
発泡樹脂被覆ローラの製造方法
【課題】研磨工程を経ることなく、寸法精度の良好な発泡樹脂被覆ローラを製造することができる発泡樹脂被覆ローラの製造方法を提供する。
【解決手段】シャフト1と、該シャフト1の外周に設けられた発泡樹脂層4とを有する発泡樹脂被覆ローラを製造する方法において、該シャフト1の外周面に帯状の発泡樹脂4をスパイラル状に巻き付ける巻き付け工程と、該外周面の被覆予定面からはみ出す発泡樹脂4を切断して除去する除去工程とを有することを特徴とする発泡樹脂被覆ローラの製造方法。
【解決手段】シャフト1と、該シャフト1の外周に設けられた発泡樹脂層4とを有する発泡樹脂被覆ローラを製造する方法において、該シャフト1の外周面に帯状の発泡樹脂4をスパイラル状に巻き付ける巻き付け工程と、該外周面の被覆予定面からはみ出す発泡樹脂4を切断して除去する除去工程とを有することを特徴とする発泡樹脂被覆ローラの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発泡樹脂被覆ローラの製造方法に係り、特に、複写機、プリンター等の電子写真装置又は静電記録装置等の、いわゆる画像形成装置のクリーニングローラとして用いるのに好適な発泡樹脂被覆ローラに関する。
【背景技術】
【0002】
乾式複写機における感光ドラムの残存トナーを除去するローラ(クリーニング・ローラ)等として、シャフトの外周に発泡ウレタンフォームを装着したものが用いられている。
【0003】
特開2002−53639の0015段落には、角柱状のポリウレタンフォームに長手方向に穴をあけ、この穴に、ホットメルトシートを巻き付けたシャフトを差し込み、加熱して接着し、次いでポリウレタンフォームを研磨してトナー供給ローラを製造することが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−53639
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特開2002−53639のようにポリウレタンフォームを研磨してローラを製造する場合、研磨時の粉塵が微量ではあるがポリウレタンの空孔部分に入り込み、ローラの特性に影響が生じるおそれがある。この粉塵対策として洗浄(水洗いなど)、エアブロー等を行うと、製造工程が煩雑となり、製造コストも上昇する。
【0006】
本発明は、研磨工程を経ることなく、寸法精度の良好な発泡樹脂被覆ローラを製造することができる発泡樹脂被覆ローラの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明(請求項1)の発泡樹脂被覆ローラの製造方法は、シャフトと、該シャフトの外周に設けられた発泡樹脂層とを有する発泡樹脂被覆ローラを製造する方法において、該シャフトの外周面に帯状の発泡樹脂をスパイラル状に巻き付ける巻き付け工程と、該外周面の被覆予定面からはみ出す発泡樹脂を切断して除去する除去工程と、を有することを特徴とするものである。
【0008】
請求項2の発泡樹脂被覆ローラの製造方法は、請求項1において、前記巻き付け工程に先行してシャフトの外周面の被覆予定面にのみ接着剤を付着させておき、該接着剤によって前記発泡樹脂をシャフトの被覆予定面に接着することを特徴とするものである。
【0009】
請求項3の発泡樹脂被覆ローラの製造方法は、請求項2において、接着剤はホットメルト接着剤であり、加温したシャフトにホットメルト接着剤シートを巻き付けることによりシャフトの被覆予定面にホットメルト接着剤を溶着させることを特徴とするものである。
【0010】
請求項4の発泡樹脂被覆ローラの製造方法は、請求項2又は3において、前記発泡樹脂を巻き付けるときに該ホットメルト接着剤に温風を当ててホットメルト接着剤を溶融させることを特徴とするものである。
【0011】
請求項5の発泡樹脂被覆ローラの製造方法は、請求項1ないし4のいずれか1項において、発泡樹脂を巻き付けたシャフトをその軸心回りに回転させた状態で切断刃を発泡樹脂に当てて発泡樹脂を切断することを特徴とするものである。
【発明の効果】
【0012】
本発明の発泡樹脂被覆ローラの製造方法によると、帯状の発泡樹脂をシャフトに巻き付け、被覆予定面からはみ出した発泡樹脂を除去するので、発泡樹脂を研磨することなく、短時間で規定寸法のローラを製造することができる。このローラには、研磨による粉塵は全く付着していない。なお、発泡樹脂層を製品形状に合わせてあらかじめ所定の長さに切断し、シャフトに巻きつけた場合、発泡樹脂のバラツキや巻きつけ精度のバラツキ等により巻きつけたウレタンがシャフトからはみ出してしまったり、巻きつけたウレタンが足りなくなったりする。これに対し、本発明では、発泡樹脂をシャフトに巻きつけてから、ウレタンの端部を切断するようにしているので、上記問題を回避できる。この点で特に発泡樹脂層が伸縮性の高いウレタン層である場合に本発明は特に好適である。
【0013】
請求項2のように、シャフトの被覆予定面にのみ接着剤を付着させておくと、余分な発泡樹脂を切断してシャフトから容易に分離することができる。
【0014】
請求項3のように加温したシャフトにホットメルト接着剤を溶着させることにより、均一厚さのホットメルト接着剤層を容易に形成することができる。
【0015】
請求項4のように、発泡樹脂を巻き付けるときに温風によってホットメルト接着剤を溶融させることにより、シャフト全体を加温する場合に比べて加温のための熱量が少なくて済むようになる。また、加温設備も簡易なものとなる。
【0016】
請求項5のように、発泡樹脂を巻き付けたシャフトをその軸心回りに回転させた状態で切断刃を発泡樹脂に当てて発泡樹脂を切断することにより、ポリウレタンフォームの長手方向の寸法精度も向上する。
【図面の簡単な説明】
【0017】
【図1】実施の形態に係る発泡樹脂被覆ローラの製造方法を説明する側面図である。
【図2】実施の形態に係る発泡樹脂被覆ローラの製造方法を説明する側面図である。
【図3】実施の形態に係る発泡樹脂被覆ローラの製造方法を説明する側面図である。
【図4】実施の形態に係る発泡樹脂被覆ローラの製造方法を説明する側面図である。
【図5】実施の形態に係る発泡樹脂被覆ローラの製造方法を説明する側面図である。
【図6】図5のVI−VI線に沿う拡大断面図である。
【発明を実施するための形態】
【0018】
以下、第1図〜第6図を参照して実施の形態について説明する。
【0019】
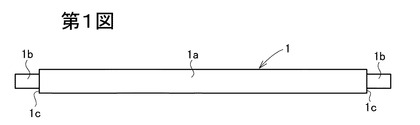
第1図は発泡樹脂被覆ローラの製造に用いられるシャフトの側面図である。この実施の形態では、シャフト1は大径部1aと、該大径部1aの両端面から突設された小径の突軸部1bとを有している。この大径部1aの外周面が被覆予定面である。符号1cは、大径部1aと突軸部1bとの段差面を示す。なお、突軸部1bは省略されてもよく、その場合は、シャフトの両端部を除いた部分を被覆予定面とするのが好ましい。
【0020】
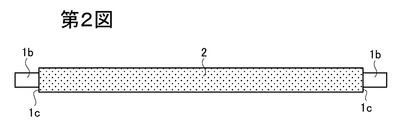
発泡樹脂被覆ローラを製造するには、まず、第2図の通り、被覆予定面である大径部1aの外周面に接着剤2を付着させる。この実施の形態では、接着剤としてホットメルト接着剤を用いており、シャフト1を加温し、ホットメルト接着剤のシートを大径部1aの外周面に巻き付けて溶着することによりホットメルト接着剤層を形成する。なお、このシャフト1は必ずしも加温しなくてもよい。
【0021】
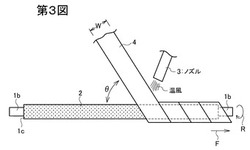
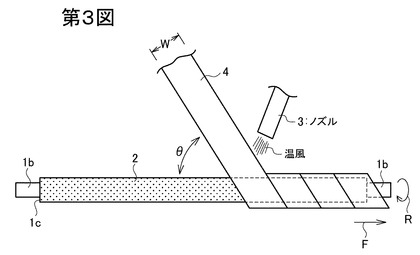
次に、このホットメルト接着剤2を付着させた大径部1aの外周に帯状のポリウレタンフォーム4をスパイラル状に巻き付ける。この実施の形態では、エアノズル3の先端から吹き出す温風をホットメルト接着剤2のうち帯状ポリウレタンフォーム4を巻き付けようとする部位に吹き付けて当該箇所のホットメルト接着剤2を溶融させ、帯状ポリウレタンフォーム4を接着させながら巻き付ける。
【0022】
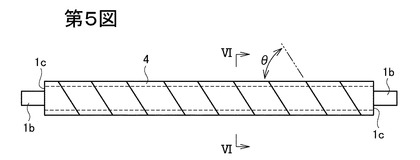
なお、この帯状ポリウレタンフォーム4に対し常に一定の張力を加えて、皺が入らないように、且つ既に巻き付けたポリウレタンフォーム4の側辺と巻き付けようとするポリウレタンフォーム4の側辺とが隙間なく当接するように帯状ポリウレタンフォーム4を巻き付ける。そのためには、帯状ポリウレタンフォーム4の送り方向とシャフト1の軸心線との斜交角度θを規定の一定角度に保ち、帯状ポリウレタンフォーム4を規定の一定速度で送り出し、シャフト1をその軸心回り(矢印R方向)に規定の一定回転数で回転させ、かつ、シャフト1を第3図の矢印F方向(軸心方向)に規定の一定速度で送るのが好ましい。
【0023】
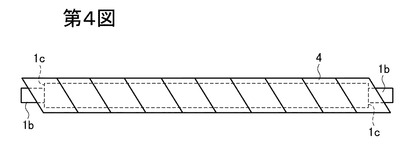
第4図の通り、帯状ポリウレタンフォーム4の巻き始めと巻き終りが被覆予定面よりも若干はみ出すようにして大径部1aの外周面の全面にポリウレタンフォーム4を巻き付けた後、段差面1cに沿ってはみ出したポリウレタンフォーム4を切断する。
【0024】
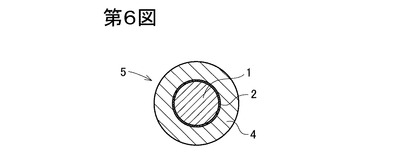
これにより、第5,6図の通り、シャフト1の大径部1aの外周面にホットメルト接着剤2を介してポリウレタンフォーム4が巻き付けられた発泡樹脂被覆ローラ5が得られる。
【0025】
余分なポリウレタンフォーム4を切断除去するためには、シャフト1をその軸心線回りに回転させた状態で、段差面1cの外周囲に配置した切断刃(図示略)をシャフト1に接近させるのが好ましい。
【0026】
この発泡樹脂被覆ローラ5は、研磨工程を経ることなく製造されたものであり、粉塵を含まない。そのため、洗浄(水洗い)などの粉塵除去工程は不要であり、製造が容易である。また、ノズルから温風を吹き付けてホットメルト接着剤2を溶融するため、大掛りなオーブン(加熱炉)設備が不要であり、製造設備も簡易なもので足りる。
【0027】
また、帯状ポリウレタンフォーム4の両端側を切断刃で切断することにより、ローラ5におけるポリウレタンフォーム4の軸心線方向長さも規定通りのものとなる。
【0028】
なお、上記の角度θは1〜89°特に30〜60°程度が好適である。
【0029】
上記のシャフト1としては、金属特に鋼製であることが好ましい。
【0030】
帯状ポリウレタンフォーム4としては、嵩密度0.020〜0.060g/cm3、硬度70〜130(N)、伸び150(%)以上、引張強度80kPa以上、圧縮残留歪10(%)以下、セル数46〜54(ヶ/インチ)のスラブウレタンフォームから切り出した軟質ポリウレタンフォームが好適である。
【0031】
ホットメルト接着剤としては、EVA系、ポリアミド樹脂系、ポリウレタン樹脂系、ポリオレフィン樹脂系などの各種のものを用いることができる。
【0032】
複写機用のクリーニングローラとして用いる場合の一例を挙げると、ローラの軸心線方向長さは210〜500mm、大径部1aの直径は3.5〜8mm程度であり、ポリウレタンフォーム4部分を含めた全体の直径は4〜30mm程度である。巻き付け後のポリウレタンフォーム4の厚さは0.5〜20mm特に1〜5mm程度が好適である。
【0033】
この場合、帯状ポリウレタンフォーム4の幅W(第3図)は30mm以下特に12〜15mm程度が好ましい。
【0034】
ホットメルト接着剤2としては、溶融温度が50〜300℃特に50〜170℃程度のものが好適であり、シャフト1に付着させたときの厚みは1mm以下特に0.5mm以下程度が好適である。
【0035】
ノズル3から吹き出す温風の温度はホットメルト接着剤2の溶融温度よりも50〜500℃特に100〜250℃程度高いことが好ましい。ノズル3からの温風の吹き出し速度は1300m/min以下程度が好適である。
【0036】
上記説明では、ホットメルト接着剤を温風によって溶融しているが、オーブン(炉)や赤外線輻射式ヒータを用いてもよい。
【0037】
接着剤としては各種の接着剤、例えばウレタン系接着剤やエチレン−酢酸ビニル共重合体系接着剤などを使用することができる。上記説明では、接着剤はホットメルト接着剤であるが、エマルジョン型、溶液型、二液型などのいずれも用いることができる。ただし、ホットメルト型接着剤が操作性及び接着性などの点から好ましい。
【0038】
また、ポリウレタンフォームの代わりにその他の合成樹脂フォームを用いてもよい。本発明のローラは、クリーニングローラ以外にも用いることができる。
【実施例】
【0039】
実施例1
シャフト1として、大径部1aの直径5mm、突軸部1bの直径4.5mm、大径部1aの長さ232mm、全長241mmの鋼製のものを用いた。ホットメルト接着剤シートとしてノガワケミカル(株)製TP6600(溶融温度110〜120℃、厚さ0.05mm)を用いた。帯状のポリウレタンフォーム4としては、(株)ブリヂストン製EAX−50(嵩密度0.027g/cm3、硬度100N、伸び150%、引張強度800kPa、圧縮残留歪10%以下、セル数50個/インチ)を幅13.5mm、厚さ3mm、長さ450mmに切り出したものを用いた。
【0040】
まず、シャフト1を115℃に加温し、ホットメルト接着剤シートを巻き付けて溶着させた。
【0041】
このホットメルト接着剤層に向って、吹出口直径10mmのノズルから210℃の温風を吹出速度360m/minで吹き出してホットメルト接着剤を溶融し、ポリウレタンフォーム4を接着させながら巻き付けた。角度θ=45°であり、シャフト1の回転数を300rpm、シャフト1のF方向の送り速度を1000mm/minとした。その後、ローラを回転させながらカッターナイフを当てることにより、ポリウレタンフォーム4の両端を段差面1cに沿って切断することにより、直径9mmの発泡樹脂被覆ローラ5を製造した。
【0042】
ポリウレタンフォーム4の巻き付け及び接着に要した時間は15秒であり、短時間成形は可能であった。この発泡樹脂被覆ローラ5には、研磨粉塵は存在せず、そのままクリーニングローラとして使用することができた。
【0043】
実施例2
実施例1において、ホットメルト接着剤シートを同様にしてシャフト1に巻き付けた後、温風吹き付けを行うことなく帯状ポリウレタンフォームを同様にしてスパイラル状に巻き付け、巻き始めと巻き終りを固定治具によってシャフト1に留め付けた。これを160℃のオーブン中に30分間保持し、その後、はみ出した両端側のポリウレタンフォームを切断してローラを製造した。このローラも、研磨粉塵は存在せず、そのままクリーニングローラとして使用することができた。
【符号の説明】
【0044】
1 シャフト
1a 大径部
2 ホットメルト接着剤
3 ノズル
4 ポリウレタンフォーム
5 発泡樹脂被覆ローラ
【技術分野】
【0001】
本発明は、発泡樹脂被覆ローラの製造方法に係り、特に、複写機、プリンター等の電子写真装置又は静電記録装置等の、いわゆる画像形成装置のクリーニングローラとして用いるのに好適な発泡樹脂被覆ローラに関する。
【背景技術】
【0002】
乾式複写機における感光ドラムの残存トナーを除去するローラ(クリーニング・ローラ)等として、シャフトの外周に発泡ウレタンフォームを装着したものが用いられている。
【0003】
特開2002−53639の0015段落には、角柱状のポリウレタンフォームに長手方向に穴をあけ、この穴に、ホットメルトシートを巻き付けたシャフトを差し込み、加熱して接着し、次いでポリウレタンフォームを研磨してトナー供給ローラを製造することが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−53639
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特開2002−53639のようにポリウレタンフォームを研磨してローラを製造する場合、研磨時の粉塵が微量ではあるがポリウレタンの空孔部分に入り込み、ローラの特性に影響が生じるおそれがある。この粉塵対策として洗浄(水洗いなど)、エアブロー等を行うと、製造工程が煩雑となり、製造コストも上昇する。
【0006】
本発明は、研磨工程を経ることなく、寸法精度の良好な発泡樹脂被覆ローラを製造することができる発泡樹脂被覆ローラの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明(請求項1)の発泡樹脂被覆ローラの製造方法は、シャフトと、該シャフトの外周に設けられた発泡樹脂層とを有する発泡樹脂被覆ローラを製造する方法において、該シャフトの外周面に帯状の発泡樹脂をスパイラル状に巻き付ける巻き付け工程と、該外周面の被覆予定面からはみ出す発泡樹脂を切断して除去する除去工程と、を有することを特徴とするものである。
【0008】
請求項2の発泡樹脂被覆ローラの製造方法は、請求項1において、前記巻き付け工程に先行してシャフトの外周面の被覆予定面にのみ接着剤を付着させておき、該接着剤によって前記発泡樹脂をシャフトの被覆予定面に接着することを特徴とするものである。
【0009】
請求項3の発泡樹脂被覆ローラの製造方法は、請求項2において、接着剤はホットメルト接着剤であり、加温したシャフトにホットメルト接着剤シートを巻き付けることによりシャフトの被覆予定面にホットメルト接着剤を溶着させることを特徴とするものである。
【0010】
請求項4の発泡樹脂被覆ローラの製造方法は、請求項2又は3において、前記発泡樹脂を巻き付けるときに該ホットメルト接着剤に温風を当ててホットメルト接着剤を溶融させることを特徴とするものである。
【0011】
請求項5の発泡樹脂被覆ローラの製造方法は、請求項1ないし4のいずれか1項において、発泡樹脂を巻き付けたシャフトをその軸心回りに回転させた状態で切断刃を発泡樹脂に当てて発泡樹脂を切断することを特徴とするものである。
【発明の効果】
【0012】
本発明の発泡樹脂被覆ローラの製造方法によると、帯状の発泡樹脂をシャフトに巻き付け、被覆予定面からはみ出した発泡樹脂を除去するので、発泡樹脂を研磨することなく、短時間で規定寸法のローラを製造することができる。このローラには、研磨による粉塵は全く付着していない。なお、発泡樹脂層を製品形状に合わせてあらかじめ所定の長さに切断し、シャフトに巻きつけた場合、発泡樹脂のバラツキや巻きつけ精度のバラツキ等により巻きつけたウレタンがシャフトからはみ出してしまったり、巻きつけたウレタンが足りなくなったりする。これに対し、本発明では、発泡樹脂をシャフトに巻きつけてから、ウレタンの端部を切断するようにしているので、上記問題を回避できる。この点で特に発泡樹脂層が伸縮性の高いウレタン層である場合に本発明は特に好適である。
【0013】
請求項2のように、シャフトの被覆予定面にのみ接着剤を付着させておくと、余分な発泡樹脂を切断してシャフトから容易に分離することができる。
【0014】
請求項3のように加温したシャフトにホットメルト接着剤を溶着させることにより、均一厚さのホットメルト接着剤層を容易に形成することができる。
【0015】
請求項4のように、発泡樹脂を巻き付けるときに温風によってホットメルト接着剤を溶融させることにより、シャフト全体を加温する場合に比べて加温のための熱量が少なくて済むようになる。また、加温設備も簡易なものとなる。
【0016】
請求項5のように、発泡樹脂を巻き付けたシャフトをその軸心回りに回転させた状態で切断刃を発泡樹脂に当てて発泡樹脂を切断することにより、ポリウレタンフォームの長手方向の寸法精度も向上する。
【図面の簡単な説明】
【0017】
【図1】実施の形態に係る発泡樹脂被覆ローラの製造方法を説明する側面図である。
【図2】実施の形態に係る発泡樹脂被覆ローラの製造方法を説明する側面図である。
【図3】実施の形態に係る発泡樹脂被覆ローラの製造方法を説明する側面図である。
【図4】実施の形態に係る発泡樹脂被覆ローラの製造方法を説明する側面図である。
【図5】実施の形態に係る発泡樹脂被覆ローラの製造方法を説明する側面図である。
【図6】図5のVI−VI線に沿う拡大断面図である。
【発明を実施するための形態】
【0018】
以下、第1図〜第6図を参照して実施の形態について説明する。
【0019】
第1図は発泡樹脂被覆ローラの製造に用いられるシャフトの側面図である。この実施の形態では、シャフト1は大径部1aと、該大径部1aの両端面から突設された小径の突軸部1bとを有している。この大径部1aの外周面が被覆予定面である。符号1cは、大径部1aと突軸部1bとの段差面を示す。なお、突軸部1bは省略されてもよく、その場合は、シャフトの両端部を除いた部分を被覆予定面とするのが好ましい。
【0020】
発泡樹脂被覆ローラを製造するには、まず、第2図の通り、被覆予定面である大径部1aの外周面に接着剤2を付着させる。この実施の形態では、接着剤としてホットメルト接着剤を用いており、シャフト1を加温し、ホットメルト接着剤のシートを大径部1aの外周面に巻き付けて溶着することによりホットメルト接着剤層を形成する。なお、このシャフト1は必ずしも加温しなくてもよい。
【0021】
次に、このホットメルト接着剤2を付着させた大径部1aの外周に帯状のポリウレタンフォーム4をスパイラル状に巻き付ける。この実施の形態では、エアノズル3の先端から吹き出す温風をホットメルト接着剤2のうち帯状ポリウレタンフォーム4を巻き付けようとする部位に吹き付けて当該箇所のホットメルト接着剤2を溶融させ、帯状ポリウレタンフォーム4を接着させながら巻き付ける。
【0022】
なお、この帯状ポリウレタンフォーム4に対し常に一定の張力を加えて、皺が入らないように、且つ既に巻き付けたポリウレタンフォーム4の側辺と巻き付けようとするポリウレタンフォーム4の側辺とが隙間なく当接するように帯状ポリウレタンフォーム4を巻き付ける。そのためには、帯状ポリウレタンフォーム4の送り方向とシャフト1の軸心線との斜交角度θを規定の一定角度に保ち、帯状ポリウレタンフォーム4を規定の一定速度で送り出し、シャフト1をその軸心回り(矢印R方向)に規定の一定回転数で回転させ、かつ、シャフト1を第3図の矢印F方向(軸心方向)に規定の一定速度で送るのが好ましい。
【0023】
第4図の通り、帯状ポリウレタンフォーム4の巻き始めと巻き終りが被覆予定面よりも若干はみ出すようにして大径部1aの外周面の全面にポリウレタンフォーム4を巻き付けた後、段差面1cに沿ってはみ出したポリウレタンフォーム4を切断する。
【0024】
これにより、第5,6図の通り、シャフト1の大径部1aの外周面にホットメルト接着剤2を介してポリウレタンフォーム4が巻き付けられた発泡樹脂被覆ローラ5が得られる。
【0025】
余分なポリウレタンフォーム4を切断除去するためには、シャフト1をその軸心線回りに回転させた状態で、段差面1cの外周囲に配置した切断刃(図示略)をシャフト1に接近させるのが好ましい。
【0026】
この発泡樹脂被覆ローラ5は、研磨工程を経ることなく製造されたものであり、粉塵を含まない。そのため、洗浄(水洗い)などの粉塵除去工程は不要であり、製造が容易である。また、ノズルから温風を吹き付けてホットメルト接着剤2を溶融するため、大掛りなオーブン(加熱炉)設備が不要であり、製造設備も簡易なもので足りる。
【0027】
また、帯状ポリウレタンフォーム4の両端側を切断刃で切断することにより、ローラ5におけるポリウレタンフォーム4の軸心線方向長さも規定通りのものとなる。
【0028】
なお、上記の角度θは1〜89°特に30〜60°程度が好適である。
【0029】
上記のシャフト1としては、金属特に鋼製であることが好ましい。
【0030】
帯状ポリウレタンフォーム4としては、嵩密度0.020〜0.060g/cm3、硬度70〜130(N)、伸び150(%)以上、引張強度80kPa以上、圧縮残留歪10(%)以下、セル数46〜54(ヶ/インチ)のスラブウレタンフォームから切り出した軟質ポリウレタンフォームが好適である。
【0031】
ホットメルト接着剤としては、EVA系、ポリアミド樹脂系、ポリウレタン樹脂系、ポリオレフィン樹脂系などの各種のものを用いることができる。
【0032】
複写機用のクリーニングローラとして用いる場合の一例を挙げると、ローラの軸心線方向長さは210〜500mm、大径部1aの直径は3.5〜8mm程度であり、ポリウレタンフォーム4部分を含めた全体の直径は4〜30mm程度である。巻き付け後のポリウレタンフォーム4の厚さは0.5〜20mm特に1〜5mm程度が好適である。
【0033】
この場合、帯状ポリウレタンフォーム4の幅W(第3図)は30mm以下特に12〜15mm程度が好ましい。
【0034】
ホットメルト接着剤2としては、溶融温度が50〜300℃特に50〜170℃程度のものが好適であり、シャフト1に付着させたときの厚みは1mm以下特に0.5mm以下程度が好適である。
【0035】
ノズル3から吹き出す温風の温度はホットメルト接着剤2の溶融温度よりも50〜500℃特に100〜250℃程度高いことが好ましい。ノズル3からの温風の吹き出し速度は1300m/min以下程度が好適である。
【0036】
上記説明では、ホットメルト接着剤を温風によって溶融しているが、オーブン(炉)や赤外線輻射式ヒータを用いてもよい。
【0037】
接着剤としては各種の接着剤、例えばウレタン系接着剤やエチレン−酢酸ビニル共重合体系接着剤などを使用することができる。上記説明では、接着剤はホットメルト接着剤であるが、エマルジョン型、溶液型、二液型などのいずれも用いることができる。ただし、ホットメルト型接着剤が操作性及び接着性などの点から好ましい。
【0038】
また、ポリウレタンフォームの代わりにその他の合成樹脂フォームを用いてもよい。本発明のローラは、クリーニングローラ以外にも用いることができる。
【実施例】
【0039】
実施例1
シャフト1として、大径部1aの直径5mm、突軸部1bの直径4.5mm、大径部1aの長さ232mm、全長241mmの鋼製のものを用いた。ホットメルト接着剤シートとしてノガワケミカル(株)製TP6600(溶融温度110〜120℃、厚さ0.05mm)を用いた。帯状のポリウレタンフォーム4としては、(株)ブリヂストン製EAX−50(嵩密度0.027g/cm3、硬度100N、伸び150%、引張強度800kPa、圧縮残留歪10%以下、セル数50個/インチ)を幅13.5mm、厚さ3mm、長さ450mmに切り出したものを用いた。
【0040】
まず、シャフト1を115℃に加温し、ホットメルト接着剤シートを巻き付けて溶着させた。
【0041】
このホットメルト接着剤層に向って、吹出口直径10mmのノズルから210℃の温風を吹出速度360m/minで吹き出してホットメルト接着剤を溶融し、ポリウレタンフォーム4を接着させながら巻き付けた。角度θ=45°であり、シャフト1の回転数を300rpm、シャフト1のF方向の送り速度を1000mm/minとした。その後、ローラを回転させながらカッターナイフを当てることにより、ポリウレタンフォーム4の両端を段差面1cに沿って切断することにより、直径9mmの発泡樹脂被覆ローラ5を製造した。
【0042】
ポリウレタンフォーム4の巻き付け及び接着に要した時間は15秒であり、短時間成形は可能であった。この発泡樹脂被覆ローラ5には、研磨粉塵は存在せず、そのままクリーニングローラとして使用することができた。
【0043】
実施例2
実施例1において、ホットメルト接着剤シートを同様にしてシャフト1に巻き付けた後、温風吹き付けを行うことなく帯状ポリウレタンフォームを同様にしてスパイラル状に巻き付け、巻き始めと巻き終りを固定治具によってシャフト1に留め付けた。これを160℃のオーブン中に30分間保持し、その後、はみ出した両端側のポリウレタンフォームを切断してローラを製造した。このローラも、研磨粉塵は存在せず、そのままクリーニングローラとして使用することができた。
【符号の説明】
【0044】
1 シャフト
1a 大径部
2 ホットメルト接着剤
3 ノズル
4 ポリウレタンフォーム
5 発泡樹脂被覆ローラ
【特許請求の範囲】
【請求項1】
シャフトと、該シャフトの外周に設けられた発泡樹脂層とを有する発泡樹脂被覆ローラを製造する方法において、
該シャフトの外周面に帯状の発泡樹脂をスパイラル状に巻き付ける巻き付け工程と、
該外周面の被覆予定面からはみ出す発泡樹脂を切断して除去する除去工程と、
を有することを特徴とする発泡樹脂被覆ローラの製造方法。
【請求項2】
請求項1において、前記巻き付け工程に先行してシャフトの外周面の被覆予定面にのみ接着剤を付着させておき、該接着剤によって前記発泡樹脂をシャフトの被覆予定面に接着することを特徴とする発泡樹脂被覆ローラの製造方法。
【請求項3】
請求項2において、接着剤はホットメルト接着剤であり、
加温したシャフトにホットメルト接着剤シートを巻き付けることによりシャフトの被覆予定面にホットメルト接着剤を溶着させることを特徴とする発泡樹脂被覆ローラの製造方法。
【請求項4】
請求項2又は3において、前記発泡樹脂を巻き付けるときに該ホットメルト接着剤に温風を当ててホットメルト接着剤を溶融することを特徴とする発泡樹脂被覆ローラの製造方法。
【請求項5】
請求項1ないし4のいずれか1項において、発泡樹脂を巻き付けたシャフトをその軸心回りに回転させた状態で切断刃を発泡樹脂に当てて発泡樹脂を切断することを特徴とする発泡樹脂被覆ローラの製造方法。
【請求項1】
シャフトと、該シャフトの外周に設けられた発泡樹脂層とを有する発泡樹脂被覆ローラを製造する方法において、
該シャフトの外周面に帯状の発泡樹脂をスパイラル状に巻き付ける巻き付け工程と、
該外周面の被覆予定面からはみ出す発泡樹脂を切断して除去する除去工程と、
を有することを特徴とする発泡樹脂被覆ローラの製造方法。
【請求項2】
請求項1において、前記巻き付け工程に先行してシャフトの外周面の被覆予定面にのみ接着剤を付着させておき、該接着剤によって前記発泡樹脂をシャフトの被覆予定面に接着することを特徴とする発泡樹脂被覆ローラの製造方法。
【請求項3】
請求項2において、接着剤はホットメルト接着剤であり、
加温したシャフトにホットメルト接着剤シートを巻き付けることによりシャフトの被覆予定面にホットメルト接着剤を溶着させることを特徴とする発泡樹脂被覆ローラの製造方法。
【請求項4】
請求項2又は3において、前記発泡樹脂を巻き付けるときに該ホットメルト接着剤に温風を当ててホットメルト接着剤を溶融することを特徴とする発泡樹脂被覆ローラの製造方法。
【請求項5】
請求項1ないし4のいずれか1項において、発泡樹脂を巻き付けたシャフトをその軸心回りに回転させた状態で切断刃を発泡樹脂に当てて発泡樹脂を切断することを特徴とする発泡樹脂被覆ローラの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−123117(P2011−123117A)
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願番号】特願2009−278642(P2009−278642)
【出願日】平成21年12月8日(2009.12.8)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願日】平成21年12月8日(2009.12.8)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]