分割部の閉じ位置において、これら開口周縁のテーパ面と分割部外周縁のテーパ面とが上記隙間を介して対峙することを特徴とする請求項1に記載の発泡成形金型装置。
【請求項3】
上記型本体と分割部を有する当該一方の型が上型であり、上記主開閉機構が上型を開く前に、上記補助開閉機構が分割部を開き、
上記主開閉機構は上型を下型に型締めするためのクランプ手段を含み、発泡成形後にクランプ手段による型締め状態を解除してから上型を上方へ移動させるようになっており、
上記補助開閉機構は、上型に設置されるとともに上記クランプ手段に固定された連携部材を含み、上記クランプ手段が発泡成形後に型締めを解除するように動作した時に、上記連携部材が変位し、この連携部材の変位により上記分割部の開き動作を行うことを特徴とする請求項2に記載の発泡成形金型装置。
【請求項4】
上記クランプ手段は、中間部が上型の型本体に回動可能に連結されたクランプアームと、このクランプアームの下端に設けられた係止部と、下型を含む固定系に設けられた受部とを備え、上記係止部を上記受部に係止することにより型締めがなされ、上記クランプアームを回動させて係止部を受部から外すことにより型締め状態が解除されるようになっており、
上記補助開閉機構は上記連携部材に加えて作動アームと付勢部材を有し、作動アームの一端が型本体に上下方向に回動可能に連結され、作動アームの中間部に上記分割部が支持され、上記付勢部材が型本体と作動アームとの間に配置されて作動アームを上方に付勢しており、
上記連携部材は上記クランプアームに固定され、その下端が上記作動アームに当たることにより、作動アームを付勢部材に抗して押さえており、
上記クランプアームが型締め解除のために回動すると、上記連携部材の下端が上方に変位し、これに伴い作動アームが付勢部材により上方に変位し、その結果、分割部が閉じ位置から開き位置まで変位することを特徴とする請求項3に記載の発泡成形金型装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−55610(P2008−55610A)
【公開日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願番号】特願2006−231539(P2006−231539)
【出願日】平成18年8月29日(2006.8.29)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
【公開日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願日】平成18年8月29日(2006.8.29)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
[ Back to top ]