
白色反射フィルム
【課題】フィルムを回収して、それを自己回収原料として用いてフィルムを製造したとしても、得られるフィルムが反射特性に優れる、回収可能な白色反射フィルムを提供すること。
【解決手段】反射層Aとビーズ層Bとを有する白色反射フィルムであって、
反射層Aが熱可塑性樹脂組成物とボイド形成剤とからなり、ボイドを含有し、
ビーズ層Bが平均粒子径1〜50μmの有機粒子と熱可塑性樹脂とからなり、該有機粒子の白色反射フィルム表面における被覆率が10〜100%であり、
有機粒子の融点Tm1、ビーズ層Bを構成する熱可塑性樹脂の融点Tm2、反射層Aを構成する熱可塑性樹脂組成物の融点Tm3が下記式を満足する、
白色反射フィルム。
Tm1≧Tm2+10
|Tm1−Tm3|≦40
【解決手段】反射層Aとビーズ層Bとを有する白色反射フィルムであって、
反射層Aが熱可塑性樹脂組成物とボイド形成剤とからなり、ボイドを含有し、
ビーズ層Bが平均粒子径1〜50μmの有機粒子と熱可塑性樹脂とからなり、該有機粒子の白色反射フィルム表面における被覆率が10〜100%であり、
有機粒子の融点Tm1、ビーズ層Bを構成する熱可塑性樹脂の融点Tm2、反射層Aを構成する熱可塑性樹脂組成物の融点Tm3が下記式を満足する、
白色反射フィルム。
Tm1≧Tm2+10
|Tm1−Tm3|≦40
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、白色反射フィルムに関する。特に、液晶表示装置に用いられる白色反射フィルムに関する。
【背景技術】
【0002】
液晶表示装置(LCD)のバックライトユニットには、液晶表示パネルの背面に光源および反射フィルムを備える直下型と、液晶表示パネルの背面に、反射板を備えた導光板を配し、かかる導光板の側面に光源を備えるエッジライト型とがある。従来、大型のLCDに用いられるバックライトユニットとしては、画面の明るさおよび画面内の明るさの均一性に優れるといった観点から、直下型(主には直下型CCFL)が主流であった。
【0003】
一方、エッジライト型は、従来ノート型PC等比較的小型のLCDによく用いられているが、導光板と反射フィルムとが直接接触している構造であるため、比較的柔らかい素材からなる導光板が反射フィルムにより傷付けられるという問題がある。この対策として、例えば特許文献1、2のように、エラストマー系のビーズを用いた傷付き防止層を備える反射シートの報告がある。さらに、ビーズの平均粒子径や埋没率を調整してビーズの脱落を抑制し、白点欠点の発生を抑制する報告がある(特許文献3)。
【0004】
そして近年、光源や導光板の発展により、エッジライト型のバックライトユニットでも明るさおよび画面内の明るさの均一性が向上し、LCDを薄くできるというメリットがあるため、比較的小型のもののみならず、大型のLCDにおいてもエッジライト型のバックライトユニットが用いられるようになってきた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−92018号公報
【特許文献2】特表2008−512719号公報
【特許文献3】特開2009−244509号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
エッジライト型バックライトユニットにおいては、上述のごとく導光板と反射フィルムとが直接接触している構造であるため、輝度の面内ばらつきを抑制するために、導光板と反射フィルムとの間にギャップを有し、かかるギャップを一定に保つことが必要である。そして、反射フィルムが表面にビーズを有することにより導光板と反射フィルムとの間のギャップを一定に保つことができ、これらの貼り付きを防ぐことができる。
【0007】
しかしながら本発明者は、上記特許文献1〜3のごとく、バインダー樹脂、ビーズおよび有機溶剤を含んだ塗料を塗布して傷付き防止層を形成したフィルムは、製品とならないフィルムを回収して、それを自己回収原料として用いて再度新たなフィルムを製造した場合に、回収原料中に残存するビーズが、フィルム中や、特に反射層中に溶融されずに存在していると、フィルム厚み当たりのボイド個数が減ることとなり、高い反射率が得難くなり、実質的に自己回収不可能であった問題を新たに見出し、着目した。
そこで本発明は、フィルムを回収して、それを自己回収原料として用いてフィルムを製造したとしても、得られるフィルムが反射特性に優れる、回収可能な白色反射フィルムを提供することを目的とする。
【0008】
さらに、回収時において、フィルム中の残留有機溶剤や、フィルムの回収工程において架橋化したビーズやバインダー樹脂の為に、ガスマーク欠点が生じたり、未溶融物等の異物が多くなったりして、製膜安定性に劣るものとなる点にも着目した。
そこで本発明は、さらに、自己回収原料を用いたとしても、得られるフィルムが製膜安定性(延伸性、製膜性ともいう。)にも優れる、回収可能な白色反射フィルムを提供することを、望ましい目的とする。
【課題を解決するための手段】
【0009】
本発明は、上記課題を達成するために、以下の構成を採用するものである。
1.反射層Aとビーズ層Bとを有する白色反射フィルムであって、
反射層Aが熱可塑性樹脂組成物とボイド形成剤とからなり、ボイドを含有し、
ビーズ層Bが平均粒子径1〜50μmの有機粒子と熱可塑性樹脂とからなり、該有機粒子の白色反射フィルム表面における被覆率が10〜100%であり、
有機粒子の融点Tm1、ビーズ層Bを構成する熱可塑性樹脂の融点Tm2、反射層Aを構成する熱可塑性樹脂組成物の融点Tm3が下記式を満足する、
白色反射フィルム。
Tm1≧Tm2+10
|Tm1−Tm3|≦40
2.揮発有機溶剤量が10ppm以下である、上記1に記載の白色反射フィルム。
3.反射層Aのボイド体積率が15体積%以上、70体積%以下である、上記1または2に記載の白色反射フィルム。
4.ビーズ層Bのボイド体積率が0体積%以上、15体積%未満である、上記1〜3のいずれか1に記載の白色反射フィルム。
5.ビーズ層Bが、溶融樹脂コーティング法、押出樹脂コーティング法、共押出法およびラミネート法のいずれかにより積層されてなる、上記1〜4のいずれか1に記載の白色反射フィルム。
【0010】
また、本発明は、以下の製造方法を包含する。
6.上記1に記載の白色反射フィルムの製造方法であって、
熱可塑性樹脂組成物とボイド形成剤とを、(Tm3)℃以上であって、かつ(Tm1)℃以上である温度で溶融し、反射層Aを形成し、
有機粒子と熱可塑性樹脂とを、(Tm2)℃以上、(Tm1)℃未満の温度で加熱して、熱可塑性樹脂を溶融し、ビーズ層Bを形成し、これらを積層する、製造方法。
【発明の効果】
【0011】
本発明によれば、フィルムを回収して、それを自己回収原料として用いて再度フィルムを製造したとしても、得られるフィルムが反射特性に優れる、回収可能な白色反射フィルムを提供することができる。
また、本発明の好ましい態様によれば、さらに、自己回収原料を用いたとしても、得られるフィルムが製膜安定性にも優れる、回収可能な白色反射フィルムを提供することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の反射フィルム断面の一例を示す模式図である。
【図2】本発明における密着斑評価に用いる構成体を示す模式図である。
【図3】本発明における導光板の傷つき評価および粒子の脱落評価の方法を示す模式図である。
【発明を実施するための形態】
【0013】
以下、本発明を構成する各構成成分について詳細に説明する。
[反射層A]
本発明における反射層Aは、熱可塑性樹脂組成物とボイド形成剤とからなり、ボイド形成剤を含有させることによって層中にボイドを含有し、白色を呈するようにした層である。かかるボイド形成剤としては、詳細は後述するが、例えば無機粒子、上記層を構成する熱可塑性樹脂組成物とは非相溶の樹脂(以下、非相溶樹脂と呼称する場合がある。)を用いることができる。また、反射層Aの波長550nmにおける反射率は、好ましくは95%以上、さらに好ましくは96%以上、特に好ましくは97%以上である。これにより白色反射フィルムの反射率を好ましい範囲としやすくなる。
【0014】
反射層Aは、上述のとおり層中にボイドを有するものであるが、かかるボイドの体積が反射層Aの体積に対して占める割合(ボイド体積率)は15〜70体積%であることが好ましい。このような範囲とすることで反射率の向上効果を高くすることができ、上記のような反射率が得やすくなる。また、製膜性の向上効果を高くすることができる。ボイド体積率が低すぎる場合は、好ましい反射率が得難くなる傾向にある。このような観点から、反射層Aにおけるボイド体積率は、さらに好ましくは30体積%以上、特に好ましくは40体積%以上である。他方、高すぎる場合は、製膜性の向上効果が低くなる傾向にある。このような観点から、反射層Aにおけるボイド体積率は、さらに好ましくは65体積%以下、特に好ましくは60体積%以下である。ボイド体積率は、反射層Aにおけるボイド形成剤の種類や大きさ、量を調整することにより達成することができる。
【0015】
(熱可塑性樹脂組成物)
反射層Aを構成する熱可塑性樹脂組成物としては、後述する融点の態様を満足すれば特に限定されず、例えば、ポリエステル、ポリオレフィン、ポリスチレン、アクリルからなる熱可塑性樹脂組成物を挙げることができる。中でも、機械的特性および熱安定性に優れた白色反射フィルムを得る観点から、ポリエステルが好ましい。
【0016】
かかるポリエステルとしては、ジカルボン酸成分とジオール成分とからなるポリエステルを用いることが好ましい。このジカルボン酸成分としては、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、アジピン酸、セバシン酸等を挙げることができる。ジオール成分としては、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、1,6−ヘキサンジオール等を挙げることができる。これらのポリエステルのなかでも芳香族ポリエステルが好ましく、特にポリエチレンテレフタレートが好ましい。ポリエチレンテレフタレートはホモポリマーであってもよいが、フィルムを1軸あるいは2軸に延伸する際に結晶化が抑制されて延伸性、製膜性が良好となる点から、共重合ポリマーが好ましい。共重合成分としては、上記のジカルボン酸成分やジオール成分が挙げられるが、耐熱性と製膜性の両立という観点から、イソフタル酸、2,6−ナフタレンジカルボン酸が好ましい。共重合成分の割合は、ポリエステルの全ジカルボン酸成分100モル%を基準として、例えば1〜20モル%、好ましくは2〜18モル%、さらに好ましくは3〜15モル%、特に好ましくは7〜11モル%である。共重合成分の割合をこの範囲とすることによって、製膜性の向上効果に優れる。また、熱寸法安定性に優れる。さらに、後述の融点の態様を達成し易くなる。
【0017】
また、熱可塑性樹脂組成物は、本発明の白色反射フィルムにおいて、製品とならないものや、製膜においてクリップに把持された端部等を回収した自己回収原料を含有することができる。本発明においては、反射層Aおよびビーズ層Bを構成する各成分が特定の融点範囲であるために、このように反射層Aが自己回収原料を含有したとしても、反射率に優れた白色反射フィルムを得ることができる。
【0018】
かかる自己回収原料としては、回収したフィルムを粉砕したもの、粉砕したフィルムを圧力等によりチップ状にしたもの、粉砕したフィルムを溶融押出してチップ状にしたもの等を挙げることができる。
【0019】
反射層Aにおける自己回収原料の含有量は、本発明の目的を損なわない限り特に限定されないが、反射層Aの質量を基準として、例えば10〜50質量%、好ましくは30〜40質量%である。かかる範囲であると、反射率に悪影響を与え難くなる。また、生産性に優れる。
【0020】
(ボイド形成剤)
反射層Aにおいて、ボイド形成剤として無機粒子を用いる場合、無機粒子としては、白色無機粒子が好ましい。この白色無機粒子としては、硫酸バリウム、二酸化チタン、二酸化珪素、炭酸カルシウムの粒子を例示することができる。これら無機粒子は、白色反射フィルムがある程度の反射率を有するように、平均粒子径や含有量を選択すればよく、これらは特に限定はされない。好ましくは、反射層Aや白色反射フィルムの反射率が本発明における好ましい範囲となるようにすればよい。また、反射層Aにおけるボイド体積率が本発明における好ましい範囲となるようにすればよい。このことを勘案して、無機粒子の平均粒子径は、例えば0.2〜3.0μm、好ましくは0.3〜2.5μm、さら好ましくは0.4〜2.0μmである。またその含有量は、反射層Aの質量を基準として20〜60質量%が好ましく、25〜55質量%がさらに好ましく、最も好ましくは31〜53質量%である。この範囲で無機粒子を用いることにより、好ましい反射率やボイド体積率を達成しやすくなる。また、上述のような粒子態様を採用することにより、ポリエステル中で適度に分散させることが可能であり、粒子の凝集が起こり難く、粗大突起のないフィルムを得ることができ、また同時に、粗大粒子が起点となる延伸時の破断も抑制される。無機粒子は、どのような粒子形状でもあってもよく、例えば、板状、球状であってもよい。無機粒子は、分散性を向上させるための表面処理を行ってあってもよい。
【0021】
また、ボイド形成剤として非相溶樹脂を用いる場合、非相溶樹脂としては、ポリオレフィン、ポリスチレンなどが好ましい。これらは粒子の態様でもよい。またその含有量は、無機粒子の場合と同様に、白色反射フィルムがある程度の反射率を有するように、平均粒子径や含有量を選択すればよく、これらは特に限定はされない。好ましくは、反射層Aや白色反射フィルムの反射率が本発明における好ましい範囲となるようにすればよい。また、反射層Aにおけるボイド体積率が本発明における好ましい範囲となるようにすればよい。このことを勘案して、含有量は、反射層Aの質量を基準として10〜50質量%が好ましく、12〜40質量%が更に好ましく、最も好ましくは13〜35質量%である。このような範囲で非相溶樹脂を用いることで、好ましい反射率やボイド体積率を達成しやすくなる。
【0022】
(その他の成分)
反射層Aは、本発明の目的を阻害しない限りにおいて、その他の成分、例えば紫外線吸収剤、酸化防止剤、帯電防止剤、蛍光増白剤、ワックス、ボイド形成剤とは異なる粒子や樹脂等を含有することができる。
【0023】
[ビーズ層B]
本発明のビーズ層Bは、有機粒子と熱可塑性樹脂とからなる。本発明においては、これら有機粒子や熱可塑性樹脂が架橋系でない態様が好ましい。また、ビーズ層Bが架橋剤を含有しない態様が好ましい。架橋系であると、自己回収原料を用いたフィルム製膜において、未溶融物等の異物が発生しやすくなり、延伸性の向上効果が低くなるためである。また、有機粒子が架橋系であると、粒子が硬くなる傾向にあり、導光板への傷付き抑制の向上効果が低くなる傾向にある。なお、ここで架橋系であるかどうかは、例えば融点を有しないものは架橋系と判断することができる。最も好ましくは、有機粒子や熱可塑性樹脂が架橋基(架橋可能な官能基)を有さず、ビーズ層Bが架橋剤を有しない態様である。
【0024】
(熱可塑性樹脂)
本発明におけるビーズ層Bを構成する熱可塑性樹脂としては、後述する融点の態様を満足すれば特に限定されず、例えば、ポリエステル、ポリオレフィン、ポリスチレン、アクリル等の熱可塑性樹脂を挙げることができ、機械的特性および熱安定性に優れる白色反射フィルムを得る観点からはポリエステルが好ましい。また、反射層Aとビーズ層Bとか接触して積層する場合、同類の樹脂とすることによって層間の密着性が向上する。
【0025】
ビーズ層Bの熱可塑性樹脂としてポリエステルを用いる場合、ポリエステルとしては、上述の反射層Aにおけるポリエステルと同様のポリエステルを挙げることができる。これらのポリエステルのなかでも芳香族ポリエステルが好ましく、特にポリエチレンテレフタレートが好ましい。ポリエチレンテレフタレートはホモポリマーであってもよいが、フィルムを1軸あるいは2軸に延伸する際に結晶化が抑制されて延伸性が良好となる点から、共重合ポリマーが好ましい。共重合成分としては、上記のジカルボン酸成分やジオール成分が挙げられるが、耐熱性と製膜性の両立という観点から、イソフタル酸、2,6−ナフタレンジカルボン酸が好ましい。共重合成分の割合は、ポリエステルの全ジカルボン酸成分100モル%を基準として、例えば1〜20モル%、好ましくは2〜18モル%、さらに好ましくは3〜17モル%、特に好ましくは12〜16モル%である。共重合成分の割合をこの範囲とすることによって、製膜性の向上効果に優れる。また、熱寸法安定性に優れる。さらに、後述の融点の態様を達成し易くなる。
【0026】
(有機粒子)
本発明におけるビーズ層の有機粒子としては、熱可塑性樹脂粒子であり、例えばポリエステル粒子、アクリル粒子、ポリスチレン粒子、ナイロン粒子、シリコーン粒子、ポリオレフィン粒子等が挙げられるが、特に熱安定性が高いことや、フィルムを回収して、自己回収原料として用いた際に扱い易く、得られるフィルムの反射率に優れ、またガスマークや未溶融物等の異物が生じ難いという観点から、ポリエステル粒子、ナイロン粒子が好ましく、ポリエステル粒子が特に好ましい。
【0027】
有機粒子の平均粒子径は、導光板とフィルムとの間隔を一定に保ち、これらが貼り付くことを良好に抑制できるという観点、および有機粒子の脱落抑制の観点から、1〜50μmである。平均粒子計が小さすぎると、白色反射フィルムが導光板に部分的に密着してしまう可能性が高くなる傾向にあり好ましくない。このような観点から、平均粒子径は、好ましくは2μm以上、さらに好ましくは3μm以上、特に好ましくは5μm以上である。他方、大きすぎる場合は、有機粒子が脱落し易くなる傾向にあり、脱落が生じるとバックライトユニットにおいては白点欠点となる。このような観点から、平均粒子径は、好ましくは45μm以下、さらに好ましくは40μm以下、特に好ましくは35μm以下、最も好ましくは30μm以下である。
【0028】
有機粒子は、球状であることが好ましく、短径/長径=0.7以上の粒子が好ましい。球体に近くする事により、導光板とフィルムの間隔を一定に保ち易くなる為、輝度の均一性に優れる等有利である。このような観点から、短径/長径の比は、より好ましくは0.8以上、さらに好ましくは0.9以上である。
なお、ビーズ層における有機粒子の含有量は、有機粒子の平均粒子径等を勘案した上で、後述する被覆率を満足するような範囲を選択すればよい。例えば、ビーズ層の質量を基準として、好ましくは1〜50質量%、さらに好ましくは5〜40質量%、特に好ましくは10〜35質量%である。
【0029】
ここで、ポリエステル粒子の場合の製造方法について以下に一例を示す。
イオン性基含有ポリエステル樹脂を水分散化することによりポリエステルエマルジョンを作成し、水分散しているポリエステルのミクロ粒子を可塑化状態下に緩凝集させることにより得ることができる。凝集させる方法としては、分散粒子の表面電位を減ずる方法、あるいは分散系内に電解質を添加し、電気二重層の厚みを減ずる方法等がある。このように、ミクロ粒子を可塑化状態下にて緩凝集させた場合は、粒子が可塑化しているために複数の粒子が凝集した際に表面張力のために球形化し、より粒子径の大きな粒子へと粒子成長する。このようにして得られた粒子は実質的には球形である。
【0030】
(被覆率)
本発明の白色反射フィルムは、その表面に有機粒子(ビーズ)を有し、かかる有機粒子が白色反射フィルム表面を被覆している態様となる。有機粒子による被覆は、後に定義する被覆率で10〜100%となるように白色反射フィルム表面を被覆していることをいう。被覆率がかかる範囲にあると、導光板と反射フィルムとのギャップ維持の効果を奏することができる。被覆率が10%未満であると、ギャップを保つことができなくなることがあり、導光板と反射フィルムとの貼り付きによる密着斑(貼り付いた箇所が白く見える欠点)が発生する恐れがある。また、導光板と反射フィルム間の摩擦が増える傾向にあり、導光板にキズが付きやすくなる。被覆率は、ギャップの確保や貼り付き抑制の観点からは高い方が好ましいが、高すぎると、反射率の向上効果が低くなり、それにより表示装置においては輝度の向上効果が低くなる傾向にある。このような観点から、被覆率は、好ましくは12%以上、より好ましくは15%以上、さらに好ましくは20%以上であり、好ましくは95%以下、より好ましくは90%以下、さらに好ましくは85%以下、特に好ましくは50%以下である。被覆率は、有機粒子の大きさや含有量を調整することにより調整することができ、大きさを大きくしたり、含有量を多くしたりすると被覆率は高く調整することが可能である。
【0031】
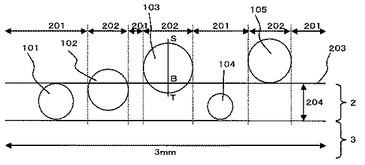
本発明において被覆率は、フィルム面内の直交する二方向のそれぞれ長さ3mmの測定領域の合計長さ6mmの測定領域について断面観察を行い、かかる測定領域において白色反射フィルム表面を有機粒子(以下、単に「粒子」と呼称する場合がある。)が被覆している割合として定義される。
【0032】
具体的には、ミクロトームを用いて、フィルム面内に無作為に選んだ一方向とフィルムの厚み方向とが形成する面が切断面となるように切片サンプル1を切り出し、それとは別に、切片サンプル1で無作為に選んだ一方向と直交する方向と厚み方向とが形成する面が切断面となるように切片サンプル2を切り出し、切片サンプル1の断面において有機粒子により被覆されている面の長さ3mmの領域と、切片サンプル2の断面において有機粒子により被覆されている面の長さ3mmの領域との合計長さ6mmの測定領域について、日立製作所製S−4700形電界放出形走査電子顕微鏡を用い、倍率3000倍にて観察し、切片サンプルの切断面内における測定領域において、粒子に被覆されていないフィルム表面の部分の長さ(図1の符号201)を積算して、下記式で求める(図1参照)。
被覆率
=(6mm−(粒子に被覆されていない部分の積算長さ(mm)))/6mm×100(%)
【0033】
なお、切断面において粒子の最大径部分がビーズ層表面(図1の符号203)より外側に出ている場合には、粒子の最大径で覆われる部分を粒子に被覆されているとみなし(例えば図1の符号103、105)、粒子の最大径部分がビーズ層表面より内側にある場合、すなわち塗膜中に沈みこんでいる場合には、粒子のうちビーズ層表面より外に出ている部分が作るドーム状突起の最大径を粒子に被覆されているとみなす(例えば図1の符号102)。また、この際、後述する露出率を満たす粒子については被覆しているとみなし、露出率を満たさない粒子が存在していたとしても、被覆していないとみなす(例えば図1の符号101、104)。
【0034】
(露出率)
本発明における被覆率の算出において、フィルム表面を被覆しているとして扱う粒子は、ビーズ層表面にその一部分または全部が露出しているものである。この露出は、本発明で定義する露出率で1%以上の露出率での露出をいう。このように、露出率1%未満の粒子は被覆している粒子として扱わない。なお、ここで「露出している」とは、必ずしも粒子がフィルム外側の空気に触れていることを要するものではなく、粒子がビーズ層表面において熱可塑性樹脂等の薄膜で覆われていたとしても、ビーズ層表面に対して凸状を形成しており、露出率を有する場合を「露出している」とする。
【0035】
露出率とは、例えば露出率100%は、切断面において、フィルム表面に粒子が接する形で表面に支えられている状況にあたり、露出率0%は、切断面において、フィルム表面においても粒子が完全に沈み込んでいる状態であり、露出率50%は、切断面において、粒子の半分が埋まり、残りの半分がフィルム表面外に突出している状態である。
【0036】
より正確に露出率を定義すると、露出率は、切片サンプルの切断面内における粒子の断面の中心を通りフィルムのフィルム面に垂直に向かう直線を引いたときに、この直線がフィルム切片の切断面内において粒子の表面と交わる2つの点のうち、露出した側の表面にある点をS、露出していない側の表面にある点をTとし、さきの直線がフィルム面と交わる点をBとしたとき、(SとBとの間の距離)/(SとTとの間の距離)で表される(図1参照)。
【0037】
すなわち、露出率(%)は、下記式で定義される。
露出率=(SとBとの間の距離)/(SとTとの間の距離)×100(%)
なお、切断面内における粒子の断面の中心は、粒子が球状の場合はその断面の円の中心とし、粒子が非球状の場合は、その断面の重心とする。
【0038】
本発明においては、上記被覆率と同様に、フィルム面内の直交する二方向のそれぞれ長さ3mmの測定領域の合計長さ6mmの測定領域とした際に、かかる測定領域における粒子の露出率の平均値(平均露出率、平均値を算出する際には、露出率0%以下のものは含まない。)が5〜90%であることが好ましい。かかる範囲にあると導光板とのギャップを確保することが容易となり、貼り付き抑制の向上効果が高くなる。同時に、粒子の脱落を抑制することができる。平均露出率が低すぎる場合は、ギャップの確保が困難となる傾向にあり、また貼り付きが生じやすくなる傾向にある。他方、高すぎる場合は、粒子脱落の抑制が困難となる。このような観点から、粒子の平均露出率は、好ましくは10〜85%、より好ましくは15〜80%、さらに好ましくは、特に好ましくは20〜75%である。
【0039】
(その他の成分)
ビーズ層Bは、上記構成成分以外の成分を、本発明の目的を阻害しない範囲において含有していてもよい。かかる成分としては、例えば紫外線吸収剤、酸化防止剤、帯電防止剤、蛍光増白剤、ワックス、上記有機粒子とは異なる粒子や樹脂等を挙げることができる。
【0040】
また、ビーズ層Bは、反射層Aにおけるボイド形成剤を含有していてもよく、そのような態様とすることで反射率の向上効果を高くすることができる。その反面、ビーズ層Bにおけるボイド形成剤の含有量を少なくするか、ボイド形成剤を含有しないと、製膜性の向上効果を高くすることができる。これらの観点から、ビーズ層Bにおけるボイド体積率(ビーズ層Bの体積に対するビーズ層Bにおけるボイドの体積の割合)は、0体積%以上、15体積%未満であることが好ましく、さらに好ましくは5体積%以下、特に好ましくは3体積%以下である。
【0041】
[各構成成分の融点]
本発明においては、ビーズ層Bにおける有機粒子の融点をTm1(単位:℃)、ビーズ層Bを構成する熱可塑性樹脂の融点をTm2(単位:℃)、反射層Aを構成する熱可塑性樹脂組成物の融点をTm3(単位:℃)としたときに、下記式を満足することが必要である。
Tm1≧Tm2+10
|Tm1−Tm3|≦40
【0042】
このような融点の態様とすることにより、白色反射フィルムとしては、導光板とのギャップを保持することができると同時に、本発明の白色反射フィルムを回収して、自己回収原料として再度フィルムの製膜に、特に反射層の製膜に用いて、本発明の白色反射フィルムを製造したとしても、得られた白色反射フィルムは反射率に優れる。すなわち、ビーズ層においては有機粒子が粒子として存在し、ギャップの確保が可能であると同時に、これを回収した際には、フィルム中、特には反射層中においては有機粒子を十分に溶融させることができ、これによりボイドが形成されやすくなり、優れた反射率を得ることができる。
【0043】
Tm1が(Tm2+10)未満であると、溶融押出によりビーズ層を形成する際に、有機粒子が変形、溶融しやすいこととなり、ビーズとしての役割を果たさなくなり、導光板とのギャップが保持できない。このような観点から、
Tm1≧Tm2+20
であることが好ましく、
Tm1≧Tm2+30
であることがさらに好ましい。
【0044】
また、|Tm1−Tm3|が40を超えると、すなわちTm1とTm3の温度差が大きすぎると、フィルムを自己回収原料として用いた際に、フィルム中、特に反射層中において有機粒子が残存し易くなり、それによりボイドの形成が阻害されやすくなり、好ましいボイドの態様にすることが困難となり、結果として優れた反射率が得られなかったり、また、劣化物が発生しやすくなり、それによる異物が発生しやすくなり、延伸性が低くなったりする。このような観点から、
|Tm1−Tm3|≦30
であることが好ましく、
|Tm1−Tm3|≦25
であることがさらに好ましい。
【0045】
さらに、Tm3≧Tm2であることが好ましく、反射層Aにおいて好ましいボイドの態様が得やすくなり、反射率の向上効果を高くすることができる。かかる観点から、さらに好ましくはTm3≧Tm2+10であり、特に好ましくはTm3≧Tm2+15である。
【0046】
[層構成]
本発明における反射層Aの厚みは、80〜300μmであることが好ましい。これにより反射率の向上効果を高くすることができる。薄すぎると反射率の向上効果が低く、他方厚すぎることは非効率である。このような観点から、さらに好ましくは150〜250μmである。
【0047】
また、ビーズ層Bの厚み(複数有する場合は、導光板側となる表面における1層の厚み)は、10〜70μmであることが好ましい。これにより、好ましい被覆率および露出率の態様としやすくなり、導光板とのギャップ確保がしやすくなる。また、反射率の向上効果および延伸性の向上効果を高くすることができる。薄すぎると被覆率と粒子脱落抑制とを両立させることが困難となる傾向にあり、また延伸性の向上効果が低くなり、他方厚すぎると反射率の向上効果が低くなり、また好ましい露出率が得難くなる傾向にある。かかる観点から、さらに好ましくは20〜60μmである。
【0048】
積層構成は、反射層AをA、ビーズ層BをBと表わした際に、B/Aの2層構成、B/A/Bの3層構成、B/A/B/Aの4層構成、またBを少なくともいずれか片方の表面に配した5層以上の多層構成を挙げることができる。特に好ましくはB/Aの2層構成、B/A/Bの3層構成、最も好ましくはB/A/Bの3層構成であり、カール等の問題が生じ難い。
【0049】
反射層Aおよびビーズ層Bは、白色反射フィルム全体の厚みを100%とした際に、反射層Aの厚み比率が50〜90%であって、ビーズ層Bの厚み比率が5〜50%、さらには5〜25%である態様が好ましく、各特性のバランスをより良くすることができる。ここで各層の厚み比率は、各層を複数有する場合は、それらの積算厚みどうしの比率をいう。
【0050】
本発明においては、反射層Aとビーズ層B以外に、本発明の目的を損なわない限りにおいて他の層を有していてもよい。例えば、帯電防止性や導電性、紫外線耐久性等の機能を付与するための層を有していてもよい。また、支持層を有することにより機械特性や耐熱性、延伸性の向上効果を高くすることができる。かかる支持層は、比較的少ないボイドを含有するかもしくはボイドを含有しない層である。かかる支持層は、反射層Aと同様の樹脂組成物からなる層であることができ、機械特性および熱安定性に優れる観点からポリエステルが好ましい。ポリエステルとしては、反射層Aと同様のポリエステルを用いることができる。また支持層は、反射層Aにおけるボイド形成剤を用いてボイドを含有していてもよいが、そのボイド体積率は0〜15体積%未満であることが好ましく、これにより製膜性に優れる。ボイド体積率が高すぎると延伸性に劣り、支持層としての役割を果たさなくなる。このような観点から、支持層のボイド体積率は、さらに好ましくは0〜12体積%、特に好ましくは0〜10体積%である。かかる支持層の厚みは、例えば10〜70μm程度である。なお、支持層を有する場合における層構成としては、支持層をCと表わした際に、B/A/Cの3層構成、B/A/C/B、B/A/B/C等の4層構成等、Bを少なくとも片方の表面に配した層構成、好ましくはB/Aの構成を、Bが表層となるように少なくとも片方の表面に配した層構成等を挙げることができる。
【0051】
[製造方法]
以下、本発明の白色反射フィルムを製造する方法の一例を説明する。なお、ビーズ層Bにおける有機粒子の融点をTm1(単位:℃)、ガラス転移温度をTg1(単位:℃)、ビーズ層Bを構成する熱可塑性樹脂の融点をTm2(単位:℃)、ガラス転移温度をTg2(単位:℃)、反射層Aを構成する熱可塑性樹脂組成物の融点をTm3(単位:℃)、ガラス転移温度をTg3(単位:℃)とする。
【0052】
まず、本発明の白色反射フィルムを製造するに際しては、溶融押出法等によって得られた反射層Aに、溶融樹脂コーティング法(溶融押出樹脂コーティング法を含む)、共押出法およびラミネート法等によりビーズ層Bを形成し、積層構成を形成することが好ましい。このとき、本発明においては、熱可塑性樹脂組成物とボイド形成剤とを少なくとも含有する、反射層Aを形成するための組成物を、(Tm3)℃以上であって、かつ(Tm1)℃以上である温度で溶融し、反射層Aを形成し、有機粒子と熱可塑性樹脂とを少なくとも含有する、ビーズ層Bを形成するための組成物を、(Tm2)℃以上、(Tm1)℃未満の温度で加熱して、熱可塑性樹脂を溶融し、ビーズ層Bを形成し、これらを積層することが重要である。
【0053】
本発明においては、特に共押出法により製造されたものであることが好ましい。また、反射層Aとビーズ層Bとは、共押出法により直接積層されていることが好ましい。このように共押出法で積層することによって、反射層Aとビーズ層Bとの界面密着性を高くすることができる上、フィルムを貼り合せたり、フィルムの製膜後に改めてビーズ層Bを形成したりするための工程を経る必要が無いため、容易に量産できる。
【0054】
以下に、反射層Aを構成する熱可塑性樹脂組成物およびビーズ層Bを構成する熱可塑性樹脂としてポリエステルを採用し、これらの積層方法として共押出法を採用した場合について説明するが、本発明はかかる製法に限定はされず、また下記を参考に本発明の他の態様についても同様に製造することができる。その際、押出工程を含まない場合は、以下の「溶融押出温度」は、「溶融温度」と読み替えればよい。
【0055】
まず、反射層Aを形成するためのポリエステル組成物として、熱可塑性樹脂組成物としてのポリエステルと、ボイド形成剤と、他の任意成分を混合したものを用意する。また、ビーズ層Bを形成するためのポリエステル組成物として、熱可塑性樹脂としてのポリエステルと、有機粒子と、他の任意成分を混合したものを用意する。これらポリエステル組成物は、乾燥して十分に水分を除去して用いる。
【0056】
次に、乾燥したポリエステル組成物を、それぞれ別の押出機に投入し、溶融押出する。溶融押出温度は、反射層A側は、(Tm3)℃以上であって、かつ(Tm1)℃以上である範囲、好ましくは(Tm3+5)℃以上であって、かつ(Tm1+5)℃以上である範囲とすればよい。これにより反射層Aが自己回収原料を含有している場合においても、自己回収原料由来の有機粒子が十分に溶融し、反射層Aにおいて好適なボイドを形成することが可能となり、反射率の向上効果を高くすることができる。かかる観点から、さらに好ましくは(Tm3+10)℃以上であって、かつ(Tm1+10)℃以上である範囲である。上限は、樹脂の劣化による問題や樹脂の溶融粘度が低下することによる問題等が生じない限りにおいて特に限定されない。例えば(Tm3+100)℃以下または(Tm1+100)℃以下、好ましくは(Tm3+50)℃以下または(Tm1+50)℃以下とすればよい。
【0057】
また、ビーズ層B側の溶融押出温度は、(Tm2)℃以上、(Tm1)℃未満、好ましくは(Tm2+5)℃以上、(Tm1−5)℃以下、さらに好ましくは(Tm2+10)℃以上、(Tm1−10)℃以下とすればよい。これによりビーズ層Bにおいて有機粒子が十分に形状を保持することができ、被覆率や露出率を好ましい態様にしやすくなり、導光板との貼り付き抑制やギャップ確保等ビーズ層としての効果を奏することができる。かかる溶融押出温度が高すぎると、有機粒子が形状を保持し難くなり、被覆率や露出率を好ましい態様とし難くなる傾向にある。
【0058】
またこのとき、フィルムの製造に用いるポリエステル組成物、特に反射層Aに用いるポリエステル組成物は、線径15μm以下のステンレス鋼細線よりなる平均目開き10〜100μmの不織布型フィルターを用いて濾過を行うことが好ましい。この濾過を行うことで、通常は凝集して粗大凝集粒子となりやすい粒子の凝集を抑え、粗大異物の少ないフィルムを得ることができる。なお、不織布の平均目開きは、好ましくは20〜50μm、さらに好ましくは15〜40μmである。濾過したポリエステル組成物は、溶融した状態でフィードブロックを用いた同時多層押出法(共押出法)により、ダイから多層状態で押し出し、未延伸積層シートを製造する。ダイより押し出された未延伸積層シートを、キャスティングドラムで冷却固化し、未延伸積層フィルムとする。
【0059】
次いで、この未延伸積層フィルムをロール加熱、赤外線加熱等で加熱し、機械軸方向(以下、縦方向または長手方向またはMDと呼称する場合がある。)に延伸して縦延伸フィルムを得る。この延伸は2個以上のロールの周速差を利用して行うのが好ましい。
縦延伸後のフィルムは、続いてテンターに導かれ、機械軸方向と厚み方向とに垂直な方向(以下、横方向または幅方向またはTDと呼称する場合がある。)に延伸して、二軸延伸フィルムとする。
【0060】
これらの延伸は、ポリエステルのTg以上(ここでポリエステルのTgとは、反射層のポリエステルのTg3もしくはビーズ層のポリエステルのTg2のうち高い方のTgである。)、Tg+30℃以下の温度で行うことが好ましく、製膜性に優れ、またボイドが好ましく形成されやすい。また、延伸倍率は、縦方向、横方向ともに、好ましくは2.5〜4.3倍、さらに好ましくは2.7〜4.2倍である。延伸倍率が低すぎるとフィルムの厚み斑が悪くなる傾向にあり、またボイドが形成されにくい傾向にあり、他方高すぎると製膜中に破断が発生し易くなる傾向にある。なお、縦延伸を実施しその後横延伸を行うような逐次2軸延伸の際には2段目(この場合は、横延伸)は1段目の延伸温度よりも10〜50℃程度高くする事が好ましい。これは1段目の延伸で配向した事により1軸フィルムとしてのTgがアップしている事に起因する。
【0061】
また、各延伸の前にはフィルムを予熱することが好ましい。例えば横延伸の予熱処理はポリエステルのTg+5℃より高い温度(ここでポリエステルのTgとは、反射層のポリエステルのTg3もしくはビーズ層のポリエステルのTg2のうち高い方のTgである。)から始めて、徐々に昇温するとよい。横延伸過程での昇温は連続的でも段階的(逐次的)でもよいが通常逐次的に昇温する。例えばテンターの横延伸ゾーンをフィルム走行方向に沿って複数に分け、ゾーン毎に所定温度の加熱媒体を流すことで昇温する。
【0062】
二軸延伸後のフィルムは、続いて、熱固定、熱弛緩の処理を順次施して二軸配向フィルムとするが、溶融押出から延伸に引き続いて、これらの処理もフィルムを走行させながら行うことができる。
二軸延伸後のフィルムは、クリップで両端を把持したまま(Tm−20℃)〜(Tm−100℃)(ここでTmは、反射層のポリエステルのTm3もしくはビーズ層のポリエステルのTm2のうち高い方のTmである。)で、定幅または10%以下の幅減少下で熱処理して、熱固定し、熱収縮率を低下させるのがよい。かかる熱処理温度が高すぎるとフィルムの平面性が悪くなる傾向にあり、厚み斑が大きくなる傾向にある。他方低すぎると熱収縮率が大きくなる傾向にある。
【0063】
また、熱収縮量を調整するために、把持しているフィルムの両端を切り落し、フィルム縦方向の引き取り速度を調整し、縦方向に弛緩させることができる。弛緩させる手段としてはテンター出側のロール群の速度を調整する。弛緩させる割合として、テンターのフィルムライン速度に対してロール群の速度ダウンを行い、好ましくは0.1〜2.5%、さらに好ましくは0.2〜2.3%、特に好ましくは0.3〜2.0%の速度ダウンを実施してフィルムを弛緩(この値を「弛緩率」という)して、弛緩率をコントロールすることによって縦方向の熱収縮率を調整する。また、フィルム横方向は両端を切り落すまでの過程で幅減少させて、所望の熱収縮率を得ることができる。
【0064】
なお、二軸延伸に際しては、上記のような縦−横の逐次二軸延伸法以外にも、横−縦の逐次二軸延伸法でもよい。また、同時二軸延伸法を用いて製膜することができる。同時二軸延伸法の場合、延伸倍率は、縦方向、横方向ともに例えば2.7〜4.3倍、好ましくは2.8〜4.2倍である。
【0065】
かくして本発明の白色反射フィルムを得ることができる。
また、得られた白色反射フィルムを、粉砕や溶融押出によりチップ化したものを自己回収原料として用いて、フィルムに添加して、好ましくは反射層Aに添加して、上記と同様にして白色反射フィルムを製造することができる。
【0066】
[反射フィルムの特性]
(反射率、輝度)
本発明の白色反射フィルムの反射率は、好ましくは96%以上、より好ましくは97%以上、さらに好ましくは97.5%以上である。反射率が96%以上であることによって、液晶表示装置や照明等に用いた場合には、高い輝度を得ることができる。かかる反射率は、反射層Aのボイド体積率を高くする等好ましい態様としたり、反射層Aの厚みを厚くしたり、ビーズ層Bの厚みを薄くしたり等各層の態様を好ましい態様としたりすることにより達成できる。
また輝度は、後述する測定方法により求められるが、5400cd/m2以上が好ましく、5450cd/m2以上がさらに好ましく、5500cd/m2以上が特に好ましい。
【0067】
(揮発有機溶剤量)
本発明の白色反射フィルムは、後述の方法にて測定した揮発有機溶剤量が、好ましくは10ppm以下である。これにより、自己回収原料を得て、それを用いてフィルムを製膜するに際して、ガスマークが発生し難くなり、延伸性が向上する。かかる観点から、より好ましくは5ppm以下、さらに好ましくは3ppm以下であり、理想的には0ppmである。本発明においては、揮発有機溶剤量を少なくするために、ビーズ層Bの形成において、有機溶剤を用いた溶液コーティング法を採用せずに、上述した方法を採用することが好ましい。
【実施例】
【0068】
以下、実施例により本発明を詳述する。なお、各特性値は以下の方法で測定した。
(1)光線反射率
分光光度計(島津製作所製UV−3101PC)に積分球を取り付け、BaSO4白板を100%とした時の反射率を波長550nmで測定し、この値を反射率とした。なお、測定は、ビーズ層B側の表面において行った。表裏に異なるビーズ層Bを有する場合は、導光板側のビーズ層表面において測定すればよい。
【0069】
(2)無機粒子の平均粒子径
粒度分布計(堀場製作所製LA−950)にて、粒子の粒度分布を求め、d50での粒子径を平均粒子径とした。
【0070】
(3)有機粒子の平均粒子径
日立製作所製S−4700形電界放出形走査電子顕微鏡を用い、倍率1000倍にて、粒子を100個任意に測定し、平均粒子径を求めた。なお、球状以外の場合は(長径+短径)/2にて求めた。
【0071】
(4)揮発有機溶剤量
室温(23℃)において、1gのフィルムサンプルを10Lのフッ素樹脂製バッグに入れ、その中を純窒素でパージして密封した。次いで、直ちにかかるバッグの中の窒素から、0.2L/分の流量で、2本の分析用TENAX−TA捕集管にそれぞれ0.2L、1.0Lの窒素を採取し、これらを用いて、HPLCおよびGCMSにより、採取した窒素中に含まれる有機溶剤成分の質量を定量した。得られた値を窒素10L中の量に換算して、1gのフィルムサンプルから10Lの窒素中に揮発した有機溶剤の質量を求め、揮発有機溶剤量(単位:ppm、フィルムサンプルの質量基準)とした。なお、アルデヒド類は、アセトニトリルでアルデヒド誘導体化物を捕集管から溶出し、HPLCにより定量した。また、HPLCとGCMSとで値が異なる場合は、多く検出した方の値を採用した。
【0072】
(5)フィルム厚み
白色反射フィルムをミクロトームにてスライスして断面出しを行い、かかる断面について日立製作所製S−4700形電界放出形走査電子顕微鏡を用いて、倍率500倍にて観測し、フィルム全体、反射層A、ビーズ層Bの厚みをそれぞれ求めた。なお、フィルム全体およびビーズ層Bの厚みは、有機粒子がビーズ層表面より突出している部分を除いた部分の厚みとした。各層の厚み(μm)を求めた上で各層の厚み比を算出した。
【0073】
(6)ボイド体積率の算出
ボイド体積率を求める層のポリマー、添加粒子、その他各成分の密度と配合割合から計算密度を求めた。同時に、当該層を剥離する等して単離し、質量および体積を計測し、これらから実密度を算出し、計算密度と実密度とから下記式により求めた。
ボイド体積率=100×(1−(実密度/計算密度))
以下にボイド体積率の求め方の一例を示す。
例えば、反射層Aを構成する成分が、ポリマーがポリエチレンテレフタレート(2軸)であって、密度1.39g/cm3、含有割合48質量%と、添加粒子が硫酸バリウムであって、密度4.5g/cm3、含有割合52質量%のとき、計算密度は以下のようになる。
1.39×0.48+4.5×0.52=3.01g/cm3(計算上)
また、反射層Aのみを単離し、単位体積あたりの質量を求めて実密度を求めた。
実密度=単離した反射層の質量/単離した反射層の体積
反射層の体積は、サンプルを面積3cm2に切り出し、そのサイズでの厚みをエレクトリックマイクロメーター(アンリツ製 K−402B)にて10点測定した平均値を厚みとし、面積×厚みとして算出した。
また、単離した反射層の質量を電子天秤にて秤量した。
仮に実密度1.29g/cm3の場合
ボイド体積率=100×(1−(1.29(実密度)/3.01(計算上))
=57%となる
【0074】
(7)融点、カラス転移温度
示差走査熱量測定装置(TA Instruments 2100 DSC)を用い、昇温速度20m/分で測定を行った。
【0075】
(8)粒子の露出率
(8−1)サンプルの作成
ミクロトームを用いて、エポキシ包埋したフィルムから切片サンプル1と切片サンプル2を切り出した。切片サンプル1は、フィルム面内に無作為に選んだ一方向とフィルムの厚み方向とが形成する面が切断面となるように切り出した切片サンプルであり、切片サンプル2は、切片サンプル1で選んだ無作為な一方向と直交する方向と厚み方向とが形成する面が切断面となるように切り出した切片サンプルである。
(8−2)測定
切片サンプル1におけるフィルム表面の長さ3mmの領域と、切片サンプル2におけるフィルム表面の長さ3mmの領域との合計長さ6mmの測定領域について、日立製作所製S−4700形電界放出形走査電子顕微鏡を用い、倍率3000倍にて観察した。
露出率は、切片サンプルの切断面内における粒子の断面の中心を通りフィルムの表面に垂直に向かう直線を引いたときに、この直線がフィルム切片の切断面内において粒子の表面と交わる2つの点のうち、露出した側の表面にある点をS、露出していない側の表面にある点をTとし、直線がフィルム表面と交わる点をBとしたとき、(SとBとの間の距離)/(SとTとの間の距離)で表される(図1参照)。
すなわち、露出率(%)は、下記式で定義される。
露出率=(SとBとの間の距離)/(SとTとの間の距離)×100(%)
なお、切断面内における粒子の断面の中心は、粒子が球状の場合はその断面の円の中心とし、粒子が非球状の場合は、その断面の重心とする。
また、かかる測定を上記6mmの測定領域において観測される全ての粒子について実施し、平均値を平均露出率とした。
【0076】
(9)粒子によるフィルム表面の被覆率
(9−1)サンプルの作成
上記(8−1)で得たサンプルについて評価を行った。
(9−2)測定
切片サンプル1におけるフィルム表面の長さ3mmの領域と、切片サンプル2におけるフィルム表面の長さ3mmの領域との合計長さ6mmの測定領域について、日立走査電子顕微鏡ショットキーエミッション形電子ビームシステムS−4300SE/Nを用い、倍率3000倍にて観察した。
被覆率は、切片サンプルの切断面内における測定領域において、粒子に被覆されていないフィルム表面の部分の長さを積算して、下記式で求めた(図1参照)。
被覆率
=(6mm−(粒子に被覆されていない部分の積算長さ(mm)))/6mm×100(%)
【0077】
(10)輝度
LG社製のLED液晶テレビ(LG42LE5310AKR)から反射フィルムを取り出し、各種反射フィルム(有機粒子がある場合は有機粒子がある側を画面側(導光板に接する面)に設置し、バックライトユニットの状態にて輝度計(大塚電子製Model MC−940)を用いて、バックライトの中心を真正面より測定距離500mmで輝度を測定した。
【0078】
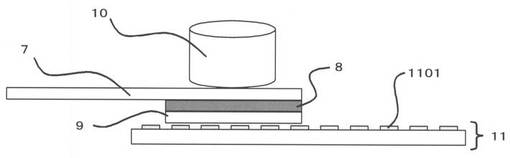
(11)導光板の傷付き評価(削れ性評価)、および粒子の脱落評価
図3のように、取っ手部分(図3の符号7)の端に長さ200mm×幅200mm×厚み3mmの鉄板(図3の符号8、重さ約200g)を固く貼り付け、その上に、評価面を上にした幅250mm×長さ200mmの反射フィルム(図3の符号9)を幅方向の両端からそれぞれ25mmの部分が鉄板からはみ出すようにして、(中央の200mm×200mmの部分が鉄板と重なるようにして)貼り付けた。この際、反射フィルムの評価面(ビーズ層面)が外側になるようにした。また、反射フィルムの幅方向の両端で余った25mmの部分は、鉄板の裏側に折り返して、反射フィルムの端部(サンプリング時にナイフ等により刃を入れた部分)が導光板を削ってしまう影響を排除した。
次に、ドット面を上にした導光板(少なくとも400mm×200mmのサイズのもの)を水平な机上に固定し、上記で作成した鉄板に固定した反射フィルムを、評価面と導光板とが接触するように、反射フィルム側の面を下向きにして導光板の上に置き、さらにその上に500gの重り(図3の符号10)を載せて、距離200mmで(400mm×200mmの領域で鉄板に固定した反射フィルムを動かすことになる)1往復約5〜10秒の速度で15往復動かした。 その後、導光板表面において、その削れ具合と、反射フィルムから脱落した有機粒子の有無について、20倍のルーペを用いて観察し、以下の基準で評価した。
導光板上の擦られた400mm×200mmの全範囲において、15往復動かした後にルーペで観察できるキズがない場合は「削れない」(削れ評価○)とし、10往復動かした後は観察できるキズがなかったが、15往復動かした後に観察できるキズがある場合は「削れにくい」(削れ評価△)とし、10往復した後に観察できるキズがある場合は「削れる」(削れ評価×)とした。
また、15往復動かした後において、導光板上の擦られた400mm×200mmの全範囲において、ルーペで観察できる白色異物がなければ、「有機粒子が脱落しない」(脱落評価○)とした。また、観察できる白色異物があった際は、かかる白色異物を顕微鏡により観測し、有機粒子であることを確認して、脱落した球状異物が5つ以下であれば、「有機粒子がほとんど脱落しない」(脱落評価△)とし、6つ以上であれば、「粒子が脱落する」(脱落評価×)とした。
なお、上記評価にあたっては、ドットサイズの影響を極力抑えるべく、導光板において、極力ドットサイズの大きな領域を選択し、各評価サンプルで揃えて行った。
【0079】
(12)白点評価
上記(11)の評価で用いた反射フィルムと導光板を用いて、机上に、有機粒子が露出している面を上向きとなるように反射フィルムを置き、その上にドット面が下向きになるように導光板を置き、導光板の四辺のそれぞれに各200gの重りを置き固定し、LG社製のLED液晶テレビ(LG42LE5310AKR)のバックライト光源を用いて、導光板の側面から光を入射して、目視で観察できる導光板ドット以外の明るい点があれば白点発生(評価×)とした。他方、目視で観察できる異常な明るい点がなければ白点発生しない(評価○)とした。
【0080】
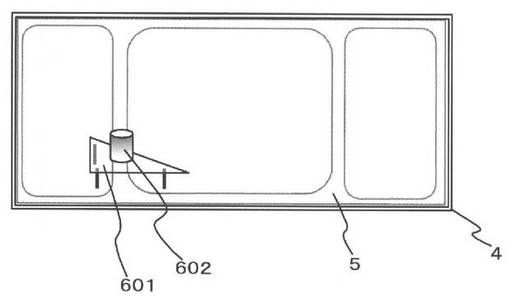
(13)密着斑評価(貼り付き評価)
LG社製のLED液晶テレビ(LG42LE5310AKR)からシャーシを取り出し、テレビ内部側が上向きとなるように水平な机上に置き、その上に、シャーシとほぼ同じ大きさの反射フィルムを、ビーズ層面が上向きとなるように置き、さらにその上に、元々テレビに備えられていた導光板および光学シート3枚(拡散フィルム2枚、プリズム1枚)を置いた。次いで、その面内で、シャーシの凹凸の最も激しい部分を含む領域に、図2に示すごとく直径5mmの円状足を三本備える正三角形型の台を置き、その上に更に15kgの重りを乗せて、かかる三本の足に囲まれた領域を目視で観測し、異常に明るい部分がなければ「密着斑がなし」(密着斑評価○)とした。また、異常に明るい部分があった場合は、光学シート3枚の上にさらに、元々テレビに備わっていたDBEFシートを置き、同様に目視で観測し、異常に明るい部分が直らなければ、「密着斑があり」(評価×)とし、異常に明るい部分がなくなれば、「密着斑が殆どなし」(評価△)とした。なお、三つ足に囲まれた領域は、各辺の長さが10cmの略正三角形とした。
【0081】
(14)延伸性
実施例に記載のフィルムを、テンターを用いた連続製膜法にて製膜したときの製膜安定性を観察し、下記基準で評価した。
○:1時間以上安定に製膜できる。
△:1時間で1度切断が生じた。
×:1時間以内に複数回切断が発生し、安定な製膜ができない。
【0082】
[実施例1]
(製造例1:イソフタル酸共重合ポリエチレンテレフタレート1の合成)
テレフタル酸ジメチル136.5質量部、イソフタル酸ジメチル13.5質量部(得られるポリエステルの全酸成分100モル%に対して9モル%となる)、エチレングリコール98質量部、ジエチレングリコール1.0質量部、酢酸マンガン0.05質量部、酢酸リチウム0.012質量部を精留塔、留出コンデンサを備えたフラスコに仕込み、撹拌しながら150〜240℃に加熱しメタノールを留出させエステル交換反応を行った。メタノールが留出した後、リン酸トリメチル0.03質量部、二酸化ゲルマニウム0.04質量部を添加し、反応物を反応器に移した。ついで撹拌しながら反応器内を徐々に0.3mmHgまで減圧するとともに292℃まで昇温し、重縮合反応を行い、イソフタル酸共重合ポリエチレンテレフタレート1を得た。このポリマーの融点は235℃であった。
【0083】
(製造例2:イソフタル酸共重合ポリエチレンテレフタレート2の合成)
テレフタル酸ジメチル129.0質量部、イソフタル酸ジメチル21.0質量部(得られるポリエステルの全酸成分100モル%に対して14モル%となる)に変更した他は、上記製造例1と同様にして、イソフタル酸共重合ポリエチレンテレフタレート2を得た。このポリマーの融点は215℃であった。
【0084】
(製造例3:有機粒子)
オートクレーブ中に下記に記載する原料を仕込み、180〜240℃にて120分間加熱してエステル交換反応を行った。次いで反応系を245℃まで昇温し系内圧力を1〜10mmHgとして60分間反応を続けた結果、共重合ポリエステルを得た。
ジメチルテレフタレート 134質量部
ジメチルイソフタレート 5質量部
5−ナトリウムスルホジメチルイソフタレート 3質量部
パラターシャルブチル安息香酸メチルエステル 5質量部
エチレングリコール 136質量部
テトラブトキシチタネート 0.1質量部
得られた樹脂を緩凝集させ、表中に示す有機粒子(ポリエステル粒子A)を得た。
【0085】
(製造例4:無機粒子マスターチップ1の作成)
上記で得られたイソフタル酸共重合ポリエチレンテレフタレート1の一部、およびボイド形成剤として平均粒径1.0μmの硫酸バリウム粒子(表中、BaSO4と表記する。)を用いて、神戸製鋼社製NEX−T60タンデム式押出機にて、得られるマスターチップの質量に対して硫酸バリウム粒子の含有量が63質量%となるように混合し、樹脂温度260℃にて押し出し、硫酸バリウム粒子含有の無機粒子マスターチップ1を作成した。
【0086】
(製造例5:有機粒子マスターチップ2の作成)
上記で得られたイソフタル酸共重合ポリエチレンテレフタレート2に上記で得られたポリエステル粒子Aを添加し、その含有量が15質量%となるよう混合し、溶融温度235℃にて押し出し、有機粒子マスターチップ2を作成した。
【0087】
(白色反射フィルムの製造)
上記で得たイソフタル酸共重合ポリエチレンテレフタレート1と無機粒子マスターチップ1を反射層(A層)の原料として、イソフタル酸共重合ポリエチレンテレフタレート2と有機粒子マスターチップ2をビーズ層(B層)の原料としてそれぞれ用い、それぞれの層が表1に記載した構成となるように混合し、押出機に投入し、表1に示すごとくB層/A層/B層となるように3層フィードブロック装置を使用して合流させ、その積層状態を保持したままダイスよりシート状に成形した。このときB層/A層/B層の厚み比が2軸延伸後に10/80/10となるように各押出機の吐出量で調整した。さらにこのシートを表面温度25℃の冷却ドラムで冷却固化した未延伸フィルムとした。この未延伸フィルムを73℃の予熱ゾーン、つづけて75℃の予熱ゾーンを通して、92℃に保たれた縦延伸ゾーンに導き、縦方向に2.9倍に延伸し、25℃のロール群で冷却した。続いて、フィルムの両端をクリップで保持しながら115℃の予熱ゾーンを通して130℃に保たれた横延伸ゾーンに導き、横方向に3.6倍に延伸した。その後テンター内で185℃で熱固定を行い、幅入れ率2%、幅入れ温度130℃で横方向の幅入れを行い、次いでフィルム両端を切り落し、縦弛緩率2%で熱弛緩し、室温まで冷やして、表1に示すごとく厚み250μmの二軸延伸フィルムを得た。ここで反射層Aを構成する熱可塑性樹脂組成物の融点を、自己回収原料未含有融点Tm3とした。
このフィルムを回収して、粉砕し、溶融押出してチップ化して自己回収原料を作成し、かかる自己回収原料を、反射層Aに、反射層Aの質量を基準として35質量%添加し、上記と同様にして表1に示すごとく厚み250μmの二軸延伸フィルムを得て、白色反射フィルムを得た。得られたフィルムの評価結果を表2に示す。ここで反射層Aを構成する熱可塑性樹脂組成物の融点を、自己回収原料含有融点Tm3とした。
【0088】
[実施例2]
有機粒子として、ポリエステル粒子Aの平均粒子径を表1の通りに変更したポリエステル粒子Bを用いた以外は、実施例1と同様にして自己回収原料を作成し、それ用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0089】
[実施例3]
有機粒子として、ポリエステル粒子Aに対して、有機粒子製造の際にジメチルイソフタレートの添加量を5質量部から12質量部に変更し、平均粒子径を表1に示す通りに変更したポリエステル粒子Cを用いた以外は、実施例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0090】
[実施例4]
有機粒子として東レ(株)製、ナイロン微粒子「TR−2」(ナイロン6粒子、平均粒子径20μm)を使用し、有機粒子マスターチップ作成時の溶融温度を220℃で実施した以外は、実施例1と同様にして自己回収原料を作成し、それを用いた白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0091】
[実施例5]
反射層Aのボイド形成剤を、表1に示すごとくポリエステルに非相溶な樹脂(シクロオレフィン、ポリプラスチックス社製「TOPAS 6017S−04」)に変更し、またビーズ層における有機粒子として、ポリエステル粒子Aから、表1のごとく平均粒子径を変更したポリエステル粒子Dを用いた以外は、実施例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0092】
[実施例6]
製造条件、層構成および有機粒子の態様を表1に示す通りに変更した以外は、実施例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0093】
[比較例1]
実施例1のビーズ層Bに有機粒子を添加しない(有機粒子マスターチップ2の代わりに、イソフタル酸共重合ポリエチレンテレフタレート2を用いる)以外は、実施例1と同様にして厚さ250μmの2軸延伸フィルムを作成した後、該フィルムの片面に、ダイコーティング装置にて下記の調液レシピ1に示す組成からなる塗液を、wet厚み8g/m2の塗布量で塗布した後、オーブン内にて80℃で乾燥してビーズ層を形成し、フィルムを得た。次いで、本フィルムを回収し、粉砕、溶融押出してチップ化して自己回収原料を作成し、これを反射層Aに、反射層Aの質量を基準として35質量%添加して用いて再度上記と同様にしてフィルム製膜を試みたが、フィルム製膜の際に未溶融物やガスマーク等の異物が多量に発生し、延伸性が大きく低下したため、サンプル採取ができなかった。
(調液レシピ1、固形分濃度35質量%)
・粒子:積水化成品工業BM30X−8(架橋アクリル粒子A、無孔質粒子、粉体、架橋系のため融点を示さない)・・・17.6質量%
・アクリルバインダー:DIC アクリディックA−817BA・・・17.5質量%
・架橋剤:日本ポリウレタン工業社 コロネートHL・・・11.7質量%
・有機溶剤:酢酸ブチル・・・53.3質量%
なお、上記レシピから得られるビーズ層における各成分の固形分比率は以下の通りとなる。
・粒子:50質量%
・バインダー:25質量%
・架橋剤:25質量%
ここで、バインダーにおける反応基と架橋剤における架橋基とのモル比率(架橋基/反応基)は、5.7となる。また、バインダーと架橋剤とからなる樹脂成分は、架橋系のため融点を示さなかった。
【0094】
[比較例2]
塗液を下記の調液レシピ2に変更する以外は、比較例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成した。
(調液レシピ2、固形分濃度35質量%)
・粒子:積水化成品工業ARX−806(架橋アクリル粒子B、無孔質粒子、粉体、架橋系のため融点を示さない)・・・8.8質量%
・アクリルバインダー:DIC アクリディックA−817BA・・・26.6質量%
・架橋剤:日本ポリウレタン工業社 コロネートHL・・・17.3質量%
・有機溶剤:酢酸ブチル・・・47.4質量%
自己回収原料を用いてフィルム製膜した際には、延伸性の低下は認められたものの、白色反射フィルムを得ることができた。得られた白色反射フィルムの評価結果を表2に示す。なお、上記レシピから得られるビーズ層における各成分の固形分比率は以下の通りとなる。
・粒子:25質量%
・バインダー:38質量%
・架橋剤:37質量%
ここで、バインダーにおける反応基と架橋剤における架橋基とのモル比率(架橋基/反応基)は、5.7となる。また、バインダーと架橋剤とからなる樹脂成分は、架橋系のため融点を示さなかった。
【0095】
[比較例3]
有機粒子として、ポリエステル粒子Aに対して、有機粒子合成の際にジメチルイソフタレートの添加量を5質量部から45質量部に変更したポリエステル粒子Eものを用いた以外は、実施例1と同様にして作成し評価を実施した。評価結果を表2に示す。
【0096】
[比較例4]
表1に示す通り、有機粒子として、ポリエステル粒子Aの平均粒子径を変更したポリエステル粒子Fを用いた以外は実施例1と同様に自己回収原料を作成し、それを用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0097】
[比較例5、6]
それぞれ表1に示すごとく、東レ(株)製ナイロン微粒子「TR−2」(ナイロン6粒子、平均粒子径20μm)、および「SP−10」(ナイロン12粒子、平均粒子径10μm)を用いた以外は、実施例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。なお、マスターチップ作成の際は、製造例5を参照して、粒子の融点により溶融温度を調整した。
【0098】
[比較例7]
表1に示すごとく、ポリエステル粒子Aを比較例1で用いた架橋アクリル粒子Aに置き換えた以外は、実施例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成した。評価結果を表2に示す。
【0099】
[比較例8]
表1に示すごとく、架橋アクリル粒子Bを実施例2で用いたポリエステル粒子Bに置き換えた以外は、比較例2と同様にして自己回収原料を作成し、それを用いて白色反射フィルムの製膜を試みたが、未溶融物やガスマーク等の異物が多量に発生し、延伸性が低く、破断が多発し、サンプルが得られなかった。
【0100】
【表1】

【0101】
【表2】
【産業上の利用可能性】
【0102】
本発明の白色反射フィルムは、液晶表示装置や照明器具等に用いられる反射フィルムとして、特に、LCD等の表示装置に用いられる反射フィルムとして、とりわけ大型のLCDを含めたLCDに用いられるエッジライト型のバックライトユニットの反射フィルムとして好適に用いることができる。
【符号の説明】
【0103】
101〜105 有機粒子
2 ビーズ層
201 粒子に被覆されていない部分
202 粒子に被覆されている部分
203 ビーズ層表面
204 ビーズ層厚み
3 反射層
4 シャーシ
5 反射フィルム、導光板、光学シートの積層物
6 重り
7 取っ手部分
8 鉄板
9 反射フィルム
10 重り
11 導光板
1101 ドット
【技術分野】
【0001】
本発明は、白色反射フィルムに関する。特に、液晶表示装置に用いられる白色反射フィルムに関する。
【背景技術】
【0002】
液晶表示装置(LCD)のバックライトユニットには、液晶表示パネルの背面に光源および反射フィルムを備える直下型と、液晶表示パネルの背面に、反射板を備えた導光板を配し、かかる導光板の側面に光源を備えるエッジライト型とがある。従来、大型のLCDに用いられるバックライトユニットとしては、画面の明るさおよび画面内の明るさの均一性に優れるといった観点から、直下型(主には直下型CCFL)が主流であった。
【0003】
一方、エッジライト型は、従来ノート型PC等比較的小型のLCDによく用いられているが、導光板と反射フィルムとが直接接触している構造であるため、比較的柔らかい素材からなる導光板が反射フィルムにより傷付けられるという問題がある。この対策として、例えば特許文献1、2のように、エラストマー系のビーズを用いた傷付き防止層を備える反射シートの報告がある。さらに、ビーズの平均粒子径や埋没率を調整してビーズの脱落を抑制し、白点欠点の発生を抑制する報告がある(特許文献3)。
【0004】
そして近年、光源や導光板の発展により、エッジライト型のバックライトユニットでも明るさおよび画面内の明るさの均一性が向上し、LCDを薄くできるというメリットがあるため、比較的小型のもののみならず、大型のLCDにおいてもエッジライト型のバックライトユニットが用いられるようになってきた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−92018号公報
【特許文献2】特表2008−512719号公報
【特許文献3】特開2009−244509号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
エッジライト型バックライトユニットにおいては、上述のごとく導光板と反射フィルムとが直接接触している構造であるため、輝度の面内ばらつきを抑制するために、導光板と反射フィルムとの間にギャップを有し、かかるギャップを一定に保つことが必要である。そして、反射フィルムが表面にビーズを有することにより導光板と反射フィルムとの間のギャップを一定に保つことができ、これらの貼り付きを防ぐことができる。
【0007】
しかしながら本発明者は、上記特許文献1〜3のごとく、バインダー樹脂、ビーズおよび有機溶剤を含んだ塗料を塗布して傷付き防止層を形成したフィルムは、製品とならないフィルムを回収して、それを自己回収原料として用いて再度新たなフィルムを製造した場合に、回収原料中に残存するビーズが、フィルム中や、特に反射層中に溶融されずに存在していると、フィルム厚み当たりのボイド個数が減ることとなり、高い反射率が得難くなり、実質的に自己回収不可能であった問題を新たに見出し、着目した。
そこで本発明は、フィルムを回収して、それを自己回収原料として用いてフィルムを製造したとしても、得られるフィルムが反射特性に優れる、回収可能な白色反射フィルムを提供することを目的とする。
【0008】
さらに、回収時において、フィルム中の残留有機溶剤や、フィルムの回収工程において架橋化したビーズやバインダー樹脂の為に、ガスマーク欠点が生じたり、未溶融物等の異物が多くなったりして、製膜安定性に劣るものとなる点にも着目した。
そこで本発明は、さらに、自己回収原料を用いたとしても、得られるフィルムが製膜安定性(延伸性、製膜性ともいう。)にも優れる、回収可能な白色反射フィルムを提供することを、望ましい目的とする。
【課題を解決するための手段】
【0009】
本発明は、上記課題を達成するために、以下の構成を採用するものである。
1.反射層Aとビーズ層Bとを有する白色反射フィルムであって、
反射層Aが熱可塑性樹脂組成物とボイド形成剤とからなり、ボイドを含有し、
ビーズ層Bが平均粒子径1〜50μmの有機粒子と熱可塑性樹脂とからなり、該有機粒子の白色反射フィルム表面における被覆率が10〜100%であり、
有機粒子の融点Tm1、ビーズ層Bを構成する熱可塑性樹脂の融点Tm2、反射層Aを構成する熱可塑性樹脂組成物の融点Tm3が下記式を満足する、
白色反射フィルム。
Tm1≧Tm2+10
|Tm1−Tm3|≦40
2.揮発有機溶剤量が10ppm以下である、上記1に記載の白色反射フィルム。
3.反射層Aのボイド体積率が15体積%以上、70体積%以下である、上記1または2に記載の白色反射フィルム。
4.ビーズ層Bのボイド体積率が0体積%以上、15体積%未満である、上記1〜3のいずれか1に記載の白色反射フィルム。
5.ビーズ層Bが、溶融樹脂コーティング法、押出樹脂コーティング法、共押出法およびラミネート法のいずれかにより積層されてなる、上記1〜4のいずれか1に記載の白色反射フィルム。
【0010】
また、本発明は、以下の製造方法を包含する。
6.上記1に記載の白色反射フィルムの製造方法であって、
熱可塑性樹脂組成物とボイド形成剤とを、(Tm3)℃以上であって、かつ(Tm1)℃以上である温度で溶融し、反射層Aを形成し、
有機粒子と熱可塑性樹脂とを、(Tm2)℃以上、(Tm1)℃未満の温度で加熱して、熱可塑性樹脂を溶融し、ビーズ層Bを形成し、これらを積層する、製造方法。
【発明の効果】
【0011】
本発明によれば、フィルムを回収して、それを自己回収原料として用いて再度フィルムを製造したとしても、得られるフィルムが反射特性に優れる、回収可能な白色反射フィルムを提供することができる。
また、本発明の好ましい態様によれば、さらに、自己回収原料を用いたとしても、得られるフィルムが製膜安定性にも優れる、回収可能な白色反射フィルムを提供することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の反射フィルム断面の一例を示す模式図である。
【図2】本発明における密着斑評価に用いる構成体を示す模式図である。
【図3】本発明における導光板の傷つき評価および粒子の脱落評価の方法を示す模式図である。
【発明を実施するための形態】
【0013】
以下、本発明を構成する各構成成分について詳細に説明する。
[反射層A]
本発明における反射層Aは、熱可塑性樹脂組成物とボイド形成剤とからなり、ボイド形成剤を含有させることによって層中にボイドを含有し、白色を呈するようにした層である。かかるボイド形成剤としては、詳細は後述するが、例えば無機粒子、上記層を構成する熱可塑性樹脂組成物とは非相溶の樹脂(以下、非相溶樹脂と呼称する場合がある。)を用いることができる。また、反射層Aの波長550nmにおける反射率は、好ましくは95%以上、さらに好ましくは96%以上、特に好ましくは97%以上である。これにより白色反射フィルムの反射率を好ましい範囲としやすくなる。
【0014】
反射層Aは、上述のとおり層中にボイドを有するものであるが、かかるボイドの体積が反射層Aの体積に対して占める割合(ボイド体積率)は15〜70体積%であることが好ましい。このような範囲とすることで反射率の向上効果を高くすることができ、上記のような反射率が得やすくなる。また、製膜性の向上効果を高くすることができる。ボイド体積率が低すぎる場合は、好ましい反射率が得難くなる傾向にある。このような観点から、反射層Aにおけるボイド体積率は、さらに好ましくは30体積%以上、特に好ましくは40体積%以上である。他方、高すぎる場合は、製膜性の向上効果が低くなる傾向にある。このような観点から、反射層Aにおけるボイド体積率は、さらに好ましくは65体積%以下、特に好ましくは60体積%以下である。ボイド体積率は、反射層Aにおけるボイド形成剤の種類や大きさ、量を調整することにより達成することができる。
【0015】
(熱可塑性樹脂組成物)
反射層Aを構成する熱可塑性樹脂組成物としては、後述する融点の態様を満足すれば特に限定されず、例えば、ポリエステル、ポリオレフィン、ポリスチレン、アクリルからなる熱可塑性樹脂組成物を挙げることができる。中でも、機械的特性および熱安定性に優れた白色反射フィルムを得る観点から、ポリエステルが好ましい。
【0016】
かかるポリエステルとしては、ジカルボン酸成分とジオール成分とからなるポリエステルを用いることが好ましい。このジカルボン酸成分としては、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、アジピン酸、セバシン酸等を挙げることができる。ジオール成分としては、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、1,6−ヘキサンジオール等を挙げることができる。これらのポリエステルのなかでも芳香族ポリエステルが好ましく、特にポリエチレンテレフタレートが好ましい。ポリエチレンテレフタレートはホモポリマーであってもよいが、フィルムを1軸あるいは2軸に延伸する際に結晶化が抑制されて延伸性、製膜性が良好となる点から、共重合ポリマーが好ましい。共重合成分としては、上記のジカルボン酸成分やジオール成分が挙げられるが、耐熱性と製膜性の両立という観点から、イソフタル酸、2,6−ナフタレンジカルボン酸が好ましい。共重合成分の割合は、ポリエステルの全ジカルボン酸成分100モル%を基準として、例えば1〜20モル%、好ましくは2〜18モル%、さらに好ましくは3〜15モル%、特に好ましくは7〜11モル%である。共重合成分の割合をこの範囲とすることによって、製膜性の向上効果に優れる。また、熱寸法安定性に優れる。さらに、後述の融点の態様を達成し易くなる。
【0017】
また、熱可塑性樹脂組成物は、本発明の白色反射フィルムにおいて、製品とならないものや、製膜においてクリップに把持された端部等を回収した自己回収原料を含有することができる。本発明においては、反射層Aおよびビーズ層Bを構成する各成分が特定の融点範囲であるために、このように反射層Aが自己回収原料を含有したとしても、反射率に優れた白色反射フィルムを得ることができる。
【0018】
かかる自己回収原料としては、回収したフィルムを粉砕したもの、粉砕したフィルムを圧力等によりチップ状にしたもの、粉砕したフィルムを溶融押出してチップ状にしたもの等を挙げることができる。
【0019】
反射層Aにおける自己回収原料の含有量は、本発明の目的を損なわない限り特に限定されないが、反射層Aの質量を基準として、例えば10〜50質量%、好ましくは30〜40質量%である。かかる範囲であると、反射率に悪影響を与え難くなる。また、生産性に優れる。
【0020】
(ボイド形成剤)
反射層Aにおいて、ボイド形成剤として無機粒子を用いる場合、無機粒子としては、白色無機粒子が好ましい。この白色無機粒子としては、硫酸バリウム、二酸化チタン、二酸化珪素、炭酸カルシウムの粒子を例示することができる。これら無機粒子は、白色反射フィルムがある程度の反射率を有するように、平均粒子径や含有量を選択すればよく、これらは特に限定はされない。好ましくは、反射層Aや白色反射フィルムの反射率が本発明における好ましい範囲となるようにすればよい。また、反射層Aにおけるボイド体積率が本発明における好ましい範囲となるようにすればよい。このことを勘案して、無機粒子の平均粒子径は、例えば0.2〜3.0μm、好ましくは0.3〜2.5μm、さら好ましくは0.4〜2.0μmである。またその含有量は、反射層Aの質量を基準として20〜60質量%が好ましく、25〜55質量%がさらに好ましく、最も好ましくは31〜53質量%である。この範囲で無機粒子を用いることにより、好ましい反射率やボイド体積率を達成しやすくなる。また、上述のような粒子態様を採用することにより、ポリエステル中で適度に分散させることが可能であり、粒子の凝集が起こり難く、粗大突起のないフィルムを得ることができ、また同時に、粗大粒子が起点となる延伸時の破断も抑制される。無機粒子は、どのような粒子形状でもあってもよく、例えば、板状、球状であってもよい。無機粒子は、分散性を向上させるための表面処理を行ってあってもよい。
【0021】
また、ボイド形成剤として非相溶樹脂を用いる場合、非相溶樹脂としては、ポリオレフィン、ポリスチレンなどが好ましい。これらは粒子の態様でもよい。またその含有量は、無機粒子の場合と同様に、白色反射フィルムがある程度の反射率を有するように、平均粒子径や含有量を選択すればよく、これらは特に限定はされない。好ましくは、反射層Aや白色反射フィルムの反射率が本発明における好ましい範囲となるようにすればよい。また、反射層Aにおけるボイド体積率が本発明における好ましい範囲となるようにすればよい。このことを勘案して、含有量は、反射層Aの質量を基準として10〜50質量%が好ましく、12〜40質量%が更に好ましく、最も好ましくは13〜35質量%である。このような範囲で非相溶樹脂を用いることで、好ましい反射率やボイド体積率を達成しやすくなる。
【0022】
(その他の成分)
反射層Aは、本発明の目的を阻害しない限りにおいて、その他の成分、例えば紫外線吸収剤、酸化防止剤、帯電防止剤、蛍光増白剤、ワックス、ボイド形成剤とは異なる粒子や樹脂等を含有することができる。
【0023】
[ビーズ層B]
本発明のビーズ層Bは、有機粒子と熱可塑性樹脂とからなる。本発明においては、これら有機粒子や熱可塑性樹脂が架橋系でない態様が好ましい。また、ビーズ層Bが架橋剤を含有しない態様が好ましい。架橋系であると、自己回収原料を用いたフィルム製膜において、未溶融物等の異物が発生しやすくなり、延伸性の向上効果が低くなるためである。また、有機粒子が架橋系であると、粒子が硬くなる傾向にあり、導光板への傷付き抑制の向上効果が低くなる傾向にある。なお、ここで架橋系であるかどうかは、例えば融点を有しないものは架橋系と判断することができる。最も好ましくは、有機粒子や熱可塑性樹脂が架橋基(架橋可能な官能基)を有さず、ビーズ層Bが架橋剤を有しない態様である。
【0024】
(熱可塑性樹脂)
本発明におけるビーズ層Bを構成する熱可塑性樹脂としては、後述する融点の態様を満足すれば特に限定されず、例えば、ポリエステル、ポリオレフィン、ポリスチレン、アクリル等の熱可塑性樹脂を挙げることができ、機械的特性および熱安定性に優れる白色反射フィルムを得る観点からはポリエステルが好ましい。また、反射層Aとビーズ層Bとか接触して積層する場合、同類の樹脂とすることによって層間の密着性が向上する。
【0025】
ビーズ層Bの熱可塑性樹脂としてポリエステルを用いる場合、ポリエステルとしては、上述の反射層Aにおけるポリエステルと同様のポリエステルを挙げることができる。これらのポリエステルのなかでも芳香族ポリエステルが好ましく、特にポリエチレンテレフタレートが好ましい。ポリエチレンテレフタレートはホモポリマーであってもよいが、フィルムを1軸あるいは2軸に延伸する際に結晶化が抑制されて延伸性が良好となる点から、共重合ポリマーが好ましい。共重合成分としては、上記のジカルボン酸成分やジオール成分が挙げられるが、耐熱性と製膜性の両立という観点から、イソフタル酸、2,6−ナフタレンジカルボン酸が好ましい。共重合成分の割合は、ポリエステルの全ジカルボン酸成分100モル%を基準として、例えば1〜20モル%、好ましくは2〜18モル%、さらに好ましくは3〜17モル%、特に好ましくは12〜16モル%である。共重合成分の割合をこの範囲とすることによって、製膜性の向上効果に優れる。また、熱寸法安定性に優れる。さらに、後述の融点の態様を達成し易くなる。
【0026】
(有機粒子)
本発明におけるビーズ層の有機粒子としては、熱可塑性樹脂粒子であり、例えばポリエステル粒子、アクリル粒子、ポリスチレン粒子、ナイロン粒子、シリコーン粒子、ポリオレフィン粒子等が挙げられるが、特に熱安定性が高いことや、フィルムを回収して、自己回収原料として用いた際に扱い易く、得られるフィルムの反射率に優れ、またガスマークや未溶融物等の異物が生じ難いという観点から、ポリエステル粒子、ナイロン粒子が好ましく、ポリエステル粒子が特に好ましい。
【0027】
有機粒子の平均粒子径は、導光板とフィルムとの間隔を一定に保ち、これらが貼り付くことを良好に抑制できるという観点、および有機粒子の脱落抑制の観点から、1〜50μmである。平均粒子計が小さすぎると、白色反射フィルムが導光板に部分的に密着してしまう可能性が高くなる傾向にあり好ましくない。このような観点から、平均粒子径は、好ましくは2μm以上、さらに好ましくは3μm以上、特に好ましくは5μm以上である。他方、大きすぎる場合は、有機粒子が脱落し易くなる傾向にあり、脱落が生じるとバックライトユニットにおいては白点欠点となる。このような観点から、平均粒子径は、好ましくは45μm以下、さらに好ましくは40μm以下、特に好ましくは35μm以下、最も好ましくは30μm以下である。
【0028】
有機粒子は、球状であることが好ましく、短径/長径=0.7以上の粒子が好ましい。球体に近くする事により、導光板とフィルムの間隔を一定に保ち易くなる為、輝度の均一性に優れる等有利である。このような観点から、短径/長径の比は、より好ましくは0.8以上、さらに好ましくは0.9以上である。
なお、ビーズ層における有機粒子の含有量は、有機粒子の平均粒子径等を勘案した上で、後述する被覆率を満足するような範囲を選択すればよい。例えば、ビーズ層の質量を基準として、好ましくは1〜50質量%、さらに好ましくは5〜40質量%、特に好ましくは10〜35質量%である。
【0029】
ここで、ポリエステル粒子の場合の製造方法について以下に一例を示す。
イオン性基含有ポリエステル樹脂を水分散化することによりポリエステルエマルジョンを作成し、水分散しているポリエステルのミクロ粒子を可塑化状態下に緩凝集させることにより得ることができる。凝集させる方法としては、分散粒子の表面電位を減ずる方法、あるいは分散系内に電解質を添加し、電気二重層の厚みを減ずる方法等がある。このように、ミクロ粒子を可塑化状態下にて緩凝集させた場合は、粒子が可塑化しているために複数の粒子が凝集した際に表面張力のために球形化し、より粒子径の大きな粒子へと粒子成長する。このようにして得られた粒子は実質的には球形である。
【0030】
(被覆率)
本発明の白色反射フィルムは、その表面に有機粒子(ビーズ)を有し、かかる有機粒子が白色反射フィルム表面を被覆している態様となる。有機粒子による被覆は、後に定義する被覆率で10〜100%となるように白色反射フィルム表面を被覆していることをいう。被覆率がかかる範囲にあると、導光板と反射フィルムとのギャップ維持の効果を奏することができる。被覆率が10%未満であると、ギャップを保つことができなくなることがあり、導光板と反射フィルムとの貼り付きによる密着斑(貼り付いた箇所が白く見える欠点)が発生する恐れがある。また、導光板と反射フィルム間の摩擦が増える傾向にあり、導光板にキズが付きやすくなる。被覆率は、ギャップの確保や貼り付き抑制の観点からは高い方が好ましいが、高すぎると、反射率の向上効果が低くなり、それにより表示装置においては輝度の向上効果が低くなる傾向にある。このような観点から、被覆率は、好ましくは12%以上、より好ましくは15%以上、さらに好ましくは20%以上であり、好ましくは95%以下、より好ましくは90%以下、さらに好ましくは85%以下、特に好ましくは50%以下である。被覆率は、有機粒子の大きさや含有量を調整することにより調整することができ、大きさを大きくしたり、含有量を多くしたりすると被覆率は高く調整することが可能である。
【0031】
本発明において被覆率は、フィルム面内の直交する二方向のそれぞれ長さ3mmの測定領域の合計長さ6mmの測定領域について断面観察を行い、かかる測定領域において白色反射フィルム表面を有機粒子(以下、単に「粒子」と呼称する場合がある。)が被覆している割合として定義される。
【0032】
具体的には、ミクロトームを用いて、フィルム面内に無作為に選んだ一方向とフィルムの厚み方向とが形成する面が切断面となるように切片サンプル1を切り出し、それとは別に、切片サンプル1で無作為に選んだ一方向と直交する方向と厚み方向とが形成する面が切断面となるように切片サンプル2を切り出し、切片サンプル1の断面において有機粒子により被覆されている面の長さ3mmの領域と、切片サンプル2の断面において有機粒子により被覆されている面の長さ3mmの領域との合計長さ6mmの測定領域について、日立製作所製S−4700形電界放出形走査電子顕微鏡を用い、倍率3000倍にて観察し、切片サンプルの切断面内における測定領域において、粒子に被覆されていないフィルム表面の部分の長さ(図1の符号201)を積算して、下記式で求める(図1参照)。
被覆率
=(6mm−(粒子に被覆されていない部分の積算長さ(mm)))/6mm×100(%)
【0033】
なお、切断面において粒子の最大径部分がビーズ層表面(図1の符号203)より外側に出ている場合には、粒子の最大径で覆われる部分を粒子に被覆されているとみなし(例えば図1の符号103、105)、粒子の最大径部分がビーズ層表面より内側にある場合、すなわち塗膜中に沈みこんでいる場合には、粒子のうちビーズ層表面より外に出ている部分が作るドーム状突起の最大径を粒子に被覆されているとみなす(例えば図1の符号102)。また、この際、後述する露出率を満たす粒子については被覆しているとみなし、露出率を満たさない粒子が存在していたとしても、被覆していないとみなす(例えば図1の符号101、104)。
【0034】
(露出率)
本発明における被覆率の算出において、フィルム表面を被覆しているとして扱う粒子は、ビーズ層表面にその一部分または全部が露出しているものである。この露出は、本発明で定義する露出率で1%以上の露出率での露出をいう。このように、露出率1%未満の粒子は被覆している粒子として扱わない。なお、ここで「露出している」とは、必ずしも粒子がフィルム外側の空気に触れていることを要するものではなく、粒子がビーズ層表面において熱可塑性樹脂等の薄膜で覆われていたとしても、ビーズ層表面に対して凸状を形成しており、露出率を有する場合を「露出している」とする。
【0035】
露出率とは、例えば露出率100%は、切断面において、フィルム表面に粒子が接する形で表面に支えられている状況にあたり、露出率0%は、切断面において、フィルム表面においても粒子が完全に沈み込んでいる状態であり、露出率50%は、切断面において、粒子の半分が埋まり、残りの半分がフィルム表面外に突出している状態である。
【0036】
より正確に露出率を定義すると、露出率は、切片サンプルの切断面内における粒子の断面の中心を通りフィルムのフィルム面に垂直に向かう直線を引いたときに、この直線がフィルム切片の切断面内において粒子の表面と交わる2つの点のうち、露出した側の表面にある点をS、露出していない側の表面にある点をTとし、さきの直線がフィルム面と交わる点をBとしたとき、(SとBとの間の距離)/(SとTとの間の距離)で表される(図1参照)。
【0037】
すなわち、露出率(%)は、下記式で定義される。
露出率=(SとBとの間の距離)/(SとTとの間の距離)×100(%)
なお、切断面内における粒子の断面の中心は、粒子が球状の場合はその断面の円の中心とし、粒子が非球状の場合は、その断面の重心とする。
【0038】
本発明においては、上記被覆率と同様に、フィルム面内の直交する二方向のそれぞれ長さ3mmの測定領域の合計長さ6mmの測定領域とした際に、かかる測定領域における粒子の露出率の平均値(平均露出率、平均値を算出する際には、露出率0%以下のものは含まない。)が5〜90%であることが好ましい。かかる範囲にあると導光板とのギャップを確保することが容易となり、貼り付き抑制の向上効果が高くなる。同時に、粒子の脱落を抑制することができる。平均露出率が低すぎる場合は、ギャップの確保が困難となる傾向にあり、また貼り付きが生じやすくなる傾向にある。他方、高すぎる場合は、粒子脱落の抑制が困難となる。このような観点から、粒子の平均露出率は、好ましくは10〜85%、より好ましくは15〜80%、さらに好ましくは、特に好ましくは20〜75%である。
【0039】
(その他の成分)
ビーズ層Bは、上記構成成分以外の成分を、本発明の目的を阻害しない範囲において含有していてもよい。かかる成分としては、例えば紫外線吸収剤、酸化防止剤、帯電防止剤、蛍光増白剤、ワックス、上記有機粒子とは異なる粒子や樹脂等を挙げることができる。
【0040】
また、ビーズ層Bは、反射層Aにおけるボイド形成剤を含有していてもよく、そのような態様とすることで反射率の向上効果を高くすることができる。その反面、ビーズ層Bにおけるボイド形成剤の含有量を少なくするか、ボイド形成剤を含有しないと、製膜性の向上効果を高くすることができる。これらの観点から、ビーズ層Bにおけるボイド体積率(ビーズ層Bの体積に対するビーズ層Bにおけるボイドの体積の割合)は、0体積%以上、15体積%未満であることが好ましく、さらに好ましくは5体積%以下、特に好ましくは3体積%以下である。
【0041】
[各構成成分の融点]
本発明においては、ビーズ層Bにおける有機粒子の融点をTm1(単位:℃)、ビーズ層Bを構成する熱可塑性樹脂の融点をTm2(単位:℃)、反射層Aを構成する熱可塑性樹脂組成物の融点をTm3(単位:℃)としたときに、下記式を満足することが必要である。
Tm1≧Tm2+10
|Tm1−Tm3|≦40
【0042】
このような融点の態様とすることにより、白色反射フィルムとしては、導光板とのギャップを保持することができると同時に、本発明の白色反射フィルムを回収して、自己回収原料として再度フィルムの製膜に、特に反射層の製膜に用いて、本発明の白色反射フィルムを製造したとしても、得られた白色反射フィルムは反射率に優れる。すなわち、ビーズ層においては有機粒子が粒子として存在し、ギャップの確保が可能であると同時に、これを回収した際には、フィルム中、特には反射層中においては有機粒子を十分に溶融させることができ、これによりボイドが形成されやすくなり、優れた反射率を得ることができる。
【0043】
Tm1が(Tm2+10)未満であると、溶融押出によりビーズ層を形成する際に、有機粒子が変形、溶融しやすいこととなり、ビーズとしての役割を果たさなくなり、導光板とのギャップが保持できない。このような観点から、
Tm1≧Tm2+20
であることが好ましく、
Tm1≧Tm2+30
であることがさらに好ましい。
【0044】
また、|Tm1−Tm3|が40を超えると、すなわちTm1とTm3の温度差が大きすぎると、フィルムを自己回収原料として用いた際に、フィルム中、特に反射層中において有機粒子が残存し易くなり、それによりボイドの形成が阻害されやすくなり、好ましいボイドの態様にすることが困難となり、結果として優れた反射率が得られなかったり、また、劣化物が発生しやすくなり、それによる異物が発生しやすくなり、延伸性が低くなったりする。このような観点から、
|Tm1−Tm3|≦30
であることが好ましく、
|Tm1−Tm3|≦25
であることがさらに好ましい。
【0045】
さらに、Tm3≧Tm2であることが好ましく、反射層Aにおいて好ましいボイドの態様が得やすくなり、反射率の向上効果を高くすることができる。かかる観点から、さらに好ましくはTm3≧Tm2+10であり、特に好ましくはTm3≧Tm2+15である。
【0046】
[層構成]
本発明における反射層Aの厚みは、80〜300μmであることが好ましい。これにより反射率の向上効果を高くすることができる。薄すぎると反射率の向上効果が低く、他方厚すぎることは非効率である。このような観点から、さらに好ましくは150〜250μmである。
【0047】
また、ビーズ層Bの厚み(複数有する場合は、導光板側となる表面における1層の厚み)は、10〜70μmであることが好ましい。これにより、好ましい被覆率および露出率の態様としやすくなり、導光板とのギャップ確保がしやすくなる。また、反射率の向上効果および延伸性の向上効果を高くすることができる。薄すぎると被覆率と粒子脱落抑制とを両立させることが困難となる傾向にあり、また延伸性の向上効果が低くなり、他方厚すぎると反射率の向上効果が低くなり、また好ましい露出率が得難くなる傾向にある。かかる観点から、さらに好ましくは20〜60μmである。
【0048】
積層構成は、反射層AをA、ビーズ層BをBと表わした際に、B/Aの2層構成、B/A/Bの3層構成、B/A/B/Aの4層構成、またBを少なくともいずれか片方の表面に配した5層以上の多層構成を挙げることができる。特に好ましくはB/Aの2層構成、B/A/Bの3層構成、最も好ましくはB/A/Bの3層構成であり、カール等の問題が生じ難い。
【0049】
反射層Aおよびビーズ層Bは、白色反射フィルム全体の厚みを100%とした際に、反射層Aの厚み比率が50〜90%であって、ビーズ層Bの厚み比率が5〜50%、さらには5〜25%である態様が好ましく、各特性のバランスをより良くすることができる。ここで各層の厚み比率は、各層を複数有する場合は、それらの積算厚みどうしの比率をいう。
【0050】
本発明においては、反射層Aとビーズ層B以外に、本発明の目的を損なわない限りにおいて他の層を有していてもよい。例えば、帯電防止性や導電性、紫外線耐久性等の機能を付与するための層を有していてもよい。また、支持層を有することにより機械特性や耐熱性、延伸性の向上効果を高くすることができる。かかる支持層は、比較的少ないボイドを含有するかもしくはボイドを含有しない層である。かかる支持層は、反射層Aと同様の樹脂組成物からなる層であることができ、機械特性および熱安定性に優れる観点からポリエステルが好ましい。ポリエステルとしては、反射層Aと同様のポリエステルを用いることができる。また支持層は、反射層Aにおけるボイド形成剤を用いてボイドを含有していてもよいが、そのボイド体積率は0〜15体積%未満であることが好ましく、これにより製膜性に優れる。ボイド体積率が高すぎると延伸性に劣り、支持層としての役割を果たさなくなる。このような観点から、支持層のボイド体積率は、さらに好ましくは0〜12体積%、特に好ましくは0〜10体積%である。かかる支持層の厚みは、例えば10〜70μm程度である。なお、支持層を有する場合における層構成としては、支持層をCと表わした際に、B/A/Cの3層構成、B/A/C/B、B/A/B/C等の4層構成等、Bを少なくとも片方の表面に配した層構成、好ましくはB/Aの構成を、Bが表層となるように少なくとも片方の表面に配した層構成等を挙げることができる。
【0051】
[製造方法]
以下、本発明の白色反射フィルムを製造する方法の一例を説明する。なお、ビーズ層Bにおける有機粒子の融点をTm1(単位:℃)、ガラス転移温度をTg1(単位:℃)、ビーズ層Bを構成する熱可塑性樹脂の融点をTm2(単位:℃)、ガラス転移温度をTg2(単位:℃)、反射層Aを構成する熱可塑性樹脂組成物の融点をTm3(単位:℃)、ガラス転移温度をTg3(単位:℃)とする。
【0052】
まず、本発明の白色反射フィルムを製造するに際しては、溶融押出法等によって得られた反射層Aに、溶融樹脂コーティング法(溶融押出樹脂コーティング法を含む)、共押出法およびラミネート法等によりビーズ層Bを形成し、積層構成を形成することが好ましい。このとき、本発明においては、熱可塑性樹脂組成物とボイド形成剤とを少なくとも含有する、反射層Aを形成するための組成物を、(Tm3)℃以上であって、かつ(Tm1)℃以上である温度で溶融し、反射層Aを形成し、有機粒子と熱可塑性樹脂とを少なくとも含有する、ビーズ層Bを形成するための組成物を、(Tm2)℃以上、(Tm1)℃未満の温度で加熱して、熱可塑性樹脂を溶融し、ビーズ層Bを形成し、これらを積層することが重要である。
【0053】
本発明においては、特に共押出法により製造されたものであることが好ましい。また、反射層Aとビーズ層Bとは、共押出法により直接積層されていることが好ましい。このように共押出法で積層することによって、反射層Aとビーズ層Bとの界面密着性を高くすることができる上、フィルムを貼り合せたり、フィルムの製膜後に改めてビーズ層Bを形成したりするための工程を経る必要が無いため、容易に量産できる。
【0054】
以下に、反射層Aを構成する熱可塑性樹脂組成物およびビーズ層Bを構成する熱可塑性樹脂としてポリエステルを採用し、これらの積層方法として共押出法を採用した場合について説明するが、本発明はかかる製法に限定はされず、また下記を参考に本発明の他の態様についても同様に製造することができる。その際、押出工程を含まない場合は、以下の「溶融押出温度」は、「溶融温度」と読み替えればよい。
【0055】
まず、反射層Aを形成するためのポリエステル組成物として、熱可塑性樹脂組成物としてのポリエステルと、ボイド形成剤と、他の任意成分を混合したものを用意する。また、ビーズ層Bを形成するためのポリエステル組成物として、熱可塑性樹脂としてのポリエステルと、有機粒子と、他の任意成分を混合したものを用意する。これらポリエステル組成物は、乾燥して十分に水分を除去して用いる。
【0056】
次に、乾燥したポリエステル組成物を、それぞれ別の押出機に投入し、溶融押出する。溶融押出温度は、反射層A側は、(Tm3)℃以上であって、かつ(Tm1)℃以上である範囲、好ましくは(Tm3+5)℃以上であって、かつ(Tm1+5)℃以上である範囲とすればよい。これにより反射層Aが自己回収原料を含有している場合においても、自己回収原料由来の有機粒子が十分に溶融し、反射層Aにおいて好適なボイドを形成することが可能となり、反射率の向上効果を高くすることができる。かかる観点から、さらに好ましくは(Tm3+10)℃以上であって、かつ(Tm1+10)℃以上である範囲である。上限は、樹脂の劣化による問題や樹脂の溶融粘度が低下することによる問題等が生じない限りにおいて特に限定されない。例えば(Tm3+100)℃以下または(Tm1+100)℃以下、好ましくは(Tm3+50)℃以下または(Tm1+50)℃以下とすればよい。
【0057】
また、ビーズ層B側の溶融押出温度は、(Tm2)℃以上、(Tm1)℃未満、好ましくは(Tm2+5)℃以上、(Tm1−5)℃以下、さらに好ましくは(Tm2+10)℃以上、(Tm1−10)℃以下とすればよい。これによりビーズ層Bにおいて有機粒子が十分に形状を保持することができ、被覆率や露出率を好ましい態様にしやすくなり、導光板との貼り付き抑制やギャップ確保等ビーズ層としての効果を奏することができる。かかる溶融押出温度が高すぎると、有機粒子が形状を保持し難くなり、被覆率や露出率を好ましい態様とし難くなる傾向にある。
【0058】
またこのとき、フィルムの製造に用いるポリエステル組成物、特に反射層Aに用いるポリエステル組成物は、線径15μm以下のステンレス鋼細線よりなる平均目開き10〜100μmの不織布型フィルターを用いて濾過を行うことが好ましい。この濾過を行うことで、通常は凝集して粗大凝集粒子となりやすい粒子の凝集を抑え、粗大異物の少ないフィルムを得ることができる。なお、不織布の平均目開きは、好ましくは20〜50μm、さらに好ましくは15〜40μmである。濾過したポリエステル組成物は、溶融した状態でフィードブロックを用いた同時多層押出法(共押出法)により、ダイから多層状態で押し出し、未延伸積層シートを製造する。ダイより押し出された未延伸積層シートを、キャスティングドラムで冷却固化し、未延伸積層フィルムとする。
【0059】
次いで、この未延伸積層フィルムをロール加熱、赤外線加熱等で加熱し、機械軸方向(以下、縦方向または長手方向またはMDと呼称する場合がある。)に延伸して縦延伸フィルムを得る。この延伸は2個以上のロールの周速差を利用して行うのが好ましい。
縦延伸後のフィルムは、続いてテンターに導かれ、機械軸方向と厚み方向とに垂直な方向(以下、横方向または幅方向またはTDと呼称する場合がある。)に延伸して、二軸延伸フィルムとする。
【0060】
これらの延伸は、ポリエステルのTg以上(ここでポリエステルのTgとは、反射層のポリエステルのTg3もしくはビーズ層のポリエステルのTg2のうち高い方のTgである。)、Tg+30℃以下の温度で行うことが好ましく、製膜性に優れ、またボイドが好ましく形成されやすい。また、延伸倍率は、縦方向、横方向ともに、好ましくは2.5〜4.3倍、さらに好ましくは2.7〜4.2倍である。延伸倍率が低すぎるとフィルムの厚み斑が悪くなる傾向にあり、またボイドが形成されにくい傾向にあり、他方高すぎると製膜中に破断が発生し易くなる傾向にある。なお、縦延伸を実施しその後横延伸を行うような逐次2軸延伸の際には2段目(この場合は、横延伸)は1段目の延伸温度よりも10〜50℃程度高くする事が好ましい。これは1段目の延伸で配向した事により1軸フィルムとしてのTgがアップしている事に起因する。
【0061】
また、各延伸の前にはフィルムを予熱することが好ましい。例えば横延伸の予熱処理はポリエステルのTg+5℃より高い温度(ここでポリエステルのTgとは、反射層のポリエステルのTg3もしくはビーズ層のポリエステルのTg2のうち高い方のTgである。)から始めて、徐々に昇温するとよい。横延伸過程での昇温は連続的でも段階的(逐次的)でもよいが通常逐次的に昇温する。例えばテンターの横延伸ゾーンをフィルム走行方向に沿って複数に分け、ゾーン毎に所定温度の加熱媒体を流すことで昇温する。
【0062】
二軸延伸後のフィルムは、続いて、熱固定、熱弛緩の処理を順次施して二軸配向フィルムとするが、溶融押出から延伸に引き続いて、これらの処理もフィルムを走行させながら行うことができる。
二軸延伸後のフィルムは、クリップで両端を把持したまま(Tm−20℃)〜(Tm−100℃)(ここでTmは、反射層のポリエステルのTm3もしくはビーズ層のポリエステルのTm2のうち高い方のTmである。)で、定幅または10%以下の幅減少下で熱処理して、熱固定し、熱収縮率を低下させるのがよい。かかる熱処理温度が高すぎるとフィルムの平面性が悪くなる傾向にあり、厚み斑が大きくなる傾向にある。他方低すぎると熱収縮率が大きくなる傾向にある。
【0063】
また、熱収縮量を調整するために、把持しているフィルムの両端を切り落し、フィルム縦方向の引き取り速度を調整し、縦方向に弛緩させることができる。弛緩させる手段としてはテンター出側のロール群の速度を調整する。弛緩させる割合として、テンターのフィルムライン速度に対してロール群の速度ダウンを行い、好ましくは0.1〜2.5%、さらに好ましくは0.2〜2.3%、特に好ましくは0.3〜2.0%の速度ダウンを実施してフィルムを弛緩(この値を「弛緩率」という)して、弛緩率をコントロールすることによって縦方向の熱収縮率を調整する。また、フィルム横方向は両端を切り落すまでの過程で幅減少させて、所望の熱収縮率を得ることができる。
【0064】
なお、二軸延伸に際しては、上記のような縦−横の逐次二軸延伸法以外にも、横−縦の逐次二軸延伸法でもよい。また、同時二軸延伸法を用いて製膜することができる。同時二軸延伸法の場合、延伸倍率は、縦方向、横方向ともに例えば2.7〜4.3倍、好ましくは2.8〜4.2倍である。
【0065】
かくして本発明の白色反射フィルムを得ることができる。
また、得られた白色反射フィルムを、粉砕や溶融押出によりチップ化したものを自己回収原料として用いて、フィルムに添加して、好ましくは反射層Aに添加して、上記と同様にして白色反射フィルムを製造することができる。
【0066】
[反射フィルムの特性]
(反射率、輝度)
本発明の白色反射フィルムの反射率は、好ましくは96%以上、より好ましくは97%以上、さらに好ましくは97.5%以上である。反射率が96%以上であることによって、液晶表示装置や照明等に用いた場合には、高い輝度を得ることができる。かかる反射率は、反射層Aのボイド体積率を高くする等好ましい態様としたり、反射層Aの厚みを厚くしたり、ビーズ層Bの厚みを薄くしたり等各層の態様を好ましい態様としたりすることにより達成できる。
また輝度は、後述する測定方法により求められるが、5400cd/m2以上が好ましく、5450cd/m2以上がさらに好ましく、5500cd/m2以上が特に好ましい。
【0067】
(揮発有機溶剤量)
本発明の白色反射フィルムは、後述の方法にて測定した揮発有機溶剤量が、好ましくは10ppm以下である。これにより、自己回収原料を得て、それを用いてフィルムを製膜するに際して、ガスマークが発生し難くなり、延伸性が向上する。かかる観点から、より好ましくは5ppm以下、さらに好ましくは3ppm以下であり、理想的には0ppmである。本発明においては、揮発有機溶剤量を少なくするために、ビーズ層Bの形成において、有機溶剤を用いた溶液コーティング法を採用せずに、上述した方法を採用することが好ましい。
【実施例】
【0068】
以下、実施例により本発明を詳述する。なお、各特性値は以下の方法で測定した。
(1)光線反射率
分光光度計(島津製作所製UV−3101PC)に積分球を取り付け、BaSO4白板を100%とした時の反射率を波長550nmで測定し、この値を反射率とした。なお、測定は、ビーズ層B側の表面において行った。表裏に異なるビーズ層Bを有する場合は、導光板側のビーズ層表面において測定すればよい。
【0069】
(2)無機粒子の平均粒子径
粒度分布計(堀場製作所製LA−950)にて、粒子の粒度分布を求め、d50での粒子径を平均粒子径とした。
【0070】
(3)有機粒子の平均粒子径
日立製作所製S−4700形電界放出形走査電子顕微鏡を用い、倍率1000倍にて、粒子を100個任意に測定し、平均粒子径を求めた。なお、球状以外の場合は(長径+短径)/2にて求めた。
【0071】
(4)揮発有機溶剤量
室温(23℃)において、1gのフィルムサンプルを10Lのフッ素樹脂製バッグに入れ、その中を純窒素でパージして密封した。次いで、直ちにかかるバッグの中の窒素から、0.2L/分の流量で、2本の分析用TENAX−TA捕集管にそれぞれ0.2L、1.0Lの窒素を採取し、これらを用いて、HPLCおよびGCMSにより、採取した窒素中に含まれる有機溶剤成分の質量を定量した。得られた値を窒素10L中の量に換算して、1gのフィルムサンプルから10Lの窒素中に揮発した有機溶剤の質量を求め、揮発有機溶剤量(単位:ppm、フィルムサンプルの質量基準)とした。なお、アルデヒド類は、アセトニトリルでアルデヒド誘導体化物を捕集管から溶出し、HPLCにより定量した。また、HPLCとGCMSとで値が異なる場合は、多く検出した方の値を採用した。
【0072】
(5)フィルム厚み
白色反射フィルムをミクロトームにてスライスして断面出しを行い、かかる断面について日立製作所製S−4700形電界放出形走査電子顕微鏡を用いて、倍率500倍にて観測し、フィルム全体、反射層A、ビーズ層Bの厚みをそれぞれ求めた。なお、フィルム全体およびビーズ層Bの厚みは、有機粒子がビーズ層表面より突出している部分を除いた部分の厚みとした。各層の厚み(μm)を求めた上で各層の厚み比を算出した。
【0073】
(6)ボイド体積率の算出
ボイド体積率を求める層のポリマー、添加粒子、その他各成分の密度と配合割合から計算密度を求めた。同時に、当該層を剥離する等して単離し、質量および体積を計測し、これらから実密度を算出し、計算密度と実密度とから下記式により求めた。
ボイド体積率=100×(1−(実密度/計算密度))
以下にボイド体積率の求め方の一例を示す。
例えば、反射層Aを構成する成分が、ポリマーがポリエチレンテレフタレート(2軸)であって、密度1.39g/cm3、含有割合48質量%と、添加粒子が硫酸バリウムであって、密度4.5g/cm3、含有割合52質量%のとき、計算密度は以下のようになる。
1.39×0.48+4.5×0.52=3.01g/cm3(計算上)
また、反射層Aのみを単離し、単位体積あたりの質量を求めて実密度を求めた。
実密度=単離した反射層の質量/単離した反射層の体積
反射層の体積は、サンプルを面積3cm2に切り出し、そのサイズでの厚みをエレクトリックマイクロメーター(アンリツ製 K−402B)にて10点測定した平均値を厚みとし、面積×厚みとして算出した。
また、単離した反射層の質量を電子天秤にて秤量した。
仮に実密度1.29g/cm3の場合
ボイド体積率=100×(1−(1.29(実密度)/3.01(計算上))
=57%となる
【0074】
(7)融点、カラス転移温度
示差走査熱量測定装置(TA Instruments 2100 DSC)を用い、昇温速度20m/分で測定を行った。
【0075】
(8)粒子の露出率
(8−1)サンプルの作成
ミクロトームを用いて、エポキシ包埋したフィルムから切片サンプル1と切片サンプル2を切り出した。切片サンプル1は、フィルム面内に無作為に選んだ一方向とフィルムの厚み方向とが形成する面が切断面となるように切り出した切片サンプルであり、切片サンプル2は、切片サンプル1で選んだ無作為な一方向と直交する方向と厚み方向とが形成する面が切断面となるように切り出した切片サンプルである。
(8−2)測定
切片サンプル1におけるフィルム表面の長さ3mmの領域と、切片サンプル2におけるフィルム表面の長さ3mmの領域との合計長さ6mmの測定領域について、日立製作所製S−4700形電界放出形走査電子顕微鏡を用い、倍率3000倍にて観察した。
露出率は、切片サンプルの切断面内における粒子の断面の中心を通りフィルムの表面に垂直に向かう直線を引いたときに、この直線がフィルム切片の切断面内において粒子の表面と交わる2つの点のうち、露出した側の表面にある点をS、露出していない側の表面にある点をTとし、直線がフィルム表面と交わる点をBとしたとき、(SとBとの間の距離)/(SとTとの間の距離)で表される(図1参照)。
すなわち、露出率(%)は、下記式で定義される。
露出率=(SとBとの間の距離)/(SとTとの間の距離)×100(%)
なお、切断面内における粒子の断面の中心は、粒子が球状の場合はその断面の円の中心とし、粒子が非球状の場合は、その断面の重心とする。
また、かかる測定を上記6mmの測定領域において観測される全ての粒子について実施し、平均値を平均露出率とした。
【0076】
(9)粒子によるフィルム表面の被覆率
(9−1)サンプルの作成
上記(8−1)で得たサンプルについて評価を行った。
(9−2)測定
切片サンプル1におけるフィルム表面の長さ3mmの領域と、切片サンプル2におけるフィルム表面の長さ3mmの領域との合計長さ6mmの測定領域について、日立走査電子顕微鏡ショットキーエミッション形電子ビームシステムS−4300SE/Nを用い、倍率3000倍にて観察した。
被覆率は、切片サンプルの切断面内における測定領域において、粒子に被覆されていないフィルム表面の部分の長さを積算して、下記式で求めた(図1参照)。
被覆率
=(6mm−(粒子に被覆されていない部分の積算長さ(mm)))/6mm×100(%)
【0077】
(10)輝度
LG社製のLED液晶テレビ(LG42LE5310AKR)から反射フィルムを取り出し、各種反射フィルム(有機粒子がある場合は有機粒子がある側を画面側(導光板に接する面)に設置し、バックライトユニットの状態にて輝度計(大塚電子製Model MC−940)を用いて、バックライトの中心を真正面より測定距離500mmで輝度を測定した。
【0078】
(11)導光板の傷付き評価(削れ性評価)、および粒子の脱落評価
図3のように、取っ手部分(図3の符号7)の端に長さ200mm×幅200mm×厚み3mmの鉄板(図3の符号8、重さ約200g)を固く貼り付け、その上に、評価面を上にした幅250mm×長さ200mmの反射フィルム(図3の符号9)を幅方向の両端からそれぞれ25mmの部分が鉄板からはみ出すようにして、(中央の200mm×200mmの部分が鉄板と重なるようにして)貼り付けた。この際、反射フィルムの評価面(ビーズ層面)が外側になるようにした。また、反射フィルムの幅方向の両端で余った25mmの部分は、鉄板の裏側に折り返して、反射フィルムの端部(サンプリング時にナイフ等により刃を入れた部分)が導光板を削ってしまう影響を排除した。
次に、ドット面を上にした導光板(少なくとも400mm×200mmのサイズのもの)を水平な机上に固定し、上記で作成した鉄板に固定した反射フィルムを、評価面と導光板とが接触するように、反射フィルム側の面を下向きにして導光板の上に置き、さらにその上に500gの重り(図3の符号10)を載せて、距離200mmで(400mm×200mmの領域で鉄板に固定した反射フィルムを動かすことになる)1往復約5〜10秒の速度で15往復動かした。 その後、導光板表面において、その削れ具合と、反射フィルムから脱落した有機粒子の有無について、20倍のルーペを用いて観察し、以下の基準で評価した。
導光板上の擦られた400mm×200mmの全範囲において、15往復動かした後にルーペで観察できるキズがない場合は「削れない」(削れ評価○)とし、10往復動かした後は観察できるキズがなかったが、15往復動かした後に観察できるキズがある場合は「削れにくい」(削れ評価△)とし、10往復した後に観察できるキズがある場合は「削れる」(削れ評価×)とした。
また、15往復動かした後において、導光板上の擦られた400mm×200mmの全範囲において、ルーペで観察できる白色異物がなければ、「有機粒子が脱落しない」(脱落評価○)とした。また、観察できる白色異物があった際は、かかる白色異物を顕微鏡により観測し、有機粒子であることを確認して、脱落した球状異物が5つ以下であれば、「有機粒子がほとんど脱落しない」(脱落評価△)とし、6つ以上であれば、「粒子が脱落する」(脱落評価×)とした。
なお、上記評価にあたっては、ドットサイズの影響を極力抑えるべく、導光板において、極力ドットサイズの大きな領域を選択し、各評価サンプルで揃えて行った。
【0079】
(12)白点評価
上記(11)の評価で用いた反射フィルムと導光板を用いて、机上に、有機粒子が露出している面を上向きとなるように反射フィルムを置き、その上にドット面が下向きになるように導光板を置き、導光板の四辺のそれぞれに各200gの重りを置き固定し、LG社製のLED液晶テレビ(LG42LE5310AKR)のバックライト光源を用いて、導光板の側面から光を入射して、目視で観察できる導光板ドット以外の明るい点があれば白点発生(評価×)とした。他方、目視で観察できる異常な明るい点がなければ白点発生しない(評価○)とした。
【0080】
(13)密着斑評価(貼り付き評価)
LG社製のLED液晶テレビ(LG42LE5310AKR)からシャーシを取り出し、テレビ内部側が上向きとなるように水平な机上に置き、その上に、シャーシとほぼ同じ大きさの反射フィルムを、ビーズ層面が上向きとなるように置き、さらにその上に、元々テレビに備えられていた導光板および光学シート3枚(拡散フィルム2枚、プリズム1枚)を置いた。次いで、その面内で、シャーシの凹凸の最も激しい部分を含む領域に、図2に示すごとく直径5mmの円状足を三本備える正三角形型の台を置き、その上に更に15kgの重りを乗せて、かかる三本の足に囲まれた領域を目視で観測し、異常に明るい部分がなければ「密着斑がなし」(密着斑評価○)とした。また、異常に明るい部分があった場合は、光学シート3枚の上にさらに、元々テレビに備わっていたDBEFシートを置き、同様に目視で観測し、異常に明るい部分が直らなければ、「密着斑があり」(評価×)とし、異常に明るい部分がなくなれば、「密着斑が殆どなし」(評価△)とした。なお、三つ足に囲まれた領域は、各辺の長さが10cmの略正三角形とした。
【0081】
(14)延伸性
実施例に記載のフィルムを、テンターを用いた連続製膜法にて製膜したときの製膜安定性を観察し、下記基準で評価した。
○:1時間以上安定に製膜できる。
△:1時間で1度切断が生じた。
×:1時間以内に複数回切断が発生し、安定な製膜ができない。
【0082】
[実施例1]
(製造例1:イソフタル酸共重合ポリエチレンテレフタレート1の合成)
テレフタル酸ジメチル136.5質量部、イソフタル酸ジメチル13.5質量部(得られるポリエステルの全酸成分100モル%に対して9モル%となる)、エチレングリコール98質量部、ジエチレングリコール1.0質量部、酢酸マンガン0.05質量部、酢酸リチウム0.012質量部を精留塔、留出コンデンサを備えたフラスコに仕込み、撹拌しながら150〜240℃に加熱しメタノールを留出させエステル交換反応を行った。メタノールが留出した後、リン酸トリメチル0.03質量部、二酸化ゲルマニウム0.04質量部を添加し、反応物を反応器に移した。ついで撹拌しながら反応器内を徐々に0.3mmHgまで減圧するとともに292℃まで昇温し、重縮合反応を行い、イソフタル酸共重合ポリエチレンテレフタレート1を得た。このポリマーの融点は235℃であった。
【0083】
(製造例2:イソフタル酸共重合ポリエチレンテレフタレート2の合成)
テレフタル酸ジメチル129.0質量部、イソフタル酸ジメチル21.0質量部(得られるポリエステルの全酸成分100モル%に対して14モル%となる)に変更した他は、上記製造例1と同様にして、イソフタル酸共重合ポリエチレンテレフタレート2を得た。このポリマーの融点は215℃であった。
【0084】
(製造例3:有機粒子)
オートクレーブ中に下記に記載する原料を仕込み、180〜240℃にて120分間加熱してエステル交換反応を行った。次いで反応系を245℃まで昇温し系内圧力を1〜10mmHgとして60分間反応を続けた結果、共重合ポリエステルを得た。
ジメチルテレフタレート 134質量部
ジメチルイソフタレート 5質量部
5−ナトリウムスルホジメチルイソフタレート 3質量部
パラターシャルブチル安息香酸メチルエステル 5質量部
エチレングリコール 136質量部
テトラブトキシチタネート 0.1質量部
得られた樹脂を緩凝集させ、表中に示す有機粒子(ポリエステル粒子A)を得た。
【0085】
(製造例4:無機粒子マスターチップ1の作成)
上記で得られたイソフタル酸共重合ポリエチレンテレフタレート1の一部、およびボイド形成剤として平均粒径1.0μmの硫酸バリウム粒子(表中、BaSO4と表記する。)を用いて、神戸製鋼社製NEX−T60タンデム式押出機にて、得られるマスターチップの質量に対して硫酸バリウム粒子の含有量が63質量%となるように混合し、樹脂温度260℃にて押し出し、硫酸バリウム粒子含有の無機粒子マスターチップ1を作成した。
【0086】
(製造例5:有機粒子マスターチップ2の作成)
上記で得られたイソフタル酸共重合ポリエチレンテレフタレート2に上記で得られたポリエステル粒子Aを添加し、その含有量が15質量%となるよう混合し、溶融温度235℃にて押し出し、有機粒子マスターチップ2を作成した。
【0087】
(白色反射フィルムの製造)
上記で得たイソフタル酸共重合ポリエチレンテレフタレート1と無機粒子マスターチップ1を反射層(A層)の原料として、イソフタル酸共重合ポリエチレンテレフタレート2と有機粒子マスターチップ2をビーズ層(B層)の原料としてそれぞれ用い、それぞれの層が表1に記載した構成となるように混合し、押出機に投入し、表1に示すごとくB層/A層/B層となるように3層フィードブロック装置を使用して合流させ、その積層状態を保持したままダイスよりシート状に成形した。このときB層/A層/B層の厚み比が2軸延伸後に10/80/10となるように各押出機の吐出量で調整した。さらにこのシートを表面温度25℃の冷却ドラムで冷却固化した未延伸フィルムとした。この未延伸フィルムを73℃の予熱ゾーン、つづけて75℃の予熱ゾーンを通して、92℃に保たれた縦延伸ゾーンに導き、縦方向に2.9倍に延伸し、25℃のロール群で冷却した。続いて、フィルムの両端をクリップで保持しながら115℃の予熱ゾーンを通して130℃に保たれた横延伸ゾーンに導き、横方向に3.6倍に延伸した。その後テンター内で185℃で熱固定を行い、幅入れ率2%、幅入れ温度130℃で横方向の幅入れを行い、次いでフィルム両端を切り落し、縦弛緩率2%で熱弛緩し、室温まで冷やして、表1に示すごとく厚み250μmの二軸延伸フィルムを得た。ここで反射層Aを構成する熱可塑性樹脂組成物の融点を、自己回収原料未含有融点Tm3とした。
このフィルムを回収して、粉砕し、溶融押出してチップ化して自己回収原料を作成し、かかる自己回収原料を、反射層Aに、反射層Aの質量を基準として35質量%添加し、上記と同様にして表1に示すごとく厚み250μmの二軸延伸フィルムを得て、白色反射フィルムを得た。得られたフィルムの評価結果を表2に示す。ここで反射層Aを構成する熱可塑性樹脂組成物の融点を、自己回収原料含有融点Tm3とした。
【0088】
[実施例2]
有機粒子として、ポリエステル粒子Aの平均粒子径を表1の通りに変更したポリエステル粒子Bを用いた以外は、実施例1と同様にして自己回収原料を作成し、それ用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0089】
[実施例3]
有機粒子として、ポリエステル粒子Aに対して、有機粒子製造の際にジメチルイソフタレートの添加量を5質量部から12質量部に変更し、平均粒子径を表1に示す通りに変更したポリエステル粒子Cを用いた以外は、実施例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0090】
[実施例4]
有機粒子として東レ(株)製、ナイロン微粒子「TR−2」(ナイロン6粒子、平均粒子径20μm)を使用し、有機粒子マスターチップ作成時の溶融温度を220℃で実施した以外は、実施例1と同様にして自己回収原料を作成し、それを用いた白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0091】
[実施例5]
反射層Aのボイド形成剤を、表1に示すごとくポリエステルに非相溶な樹脂(シクロオレフィン、ポリプラスチックス社製「TOPAS 6017S−04」)に変更し、またビーズ層における有機粒子として、ポリエステル粒子Aから、表1のごとく平均粒子径を変更したポリエステル粒子Dを用いた以外は、実施例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0092】
[実施例6]
製造条件、層構成および有機粒子の態様を表1に示す通りに変更した以外は、実施例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0093】
[比較例1]
実施例1のビーズ層Bに有機粒子を添加しない(有機粒子マスターチップ2の代わりに、イソフタル酸共重合ポリエチレンテレフタレート2を用いる)以外は、実施例1と同様にして厚さ250μmの2軸延伸フィルムを作成した後、該フィルムの片面に、ダイコーティング装置にて下記の調液レシピ1に示す組成からなる塗液を、wet厚み8g/m2の塗布量で塗布した後、オーブン内にて80℃で乾燥してビーズ層を形成し、フィルムを得た。次いで、本フィルムを回収し、粉砕、溶融押出してチップ化して自己回収原料を作成し、これを反射層Aに、反射層Aの質量を基準として35質量%添加して用いて再度上記と同様にしてフィルム製膜を試みたが、フィルム製膜の際に未溶融物やガスマーク等の異物が多量に発生し、延伸性が大きく低下したため、サンプル採取ができなかった。
(調液レシピ1、固形分濃度35質量%)
・粒子:積水化成品工業BM30X−8(架橋アクリル粒子A、無孔質粒子、粉体、架橋系のため融点を示さない)・・・17.6質量%
・アクリルバインダー:DIC アクリディックA−817BA・・・17.5質量%
・架橋剤:日本ポリウレタン工業社 コロネートHL・・・11.7質量%
・有機溶剤:酢酸ブチル・・・53.3質量%
なお、上記レシピから得られるビーズ層における各成分の固形分比率は以下の通りとなる。
・粒子:50質量%
・バインダー:25質量%
・架橋剤:25質量%
ここで、バインダーにおける反応基と架橋剤における架橋基とのモル比率(架橋基/反応基)は、5.7となる。また、バインダーと架橋剤とからなる樹脂成分は、架橋系のため融点を示さなかった。
【0094】
[比較例2]
塗液を下記の調液レシピ2に変更する以外は、比較例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成した。
(調液レシピ2、固形分濃度35質量%)
・粒子:積水化成品工業ARX−806(架橋アクリル粒子B、無孔質粒子、粉体、架橋系のため融点を示さない)・・・8.8質量%
・アクリルバインダー:DIC アクリディックA−817BA・・・26.6質量%
・架橋剤:日本ポリウレタン工業社 コロネートHL・・・17.3質量%
・有機溶剤:酢酸ブチル・・・47.4質量%
自己回収原料を用いてフィルム製膜した際には、延伸性の低下は認められたものの、白色反射フィルムを得ることができた。得られた白色反射フィルムの評価結果を表2に示す。なお、上記レシピから得られるビーズ層における各成分の固形分比率は以下の通りとなる。
・粒子:25質量%
・バインダー:38質量%
・架橋剤:37質量%
ここで、バインダーにおける反応基と架橋剤における架橋基とのモル比率(架橋基/反応基)は、5.7となる。また、バインダーと架橋剤とからなる樹脂成分は、架橋系のため融点を示さなかった。
【0095】
[比較例3]
有機粒子として、ポリエステル粒子Aに対して、有機粒子合成の際にジメチルイソフタレートの添加量を5質量部から45質量部に変更したポリエステル粒子Eものを用いた以外は、実施例1と同様にして作成し評価を実施した。評価結果を表2に示す。
【0096】
[比較例4]
表1に示す通り、有機粒子として、ポリエステル粒子Aの平均粒子径を変更したポリエステル粒子Fを用いた以外は実施例1と同様に自己回収原料を作成し、それを用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
【0097】
[比較例5、6]
それぞれ表1に示すごとく、東レ(株)製ナイロン微粒子「TR−2」(ナイロン6粒子、平均粒子径20μm)、および「SP−10」(ナイロン12粒子、平均粒子径10μm)を用いた以外は、実施例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。なお、マスターチップ作成の際は、製造例5を参照して、粒子の融点により溶融温度を調整した。
【0098】
[比較例7]
表1に示すごとく、ポリエステル粒子Aを比較例1で用いた架橋アクリル粒子Aに置き換えた以外は、実施例1と同様にして自己回収原料を作成し、それを用いて白色反射フィルムを作成した。評価結果を表2に示す。
【0099】
[比較例8]
表1に示すごとく、架橋アクリル粒子Bを実施例2で用いたポリエステル粒子Bに置き換えた以外は、比較例2と同様にして自己回収原料を作成し、それを用いて白色反射フィルムの製膜を試みたが、未溶融物やガスマーク等の異物が多量に発生し、延伸性が低く、破断が多発し、サンプルが得られなかった。
【0100】
【表1】
【0101】
【表2】
【産業上の利用可能性】
【0102】
本発明の白色反射フィルムは、液晶表示装置や照明器具等に用いられる反射フィルムとして、特に、LCD等の表示装置に用いられる反射フィルムとして、とりわけ大型のLCDを含めたLCDに用いられるエッジライト型のバックライトユニットの反射フィルムとして好適に用いることができる。
【符号の説明】
【0103】
101〜105 有機粒子
2 ビーズ層
201 粒子に被覆されていない部分
202 粒子に被覆されている部分
203 ビーズ層表面
204 ビーズ層厚み
3 反射層
4 シャーシ
5 反射フィルム、導光板、光学シートの積層物
6 重り
7 取っ手部分
8 鉄板
9 反射フィルム
10 重り
11 導光板
1101 ドット
【特許請求の範囲】
【請求項1】
反射層Aとビーズ層Bとを有する白色反射フィルムであって、
反射層Aが熱可塑性樹脂組成物とボイド形成剤とからなり、ボイドを含有し、
ビーズ層Bが平均粒子径1〜50μmの有機粒子と熱可塑性樹脂とからなり、該有機粒子の白色反射フィルム表面における被覆率が10〜100%であり、
有機粒子の融点Tm1、ビーズ層Bを構成する熱可塑性樹脂の融点Tm2、反射層Aを構成する熱可塑性樹脂組成物の融点Tm3が下記式を満足する、
白色反射フィルム。
Tm1≧Tm2+10
|Tm1−Tm3|≦40
【請求項2】
揮発有機溶剤量が10ppm以下である、請求項1に記載の白色反射フィルム。
【請求項3】
反射層Aのボイド体積率が15体積%以上、70体積%以下である、請求項1または2に記載の白色反射フィルム。
【請求項4】
ビーズ層Bのボイド体積率が0体積%以上、15体積%未満である、請求項1〜3のいずれか1項に記載の白色反射フィルム。
【請求項5】
ビーズ層Bが、溶融樹脂コーティング法(溶融押出樹脂コーティング法を含む)、共押出法およびラミネート法のいずれかにより積層されてなる、請求項1〜4のいずれか1項に記載の白色反射フィルム。
【請求項6】
請求項1に記載の白色反射フィルムの製造方法であって、
熱可塑性樹脂組成物とボイド形成剤とを、(Tm3)℃以上であって、かつ(Tm1)℃以上である温度で溶融し、反射層Aを形成し、
有機粒子と熱可塑性樹脂とを、(Tm2)℃以上、(Tm1)℃未満の温度で加熱して、熱可塑性樹脂を溶融し、ビーズ層Bを形成し、これらを積層する、製造方法。
【請求項1】
反射層Aとビーズ層Bとを有する白色反射フィルムであって、
反射層Aが熱可塑性樹脂組成物とボイド形成剤とからなり、ボイドを含有し、
ビーズ層Bが平均粒子径1〜50μmの有機粒子と熱可塑性樹脂とからなり、該有機粒子の白色反射フィルム表面における被覆率が10〜100%であり、
有機粒子の融点Tm1、ビーズ層Bを構成する熱可塑性樹脂の融点Tm2、反射層Aを構成する熱可塑性樹脂組成物の融点Tm3が下記式を満足する、
白色反射フィルム。
Tm1≧Tm2+10
|Tm1−Tm3|≦40
【請求項2】
揮発有機溶剤量が10ppm以下である、請求項1に記載の白色反射フィルム。
【請求項3】
反射層Aのボイド体積率が15体積%以上、70体積%以下である、請求項1または2に記載の白色反射フィルム。
【請求項4】
ビーズ層Bのボイド体積率が0体積%以上、15体積%未満である、請求項1〜3のいずれか1項に記載の白色反射フィルム。
【請求項5】
ビーズ層Bが、溶融樹脂コーティング法(溶融押出樹脂コーティング法を含む)、共押出法およびラミネート法のいずれかにより積層されてなる、請求項1〜4のいずれか1項に記載の白色反射フィルム。
【請求項6】
請求項1に記載の白色反射フィルムの製造方法であって、
熱可塑性樹脂組成物とボイド形成剤とを、(Tm3)℃以上であって、かつ(Tm1)℃以上である温度で溶融し、反射層Aを形成し、
有機粒子と熱可塑性樹脂とを、(Tm2)℃以上、(Tm1)℃未満の温度で加熱して、熱可塑性樹脂を溶融し、ビーズ層Bを形成し、これらを積層する、製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−41021(P2013−41021A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−176670(P2011−176670)
【出願日】平成23年8月12日(2011.8.12)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月12日(2011.8.12)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
[ Back to top ]