
発泡板用貼り合わせ装置
【課題】生産性の良く残留溶剤の問題も無いようにする。
【解決手段】植物性材料と熱溶融性樹脂を主材料とする発泡した二枚の発泡板Pa,Paどうしを樹脂の溶着で貼り合わせて一枚の発泡板Pbとする発泡板用接合装置であって、二枚の発泡板Pa,Paを並行させて搬送する上下二段の搬送路2A,2Bからなり、出口側域2−3では搬送方向(矢符Fの方向)へ向かって行く程に両搬送路2A,2Bを接近させた搬送装置2と、搬送装置2の出口側域2−3における上下二段の搬送路2A,2Bの間に配置され、搬送中の二枚の発泡板Pa,Paの貼り合わせ面を加熱する加熱溶融装置3と、搬送装置2の出口から延びて隣接する上下の延長搬送路4A,4Bを上下から挟圧する加圧貼り合わせ装置5と、加圧貼り合わせ装置5から延びる搬出装置7とを備えたこと。
【解決手段】植物性材料と熱溶融性樹脂を主材料とする発泡した二枚の発泡板Pa,Paどうしを樹脂の溶着で貼り合わせて一枚の発泡板Pbとする発泡板用接合装置であって、二枚の発泡板Pa,Paを並行させて搬送する上下二段の搬送路2A,2Bからなり、出口側域2−3では搬送方向(矢符Fの方向)へ向かって行く程に両搬送路2A,2Bを接近させた搬送装置2と、搬送装置2の出口側域2−3における上下二段の搬送路2A,2Bの間に配置され、搬送中の二枚の発泡板Pa,Paの貼り合わせ面を加熱する加熱溶融装置3と、搬送装置2の出口から延びて隣接する上下の延長搬送路4A,4Bを上下から挟圧する加圧貼り合わせ装置5と、加圧貼り合わせ装置5から延びる搬出装置7とを備えたこと。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、植物性材料と熱溶融性樹脂を主材料とする発泡した二枚の発泡板どうしを貼り合わせて一枚の厚い発泡板とする発泡板用貼り合わせ装置に関するものである。
【背景技術】
【0002】
近年、プラスチック発泡体に比べ、廃棄時及び焼却時における環境に対する影響が少ない発泡体の開発が進められている。例えば、澱粉や紙粉砕物等の植物性材料とポリプロピレン等の熱溶融性樹脂を主材料とする発泡体が実用化されている。
【0003】
植物性材料と熱溶融性樹脂とを原料とし、これらを水と共に押出機へ供給して加熱混練して得た溶融混合物を押出機から押し出す時に水蒸気圧で発泡させることにより発泡体を製造する技術は、例えば特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−335887号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
発泡板を断熱材として施工するときには、施工性を良くする観点から幅が広く厚いものが望まれる。ところが、押出機を用いる製造方法では、押出能力に限界があることから、幅を広くすると厚みが薄くしなければならない。そこで、幅が広く厚みの薄い発泡板どうしを貼り合わせて一枚の厚い発泡板とすることが考えられる。
【0006】
発泡板どうしを貼り合わせる方法としては、貼り合わせ面に塗布した接着剤を用いるのが一般的であるが、断熱性のある発泡板では接着剤乾燥用の熱を貼り合わせ面へ伝達し難くことから接着剤乾燥に長時間を要することになり生産性が悪くなる。殊に、有機系接着剤のときには、健康を害する残留溶剤の問題を招くことがある。
【0007】
本発明は、上記問題解決のために、二枚の発泡板どうしを貼り合わせて一枚の厚い発泡板とするときに生産性の良く残留溶剤の問題も無い発泡板用貼り合わせ装置の提供を目的とする。
【課題を解決するための手段】
【0008】
生産性の良く残留溶剤の問題も無いようにするために請求項1記載の本発明が採用した手段は、図1に示す如く、植物性材料と熱溶融性樹脂を主材料とする発泡した二枚の発泡板Pa,Paどうしを樹脂の溶着で貼り合わせて一枚の発泡板Pbとする発泡板用接合装置であって、二枚の発泡板Pa,Paを並行させて搬送する上下二段の搬送路2A,2Bからなり、出口側域2−3では搬送方向(矢符Fの方向)へ向かって行く程に両搬送路2A,2Bを接近させた搬送装置2と、搬送装置2の出口側域2−3における上下二段の搬送路2A,2Bの間に配置され、搬送中の二枚の発泡板Pa,Paの貼り合わせ面を加熱する加熱溶融装置3と、搬送装置2の出口から延びて隣接する上下の延長搬送路4A,4Bを上下から挟圧する加圧貼り合わせ装置5と、加圧貼り合わせ装置5から延びる搬出装置7とを備えたことを特徴とする発泡板用貼り合わせ装置1である。
【0009】
請求項1記載の本発明にあっては、搬送装置の上下二段の搬送路で搬送する二枚の発泡板について、加熱溶融装置を通過させる間に対面する貼り合わせ面どうしを加熱して貼り合わせ面近辺の熱溶融性樹脂を溶融し、続く延長搬送路で搬送しつつ加圧貼り合わせ装置を通過する間に溶融状態のまま貼り合わせて一枚の発泡板にすると共に、搬出装置で搬送中に熱溶融性樹脂の熱を発泡板へ吸収させて熱溶融性樹脂を冷却硬化させ、貼り合わせ面どうしに十分な貼り合わ力を発揮させることができる。
【0010】
歩留りの低下を防止するために請求項2記載の本発明が採用した手段は、上下二段の搬送路2A,2Bに、加熱溶融装置3より上流側で各搬送路2A(2B)を上下から挟圧する二本一組のロール6a,6bからなる二組の強制送り装置6,6を備え、二組の強制送り装置6,6の搬送速度を同一とした請求項1記載の発泡板用貼り合わせ装置1である。
【0011】
請求項2記載の本発明にあっては、加熱する前の二枚の発泡板について、二枚同時に強制送り装置で加熱溶融装置及び加圧貼り合わせ装置へ向かって確実に送り出すことができる。
【発明の効果】
【0012】
請求項1記載の本発明に係る発泡板用貼り合わせ装置は、二枚の発泡板の貼り合わせ面近辺の熱溶融性樹脂どうしを溶融状態のまま貼り合わた後に冷却硬化させて一枚の発泡板とするので、生産性を良くすることができると共に、残留溶剤の問題を生じさせることもない。
【0013】
請求項2記載の本発明に係る発泡板用貼り合わせ装置は、強制送り装置で二枚の発泡板を加熱溶融装置及び加圧貼り合わせ装置へ確実に送り出すことで、歩留りの低下を防止できる。
【図面の簡単な説明】
【0014】
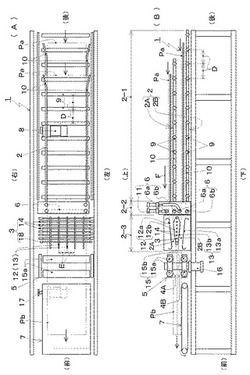
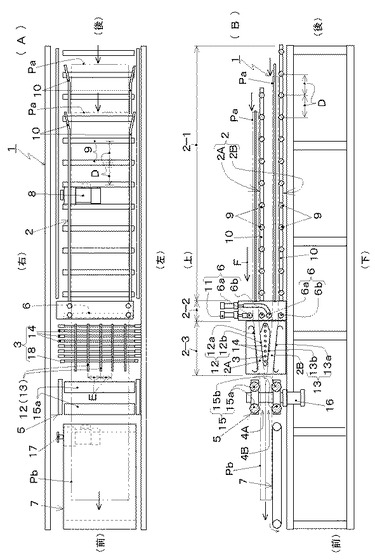
【図1】本発明に係る発泡板用貼り合わせ装置(以下、「本発明貼り合わせ装置」の第1の実施の形態の全体を示すものであって、図(A)は平面図、図(B)は左側面図である。
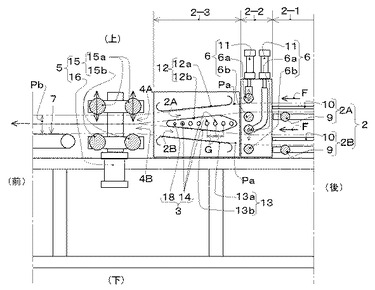
【図2】同実施の形態における加熱溶融装置及び加圧貼り合わせ装置の近辺を拡大して示す左側面図である。
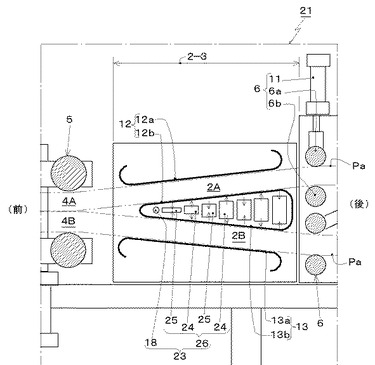
【図3】第2の実施の形態の本発明貼り合わせ装置における加熱溶融装置及び加圧貼り合わせ装置の近辺を拡大して示す左側面図である。
【発明を実施するための形態】
【0015】
(第1の実施の形態)
本発明貼り合わせ装置1は、図1及び図2に示す如く、植物性材料と熱溶融性樹脂を主材料とする発泡した二枚の発泡板Pa,Paどうしを樹脂の溶着で貼り合わせて一枚の発泡板Pbとするものであって、二枚の発泡板Pa,Paを搬送する搬送装置2と、二枚の発泡板Pa,Paの対面する貼り合わせ面を同時に加熱する加熱溶融装置3と、二枚の発泡板Pa,Paを加圧して熱溶融性樹脂が溶融状態の貼り合わせ面どうしを貼り合わせて一枚の発泡板Pbとする加圧貼り合わせ装置5と、貼り合わせた一枚の発泡板Pbを搬出する搬出装置7とを備えている。搬送装置2は、二枚の発泡板Pa,Paを後方から前方へ向かって並行させて個別に搬送する上下二段の搬送路2A,2Bからなり、上下二段の搬送路2A,2Bが平行となっている入口側域2−1と、二枚の発泡板Pa,Pbの各々を強制的に送る中間域2−2と、搬送方向(後方から前方へ向かう矢符Fの方向)へ向かって行く程に両搬送路2A,2Bを接近させる出口側域2−3とからなる。
【0016】
前記発泡板Paは、植物性材料と熱溶融性合成樹脂材料とに水を加えた原料、特に紙・澱粉・ポリオレフィン系樹脂の混合物を主原料とし、これを押出機で押出発泡させることにより、熱伝導率が低く且つ厚みの大きいなものとして製造される。この製造方法の一例としては、図示は省略したが、押出機の押出口に多数の開孔を有するダイ装置を取り付け、前記原料を当該ダイ装置の開孔から押し出すと同時に発泡させて、連続する柱状発泡体である多数のストランドを形成し、当該多数のストランドを、ダイ装置に連設したサイジング装置を通過させて、発泡に寄与した水蒸気の放散を妨げない程度の空隙を保つように一体化させることにより、断面矩形の発泡成形体と成し、当該発泡成形体を、サイジング装置に近接させて配置した第1圧縮装置により、その厚みが、サイジング装置の開口部における厚み寸法の70〜90%となるように圧縮したのち、当該発泡成形体を、第1圧縮装置に近接させて配置した第2圧縮装置により、その厚みが、サイジング装置の開口部における厚み寸法の45〜65%となるようにさらに圧縮して発泡板Paを得るものがある。
【0017】
前記搬送装置2の入口側域2−1は、上下二段の搬送路2A,2Bの各々について、搬送方向へ前後間隔Dを開けて配設した複数本の搬送用ロール9と、通路の左右両側に配設した蛇行防止のガイド装置10,10と、各搬送用ロール9を強制駆動する駆動装置8とを備え、発泡板Paを設定した搬送速度で蛇行させることなく強制搬送するようにしてある。
【0018】
前記搬送装置2の中間域2−2は、上下二枚の発泡板Pa,Paの各々を設定した搬送速度(搬送装置2と同一の搬送速度)で強制的に送る強制送り装置6を上下に配設してある。強制送り装置6は、加熱溶融装置3より上流側で搬送路2A(又は2B)を上下から挟圧する二本一組のロール6a,6bと、上下移動自在に配設した一方のロール6aを他方のロール6bへ向かって押圧させるエアーシリンダー等からなる加圧手段11と、上下不動に配設した他方のロール6bを強制駆動する駆動装置8とを備え、二本一組のロール6a,6bで発泡板Paを挟圧しつつ設定した搬送速度で搬送するようにしてある。二組みの強制送り装置6,6は、加熱する前の二枚の発泡板Pa,Paを続く加熱溶融装置3及び加圧貼り合わせ装置5へ向かって確実に送り出すことで、歩留りの低下を防止できる。
【0019】
前記搬送装置2の出口側域2−3は、上方の搬送路2Aを挟む上下のガイド部材12a,12bからなる上方の案内装置12と、下方の搬送路2Bを挟む上下のガイド部材13a,13bからなる下方の案内装置13とを固定した状態で配設し、搬送方向(矢符Fの方向)へ向かって行く程に両搬送路2A,2Bを接近させるようにしてある。ガイド部材12a,12b(13a,13b)は、搬送方向に沿って延びる耐熱性のある鋼製の帯板又は円棒等から形成して、左右間隔Eを開けて配置してある。
【0020】
前記加熱溶融装置3は、図2に示す如く、保護管内に電熱ヒータを内蔵した左右に延びる複数本のヒータ14を搬送方向へ前後間隔Gを開けて配設し、上外の案内装置12,13で案内されながら搬送される上下の発泡板Pa,Paの貼り合わせ面を同時に加熱するようにしてある。加熱溶融装置3は、10m/mim程度で搬送される幅寸法が500mmの上下二枚の発泡板Pa,Paを同時加熱する仕様のときには、1本1KWのヒータ14を9本程度配設し、各ヒータ14への給電量の制御で発熱温度を適正にして、発泡板Pa,Paの貼り合わせ面の表層にある熱溶融性樹脂を溶融するようにしてある。給電量の自動制御は、発泡板Pa,Paの貼り合わせ面の温度を温度センサ18で検知し、検知温度と設定した温度の偏差を小さくするようにヒータ14への給電量を調節するとよい。
【0021】
前記加圧貼り合わせ装置5は、搬送装置2の上下の搬送路2A,2Bの夫々出口から延びて接近した上下の延長搬送路4A,4Bを上下から挟圧しつつ搬送するものであって、加熱溶融装置3から出た直後の二枚の発泡板Pa,Paを挟圧して熱溶融性樹脂が溶融状態となつている貼り合わせ面どうしを貼り合わせて一枚の発泡板Pbとするように構成してある。加圧貼り合わせ装置5は、所定高さ位置に配設した下方のロール15a,15a及び上下移動自在に配設した上方のロール15b,15bからなる加圧ユニット15と、一方のロール15a,15aを他方のロール15b,15bへ向かって押圧するエアーシリンダー等の加圧手段16と、最接近した上下のロール15a,15bの上下間隔を設定寸法にする上下間隔設定装置(図示略)と、他方のロール15b,15bを強制駆動して設定した搬送速度にする駆動装置17(図1参照)とを備えている。
【0022】
前記搬出装置7は、駆動装置17で強制駆動したベルトコンベア又はローラコンベア等からなり、加圧貼り合わせ装置5から出た一枚の発泡板Pbを次の工程へ搬送するようにしてある。二枚の発泡板Pa,Paの貼り合わせ面を融着して一枚となった発泡板Pbは、搬出装置7で搬送させるときに、貼り合わせ面の熱溶融性樹脂の熱が発泡板Pa,Paの部分へ放熱することで熱溶融性樹脂を冷却硬化させ、貼り合わせ面どうしに十分な貼り合わ力を発揮させるようにしてある。
【0023】
本発明貼り合わせ装置1を用いて二枚の発泡板Pa,Paから一枚の発泡板Pbを製造する製造方法を説明する。二枚の発泡板Pa,Paを搬送装置2の上下二段の搬送路2A,2Bで搬送しつつ強制送り装置6,6で加熱溶融装置3及び加圧貼り合わせ装置5へ送り出し、加熱溶融装置3を通過中の二枚の発泡板Pa,Paの対面する貼り合わせ面どうしを加熱して貼り合わせ面近辺の熱溶融性樹脂を溶融し、続く加圧貼り合わせ装置5を通過する間に溶融状態のまま貼り合わせて一枚の発泡板Pbにすると共に、搬出装置7で搬送中に熱溶融性樹脂の熱を発泡板へ放熱させて熱溶融性樹脂を冷却硬化させ、貼り合わせ面どうしに十分な貼り合わ力を発揮させた発泡板Pbを得る。
【0024】
本発明貼り合わせ装置1は、二枚の発泡板Pa,Paの貼り合わせ面近辺の熱溶融性樹脂どうしを溶融状態のまま貼り合わた後に冷却硬化させて一枚の発泡板Pbとするので、生産性を良くすることができると共に、残留溶剤の問題を生じさせることもない。
【0025】
(第2の実施の形態)
図3に示す本実施の形態に係る本発明貼り合わせ装置21は、加熱溶融装置23が前記第1の実施の形態に係る本発明貼り合わせ装置1( 図1及び図2参照) の加熱溶融装置3と大きく異なり、その他の部分については第1の実施の形態と実質的に同一であり、図3において図1及び図2と同一符号は相当部分を示す。
【0026】
加熱溶融装置23は、熱風を用いることで、二枚の発泡板Pa,Paの対面する貼り合わせ面どうしを加熱して貼り合わせ面近辺の熱溶融性樹脂を溶融するようにしてある。加熱溶融装置23は、搬送装置の出口側域2−3を形成する上方の搬送路2Aと下方の搬送路2Bの間に、搬送路2A,2Bへ向かって250〜350℃程度の熱風を吹き出す熱風吹出箱24及び搬送路2A,2Bから戻る熱風を吸引する熱風吸引箱25を前後方向に沿って交互に配設した熱風加熱装置26と、発泡板Pa,Paの貼り合わせ面の温度を検知する温度センサ18とを備えている。熱風加熱装置26は、図示は省略したが、送風機と、送風機から送風される空気を加熱するガスバーナ又は電気ヒータ等からなる加熱装置とからなる熱風発生装置を備え、加熱装置で加熱した熱風を熱風吹出箱24の各々へ供給すると共に、熱風吸引箱25を送風機の吸引部へ接続して搬送路2A,2Bから戻る熱風を還流するようにしてある。熱風の温度制御は、発泡板Pa,Paの貼り合わせ面の温度を温度センサ18で検知し、検知温度と設定した温度の偏差を小さくするようにガスバーナ又は電気ヒータ等からなる加熱装置の発熱量を調節するとよい。
【0027】
加熱溶融装置23は、各熱風吹出箱24から搬送路2A,2Bを走行する上下の発泡板Pa,Paへ向かって最適温度の熱風を吹き付けて上下の発泡板Pa,Paの貼り合わせ面どうしを同時に加熱すると共に、加熱の終わった熱風を各熱風吸引箱25で吸引して回収する。本発明貼り合わせ装置21は、加熱溶融装置23の各熱風吸引箱25で熱風を回収することで、当該装置21の外側へ熱風を漏れ出さないようにして作業環境の悪化を防止することができる。
【符号の説明】
【0028】
1(21)…本発明貼り合わせ装置、2…搬送装置、2A,2B…搬送路、2−1…入口側域 、2−2…中間域、2−3…出口側域、3…加熱溶融装置、4A,4B…延長搬送路、5…加圧貼り合わせ装置、6…強制送り装置、6a…ロール、6b…ロール、7…搬出装置、8…駆動装置、9…搬送用ロール、10…ガイド装置、11…加圧手段、12…上方の案内装置、12a,12b…ガイド部材、13…下方の案内装置、13a,13b…ガイド部材、14…ヒータ、15…加圧ユニット、15a,15b…ロール、16…加圧手段、17…駆動手段、18…温度センサ、23…加熱溶融装置、24…熱風吹出箱、25…熱風吸引箱、26…熱風加熱装置、Pa…貼り合わせ前の発泡板、Pb…貼り合わせ後の発泡板
【技術分野】
【0001】
本発明は、植物性材料と熱溶融性樹脂を主材料とする発泡した二枚の発泡板どうしを貼り合わせて一枚の厚い発泡板とする発泡板用貼り合わせ装置に関するものである。
【背景技術】
【0002】
近年、プラスチック発泡体に比べ、廃棄時及び焼却時における環境に対する影響が少ない発泡体の開発が進められている。例えば、澱粉や紙粉砕物等の植物性材料とポリプロピレン等の熱溶融性樹脂を主材料とする発泡体が実用化されている。
【0003】
植物性材料と熱溶融性樹脂とを原料とし、これらを水と共に押出機へ供給して加熱混練して得た溶融混合物を押出機から押し出す時に水蒸気圧で発泡させることにより発泡体を製造する技術は、例えば特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−335887号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
発泡板を断熱材として施工するときには、施工性を良くする観点から幅が広く厚いものが望まれる。ところが、押出機を用いる製造方法では、押出能力に限界があることから、幅を広くすると厚みが薄くしなければならない。そこで、幅が広く厚みの薄い発泡板どうしを貼り合わせて一枚の厚い発泡板とすることが考えられる。
【0006】
発泡板どうしを貼り合わせる方法としては、貼り合わせ面に塗布した接着剤を用いるのが一般的であるが、断熱性のある発泡板では接着剤乾燥用の熱を貼り合わせ面へ伝達し難くことから接着剤乾燥に長時間を要することになり生産性が悪くなる。殊に、有機系接着剤のときには、健康を害する残留溶剤の問題を招くことがある。
【0007】
本発明は、上記問題解決のために、二枚の発泡板どうしを貼り合わせて一枚の厚い発泡板とするときに生産性の良く残留溶剤の問題も無い発泡板用貼り合わせ装置の提供を目的とする。
【課題を解決するための手段】
【0008】
生産性の良く残留溶剤の問題も無いようにするために請求項1記載の本発明が採用した手段は、図1に示す如く、植物性材料と熱溶融性樹脂を主材料とする発泡した二枚の発泡板Pa,Paどうしを樹脂の溶着で貼り合わせて一枚の発泡板Pbとする発泡板用接合装置であって、二枚の発泡板Pa,Paを並行させて搬送する上下二段の搬送路2A,2Bからなり、出口側域2−3では搬送方向(矢符Fの方向)へ向かって行く程に両搬送路2A,2Bを接近させた搬送装置2と、搬送装置2の出口側域2−3における上下二段の搬送路2A,2Bの間に配置され、搬送中の二枚の発泡板Pa,Paの貼り合わせ面を加熱する加熱溶融装置3と、搬送装置2の出口から延びて隣接する上下の延長搬送路4A,4Bを上下から挟圧する加圧貼り合わせ装置5と、加圧貼り合わせ装置5から延びる搬出装置7とを備えたことを特徴とする発泡板用貼り合わせ装置1である。
【0009】
請求項1記載の本発明にあっては、搬送装置の上下二段の搬送路で搬送する二枚の発泡板について、加熱溶融装置を通過させる間に対面する貼り合わせ面どうしを加熱して貼り合わせ面近辺の熱溶融性樹脂を溶融し、続く延長搬送路で搬送しつつ加圧貼り合わせ装置を通過する間に溶融状態のまま貼り合わせて一枚の発泡板にすると共に、搬出装置で搬送中に熱溶融性樹脂の熱を発泡板へ吸収させて熱溶融性樹脂を冷却硬化させ、貼り合わせ面どうしに十分な貼り合わ力を発揮させることができる。
【0010】
歩留りの低下を防止するために請求項2記載の本発明が採用した手段は、上下二段の搬送路2A,2Bに、加熱溶融装置3より上流側で各搬送路2A(2B)を上下から挟圧する二本一組のロール6a,6bからなる二組の強制送り装置6,6を備え、二組の強制送り装置6,6の搬送速度を同一とした請求項1記載の発泡板用貼り合わせ装置1である。
【0011】
請求項2記載の本発明にあっては、加熱する前の二枚の発泡板について、二枚同時に強制送り装置で加熱溶融装置及び加圧貼り合わせ装置へ向かって確実に送り出すことができる。
【発明の効果】
【0012】
請求項1記載の本発明に係る発泡板用貼り合わせ装置は、二枚の発泡板の貼り合わせ面近辺の熱溶融性樹脂どうしを溶融状態のまま貼り合わた後に冷却硬化させて一枚の発泡板とするので、生産性を良くすることができると共に、残留溶剤の問題を生じさせることもない。
【0013】
請求項2記載の本発明に係る発泡板用貼り合わせ装置は、強制送り装置で二枚の発泡板を加熱溶融装置及び加圧貼り合わせ装置へ確実に送り出すことで、歩留りの低下を防止できる。
【図面の簡単な説明】
【0014】
【図1】本発明に係る発泡板用貼り合わせ装置(以下、「本発明貼り合わせ装置」の第1の実施の形態の全体を示すものであって、図(A)は平面図、図(B)は左側面図である。
【図2】同実施の形態における加熱溶融装置及び加圧貼り合わせ装置の近辺を拡大して示す左側面図である。
【図3】第2の実施の形態の本発明貼り合わせ装置における加熱溶融装置及び加圧貼り合わせ装置の近辺を拡大して示す左側面図である。
【発明を実施するための形態】
【0015】
(第1の実施の形態)
本発明貼り合わせ装置1は、図1及び図2に示す如く、植物性材料と熱溶融性樹脂を主材料とする発泡した二枚の発泡板Pa,Paどうしを樹脂の溶着で貼り合わせて一枚の発泡板Pbとするものであって、二枚の発泡板Pa,Paを搬送する搬送装置2と、二枚の発泡板Pa,Paの対面する貼り合わせ面を同時に加熱する加熱溶融装置3と、二枚の発泡板Pa,Paを加圧して熱溶融性樹脂が溶融状態の貼り合わせ面どうしを貼り合わせて一枚の発泡板Pbとする加圧貼り合わせ装置5と、貼り合わせた一枚の発泡板Pbを搬出する搬出装置7とを備えている。搬送装置2は、二枚の発泡板Pa,Paを後方から前方へ向かって並行させて個別に搬送する上下二段の搬送路2A,2Bからなり、上下二段の搬送路2A,2Bが平行となっている入口側域2−1と、二枚の発泡板Pa,Pbの各々を強制的に送る中間域2−2と、搬送方向(後方から前方へ向かう矢符Fの方向)へ向かって行く程に両搬送路2A,2Bを接近させる出口側域2−3とからなる。
【0016】
前記発泡板Paは、植物性材料と熱溶融性合成樹脂材料とに水を加えた原料、特に紙・澱粉・ポリオレフィン系樹脂の混合物を主原料とし、これを押出機で押出発泡させることにより、熱伝導率が低く且つ厚みの大きいなものとして製造される。この製造方法の一例としては、図示は省略したが、押出機の押出口に多数の開孔を有するダイ装置を取り付け、前記原料を当該ダイ装置の開孔から押し出すと同時に発泡させて、連続する柱状発泡体である多数のストランドを形成し、当該多数のストランドを、ダイ装置に連設したサイジング装置を通過させて、発泡に寄与した水蒸気の放散を妨げない程度の空隙を保つように一体化させることにより、断面矩形の発泡成形体と成し、当該発泡成形体を、サイジング装置に近接させて配置した第1圧縮装置により、その厚みが、サイジング装置の開口部における厚み寸法の70〜90%となるように圧縮したのち、当該発泡成形体を、第1圧縮装置に近接させて配置した第2圧縮装置により、その厚みが、サイジング装置の開口部における厚み寸法の45〜65%となるようにさらに圧縮して発泡板Paを得るものがある。
【0017】
前記搬送装置2の入口側域2−1は、上下二段の搬送路2A,2Bの各々について、搬送方向へ前後間隔Dを開けて配設した複数本の搬送用ロール9と、通路の左右両側に配設した蛇行防止のガイド装置10,10と、各搬送用ロール9を強制駆動する駆動装置8とを備え、発泡板Paを設定した搬送速度で蛇行させることなく強制搬送するようにしてある。
【0018】
前記搬送装置2の中間域2−2は、上下二枚の発泡板Pa,Paの各々を設定した搬送速度(搬送装置2と同一の搬送速度)で強制的に送る強制送り装置6を上下に配設してある。強制送り装置6は、加熱溶融装置3より上流側で搬送路2A(又は2B)を上下から挟圧する二本一組のロール6a,6bと、上下移動自在に配設した一方のロール6aを他方のロール6bへ向かって押圧させるエアーシリンダー等からなる加圧手段11と、上下不動に配設した他方のロール6bを強制駆動する駆動装置8とを備え、二本一組のロール6a,6bで発泡板Paを挟圧しつつ設定した搬送速度で搬送するようにしてある。二組みの強制送り装置6,6は、加熱する前の二枚の発泡板Pa,Paを続く加熱溶融装置3及び加圧貼り合わせ装置5へ向かって確実に送り出すことで、歩留りの低下を防止できる。
【0019】
前記搬送装置2の出口側域2−3は、上方の搬送路2Aを挟む上下のガイド部材12a,12bからなる上方の案内装置12と、下方の搬送路2Bを挟む上下のガイド部材13a,13bからなる下方の案内装置13とを固定した状態で配設し、搬送方向(矢符Fの方向)へ向かって行く程に両搬送路2A,2Bを接近させるようにしてある。ガイド部材12a,12b(13a,13b)は、搬送方向に沿って延びる耐熱性のある鋼製の帯板又は円棒等から形成して、左右間隔Eを開けて配置してある。
【0020】
前記加熱溶融装置3は、図2に示す如く、保護管内に電熱ヒータを内蔵した左右に延びる複数本のヒータ14を搬送方向へ前後間隔Gを開けて配設し、上外の案内装置12,13で案内されながら搬送される上下の発泡板Pa,Paの貼り合わせ面を同時に加熱するようにしてある。加熱溶融装置3は、10m/mim程度で搬送される幅寸法が500mmの上下二枚の発泡板Pa,Paを同時加熱する仕様のときには、1本1KWのヒータ14を9本程度配設し、各ヒータ14への給電量の制御で発熱温度を適正にして、発泡板Pa,Paの貼り合わせ面の表層にある熱溶融性樹脂を溶融するようにしてある。給電量の自動制御は、発泡板Pa,Paの貼り合わせ面の温度を温度センサ18で検知し、検知温度と設定した温度の偏差を小さくするようにヒータ14への給電量を調節するとよい。
【0021】
前記加圧貼り合わせ装置5は、搬送装置2の上下の搬送路2A,2Bの夫々出口から延びて接近した上下の延長搬送路4A,4Bを上下から挟圧しつつ搬送するものであって、加熱溶融装置3から出た直後の二枚の発泡板Pa,Paを挟圧して熱溶融性樹脂が溶融状態となつている貼り合わせ面どうしを貼り合わせて一枚の発泡板Pbとするように構成してある。加圧貼り合わせ装置5は、所定高さ位置に配設した下方のロール15a,15a及び上下移動自在に配設した上方のロール15b,15bからなる加圧ユニット15と、一方のロール15a,15aを他方のロール15b,15bへ向かって押圧するエアーシリンダー等の加圧手段16と、最接近した上下のロール15a,15bの上下間隔を設定寸法にする上下間隔設定装置(図示略)と、他方のロール15b,15bを強制駆動して設定した搬送速度にする駆動装置17(図1参照)とを備えている。
【0022】
前記搬出装置7は、駆動装置17で強制駆動したベルトコンベア又はローラコンベア等からなり、加圧貼り合わせ装置5から出た一枚の発泡板Pbを次の工程へ搬送するようにしてある。二枚の発泡板Pa,Paの貼り合わせ面を融着して一枚となった発泡板Pbは、搬出装置7で搬送させるときに、貼り合わせ面の熱溶融性樹脂の熱が発泡板Pa,Paの部分へ放熱することで熱溶融性樹脂を冷却硬化させ、貼り合わせ面どうしに十分な貼り合わ力を発揮させるようにしてある。
【0023】
本発明貼り合わせ装置1を用いて二枚の発泡板Pa,Paから一枚の発泡板Pbを製造する製造方法を説明する。二枚の発泡板Pa,Paを搬送装置2の上下二段の搬送路2A,2Bで搬送しつつ強制送り装置6,6で加熱溶融装置3及び加圧貼り合わせ装置5へ送り出し、加熱溶融装置3を通過中の二枚の発泡板Pa,Paの対面する貼り合わせ面どうしを加熱して貼り合わせ面近辺の熱溶融性樹脂を溶融し、続く加圧貼り合わせ装置5を通過する間に溶融状態のまま貼り合わせて一枚の発泡板Pbにすると共に、搬出装置7で搬送中に熱溶融性樹脂の熱を発泡板へ放熱させて熱溶融性樹脂を冷却硬化させ、貼り合わせ面どうしに十分な貼り合わ力を発揮させた発泡板Pbを得る。
【0024】
本発明貼り合わせ装置1は、二枚の発泡板Pa,Paの貼り合わせ面近辺の熱溶融性樹脂どうしを溶融状態のまま貼り合わた後に冷却硬化させて一枚の発泡板Pbとするので、生産性を良くすることができると共に、残留溶剤の問題を生じさせることもない。
【0025】
(第2の実施の形態)
図3に示す本実施の形態に係る本発明貼り合わせ装置21は、加熱溶融装置23が前記第1の実施の形態に係る本発明貼り合わせ装置1( 図1及び図2参照) の加熱溶融装置3と大きく異なり、その他の部分については第1の実施の形態と実質的に同一であり、図3において図1及び図2と同一符号は相当部分を示す。
【0026】
加熱溶融装置23は、熱風を用いることで、二枚の発泡板Pa,Paの対面する貼り合わせ面どうしを加熱して貼り合わせ面近辺の熱溶融性樹脂を溶融するようにしてある。加熱溶融装置23は、搬送装置の出口側域2−3を形成する上方の搬送路2Aと下方の搬送路2Bの間に、搬送路2A,2Bへ向かって250〜350℃程度の熱風を吹き出す熱風吹出箱24及び搬送路2A,2Bから戻る熱風を吸引する熱風吸引箱25を前後方向に沿って交互に配設した熱風加熱装置26と、発泡板Pa,Paの貼り合わせ面の温度を検知する温度センサ18とを備えている。熱風加熱装置26は、図示は省略したが、送風機と、送風機から送風される空気を加熱するガスバーナ又は電気ヒータ等からなる加熱装置とからなる熱風発生装置を備え、加熱装置で加熱した熱風を熱風吹出箱24の各々へ供給すると共に、熱風吸引箱25を送風機の吸引部へ接続して搬送路2A,2Bから戻る熱風を還流するようにしてある。熱風の温度制御は、発泡板Pa,Paの貼り合わせ面の温度を温度センサ18で検知し、検知温度と設定した温度の偏差を小さくするようにガスバーナ又は電気ヒータ等からなる加熱装置の発熱量を調節するとよい。
【0027】
加熱溶融装置23は、各熱風吹出箱24から搬送路2A,2Bを走行する上下の発泡板Pa,Paへ向かって最適温度の熱風を吹き付けて上下の発泡板Pa,Paの貼り合わせ面どうしを同時に加熱すると共に、加熱の終わった熱風を各熱風吸引箱25で吸引して回収する。本発明貼り合わせ装置21は、加熱溶融装置23の各熱風吸引箱25で熱風を回収することで、当該装置21の外側へ熱風を漏れ出さないようにして作業環境の悪化を防止することができる。
【符号の説明】
【0028】
1(21)…本発明貼り合わせ装置、2…搬送装置、2A,2B…搬送路、2−1…入口側域 、2−2…中間域、2−3…出口側域、3…加熱溶融装置、4A,4B…延長搬送路、5…加圧貼り合わせ装置、6…強制送り装置、6a…ロール、6b…ロール、7…搬出装置、8…駆動装置、9…搬送用ロール、10…ガイド装置、11…加圧手段、12…上方の案内装置、12a,12b…ガイド部材、13…下方の案内装置、13a,13b…ガイド部材、14…ヒータ、15…加圧ユニット、15a,15b…ロール、16…加圧手段、17…駆動手段、18…温度センサ、23…加熱溶融装置、24…熱風吹出箱、25…熱風吸引箱、26…熱風加熱装置、Pa…貼り合わせ前の発泡板、Pb…貼り合わせ後の発泡板
【特許請求の範囲】
【請求項1】
植物性材料と熱溶融性樹脂を主材料とする発泡した二枚の発泡板どうしを樹脂の溶着で貼り合わせて一枚の発泡板とする発泡板用接合装置であって、二枚の発泡板を並行させて搬送する上下二段の搬送路からなり、出口側域では搬送方向へ向かって行く程に両搬送路を接近させた搬送装置と、搬送装置の出口側域における上下二段の搬送路の間に配置され、搬送中の二枚の発泡板の貼り合わせ面を加熱する加熱溶融装置と、搬送装置の出口から延びて隣接する上下の延長搬送路を上下から挟圧する加圧貼り合わせ装置と、加圧貼り合わせ装置から延びる搬出装置とを備えたことを特徴とする発泡板用貼り合わせ装置。
【請求項2】
上下二段の搬送路に、加熱溶融装置より上流側で各搬送路を上下から挟圧する二本一組のロールからなる二組の強制送り装置を備え、二組の強制送り装置の搬送速度を同一とした請求項1記載の発泡板用貼り合わせ装置。
【請求項1】
植物性材料と熱溶融性樹脂を主材料とする発泡した二枚の発泡板どうしを樹脂の溶着で貼り合わせて一枚の発泡板とする発泡板用接合装置であって、二枚の発泡板を並行させて搬送する上下二段の搬送路からなり、出口側域では搬送方向へ向かって行く程に両搬送路を接近させた搬送装置と、搬送装置の出口側域における上下二段の搬送路の間に配置され、搬送中の二枚の発泡板の貼り合わせ面を加熱する加熱溶融装置と、搬送装置の出口から延びて隣接する上下の延長搬送路を上下から挟圧する加圧貼り合わせ装置と、加圧貼り合わせ装置から延びる搬出装置とを備えたことを特徴とする発泡板用貼り合わせ装置。
【請求項2】
上下二段の搬送路に、加熱溶融装置より上流側で各搬送路を上下から挟圧する二本一組のロールからなる二組の強制送り装置を備え、二組の強制送り装置の搬送速度を同一とした請求項1記載の発泡板用貼り合わせ装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−81685(P2012−81685A)
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願番号】特願2010−231359(P2010−231359)
【出願日】平成22年10月14日(2010.10.14)
【出願人】(598099796)株式会社ティエスピー (4)
【Fターム(参考)】
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願日】平成22年10月14日(2010.10.14)
【出願人】(598099796)株式会社ティエスピー (4)
【Fターム(参考)】
[ Back to top ]