
発熱性ミシン糸の製造方法
【課題】金属繊維と合成繊維が単繊維のオーダーで均一に分散した混紡短繊維糸条が得られ、従来に比べてミシンによる縫製性能が大幅に改良された発熱性ミシン糸を提供する。
【解決手段】金属繊維の長繊維束と合成繊維の長繊維束を引き揃えて牽切装置に供給し、金属繊維と合成繊維の短繊維が混紡された発熱性ミシン糸を製造する方法において、それぞれの長繊維束を扁平に開繊して扁平糸条とし、それらを扁平の厚み方向に重ね合わせて、これを周速度の異なる2組のニップローラーを、低速のニップローラー、高速のニップローラーの順で通過させ、その際、いずれのニップローラーにおいても該扁平の状態を維持するように、該扁平糸条を厚み方向に挟んで把持し、かつ該2組のニップローラー間で該扁平糸条を牽切し、その後、空気噴射ノズルに通して抱合する発熱性ミシン糸の製造方法。
【解決手段】金属繊維の長繊維束と合成繊維の長繊維束を引き揃えて牽切装置に供給し、金属繊維と合成繊維の短繊維が混紡された発熱性ミシン糸を製造する方法において、それぞれの長繊維束を扁平に開繊して扁平糸条とし、それらを扁平の厚み方向に重ね合わせて、これを周速度の異なる2組のニップローラーを、低速のニップローラー、高速のニップローラーの順で通過させ、その際、いずれのニップローラーにおいても該扁平の状態を維持するように、該扁平糸条を厚み方向に挟んで把持し、かつ該2組のニップローラー間で該扁平糸条を牽切し、その後、空気噴射ノズルに通して抱合する発熱性ミシン糸の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ミシンによる縫製性能に優れた発熱性ミシン糸の製造方法に関する。本発明は、さらに詳細には、金属繊維と合成繊維が単繊維のオーダーで均一に分散した混紡短繊維糸条となすことで、従来の縫製性を大幅に改良した、発熱性ミシン糸の製造方法に関する。
【背景技術】
【0002】
発熱性ミシン糸(発熱性糸条)は、従来から、特許文献1(特開平4−352802号公報)に示された手袋や、特許文献2(WO99/026456号パンフレット)に示された面状発熱体などに使用され知られている。これらの特許文献に使用されている発熱性糸条は、導電繊維と非導電繊維の混紡糸条からなり、非導電繊維を混紡する理由として電気抵抗値の調節を挙げているが、ミシンによる縫製性能は十分とは言えず、改良が求められていた。また、その製造方法の説明においても、ミシンによる縫製性を高めるような技術的記載は一切無いほか、合成繊維を混紡することによって縫製性が改善されるという知見も全く示されていない。
【0003】
これらの特許文献に記載された製造方法に準じて実際に発熱糸条を試作し、ミシンにて普通に縫製したところ、断糸や目飛び、パッカリング、ミシン針の損傷などが頻繁に発生し、ミシン縫製上未だいろいろ問題のあることが判明した。
一方、金属繊維のみを使用して糸条を試作し、同様に縫製したところ、ミシン針の破損や断糸が多発し、とても普通に縫製出来るものではないことが判明した。
【0004】
本発明者は、これらのことから金属繊維に合成繊維を混紡すると縫製性がかなり改善されるという知見を見出した。すなわち、金属繊維は、合成繊維に比べて塑性変形し易くかつ摩擦係数が大きいためミシン針の穴を鋭角な屈曲と摩擦を受けながら高速で通過するのは極めて難しいが、摩擦係数が少なくかつ屈曲性や変形回復に優れた合成繊維を混ぜると、この問題点が大幅に軽減され、縫製が可能になることを見出した。そこで、改めてこれらの特許文献に記載された製造方法に準じて試作した発熱糸条を見たところ、金属繊維が塊状に集合した箇所が頻繁に見られ、このような箇所では金属繊維100%の場合と同じような状況に陥ることが容易に予測されたため、いかにしてこの金属繊維の塊状化を防止し分散性を向上出来るかについて製造方法をいろいろ検討した。
【0005】
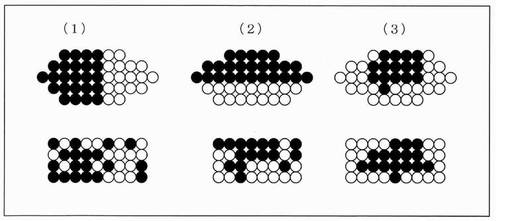
例えば、特許文献2に記載された製造方法によると、「導電性金属線と非導電繊維とを引き揃えて牽切装置に供給して該金属線と非導電繊維をともに長さ100〜800mmの不連続繊維とする方法が好ましく採用される」、あるいは引き揃えた後「数倍〜数十倍に引き伸ばして牽切加工を施し、次いで加圧空気ノズルにより絡合し繊維束とすることにより形成可能」とある(同特許文献の第10頁など)。ちなみに、本発明に用いられる後記する図1の(1)の製造装置に、特許文献2の製造方法を適用すると、図1において、Aは導電性金属線、Bは非導電繊維、R1は供給ローラー、R2は牽切ローラー、N2は加圧空気ノズル、Yは発熱性糸条である。この導電性金属線Aと、非導電繊維Bとを単に引き揃えて、図1の(1)の装置(ただし、開繊ガイドG1、G2、幅調整ガイドG3は設置されていない)を用いて、牽切、抱合して得られたミシン糸の横断面模式図を、図4の(1)〜(3)に示す。図4(1)〜(3)の各上段は導電性金属線Aと非導電繊維Bとを引き揃えたときの断面形態、各下段は供給ローラーR1と牽切ローラーR2の間で牽切中の両繊維の断面形態を示したものである。なお、各図において、黒丸は導電性金属線の単繊維を、白丸は非導電繊維の単繊維を示す。図4の(1)〜(3)から明らかのように、導電性金属線Aと非導電繊維Bの引き揃え方によって、牽切中の両繊維の分散形態が変るなど、単に引き揃えるだけで両繊維を単繊維のオーダーで均一に分散させるのはかなり難しいのはもちろん、金属繊維の塊状化を防止することすら難しいことが容易に判る。
【0006】
このように、上記特許文献においては、その製造方法の説明において、ミシンによる縫製性を高めるようとする知見や、合成繊維を混紡することによって縫製性が高まると言うような知見、いわんや金属繊維と合成繊維の混紡時の分散性を単繊維のオーダーまで高めて縫製性を高めようとするような知見などは全く示されていない。
従来の発熱性ミシン糸のミシンによる縫製性を高めるには、先ず金属繊維の塊状化を防止し、更に単繊維のオーダーまで分散性を均一に向上することが重要であり、それを達成出来る製造方法を見出すことが課題である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平4−352802号公報
【特許文献2】WO 99/026456号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、金属繊維と合成繊維が単繊維のオーダーで均一に分散した混紡短繊維糸条が得られ、従来に比べてミシンによる縫製性能が大幅に改良された発熱性ミシン糸を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、金属繊維の長繊維束と合成繊維の長繊維束を引き揃えて牽切装置に供給し、金属繊維と合成繊維の短繊維が混紡された発熱性ミシン糸を製造する方法において、それぞれの長繊維束を扁平に開繊して扁平糸条とし、それらを扁平の厚み方向に重ね合わせて、これを周速度の異なる2組のニップローラーを、低速のニップローラー、高速のニップローラーの順で通過させ、その際、いずれのニップローラーにおいても該扁平の状態を維持するように、該扁平糸条を厚み方向に挟んで把持し、かつ該2組のニップローラー間で該扁平糸条を牽切し、その後、空気噴射ノズルに通して抱合することを特徴とする発熱性ミシン糸の製造方法である。
【発明の効果】
【0010】
本発明による発熱性ミシン糸の製造方法よれば、金属繊維と合成繊維が単繊維のオーダーで均一に分散した混紡短繊維糸条が得られ、従来に比べてミシンによる縫製性能が大幅に改良された発熱性ミシン糸が得られる。
【図面の簡単な説明】
【0011】
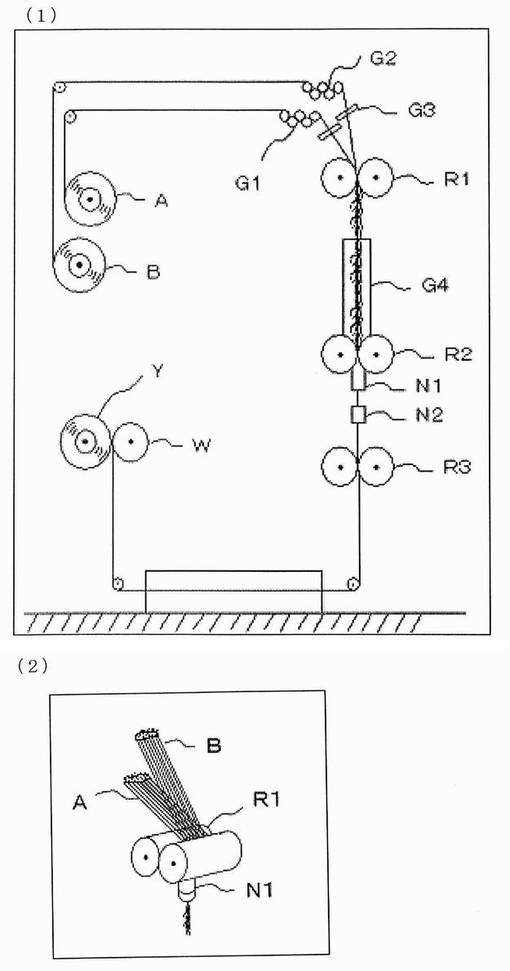
【図1】(1)は本発明を実施するための装置の一例を示す概略図、(2)は(1)において、ガイドG3を通過後、長繊維束A,Bを開繊した各偏平糸条を重ね合わせてニップローラーR1に供給する部分の斜視図である。
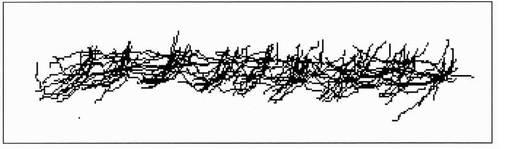
【図2】本発明によって得られる発熱性ミシン糸の側面の一例を示した模式図である。
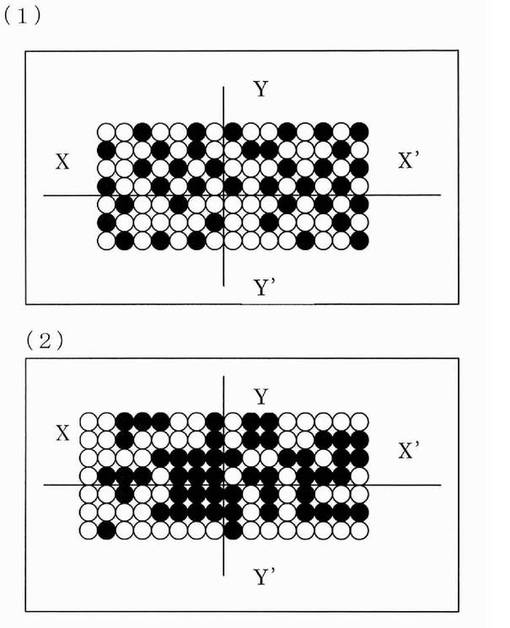
【図3】(1)は本発明の実施例1によって得られた発熱性ミシン糸の横断面の一例を示す模式図、(2)は本発明の比較例1によって得られた発熱性ミシン糸の横断面の一例を示す模式図である。
【図4】(1)〜(3)は、いずれも、金属繊維の長繊維束と合成繊維の長繊維束を単に引き揃えて図1の(1)の装置(ただし、開繊ガイドG1、G2、幅調整ガイドG3は設置されていない)で処理した場合に得られる従来の発熱性ミシン糸の横断面の一例を示す模式図である。
【発明を実施するための形態】
【0012】
本発明は、複数本の、金属繊維の長繊維束と合成繊維の長繊維束を用いて、両者の混繊性に優れた発熱性ミシン糸の製造方法である。
金属繊維としては、公知のステンレス繊維や銅繊維、あるいはニクロム繊維などが使用できるが、耐腐食性や強度などに優れたステンレス繊維が特に好ましい。
金属繊維の線径は、8〜15μmφが好ましい。細い方が、耐屈曲性や柔軟性あるいは牽切加工の均一性が向上するが、8μmφ未満では金属繊維の製造が難しく高価になり、一方15μmφを超えると、発熱性ミシン糸を細くし難くかつ触れたときにちくちくするなどして好ましくない。また、金属繊維の長繊維束における本数は、20〜150本程度が好ましい。
発熱性ミシン糸に占める金属繊維の比率は、30〜70重量%が電気特性と縫製性のバランスを取り易く好ましい。30重量%未満では、電気抵抗が高くなり、一方70重量%を超えると縫製性が低下し好ましくない。
【0013】
一方、合成繊維の長長繊維束を構成する素材としては、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート、ポリトリチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等の脂肪族ポリアミドや、芳香族ポリアミド、ポリエチレン、ポリプロピレン等のポリオレフィンを例示することができる。好ましくは、ポリエステルである。
合成繊維の繊維束の総繊度としては、好ましくは100〜10,000dtexであり、より好ましくは500〜5,000dtexであり、単繊維繊度としては、好ましくは0.1〜20dtexであり、より好ましくは0.5〜10dtexである。
なお、合成繊維の長繊維束のフィラメント数は、20〜20,000本程度である。
【0014】
なお、金属繊維、合成繊維、いずれの長繊維束も、牽切性を容易にするため、繊維束に捲縮や撚りあるいは交絡が少ないもの、また繊維油剤は収束性や摩擦、静電気の少ないものが好ましい。
すなわち、捲縮があると繊維が伸び縮みし易く牽切ローラーによる繊維端のニップが不確実になり、撚りや交絡あるいは油剤による収束性や摩擦の強いところがあるとそこに応力が集中し、静電気が発生すると牽切中の繊維が乱れ、いずれの場合も牽切斑の原因になり好ましくない。
【0015】
また、後記する牽切装置に長繊維束を供給する際には、例えば長繊維束がボビン等に巻かれたものであれば、解舒時に撚りが入らないようにボビンを回転させながらボビンの円周方向に解舒して供給したり、更には、これでも解舒時に長繊維束がボビン側面に擦られてS/Z交互に撚りが入ることがあるので、解除後開繊ガイドに至るまでにボビンへの巻き取り時の1トラバース分以上の伸長スペースを取ってこのS/Z撚りを打ち消すなどの工夫が必要である。
【0016】
本発明は、金属繊維の長繊維束と合成繊維の長繊維束とを、それぞれ扁平(テープ状)に開繊して扁平糸条とし、それらを扁平の厚み方向に重ね合わせて、これを周速度の異なる2組のニップローラーを、低速のニップローラー、高速のニップローラーの順で通過させ、その際、いずれのニップローラーにおいても該扁平の状態を維持するように、該扁平糸条を厚み方向に挟んで把持し、かつ該2組のニップローラー間で該扁平糸条を牽切し、その後、空気噴射ノズルに通して抱合することを特徴とする発熱性ミシン糸の製造方法である。かかる方法によって、金属繊維と合成繊維が単繊維の水準で均一に混繊され、従来に比べてミシンによる縫製性能が大幅に改良された混繊糸からなる発熱性ミシン糸が初めて得られる。
【0017】
すなわち、扁平に開繊し、繊維が平行に配列している金属繊維の長繊維束と合成繊維の長繊維束からなる複数本の長繊維束を、扁平(テープ状)の厚み方向に重ね合わせ、扁平の状態を維持するよう、扁平の厚み方向に一対の低速のニップローラーで把持することにより、それぞれの繊維が大きな塊状になることなく1本1本の繊維がばらばらに混ざり合った繊維束が得られる。
また、高速のニップローラーでも、低速のニップローラーから送り出されてくる2種(あるいは3種以上)の異なる長繊維からなる扁平糸条を、扁平の状態を維持するよう、扁平の厚み方向に把持すると共に、両ニップローラー間で、上記扁平糸条を牽切する。この際、高速のニップローラーと低速にニップローラーの周速度比に対応して、扁平糸条中に残留しているそれぞれの繊維の小繊維塊が減少する。
さらに、低速のニップローラーから送り出される扁平糸条は、高速のニップローラーに届いた順に繊維が1本ずつ把持され牽切されるので、それぞれの繊維が単繊維の水準で混ざりあった混繊状態が得られる。
本発明では、上記工程の後、高速のニップローラーから送出される繊維束を空気噴射ノズルに通して抱合するが、その際にも、空気噴射ノズルによって1本1本の繊維が撹乱され、より細かい混繊状態が得られる。
【0018】
以上のように、本発明では、金属繊維の長繊維束と合成繊維の長繊維束は、それぞれを別個に開繊装置に通して繊維束を巾方向に薄くテープ状にかつ同じ巾になるように開繊した後、両者をその厚み方向に積層して牽切域に供給し、そのままの状態で均一に牽切およびドラフトを施す。
すなわち、上記のように開繊積層してから牽切域の高圧ニップローラーで把持すると、それぞれの繊維が大きな塊状になることなく単繊維に近いオーダーで交互状に混ざり合った混繊状態が得られるのである。
【0019】
また、このようにして得られる混繊繊維束は、上記高圧ニップローラーより周速度が10〜40倍程速いもう一対の高圧ニップローラーによって把持されると同時に引き千切られ、更に10〜40倍程度に牽伸されるので、上記混繊繊維束中に残留していたそれぞれの小繊維塊は更に10〜40分の1に縮小されるのである。
しかも、上記混繊繊維束は、高速側の高圧ニップローラーに届いた順に繊維が1本ずつ把持され牽切牽伸されるので、更に細かく分散され、単繊維オーダーの混繊状態が得られる。
更には、上記高速側の高圧ニップローラーから送出されて来る細い繊維束には高圧の空気噴射ノズルによって抱合性が付与されるので、その際にも1本1本の繊維が撹乱され、より細かく分散した混繊状態が得られる。
【0020】
次に、図を用いて本発明の一実施形態について詳細に説明する。図1(1)は本発明を実施するための装置の一例を示す概略図、図1(2)は図1(1)において、ガイドG3通過後、金属繊維の長繊維束A、合成繊維の長繊維束Bを開繊した各扁平糸条を重ね合わせてニップローラーR1に供給する部分の斜視図を示す概略図である。
すなわち、図1において、金属繊維の長繊維束Aおよび合成繊維の長繊維束Bをそれぞれ開繊ガイドG1およびG2に通して屈曲を与えながら扁平に薄く開繊し、次いでこれらを厚み方向に重ね合わせた後、開繊した扁平糸条を低速のニップローラーR1およびこれより周速度が速い高速のニップローラーR2に通し、その際、両ニップローラーでは扁平の状態を維持するように該扁平糸条を厚み方向に挟んで把持し、さらに両ニップローラー間で長繊維束AおよびBからなる扁平糸条を牽切し、次いでニップローラーR2とニップローラーR3の間の空気噴出ノズルN1を用いて牽切した繊維束を吸引し、さらに空気噴出ノズルN2を用いて該繊維束を抱合し、ワインダーWに巻き取り、混繊糸である本発明の発熱性ミシン糸Yを製造することができる。なお、ニップローラーR3の後に、オイリング装置(図示せず)を設けて、繊維油剤を付与してもよい。
【0021】
ニップローラーR1とニップローラーR2間での牽切を容易にするためには、上記したように、ニップローラーR1に供給される糸条に、撚りや交絡が付与されていないことが好ましい。また、この糸条には、繊維油剤が付与されていてもよいが収束性や摩擦が少なくかつ静電気の起こり難い油剤が好ましい。すなわち、撚りや交絡や静電気あるいは繊維油剤の収束性や摩擦などが高いと、牽切斑が生じ易くなるため好ましくない。
また、開繊ガイドG1、G2としては、公知の円筒形あるいは中央部が膨らんだ紡錘形の棒状ガイドを数本平行に並べたもの、あるいは棒状ガイドを円弧状に曲げたガイドを数本並べたものが使用できる。開繊ガイドは、セラミック製、金属製等のものを任意に採用することができる。
なお、上記開繊ガイド後方のニップローラーR1の直前部での開繊した扁平糸条の幅を若干規制し縮小するガイドG3を設けてやると、扁平糸条端部の繊維密集度が増してニップローラーR1への繊維巻き付を防止でき、好ましい。
また、開繊ガイドG1、G2、ガイドG3などの糸道ガイドは、長繊維束の長さ方向に斜めに当てると撚りが発生することがあるので、垂直に当たるように配慮が必要である。
【0022】
また、金属繊維と合成繊維の長繊維束をそれぞれ巾方向に薄くテープ状に開繊してその厚み方向に積層する際、牽切域で使用されるニップローラーR1、R2をゴムローラーと金属ローラーの一対の高圧ニップローラーとし、ゴムローラーと金属ローラーからなる一対の高圧ニップローラーに対してそのゴムローラー側に金属繊維が配置されるように積層すると、合成繊維に発生した静電気が金属ローラーと金属繊維に漏洩しかつ合成繊維とゴムローラーとの接触が遮断されるため合成繊維のゴムローラーへの巻付が防止され好ましい。
【0023】
ニップローラーR1の周速度:ニップローラーR2の周速度の比は、1:8〜1:40が好ましく、1:10〜1:30がより好ましい。すなわち、上記周速度の比が、1:8未満になると、ニップローラーR1の周速度を速める必要が生じるため牽切後の繊維端がこれに巻き付き易くなり、一方1:40を超えると牽切斑などによる牽切糸条の太細比が大きくなり、好ましくない。
また、ニップローラーR2の牽切域側には、該ローラー表面に発生する空気の随伴流がニップ点においてローラー端部方向に流れるのを遮断するガイドG4を設けることが好ましい。すなわち、この随伴流を遮断しないと、ニップローラーR1から送り出されてくる繊維の先端がニップローラーR2に安定してニップするのが難しくなる傾向があり、このため牽切斑が生じ易くなり、好ましくない。
【0024】
さらに、空気噴射ノズルN1としては、ニップローラーR2から搬出されてくる牽切繊維が該ローラーに捲き付かないように吸引作用を有したノズルが使用されるが、吸引作用と同時に旋回作用を有したノズルを使用すると、繊維をより有効に吸引でき好ましい。
一方、空気噴出ノズルN2としては、目的に応じて、牽切された繊維束に旋廻流によって繊維端を巻き付けて結束抱合するもの、あるいは牽切された繊維束内の繊維同士を撹乱交絡させて抱合するものが使用できる。
【0025】
以上に説明した製造方法によって、金属繊維の長繊維束と合成繊維の長繊維束の複数本からなる混繊糸であって、これらの繊維がいずれも長繊維束を牽切した繊維からなり、該混繊糸の断面において同じ種類の単繊維が5本以上の繊維束として存在していない混繊性に優れた、図2や図3の(1)に示すような混繊糸からなる発熱性ミシン糸を得ることができる。
【0026】
なお、金属繊維の長繊維束と合成繊維の長繊維束をそれぞれ巾方向に薄くテープ状に開繊してその厚み方向に積層する際、合成繊維の比率の方が高い場合は、合成繊維の長繊維束を2本使用して、その間に金属繊維の長繊維束をサンドイッチ状に挟んだ状態で牽切域に供給してやると、牽切中の金属繊維の乱れを軽減出来、牽切が均一に出来る効果が得られ好ましい。
【0027】
このようにして得られる混繊糸(発熱性ミシン糸)中の金属繊維の牽切後の平均繊維長は300mm〜800mmが好ましい。300mm未満では金属繊維同士の接触が少なくなり、電気抵抗が高くなったり変動し易くなったりして好ましくない。一方、800mmを超えると、特に金属繊維側で牽切点の分布が乱れて牽切斑が起こり易くなり好ましくない。
また、発熱性ミシン糸を構成する合成繊維の単繊維の平均繊維長としては、5〜150cmが好ましく、10〜30cmがより好ましく、10〜25cmがさらに好ましい。平均繊維長が5cm未満では風綿が生じやすく牽切糸の成形が難しくなる傾向があり、一方150cmを超えると均一混合が難しく、発熱斑が発生しやすい。
【0028】
なお、このようにして得られる混繊糸(発熱性ミシン糸)は、例えば、この混繊糸を100〜800回/mの方向の下撚りを施し、さらにこれを2本合わせて150〜800回/mのZ方向の上撚を施し、双糸の発熱性ミシン糸として実用に供される。
【実施例】
【0029】
以下、本発明を実施例により詳細に説明するが、本発明はこれに限定されるものではない。
〔実施例1〕
図1の(1)〜(2)に示した製造装置を用い、金属繊維の長繊維束Aとして線径8μmφ、繊維本数1,500本のステンレス繊維(山中産業株式会社製、ナスロン)を用い、合成繊維の長繊維束Bとして全繊度1,000dtex、繊維本数1,334本のポリエチレンテレフタレート繊維(帝人ファイバー(株)製、テトロン)を用い、解舒時に撚りが入らないようにボビンを回転させながらボビンの外周方向に解舒し、途中2.3mの伸長スペースを入れて撚りや絡みを軽減しながらそれぞれ開繊ガイドG1およびG2に通して薄くテープ状に8mm巾に開繊し、更にこれらを厚み方向に重ね合わせると共にガイドG3を用いて該開繊巾を約7mm巾に規制して高圧ニップローラーR1に供給した。
次に、この積層繊維束を高圧ニップローラーR1およびこれより周速度が20 倍速い高圧ニップローラーR2間で均一に牽切すると共に細く牽伸し、引き続き高圧ニップローラーR2とニップローラーR3の間で吸引空気ノズルN1および旋回流を利用した抱合空気ノズルN2を用いて該複合繊維束に抱合性を付与し、330dtexの、図2に示すような実質的に無撚の繊維束に該繊維束の端部が捲回して結束抱合した側面形態を有した、金属繊維の比率が54重量%の発熱性ミシン糸Yとして、ワインダーWに巻き取った。また、図3の(1)に、得られたミシン糸の横断面の模式図を示す。ここで、図3の(1)において、黒丸は金属繊維の単繊維、白丸は合成繊維の単繊維を示す(以下、同様)。
【0030】
この発熱性ミシン糸Yに500回/mのS方向の下撚を施し、更にこれを2本合わせ450回/mのZ方向の上撚を施し、双糸の発熱性ミシン糸とした。
この双糸の発熱性ミシン糸を用い、ポリエチレンナフタレート繊維からなる織物基布に手形状のパターンに刺繍を施したところ、一般の刺繍用ミシン糸に対して縫製速度を8割に落とすだけで特に問題なく縫製することが出来、かつ特に問題の無い縫い目品位が得られた。
また、この刺繍基布の表面と裏面に塩ビフィルムをラミネートし、5本の指を有した手袋の甲側の側地内に挿入固定すると共に該発熱性ミシン糸の両端に電極を設置し、電気抵抗1.3μΩmの防寒作業手袋として仕上げたところ、−15℃の冷凍室内において該防寒作業手袋を着用し、これに電圧が12Vの小型軽量の充電式バッテリーを使用して電流を流したところ、数秒で約33℃に発熱し、5本の指でかじかむことなく快適に作業することが出来た。
【0031】
〔比較例1〕
実施例1において、金属繊維の長繊維束と合成繊維の長繊維束をそれぞれ伸張するスペースと開繊ガイドG1、G2、幅調整ガイドG3を取り除き、それぞれのボビンから直接供給ニップローラーR1に単に引き揃えるだけで供給した以外は、実施例1と同様にして発熱性ミシン糸を試作し、実施例1と同様にして縫製を行ったところ、縫製速度を4割まで落してやっとミシン針の破損や目飛びが治まり縫製が可能になったが、縫製品位的には未だ強いパッカリングが散見されるなどして十分な品位は得られなかった。このようにして得られた発熱性ミシン糸の横断面の模式図を図3の(2)に示す。
【0032】
<実施例1と比較例1の考察>
実施例1および比較例1で得た発熱性ミシン糸のそれぞれ糸の長さ方法の任意の5箇所について、図3に示すように、糸断面のほぼ中心で直行する糸の直径X−X‘、Y−Y‘上にある金属繊維束の単繊維本数を数え、その平均値Avと範囲(最大値と最小値の差)Rを算出した。その結果、実施例1による発熱性ミシン糸は、図3の(1)に示すように、Av=1.5、R=3、これに対し比較例1による発熱性ミシン糸は、図3の(2)に示すように、Av=2.8、R=6となり、本発明の製造方法による発熱性ミシン糸の金属繊維と合成繊維の分散性が従来品に対して大幅に向上し、より単繊維のオーダーで均一に分散混紡されていることが判った。
また、実施例1および比較例1で得た発熱性ミシン糸をそれぞれメリヤスに筒編みしたところ、比較例1品は筒編みの速度を実施例1品より4割以上低速にしないと編成が難しく、かつ編目の大きさのバラツキが大きいなど、ミシンによる縫製性と同様な結果が得られた他、編地を透かして見ると糸の太さ斑が目立つことから、本発明の製造方法による発熱性ミシン糸は、分散性のみならず牽切も向上して太さ斑的にも改良されていることが判明した。
【産業上の利用可能性】
【0033】
本発明による発熱性ミシン糸の製造方法よれば、金属繊維と合成繊維が単繊維のオーダーで均一に分散した混紡短繊維糸条が得られるため、ミシンによる縫製性能が従来品より大幅に改良された発熱性ミシン糸が得られる。
また、同時に糸の均一性も向上するため、発熱の均一性や外観も向上し、産業上の利用分野も従来品より大幅に拡大出来る可能性がある。
【符号の説明】
【0034】
A :金属繊維の長繊維束
B :合成繊維の長繊維束
G1、G2:開繊ガイド
G3 :扁平糸条の幅調整ガイド
G4 :空気随伴流遮断ガイド
R1 :低速ニップローラー
R2 :高速ニップローラー
R3 :ニップローラー
N1、N2:空気噴出ノズル
W :ワインダー
Y :混繊糸(発熱性ミシン糸)
【技術分野】
【0001】
本発明は、ミシンによる縫製性能に優れた発熱性ミシン糸の製造方法に関する。本発明は、さらに詳細には、金属繊維と合成繊維が単繊維のオーダーで均一に分散した混紡短繊維糸条となすことで、従来の縫製性を大幅に改良した、発熱性ミシン糸の製造方法に関する。
【背景技術】
【0002】
発熱性ミシン糸(発熱性糸条)は、従来から、特許文献1(特開平4−352802号公報)に示された手袋や、特許文献2(WO99/026456号パンフレット)に示された面状発熱体などに使用され知られている。これらの特許文献に使用されている発熱性糸条は、導電繊維と非導電繊維の混紡糸条からなり、非導電繊維を混紡する理由として電気抵抗値の調節を挙げているが、ミシンによる縫製性能は十分とは言えず、改良が求められていた。また、その製造方法の説明においても、ミシンによる縫製性を高めるような技術的記載は一切無いほか、合成繊維を混紡することによって縫製性が改善されるという知見も全く示されていない。
【0003】
これらの特許文献に記載された製造方法に準じて実際に発熱糸条を試作し、ミシンにて普通に縫製したところ、断糸や目飛び、パッカリング、ミシン針の損傷などが頻繁に発生し、ミシン縫製上未だいろいろ問題のあることが判明した。
一方、金属繊維のみを使用して糸条を試作し、同様に縫製したところ、ミシン針の破損や断糸が多発し、とても普通に縫製出来るものではないことが判明した。
【0004】
本発明者は、これらのことから金属繊維に合成繊維を混紡すると縫製性がかなり改善されるという知見を見出した。すなわち、金属繊維は、合成繊維に比べて塑性変形し易くかつ摩擦係数が大きいためミシン針の穴を鋭角な屈曲と摩擦を受けながら高速で通過するのは極めて難しいが、摩擦係数が少なくかつ屈曲性や変形回復に優れた合成繊維を混ぜると、この問題点が大幅に軽減され、縫製が可能になることを見出した。そこで、改めてこれらの特許文献に記載された製造方法に準じて試作した発熱糸条を見たところ、金属繊維が塊状に集合した箇所が頻繁に見られ、このような箇所では金属繊維100%の場合と同じような状況に陥ることが容易に予測されたため、いかにしてこの金属繊維の塊状化を防止し分散性を向上出来るかについて製造方法をいろいろ検討した。
【0005】
例えば、特許文献2に記載された製造方法によると、「導電性金属線と非導電繊維とを引き揃えて牽切装置に供給して該金属線と非導電繊維をともに長さ100〜800mmの不連続繊維とする方法が好ましく採用される」、あるいは引き揃えた後「数倍〜数十倍に引き伸ばして牽切加工を施し、次いで加圧空気ノズルにより絡合し繊維束とすることにより形成可能」とある(同特許文献の第10頁など)。ちなみに、本発明に用いられる後記する図1の(1)の製造装置に、特許文献2の製造方法を適用すると、図1において、Aは導電性金属線、Bは非導電繊維、R1は供給ローラー、R2は牽切ローラー、N2は加圧空気ノズル、Yは発熱性糸条である。この導電性金属線Aと、非導電繊維Bとを単に引き揃えて、図1の(1)の装置(ただし、開繊ガイドG1、G2、幅調整ガイドG3は設置されていない)を用いて、牽切、抱合して得られたミシン糸の横断面模式図を、図4の(1)〜(3)に示す。図4(1)〜(3)の各上段は導電性金属線Aと非導電繊維Bとを引き揃えたときの断面形態、各下段は供給ローラーR1と牽切ローラーR2の間で牽切中の両繊維の断面形態を示したものである。なお、各図において、黒丸は導電性金属線の単繊維を、白丸は非導電繊維の単繊維を示す。図4の(1)〜(3)から明らかのように、導電性金属線Aと非導電繊維Bの引き揃え方によって、牽切中の両繊維の分散形態が変るなど、単に引き揃えるだけで両繊維を単繊維のオーダーで均一に分散させるのはかなり難しいのはもちろん、金属繊維の塊状化を防止することすら難しいことが容易に判る。
【0006】
このように、上記特許文献においては、その製造方法の説明において、ミシンによる縫製性を高めるようとする知見や、合成繊維を混紡することによって縫製性が高まると言うような知見、いわんや金属繊維と合成繊維の混紡時の分散性を単繊維のオーダーまで高めて縫製性を高めようとするような知見などは全く示されていない。
従来の発熱性ミシン糸のミシンによる縫製性を高めるには、先ず金属繊維の塊状化を防止し、更に単繊維のオーダーまで分散性を均一に向上することが重要であり、それを達成出来る製造方法を見出すことが課題である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平4−352802号公報
【特許文献2】WO 99/026456号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、金属繊維と合成繊維が単繊維のオーダーで均一に分散した混紡短繊維糸条が得られ、従来に比べてミシンによる縫製性能が大幅に改良された発熱性ミシン糸を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、金属繊維の長繊維束と合成繊維の長繊維束を引き揃えて牽切装置に供給し、金属繊維と合成繊維の短繊維が混紡された発熱性ミシン糸を製造する方法において、それぞれの長繊維束を扁平に開繊して扁平糸条とし、それらを扁平の厚み方向に重ね合わせて、これを周速度の異なる2組のニップローラーを、低速のニップローラー、高速のニップローラーの順で通過させ、その際、いずれのニップローラーにおいても該扁平の状態を維持するように、該扁平糸条を厚み方向に挟んで把持し、かつ該2組のニップローラー間で該扁平糸条を牽切し、その後、空気噴射ノズルに通して抱合することを特徴とする発熱性ミシン糸の製造方法である。
【発明の効果】
【0010】
本発明による発熱性ミシン糸の製造方法よれば、金属繊維と合成繊維が単繊維のオーダーで均一に分散した混紡短繊維糸条が得られ、従来に比べてミシンによる縫製性能が大幅に改良された発熱性ミシン糸が得られる。
【図面の簡単な説明】
【0011】
【図1】(1)は本発明を実施するための装置の一例を示す概略図、(2)は(1)において、ガイドG3を通過後、長繊維束A,Bを開繊した各偏平糸条を重ね合わせてニップローラーR1に供給する部分の斜視図である。
【図2】本発明によって得られる発熱性ミシン糸の側面の一例を示した模式図である。
【図3】(1)は本発明の実施例1によって得られた発熱性ミシン糸の横断面の一例を示す模式図、(2)は本発明の比較例1によって得られた発熱性ミシン糸の横断面の一例を示す模式図である。
【図4】(1)〜(3)は、いずれも、金属繊維の長繊維束と合成繊維の長繊維束を単に引き揃えて図1の(1)の装置(ただし、開繊ガイドG1、G2、幅調整ガイドG3は設置されていない)で処理した場合に得られる従来の発熱性ミシン糸の横断面の一例を示す模式図である。
【発明を実施するための形態】
【0012】
本発明は、複数本の、金属繊維の長繊維束と合成繊維の長繊維束を用いて、両者の混繊性に優れた発熱性ミシン糸の製造方法である。
金属繊維としては、公知のステンレス繊維や銅繊維、あるいはニクロム繊維などが使用できるが、耐腐食性や強度などに優れたステンレス繊維が特に好ましい。
金属繊維の線径は、8〜15μmφが好ましい。細い方が、耐屈曲性や柔軟性あるいは牽切加工の均一性が向上するが、8μmφ未満では金属繊維の製造が難しく高価になり、一方15μmφを超えると、発熱性ミシン糸を細くし難くかつ触れたときにちくちくするなどして好ましくない。また、金属繊維の長繊維束における本数は、20〜150本程度が好ましい。
発熱性ミシン糸に占める金属繊維の比率は、30〜70重量%が電気特性と縫製性のバランスを取り易く好ましい。30重量%未満では、電気抵抗が高くなり、一方70重量%を超えると縫製性が低下し好ましくない。
【0013】
一方、合成繊維の長長繊維束を構成する素材としては、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート、ポリトリチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等の脂肪族ポリアミドや、芳香族ポリアミド、ポリエチレン、ポリプロピレン等のポリオレフィンを例示することができる。好ましくは、ポリエステルである。
合成繊維の繊維束の総繊度としては、好ましくは100〜10,000dtexであり、より好ましくは500〜5,000dtexであり、単繊維繊度としては、好ましくは0.1〜20dtexであり、より好ましくは0.5〜10dtexである。
なお、合成繊維の長繊維束のフィラメント数は、20〜20,000本程度である。
【0014】
なお、金属繊維、合成繊維、いずれの長繊維束も、牽切性を容易にするため、繊維束に捲縮や撚りあるいは交絡が少ないもの、また繊維油剤は収束性や摩擦、静電気の少ないものが好ましい。
すなわち、捲縮があると繊維が伸び縮みし易く牽切ローラーによる繊維端のニップが不確実になり、撚りや交絡あるいは油剤による収束性や摩擦の強いところがあるとそこに応力が集中し、静電気が発生すると牽切中の繊維が乱れ、いずれの場合も牽切斑の原因になり好ましくない。
【0015】
また、後記する牽切装置に長繊維束を供給する際には、例えば長繊維束がボビン等に巻かれたものであれば、解舒時に撚りが入らないようにボビンを回転させながらボビンの円周方向に解舒して供給したり、更には、これでも解舒時に長繊維束がボビン側面に擦られてS/Z交互に撚りが入ることがあるので、解除後開繊ガイドに至るまでにボビンへの巻き取り時の1トラバース分以上の伸長スペースを取ってこのS/Z撚りを打ち消すなどの工夫が必要である。
【0016】
本発明は、金属繊維の長繊維束と合成繊維の長繊維束とを、それぞれ扁平(テープ状)に開繊して扁平糸条とし、それらを扁平の厚み方向に重ね合わせて、これを周速度の異なる2組のニップローラーを、低速のニップローラー、高速のニップローラーの順で通過させ、その際、いずれのニップローラーにおいても該扁平の状態を維持するように、該扁平糸条を厚み方向に挟んで把持し、かつ該2組のニップローラー間で該扁平糸条を牽切し、その後、空気噴射ノズルに通して抱合することを特徴とする発熱性ミシン糸の製造方法である。かかる方法によって、金属繊維と合成繊維が単繊維の水準で均一に混繊され、従来に比べてミシンによる縫製性能が大幅に改良された混繊糸からなる発熱性ミシン糸が初めて得られる。
【0017】
すなわち、扁平に開繊し、繊維が平行に配列している金属繊維の長繊維束と合成繊維の長繊維束からなる複数本の長繊維束を、扁平(テープ状)の厚み方向に重ね合わせ、扁平の状態を維持するよう、扁平の厚み方向に一対の低速のニップローラーで把持することにより、それぞれの繊維が大きな塊状になることなく1本1本の繊維がばらばらに混ざり合った繊維束が得られる。
また、高速のニップローラーでも、低速のニップローラーから送り出されてくる2種(あるいは3種以上)の異なる長繊維からなる扁平糸条を、扁平の状態を維持するよう、扁平の厚み方向に把持すると共に、両ニップローラー間で、上記扁平糸条を牽切する。この際、高速のニップローラーと低速にニップローラーの周速度比に対応して、扁平糸条中に残留しているそれぞれの繊維の小繊維塊が減少する。
さらに、低速のニップローラーから送り出される扁平糸条は、高速のニップローラーに届いた順に繊維が1本ずつ把持され牽切されるので、それぞれの繊維が単繊維の水準で混ざりあった混繊状態が得られる。
本発明では、上記工程の後、高速のニップローラーから送出される繊維束を空気噴射ノズルに通して抱合するが、その際にも、空気噴射ノズルによって1本1本の繊維が撹乱され、より細かい混繊状態が得られる。
【0018】
以上のように、本発明では、金属繊維の長繊維束と合成繊維の長繊維束は、それぞれを別個に開繊装置に通して繊維束を巾方向に薄くテープ状にかつ同じ巾になるように開繊した後、両者をその厚み方向に積層して牽切域に供給し、そのままの状態で均一に牽切およびドラフトを施す。
すなわち、上記のように開繊積層してから牽切域の高圧ニップローラーで把持すると、それぞれの繊維が大きな塊状になることなく単繊維に近いオーダーで交互状に混ざり合った混繊状態が得られるのである。
【0019】
また、このようにして得られる混繊繊維束は、上記高圧ニップローラーより周速度が10〜40倍程速いもう一対の高圧ニップローラーによって把持されると同時に引き千切られ、更に10〜40倍程度に牽伸されるので、上記混繊繊維束中に残留していたそれぞれの小繊維塊は更に10〜40分の1に縮小されるのである。
しかも、上記混繊繊維束は、高速側の高圧ニップローラーに届いた順に繊維が1本ずつ把持され牽切牽伸されるので、更に細かく分散され、単繊維オーダーの混繊状態が得られる。
更には、上記高速側の高圧ニップローラーから送出されて来る細い繊維束には高圧の空気噴射ノズルによって抱合性が付与されるので、その際にも1本1本の繊維が撹乱され、より細かく分散した混繊状態が得られる。
【0020】
次に、図を用いて本発明の一実施形態について詳細に説明する。図1(1)は本発明を実施するための装置の一例を示す概略図、図1(2)は図1(1)において、ガイドG3通過後、金属繊維の長繊維束A、合成繊維の長繊維束Bを開繊した各扁平糸条を重ね合わせてニップローラーR1に供給する部分の斜視図を示す概略図である。
すなわち、図1において、金属繊維の長繊維束Aおよび合成繊維の長繊維束Bをそれぞれ開繊ガイドG1およびG2に通して屈曲を与えながら扁平に薄く開繊し、次いでこれらを厚み方向に重ね合わせた後、開繊した扁平糸条を低速のニップローラーR1およびこれより周速度が速い高速のニップローラーR2に通し、その際、両ニップローラーでは扁平の状態を維持するように該扁平糸条を厚み方向に挟んで把持し、さらに両ニップローラー間で長繊維束AおよびBからなる扁平糸条を牽切し、次いでニップローラーR2とニップローラーR3の間の空気噴出ノズルN1を用いて牽切した繊維束を吸引し、さらに空気噴出ノズルN2を用いて該繊維束を抱合し、ワインダーWに巻き取り、混繊糸である本発明の発熱性ミシン糸Yを製造することができる。なお、ニップローラーR3の後に、オイリング装置(図示せず)を設けて、繊維油剤を付与してもよい。
【0021】
ニップローラーR1とニップローラーR2間での牽切を容易にするためには、上記したように、ニップローラーR1に供給される糸条に、撚りや交絡が付与されていないことが好ましい。また、この糸条には、繊維油剤が付与されていてもよいが収束性や摩擦が少なくかつ静電気の起こり難い油剤が好ましい。すなわち、撚りや交絡や静電気あるいは繊維油剤の収束性や摩擦などが高いと、牽切斑が生じ易くなるため好ましくない。
また、開繊ガイドG1、G2としては、公知の円筒形あるいは中央部が膨らんだ紡錘形の棒状ガイドを数本平行に並べたもの、あるいは棒状ガイドを円弧状に曲げたガイドを数本並べたものが使用できる。開繊ガイドは、セラミック製、金属製等のものを任意に採用することができる。
なお、上記開繊ガイド後方のニップローラーR1の直前部での開繊した扁平糸条の幅を若干規制し縮小するガイドG3を設けてやると、扁平糸条端部の繊維密集度が増してニップローラーR1への繊維巻き付を防止でき、好ましい。
また、開繊ガイドG1、G2、ガイドG3などの糸道ガイドは、長繊維束の長さ方向に斜めに当てると撚りが発生することがあるので、垂直に当たるように配慮が必要である。
【0022】
また、金属繊維と合成繊維の長繊維束をそれぞれ巾方向に薄くテープ状に開繊してその厚み方向に積層する際、牽切域で使用されるニップローラーR1、R2をゴムローラーと金属ローラーの一対の高圧ニップローラーとし、ゴムローラーと金属ローラーからなる一対の高圧ニップローラーに対してそのゴムローラー側に金属繊維が配置されるように積層すると、合成繊維に発生した静電気が金属ローラーと金属繊維に漏洩しかつ合成繊維とゴムローラーとの接触が遮断されるため合成繊維のゴムローラーへの巻付が防止され好ましい。
【0023】
ニップローラーR1の周速度:ニップローラーR2の周速度の比は、1:8〜1:40が好ましく、1:10〜1:30がより好ましい。すなわち、上記周速度の比が、1:8未満になると、ニップローラーR1の周速度を速める必要が生じるため牽切後の繊維端がこれに巻き付き易くなり、一方1:40を超えると牽切斑などによる牽切糸条の太細比が大きくなり、好ましくない。
また、ニップローラーR2の牽切域側には、該ローラー表面に発生する空気の随伴流がニップ点においてローラー端部方向に流れるのを遮断するガイドG4を設けることが好ましい。すなわち、この随伴流を遮断しないと、ニップローラーR1から送り出されてくる繊維の先端がニップローラーR2に安定してニップするのが難しくなる傾向があり、このため牽切斑が生じ易くなり、好ましくない。
【0024】
さらに、空気噴射ノズルN1としては、ニップローラーR2から搬出されてくる牽切繊維が該ローラーに捲き付かないように吸引作用を有したノズルが使用されるが、吸引作用と同時に旋回作用を有したノズルを使用すると、繊維をより有効に吸引でき好ましい。
一方、空気噴出ノズルN2としては、目的に応じて、牽切された繊維束に旋廻流によって繊維端を巻き付けて結束抱合するもの、あるいは牽切された繊維束内の繊維同士を撹乱交絡させて抱合するものが使用できる。
【0025】
以上に説明した製造方法によって、金属繊維の長繊維束と合成繊維の長繊維束の複数本からなる混繊糸であって、これらの繊維がいずれも長繊維束を牽切した繊維からなり、該混繊糸の断面において同じ種類の単繊維が5本以上の繊維束として存在していない混繊性に優れた、図2や図3の(1)に示すような混繊糸からなる発熱性ミシン糸を得ることができる。
【0026】
なお、金属繊維の長繊維束と合成繊維の長繊維束をそれぞれ巾方向に薄くテープ状に開繊してその厚み方向に積層する際、合成繊維の比率の方が高い場合は、合成繊維の長繊維束を2本使用して、その間に金属繊維の長繊維束をサンドイッチ状に挟んだ状態で牽切域に供給してやると、牽切中の金属繊維の乱れを軽減出来、牽切が均一に出来る効果が得られ好ましい。
【0027】
このようにして得られる混繊糸(発熱性ミシン糸)中の金属繊維の牽切後の平均繊維長は300mm〜800mmが好ましい。300mm未満では金属繊維同士の接触が少なくなり、電気抵抗が高くなったり変動し易くなったりして好ましくない。一方、800mmを超えると、特に金属繊維側で牽切点の分布が乱れて牽切斑が起こり易くなり好ましくない。
また、発熱性ミシン糸を構成する合成繊維の単繊維の平均繊維長としては、5〜150cmが好ましく、10〜30cmがより好ましく、10〜25cmがさらに好ましい。平均繊維長が5cm未満では風綿が生じやすく牽切糸の成形が難しくなる傾向があり、一方150cmを超えると均一混合が難しく、発熱斑が発生しやすい。
【0028】
なお、このようにして得られる混繊糸(発熱性ミシン糸)は、例えば、この混繊糸を100〜800回/mの方向の下撚りを施し、さらにこれを2本合わせて150〜800回/mのZ方向の上撚を施し、双糸の発熱性ミシン糸として実用に供される。
【実施例】
【0029】
以下、本発明を実施例により詳細に説明するが、本発明はこれに限定されるものではない。
〔実施例1〕
図1の(1)〜(2)に示した製造装置を用い、金属繊維の長繊維束Aとして線径8μmφ、繊維本数1,500本のステンレス繊維(山中産業株式会社製、ナスロン)を用い、合成繊維の長繊維束Bとして全繊度1,000dtex、繊維本数1,334本のポリエチレンテレフタレート繊維(帝人ファイバー(株)製、テトロン)を用い、解舒時に撚りが入らないようにボビンを回転させながらボビンの外周方向に解舒し、途中2.3mの伸長スペースを入れて撚りや絡みを軽減しながらそれぞれ開繊ガイドG1およびG2に通して薄くテープ状に8mm巾に開繊し、更にこれらを厚み方向に重ね合わせると共にガイドG3を用いて該開繊巾を約7mm巾に規制して高圧ニップローラーR1に供給した。
次に、この積層繊維束を高圧ニップローラーR1およびこれより周速度が20 倍速い高圧ニップローラーR2間で均一に牽切すると共に細く牽伸し、引き続き高圧ニップローラーR2とニップローラーR3の間で吸引空気ノズルN1および旋回流を利用した抱合空気ノズルN2を用いて該複合繊維束に抱合性を付与し、330dtexの、図2に示すような実質的に無撚の繊維束に該繊維束の端部が捲回して結束抱合した側面形態を有した、金属繊維の比率が54重量%の発熱性ミシン糸Yとして、ワインダーWに巻き取った。また、図3の(1)に、得られたミシン糸の横断面の模式図を示す。ここで、図3の(1)において、黒丸は金属繊維の単繊維、白丸は合成繊維の単繊維を示す(以下、同様)。
【0030】
この発熱性ミシン糸Yに500回/mのS方向の下撚を施し、更にこれを2本合わせ450回/mのZ方向の上撚を施し、双糸の発熱性ミシン糸とした。
この双糸の発熱性ミシン糸を用い、ポリエチレンナフタレート繊維からなる織物基布に手形状のパターンに刺繍を施したところ、一般の刺繍用ミシン糸に対して縫製速度を8割に落とすだけで特に問題なく縫製することが出来、かつ特に問題の無い縫い目品位が得られた。
また、この刺繍基布の表面と裏面に塩ビフィルムをラミネートし、5本の指を有した手袋の甲側の側地内に挿入固定すると共に該発熱性ミシン糸の両端に電極を設置し、電気抵抗1.3μΩmの防寒作業手袋として仕上げたところ、−15℃の冷凍室内において該防寒作業手袋を着用し、これに電圧が12Vの小型軽量の充電式バッテリーを使用して電流を流したところ、数秒で約33℃に発熱し、5本の指でかじかむことなく快適に作業することが出来た。
【0031】
〔比較例1〕
実施例1において、金属繊維の長繊維束と合成繊維の長繊維束をそれぞれ伸張するスペースと開繊ガイドG1、G2、幅調整ガイドG3を取り除き、それぞれのボビンから直接供給ニップローラーR1に単に引き揃えるだけで供給した以外は、実施例1と同様にして発熱性ミシン糸を試作し、実施例1と同様にして縫製を行ったところ、縫製速度を4割まで落してやっとミシン針の破損や目飛びが治まり縫製が可能になったが、縫製品位的には未だ強いパッカリングが散見されるなどして十分な品位は得られなかった。このようにして得られた発熱性ミシン糸の横断面の模式図を図3の(2)に示す。
【0032】
<実施例1と比較例1の考察>
実施例1および比較例1で得た発熱性ミシン糸のそれぞれ糸の長さ方法の任意の5箇所について、図3に示すように、糸断面のほぼ中心で直行する糸の直径X−X‘、Y−Y‘上にある金属繊維束の単繊維本数を数え、その平均値Avと範囲(最大値と最小値の差)Rを算出した。その結果、実施例1による発熱性ミシン糸は、図3の(1)に示すように、Av=1.5、R=3、これに対し比較例1による発熱性ミシン糸は、図3の(2)に示すように、Av=2.8、R=6となり、本発明の製造方法による発熱性ミシン糸の金属繊維と合成繊維の分散性が従来品に対して大幅に向上し、より単繊維のオーダーで均一に分散混紡されていることが判った。
また、実施例1および比較例1で得た発熱性ミシン糸をそれぞれメリヤスに筒編みしたところ、比較例1品は筒編みの速度を実施例1品より4割以上低速にしないと編成が難しく、かつ編目の大きさのバラツキが大きいなど、ミシンによる縫製性と同様な結果が得られた他、編地を透かして見ると糸の太さ斑が目立つことから、本発明の製造方法による発熱性ミシン糸は、分散性のみならず牽切も向上して太さ斑的にも改良されていることが判明した。
【産業上の利用可能性】
【0033】
本発明による発熱性ミシン糸の製造方法よれば、金属繊維と合成繊維が単繊維のオーダーで均一に分散した混紡短繊維糸条が得られるため、ミシンによる縫製性能が従来品より大幅に改良された発熱性ミシン糸が得られる。
また、同時に糸の均一性も向上するため、発熱の均一性や外観も向上し、産業上の利用分野も従来品より大幅に拡大出来る可能性がある。
【符号の説明】
【0034】
A :金属繊維の長繊維束
B :合成繊維の長繊維束
G1、G2:開繊ガイド
G3 :扁平糸条の幅調整ガイド
G4 :空気随伴流遮断ガイド
R1 :低速ニップローラー
R2 :高速ニップローラー
R3 :ニップローラー
N1、N2:空気噴出ノズル
W :ワインダー
Y :混繊糸(発熱性ミシン糸)
【特許請求の範囲】
【請求項1】
金属繊維の長繊維束と合成繊維の長繊維束を引き揃えて牽切装置に供給し、金属繊維と合成繊維の短繊維が混紡された発熱性ミシン糸を製造する方法において、それぞれの長繊維束を扁平に開繊して扁平糸条とし、それらを扁平の厚み方向に重ね合わせて、これを周速度の異なる2組のニップローラーを、低速のニップローラー、高速のニップローラーの順で通過させ、その際、いずれのニップローラーにおいても該扁平の状態を維持するように、該扁平糸条を厚み方向に挟んで把持し、かつ該2組のニップローラー間で該扁平糸条を牽切し、その後、空気噴射ノズルに通して抱合することを特徴とする発熱性ミシン糸の製造方法。
【請求項2】
金属繊維の長繊維束と合成繊維の長繊維束をそれぞれ偏平状に開繊してその厚み方向に積層する際、牽切域で使用されるゴムローラーと金属ローラーからなる一対の高圧ニップローラーに対して、そのゴムローラー側に金属繊維が配置されるように積層する、請求項1に記載の発熱性ミシン糸の製造方法。
【請求項3】
金属繊維の長繊維束と合成繊維の長繊維束をそれぞれ偏平状に開繊しその厚み方向に積層する際、合成繊維の長繊維束を2本使用して、その間に金属繊維の長繊維束をサンドイッチ状に挟んだ状態で牽切域に供給する、請求項1または2に記載の発熱性ミシン糸の製造方法。
【請求項1】
金属繊維の長繊維束と合成繊維の長繊維束を引き揃えて牽切装置に供給し、金属繊維と合成繊維の短繊維が混紡された発熱性ミシン糸を製造する方法において、それぞれの長繊維束を扁平に開繊して扁平糸条とし、それらを扁平の厚み方向に重ね合わせて、これを周速度の異なる2組のニップローラーを、低速のニップローラー、高速のニップローラーの順で通過させ、その際、いずれのニップローラーにおいても該扁平の状態を維持するように、該扁平糸条を厚み方向に挟んで把持し、かつ該2組のニップローラー間で該扁平糸条を牽切し、その後、空気噴射ノズルに通して抱合することを特徴とする発熱性ミシン糸の製造方法。
【請求項2】
金属繊維の長繊維束と合成繊維の長繊維束をそれぞれ偏平状に開繊してその厚み方向に積層する際、牽切域で使用されるゴムローラーと金属ローラーからなる一対の高圧ニップローラーに対して、そのゴムローラー側に金属繊維が配置されるように積層する、請求項1に記載の発熱性ミシン糸の製造方法。
【請求項3】
金属繊維の長繊維束と合成繊維の長繊維束をそれぞれ偏平状に開繊しその厚み方向に積層する際、合成繊維の長繊維束を2本使用して、その間に金属繊維の長繊維束をサンドイッチ状に挟んだ状態で牽切域に供給する、請求項1または2に記載の発熱性ミシン糸の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−193484(P2012−193484A)
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願番号】特願2011−60322(P2011−60322)
【出願日】平成23年3月18日(2011.3.18)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願日】平成23年3月18日(2011.3.18)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]