
発泡接着剤システムを用いて製造されたラミネート紙
発泡水性接着剤組成物を、トイレットペーパー、化粧紙、紙タオル等を含む、または特にこれらとしての薄葉紙ラミネート製品を製造するために用いる。発泡は、典型的に、加圧ガスと接着剤流をノズルチャンバ内に必要に応じて導入することにより行われ、ここで、該流れの運動エネルギーが、混合エネルギーを提供するために用いられる。前記接着剤は、好ましくは、複数の離散した発泡接着剤粒子として分配される。前記発泡接着剤を、ラミネート内部接着、ラミネート相互間接着、ばらのシートの端を接着すること、ロールとロールを接着させること等に用いることができる。本発明は、接着剤のノズル内発泡を達成するための信頼できる、簡単な方法を提供する。
【発明の詳細な説明】
【発明の開示】
【0001】
発明の分野
本発明は、発泡接着剤、好ましくは発泡水系接着剤を用いて、それ自体(例えば、それ自体の上に折り重ねられる場合)または他の表面(例えば、他の薄葉紙層か、または不織基材、織基材等)に粘着的に結合される少なくとも1つの薄葉紙層を含むラミネート紙に関し、より特にはティシュペーパーラミネートに関する。
【0002】
発明の背景
薄葉紙製品は、日常生活においてほぼ常に用いられている。トイレットティシュ、化粧紙、拭き取り紙および紙タオルは、家庭および工業の至る所で用いられる薄葉紙製品の例である。薄葉紙製品は、単一の薄層(あるいは層)から作製され得るか、または2以上の層から形成されるラミネート(または多層、さもなくばラミネートされたもの)であり得る。本明細書中で用いられる「薄層」または「層」は、ティシュペーパーの一枚のシートを指し、および「ラミネート」、または「多層」または「ラミネートされた」という語は、一体化された材料を得るために、一枚のシートまたは層の複数の層を互いに密着させることにより、または他の織基材若しくは不織基材と密着させることにより作られる紙を特徴づけるために用いられる。
【0003】
本明細書中で用いられる「薄葉紙ラミネート」という語句は、他の基材または層と一体化された少なくとも一層のティシュペーパーを含むラミネートを指し、これらは、当業者等には良く知られ、且つ認知されている。本明細書中で用いられる「ティシュペーパー」または「薄葉紙」は、化粧紙およびトイレットペーパーのような衛生用品、または紙タオルとして使用される比較的低重量のシートである織基材または不織基材を指す。これらは、また、コンデンサ等級、カーボナイズド等級、包装等級およびクリーニング等級に加工され得る。一般的な特徴は、柔らかさ、適切な強度および吸収力の1以上、清潔な外観、並びに粗い粒子および研磨した粒子がないことを含み得る。例えば、G.A.スムーク(G.A.Smook)(1990)、パルプ&ペーパー用語のハンドブック(Handbook of Pulp & Paper Terminology);工業用のおよび技術的な使用法のガイド(A Guide to Industrial and Technological Usage)、16章、アンガス・ワイルド出版(Angus Wilde Publications)、バンクーバー、ブリティッシュコロンビア州、ISBN0−9694628−0−8を参照されたい。典型的な態様において、薄葉紙は、平方メートルあたり約50グラムまでのシート坪量、より典型的には、平方メートルあたり約13〜約46グラムのシート坪量を有し得る。
【0004】
単一層の薄葉紙製品は、いくつかの欠点を有する。例えば、単一薄層の薄葉紙製品は、同じ総坪量を有する二重の薄層の薄葉紙製品と比べて剛い。この高い剛度は、単一薄層の薄葉紙製品は、複数層の薄葉紙製品ほど柔らかくなく、したがって、複数層の薄葉紙製品と比べてより好ましくないという消費者知覚をもたらす。単一薄層の薄葉紙製品と同じ総坪量を有するラミネートされた薄葉紙は、より大きな厚さを有するように作製され得る。この増加した厚さは、製品が厚さ(嵩高さ)および高品質を有するという、消費者知覚をもたらす。さらに、予め決めた長さの材料を使用する便利さを消費者に提供するために、薄葉紙ラミネートは、あらかじめ選択された長さにミシン目を入れられ得る。
【0005】
しかしながら、薄葉紙ラミネートは表層剥がれ(skinning)の現象にさらされる。薄層が互いに引き離され、もはや単一のラミネートを形成できない場合に表層剥がれが起こる。例えば、薄葉紙製品の包装および輸送費を縮小しようとすると、表層剥がれが起こり得る。例えば、米国特許第4,886,167号は、巻芯の嵩を減じるために、巻芯に直交して圧縮されたトイレット薄葉紙および紙タオルの包装を開示している。薄葉紙製品のこの圧縮は、薄層に剪断力を与え、表層剥がれをもたらし得る。さらに、ロールの上部シートが、生産ラインにおける表面と紙のロール間の接触領域における摩擦の結果として取り除かれる場合に、薄葉紙加工操作中でもまた、表層剥がれが生じ得る。さらに、消費者により扱われる間に表層剥がれが起こる場合がある。ミシン目を入れたトイレットティシュの表層が剥がれた場合には、ロールの上部シート部が切り離されるか失われる際に、ミシン目線に沿って食い違った層をもたらし得る。
【0006】
当該技術分野において、表層剥がれを減じるか最小化する様式で、薄葉紙の薄層を密着させるためのいくつかの試みがなされてきた。1つのアプローチは、シートを重なり合わせ、且つこれらが互いに分離しないようにする機械力(摩擦と圧縮)の適用を含む。これらの力は、シートを密着させるために、鋼ロールに刻まれた、縁のローレット目を用いて、ラミネートに小さな穴を開けることにより、またはエンボス加工中に薄葉紙に波状のラインをプレスすることにより生じる。他のアプローチは、薄層を互いに接着させるために接着剤を用いる。このアプローチは、例えば、米国特許第5,143,776号、第4,885,202号、第4,806,418号、第4,770,920号、第4,481,243号および第4,513,051号に記載されている。
【0007】
米国特許第6,448,463B1号、第6,087,550号、第6,103,809号および第5,663,286号、並びにW099/35189(全て、H.B.フラー社(H.B.Fuller company)社に譲渡)に述べられるような、いくつかの特殊な水分散性または水溶性のホットメルト接着剤を用いることができる。水溶性の接着剤を用いて作製された薄葉紙ラミネートは、例えば、トイレットティシュまたは化粧紙が下水道中で処理される際に起こるように、湿らせると容易に分解する。従って、薄葉紙の薄層を互いに接着するために用いられる接着剤は、望ましくは、水性(溶液、分散、エマルジョン、乳液等)および少なくとも水溶性(溶液)であり、またはある程度水分散性である。
【0008】
ホットメルト接着剤の成功にもかかわらず、経済的理由のために、水性の接着剤を用いることが望ましいと考えられる。しかしながら、薄葉紙ラミネートを製造するために水性の接着剤を用いると、少なくとも一部には、湿らせた際に、個々の薄葉紙層の水透過性および脆弱な性質に起因する問題をはらむ。水系の配合物は、配合物が適用された層から染み出す(または浸み通る)傾向を有する。染み出しは、例えば、ラミネートの所望する設計を越えて、ラミネート間の意図しない接着をもたらす。製造中、この望ましくない現象を最小限にするか、取り除くための試みがなされる。このような試みには、用いられる接着剤の量を減じることと、層を予め湿らせることが含まれる。これらの種の試みは、層間の接着強度を減じることができる。
【0009】
さらに、脆弱な薄葉紙基材上にコーティングされると、薄葉紙は、通常の塗布圧力で接着剤による衝撃を受けた際に、損傷を受けやすい。接着剤組成物中の水は、また、審美的なエンボス加工をゆがめる、または台無しにさえし得る。さらに、湿らせた層は、より損傷を受けやすく、製造を煩雑にする。また、水性の接着剤を用いると、乾燥は比較的長い時間を要し、生産性を低下させる。
【0010】
従って、薄葉紙産業は、脆弱な薄葉紙ラミネートを製造するために水性接着剤を用いるための優れた方法であって、このような組成物により呈される利点を提供する一方で、染み出し、結合強度の不適当な損失、エンボス加工または他の三次元的な特徴のゆがみまたは破壊、製造中に層を湿らせた際の強度の損失、および比較的長い乾燥時間の1以上を削減するか、または排除する方法から利益を得ることができる。ラミネートされた薄葉紙の製造中の接着剤の廃物削減と、接着剤消費の削減を考慮したプロセスを適用することも有利であろう。これらの利点、とりわけ廃物削減は、貼り合わせおよび/または接着が所望されるところの非薄葉紙生成物にも適用できる。
【0011】
発明の概要
本発明は、少なくとも一部には、多層トイレットペーパー、化粧紙、紙タオル、不織布等の材料を包含するラミネート製品を製造するために、発泡水性接着剤組成物を用いるという概念に基づく。接着剤は、材料を損傷させる危険を最小限にするために、複数の離散し、発泡した接着剤の塊(これらの塊は、個々の泡、小滴、粒子等であり得、および/またはそれらの凝集体か凝結体であり得る)として、脆弱な薄葉紙材料上に分配される。発泡接着剤を、ラミネート内部接着、ラミネート相互間接着等のために用いることができる。
【0012】
本発明は、多くの利点を提供する。接着剤の発泡特性は、脆弱な薄葉紙材料に適用された際に、水系の接着剤について通常見受けられる染み出しを劇的に減じ、且つ排除すらする。その上、重要な薄葉紙層強度もより大きい程度に保たれる。薄葉紙材料中への接着剤の浸透が、仮にあったとしても、非常に低い程度で起こるからである。水系接着剤組成物は、典型的に、薄葉紙層から極めて急速に染み出すことを考慮すると、発泡接着剤が、薄葉紙層と同様に脆弱であり、且つ同様に水に敏感な材料におけるこの現象をかように劇的に軽減することは予期されない。
【0013】
発泡水系接着剤は、非発泡である以外は同一の接着剤と比べて、より早く乾く傾向も有する。発泡接着剤は、その非発泡相当物と比べて、より低い密度を有する。同一の塗布条件下で、薄葉紙上に分配された際に、発泡接着剤が、衝撃で薄葉紙のような脆弱な基材を損傷し得るということを、この低い密度は殆ど引き起こさない。このことは、製造収率を高めるのに資するだけでなく、発泡接着剤を薄葉紙ラミネートの製造プロセス中に取り込むことができる操作条件も広げる。ことのほか、湿らされた際に薄葉紙はより脆弱になる傾向を有するために、例えば、一定の様式で非発泡水系接着剤を塗布することは、薄葉紙材料を損傷し、引裂き、または劣化させ得る。しかし、発泡させた同じ接着剤を、同じ様式またはさらにより強力な様式で、いかなる不都合なまたは顕著な損傷も生じることなく、同じ薄葉紙に塗布することができる。離散した塊の形態で発泡接着剤を分配することは、接着剤を連続的に分配することと比較して、脆弱な薄葉紙材料を損傷する傾向を殆ど有さない。
【0014】
発泡は、また、薄葉紙ラミネートを製造する際に非常に有益となるように、レオロジー特性を高める。具体的には、発泡は、接着剤をよりチキソトロピーにする傾向を有する。これは、発泡接着剤を、薄葉紙材料に塗布することができる正確さおよび精密さを高める。発泡接着剤の高められたチキソトロピーは、また、薄葉紙中への接着剤の浸透を抑止するのに役立ち、これが、本発明を行う際にどのようにして染み出しを減じるかという側面である。
【0015】
水系接着剤は、十分に発泡させ、且つ離散した泡として分配するのに困難である傾向がある。本発明の1つの態様において、接着剤は、所望する様式で薄葉紙材料上に発泡接着剤を分配するノズル装置内で必要に応じて発泡される。発泡は、ノズル内部で多量の発泡作用が起こるような余剰容積の存在下で起こる。「余剰容積」は、一般に、発泡が起こるチャンバの容積が、発泡操作、例えば定常状態の発泡操作中にチャンバ中を流れる液体成分および固体成分の体積よりも大きいことを意味する。実践的な観点から、余剰容積は、接着成分および発泡ガスを、ノズル内部で十分に泡立てて混合するための空間を提供する。このような態様において、本方法は、発泡ユニット機能とアプリケータユニット機能を単一の一体化されたデバイス中に兼ね備える。一般的に、実際に用いられる接着剤が発泡されるのみであり、このアプローチは廃物を削減する。必要に応じての発泡は、迅速なプロセス調節およびプロセス変更を可能にする。このことは、高い品質の発泡水性接着剤を製造する一方で、高めたれたプロセス制御とより大きい配合柔軟性を提供する。
【0016】
さらに、発泡ユニットとして、およびアプリケータとしてノズル装置を用いることは、経済的にも実用的にも非常に効率的である。異なる発泡ユニットとアプリケータユニットが必要なわけでなく、発泡は、必要な時に必要に応じて形成されるので、接着剤廃物は最小化されるために経済的である。資本経費必要条件が、縮小される。ノズル装置が、事実上、加工設備のさらなる床面積を占めることなく、ガスおよび接着剤供給ライン上に容易に組み入れられるために、これは実用的である。
【0017】
本明細書中に教示されるようなノズル中での発泡は、また、非常に細かい泡サイズで発泡接着剤が形成されることを可能にする。好ましくは、発泡接着剤は、(発泡ガス(典型的に、および最も経済的には空気であるが、他のガスを用いることもできる)を添加するとにより)30重量パーセントを超える泡を取り込み得るが、泡は非常に細かいので、裸眼では視覚的に認識することはできない。発泡接着剤は、視覚的に均一な色、および均一なきめを有する。多くの場合において、接着剤が発泡されたことは、容易に視覚的には見てとれない。結果として、殆ど接着剤固体が用いられないが、結合強度は、極めて強いままである。さらに、より細かい泡サイズは、例えば、約300マイクロメートル以上の非常に大きい泡サイズが生成される場合と比較して、より安定な泡を生じる。重要なことであるが、細かい泡サイズが用いられると、有意に減じられた染み出しが起こるか、染み出しが起こらない。このことは、染み出しが不適当な程度までなお生じ得る、より大きなサイズの泡を有する発泡体とは対照的である。
【0018】
本明細書中に教示されるノズル中での発泡は、また、いくつかの他の一般的な発泡アプローチと比較して、比較的低い圧力プロセスである。接着剤を発泡させ且つ分配するためにより低い圧力を用いることは、分配される接着剤が、発泡接着剤が分配される脆弱な薄葉紙層を損傷する傾向を最小限にする。発泡接着剤は、また、発泡ガス圧力があまりにも高い場合に生じ得るように、制御不能に吹き散る傾向を殆ど有さない。本発明を行う場合、発泡と分配は、室温で行われ得る。
【0019】
接着剤と発泡ガスを混合するために、機械的な混合(ロータ、翼、羽根車、スクリュー、泡だて器等を動かすこと)による激しい機械的な剪断力を使用するよりもむしろ、好ましいノズル装置は、1以上の衝突する供給流の運動エネルギーを利用して、容易に接着剤を発泡させる混合エネルギーを提供する。接着剤を発泡させるために典型的に利用される機械的な剪断エネルギーは、発泡されるある種の接着剤組成物を劣化させる傾向を有し得るために、このことは有利である。
【0020】
1つの側面において、本発明は、発泡接着剤を作るための方法に関する。衝突する流れが混ざり合うように相互作用し、チャンバ内で発泡接着剤を生成するような条件下で、接着剤組成物の1以上の流れを、チャンバ内において、加圧ガスの1以上の流れと衝突させる。発泡接着剤は、約7kPa(ゲージ)〜約70kPa(ゲージ)の範囲における比較的低い圧力でチャンバに供給され、続いて、対応する比較的低い圧力でチャンバから分配される。
【0021】
他の側面において、本発明は、発泡接着剤を作る方法、および基材に発泡接着剤を塗布する方法に関する。接着剤とガスを含む成分は、ノズルのチャンバに(任意に、ノズル配列の中の複数のノズルチャンバに)供給される。少なくとも一部の接着剤とガスは、チャンバが混合中に余剰容積を有するような条件下で、チャンバ内で混ざり合いながら相互作用させられ、発泡接着剤を生成する。いくつかの態様において、発泡は、機械的な混合を必要とせずに行われ得る。さらに、いくつかの態様において、発泡接着剤は、泡、粒子、小滴、縞およびその混合物のような離散した塊として、ノズル(あるいはノズル配列)から基材に分配される。
【0022】
他の側面において、本発明は、接着剤の発泡システムに関する。このシステムは、少なくとも1つの発泡チャンバを含有するノズルを含む。水系接着剤組成物の流れと発泡ガスの流れは、チャンバ内で衝突しながら混ざり合い、チャンバが余剰容積を有するような量で発泡接着剤を生成する。発泡接着剤は、ノズルから分配される。
【0023】
他の側面において、本発明は、接着剤を市場に出すための方法に関する。薄葉紙基材上に塗布された際の、水系接着剤の染み出し特性に関する情報を決定する。この情報は、水系接着剤組成物を配合するために用いられる。接着剤組成物は、接着剤を発泡させ、薄葉紙基材上に塗布する用途のために市場に出される。
【0024】
他の側面において、本発明は、接着剤組成物キットに関する。このキットは、接着剤を発泡させ、薄葉紙基材上に発泡接着剤を塗布することに関する情報を含む、水系接着剤組成物の説明書を含む。
【0025】
他の側面において、本発明は、発泡接着剤を作る方法に関する。流れの少なくとも一部が混ざり合いながら相互作用し、1以上のチャンバ内で発泡接着剤を生成するような条件下で、接着剤の1以上の流れを、チャンバ内で、加圧ガスの1以上の流れと衝突させる。発泡接着剤は、チャンバから分配される。チャンバは、接着剤がチャンバに導入される少なくとも1つの入口、および発泡接着剤がチャンバから分配される少なくとも1つの出口を有する。入口の全開口面積は、出口の全開口面積よりも小さい。
【0026】
添付図面と共に載せた本発明の態様の以下の記載を参照することにより、本発明の上記の利点および他の利点、並びに本発明を達成する様式がより明確になるであろうし、本発明自体も、より理解されるであろう。
【0027】
本発明の好ましい態様の詳細な記載
以下に記載する本発明の態様は、全てを網羅したものでなく、以下の詳細な説明において開示される明確な形態に本発明を限定するものではない。もっと正確に言えば、当業者が、本発明の原理と実施を認識し且つ理解できるように、態様を選択し、且つ記載した。
【0028】
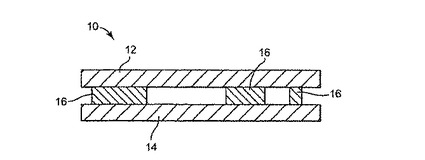
本発明の原理は、ラミネートを、例えば、折り重ねられる場合であるが、それ自体に接着させるか、1以上の他の薄葉紙層に接着させるか、あるいは他の物品に接着させることが所望されるいずれの場合でも実施され得る。トイレットペーパー、化粧紙、紙タオル、不織布等の製造において、ラミネート間の接着および/またはラミネート内部の接着を生成する際に、本発明は特に有用である。説明の目的で、本発明を、さらに、図1に示される代表的なラミネート10に関して記載する。
【0029】
薄葉紙ラミネート10は、表面と表面、または表面と裏面、あるいは裏面と裏面の関係で接着され、単一のラミネート10を形成する2つの薄葉紙薄層12および14を含む。
【0030】
薄層12および14は、発泡水系接着剤16により接着され、発泡水系接着剤16は、薄層12と14との間に介在し、薄層12および14それぞれの内部に向いた面と接触する。実用的な目的のために、薄葉紙ラミネート10は、必ずしも平たくはないが、主として二次元で平面である。薄葉紙ラミネート10は、三次元においていくぶんかの厚さを有する。しかしながら、薄葉紙製品ラミネート10の平面の寸法と比較して、三次元における厚さは比較的小さい。薄葉紙ラミネート10(薄層12および14の双方、ならびに接着剤16を含む)は、いかなる所望の坪量をも有し得る。典型的には、坪量重量は、平方メートル当たり約50グラム未満であり、より典型的には、13〜46gm2である。
【0031】
それぞれ薄層12および14は、独立して、一般的な実施により、どんな適切な天然成分および/または合成成分からも形成され得る。それぞれ薄層12または14は、織りであるか、不織であり得、好ましくは、ポリオレフィン、ポリエステル、絹、ポリウレタン、ポリアミド、ポリウレア;コットン、レーヨン、バガス、軟材(裸子植物、または針葉樹)からの木材パルプ若しくは硬材(被子植物、あるいは落葉植物)のようなセルロース系材料;草および藁由来の繊維;これらの組み合わせ等のような1以上の材料から作られる繊維から加工される。
【0032】
接着剤16は、任意の所望の連続的または不連続な様式で、薄層12と14の間に塗布される。実施の代表的な様式において、接着剤16は、離散した粒子または塊として塗布され、これらは、端から端までの塗布密度に依存して、または薄層12および14間の境界面の所望する部分にのみ、重ね塗りされ得るか、または重ねられることはない。接着剤は、例えば、直線に、点直線に、ジグザグに、シノイダル波(sinoidal wave)状に、ストライプに、水玉に、アレイ状に、ランダムに、または所定の塗布について望ましい他の様式で、泡として塗布される。
【0033】
用いられる接着剤16の量は、接着される薄層の種類、接着剤の性質、所望される接着強度、接着剤が塗られる様式等のファクタに依存して、広い範囲に渡って変化し得る。これは、一般的な実施により決定され得る。しかしながら、好ましくは、製造コスト、および柔らかさ、吸収力または消費者知覚に関して接着剤16が有し得る有害な影響を最小限にするように所望の程度の望まれる接着を達成しながら、望ましく用いられる量を最小限にする。ランダムに分散した接着剤の泡を、薄葉紙ウェブ上に塗布する典型的な塗布において、約2000ft/分までのウェブ速度において、約5mg/ft/in(0.65g/m2)〜約50mg/ft/in(6.5g/m2)の接着剤を用いることが適切である。実施のいくつかの様式において、約1500ft/分(約450m/分)までの、大抵は約1000ft/分(約300m/分)までのウェブ速度において、10〜12mg/ft/in(1.3〜1.6g/m2)の接着剤を塗布するとうまく行く。このような範囲内では、0.16〜1.6g/m2の接着剤の典型的な塗布が、いくつかの態様について十分な接着を提供する。
【0034】
薄葉紙ラミネート10は、簡単な様式で加工され得る。全体として、発泡水系接着剤は、薄層12および/または14の一方、または双方上に置かれる。接着剤16を塗布するために、薄層12または14は、接着剤16が分配される1以上のノズルを通過する。もちろん、片方への一方の相対運動が起こる限り、ノズル、または薄層12若しくは14のどちらが動くかということは重要なことではない。
【0035】
所望の様式で接着剤を塗布した後に、接着剤16が、2つの薄層12および14の内側に向いた表面間に置かれるように、薄層12および14は、互いに、表面と表面、または表面と裏面、および裏面と裏面で接触させられる。その後、薄層12および14と接着剤16は、十分な接着接触のために、ニップ等を通過し得る。
【0036】
薄層12および14が互いに接着された後、生じるラミネート10は、例えば、ミシン目を入れられ、エンボス加工され、印刷される等さらに加工され(もっとも、エンボス加工、印刷等のような操作は、必要に応じて、接着する前に行われ得るが)、続いて当該技術分野において一般的に知られるような巻取り台を用いてロールへと巻き取られ、続いてパッケージまたは必要に応じてさらなる加工に備えて貯蔵される。あるいは、薄層12および14は、直接に加工操作に送られ、ここで、これらは印刷およびエンボス加工された後に、接着剤16を用いて互いに接着され、ラミネート10を形成してもよい。発泡水系接着剤は、一般的に、任意の所望の水性接着剤組成物を構成する1以上の成分と、1以上の発泡ガスを適切に混ぜ合わせることにより作られる。代表的な水性接着剤組成物は、一般的に、水性媒体中に分散、懸濁、乳化、溶解等をされた、1以上のモノマー成分、オリゴマー成分および/またはポリマー成分を含み得る。接着剤組成物は、約20℃〜約90℃の範囲の温度で、水溶性か、水分散性である少なくとも1つの樹脂を含み得る。任意に、樹脂は、ホットメルト接着剤または感圧接着剤中で典型的に用いられるものから選択され得る。接着樹脂は、熱可塑性または熱硬化性であり得る。組成物を、溶液、ラテックス、エマルジョン、分散体等として供給することができる。
【0037】
本明細書中で用いられる「モノマー」という語は、ポリマー鎖中で基本の繰り返し単位を形成する重合可能な分子を意味する。「オリゴマー」は、その骨格が、2〜10のモノマーで形成される、重合された化合物を指す。「ポリマー」は、その骨格が10を超えるモノマーから形成される、重合された化合物を指す。「樹脂」は、オリゴマーおよび/またはポリマーを、場合に応じて、まとめて指す。特に他に言及しない限り、オリゴマーおよびポリマーに関して本明細書中で用いられる「分子量」という語は、重量平均分子量を指す。
【0038】
種々様々な異なる樹脂および/またはそのモノマー成分を、本発明の実施において用いることができる。適切な樹脂のタイプの代表的な例は、アクリル、スチレン−アクリル、スチレン−ブタジエン、酢酸ビニル、ポリビニルアルコール、ウレタン、クロロプレン、フェノール類、ポリアミド、ポリエーテル、ポリエステル、多糖類(でんぷん、デキストリン、セルロース、ガム等を含む)、これらの組み合わせ等の1以上を含む。特に有用な樹脂は、アクリル、酢酸ビニル、ポリビニルアルコール、デキストリン、でんぷん等である。
【0039】
接着剤組成物中に取り込まれる樹脂の量は、広い範囲渡って変化し得る。非発泡組成物の全重量に基づいて、一般的には、約5〜約50重量パーセントの樹脂、または約5〜約20重量パーセントの樹脂を用いることが適している。
【0040】
水は、好ましくは、水性接着剤組成物の成分のためのビヒクルである。接着剤組成物中の水の量は、広い範囲に渡って変化し得る。例えば、該組成物は、非発泡接着剤組成物の全重量に基づいて、約10〜約95重量パーセントの水を、または約60〜約90重量パーセントの水を含み得る。水に加えて、所望される場合には、1以上の他の共溶媒を使用してもよい。望ましくは、全てのこのような共溶媒は水混和性であり、発泡特性を不都合に弱めない。共溶媒の例は、エタノール、イソプロピルアルコール、ポリエチレングリコール、グリセロール、プロピレングリコール等の1以上を含む。以下に特筆するが、グリセロールとプロピレングリコールのような液体は、また、潤滑剤としても機能し得る。用いられる共溶媒の量は、どんなものでも、広い範囲に渡って変化し得る。例えば、代表的な態様において、水の1以上の共溶媒に対する比率は、1:10〜100:1の範囲にある。
【0041】
樹脂および水に加えて、1以上の他の成分を、接着剤組成物中に有利に取り込むことができる。例えば、発泡を促進するために、1以上の発泡剤を組成物中に含むことができる。ある種の発泡剤は、界面活性剤を含む。界面活性剤は、非イオン性、アニオン性、カチオン性または両性であり得る。適切なアニオン性界面活性剤は、アルキルスルホネート、アルキルアリールスルホネート、アルキルサルフェート、ヒドロキシアルカノールのサルフェート、アルキルジスルホネートおよびアルキルアリールジスルホネート、スルホン化脂肪酸、ポリエトキシ化アルカノールおよびポリエトキシ化アルキルフェノールのサルフェートおよびホスフェート、並びにスルホコハク酸のエステルを含む。適切なカチオン性界面活性剤は、アルキル第四級アンモニウム塩およびアルキル第四級ホスホニウム塩を含む。適切な非イオン性界面活性剤は、6〜22の炭素原子を有する直鎖および分枝アルカノール、アルキルフェノール、高級脂肪酸、高級脂肪酸アミン、第一級高級アルキルアミン、第二級高級アルキルアミンに付加した5〜50モルのエチレンオキシドまたはプロピレンオキシドの付加体、およびプロピレンオキシドとエチレンオキシドのブロックコポリマー並びにこれらの混合物を含む。
【0042】
他の種類の発泡剤は、ハロカーボン、炭化水素、ハイドロハロカーボン、発泡剤(炭酸塩または重炭酸塩)、これらの組み合わせ等を含む。
【0043】
用いられる際には、起泡剤は、全体としての非発泡組成物に基づいて、約20重量%までの量で典型的に加えられる。より通常には、全体としての非発泡組成物に基づいて、約0.05〜約20重量%の量、および約0.2〜約2重量%の量が用いられる。
【0044】
また、1以上の潤滑剤を、導管、ノズルアプリケータのような配管系統を通る接着剤組成物の抗力および摩擦を低下させるために、組成物中に取り込むことができる。典型的な潤滑剤は、水溶性であり、ポリプロピレングリコールおよび/若しくは他のグリコール、500〜8000の範囲に、または約600の重量平均分子量を有する多価アルコール、グリセリン、グリセロール、これらの組み合わせ等を含む。用いられる際には、潤滑剤は、典型的に、全体としての接着剤組成物に基づいて、約10重量%までの量で加えられる。より通常には、全体としての組成物に基づいて、約0.05〜約10重量%、および約0.2〜約2重量%の量が用いられる。
【0045】
また、レオロジー変性剤を組成物に取り込むことができる。本明細書中で用いられる「レオロジー変性剤」は、所望される通りに組成物の剪断減粘特性または剪断増粘特性を高める成分を指す。例えば、発泡接着剤組成物が、剪断応力の存在下で、薄葉紙層12および/または14上に容易に分配されるか、または塗布されるように、発泡接着剤組成物が剪断減粘性であることが多くの用途において有益であるが、一方で、発泡接着剤組成物は、不適当に広がることなく、層上に分配された位置に実質的に留まるくらい粘性である。従って、所望する度合いにまで剪断減粘挙動を高める薬剤を取り込むことが望ましい。種々のレオロジー変性剤が適しており、ヒュームドシリカ、ポリホスフェート解こう剤、他の解こう剤、クレー、層構造ケイ酸マグネシウム(すなわち、サザンクレイプロダクツ(Southern Clays Products)により製造されたLaponite(商標登録))のような合成無機コロイド、これらの組み合わせ等を含む。無機ポリホスフェート解こう剤を含む合成層状シリケートの使用は有益である。何故なら、本材料は、剪断減粘特性と高いゲル強度を提供するに資するだけでなく、生成物の表面張力を高め、且つ塗布する間の生成物のミスティングを低下させるのに資するためである。
【0046】
1以上のミスティング防止剤もまた、有利には、接着剤組成物中に取り込むことができる。ミスティング防止剤の使用は、接着剤の離散した塊、例えば、泡、小滴または粒子の発泡接着剤を、基材上に、より優れた制御と正確さをもって分配する能力を高める。ミスティング防止剤は、発泡の量、および基材上への発泡生成物の分配中に生じる望ましくない「ミスト」の量を制御するのに役立つ。ミスティング防止剤は、内在し得る、すなわち、架橋結合により、またはペンダント部位として樹脂中に取り込まれるか、または外在し得る、すなわち、別個の成分として組成物中に含まれる。特に有用なミスティング防止剤は、ボレートまたはホウ素官能基を含有する架橋剤を含む。ヒドロキシ官能性樹脂は、架橋結合を高めるため任意にクエン酸のようなさらなる酸の存在下で、熱湯中の樹脂とホウ酸を反応させることにより、所望される通りに、ホウ酸と容易に、部分的にまたは完全に架橋結合される。典型的な反応は、樹脂上の化学量論的に過剰である約2〜約4モル当量のOHと、約1〜約2モル当量のホウ酸を反応させることを含む。外在するミスティング防止剤の例は、ベントナイト、解こう剤を含む水溶性合成層状シリケート(例えば、ケイ酸マグネシウム)、キサンタンガム、他のガム、アルギネート、これらの誘導体、これらの組み合わせ等の1以上を含む。
【0047】
亜硝酸ナトリウムは、任意であるが、有益な成分である。亜硝酸ナトリウムは、防腐剤としての機能するだけでなく、さらに発泡接着剤組成物の表面張力を増加させる。高められた表面張力は、脆弱な薄葉紙層の中への水性発泡接着剤の浸透を最小化するのに役立つ。亜硝酸ナトリウムは、望ましくは、さらにボレート架橋結合された樹脂を含む配合物において用いられ、この中で、亜硝酸ナトリウムは、薄葉紙ラミネートの製造において用いられる装置の金属部に対する耐食特性を提供するのに役立つ。さらに、亜硝酸ナトリウムは、微生物の成長に対する抵抗を接着剤を与える。
【0048】
上記した成分に加えて、1以上の他の添加剤を、一般的な実施に従って水性接着剤組成物に含むことができる。このような添加剤の例は、粘着性付与剤、充填剤、pH制御剤、酸化防止剤、紫外線安定剤、殺カビ剤、殺菌剤、殺生剤、防腐剤、芳香剤、湿潤剤、着色剤、帯電防止剤等を含む。
【0049】
水性接着剤組成物は、発泡前は、25℃で約50〜約500cpsの粘度を、または約100〜約300cpsの粘度を有し得る。これらの粘性値は、20rpmの速度において、RVFブルックフィールド粘度計(RVF Brookfield Viscometer)を使用することにより測定される。
【0050】
水性接着剤組成物は、接着剤を発泡させるために、1以上のガスと適切に混合される。本明細書中で用いられる「ガス」という語は、他に明示的に示さない限り、1以上のガスを指すものとする。種々様々のガスを、発泡のために用いることができる。代表的なガスは、空気、酸素、窒素、アルゴン、ヘリウム、二酸化炭素等の1以上を含む。空気は、感圧接着剤またはホットメルト接着剤である態様を含む、水系接着剤の態様と共にしばしば用いられる。いくつかの場合において、酸化が問題となる場合には、窒素および/または他の不活性ガスが、選択されるガスとなる。発泡ガスは、任意に、汚染物質等を除去するためにろ過され得る。
【0051】
発泡ガスの添加により、発泡するとすぐに接着剤の比重は低下する。本発明において、および実用的な目的のために、非発泡物の比重に対する発泡接着剤の比重のパーセント低下を、「パーセント発泡体量」または「発泡体量」または単に「パーセント発泡体」と呼ぶ。
【0052】
発泡体中に取り込まれたガスの量は、広い範囲に渡って変化し得る。これは、発泡生成物の目標とする最終比重の値ようなファクタに依存する。しかしながら、あまりに少量のガスが用いられると、接着剤が薄葉紙層の上に分配された際にかなりの染み出しが観測され得る。あまりに少量のガスもまた、シートの表面上に留まるには不十分なレオロジーを有する発泡体をもたらし、従って、所望される程度の制御で接着剤を正確に分配するに容易ではない。他方では、あまりに大量のガスが用いられると、接着強度が、不適当な程度にまで損なわれ得る。同様に、接着剤を確実に分配することも困難であり得る。これらの関係の比較考慮すると、発泡接着剤は、約10〜約50、約20〜約45、または約30〜約38パーセント発泡体を、発泡接着剤中に取り込むことができる。例えば、水系発泡接着剤が、発泡前に約1の比重を有しており、その後発泡された際に約0.67の比重を有し、これは、比重の33%の減少であり、または33%の発泡量である。すなわち、(1−0.67)×100%である。
【0053】
望ましくは、ガスと接着剤組成物は、個々の泡を、肉眼で認識できない非常に細かい泡サイズを有する発泡体を得るような様式で混合される。細かな泡を有する発泡体は安定であり、良好な接着特性を示し、薄葉紙層から染み出す傾向を殆ど有さず、および優れた制御でもって、正確且つ確実に分配することが容易である。いくつかの態様において、本発明の発泡接着剤は、約100ミクロン以下、約30ミクロン以下または約15ミクロン以下の平均の泡サイズによって特徴づけられる。
【0054】
発泡接着剤の平均泡サイズは、一般的な実施に従って決定され得る。泡サイズを測定する好ましい方法は、一般的な顕微鏡写真技術を用いる。発泡接着剤のサンプルは、小さな容器に集められ、即座に分析される。各サンプルについては、発泡生成物の滴を、ガラスの顕微鏡用スライド上に乗せ、ガラス蓋スリップで覆う。顕微鏡写真は、100×の計器倍率設定で、光学顕微鏡により得られる。泡のサイズの平均値は、サンプルについての粒径分布分析から決定される。
【0055】
接着剤組成物およびガスを、いずれの所望の様式で混合して、発泡体を生ずることができる。これは、機械的手段、動力学的手段、化学的手段および/または他の手段により与えられ得る十分なエネルギーをもって、成分同士を混合することにより行われ得る。
【0056】
本発明を実行する特に有用な様式において、1以上の加圧流体流の運動エネルギーを、チャンバ内のガスと接着剤材料を含む成分を激しく混ぜ合わせるために用いて、発泡体を生成する。より具体的には、接着剤組成物の1以上の流れを、チャンバ内の加圧ガスの1以上の流れに衝突させることができる。チャンバの容積は、チャンバ内に常に存在する液体接着剤組成物の体積よりも平均して大きく、従って、余剰の容積は、成分がチャンバから分配される前に、流体の流れが激しく相互作用し、発泡体を形成させるのに利用できる。例えば、代表的な態様において、チャンバは、十分に余剰な容積を有し、ここで、接着剤組成物の液体成分および固体成分(もしあれば)は、定常状態条件中、チャンバの容積のわずか約10%まで、より望ましくは約50%まで、および70%までを占める。
【0057】
ガスおよび/または接着剤成分は、同一か異なる流体流の成分であり得る。激しく攪拌すると、接着剤は発泡し、これはその後、さらなる処理、貯蔵または包装、直接の使用等のためにチャンバから分配され得る。さらなる処理、直接の使用等が必要である場合は、接着剤は、必要に応じて発泡されるのがよく、別途発泡させる必要のある無駄な接着剤を最小限にする。幾ばくかの量の機械的な混合は、接着剤を発泡させるための混合エネルギーを供給するために用いられるが、必須ではない。実際には、いくつかの態様において、機械的な混合を避け、1以上のエネルギーを持った加圧流体流が、発泡を達成するために用いられる混合エネルギーの全てを、少なくとも実質的に提供する。これは、成分損傷、例えば、顕著に比較的高い機械的剪断力が、接着剤を発泡させるために従来どおりに用いられる際に起こり得る樹脂分解を回避するのに役立ち得る。
【0058】
本発明は、エネルギーを持った加圧流体流がチャンバ内で互いに衝突し、それによって、激しく混ざり合って発泡接着剤組成物を生成する多くの戦略を有利に提供する。本発明の1つの代表的な種類の態様において、1以上のガスの1以上の加圧流を衝突させ、それによって、1以上の接着剤組成物成分の1以上の流れと激しく混ぜ合わせる。
【0059】
所望されるくらい多量の、または少量の接着剤を、必要に応じて発泡することができるということは、本発明の明確な利点である。従って、発泡チャンバは、ノズル装置の構成要素であり得、ここで、接着剤は必要に応じて発泡され、ここから結果として生じる接着剤が、基材上に直接分配される。言いかえれば、本発明の1つの側面は、接着剤のノズル内発泡を達成するための、非常に信頼できる、簡単な方法を提供する。
【0060】
本発明の好ましいノズル装置を、市販の構成要素から、わずかに一般的でない方法により組み立てることができる。例えば、固定リングにより流体キャップに取り付けられたエアキャップを含むノズル組み立て部は、スプレーイングシステム社(Spraying Systems Co.)、Autojet部門から市販されている。本発明の代表的な側面を実行する際には、組み立て部が内部チャンバを含み、この中で、発泡が起こり、その後離散した塊の発泡接着剤が、ノズルから、例えば、離散した泡、粒子、小滴、これらの集合体、これらの凝集体等として分配され得るように、流体キャップは、流体キャップに比べて十分に細長いエアキャップと繋がれる。
【0061】
以下の表は、本発明の実施に適切なノズル組み立て部を作成するために用いることができる、スプレーイングシステム社のモデル1/4JAUシリーズとして入手できる流体キャップおよびエアキャップの組み合わせを列挙する。
【表1】

【0062】
エアキャップが、チャンバを作り出すために幾分か必要以上に大きい本発明の側面を除いて、スプレィシステム社から入手できる流体キャップとエアキャップは、カタログ25(2001)のDrip Free(登録商標)Automatic Air Atomizing Spray Nozzlesと表題を付けられた会社カタログに詳細に記載されており、これを本明細書の一部として本願に援用する。
【0063】
ノズル余剰容積内で発泡させるこのアプローチは、エアキャップが流体キャップに、よりきっちりと合わされ、よって、発泡は、ノズル構造の外側で起こる傾向を有するようなノズルを含む一般的な実施に従うものと対照的である。
【0064】
ノードソン社(Nordson Corporation)に付与された米国特許第4,396,529号に記載されるような一般的な実施と対照的に、本発明を、有利に、比較的低い供給圧力で実施することができ、すなわち、対応する低い分配圧力で実施することができる。前記特許は、液体中に導入される加圧ガスの膨張間に、ノズルの外側で、粘性の液体から発泡体を製造するための方法と装置を記載している。そのシステム内の液体は、300〜700psig(2070〜4830kPa)の圧力で供給され、一方、ガスは、この液体の圧力より100psig(690kPa)高い圧力で供給される。
【0065】
このような一般的な実施と対照的に、本発明の典型的な接着剤供給圧力は、約1psig(6.9kPa)〜約40psig(275.8kPa)、約2psig(13.8kPa)〜約30psig(206.8kPa)、および約5psig(34.5kPa)〜約12psig(82.7kPa)の範囲にある。典型的なガス供給圧は、望ましくは接着剤供給圧力から独立して制御可能であり、約1psig(6.9kPa)〜約40psig(275.8kPa)、約2psig(13.8kPa)〜約30psig(206.8kPa)、および約5psig(34.5kPa)〜約12psig(82.7kPa)の範囲にある。
【0066】
この接着剤組成物の供給圧力とガス流の供給圧力は、発泡水性接着剤を製造するという状況下では変則的に低いものであるが、非常に細かい泡サイズで発泡体を生成するということにおいて、非常に有効である。このようなより低い圧力を使用することができるということは、何故、流体流を泡立てさせながら混合するために運動エネルギーを用いることが、明確な利点であるのかという一つの理由である。より低い供給圧力は、分配圧力もまた、対応して低いということにおいて有利である。従って、分配される発泡接着剤は、より高い圧力で分配される接着剤材料と比較して、脆弱な薄葉紙層を損傷する減じられた傾向を有する結果につながる。
【0067】
一般的な発泡システムにおいて、発泡ガスは、ただ発泡に用いられるだけでなく、加圧ガス供給は、また、背圧を提供し、ノズルから発泡材料を誘導する/分配するのを助けるという大きな役割を果たす。本発明のいくつかの態様については対照的に、供給ガスは、主に、接着剤供給を泡立ておよび弱めるために用いられ、接着剤供給の背圧は、ノズルからの発泡材料を誘導する/分配するのに、より著しく寄与する。従って、接着剤供給と発泡ガス供給の相対圧力は、ただ発泡作用だけでなく、また、分配特性にも影響を与え得る。発泡ガス圧力があまりに高いと、結果として生じる発泡体は、非常に高い圧力で分配され得、基材を損傷する危険にさらすか、実際に損傷を引き起こす。また、非常に多量のガスが、発泡体中に取り込まれ得る。他方で、ガス供給圧があまりにも低いと、十分なガスが所望される様式で発泡体中に取り込まれないであろう。
【0068】
このような関係を考慮して、ガス供給圧力が、一般的にたった約50psi(350kPa)であり、および接着剤供給圧力よりも最大で10psig(70kPa)大きいという条件付きで、発泡ガス供給圧力の接着剤供給圧力に対する比は、約0.25:1〜約2:1の範囲にある。実際に、ガス供給圧が、接着剤供給圧と等しいかこれより低い場合に、より優れた成果が生じる傾向がある。例えば、この比が約1:1である場合に、優れた結果が観測された。
【0069】
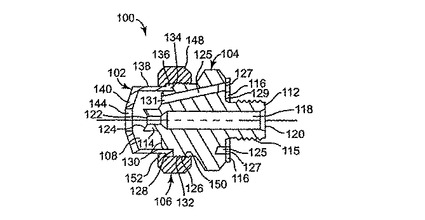
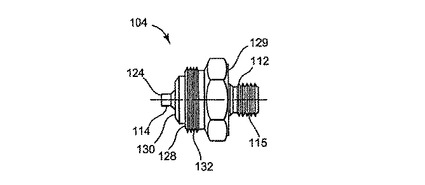
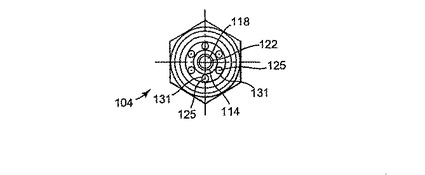
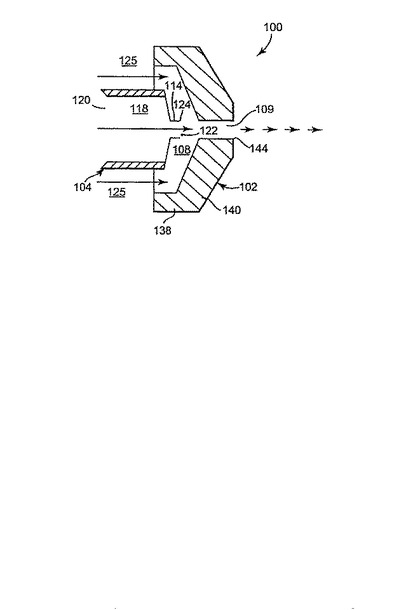
接着剤供給およびガス供給の供給圧力は、用いられる発泡および分配システム、例えば図2〜10のノズルシステムに至る供給ラインのどの地点でも簡便に測定され、特にノズルシステム付近で測定される。図2〜10は、本発明を実施するために、このような流体キャップとエアキャップが組み合わされて、ノズル組み立て部100を作る1つの代表的な様式を示す。ノズル組み立て部100は、固定リング106により流体キャップ104に固定されたエアキャップ102を含む。発泡チャンバ108は、エアキャップ102と流体キャップ104の間に形成される。発泡が、チャンバ108の主要な容積内および流路109の双方で起こる傾向を有し得るために、発泡チャンバ108は、出口144に至る流路109を含む。
【0070】
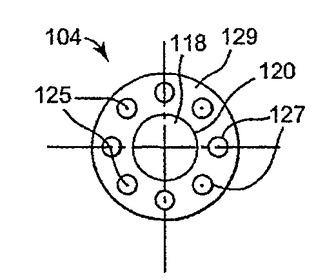
流体キャップ104は、一端にねじ込みベースステム112を有し、他方に細長い出口末口114を有する。ねじ込みベースステム112は、ねじ状構造115を介してノズル本体(示さない)にねじ込んで結合する。ガスケット116は、流体キャップ104とノズル本体の間の優れた密閉を提供するのに役立つ。中央通路118は、接着剤組成物を運ぶために用いられ、入口120から末口端124における出口122にまで、流体キャップ104中、軸方向に一般的に伸びる。末口端124は、凹面を有するように図2には示されるが、他の構造を用いても良い。例えば、末口端124は、平ら、凸等であり得る。
【0071】
出口122は、チャンバ108の本体中に開口するか、あるいは、出口144に向かってエアキャップ102に設けられた流路109の始まりまたは内部に開口し、従って、発泡は、チャンバ108の本体部の少なくとも内部で起こり、および任意に、さらに出口144に至る流路109中でも起こる。壁体により定められる出口144は、比較的薄く示されるが、実際的な装置によって所望される程度の厚さであり得る。示される流路109は、末口端124と一般的に同心であり、流路109の入口から出口まで、円形の、一定の断面積を有する。しかしながら、所望される場合には、他の形態も用いることができる。例えば、流路109は、入口から出口にまで段を有する、または末広の、または先細等の壁体を有し得る。複数のガス通路125が、下面129における入口127から面130上の出口131にまで、流体キャップ軸に比例する角度で伸びる。これらの出口は、チャンバ108の本体部中に開口する。流体キャップ104は、側壁126、ショルダ128および面130を含む。側壁126は、保持リング106にねじ込んで結合するために、ねじ状構造132を含む。出口122の開口面積は、望ましくは、流路109への入口における断面積未満である。
【0072】
エアキャップ102は、周囲フランジ136を有するベース134を含む。エアキャップ102と流体キャップ104とを互いに組み立てる場合に、フリンジ136は、ショルダ128にもたせかける。任意のガスケット(示さない)を、良好な密閉を提供するのを助けるために用いることができる。側壁138と続く錐状壁140は、ベース134から面142へと伸びる。出口144が、ノズル組み立て部100から発泡接着剤を分配するための面142に備えられる。
【0073】
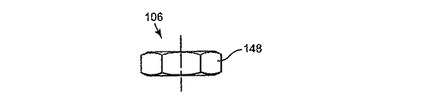
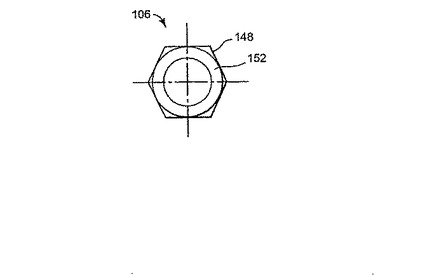
固定リング106は、流体キャップ104におけるねじ状構造132に結合するためのねじ状構造150を有する側壁148を含む。このようにすると、フランジ152は、面130に対してエアキャップ102を固定するのに役立つ。固定リング106は、レンチ等のような工具による締め付けを容易にするために六角形状を有するように示されるが、いかなる他の適切な構造を用いてもよい。例えば、固定リング106は、円く、手による締め付けおよび除去等を容易にするために、任意にローレットを切ってもよい。
【0074】
使用に際して、接着剤組成物は、流路118を通ってチャンバ108中に運ばれる。典型的な接着剤供給圧力は、約1psig(6.9kPa)〜約40psig(275.8kPa)、約2psig(13.8kPa)〜約30psig(206.8kPa)、および約5psig(34.5kPa)〜約12psig(82.7kPa)の範囲にある。その間、空気等の発泡ガスが、ガス通路125を通ってチャンバ108中に運ばれる。典型的なガス供給圧力は、約1psig(6.9kPa)〜約40psig(275.8kPa)、約2psig(13.8kPa)〜約30psig(206.8kPa)、および約5psig(34.5kPa)〜約12psig(82.7kPa)の範囲にある。接着剤組成物の供給圧力およびガス流の供給圧力は、発泡水性接着剤を製造するという状況下では変則的に低いにも関わらず、非常に細かい泡サイズを有する発泡体を生成させることにおいて非常に効果的である。このように低い圧力を用いることができるということが、何故流体流を泡立たせながら混合するために運動エネルギーを用いることが、まぎれもなく有利であるかという1つの理由である。低い供給圧力は、分配される発泡接着剤が、高い圧力で分配される接着剤材料と比べて、脆弱な薄葉紙層を損傷させる減じられた傾向を有するという結果につながるという点において有利である。
【0075】
接着剤流とガス流がチャンバに入ると、流れの運動エネルギーが、流れが混ざり合いながら相互作用し発泡体を生成するエネルギーを提供する。接着剤は、定常状態条件中、流路109を含むチャンバ108の累加した容積が、チャンバ108内部のガス成分を除く接着剤成分の体積よりも大きくなるような供給速度においてチャンバ108に運ばれるのが通常である。格別に余剰な容積は、流れに、激しく混合するための空間を提供し、ノズル内部の発泡プロセスを高める。格別に余剰な容積は、また、接着剤はノズルの流路109中でも発泡するが、接着剤を、チャンバ108の本体部内部で少なくとも部分的に発泡させることを確実にするのに資する。示したノズル100の態様において、エアキャップ102は、接頭錐体形状を有する。このことと、通路125の位置取りの結果、チャンバ108に入るガス流は、錐状壁140の内部で跳飛し、続いて、チャンバ108中に導入される接着剤の軸方向の流れと放射的に衝突する。
【0076】
入口末口114における開口の面積は、出口開口144の面積よりも望ましくは小さく、従って、非発泡材料を、ノズル組み立て部100から、該材料と開口144の壁との接触が最小限にされるような様式で分配することができる。組み立て部100が、1以上のこのような入口および/または1以上のこのような出口を有する場合には、同じ理由により、このような開口の全面積が、このような出口の全面積よりも小さいことが望ましい。
【0077】
流路109を含むノズルチャンバ108の容積は、接着剤および発泡ガスの性質、供給圧力、塗布速度等のようなファクタに依存して、広い範囲に渡ってサイズを変化させることができる。代表的な態様において、接着剤とガスが合わされて発泡接着剤を生成する内部チャンバは、約0.1cm3〜約2cm3に渡り得る。具体的な代表的なチャンバ容積は、約0.50cm3である。これらのチャンバサイズのために、接着剤は、例えば、1分間につき約10〜約32グラムの速度で、約5psig(あるいは約35kPa)まで、または約3〜10psig(あるいは約21〜70kPa)までの圧力で簡便に供給され、一方で、ガス通路125を通ってチャンバ中に導入されるガスの総量は、上記したパーセント発泡体量に従う。流れを、一般的に接着剤成分の沸点よりも低い任意の所望される温度で供給することができるが、有利には、室温で経済的に実施され得る。
【0078】
図2〜10のノズル組み立て部100は、発泡接着剤の広域塗布のためのノズル配列中に容易に組み込まれる。例えば、2以上のノズル組み立て部100が、スプレーイングシステム社(Spraying Systems Co.)から市販されるマニホールドヘッダに連結され得る。このことは、接着剤分配が、加工中所望され得る薄葉紙ウエブ広さの全域に及ぶことを可能にする。
【0079】
本発明の発泡方法は、また、発泡された後、薄葉紙ラミネートの接着に用いられ得る接着剤組成物を配合するための非常に有用なツールをも提供する。例えば、薄葉紙基材上に塗布された際の水系接着剤の染み出し特性に関する情報を決定する。特に、評価しようとする1以上の接着剤を配合することができる。これらは、用いられる成分の種類、用いられる成分の量等に基づいて、サンプル間で異なり得る。これらのサンプルは、続いて、図2〜10について記載したようなノズル中で発泡された後、薄葉紙基材上に分配されることにより評価され得る。発泡条件および/または分配条件(例えば、供給圧力、マスフロー速度、チャンバサイズ、余剰の容積、温度、ウェブ速度、分配高さ等)は、サンプル間で変化し得る。集めたデータを、その後、水系接着剤組成物を配合するために用いることができる。結果として生じる接着剤組成物が、その後、製造され、業者により直接的に用いられる。
【0080】
あるいは、本接着剤は、接着剤を発泡させ、薄葉紙基材上に塗布する用途で、消費者に市販され得る。このように市場に出る間、該接着剤組成物は、接着剤を発泡させ、該発泡接着剤を薄葉紙基材上に塗布することに関する情報を含む説明書と併せて供給され得る。これらの説明書は、供給者と消費者の人の間で口頭で、インターネットを介して、マーケティング誌を介して、パッケージされた接着剤に添えられた説明書きにおいて、またはこれらの組み合わせで伝達され得る。
【0081】
ここから、本発明を、以下の実施例に関して記載する。以下の原材料を、例中で用いる。すなわち、
Celvol 523(セラニーズ社(Celanese Ltd.)、1601 West LBJ Freeway、ダラス、テキサス、75381−9005、米国から市販されるポリビニルアルコール(PVA));
Celvol 205(セラニーズ社、1601 West LBJ Freeway、ダラス、テキサス、75381−9005、米国から市販されるポリビニルアルコール);
Kuraray Poval PVA 205(クラレアメリカ社、200 Park Avenue、ニューヨーク、ニューヨーク10166、米国から配給され、クラレ社ジャパンから市販されるポリビニルアルコール);
Niaproof Anionic Surfactant 4(ニアセット社(Niacet Corp.)、P. O. Box 1314 Buffalo、ニューヨーク14240、米国から市販);
Chang Chun BP-24(チャンチュンペトロケミカル社(Chang Chun Petrochemical Ltd.)No.301、Songkiang Road 7th Fl、タイペイ、台湾から市販されるポリビニルアルコール);
Charge +39(カーギル社(Cargill Incorporated)、1710 16th Street Southeast、シーダーラピッズ(Cedar rapids)、アイオワ52401、米国から市販されるカチオン性でんぷん);
Bacote 20(マグネシウムエレクトロン社(Magnesium Electron Inc.)、500 Point Breeze Road、フレミントン、ニュージャージ08822、米国から市販されるアンモニウムジルコニルカーボネート);および
Laponite(サザンクレイプロダクツ(Southern Clays Products)から市販される構造を有するケイ酸マグネシウム)である。
【0082】
例1
接着剤組成物を、878gの熱湯中の100gのCelvol 523(登録商標)ポリビニルアルコールに溶解することにより生成する。冷却後、この溶液を、12gのポリプロピレングリコールおよび10gの発泡剤(Niaproof Anionic Surfactant 4M(登録商標))と混合した。あるいは、グリセリン(またはグリセロール)を、生成物に加えてもよく、またはポリプロピレングリコールの代わりに用いてもよい。使用する間、生成物を、タンクから、図2〜10に記載したノズルのチャンバ中に、約5psig(34.5kPa)でポンプで汲み出し、ここで、該生成物を加圧ガスの流れ(約5psig(34.5kPa))と衝突させ、ノズル内部で発泡させる。その後、発泡体を必要に応じてノズルから薄葉紙ウェブ上にスプレイする。ウェブを、もう一方のウェブと貼り合わせて二層ラミネートを作製し、これをロールに巻き取る。
【0083】
この二層ラミネートの層間剥離強さは、4mg/ft/in(0.520g/m2)の塗布されたコート量につき、0.8gf/in(0.31gf/cm)であると予測される。層間剥離強さは、接着境界面において、約180°の分離角度において、および1分につき12インチ(30.48cm)の分離速度で1の薄葉紙層を他の薄葉紙層から分離するために必要とされる、接着の単位広さ当たりの剥離強さまたは平均負荷である。これらの条件下では、浸み通しは観察されないと予測される。本例についての発泡体量は、約25〜28%であると予測される。あるいは、この生成物を、20psi(120kPa)でスプレイする。これらの条件の元では、発泡体量は、38%である。
【0084】
あるいは、この発泡体を、薄葉紙ではない不織ウェブ上にスプレイし、第2の基材と接着させる。
【0085】
あるいは、この発泡体を、おむつ、生理用ナプキン、パンティライナの表面シート上にスプレイし、コアシートまたは裏シート等の第2の基材と接着させる。
【0086】
例2
1.0gのホウ酸、1.5gのクエン酸、および無機ポリホスフェート解こう剤を含有する15gの合成層状シリケートを含む886gの熱湯中に、100gのKuraray Poval PVA 205(登録商標)(あるいは、Celvol 205(登録商標)PVAを用いても可)を溶解させることにより、接着剤生成物を生成する。冷却後、この溶液を、5gのグリセリン(またはグリセロール)と1gの発泡剤(Niaproof Anionic Surfactant 4(登録商標))と混合する。あるいは、ポリプロピレングリコールを、生成物に加えてもよいし、グリセリン(またはグリセロール)の代わりに用いてよい。1〜5gの亜硝酸ナトリウムを、また、この系に加える。トリポリリン酸ナトリウムを、硝酸ナトリウムの変わりに用いることができ、または亜硝酸ナトリウムと組み合わせて用いることができる。本生成物の粘度を、水を加えることにより500cp以下の値に調節した。使用する間、該生成物をタンクから図2〜10によるノズルのチャンバ中へとポンプで汲み出し、ここで、チャンバが、薄葉紙等のウェブ上に塗布するのに利用できる発泡体の形成を可能にする余剰の容積を有するような条件下で、該生成物は、空気と混ざり合いながら相互作用する。この発泡体は、スプレイで、または離散した泡として薄葉紙に塗布され、この薄葉紙は、他のウェブと貼り合わされ、二層ラミネートを形成する。該発泡体は、約3〜8psig(21.8〜55.2kPa)の圧力で分配される。
【0087】
発泡接着剤のスプレイにより作製されたこの二層ラミネートの層間剥離強さは、0.8〜1.6gf/in(0.31〜0.62gf/cm)であると予測される。接着剤の浸み通しは、解こう剤を該生成物に加えた際は、微々たるものであるか、非常に軽微であると予測され、解こう剤を用いない場合には、有意であると予測される。
【0088】
例3
クエン酸およびホウ酸を加えた、または加えない957gの熱湯中に、40gのChang Chun BP-24(登録商標)を溶解させることにより、接着剤生成物を生成する。冷却後、この溶液を、5gのグリセリン(またはグリセロール)と1gの発泡剤(Niaproof Anionic Surfactant 4(登録商標))と混合する。あるいは、ポリプロピレングリコールを、この生成物に加えるか、グリセリン(またはグリセロール)の代わりに用いる。少量である0.1g〜5gの亜硝酸ナトリウムも、この系に加える。使用する間、この生成物を、タンクからノズルのチャンバ中にポンプで汲み出し、ここで、この生成物は、チャンバ内で空気と衝突しながら混合し、発泡接着剤を生成する。この発泡体を、薄葉紙ウェブ上にスプレイし、この薄葉紙を他のウェブと即座に貼り合わせて二層ラミネートを形成し、その後、ロールに巻く。
【0089】
この二層ラミネートの層間剥離強さは、2〜2.5gf/in(0.8〜1gf/cm)であると予測される。接着剤の浸み通しは、軽微であると予測される。
【0090】
あるいは、この発泡体を、薄葉紙ではない不織ウェブ上にスプレイし、第2の基材と接着させる。
【0091】
あるいは、この発泡体を、おむつ、生理用ナプキンまたはパンティライナの表面シート上にスプレイし、コアシートまたは裏シート等の第2の基材上に接着させる。
【0092】
例4
797〜845gの水中に、150g〜200gのCharge +39(登録商標)を懸濁させることにより、接着剤生成物を調製する。この混合物を、190〜200華氏度にまで30分間加熱し、その後、80〜110°Fまで冷却した。防腐剤と、Niaproof Anionic Surfactant 4(登録商標)とを、この配合物に加えた。使用する間、この生成物を、タンクからノズルへと供給し、ここで、該生成物を発泡させ、薄葉紙ウェブ上にスプレイする。この薄葉紙を、即座に他のウェブと貼り合せ、二層ラミネートを作製し、その後ロールに巻く。
【0093】
例5
アクリル酸ポリマー(23%の固体)の水溶液の800gを、アンモニウムジルコニルカーボネートである、9.20gのBacote 20(登録商標)と混合する。溶液の粘度を100〜300cpに調節するために、水を加える。この材料のpHを、リン酸の添加により7.5〜8.0に調節する。使用する間、該生成物を、タンクからノズルへとポンプで汲み出し、ここで、該生成物を発泡させ、移動薄葉紙ウェブ上にスプレイする。この薄葉紙を、即座に、第2のウェブと貼り合せ、二層ラミネートを作製する。
【0094】
例6
例1〜3のいずれかに、任意に、アセテートホモポリマーとそのコポリマーを包含させた。
【0095】
例7
任意に尿素を含む例4である。この成分(本配合物の全重量に基づいて0〜10%)を、配合物に、冷却段階中(すなわち、80〜110°Fの温度)に添加する。
【0096】
例8
任意の例1〜7を、ノズルを静止させたままで、1000ft/min(300m/min)までのスピードで動く薄葉紙ウェブを用いて行う。
【0097】
例9
例1〜3を調製し、20〜38パーセント発泡体を含む発泡接着剤を生じる。
【0098】
例10
空気ではなく窒素を用いて、例1〜3を調製する。結果は、空気を用いて作製した発泡体と同様である。
【0099】
例11
接着剤の製造における専門技術を有する会社が、薄葉紙ラミネートおよび薄葉紙製品の製造において使用するための水系接着剤の配合に着手する。薄葉紙製品仕様とプロセス仕様(染み出し特性、薄葉紙製造ラインのスピード、薄葉紙のエンボス加工の望ましさ、乾燥時間および薄葉紙の引張強さ等)を検討する。会社は、この仕様に合致するのに適した接着剤を配合し、薄葉紙基材上での使用について、発泡性の塗布における該接着剤組成物の使用を(口頭の販売人説明、プロダクトウェブページ情報、ニュースリリース、添付の印刷物等の手段を介して)促進する。
【0100】
例12
例11における会社は、発泡に適する水系接着剤組成物と、薄葉紙上への、発泡状態の該水系接着剤組成物の使用に関する説明書を含む産業用キットを提供する。この説明書は、会社の販売代理人から消費者へのe−mailメッセージの形態である。あるいは、この説明書は、薄葉紙上に発泡状態で用いられる際のこの接着剤の利点に関する会社のウェブページ上で公表されるニュースリリースの形態である。あるいは、この説明書は、薄葉紙上への発泡塗布における該接着剤の使用についての、販売代理人から消費者への口頭での助言の形態である。
【0101】
本明細書の考察に基づいて、または本明細書中に開示した実施から、本発明の他の形態は、当業者には明らかであろう。本明細書中に記載した原理および態様に対する種々の省略、改変および変更が、特許請求の範囲により示される本発明の本質的な範囲および意図から逸脱することなく、当業者により成されるであろう。略語「lb」はポンドを意味し、「ft」はフィートを意味し、「cm」は「センチメートル」、「in」はインチ、「cp」はセンチポアズ、「min」は分、「psig」はゲージ基準に基づく平方インチ当たりのポンド、「kPa」はキロパスカル、「g」はグラム、「mg」はミリグラム「gf」は重量グラムである。
【図面の簡単な説明】
【0102】
【図1】本発明に従って互いに接着された薄葉紙層を有する、例示的な薄葉紙ラミネートの模式的な横断面図。
【図2】流体キャップ、エアキャップ、固定リング、および流体の流れを、発泡作用のために不規則に高速度で混合することができる内部チャンバを含む本発明のノズル組み立て部の側面の断面図。
【図3】図2に示されるエアキャップの側面図。
【図4】図2に示されるエアキャップの上面図。
【図5】図2に示される流体キャップの側面図。
【図6】図2に示される流体キャップの上面図。
【図7】図2に示される流体キャップの下面図。
【図8】図2に示される固定リングの側面図。
【図9】図2に示される固定リングの上面図。
【図10】どのようして、流体の流れがチャンバ中に送給され、そこで不規則に高速度で混ざり合って泡を生成し、その後発泡体を分配するかを説明する図2のノズル組み立て部の模式的な、側面の断面図。
【発明の開示】
【0001】
発明の分野
本発明は、発泡接着剤、好ましくは発泡水系接着剤を用いて、それ自体(例えば、それ自体の上に折り重ねられる場合)または他の表面(例えば、他の薄葉紙層か、または不織基材、織基材等)に粘着的に結合される少なくとも1つの薄葉紙層を含むラミネート紙に関し、より特にはティシュペーパーラミネートに関する。
【0002】
発明の背景
薄葉紙製品は、日常生活においてほぼ常に用いられている。トイレットティシュ、化粧紙、拭き取り紙および紙タオルは、家庭および工業の至る所で用いられる薄葉紙製品の例である。薄葉紙製品は、単一の薄層(あるいは層)から作製され得るか、または2以上の層から形成されるラミネート(または多層、さもなくばラミネートされたもの)であり得る。本明細書中で用いられる「薄層」または「層」は、ティシュペーパーの一枚のシートを指し、および「ラミネート」、または「多層」または「ラミネートされた」という語は、一体化された材料を得るために、一枚のシートまたは層の複数の層を互いに密着させることにより、または他の織基材若しくは不織基材と密着させることにより作られる紙を特徴づけるために用いられる。
【0003】
本明細書中で用いられる「薄葉紙ラミネート」という語句は、他の基材または層と一体化された少なくとも一層のティシュペーパーを含むラミネートを指し、これらは、当業者等には良く知られ、且つ認知されている。本明細書中で用いられる「ティシュペーパー」または「薄葉紙」は、化粧紙およびトイレットペーパーのような衛生用品、または紙タオルとして使用される比較的低重量のシートである織基材または不織基材を指す。これらは、また、コンデンサ等級、カーボナイズド等級、包装等級およびクリーニング等級に加工され得る。一般的な特徴は、柔らかさ、適切な強度および吸収力の1以上、清潔な外観、並びに粗い粒子および研磨した粒子がないことを含み得る。例えば、G.A.スムーク(G.A.Smook)(1990)、パルプ&ペーパー用語のハンドブック(Handbook of Pulp & Paper Terminology);工業用のおよび技術的な使用法のガイド(A Guide to Industrial and Technological Usage)、16章、アンガス・ワイルド出版(Angus Wilde Publications)、バンクーバー、ブリティッシュコロンビア州、ISBN0−9694628−0−8を参照されたい。典型的な態様において、薄葉紙は、平方メートルあたり約50グラムまでのシート坪量、より典型的には、平方メートルあたり約13〜約46グラムのシート坪量を有し得る。
【0004】
単一層の薄葉紙製品は、いくつかの欠点を有する。例えば、単一薄層の薄葉紙製品は、同じ総坪量を有する二重の薄層の薄葉紙製品と比べて剛い。この高い剛度は、単一薄層の薄葉紙製品は、複数層の薄葉紙製品ほど柔らかくなく、したがって、複数層の薄葉紙製品と比べてより好ましくないという消費者知覚をもたらす。単一薄層の薄葉紙製品と同じ総坪量を有するラミネートされた薄葉紙は、より大きな厚さを有するように作製され得る。この増加した厚さは、製品が厚さ(嵩高さ)および高品質を有するという、消費者知覚をもたらす。さらに、予め決めた長さの材料を使用する便利さを消費者に提供するために、薄葉紙ラミネートは、あらかじめ選択された長さにミシン目を入れられ得る。
【0005】
しかしながら、薄葉紙ラミネートは表層剥がれ(skinning)の現象にさらされる。薄層が互いに引き離され、もはや単一のラミネートを形成できない場合に表層剥がれが起こる。例えば、薄葉紙製品の包装および輸送費を縮小しようとすると、表層剥がれが起こり得る。例えば、米国特許第4,886,167号は、巻芯の嵩を減じるために、巻芯に直交して圧縮されたトイレット薄葉紙および紙タオルの包装を開示している。薄葉紙製品のこの圧縮は、薄層に剪断力を与え、表層剥がれをもたらし得る。さらに、ロールの上部シートが、生産ラインにおける表面と紙のロール間の接触領域における摩擦の結果として取り除かれる場合に、薄葉紙加工操作中でもまた、表層剥がれが生じ得る。さらに、消費者により扱われる間に表層剥がれが起こる場合がある。ミシン目を入れたトイレットティシュの表層が剥がれた場合には、ロールの上部シート部が切り離されるか失われる際に、ミシン目線に沿って食い違った層をもたらし得る。
【0006】
当該技術分野において、表層剥がれを減じるか最小化する様式で、薄葉紙の薄層を密着させるためのいくつかの試みがなされてきた。1つのアプローチは、シートを重なり合わせ、且つこれらが互いに分離しないようにする機械力(摩擦と圧縮)の適用を含む。これらの力は、シートを密着させるために、鋼ロールに刻まれた、縁のローレット目を用いて、ラミネートに小さな穴を開けることにより、またはエンボス加工中に薄葉紙に波状のラインをプレスすることにより生じる。他のアプローチは、薄層を互いに接着させるために接着剤を用いる。このアプローチは、例えば、米国特許第5,143,776号、第4,885,202号、第4,806,418号、第4,770,920号、第4,481,243号および第4,513,051号に記載されている。
【0007】
米国特許第6,448,463B1号、第6,087,550号、第6,103,809号および第5,663,286号、並びにW099/35189(全て、H.B.フラー社(H.B.Fuller company)社に譲渡)に述べられるような、いくつかの特殊な水分散性または水溶性のホットメルト接着剤を用いることができる。水溶性の接着剤を用いて作製された薄葉紙ラミネートは、例えば、トイレットティシュまたは化粧紙が下水道中で処理される際に起こるように、湿らせると容易に分解する。従って、薄葉紙の薄層を互いに接着するために用いられる接着剤は、望ましくは、水性(溶液、分散、エマルジョン、乳液等)および少なくとも水溶性(溶液)であり、またはある程度水分散性である。
【0008】
ホットメルト接着剤の成功にもかかわらず、経済的理由のために、水性の接着剤を用いることが望ましいと考えられる。しかしながら、薄葉紙ラミネートを製造するために水性の接着剤を用いると、少なくとも一部には、湿らせた際に、個々の薄葉紙層の水透過性および脆弱な性質に起因する問題をはらむ。水系の配合物は、配合物が適用された層から染み出す(または浸み通る)傾向を有する。染み出しは、例えば、ラミネートの所望する設計を越えて、ラミネート間の意図しない接着をもたらす。製造中、この望ましくない現象を最小限にするか、取り除くための試みがなされる。このような試みには、用いられる接着剤の量を減じることと、層を予め湿らせることが含まれる。これらの種の試みは、層間の接着強度を減じることができる。
【0009】
さらに、脆弱な薄葉紙基材上にコーティングされると、薄葉紙は、通常の塗布圧力で接着剤による衝撃を受けた際に、損傷を受けやすい。接着剤組成物中の水は、また、審美的なエンボス加工をゆがめる、または台無しにさえし得る。さらに、湿らせた層は、より損傷を受けやすく、製造を煩雑にする。また、水性の接着剤を用いると、乾燥は比較的長い時間を要し、生産性を低下させる。
【0010】
従って、薄葉紙産業は、脆弱な薄葉紙ラミネートを製造するために水性接着剤を用いるための優れた方法であって、このような組成物により呈される利点を提供する一方で、染み出し、結合強度の不適当な損失、エンボス加工または他の三次元的な特徴のゆがみまたは破壊、製造中に層を湿らせた際の強度の損失、および比較的長い乾燥時間の1以上を削減するか、または排除する方法から利益を得ることができる。ラミネートされた薄葉紙の製造中の接着剤の廃物削減と、接着剤消費の削減を考慮したプロセスを適用することも有利であろう。これらの利点、とりわけ廃物削減は、貼り合わせおよび/または接着が所望されるところの非薄葉紙生成物にも適用できる。
【0011】
発明の概要
本発明は、少なくとも一部には、多層トイレットペーパー、化粧紙、紙タオル、不織布等の材料を包含するラミネート製品を製造するために、発泡水性接着剤組成物を用いるという概念に基づく。接着剤は、材料を損傷させる危険を最小限にするために、複数の離散し、発泡した接着剤の塊(これらの塊は、個々の泡、小滴、粒子等であり得、および/またはそれらの凝集体か凝結体であり得る)として、脆弱な薄葉紙材料上に分配される。発泡接着剤を、ラミネート内部接着、ラミネート相互間接着等のために用いることができる。
【0012】
本発明は、多くの利点を提供する。接着剤の発泡特性は、脆弱な薄葉紙材料に適用された際に、水系の接着剤について通常見受けられる染み出しを劇的に減じ、且つ排除すらする。その上、重要な薄葉紙層強度もより大きい程度に保たれる。薄葉紙材料中への接着剤の浸透が、仮にあったとしても、非常に低い程度で起こるからである。水系接着剤組成物は、典型的に、薄葉紙層から極めて急速に染み出すことを考慮すると、発泡接着剤が、薄葉紙層と同様に脆弱であり、且つ同様に水に敏感な材料におけるこの現象をかように劇的に軽減することは予期されない。
【0013】
発泡水系接着剤は、非発泡である以外は同一の接着剤と比べて、より早く乾く傾向も有する。発泡接着剤は、その非発泡相当物と比べて、より低い密度を有する。同一の塗布条件下で、薄葉紙上に分配された際に、発泡接着剤が、衝撃で薄葉紙のような脆弱な基材を損傷し得るということを、この低い密度は殆ど引き起こさない。このことは、製造収率を高めるのに資するだけでなく、発泡接着剤を薄葉紙ラミネートの製造プロセス中に取り込むことができる操作条件も広げる。ことのほか、湿らされた際に薄葉紙はより脆弱になる傾向を有するために、例えば、一定の様式で非発泡水系接着剤を塗布することは、薄葉紙材料を損傷し、引裂き、または劣化させ得る。しかし、発泡させた同じ接着剤を、同じ様式またはさらにより強力な様式で、いかなる不都合なまたは顕著な損傷も生じることなく、同じ薄葉紙に塗布することができる。離散した塊の形態で発泡接着剤を分配することは、接着剤を連続的に分配することと比較して、脆弱な薄葉紙材料を損傷する傾向を殆ど有さない。
【0014】
発泡は、また、薄葉紙ラミネートを製造する際に非常に有益となるように、レオロジー特性を高める。具体的には、発泡は、接着剤をよりチキソトロピーにする傾向を有する。これは、発泡接着剤を、薄葉紙材料に塗布することができる正確さおよび精密さを高める。発泡接着剤の高められたチキソトロピーは、また、薄葉紙中への接着剤の浸透を抑止するのに役立ち、これが、本発明を行う際にどのようにして染み出しを減じるかという側面である。
【0015】
水系接着剤は、十分に発泡させ、且つ離散した泡として分配するのに困難である傾向がある。本発明の1つの態様において、接着剤は、所望する様式で薄葉紙材料上に発泡接着剤を分配するノズル装置内で必要に応じて発泡される。発泡は、ノズル内部で多量の発泡作用が起こるような余剰容積の存在下で起こる。「余剰容積」は、一般に、発泡が起こるチャンバの容積が、発泡操作、例えば定常状態の発泡操作中にチャンバ中を流れる液体成分および固体成分の体積よりも大きいことを意味する。実践的な観点から、余剰容積は、接着成分および発泡ガスを、ノズル内部で十分に泡立てて混合するための空間を提供する。このような態様において、本方法は、発泡ユニット機能とアプリケータユニット機能を単一の一体化されたデバイス中に兼ね備える。一般的に、実際に用いられる接着剤が発泡されるのみであり、このアプローチは廃物を削減する。必要に応じての発泡は、迅速なプロセス調節およびプロセス変更を可能にする。このことは、高い品質の発泡水性接着剤を製造する一方で、高めたれたプロセス制御とより大きい配合柔軟性を提供する。
【0016】
さらに、発泡ユニットとして、およびアプリケータとしてノズル装置を用いることは、経済的にも実用的にも非常に効率的である。異なる発泡ユニットとアプリケータユニットが必要なわけでなく、発泡は、必要な時に必要に応じて形成されるので、接着剤廃物は最小化されるために経済的である。資本経費必要条件が、縮小される。ノズル装置が、事実上、加工設備のさらなる床面積を占めることなく、ガスおよび接着剤供給ライン上に容易に組み入れられるために、これは実用的である。
【0017】
本明細書中に教示されるようなノズル中での発泡は、また、非常に細かい泡サイズで発泡接着剤が形成されることを可能にする。好ましくは、発泡接着剤は、(発泡ガス(典型的に、および最も経済的には空気であるが、他のガスを用いることもできる)を添加するとにより)30重量パーセントを超える泡を取り込み得るが、泡は非常に細かいので、裸眼では視覚的に認識することはできない。発泡接着剤は、視覚的に均一な色、および均一なきめを有する。多くの場合において、接着剤が発泡されたことは、容易に視覚的には見てとれない。結果として、殆ど接着剤固体が用いられないが、結合強度は、極めて強いままである。さらに、より細かい泡サイズは、例えば、約300マイクロメートル以上の非常に大きい泡サイズが生成される場合と比較して、より安定な泡を生じる。重要なことであるが、細かい泡サイズが用いられると、有意に減じられた染み出しが起こるか、染み出しが起こらない。このことは、染み出しが不適当な程度までなお生じ得る、より大きなサイズの泡を有する発泡体とは対照的である。
【0018】
本明細書中に教示されるノズル中での発泡は、また、いくつかの他の一般的な発泡アプローチと比較して、比較的低い圧力プロセスである。接着剤を発泡させ且つ分配するためにより低い圧力を用いることは、分配される接着剤が、発泡接着剤が分配される脆弱な薄葉紙層を損傷する傾向を最小限にする。発泡接着剤は、また、発泡ガス圧力があまりにも高い場合に生じ得るように、制御不能に吹き散る傾向を殆ど有さない。本発明を行う場合、発泡と分配は、室温で行われ得る。
【0019】
接着剤と発泡ガスを混合するために、機械的な混合(ロータ、翼、羽根車、スクリュー、泡だて器等を動かすこと)による激しい機械的な剪断力を使用するよりもむしろ、好ましいノズル装置は、1以上の衝突する供給流の運動エネルギーを利用して、容易に接着剤を発泡させる混合エネルギーを提供する。接着剤を発泡させるために典型的に利用される機械的な剪断エネルギーは、発泡されるある種の接着剤組成物を劣化させる傾向を有し得るために、このことは有利である。
【0020】
1つの側面において、本発明は、発泡接着剤を作るための方法に関する。衝突する流れが混ざり合うように相互作用し、チャンバ内で発泡接着剤を生成するような条件下で、接着剤組成物の1以上の流れを、チャンバ内において、加圧ガスの1以上の流れと衝突させる。発泡接着剤は、約7kPa(ゲージ)〜約70kPa(ゲージ)の範囲における比較的低い圧力でチャンバに供給され、続いて、対応する比較的低い圧力でチャンバから分配される。
【0021】
他の側面において、本発明は、発泡接着剤を作る方法、および基材に発泡接着剤を塗布する方法に関する。接着剤とガスを含む成分は、ノズルのチャンバに(任意に、ノズル配列の中の複数のノズルチャンバに)供給される。少なくとも一部の接着剤とガスは、チャンバが混合中に余剰容積を有するような条件下で、チャンバ内で混ざり合いながら相互作用させられ、発泡接着剤を生成する。いくつかの態様において、発泡は、機械的な混合を必要とせずに行われ得る。さらに、いくつかの態様において、発泡接着剤は、泡、粒子、小滴、縞およびその混合物のような離散した塊として、ノズル(あるいはノズル配列)から基材に分配される。
【0022】
他の側面において、本発明は、接着剤の発泡システムに関する。このシステムは、少なくとも1つの発泡チャンバを含有するノズルを含む。水系接着剤組成物の流れと発泡ガスの流れは、チャンバ内で衝突しながら混ざり合い、チャンバが余剰容積を有するような量で発泡接着剤を生成する。発泡接着剤は、ノズルから分配される。
【0023】
他の側面において、本発明は、接着剤を市場に出すための方法に関する。薄葉紙基材上に塗布された際の、水系接着剤の染み出し特性に関する情報を決定する。この情報は、水系接着剤組成物を配合するために用いられる。接着剤組成物は、接着剤を発泡させ、薄葉紙基材上に塗布する用途のために市場に出される。
【0024】
他の側面において、本発明は、接着剤組成物キットに関する。このキットは、接着剤を発泡させ、薄葉紙基材上に発泡接着剤を塗布することに関する情報を含む、水系接着剤組成物の説明書を含む。
【0025】
他の側面において、本発明は、発泡接着剤を作る方法に関する。流れの少なくとも一部が混ざり合いながら相互作用し、1以上のチャンバ内で発泡接着剤を生成するような条件下で、接着剤の1以上の流れを、チャンバ内で、加圧ガスの1以上の流れと衝突させる。発泡接着剤は、チャンバから分配される。チャンバは、接着剤がチャンバに導入される少なくとも1つの入口、および発泡接着剤がチャンバから分配される少なくとも1つの出口を有する。入口の全開口面積は、出口の全開口面積よりも小さい。
【0026】
添付図面と共に載せた本発明の態様の以下の記載を参照することにより、本発明の上記の利点および他の利点、並びに本発明を達成する様式がより明確になるであろうし、本発明自体も、より理解されるであろう。
【0027】
本発明の好ましい態様の詳細な記載
以下に記載する本発明の態様は、全てを網羅したものでなく、以下の詳細な説明において開示される明確な形態に本発明を限定するものではない。もっと正確に言えば、当業者が、本発明の原理と実施を認識し且つ理解できるように、態様を選択し、且つ記載した。
【0028】
本発明の原理は、ラミネートを、例えば、折り重ねられる場合であるが、それ自体に接着させるか、1以上の他の薄葉紙層に接着させるか、あるいは他の物品に接着させることが所望されるいずれの場合でも実施され得る。トイレットペーパー、化粧紙、紙タオル、不織布等の製造において、ラミネート間の接着および/またはラミネート内部の接着を生成する際に、本発明は特に有用である。説明の目的で、本発明を、さらに、図1に示される代表的なラミネート10に関して記載する。
【0029】
薄葉紙ラミネート10は、表面と表面、または表面と裏面、あるいは裏面と裏面の関係で接着され、単一のラミネート10を形成する2つの薄葉紙薄層12および14を含む。
【0030】
薄層12および14は、発泡水系接着剤16により接着され、発泡水系接着剤16は、薄層12と14との間に介在し、薄層12および14それぞれの内部に向いた面と接触する。実用的な目的のために、薄葉紙ラミネート10は、必ずしも平たくはないが、主として二次元で平面である。薄葉紙ラミネート10は、三次元においていくぶんかの厚さを有する。しかしながら、薄葉紙製品ラミネート10の平面の寸法と比較して、三次元における厚さは比較的小さい。薄葉紙ラミネート10(薄層12および14の双方、ならびに接着剤16を含む)は、いかなる所望の坪量をも有し得る。典型的には、坪量重量は、平方メートル当たり約50グラム未満であり、より典型的には、13〜46gm2である。
【0031】
それぞれ薄層12および14は、独立して、一般的な実施により、どんな適切な天然成分および/または合成成分からも形成され得る。それぞれ薄層12または14は、織りであるか、不織であり得、好ましくは、ポリオレフィン、ポリエステル、絹、ポリウレタン、ポリアミド、ポリウレア;コットン、レーヨン、バガス、軟材(裸子植物、または針葉樹)からの木材パルプ若しくは硬材(被子植物、あるいは落葉植物)のようなセルロース系材料;草および藁由来の繊維;これらの組み合わせ等のような1以上の材料から作られる繊維から加工される。
【0032】
接着剤16は、任意の所望の連続的または不連続な様式で、薄層12と14の間に塗布される。実施の代表的な様式において、接着剤16は、離散した粒子または塊として塗布され、これらは、端から端までの塗布密度に依存して、または薄層12および14間の境界面の所望する部分にのみ、重ね塗りされ得るか、または重ねられることはない。接着剤は、例えば、直線に、点直線に、ジグザグに、シノイダル波(sinoidal wave)状に、ストライプに、水玉に、アレイ状に、ランダムに、または所定の塗布について望ましい他の様式で、泡として塗布される。
【0033】
用いられる接着剤16の量は、接着される薄層の種類、接着剤の性質、所望される接着強度、接着剤が塗られる様式等のファクタに依存して、広い範囲に渡って変化し得る。これは、一般的な実施により決定され得る。しかしながら、好ましくは、製造コスト、および柔らかさ、吸収力または消費者知覚に関して接着剤16が有し得る有害な影響を最小限にするように所望の程度の望まれる接着を達成しながら、望ましく用いられる量を最小限にする。ランダムに分散した接着剤の泡を、薄葉紙ウェブ上に塗布する典型的な塗布において、約2000ft/分までのウェブ速度において、約5mg/ft/in(0.65g/m2)〜約50mg/ft/in(6.5g/m2)の接着剤を用いることが適切である。実施のいくつかの様式において、約1500ft/分(約450m/分)までの、大抵は約1000ft/分(約300m/分)までのウェブ速度において、10〜12mg/ft/in(1.3〜1.6g/m2)の接着剤を塗布するとうまく行く。このような範囲内では、0.16〜1.6g/m2の接着剤の典型的な塗布が、いくつかの態様について十分な接着を提供する。
【0034】
薄葉紙ラミネート10は、簡単な様式で加工され得る。全体として、発泡水系接着剤は、薄層12および/または14の一方、または双方上に置かれる。接着剤16を塗布するために、薄層12または14は、接着剤16が分配される1以上のノズルを通過する。もちろん、片方への一方の相対運動が起こる限り、ノズル、または薄層12若しくは14のどちらが動くかということは重要なことではない。
【0035】
所望の様式で接着剤を塗布した後に、接着剤16が、2つの薄層12および14の内側に向いた表面間に置かれるように、薄層12および14は、互いに、表面と表面、または表面と裏面、および裏面と裏面で接触させられる。その後、薄層12および14と接着剤16は、十分な接着接触のために、ニップ等を通過し得る。
【0036】
薄層12および14が互いに接着された後、生じるラミネート10は、例えば、ミシン目を入れられ、エンボス加工され、印刷される等さらに加工され(もっとも、エンボス加工、印刷等のような操作は、必要に応じて、接着する前に行われ得るが)、続いて当該技術分野において一般的に知られるような巻取り台を用いてロールへと巻き取られ、続いてパッケージまたは必要に応じてさらなる加工に備えて貯蔵される。あるいは、薄層12および14は、直接に加工操作に送られ、ここで、これらは印刷およびエンボス加工された後に、接着剤16を用いて互いに接着され、ラミネート10を形成してもよい。発泡水系接着剤は、一般的に、任意の所望の水性接着剤組成物を構成する1以上の成分と、1以上の発泡ガスを適切に混ぜ合わせることにより作られる。代表的な水性接着剤組成物は、一般的に、水性媒体中に分散、懸濁、乳化、溶解等をされた、1以上のモノマー成分、オリゴマー成分および/またはポリマー成分を含み得る。接着剤組成物は、約20℃〜約90℃の範囲の温度で、水溶性か、水分散性である少なくとも1つの樹脂を含み得る。任意に、樹脂は、ホットメルト接着剤または感圧接着剤中で典型的に用いられるものから選択され得る。接着樹脂は、熱可塑性または熱硬化性であり得る。組成物を、溶液、ラテックス、エマルジョン、分散体等として供給することができる。
【0037】
本明細書中で用いられる「モノマー」という語は、ポリマー鎖中で基本の繰り返し単位を形成する重合可能な分子を意味する。「オリゴマー」は、その骨格が、2〜10のモノマーで形成される、重合された化合物を指す。「ポリマー」は、その骨格が10を超えるモノマーから形成される、重合された化合物を指す。「樹脂」は、オリゴマーおよび/またはポリマーを、場合に応じて、まとめて指す。特に他に言及しない限り、オリゴマーおよびポリマーに関して本明細書中で用いられる「分子量」という語は、重量平均分子量を指す。
【0038】
種々様々な異なる樹脂および/またはそのモノマー成分を、本発明の実施において用いることができる。適切な樹脂のタイプの代表的な例は、アクリル、スチレン−アクリル、スチレン−ブタジエン、酢酸ビニル、ポリビニルアルコール、ウレタン、クロロプレン、フェノール類、ポリアミド、ポリエーテル、ポリエステル、多糖類(でんぷん、デキストリン、セルロース、ガム等を含む)、これらの組み合わせ等の1以上を含む。特に有用な樹脂は、アクリル、酢酸ビニル、ポリビニルアルコール、デキストリン、でんぷん等である。
【0039】
接着剤組成物中に取り込まれる樹脂の量は、広い範囲渡って変化し得る。非発泡組成物の全重量に基づいて、一般的には、約5〜約50重量パーセントの樹脂、または約5〜約20重量パーセントの樹脂を用いることが適している。
【0040】
水は、好ましくは、水性接着剤組成物の成分のためのビヒクルである。接着剤組成物中の水の量は、広い範囲に渡って変化し得る。例えば、該組成物は、非発泡接着剤組成物の全重量に基づいて、約10〜約95重量パーセントの水を、または約60〜約90重量パーセントの水を含み得る。水に加えて、所望される場合には、1以上の他の共溶媒を使用してもよい。望ましくは、全てのこのような共溶媒は水混和性であり、発泡特性を不都合に弱めない。共溶媒の例は、エタノール、イソプロピルアルコール、ポリエチレングリコール、グリセロール、プロピレングリコール等の1以上を含む。以下に特筆するが、グリセロールとプロピレングリコールのような液体は、また、潤滑剤としても機能し得る。用いられる共溶媒の量は、どんなものでも、広い範囲に渡って変化し得る。例えば、代表的な態様において、水の1以上の共溶媒に対する比率は、1:10〜100:1の範囲にある。
【0041】
樹脂および水に加えて、1以上の他の成分を、接着剤組成物中に有利に取り込むことができる。例えば、発泡を促進するために、1以上の発泡剤を組成物中に含むことができる。ある種の発泡剤は、界面活性剤を含む。界面活性剤は、非イオン性、アニオン性、カチオン性または両性であり得る。適切なアニオン性界面活性剤は、アルキルスルホネート、アルキルアリールスルホネート、アルキルサルフェート、ヒドロキシアルカノールのサルフェート、アルキルジスルホネートおよびアルキルアリールジスルホネート、スルホン化脂肪酸、ポリエトキシ化アルカノールおよびポリエトキシ化アルキルフェノールのサルフェートおよびホスフェート、並びにスルホコハク酸のエステルを含む。適切なカチオン性界面活性剤は、アルキル第四級アンモニウム塩およびアルキル第四級ホスホニウム塩を含む。適切な非イオン性界面活性剤は、6〜22の炭素原子を有する直鎖および分枝アルカノール、アルキルフェノール、高級脂肪酸、高級脂肪酸アミン、第一級高級アルキルアミン、第二級高級アルキルアミンに付加した5〜50モルのエチレンオキシドまたはプロピレンオキシドの付加体、およびプロピレンオキシドとエチレンオキシドのブロックコポリマー並びにこれらの混合物を含む。
【0042】
他の種類の発泡剤は、ハロカーボン、炭化水素、ハイドロハロカーボン、発泡剤(炭酸塩または重炭酸塩)、これらの組み合わせ等を含む。
【0043】
用いられる際には、起泡剤は、全体としての非発泡組成物に基づいて、約20重量%までの量で典型的に加えられる。より通常には、全体としての非発泡組成物に基づいて、約0.05〜約20重量%の量、および約0.2〜約2重量%の量が用いられる。
【0044】
また、1以上の潤滑剤を、導管、ノズルアプリケータのような配管系統を通る接着剤組成物の抗力および摩擦を低下させるために、組成物中に取り込むことができる。典型的な潤滑剤は、水溶性であり、ポリプロピレングリコールおよび/若しくは他のグリコール、500〜8000の範囲に、または約600の重量平均分子量を有する多価アルコール、グリセリン、グリセロール、これらの組み合わせ等を含む。用いられる際には、潤滑剤は、典型的に、全体としての接着剤組成物に基づいて、約10重量%までの量で加えられる。より通常には、全体としての組成物に基づいて、約0.05〜約10重量%、および約0.2〜約2重量%の量が用いられる。
【0045】
また、レオロジー変性剤を組成物に取り込むことができる。本明細書中で用いられる「レオロジー変性剤」は、所望される通りに組成物の剪断減粘特性または剪断増粘特性を高める成分を指す。例えば、発泡接着剤組成物が、剪断応力の存在下で、薄葉紙層12および/または14上に容易に分配されるか、または塗布されるように、発泡接着剤組成物が剪断減粘性であることが多くの用途において有益であるが、一方で、発泡接着剤組成物は、不適当に広がることなく、層上に分配された位置に実質的に留まるくらい粘性である。従って、所望する度合いにまで剪断減粘挙動を高める薬剤を取り込むことが望ましい。種々のレオロジー変性剤が適しており、ヒュームドシリカ、ポリホスフェート解こう剤、他の解こう剤、クレー、層構造ケイ酸マグネシウム(すなわち、サザンクレイプロダクツ(Southern Clays Products)により製造されたLaponite(商標登録))のような合成無機コロイド、これらの組み合わせ等を含む。無機ポリホスフェート解こう剤を含む合成層状シリケートの使用は有益である。何故なら、本材料は、剪断減粘特性と高いゲル強度を提供するに資するだけでなく、生成物の表面張力を高め、且つ塗布する間の生成物のミスティングを低下させるのに資するためである。
【0046】
1以上のミスティング防止剤もまた、有利には、接着剤組成物中に取り込むことができる。ミスティング防止剤の使用は、接着剤の離散した塊、例えば、泡、小滴または粒子の発泡接着剤を、基材上に、より優れた制御と正確さをもって分配する能力を高める。ミスティング防止剤は、発泡の量、および基材上への発泡生成物の分配中に生じる望ましくない「ミスト」の量を制御するのに役立つ。ミスティング防止剤は、内在し得る、すなわち、架橋結合により、またはペンダント部位として樹脂中に取り込まれるか、または外在し得る、すなわち、別個の成分として組成物中に含まれる。特に有用なミスティング防止剤は、ボレートまたはホウ素官能基を含有する架橋剤を含む。ヒドロキシ官能性樹脂は、架橋結合を高めるため任意にクエン酸のようなさらなる酸の存在下で、熱湯中の樹脂とホウ酸を反応させることにより、所望される通りに、ホウ酸と容易に、部分的にまたは完全に架橋結合される。典型的な反応は、樹脂上の化学量論的に過剰である約2〜約4モル当量のOHと、約1〜約2モル当量のホウ酸を反応させることを含む。外在するミスティング防止剤の例は、ベントナイト、解こう剤を含む水溶性合成層状シリケート(例えば、ケイ酸マグネシウム)、キサンタンガム、他のガム、アルギネート、これらの誘導体、これらの組み合わせ等の1以上を含む。
【0047】
亜硝酸ナトリウムは、任意であるが、有益な成分である。亜硝酸ナトリウムは、防腐剤としての機能するだけでなく、さらに発泡接着剤組成物の表面張力を増加させる。高められた表面張力は、脆弱な薄葉紙層の中への水性発泡接着剤の浸透を最小化するのに役立つ。亜硝酸ナトリウムは、望ましくは、さらにボレート架橋結合された樹脂を含む配合物において用いられ、この中で、亜硝酸ナトリウムは、薄葉紙ラミネートの製造において用いられる装置の金属部に対する耐食特性を提供するのに役立つ。さらに、亜硝酸ナトリウムは、微生物の成長に対する抵抗を接着剤を与える。
【0048】
上記した成分に加えて、1以上の他の添加剤を、一般的な実施に従って水性接着剤組成物に含むことができる。このような添加剤の例は、粘着性付与剤、充填剤、pH制御剤、酸化防止剤、紫外線安定剤、殺カビ剤、殺菌剤、殺生剤、防腐剤、芳香剤、湿潤剤、着色剤、帯電防止剤等を含む。
【0049】
水性接着剤組成物は、発泡前は、25℃で約50〜約500cpsの粘度を、または約100〜約300cpsの粘度を有し得る。これらの粘性値は、20rpmの速度において、RVFブルックフィールド粘度計(RVF Brookfield Viscometer)を使用することにより測定される。
【0050】
水性接着剤組成物は、接着剤を発泡させるために、1以上のガスと適切に混合される。本明細書中で用いられる「ガス」という語は、他に明示的に示さない限り、1以上のガスを指すものとする。種々様々のガスを、発泡のために用いることができる。代表的なガスは、空気、酸素、窒素、アルゴン、ヘリウム、二酸化炭素等の1以上を含む。空気は、感圧接着剤またはホットメルト接着剤である態様を含む、水系接着剤の態様と共にしばしば用いられる。いくつかの場合において、酸化が問題となる場合には、窒素および/または他の不活性ガスが、選択されるガスとなる。発泡ガスは、任意に、汚染物質等を除去するためにろ過され得る。
【0051】
発泡ガスの添加により、発泡するとすぐに接着剤の比重は低下する。本発明において、および実用的な目的のために、非発泡物の比重に対する発泡接着剤の比重のパーセント低下を、「パーセント発泡体量」または「発泡体量」または単に「パーセント発泡体」と呼ぶ。
【0052】
発泡体中に取り込まれたガスの量は、広い範囲に渡って変化し得る。これは、発泡生成物の目標とする最終比重の値ようなファクタに依存する。しかしながら、あまりに少量のガスが用いられると、接着剤が薄葉紙層の上に分配された際にかなりの染み出しが観測され得る。あまりに少量のガスもまた、シートの表面上に留まるには不十分なレオロジーを有する発泡体をもたらし、従って、所望される程度の制御で接着剤を正確に分配するに容易ではない。他方では、あまりに大量のガスが用いられると、接着強度が、不適当な程度にまで損なわれ得る。同様に、接着剤を確実に分配することも困難であり得る。これらの関係の比較考慮すると、発泡接着剤は、約10〜約50、約20〜約45、または約30〜約38パーセント発泡体を、発泡接着剤中に取り込むことができる。例えば、水系発泡接着剤が、発泡前に約1の比重を有しており、その後発泡された際に約0.67の比重を有し、これは、比重の33%の減少であり、または33%の発泡量である。すなわち、(1−0.67)×100%である。
【0053】
望ましくは、ガスと接着剤組成物は、個々の泡を、肉眼で認識できない非常に細かい泡サイズを有する発泡体を得るような様式で混合される。細かな泡を有する発泡体は安定であり、良好な接着特性を示し、薄葉紙層から染み出す傾向を殆ど有さず、および優れた制御でもって、正確且つ確実に分配することが容易である。いくつかの態様において、本発明の発泡接着剤は、約100ミクロン以下、約30ミクロン以下または約15ミクロン以下の平均の泡サイズによって特徴づけられる。
【0054】
発泡接着剤の平均泡サイズは、一般的な実施に従って決定され得る。泡サイズを測定する好ましい方法は、一般的な顕微鏡写真技術を用いる。発泡接着剤のサンプルは、小さな容器に集められ、即座に分析される。各サンプルについては、発泡生成物の滴を、ガラスの顕微鏡用スライド上に乗せ、ガラス蓋スリップで覆う。顕微鏡写真は、100×の計器倍率設定で、光学顕微鏡により得られる。泡のサイズの平均値は、サンプルについての粒径分布分析から決定される。
【0055】
接着剤組成物およびガスを、いずれの所望の様式で混合して、発泡体を生ずることができる。これは、機械的手段、動力学的手段、化学的手段および/または他の手段により与えられ得る十分なエネルギーをもって、成分同士を混合することにより行われ得る。
【0056】
本発明を実行する特に有用な様式において、1以上の加圧流体流の運動エネルギーを、チャンバ内のガスと接着剤材料を含む成分を激しく混ぜ合わせるために用いて、発泡体を生成する。より具体的には、接着剤組成物の1以上の流れを、チャンバ内の加圧ガスの1以上の流れに衝突させることができる。チャンバの容積は、チャンバ内に常に存在する液体接着剤組成物の体積よりも平均して大きく、従って、余剰の容積は、成分がチャンバから分配される前に、流体の流れが激しく相互作用し、発泡体を形成させるのに利用できる。例えば、代表的な態様において、チャンバは、十分に余剰な容積を有し、ここで、接着剤組成物の液体成分および固体成分(もしあれば)は、定常状態条件中、チャンバの容積のわずか約10%まで、より望ましくは約50%まで、および70%までを占める。
【0057】
ガスおよび/または接着剤成分は、同一か異なる流体流の成分であり得る。激しく攪拌すると、接着剤は発泡し、これはその後、さらなる処理、貯蔵または包装、直接の使用等のためにチャンバから分配され得る。さらなる処理、直接の使用等が必要である場合は、接着剤は、必要に応じて発泡されるのがよく、別途発泡させる必要のある無駄な接着剤を最小限にする。幾ばくかの量の機械的な混合は、接着剤を発泡させるための混合エネルギーを供給するために用いられるが、必須ではない。実際には、いくつかの態様において、機械的な混合を避け、1以上のエネルギーを持った加圧流体流が、発泡を達成するために用いられる混合エネルギーの全てを、少なくとも実質的に提供する。これは、成分損傷、例えば、顕著に比較的高い機械的剪断力が、接着剤を発泡させるために従来どおりに用いられる際に起こり得る樹脂分解を回避するのに役立ち得る。
【0058】
本発明は、エネルギーを持った加圧流体流がチャンバ内で互いに衝突し、それによって、激しく混ざり合って発泡接着剤組成物を生成する多くの戦略を有利に提供する。本発明の1つの代表的な種類の態様において、1以上のガスの1以上の加圧流を衝突させ、それによって、1以上の接着剤組成物成分の1以上の流れと激しく混ぜ合わせる。
【0059】
所望されるくらい多量の、または少量の接着剤を、必要に応じて発泡することができるということは、本発明の明確な利点である。従って、発泡チャンバは、ノズル装置の構成要素であり得、ここで、接着剤は必要に応じて発泡され、ここから結果として生じる接着剤が、基材上に直接分配される。言いかえれば、本発明の1つの側面は、接着剤のノズル内発泡を達成するための、非常に信頼できる、簡単な方法を提供する。
【0060】
本発明の好ましいノズル装置を、市販の構成要素から、わずかに一般的でない方法により組み立てることができる。例えば、固定リングにより流体キャップに取り付けられたエアキャップを含むノズル組み立て部は、スプレーイングシステム社(Spraying Systems Co.)、Autojet部門から市販されている。本発明の代表的な側面を実行する際には、組み立て部が内部チャンバを含み、この中で、発泡が起こり、その後離散した塊の発泡接着剤が、ノズルから、例えば、離散した泡、粒子、小滴、これらの集合体、これらの凝集体等として分配され得るように、流体キャップは、流体キャップに比べて十分に細長いエアキャップと繋がれる。
【0061】
以下の表は、本発明の実施に適切なノズル組み立て部を作成するために用いることができる、スプレーイングシステム社のモデル1/4JAUシリーズとして入手できる流体キャップおよびエアキャップの組み合わせを列挙する。
【表1】
【0062】
エアキャップが、チャンバを作り出すために幾分か必要以上に大きい本発明の側面を除いて、スプレィシステム社から入手できる流体キャップとエアキャップは、カタログ25(2001)のDrip Free(登録商標)Automatic Air Atomizing Spray Nozzlesと表題を付けられた会社カタログに詳細に記載されており、これを本明細書の一部として本願に援用する。
【0063】
ノズル余剰容積内で発泡させるこのアプローチは、エアキャップが流体キャップに、よりきっちりと合わされ、よって、発泡は、ノズル構造の外側で起こる傾向を有するようなノズルを含む一般的な実施に従うものと対照的である。
【0064】
ノードソン社(Nordson Corporation)に付与された米国特許第4,396,529号に記載されるような一般的な実施と対照的に、本発明を、有利に、比較的低い供給圧力で実施することができ、すなわち、対応する低い分配圧力で実施することができる。前記特許は、液体中に導入される加圧ガスの膨張間に、ノズルの外側で、粘性の液体から発泡体を製造するための方法と装置を記載している。そのシステム内の液体は、300〜700psig(2070〜4830kPa)の圧力で供給され、一方、ガスは、この液体の圧力より100psig(690kPa)高い圧力で供給される。
【0065】
このような一般的な実施と対照的に、本発明の典型的な接着剤供給圧力は、約1psig(6.9kPa)〜約40psig(275.8kPa)、約2psig(13.8kPa)〜約30psig(206.8kPa)、および約5psig(34.5kPa)〜約12psig(82.7kPa)の範囲にある。典型的なガス供給圧は、望ましくは接着剤供給圧力から独立して制御可能であり、約1psig(6.9kPa)〜約40psig(275.8kPa)、約2psig(13.8kPa)〜約30psig(206.8kPa)、および約5psig(34.5kPa)〜約12psig(82.7kPa)の範囲にある。
【0066】
この接着剤組成物の供給圧力とガス流の供給圧力は、発泡水性接着剤を製造するという状況下では変則的に低いものであるが、非常に細かい泡サイズで発泡体を生成するということにおいて、非常に有効である。このようなより低い圧力を使用することができるということは、何故、流体流を泡立てさせながら混合するために運動エネルギーを用いることが、明確な利点であるのかという一つの理由である。より低い供給圧力は、分配圧力もまた、対応して低いということにおいて有利である。従って、分配される発泡接着剤は、より高い圧力で分配される接着剤材料と比較して、脆弱な薄葉紙層を損傷する減じられた傾向を有する結果につながる。
【0067】
一般的な発泡システムにおいて、発泡ガスは、ただ発泡に用いられるだけでなく、加圧ガス供給は、また、背圧を提供し、ノズルから発泡材料を誘導する/分配するのを助けるという大きな役割を果たす。本発明のいくつかの態様については対照的に、供給ガスは、主に、接着剤供給を泡立ておよび弱めるために用いられ、接着剤供給の背圧は、ノズルからの発泡材料を誘導する/分配するのに、より著しく寄与する。従って、接着剤供給と発泡ガス供給の相対圧力は、ただ発泡作用だけでなく、また、分配特性にも影響を与え得る。発泡ガス圧力があまりに高いと、結果として生じる発泡体は、非常に高い圧力で分配され得、基材を損傷する危険にさらすか、実際に損傷を引き起こす。また、非常に多量のガスが、発泡体中に取り込まれ得る。他方で、ガス供給圧があまりにも低いと、十分なガスが所望される様式で発泡体中に取り込まれないであろう。
【0068】
このような関係を考慮して、ガス供給圧力が、一般的にたった約50psi(350kPa)であり、および接着剤供給圧力よりも最大で10psig(70kPa)大きいという条件付きで、発泡ガス供給圧力の接着剤供給圧力に対する比は、約0.25:1〜約2:1の範囲にある。実際に、ガス供給圧が、接着剤供給圧と等しいかこれより低い場合に、より優れた成果が生じる傾向がある。例えば、この比が約1:1である場合に、優れた結果が観測された。
【0069】
接着剤供給およびガス供給の供給圧力は、用いられる発泡および分配システム、例えば図2〜10のノズルシステムに至る供給ラインのどの地点でも簡便に測定され、特にノズルシステム付近で測定される。図2〜10は、本発明を実施するために、このような流体キャップとエアキャップが組み合わされて、ノズル組み立て部100を作る1つの代表的な様式を示す。ノズル組み立て部100は、固定リング106により流体キャップ104に固定されたエアキャップ102を含む。発泡チャンバ108は、エアキャップ102と流体キャップ104の間に形成される。発泡が、チャンバ108の主要な容積内および流路109の双方で起こる傾向を有し得るために、発泡チャンバ108は、出口144に至る流路109を含む。
【0070】
流体キャップ104は、一端にねじ込みベースステム112を有し、他方に細長い出口末口114を有する。ねじ込みベースステム112は、ねじ状構造115を介してノズル本体(示さない)にねじ込んで結合する。ガスケット116は、流体キャップ104とノズル本体の間の優れた密閉を提供するのに役立つ。中央通路118は、接着剤組成物を運ぶために用いられ、入口120から末口端124における出口122にまで、流体キャップ104中、軸方向に一般的に伸びる。末口端124は、凹面を有するように図2には示されるが、他の構造を用いても良い。例えば、末口端124は、平ら、凸等であり得る。
【0071】
出口122は、チャンバ108の本体中に開口するか、あるいは、出口144に向かってエアキャップ102に設けられた流路109の始まりまたは内部に開口し、従って、発泡は、チャンバ108の本体部の少なくとも内部で起こり、および任意に、さらに出口144に至る流路109中でも起こる。壁体により定められる出口144は、比較的薄く示されるが、実際的な装置によって所望される程度の厚さであり得る。示される流路109は、末口端124と一般的に同心であり、流路109の入口から出口まで、円形の、一定の断面積を有する。しかしながら、所望される場合には、他の形態も用いることができる。例えば、流路109は、入口から出口にまで段を有する、または末広の、または先細等の壁体を有し得る。複数のガス通路125が、下面129における入口127から面130上の出口131にまで、流体キャップ軸に比例する角度で伸びる。これらの出口は、チャンバ108の本体部中に開口する。流体キャップ104は、側壁126、ショルダ128および面130を含む。側壁126は、保持リング106にねじ込んで結合するために、ねじ状構造132を含む。出口122の開口面積は、望ましくは、流路109への入口における断面積未満である。
【0072】
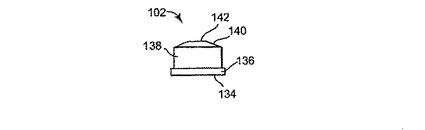
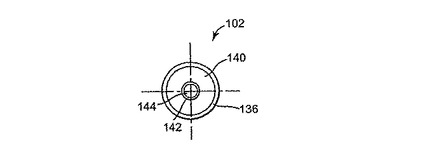
エアキャップ102は、周囲フランジ136を有するベース134を含む。エアキャップ102と流体キャップ104とを互いに組み立てる場合に、フリンジ136は、ショルダ128にもたせかける。任意のガスケット(示さない)を、良好な密閉を提供するのを助けるために用いることができる。側壁138と続く錐状壁140は、ベース134から面142へと伸びる。出口144が、ノズル組み立て部100から発泡接着剤を分配するための面142に備えられる。
【0073】
固定リング106は、流体キャップ104におけるねじ状構造132に結合するためのねじ状構造150を有する側壁148を含む。このようにすると、フランジ152は、面130に対してエアキャップ102を固定するのに役立つ。固定リング106は、レンチ等のような工具による締め付けを容易にするために六角形状を有するように示されるが、いかなる他の適切な構造を用いてもよい。例えば、固定リング106は、円く、手による締め付けおよび除去等を容易にするために、任意にローレットを切ってもよい。
【0074】
使用に際して、接着剤組成物は、流路118を通ってチャンバ108中に運ばれる。典型的な接着剤供給圧力は、約1psig(6.9kPa)〜約40psig(275.8kPa)、約2psig(13.8kPa)〜約30psig(206.8kPa)、および約5psig(34.5kPa)〜約12psig(82.7kPa)の範囲にある。その間、空気等の発泡ガスが、ガス通路125を通ってチャンバ108中に運ばれる。典型的なガス供給圧力は、約1psig(6.9kPa)〜約40psig(275.8kPa)、約2psig(13.8kPa)〜約30psig(206.8kPa)、および約5psig(34.5kPa)〜約12psig(82.7kPa)の範囲にある。接着剤組成物の供給圧力およびガス流の供給圧力は、発泡水性接着剤を製造するという状況下では変則的に低いにも関わらず、非常に細かい泡サイズを有する発泡体を生成させることにおいて非常に効果的である。このように低い圧力を用いることができるということが、何故流体流を泡立たせながら混合するために運動エネルギーを用いることが、まぎれもなく有利であるかという1つの理由である。低い供給圧力は、分配される発泡接着剤が、高い圧力で分配される接着剤材料と比べて、脆弱な薄葉紙層を損傷させる減じられた傾向を有するという結果につながるという点において有利である。
【0075】
接着剤流とガス流がチャンバに入ると、流れの運動エネルギーが、流れが混ざり合いながら相互作用し発泡体を生成するエネルギーを提供する。接着剤は、定常状態条件中、流路109を含むチャンバ108の累加した容積が、チャンバ108内部のガス成分を除く接着剤成分の体積よりも大きくなるような供給速度においてチャンバ108に運ばれるのが通常である。格別に余剰な容積は、流れに、激しく混合するための空間を提供し、ノズル内部の発泡プロセスを高める。格別に余剰な容積は、また、接着剤はノズルの流路109中でも発泡するが、接着剤を、チャンバ108の本体部内部で少なくとも部分的に発泡させることを確実にするのに資する。示したノズル100の態様において、エアキャップ102は、接頭錐体形状を有する。このことと、通路125の位置取りの結果、チャンバ108に入るガス流は、錐状壁140の内部で跳飛し、続いて、チャンバ108中に導入される接着剤の軸方向の流れと放射的に衝突する。
【0076】
入口末口114における開口の面積は、出口開口144の面積よりも望ましくは小さく、従って、非発泡材料を、ノズル組み立て部100から、該材料と開口144の壁との接触が最小限にされるような様式で分配することができる。組み立て部100が、1以上のこのような入口および/または1以上のこのような出口を有する場合には、同じ理由により、このような開口の全面積が、このような出口の全面積よりも小さいことが望ましい。
【0077】
流路109を含むノズルチャンバ108の容積は、接着剤および発泡ガスの性質、供給圧力、塗布速度等のようなファクタに依存して、広い範囲に渡ってサイズを変化させることができる。代表的な態様において、接着剤とガスが合わされて発泡接着剤を生成する内部チャンバは、約0.1cm3〜約2cm3に渡り得る。具体的な代表的なチャンバ容積は、約0.50cm3である。これらのチャンバサイズのために、接着剤は、例えば、1分間につき約10〜約32グラムの速度で、約5psig(あるいは約35kPa)まで、または約3〜10psig(あるいは約21〜70kPa)までの圧力で簡便に供給され、一方で、ガス通路125を通ってチャンバ中に導入されるガスの総量は、上記したパーセント発泡体量に従う。流れを、一般的に接着剤成分の沸点よりも低い任意の所望される温度で供給することができるが、有利には、室温で経済的に実施され得る。
【0078】
図2〜10のノズル組み立て部100は、発泡接着剤の広域塗布のためのノズル配列中に容易に組み込まれる。例えば、2以上のノズル組み立て部100が、スプレーイングシステム社(Spraying Systems Co.)から市販されるマニホールドヘッダに連結され得る。このことは、接着剤分配が、加工中所望され得る薄葉紙ウエブ広さの全域に及ぶことを可能にする。
【0079】
本発明の発泡方法は、また、発泡された後、薄葉紙ラミネートの接着に用いられ得る接着剤組成物を配合するための非常に有用なツールをも提供する。例えば、薄葉紙基材上に塗布された際の水系接着剤の染み出し特性に関する情報を決定する。特に、評価しようとする1以上の接着剤を配合することができる。これらは、用いられる成分の種類、用いられる成分の量等に基づいて、サンプル間で異なり得る。これらのサンプルは、続いて、図2〜10について記載したようなノズル中で発泡された後、薄葉紙基材上に分配されることにより評価され得る。発泡条件および/または分配条件(例えば、供給圧力、マスフロー速度、チャンバサイズ、余剰の容積、温度、ウェブ速度、分配高さ等)は、サンプル間で変化し得る。集めたデータを、その後、水系接着剤組成物を配合するために用いることができる。結果として生じる接着剤組成物が、その後、製造され、業者により直接的に用いられる。
【0080】
あるいは、本接着剤は、接着剤を発泡させ、薄葉紙基材上に塗布する用途で、消費者に市販され得る。このように市場に出る間、該接着剤組成物は、接着剤を発泡させ、該発泡接着剤を薄葉紙基材上に塗布することに関する情報を含む説明書と併せて供給され得る。これらの説明書は、供給者と消費者の人の間で口頭で、インターネットを介して、マーケティング誌を介して、パッケージされた接着剤に添えられた説明書きにおいて、またはこれらの組み合わせで伝達され得る。
【0081】
ここから、本発明を、以下の実施例に関して記載する。以下の原材料を、例中で用いる。すなわち、
Celvol 523(セラニーズ社(Celanese Ltd.)、1601 West LBJ Freeway、ダラス、テキサス、75381−9005、米国から市販されるポリビニルアルコール(PVA));
Celvol 205(セラニーズ社、1601 West LBJ Freeway、ダラス、テキサス、75381−9005、米国から市販されるポリビニルアルコール);
Kuraray Poval PVA 205(クラレアメリカ社、200 Park Avenue、ニューヨーク、ニューヨーク10166、米国から配給され、クラレ社ジャパンから市販されるポリビニルアルコール);
Niaproof Anionic Surfactant 4(ニアセット社(Niacet Corp.)、P. O. Box 1314 Buffalo、ニューヨーク14240、米国から市販);
Chang Chun BP-24(チャンチュンペトロケミカル社(Chang Chun Petrochemical Ltd.)No.301、Songkiang Road 7th Fl、タイペイ、台湾から市販されるポリビニルアルコール);
Charge +39(カーギル社(Cargill Incorporated)、1710 16th Street Southeast、シーダーラピッズ(Cedar rapids)、アイオワ52401、米国から市販されるカチオン性でんぷん);
Bacote 20(マグネシウムエレクトロン社(Magnesium Electron Inc.)、500 Point Breeze Road、フレミントン、ニュージャージ08822、米国から市販されるアンモニウムジルコニルカーボネート);および
Laponite(サザンクレイプロダクツ(Southern Clays Products)から市販される構造を有するケイ酸マグネシウム)である。
【0082】
例1
接着剤組成物を、878gの熱湯中の100gのCelvol 523(登録商標)ポリビニルアルコールに溶解することにより生成する。冷却後、この溶液を、12gのポリプロピレングリコールおよび10gの発泡剤(Niaproof Anionic Surfactant 4M(登録商標))と混合した。あるいは、グリセリン(またはグリセロール)を、生成物に加えてもよく、またはポリプロピレングリコールの代わりに用いてもよい。使用する間、生成物を、タンクから、図2〜10に記載したノズルのチャンバ中に、約5psig(34.5kPa)でポンプで汲み出し、ここで、該生成物を加圧ガスの流れ(約5psig(34.5kPa))と衝突させ、ノズル内部で発泡させる。その後、発泡体を必要に応じてノズルから薄葉紙ウェブ上にスプレイする。ウェブを、もう一方のウェブと貼り合わせて二層ラミネートを作製し、これをロールに巻き取る。
【0083】
この二層ラミネートの層間剥離強さは、4mg/ft/in(0.520g/m2)の塗布されたコート量につき、0.8gf/in(0.31gf/cm)であると予測される。層間剥離強さは、接着境界面において、約180°の分離角度において、および1分につき12インチ(30.48cm)の分離速度で1の薄葉紙層を他の薄葉紙層から分離するために必要とされる、接着の単位広さ当たりの剥離強さまたは平均負荷である。これらの条件下では、浸み通しは観察されないと予測される。本例についての発泡体量は、約25〜28%であると予測される。あるいは、この生成物を、20psi(120kPa)でスプレイする。これらの条件の元では、発泡体量は、38%である。
【0084】
あるいは、この発泡体を、薄葉紙ではない不織ウェブ上にスプレイし、第2の基材と接着させる。
【0085】
あるいは、この発泡体を、おむつ、生理用ナプキン、パンティライナの表面シート上にスプレイし、コアシートまたは裏シート等の第2の基材と接着させる。
【0086】
例2
1.0gのホウ酸、1.5gのクエン酸、および無機ポリホスフェート解こう剤を含有する15gの合成層状シリケートを含む886gの熱湯中に、100gのKuraray Poval PVA 205(登録商標)(あるいは、Celvol 205(登録商標)PVAを用いても可)を溶解させることにより、接着剤生成物を生成する。冷却後、この溶液を、5gのグリセリン(またはグリセロール)と1gの発泡剤(Niaproof Anionic Surfactant 4(登録商標))と混合する。あるいは、ポリプロピレングリコールを、生成物に加えてもよいし、グリセリン(またはグリセロール)の代わりに用いてよい。1〜5gの亜硝酸ナトリウムを、また、この系に加える。トリポリリン酸ナトリウムを、硝酸ナトリウムの変わりに用いることができ、または亜硝酸ナトリウムと組み合わせて用いることができる。本生成物の粘度を、水を加えることにより500cp以下の値に調節した。使用する間、該生成物をタンクから図2〜10によるノズルのチャンバ中へとポンプで汲み出し、ここで、チャンバが、薄葉紙等のウェブ上に塗布するのに利用できる発泡体の形成を可能にする余剰の容積を有するような条件下で、該生成物は、空気と混ざり合いながら相互作用する。この発泡体は、スプレイで、または離散した泡として薄葉紙に塗布され、この薄葉紙は、他のウェブと貼り合わされ、二層ラミネートを形成する。該発泡体は、約3〜8psig(21.8〜55.2kPa)の圧力で分配される。
【0087】
発泡接着剤のスプレイにより作製されたこの二層ラミネートの層間剥離強さは、0.8〜1.6gf/in(0.31〜0.62gf/cm)であると予測される。接着剤の浸み通しは、解こう剤を該生成物に加えた際は、微々たるものであるか、非常に軽微であると予測され、解こう剤を用いない場合には、有意であると予測される。
【0088】
例3
クエン酸およびホウ酸を加えた、または加えない957gの熱湯中に、40gのChang Chun BP-24(登録商標)を溶解させることにより、接着剤生成物を生成する。冷却後、この溶液を、5gのグリセリン(またはグリセロール)と1gの発泡剤(Niaproof Anionic Surfactant 4(登録商標))と混合する。あるいは、ポリプロピレングリコールを、この生成物に加えるか、グリセリン(またはグリセロール)の代わりに用いる。少量である0.1g〜5gの亜硝酸ナトリウムも、この系に加える。使用する間、この生成物を、タンクからノズルのチャンバ中にポンプで汲み出し、ここで、この生成物は、チャンバ内で空気と衝突しながら混合し、発泡接着剤を生成する。この発泡体を、薄葉紙ウェブ上にスプレイし、この薄葉紙を他のウェブと即座に貼り合わせて二層ラミネートを形成し、その後、ロールに巻く。
【0089】
この二層ラミネートの層間剥離強さは、2〜2.5gf/in(0.8〜1gf/cm)であると予測される。接着剤の浸み通しは、軽微であると予測される。
【0090】
あるいは、この発泡体を、薄葉紙ではない不織ウェブ上にスプレイし、第2の基材と接着させる。
【0091】
あるいは、この発泡体を、おむつ、生理用ナプキンまたはパンティライナの表面シート上にスプレイし、コアシートまたは裏シート等の第2の基材上に接着させる。
【0092】
例4
797〜845gの水中に、150g〜200gのCharge +39(登録商標)を懸濁させることにより、接着剤生成物を調製する。この混合物を、190〜200華氏度にまで30分間加熱し、その後、80〜110°Fまで冷却した。防腐剤と、Niaproof Anionic Surfactant 4(登録商標)とを、この配合物に加えた。使用する間、この生成物を、タンクからノズルへと供給し、ここで、該生成物を発泡させ、薄葉紙ウェブ上にスプレイする。この薄葉紙を、即座に他のウェブと貼り合せ、二層ラミネートを作製し、その後ロールに巻く。
【0093】
例5
アクリル酸ポリマー(23%の固体)の水溶液の800gを、アンモニウムジルコニルカーボネートである、9.20gのBacote 20(登録商標)と混合する。溶液の粘度を100〜300cpに調節するために、水を加える。この材料のpHを、リン酸の添加により7.5〜8.0に調節する。使用する間、該生成物を、タンクからノズルへとポンプで汲み出し、ここで、該生成物を発泡させ、移動薄葉紙ウェブ上にスプレイする。この薄葉紙を、即座に、第2のウェブと貼り合せ、二層ラミネートを作製する。
【0094】
例6
例1〜3のいずれかに、任意に、アセテートホモポリマーとそのコポリマーを包含させた。
【0095】
例7
任意に尿素を含む例4である。この成分(本配合物の全重量に基づいて0〜10%)を、配合物に、冷却段階中(すなわち、80〜110°Fの温度)に添加する。
【0096】
例8
任意の例1〜7を、ノズルを静止させたままで、1000ft/min(300m/min)までのスピードで動く薄葉紙ウェブを用いて行う。
【0097】
例9
例1〜3を調製し、20〜38パーセント発泡体を含む発泡接着剤を生じる。
【0098】
例10
空気ではなく窒素を用いて、例1〜3を調製する。結果は、空気を用いて作製した発泡体と同様である。
【0099】
例11
接着剤の製造における専門技術を有する会社が、薄葉紙ラミネートおよび薄葉紙製品の製造において使用するための水系接着剤の配合に着手する。薄葉紙製品仕様とプロセス仕様(染み出し特性、薄葉紙製造ラインのスピード、薄葉紙のエンボス加工の望ましさ、乾燥時間および薄葉紙の引張強さ等)を検討する。会社は、この仕様に合致するのに適した接着剤を配合し、薄葉紙基材上での使用について、発泡性の塗布における該接着剤組成物の使用を(口頭の販売人説明、プロダクトウェブページ情報、ニュースリリース、添付の印刷物等の手段を介して)促進する。
【0100】
例12
例11における会社は、発泡に適する水系接着剤組成物と、薄葉紙上への、発泡状態の該水系接着剤組成物の使用に関する説明書を含む産業用キットを提供する。この説明書は、会社の販売代理人から消費者へのe−mailメッセージの形態である。あるいは、この説明書は、薄葉紙上に発泡状態で用いられる際のこの接着剤の利点に関する会社のウェブページ上で公表されるニュースリリースの形態である。あるいは、この説明書は、薄葉紙上への発泡塗布における該接着剤の使用についての、販売代理人から消費者への口頭での助言の形態である。
【0101】
本明細書の考察に基づいて、または本明細書中に開示した実施から、本発明の他の形態は、当業者には明らかであろう。本明細書中に記載した原理および態様に対する種々の省略、改変および変更が、特許請求の範囲により示される本発明の本質的な範囲および意図から逸脱することなく、当業者により成されるであろう。略語「lb」はポンドを意味し、「ft」はフィートを意味し、「cm」は「センチメートル」、「in」はインチ、「cp」はセンチポアズ、「min」は分、「psig」はゲージ基準に基づく平方インチ当たりのポンド、「kPa」はキロパスカル、「g」はグラム、「mg」はミリグラム「gf」は重量グラムである。
【図面の簡単な説明】
【0102】
【図1】本発明に従って互いに接着された薄葉紙層を有する、例示的な薄葉紙ラミネートの模式的な横断面図。
【図2】流体キャップ、エアキャップ、固定リング、および流体の流れを、発泡作用のために不規則に高速度で混合することができる内部チャンバを含む本発明のノズル組み立て部の側面の断面図。
【図3】図2に示されるエアキャップの側面図。
【図4】図2に示されるエアキャップの上面図。
【図5】図2に示される流体キャップの側面図。
【図6】図2に示される流体キャップの上面図。
【図7】図2に示される流体キャップの下面図。
【図8】図2に示される固定リングの側面図。
【図9】図2に示される固定リングの上面図。
【図10】どのようして、流体の流れがチャンバ中に送給され、そこで不規則に高速度で混ざり合って泡を生成し、その後発泡体を分配するかを説明する図2のノズル組み立て部の模式的な、側面の断面図。
【特許請求の範囲】
【請求項1】
(a)チャンバ内で、衝突する流れの少なくとも一部が混ざり合いながら相互作用し、発泡接着剤を生成するような条件下で、接着剤組成物の1以上の流れを、加圧ガスの1以上の流れと前記チャンバ内で衝突させる工程であって、前記接着剤組成物と前記加圧ガスは、7kPa(ゲージ)〜70kPa(ゲージ)の範囲の圧力で供給される工程、および
(b)前記チャンバから前記発泡接着剤を分配する工程
を含む発泡接着剤を生成する方法。
【請求項2】
前記接着剤組成物が、ボレート架橋剤またはホウ素架橋剤、およびこれらの組み合わせから成る群から選択されるミスティング防止剤を含む請求項1に記載の方法。
【請求項3】
前記チャンバが、前記接着剤の1以上の流れの体積が、発泡が行われる1以上のチャンバの全容積の10%〜70%であるような余剰の容積を有する請求項1に記載の方法。
【請求項4】
前記接着剤組成物が、水系であり、および前記接着剤組成物の全重量に基づいて少なくとも50重量%の水を含む請求項1に記載の方法。
【請求項5】
前記接着剤組成物が、前記組成物に剪断減粘特性を与えるのに資するに効果的なレオロジー変性剤の量を含む請求項1に記載の方法。
【請求項6】
前記接着剤組成物が、亜硝酸ナトリウムを含む請求項1に記載の方法。
【請求項7】
前記工程(a)が、本質的に、機械的剪断作用の不存在下で行われる請求項1に記載の方法。
【請求項8】
前記発泡体が、トイレットティシュ、化粧紙、ナプキン用ティシュおよび紙タオルから成る群から選択されるラミネートを形成するために1以上の層に分配される請求項1に記載の方法。
【請求項9】
前記工程(b)が、発泡接着剤を離散した独立の塊として、ノズルから基材上へと分配することを包含する請求項1に記載の方法。
【請求項10】
前記流れが、チャンバに導入される際に、独立して、30℃までの温度にある請求項1に記載の方法。
【請求項11】
前記チャンバが、前記チャンバ中に接着剤が導入される少なくとも1つの入口、および前記チャンバから発泡接着剤が分配される少なくとも1つの出口を有し、前記少なくとも1つの入口の全開口サイズが、前記少なくとも1つの出口の全開口面積よりも小さい請求項1に記載の方法。
【請求項12】
前記加圧ガスの供給圧力が、前記接着剤組成物の供給圧力よりも最大10psig(70kPa)大きい請求項1に記載の方法。
【請求項13】
前記加圧ガスの供給圧力が、前記接着剤の供給圧力と等しいか、より小さい請求項1に記載の方法。
【請求項14】
前記加圧ガスの供給圧力が、前記接着剤組成物の供給圧力と等しい請求項1に記載の方法。
【請求項15】
(a)水系接着剤組成物、および
(b)接着剤を発泡させ、前記発泡接着剤を薄葉紙基材上に塗布することに関する情報を含む説明書
を含む接着剤組成物キット。
【請求項1】
(a)チャンバ内で、衝突する流れの少なくとも一部が混ざり合いながら相互作用し、発泡接着剤を生成するような条件下で、接着剤組成物の1以上の流れを、加圧ガスの1以上の流れと前記チャンバ内で衝突させる工程であって、前記接着剤組成物と前記加圧ガスは、7kPa(ゲージ)〜70kPa(ゲージ)の範囲の圧力で供給される工程、および
(b)前記チャンバから前記発泡接着剤を分配する工程
を含む発泡接着剤を生成する方法。
【請求項2】
前記接着剤組成物が、ボレート架橋剤またはホウ素架橋剤、およびこれらの組み合わせから成る群から選択されるミスティング防止剤を含む請求項1に記載の方法。
【請求項3】
前記チャンバが、前記接着剤の1以上の流れの体積が、発泡が行われる1以上のチャンバの全容積の10%〜70%であるような余剰の容積を有する請求項1に記載の方法。
【請求項4】
前記接着剤組成物が、水系であり、および前記接着剤組成物の全重量に基づいて少なくとも50重量%の水を含む請求項1に記載の方法。
【請求項5】
前記接着剤組成物が、前記組成物に剪断減粘特性を与えるのに資するに効果的なレオロジー変性剤の量を含む請求項1に記載の方法。
【請求項6】
前記接着剤組成物が、亜硝酸ナトリウムを含む請求項1に記載の方法。
【請求項7】
前記工程(a)が、本質的に、機械的剪断作用の不存在下で行われる請求項1に記載の方法。
【請求項8】
前記発泡体が、トイレットティシュ、化粧紙、ナプキン用ティシュおよび紙タオルから成る群から選択されるラミネートを形成するために1以上の層に分配される請求項1に記載の方法。
【請求項9】
前記工程(b)が、発泡接着剤を離散した独立の塊として、ノズルから基材上へと分配することを包含する請求項1に記載の方法。
【請求項10】
前記流れが、チャンバに導入される際に、独立して、30℃までの温度にある請求項1に記載の方法。
【請求項11】
前記チャンバが、前記チャンバ中に接着剤が導入される少なくとも1つの入口、および前記チャンバから発泡接着剤が分配される少なくとも1つの出口を有し、前記少なくとも1つの入口の全開口サイズが、前記少なくとも1つの出口の全開口面積よりも小さい請求項1に記載の方法。
【請求項12】
前記加圧ガスの供給圧力が、前記接着剤組成物の供給圧力よりも最大10psig(70kPa)大きい請求項1に記載の方法。
【請求項13】
前記加圧ガスの供給圧力が、前記接着剤の供給圧力と等しいか、より小さい請求項1に記載の方法。
【請求項14】
前記加圧ガスの供給圧力が、前記接着剤組成物の供給圧力と等しい請求項1に記載の方法。
【請求項15】
(a)水系接着剤組成物、および
(b)接着剤を発泡させ、前記発泡接着剤を薄葉紙基材上に塗布することに関する情報を含む説明書
を含む接着剤組成物キット。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2007−504324(P2007−504324A)
【公表日】平成19年3月1日(2007.3.1)
【国際特許分類】
【出願番号】特願2006−525415(P2006−525415)
【出願日】平成16年9月1日(2004.9.1)
【国際出願番号】PCT/US2004/028458
【国際公開番号】WO2005/021623
【国際公開日】平成17年3月10日(2005.3.10)
【出願人】(591190771)エイチ・ビー・フラー・ライセンジング・アンド・ファイナンシング・インコーポレーテッド (13)
【Fターム(参考)】
【公表日】平成19年3月1日(2007.3.1)
【国際特許分類】
【出願日】平成16年9月1日(2004.9.1)
【国際出願番号】PCT/US2004/028458
【国際公開番号】WO2005/021623
【国際公開日】平成17年3月10日(2005.3.10)
【出願人】(591190771)エイチ・ビー・フラー・ライセンジング・アンド・ファイナンシング・インコーポレーテッド (13)
【Fターム(参考)】
[ Back to top ]