
白色無機粒子の製造方法
【課題】製紙工場から排出される製紙スラッジから製紙用填料、塗工紙用顔料として有効利用できる高品質の白色無機粒子を効率よく、経済的且つ大規模に製造する方法を提供するにある。
【解決手段】製紙スラッジを筒型熱処理炉内で焼成して得る白色無機粒子の製造方法において、スラッジ成形粒子の大きさをタテ、ヨコ、高さがそれぞれ2〜30mm範囲内とし、かつスラッジ成形粒子を構成する各面の交接部分(接線部分)に形成される各内角が、90度を超える鈍角を有し、スラッジ成形粒子の外周全域に、直角または鋭角の尖鋭部分および角部分を有さないスラッジ成形粒子に造粒成形して焼成処理することで、スラッジ成形粒子のエッジ部分、さらにはスラッジ成形粒子自体の崩壊を防止して、焼成処理時に生じる微細な製紙スラッジ粒子の発生を抑制し、白色度の優れた、かつ前記品質に至るまでの生産効率にも優れた白色無機粒子を得ることが出来る。
【解決手段】製紙スラッジを筒型熱処理炉内で焼成して得る白色無機粒子の製造方法において、スラッジ成形粒子の大きさをタテ、ヨコ、高さがそれぞれ2〜30mm範囲内とし、かつスラッジ成形粒子を構成する各面の交接部分(接線部分)に形成される各内角が、90度を超える鈍角を有し、スラッジ成形粒子の外周全域に、直角または鋭角の尖鋭部分および角部分を有さないスラッジ成形粒子に造粒成形して焼成処理することで、スラッジ成形粒子のエッジ部分、さらにはスラッジ成形粒子自体の崩壊を防止して、焼成処理時に生じる微細な製紙スラッジ粒子の発生を抑制し、白色度の優れた、かつ前記品質に至るまでの生産効率にも優れた白色無機粒子を得ることが出来る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製紙工場から排出される製紙スラッジを原料とし、塗工紙用顔料または製紙用填料として有用な白色無機粒子の製造方法に関する。
【背景技術】
【0002】
製紙工場においては、製紙原料であるパルプ等の繊維分、澱粉や合成接着剤等の有機物、紙製品に歩留らずに排水中に含まれて処理される製紙用填料や塗工紙用顔料を主とする無機物、さらには、パルプ化工程で洗い出されたリグニンや微細繊維、古紙由来の印刷インク、それに付着した塗工紙用顔料や製紙用填料、また生物廃水処理で生じる余剰汚泥などから成る、いわゆる製紙スラッジが発生する。近年、環境保全の観点から従来の廃棄対象物を資源として有効活用する動きが産業界全体で強まっており、製紙業界においても製紙原料として回収古紙を利用する比率が高まっているが、この古紙利用の増加に伴って製紙工場廃水に含まれるスラッジの処理が大きな課題になっている。
【0003】
このような製紙スラッジは、従来では産業廃棄物として埋立て処分されることが多かったが、最近では流動床炉、ストーカ炉などの焼却炉内でスラッジ中の有機成分を焼却処理することにより、エネルギーとしての回収と同時に減容化を図るようにしている。しかるに、製紙スラッジ中には無機物が高比率で含まれるため、焼却処理してもスラッジ焼却灰が発生することになる。そして、大量に発生するスラッジ焼却灰は、一部がセメント原料、製鉄の酸化防止剤、土壌改良剤などに再利用されているが、大部分は産業廃棄物として埋立て処分されているのが現状である。
【0004】
一方、回収される古紙は、無機成分含量が少ない新聞、上質紙などの非塗工紙系古紙と、無機成分含量が多い雑誌などの塗工紙系古紙との2種に大別され、現状では再生処理が容易な非塗工紙系古紙が主流をなしている。しかし、今後の古紙利用率を高める上で必然的に塗工紙系古紙の比率が増すことになり、これに伴ってスラッジ発生量も急増することが予想される。従って、今後は製紙スラッジ、およびその焼却灰を廃棄物として処理することがますます困難になり、また年々高騰している廃棄物処理費用が紙パルプ工業の収益を圧迫することにもなるから、製紙スラッジを高率で有効利用し得る技術の開発が急務である。
【0005】
製紙スラッジの有望な再生用途として、その焼却処理後の無機成分主体のスラッジ焼却灰を製紙用填料、塗工紙用顔料などの製紙用材料に再利用することが挙げられる。この再利用が実現すれば、大量のスラッジ焼却灰を製紙用材料として消費できるから、産業廃棄物の削減のみならず、古紙利用率の向上にも結び付き、環境対策上の問題が一挙に解消することになる。
【0006】
そこで、製紙スラッジを好適な製紙用材料に高効率で転化することを目的として、製紙スラッジの焼成処理効率を向上させるために様々な方法が提案されている。
【0007】
前記製紙スラッジの焼成処理効率向上のための方法に関して、焼成処理前の製紙スラッジを造粒成形する方法が提案されている。例えば、特許文献1には、製紙スラッジを脱水後、そのままあるいは乾燥させてから、粉砕及び/または分級により粒径1mm以下にした後、焼却を実施する方法が提案されている。また特許文献2には、製紙スラッジを直径3〜10mmの紐状片に押出成形した後に、焼却を実施する方法が提案されている。特許文献3には、製紙スラッジを断面積710mm2以下、長さ30mm以下の形状に成形した後に、焼却を実施する方法が提案されている。特許文献4には、製紙スラッジを水分量50〜60wt%、平均粒径5〜20mmの造粒物に成型造粒した後、焼却を実施する方法が提案されている。
【0008】
また前記製紙スラッジの焼成処理効率向上のための方法に関して、製紙スラッジの各種焼成処理方法および条件として、製紙スラッジを炭化させた後に焼成処理を実施する各種方法が提案されている。例えば、特許文献5には、製紙汚泥廃棄物の焼成システムに関する発明が提案されており、このシステムにおいては、製紙スラッジは350〜700℃程度で炭化された後、650〜800℃で焼成処理される。また特許文献6には、製紙スラッジを低酸素条件下(好ましくは無酸素条件下)600℃未満の温度で炭化処理した後、600〜800℃で焼成処理する紙の製造方法に関する発明が提案されている。特許文献7には、製紙スラッジを原料として、400〜700℃で有機分を炭化し、炭化物を粉砕した後、650〜700℃で有機分を焼成させる顔料塗工古紙の脱墨スラッジを原料とする白色顔料の製造方法に関する発明が提案されている。特許文献8には、製紙スラッジを貧酸素状況下1000℃以下で炭化処理した後、450〜1000℃で焼成処理する有機成分と白色無機粒子を含む混合物の処理方法に関する発明が提案されている。また、特許文献9には、製紙スラッジを貧酸素雰囲気下、400〜700℃で炭化した後、650℃以上で2段階の焼成処理を行う製紙汚泥廃棄物からの炭酸カルシウム回収方法に関する発明が提案されている。特許文献10には、製紙スラッジを1基のキルン内で200℃から徐々に昇温して乾燥させ、600℃で炭化させた後に更に昇温して850℃で焼成処理する塗工紙用顔料の製造方法に関する発明が提案されている。
【0009】
一方、製紙スラッジを炭化処理せずに特定条件での焼成処理を行なう方法としては、例えば、特許文献11には、製紙スラッジを2段階で焼成処理を行い、その第1段階の焼成温度を750℃以下、第2段階の焼成温度を800℃未満とすることにより、製紙用原材料に由来し、製紙スラッジ中に含まれる炭酸カルシウムの熱分解を50%未満に抑える方法が提案されている。また特許文献12には、製紙スラッジの中の脱墨スラッジ分を1次焼成工程がサイクロン炉を用いて700℃以下、焼成時間10秒以内で焼成処理し、次いで2次焼成工程が700℃以下で焼成処理する脱墨スラッジからの白色顔料又は白色填料の製造方法に関する発明が提案されている。特許文献13には、製紙スラッジを800℃で焼却した焼却灰を、500〜1100℃で再度焼成する白色顔料の製造方法に関する発明が提案されている。
【0010】
以上の焼成処理方法はすべて製紙スラッジを乾式酸化(所謂、焼成処理)するものであるが、乾式酸化と湿式酸化を組み合せてスラッジ焼却灰とする方法として、例えば、特許文献14には、製紙スラッジを200〜800℃で湿式酸化処理した後に800〜1100℃乾式酸化処理するか、逆に乾式酸化処理後に湿式酸化処理する白色顔料の製造方法に関する発明が提案されている。
【0011】
【特許文献1】特開2001−271289号公報
【特許文献2】特開2002−167523号公報
【特許文献3】特開2006−138044号公報
【特許文献4】特開2004−008887号公報
【特許文献5】特開2005−161239号公報
【特許文献6】特開2002−275785号公報
【特許文献7】特開2001−262002号公報
【特許文献8】特開2002−308619号公報
【特許文献9】特開2004−262701号公報
【特許文献10】特開2004−176209号公報
【特許文献11】特開平10−029818号公報
【特許文献12】特開2005−053984号公報
【特許文献13】特開平11−310732号公報
【特許文献14】特開2001−026727号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
製紙工場から排出される製紙スラッジ量は1ヶ月あたり最大で数千トンに及ぶ場合があり、製紙スラッジの発生量は極めて膨大であるが、今後さらに製紙スラッジの発生量は増加すると予想される。これに対して、前記製紙スラッジを製紙用原材料に適した白色無機粒子に再生して大規模に再利用するためには、製紙スラッジの焼成処理において白色度の高いスラッジ焼成処理物(スラッジ焼成灰)を得ることが好ましいが、高白色度のスラッジ焼成灰を得るためには、製紙スラッジが含有する有機成分を充分に燃焼除去する必要があり、長時間の焼成処理が不可欠であった。このため排出される膨大な量の製紙スラッジを焼成処理するためには、巨大な焼成処理設備を設けるための多額の設備費が必要となるほか、製紙スラッジを焼成処理するための多量の燃料も必要となる等の諸問題があり、実用化が困難であった。
【0013】
このような状況の中で、製紙スラッジを製紙用材料として再利用をするためには、できるだけ小規模な焼成処理設備を用いて、できるだけ多くの製紙スラッジを高効率で焼成処理することにより、白色度の高いスラッジ焼却灰を得ることが望ましく、そのためには、製紙スラッジが含有する有機成分の燃焼除去効率を向上させることにより、スラッジ焼成灰の白色度化効率を向上させることが重要である。
【0014】
前記製紙スラッジ中に含まれる有機成分の除去は、スラッジを焼却し、炭化水素(CnH2n+2)、炭水化物(CnH2nOn)などの有機成分を燃焼させることにより行われる。有機成分の燃焼は、有機成分中の炭素(C)、水素(H)および酸素(O)の各原子が酸素(O2)と化学的に反応して、二酸化炭素(CO2)と水(H2O)となる反応である。この燃焼反応を安定して行うためには、(1)燃料となる炭素源(有機成分)、(2)炭素源を発火させるための熱源、および(3)燃焼のための充分な酸素(O2)の3要素が不可欠である。
【0015】
前記製紙スラッジの焼成処理に対しては、前記特許文献のようにロータリーキルン(回転式キルン炉)と称する筒型熱処理炉が用いられる。図1は、従来の単一管で構成されるスラッジ焼成用回転式キルン炉内のスラッジの状態を例示した図であり、回転式キルン炉の横長の回転胴の長手方向に対して直交する方向の断面(径方向断面)を示している。図1に示すように、回転式キルン炉内には、単一の略円柱状の管部で構成される回転胴1が配置されており、回転胴1内には粒子状の製紙スラッジSが投入されて、積層、堆積される。そして、製紙スラッジSは、回転胴1の回転dに従って図の左上方向に移送され、その後、図の右下方向に流れ落ちることにより撹拌される。このようにして、製紙スラッジSは撹拌されつつ、回転胴1内を図の垂直方向に移送され、連続的に焼成されることになる。
【0016】
しかし、従来の回転式キルン炉においては、回転胴1に対して製紙スラッジSを投入すると、製紙スラッジは回転胴1の下底部左隅に偏在するため、焼成炉内に対してスラッジに含まれる有機成分を燃焼させるのに必要な酸素(空気)を送り込んでも、回転胴1内に積層・堆積した下底部のスラッジまで空気(酸素)が行き渡らずに不完全燃焼が生じてしまい、結果としてスラッジ焼成灰を高白色度化するために、長い焼成処理時間を要する問題点があった。
【0017】
前記した回転式キルン炉の回転胴1内に投入した製紙スラッジSに対して、スラッジに含まれる有機成分を燃焼させるのに必要な酸素(空気)を送り込んで燃焼効率を向上させる方法として、前記特許文献のように、製紙スラッジを造粒成形することにより、回転胴1内における製紙スラッジの積層・堆積状態を改善し、これによって製紙スラッジに対する加熱状態、空気(酸素)供給状態および撹拌状態などを改善して、焼成効率を向上させる方法が提案されている。
【0018】
しかしながら、従来の製紙スラッジの造粒方法は、粉砕によって製紙スラッジの大きさを細かくするか、または押出し成形によって揃える方法である。これらの方法で成形された製紙スラッジ成形物は剪断または切断によって粒子の成形が行われるため、剪断の際に形成された切断面(破断面)を有する粒子形状をしており、この切断面の周囲は必然的に尖った鋭い先端や角などのエッジとなっている。このため、前記のような従来方法で造粒した製紙スラッジを回転キルン炉によって焼成処理する場合、回転胴1の回転によって内部の製紙スラッジSが繰り返し撹拌され、その撹拌に伴う粒子衝突等の衝撃によって製紙スラッジ
の尖鋭部分や角部分などのエッジ部分が崩壊し、製紙スラッジ成形物の成形当初の粒子形状が損なわれると共に、粒子エッジ崩壊によって微細な粒子が発生して、この微細な粒子によって製紙スラッジの積層・堆積がより過密な状態となるため、製紙スラッジに対して充分な空気(酸素)を供給することが困難となり、不完全燃焼を引き起こす問題点があった。
【0019】
また、粒子エッジ崩壊によって生じた微細なスラッジは、大きなスラッジと比べてスラッジの転動状態が異なるため、製紙スラッジを回転キルン炉の回転胴1内を移送しながら焼成処理する際に、スラッジの大きさによって回転胴内1における製紙スラッジの保持時間(焼成処理時間)が異なる恐れがあり、過加熱などによって硬質焼結物等が発生して、得られるスラッジ焼成灰の品質が悪化する等の懸念点があった。
【0020】
さらに、前記図1に例示したように、従来の回転式キルン炉においては、回転胴1に対して投入される製紙スラッジSの量が多い場合には、製紙スラッジSの積層・堆積状態が過大となり、回転胴1に回転を与えても、回転胴1の下底部の左隅に偏在して、十分に撹拌をすることができず、さらにこのような状態で、スラッジに含まれる有機成分を燃焼させるのに必要な酸素(空気)を焼成炉内に送り込んでも、積層・堆積した下底部の製紙スラッジSまで酸素が行き渡らず、不完全燃焼が生じる問題点があった。
【0021】
このように、回転式キルン炉の回転胴内1における製紙スラッジSの積層・堆積が過多であれば、製紙スラッジと酸素との接触が不十分となるため、有機成分の燃焼除去効率が大きく低下して、未燃カーボン(煤)が多く残存し、白色度の低い焼成処理物しか得られない。
【0022】
特許文献12には、サイクロン炉のほか、前掲の焼成炉の回転胴内に積層・堆積した製紙スラッジの空気との接触を向上させるため、回転胴内に撹拌部材を設け、この撹拌部材を回転動力で機械的に駆動させることにより、回転胴内に積層・堆積する製紙スラッジを強制的に撹拌して、製紙スラッジと空気と接触させることが提案されている。しかし、このような方法で強制的に撹拌しても、実際にはスラッジは直ぐに落下して積層・堆積するため、燃焼に必要なスラッジと空気との充分な接触を確保することが困難である。しかも、1ヶ月当り最大で数千トンにも及ぶ極めて大量の製紙スラッジを効率よく処理するためには、回転動力を与える装置への負担が大きく、機械的な耐久性など実用上の問題が生じる。
【0023】
このように、従来技術においては、大量の製紙スラッジを処理する場合においても、スラッジと酸素(空気)との充分な接触を確保できず、スラッジの焼成処理を高効率で行うことができなかった。
【0024】
一方、スラッジ中に含まれる炭酸カルシウム(CaCO3)は、焼成処理によって熱分解(脱炭酸)を起こし、酸化カルシウム(CaO)に変化することが知られている。このうち、炭酸カルシウムは、高白色度の無機物質で、水への溶解性が極めて低い特性を有することから、水を媒体とする工業原料に適しており、塗工紙用顔料または製紙用填料などの製紙用材料として広く一般的に用いられる無機材料である。しかしながら、前記炭酸カルシウムの熱分解によって生じる酸化カルシウムは水への溶解性が高く、製紙用材料として用いた場合には、水媒介中に多量のカルシウムイオン(Ca2+)を放出するため、原料液の分散不良などを引き起こし、紙の生産操業ができなくなるなどの問題がある。このため、スラッジ焼成処理物(スラッジ焼成灰)を製紙用材料に再利用するためには、スラッジ焼成処理物が酸化カルシウムを有さない状態とすることが極めて重要である。前掲の従来技術では、炭酸カルシウムの熱分解を抑制するために、低温焼成や炭化処理の各種手法が提案されているが、炭酸カルシウムの熱分解を防ぎながら、有機物の燃焼除去によりスラッジ焼成処理物の白色度を向上させることは、相反的作用を期待することになり、所望する高品位なスラッジ焼却灰を高効率に得るのは困難であった。
【0025】
なお、前記従来の製紙スラッジを乾式酸化と湿式酸化を組み合せて多段酸化処理する方法は、処理工程および処理設備が複雑化するため、処理コストが非常に高く付き、多量の製紙スラッジの焼成処理には不向きである。
【0026】
したがって、前記したように処理を要する製紙スラッジは最終的に1ヶ月当たり数百トン〜数千トンにもなることが予想されるが、前記従来の製紙スラッジの各種処理方法では、そのいずれにおいても多量の製紙スラッジを効率的に処理できない上、高白色度で高品位のスラッジ焼却灰を得るには不向きであった。
【0027】
本発明は、このような従来技術の問題点を解決するためになされたもので、製紙工場から排出される製紙スラッジから製紙用材料の製紙用填料、塗工紙用顔料などとして有効利用できる高品質の白色の無機粒子を効率よく、経済的且つ大規模に製造する方法を提供することを目的としている。
【課題を解決するための手段】
【0028】
本発明は、製紙スラッジを筒型熱処理炉内で焼成して得る白色無機粒子の製造方法において、該製紙スラッジを、焼成前に下記の(1)(2)の条件を満たすスラッジ成形粒子に造粒成形して焼成することを特徴とする白色無機粒子の製造方法である。
(1)スラッジ粒子の大きさが、タテ、ヨコ、高さがそれぞれ2〜30mm範囲内である。
(2)スラッジ粒子を構成する各面の交接部分(接線部分)に形成される各内角が、90度を超える鈍角を有し、スラッジ粒子の外周全域に、直角(90度)または鋭角(90度未満)の尖鋭部分および角部分を有さない。
【0029】
前記スラッジ粒子は、該粒子の母型となるように製紙スラッジを造粒成形する1次成形工程と、前記1次成形工程によって得られた造粒スラッジ粒子の粒子外周に存在する直角(90度)または鋭角(90度未満)の尖鋭部分および角部分を除去して成形する2次成形工程の少なくとも2段階の造粒成形工程を経ることにより造粒されることが好ましい。
【0030】
前記スラッジ成形粒子の1次成形工程が、押出成形工程であることが好ましい。
【0031】
前記スラッジ粒子の2次成形工程が、前記1次成形工程で得られた造粒スラッジ粒子を前後往復運動しながら回転する2本のローラーに噛み込ませて略楕円状、または略球状に製丸する成形工程であることが好ましい。
【0032】
前記製紙スラッジが、古紙の脱墨処理工程の脱墨廃液を凝集、脱水濃縮することによって得られことが好ましい。
【0033】
前記脱墨処理工程の脱墨廃液が、浮上選別脱墨処理によって得られる脱墨浮選廃液(脱墨フロス)および/または洗浄脱墨処理によって得られる脱墨洗浄廃液であることが好ましい。
【0034】
前記スラッジ成形粒子が、接着剤成分を製紙スラッジ100質量部(絶乾重量)に対して、0.1〜20質量部(絶乾重量)含有することが好ましい。
【0035】
前記接着剤成分が、カチオン性の有機系高分子接着剤であることが好ましい。
【0036】
前記接着剤成分が、凝集工程および/または造粒成形工程で添加されることが好ましい。
【0037】
前記スラッジ成形粒子が、20〜45質量%の水分を含有することが好ましい。
【0038】
前記白色無機粒子が、筒型熱処理炉の筒方向の端部に設置される原料供給口からスラッジ成形物を供給し、該原料供給口に対して筒軸方向について反対側の端部に設置される焼成処理物排出口から焼成処理物を取り出す間に空気雰囲気下で間接的加熱方法により焼成処理して得られることが好ましい。
【0039】
前記焼成処理が、筒型熱処理炉の一端の原料供給口側から炉内空気を強制的に排出することにより、同他端の焼成物排出口側から空気を炉内へ吸入することによって行われることが好ましい。
【0040】
前記筒型熱処理炉が、回転胴内の横長の回転胴の長手方向に対して直交する方向の断面(径方向断面)において、複数の区分室に分割されており、この複数の区分室にスラッジ成形物を分散配置された状態で筒型熱処理炉内を移送しつつ焼成することが好ましい。
【0041】
前記区分室の数が6以上であることが好ましい。
【0042】
前記筒型熱処理炉内を移送しつつ行われる焼成処理が、過剰空気雰囲気下、温度650℃以下でスラッジ成形粒子中の易燃焼性有機成分を燃焼除去する一次燃焼工程と、温度700〜850℃でスラッジ成形粒子中の難燃焼性有機成分を燃焼除去する二次燃焼工程との、少なくとも2段階の燃焼工程を経ることによって行われることが好ましい。
【0043】
前記焼成処理工程において、製紙スラッジが焼成処理前に含有する炭酸カルシウムの50重量%を超えて分解することが好ましい。
【0044】
前記焼成処理後に、焼成処理によって得られた焼成処理物を水に混合、攪拌して懸濁液とする懸濁液化工程と、懸濁液化工程によって得られた懸濁液に二酸化炭素を接触させて炭酸化処理物を得る炭酸化処理工程と、炭酸化処理工程によって得られた炭酸化処理物を粉砕する粉砕工程を順次経ることが好ましい。
【発明の効果】
【0045】
本発明によれば、筒型熱処理炉内に投入される製紙スラッジをスラッジ成形粒子とする際に、スラッジ成形粒子の大きさが、タテ、ヨコ、高さがそれぞれ2〜30mm範囲内とし、かつ、スラッジ成形粒子を構成する各面の交接部分(接線部分)に形成される各内角が、それぞれ90度を超える鈍角を有し、スラッジ成形粒子の外周全域に、直角(90度)または鋭角(90度未満)の尖鋭部分および角部分を有さないスラッジ成形粒子に造粒成形して焼成処理することによって、スラッジ成形粒子のエッジ部分、さらにはスラッジ成形粒子自体の崩壊をも防止し、微細な製紙スラッジ粒子の発生を抑制して、筒型熱処理炉内に積層・堆積した製紙スラッジに対して酸素との十分な接触を確保することができるため、製紙スラッジの焼成処理効率を向上させ、効率よく、経済的且つ大規模に高品質の白色無機粒子を製造することができる。
【発明を実施するための最良の形態】
【0046】
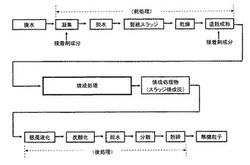
図2に、本発明の白色無機粒子の製造方法における好適な一例を示すフローチャート図を例示する。図2に示すように、本発明の白色無機粒子の製造方法においては、まず、製紙工場における各種工程の廃水が含有する不溶性固形分を凝集、脱水濃縮して製紙スラッジとして回収し、得られた製紙スラッジを乾燥および造粒成形の各工程からなる前処理を行って、焼成前のスラッジ成形粒子を得る。本発明においては、製紙スラッジ成形物をスラッジ成形粒子と呼ぶ。
【0047】
得られたスラッジ成形粒子は、熱処理工程(焼成工程)に供され、製紙スラッジ焼成処理物(スラッジ焼成灰)が得られる。得られたスラッジ焼成灰については、粉砕工程を行って得られたスラッジ焼成灰粉砕物を白色無機粒子としてそのまま使用することもできる。しかし、懸濁液化、炭酸化、脱水、分散および粉砕の各工程からなる後処理を経た白色無機粒子として回収する方がより好適である。
【0048】
以下に、前記図2のフローチャート図を基にして、本発明を説明する。
【0049】
原料の製紙スラッジは、パルプ化工程、紙製造工程、古紙再生工程などの各種工程から排出される。古紙再生工程からのスラッジについては、古紙脱墨工程の加圧浮上(フローテーション、または浮選)および/または洗浄によって古紙パルプから分離排出される脱墨廃液に対して凝集および脱水処理を行い、脱墨排水中の固形分を脱墨スラッジとして回収することが推奨される。また、白色度の低い古紙原料からスラッジを回収する場合には、古紙再生工程における脱墨処理及び浮選処理を充分に行い、カーボンブラックなどを含むインク粒子をできるだけ除去しておくのがよく、必要に応じて複数回のスラッジの加圧浮上工程および/または洗浄工程を追加することもできる。また、古紙脱墨工程から回収する脱墨スラッジについては、上質古紙、新聞古紙、雑誌(塗工紙系)古紙などに分別して古紙種類毎の脱墨スラッジを調製し、必要に応じてこれらの古紙種類別脱墨古紙スラッジを単独、または混合して適宜製紙スラッジとして用いることができる。
【0050】
なお、製紙スラッジ中の無機成分(灰分)は、製紙用填料や塗工紙用顔料に由来するカオリン(クレー)および炭酸カルシウムが無機成分全体の約80〜95重量%を占める主成分であり、タルク、二酸化チタンなどが少量混在している。前記無機成分の主成分であるカオリン、および炭酸カルシウムの比率は処理する古紙の種類等によって多少のばらつきはあるが、概ねカオリン/炭酸カルシウムの重量比で20/80〜80/20の範囲である。また、上記無機成分(灰分)中のカルシウム(CaO換算)、アルミニウム(Al2O3換算)およびケイ素(SiO2換算)のそれぞれの含有比率(カルシウム/アルミニウム/ケイ素)は、13〜73/12〜40/15〜47である。
【0051】
また、製紙スラッジ中の有機成分、および無機成分の比率は、処理する古紙の種類や脱墨工程の程度によって多少は変動するが、概ね無機成分/有機成分の重量比で30/70〜80/20の範囲である。
【0052】
スラッジとは別に、製紙用材料として再利用が困難な低級な古紙やそれに付随するプラスチックを主としたRPF(Refused Paper & Plastic Fuel)を品質を損なわない範囲で混合使用することもできる。
【0053】
各種工程の廃水中に含まれる固形分を原料の製紙スラッジとして回収する方法としては、先ず廃水に対して各種凝集剤を添加することにより、廃水中に浮遊している不溶性固形分を凝集させ、その後に、前記廃液を濾過、遠心分離、加圧脱水、圧搾等の各種方法を組合せて処理することにより、廃水中の凝集固形分を製紙スラッジとして回収する。
【0054】
前記凝集剤としては、硫酸アルミニウム、塩化アルミニウム、ポリ塩化アルミニウム等の各種無機凝集剤を用いることができ、スラッジ固形分に対して0.05〜5.0%の範囲で適宜添加される。なお、スラッジに鉄元素(Fe)が含まれる場合、スラッジ焼成灰が赤茶(酸化鉄)色に変色して白色度が低下し、製紙用原料として適さなくなる恐れがあるため、本発明においては、凝集剤として鉄元素(Fe)を含む凝集剤である硫酸第一鉄、硫酸第二鉄、塩化第一鉄、塩化第二鉄などの使用は避ける方が好ましい。
【0055】
本発明においては、製紙スラッジに対して接着剤成分を添加することが好ましく、接着剤成分の添加については、前記廃水の凝集処理において凝集剤と併せて添加することができる。
【0056】
前記接着剤成分としては、有機系高分子タイプの接着剤が好ましく、各種変性澱粉、デキストリン、カルボキシメチルセルロース、ポリアクリルアミド、ポリビニルアルコール、ポリアクリル酸、ポリアクリル酸ナトリウムなどの水溶性接着剤を1種類、または2種類以上を適宜選択して用いることができる。また前記廃水の凝集工程で接着剤成分を添加する場合には、前記接着剤成分のなかでも、カチオン性を有している接着剤成分が廃水中の不溶性固形分に対して凝集効果を一層高めるため特に好ましく、カチオン性澱粉、カチオン性ポリアクリルアミド、ポリアミノアルキルメタクリレート、ポリエチレンイミン等を1種類、または2種類以上を適宜選択して用いることが特に好ましい。
【0057】
前記接着剤成分の添加量は、製紙スラッジ固形分に対して0.1〜20質量%の範囲で添加されることが好ましく、0.5〜10質量%の範囲で添加されることが特に好ましい。接着剤の添加量が0.1質量%未満である場合には、製紙スラッジに対する接着剤の添加量が過少となり、造粒後のスラッジ成形粒子の形状を充分に安定して保持できない恐れがあるため好ましくない。他方、接着剤の添加量が20質量%を超える場合には、スラッジ成形粒子の形状保持性は充分であるが、製紙スラッジに対する接着剤の添加量が過多となり、スラッジ成形粒子が粘着性を帯びて成形粒子同士がくっついて大粒子化したり、工程上の装置や配管に付着したりして操業の妨げになる恐れがあるため好ましくない。前記した凝集工程における接着剤成分の添加においては、接着剤成分の添加量が前記範囲内になるように適宜接着剤添加量を調整して添加することができる。
【0058】
前記凝集処理を行った廃液は、次いで、濾過、遠心分離、加圧脱水、圧搾等の各種方法を組合せて処理することにより、廃水中の凝集固形分を製紙スラッジとして回収する。前記各種処理装置のうち、好適な濾過装置としては、ロータリースクリーンと称される濾過装置がある。また脱水装置としては、スクリュープレスと称される加圧・圧搾脱水装置があり、これらの濾過装置、圧搾装置を単独、または適宜組合せて用いることができる。前記濾過・脱水処理により、廃水より固形分濃度5〜60%程度の製紙スラッジが回収される。
【0059】
本発明では、熱処理工程に用いるスラッジ成形粒子の含有水分を20〜45質量%の範囲に調整することが好ましく、25〜35質量%の範囲に調整することが特に好ましい。スラッジ成形粒子の含有水分を20〜45質量%に調整することにより、本発明の所望する粒子形状への造粒成形が容易になり、成形粒子の加工効率が向上するほか、スラッジ成形粒子の強度を高く保つことができ、スラッジ成形粒子の粒子形状を保持して崩壊を抑制することができる。これに対して、スラッジ成形粒子の含有水分が20質量%未満では、スラッジ成形物の強度は向上するものの、スラッジが乾き過ぎているために造粒成形が困難となり、成形粒子の加工効率が低下する恐れがあるため好ましくない。他方、スラッジ成形粒子の含有水分が45質量%越える場合には、スラッジは水分を含んで軟らかいので造粒成形は容易であるものの、スラッジ成形粒子も軟らかくなるため強度が低下し、スラッジ成形粒子の粒子形状が崩壊し易くなる恐れがあるため好ましくない。
【0060】
前記したように本発明においては、スラッジ成形粒子の含有水分を調整することが重要であるが、工程廃水より製紙スラッジ回収した時点では、製紙スラッジは40〜95質量%の水分を含んでいるので、スラッジの含有水分量を好適な範囲に調整するために、製紙スラッジを乾燥処理することが好ましい。前記乾燥処理については、造粒成形処理前に製紙スラッジを乾燥処理する方法と、造粒成形後にスラッジ成形物を乾燥処理する方法の2種類が挙げられるが、本発明においては、造粒成形前に製紙スラッジを乾燥処理することが好ましい。造粒成形前に製紙スラッジを乾燥処理することにより、製紙スラッジの含有水分を好適な範囲に調整することができる。これにより本発明の所望する粒子形状への造粒成形が容易になって、成形粒子の加工効率が向上するほか、スラッジ成形粒子の強度を高く保つことができ、スラッジ成形粒子の粒子形状を保持して崩壊を抑制することができる。
【0061】
前記した乾燥処理は、製紙スラッジの水分を蒸発させて固形分濃度を高める工程で、乾燥工程で用いる乾燥設備(装置)としては、特に限定はなく、直接加熱型ロータリーキルン、間接加熱型ロータリーキルン、気流乾燥機、流動層乾燥機、振動流動乾燥機、回転・通気回転乾燥機(サイクロン)などを用いることができる。また、これら乾燥機の熱源としては、後述する焼成処理工程の排熱を使用することにより、エネルギーコストを低減することが可能である。
【0062】
前記した乾燥工程における乾燥処理の温度は、気流乾燥機や回転・通気回転乾燥機のような熱風を利用して乾燥させる装置においては、スラッジの燃焼や炭化を防止するために熱風温度を600℃以下とすることが好ましく、250℃以下とすることが特に好ましい。この熱風温度が600℃を超えて高過ぎてはスラッジが発火し、その際の焼成条件が適切でなければ、易燃焼性の有機成分が炭化して難燃焼性に変化する懸念がある。また、乾燥工程においては乾燥効率を向上させるために、スラッジを細かく解すことが好ましく、撹拌機や機械式ロール等により強制的にスラッジを解し、必要に応じてスラッジを300〜2000μm程度に分級して乾燥させることが好ましい。
【0063】
本発明では、図2に例示したように、製紙スラッジを焼成処理する前に製紙スラッジの造粒成形を行うが、その際、特に造粒成形されたスラッジ成形粒子を、粒子を構成する各面の交接部分(接線部分)に形成される各内角が、それぞれ90度を超える鈍角を有し、スラッジ成形粒子の外周全域に、直角(90度)または鋭角(90度未満)の尖鋭部分および角部分を有さないスラッジ成形粒子に造粒成形することが重要である。スラッジ成形粒子をその粒子外周に尖鋭部分および角部分を有さない粒子形状に造粒成形することによって、スラッジ成形粒子のエッジ崩壊を防止して、微細な製紙スラッジ粒子の発生を抑制できることに加えて、スラッジ成形粒子の粒子形状を保持することによって、筒型熱処理炉内に積層・堆積した製紙スラッジに対して酸素との十分な接触を確保することができるため、製紙スラッジの焼成処理効率を向上させ、効率よく、経済的且つ大規模に高品質の白色無機粒子を製造することができる。
【0064】
本発明において、製紙スラッジを好適なスラッジ成形粒子に造粒成形する方法としては、製紙スラッジをスラッジ成形粒子の母型粒子となる造粒スラッジに成形する1次成形工程と、前記1次成形工程によって得られた造粒スラッジの粒子外周に存在する尖鋭部分および角部分を除去する2次成形工程の少なくとも2段階の工程を経ることによって行われる造粒成形方法が好ましい。
【0065】
前記スラッジ成形粒子を得るための母型粒子(基礎となる粒子)を得るための1次成形工程としては、一般的な各種造粒成形方法を用いることができ、ブリケットマシンやローラーコンパクターのような圧縮成形、ディスクペレッターのような押出成形、及び転動造粒や攪拌造粒などのペレット成形などが挙げられるが、本発明の1次成形工程においては、多量に発生する製紙スラッジを効率的に造粒成形する必要があること、および製紙スラッジを押し固めることによりスラッジ成形粒子の密度を高めて粒子崩壊しにくくする必要があるなどの観点から、造粒方法が簡便、高効率で造粒成形でき、かつスラッジを押し固めて造粒成形する押出成形とすることが特に好ましい。
【0066】
前記1次成形工程によって得られる母型粒子の形状としては、大量に発生する製紙スラッジを効率的にある程度の粒子に造粒することができる形状であれば特に限定はなく、図3の13a、図4の14aに例示したような、三角柱、四角柱、円柱などの多角柱状粒子、四面体、六面体、八面体のような多面体状粒子とすることができるが、本発明の1次成形工程においては、押出成形で高効率に造粒すること、および次工程における母型粒子の尖鋭部分および角部分などのエッジを除去する効率を向上させる観点から、円柱状とすることが特に好ましい。
【0067】
さらに前記造粒されたスラッジの粒子外周に存在する尖鋭部分および角部分を除去する2次成形工程としては、転動造粒、撹拌造粒、振動篩などを用いて1次成形工程で得られた母型造粒スラッジ粒子を相互に衝突させながら、粒子の外周に有する尖鋭部分や角部分などのエッジを除去する方法、および前後往復運動しながら回転する2本のローラーに1次成形工程で得られた母型造粒スラッジ粒子を噛み込み、および加圧練りすることにより、その外周に有する尖鋭部分や角部分などのエッジを丸く成形する方法などが挙げられる。前記方法のうち、2次成形工程においては、2本ローラー噛み込み・加圧練りによって母型造粒スラッジ粒子外周部のエッジを無くしながら、スラッジ粒子全体を充分に押し固めることができる。その結果として、粒子崩壊し難く、強度の高いスラッジ成形粒子を形成することができることから、前後往復運動しながら回転する2本のローラーに噛み込んで母型造粒スラッジ粒子のエッジを成形する方法が特に好ましい。
【0068】
前記2次成形工程によって得られるスラッジ成形粒子の形状としては、図3〜5に例示したように、前記した多角柱状、多面体状の母型造粒スラッジ粒子(13a、または14a)の外周部に存在する尖鋭部分や角部分などのエッジを除去、または丸めた略多角柱状(13b、または14b)、略多面体状の粒子、またはラグビーボール状の略楕円粒子(14c)、または略球状粒子(14d)とすることができるが、本発明の2次成形工程においては、スラッジ成形粒子の崩壊を抑制する観点から、略円柱状、略楕円状、および略球状とすることが好ましく、略球状(14d)または球状とすることが特に好ましい。
【0069】
本発明における好適なスラッジ成形粒子を得るための造粒成形装置としては、前記した製紙スラッジを押出成形する1次成形工程装置と前後往復運動しながら回転する2本のローラーに噛み込んで成形する2次成形工程装置を共に装備しており、一連の造粒成形工程を連続かつ自動的に行うことが可能な好適な装置として、アキラ機工社製の高性能自動ローラーシステムタイプ自動製丸機が挙げられる。
【0070】
なお、本発明の方法以外にも、1度の造粒成形工程によって製紙スラッジを切断面、破断面に由来する尖鋭部分や角部分のない成形粒子に造粒成形する方法として、微小粒子を転動させながら、核となる微小粒子の周りに他の微小粒子を付着させることにより粒子成長させて球状粒子を形成する転動造粒方法があるが、この転動方式では製紙スラッジを加圧練り等によって圧縮しながら造粒成形することができず、製紙スラッジ粒子同士の軽い相互付着によって粒子が形成されているため、粒子強度が不足して粒子形状の崩壊が生じる恐れがあるため好ましくない。
【0071】
本発明においては、前記スラッジ成形粒子の大きさを、タテ、ヨコ、高さがそれぞれ2〜30mm範囲内とすることが好ましく、それぞれ5〜15mm範囲内とすることが特に好ましい。製紙スラッジ成形粒子の大きさを、前記範囲とすることにより、筒型熱処理炉の回転胴1内に積層・堆積する製紙スラッジ内に適度な隙間(空隙)を形成することができる。これによって積層・堆積した製紙スラッジに対して有機成分燃焼のための空気(酸素)を供給することが可能となるため、未燃焼有機成分の発生が抑止され、スラッジ成形粒子の焼成効率・白色化効率を向上させることができる。因みに、前記スラッジ成形粒子の大きさとして、タテ、ヨコ、高さのいずれかが2mm未満である場合には、スラッジ成形粒子の形状が細過ぎて折れ易く(粒子崩壊し易く)なることに加えて、筒型熱処理炉の回転胴1内における製紙スラッジの積層ないし堆積状態が過密となり、各スラッジ成形粒子に対して有機成分燃焼のために必要な空気(酸素)が充分に行き渡らなくなって有機成分の燃焼が不完全になる(スラッジ焼成灰の白色度が低下する)恐れがあるため好ましくない。他方、前記ラッジ成形粒子の大きさとして、タテ、ヨコ、高さのいずれかが30mmを越える場合には、筒型熱処理炉の回転胴1内における製紙スラッジの積層・堆積状態は成形物粒子間に隙間が生じるためにスラッジ粒子への空気供給性は向上するものの、スラッジ成形粒子の大きさが過大であるために、スラッジ成形粒子の内奥部まで空気が行き渡らなくなってスラッジ成形粒子の中心部に有機成分の不完全燃焼が発生(スラッジ焼成灰の白色度が低下)する恐れがあるため好ましくない。
【0072】
また本発明においては、前記したように、工程廃水が含有する不溶性固形分を製紙スラッジとして回収する際の凝集工程において接着剤成分を添加することができるが、必要に応じて、造粒工程の1次成形工程である押出成形工程の段階で、製紙スラッジに対して接着剤成分を添加して、接着剤添加量を調整することもできる。
【0073】
前記造粒工程における接着剤成分は、前記の凝集工程と同じ成分及び添加量で添加することが好ましく、また添加方法としては、特に限定はないが、造粒成形前の製紙スラッジに対して、概ね均一かつ安定連続的に接着剤成分を添加することができれば良い。製紙スラッジに対して接着剤成分の水溶液を添加する好適な方法としては、噴霧量等の調整によって接着剤添加量を容易に調整することができる噴霧装置等が挙げられる。
【0074】
本発明においては、前記スラッジ成形粒子は次工程の熱処理工程に送られ、スラッジ焼成灰に焼成処理される。本発明の熱処理工程は、過剰空気(酸素)雰囲気で行うことで燃焼効率が向上するため、熱処理装置を小規模化、省力化することができる。その熱処理温度は、スラッジ中のカーボンブラック等のインク顔料や繊維およびポリマー等の有機物を安定して燃焼させる温度になるように後述の方法により制御される。
【0075】
本発明の熱処理工程の主要部となる焼成炉としては、特に限定はなく、トンネルキルン、ローラーハースキルン、プッシャーキルン、シャトルキルンのような箱型炉、縦型円筒炉、回転式横型円筒炉、スクリュー式横型円筒炉などを用いることができる。スラッジを供給する方式としてはバッチ式、連続式があるが、多量に処理できる連続式の方が好ましい。スラッジへの伝熱が良好で、加熱炉内のスラッジがより均一に表面に出ることができる回転式横型円筒炉あるいは流動させることが可能なスクリュー式横型円筒炉を用いることが好ましい。設備の維持の面から極力単純なもので駆動エネルギーが少ない、回転式横型円筒炉であるロータリーキルン(回転式キルン炉)が好ましい。ロータリーキルンの焼成室の形としては円筒型、六角型などを使用することができる。ロータリーキルンとしては、高砂工業(株)の外熱式連続ロータリーキルン、(株)栗本鉄工所の連続外熱式ロータリーキルンIRK型、(株)ノリタケエンジニアリングの間接加熱連続式ロータリーキルンRKC−SG型、岩佐機械工業(株)の外熱型ロータリーキルンなどを用いることができる。
【0076】
図6は、本発明において好適に用いられる筒型熱処理炉(回転式キルン炉)の一例を模式的に示す縦断側面図である。図6に示すように、この筒型熱処理炉K1においては、横円筒型の回転胴1が加熱ジャケット2で包囲されており、回転胴1の原料供給口1aには、排気口3と、排気口3からやや離れて設置された原料投入口4とを有し、この原料投入口4と回転胴1の原料供給口1aとの間には、例えば、スクリューフィーダーなどの原料供給手段5が配設されている。回転胴1の焼成物排出口1bには、給気口6と焼成物取出口7とが設けられている。
【0077】
そして、間接的加熱手段8A、8Bの複数の熱風放出口82から加熱ジャケット2内に熱風が導入されている。熱風放出口82にはバルブが付けられており、ブロア81からの熱風量を調整できるので、回転胴1内の焼成温度を精度よく制御しながら、製紙スラッジSを間接的に加熱できる構成となっている。
【0078】
なお、回転胴1は、実際には、原料供給口1aから焼成物排出口1bに向かって非常に緩やかな下り勾配を有し、この回転胴1の下り勾配と回転により、内部の被処理物が重力作用で原料供給口1aから焼成物排出口1bへ徐々に移送されるようになっている。
【0079】
原料投入口4から投入されたスラッジ成形粒子Sは、実線矢印bで示すように、原料供給手段5によって回転胴1の原料供給口1aに送り込まれ、回転胴1の回転によって焼成物排出口1bへ移送する過程で焼成される。このとき、製紙スラッジS中の有機成分が燃焼される。
【0080】
排気口3には、例えば、排気ファンのような排気手段9が介装されており、その稼働によって破線矢印aで示すように回転胴1内の空気が排気されるとともに、排気に伴う減圧作用で給気口6より外部の空気が回転胴1内へ吸入される。排気は、排気口3の下流側に設けた排気循環ブロア10により行われる。このように、本発明の白色無機粒子の製造方法においては、実線矢印bで示した回転胴内の製紙スラッジの進行方向と逆方向の流れとなるように空気を導入するのが望ましい。
【0081】
回転胴内での空気の流れ方向は、被処理物(製紙スラッジとその焼成物)の移送方向に対して逆向き(向流)になるのがよい。こうすれば、仮に、燃焼に伴って一時的に発生した煤などの浮遊性有機成分が炉内に飛散しても、浮遊性有機成分は空気の流れに乗って原料供給口1aへ戻されて燃焼するか、または、更に排気に付随して筒型熱処理炉外へ排出されるため、焼成物に煤(炭化物)のような黒色有機成分が混入するのを防止でき、もって白色度の高い焼成物が得られるので好ましい。このような浮遊性有機成分は、バグフィルターなどで捕集して除去するか、排気と共に適当な加熱手段によって焼成処理して消失させるのがよい。
【0082】
前記向流空気導入においては、排気に伴う減圧作用で給気口6より外部の空気が回転胴1内に吸入する方式を採用すれば、排気量によって空気供給量を容易に制御できると共に、安定した空気流によって長い回転胴の全長にわたって空気を確実に行き渡らせることができるので好ましい。また、この排気に伴って給気する方法は、筒型熱処理炉K1のスラッジ温度が燃焼によって急激に高くなった場合に対して、破線矢印aで示した炉内に導入する空気流によって過剰なスラッジ燃焼熱を筒型熱処理炉K1外に排出する、すなわち回転胴1内の高温の燃焼排ガスを原料供給口1a側の排気手段9および排気循環ブロア10によって、排気口3から筒型熱処理炉K1外部に排出することにより、回転胴1内のスラッジSの燃焼温度を下げることができる。すなわち設定した熱処理温度以上に上昇することを避けるという制御をおこなうことができる。この点においても、向流方式は、空気流を排出する排気口がスラッジ供給口近傍にあるため、スラッジ燃焼熱が筒型熱処理炉内を通過することなく、スラッジ燃焼熱を筒型熱処理炉外に排出することができ、後述するスラッジ温度の制御を容易にすることができるのでより好ましい。なお、筒型熱処理炉K1に対する給気に対しては、前記した排気(減圧)に伴う吸気方式に追加して、給気口6より加圧した空気を吹き込む方式を併用することも好ましい。
【0083】
排気口3からの高温の排気ガスは、排気循環ブロア10によって熱風循環系へ送られ、前処理の乾燥工程における熱源、間接的加熱手段8A、8Bの熱源または熱風の一部として循環利用できる。なお、間接的加熱手段8A、8Bの熱源または熱風には、前処理の乾燥工程などからの燃焼排ガスを利用してもよい。
【0084】
供給する空気中の酸素量は、製紙スラッジに含まれる有機成分の完全燃焼に要する理論酸素量の1.1〜5倍とするのが望ましい。特に望ましい下限は2倍程度である。熱処理工程において、熱処理装置内を過剰空気雰囲気下、つまり富酸素雰囲気下で熱処理する理由は、スラッジが含有する有機物の燃焼を効率的に行うためである。ここでいう過剰(富)酸素雰囲気下とは、燃焼排ガス中の残留酸素濃度が5%以上の状態となるように、燃焼対象の有機物に対して燃焼に必要な充分な空気(酸素)を供給し、有機物が完全燃焼できる状態のことである。これに対して空気供給量が少ない場合には、回転胴内を過剰空気雰囲気にすることが困難になり、有機成分の一部の燃焼が不十分となって、その炭化物が残存して焼成物の白色度が低下するおそれがある。一方、空気供給量が過剰な場合には、供給空気によって回転胴内が過度に冷やされ、燃焼温度を維持するためのエネルギーコストが嵩むことになる。なお、この燃焼用の空気は、有機成分を充分に燃焼させる酸素を含んでおればよく、通常の外気よりも二酸化炭素の含有量が多いものでも支障はない。
【0085】
本発明における筒型熱処理炉の加熱方式としては、直接的加熱方式(内熱式)よりも、図6に示すような間接的加熱方式(外熱式)の方が好ましい。すなわち、直接的加熱方式では、処理炉内で熱源ガスを燃焼させるのに大量の空気(酸素)を消費するため、スラッジ成形粒子Sに含まれる有機成分の燃焼が空気不足で不完全になる懸念がある上、熱源ガスの燃焼によって炉内温度(スラッジ温度)の制御が非常に困難になる。これに対し、間接的加熱方式では、熱源のために炉内空気を消費することがないから、炉内を過剰空気雰囲気に確実に設定できることに加え、外部からの加熱度合を自在に変化できるので、炉内温度の制御が極めて容易になる。
【0086】
上記の間接的加熱方式における加熱手段としては、電気的ヒータや誘導電流による加熱も可能ではある。より好ましいのは、エネルギーコスト低減のため、灯油、重油などの燃焼ガス、既存の焼却設備から排出される燃焼排ガス、高温空気、過熱水蒸気などを加熱ジャケット2内に導入する方法、処理炉の周壁にガスバーナーからの燃焼ガスを吹き付けて加熱する方法などである。例えば、炉本体内での焼成処理を経た高温の排気、前処理の乾燥工程からの燃焼排ガスなども、間接的加熱方式の熱媒、熱源の一部として利用できる。
【0087】
本発明における筒型熱処理炉においては、回転胴1が数〜数十メートルの長さに及ぶ場合もある。そのような場合には、回転胴全体を所望の焼成温度に安定して維持するため、図6に示すように、複数の間接的加熱手段を設けるのがよい。
【0088】
図7は、本発明において好適に用いられる筒型熱処理炉(回転式キルン炉)における回転胴1の内部の一例を模式的に示す断面図であり、横長のキルンの回転胴1(焼成室)内の長手方向に直交する方向(径方向)の断面構造(図7a)、および同回転同内にスラッジ粒子導入した際のスラッジ粒子の積層・堆積状態(図7b)をそれぞれ模式的に表している。本発明においては、回転キルン炉の回転胴1内にリフターや回転駆動できる攪拌部材を設けることで、スラッジと酸素がより多くかつ均一に接触するので、有機分の燃焼が効率的に行われ、スラッジ焼成物の白色度が向上し品質も均一になるのでより好ましい。さらに多筒型キルンや横長キルンの回転胴1に対して、図7に示したように、外郭11aと隔壁11bによって回転胴1内に区分室12を形成することにより、キルンの回転胴1内を多分割隔壁構造にすることで、伝熱面積が増大、かつキルン炉内におけるスラッジ粒子Sの積層・堆積が低減されることにより、スラッジ粒子Sと酸素との接触、およびスラッジ粒子Sへの伝熱が良くなるので、スラッジ焼成物の白色度が向上して、均一な品質を得ることができるので特に好ましい。また、キルン炉の回転胴1(焼成室)内を図7に例示したような多分割隔壁構造にすることで、図1に示したような従来の単円筒型キルンよりも多くのスラッジを処理することが可能で、熱処理装置を小規模化することができる効率的、および経済的利点も有する。なお、キルン炉の回転胴1内の分割数については、特に限定はないが、好ましくは図7に例示したような6分割以上、さらに好ましくは10分割以上である。
【0089】
図8は、本発明において好適に用いられる筒型熱処理炉(回転式キルン炉)の例を模式的に示す縦断側面図である。 本発明においては、図8に示すように、原材料供給口1aから焼成物排出口1bに至る回転胴1内のほぼ全領域に対して、多分割構造部(または多胴構造部)20Aを連続的に設けることが好ましい。また、必要に応じて、回転胴1内の前段部分、中断部分、後段部分の3箇所(または任意の複数個所)に多分割構造部を部分的かつ断続的に設けることもできる。なお、回転胴1内の複数個所に多分割構造部を設ける場合には、全ての多分割構造部に対して同じ構造を採用しても良いし、それぞれが異なる多分割構造で分割しても良い。
【0090】
本発明の熱処理工程におけるスラッジ焼成温度としては、600℃以上850℃以下が好ましく、600℃以上800℃以下がより好ましい。焼成温度が600℃未満では、スラッジ粒子中に含まれるインキ由来のカーボンブラックなど、発火、燃焼しにくい有機成分を確実に燃焼除去するのが難しく、スラッジ焼成物の白色度が充分に向上しない。一方、焼成温度が850℃を超えると、ゲーレナイトと呼ばれる硬質焼結物類が発生し、製紙機械設備を磨耗させて操業不安定化の要因となるおそれがある。
【0091】
本発明では、スラッジの焼成処理を少なくとも2段階の焼成温度領域に分けて燃焼処理することにより、製紙スラッジに含まれる全ての有機成分を確実に燃焼除去できるので、より好ましい。具体的には、本発明における燃焼処理は、原料の製紙スラッジを筒型熱処理炉内で移送しつつ行うが、その一次燃焼工程を過剰空気雰囲気下でスラッジ温度650℃以下、および二次燃焼工程を過剰空気雰囲気下でスラッジ温度700〜850℃の燃焼条件に、それぞれ設定するものである。前記のようなスラッジ焼成条件とすることにより、一次燃焼工程では過剰空気雰囲気下で比較的低温の燃焼条件になるから、製紙スラッジ中の易燃焼性有機成分が、分子中の官能基を起点として容易に熱分解・発火し、不完全燃焼や炭化することなく充分に燃焼して消失する。また次の二次燃焼工程では、過剰空気雰囲気下で高温の燃焼条件になるから、一次燃焼工程で燃焼しきらずに残っていたインキ由来のカーボンブラックのような難燃焼性有機成分も確実に燃焼して消失する。なお過剰空気雰囲気とは、既述したように有機成分の燃焼に対して充分な酸素量を与えて不完全燃焼(炭化)を生じさせない空気雰囲気を意味する。このような2段階の燃焼処理では、易燃焼性有機成分を燃焼しにくい炭化物に変化させずに燃焼除去できて合理的であり、製紙スラッジ中の有機成分全体の燃焼除去も短時間で効率よく行える。そして、得られる焼成物は、煤や炭などの未燃焼の有機成分を含まないために白色度が高く、製紙用填料や塗工用顔料としての製紙用材料に好適に利用できるものとなる。
【0092】
なお、一次燃焼工程については、スラッジ温度が650℃を越えると、前述したように、易燃焼性有機成分が急激に炭化して難燃焼性有機成分に変化し、燃焼効率が悪化することになる。したがって、一次燃焼工程の好適な燃焼温度は600〜650℃とすることが好ましく、600〜630℃とすることが特に好ましい。
【0093】
一方、二次燃焼工程については、スラッジ温度が700℃未満になると、難燃焼性有機成分の燃焼に時間がかかり、燃焼効率が悪化することになる。逆に該スラッジ温度が850℃を超える高温燃焼になった場合は、一般的にゲーレナイトと呼ばれる硬質焼結物類の生成によって製紙用材料としての適性が損なわれる。すなわち、このような硬質の焼結物が混入した焼成物から調製した製紙用填料や塗工用顔料に用いた場合、抄紙用ワイヤーや塗工用のブレードなどの製造設備を傷つけて製造操業性を悪化させ、製品品質にも悪影響を与えることになる。したがって、二次燃焼工程の最も好適な焼成条件は、スラッジ温度700〜850℃とすることが好ましく、750〜800℃とすることが特に好ましい。
【0094】
また、燃焼処理は、上記の一次及び二次燃焼工程からなる2段階で行う以外に、これら一次燃焼工程から二次燃焼工程への移行区間としての燃焼工程を挟んだり、一次、二次燃焼工程の一方又は両方を更に燃焼温度(スラッジ温度)の異なる複数の燃焼工程に分けたりして、3段階以上とすることも可能である。
【0095】
また、燃焼工程は、前記好適なスラッジ焼成温度を一定に維持しながら焼成処理を行ってもよいが、各燃焼行程における好適な燃焼温度範囲を超えない温度までスラッジ温度を段階的に上げていってもよい。
【0096】
スラッジが加熱される時間(熱処理時間)は特に限定はされないが、スラッジが含有する有機成分が完全に燃焼する時間を保持する必要があることから、1時間以上が好ましい。しかし、必要以上に長い熱処理時間はエネルギーコストが高くなるだけでなく、熱処理装置も大きくなるため、実用上あまり好ましくない。従って、本発明の熱処理工程中の熱処理時間は1〜5時間とするのがより好ましい。
【0097】
このうち、一次燃焼工程の燃焼処理時間は、少なくとも10分以上で5時間以内とすることが好ましく、15分以上で2時間以内とすることが特に好ましい。一次燃焼行程の燃焼処理時間が短過ぎては製紙スラッジ中の易燃焼性有機成分の燃焼除去が不充分になる恐れがあり、長過ぎては熱エネルギーの無駄になる。ともかく全ての易燃焼性有機成分が燃焼除去されるのに充分な時間をかけることが重要である。また、二次燃焼工程の燃焼処理時間は、少なくとも10分以上で5時間以内とすることが好ましく、20分以上で2時間以内とすることが特に好ましい。二次燃焼行程の燃焼処理時間が短過ぎては製紙スラッジ中の難燃焼性有機成分の燃焼除去が不充分になる恐れがあり、長過ぎては熱エネルギーの無駄になる。そして、一次燃焼工程と二次燃焼工程の燃焼処理時間の比率は、一次燃焼工程/二次燃焼工程で1/10〜10/1の範囲とすることが好ましい。
【0098】
本発明方法による製紙スラッジの好適な燃焼処理状態が現出すれば、一次燃焼工程では、スラッジ中の有機成分の大部分を占める多量の易燃焼性有機成分が充分な酸素の存在下で炎を上げて燃焼し、この燃焼が当該一次燃焼工程の1/3〜2/3まで連続する状態となる。同じく二次燃焼工程では、残留した難燃性有機成分が燃焼するが、その含有量が少ないために炎を上げることはなくとも、700〜850℃の高温であるためにスラッジが赤く灼熱しながら持続的に燃焼する状態となる。
【0099】
前記の少なくとも2段階の燃焼処理は、1基の筒型熱処理炉内で行う他、段階ごとに異なる複数基の筒型熱処理炉を用いて行うことも可能であるが、当然に1基で行う方が設備効率及び設備コスト面で有利である。
【0100】
なお、燃焼処理を前記1基の筒形熱処理炉を用いて行う場合の一次燃焼工程と二次燃焼工程との間に生じる昇温領域、具体的には燃焼温度が650℃から700℃へ上昇する領域については、できるだけ短くすることが好ましく、10分以内とすることが特に好ましい。このように一次燃焼工程と二次燃焼工程との間の昇温領域を短くすることは、筒型熱処理炉の全長短縮によるコンパクト化に繋がり、設備効率及び設備コスト面で有利である。
【0101】
本発明の熱処理工程において、熱処理装置内を過剰空気雰囲気下、つまり富酸素雰囲気下で熱処理する理由は、スラッジが含有する有機物の燃焼を効率的に行うためである。ここでいう過剰(富)酸素雰囲気下とは、燃焼排ガス中の残留酸素濃度が5%以上の状態となるように、燃焼対象の有機物に対して燃焼に必要な充分な空気(酸素)を供給し、有機物が完全燃焼できる状態のことである。また、排気する空気量、吸入する空気温度によりスラッジ温度を調整することも可能である。
【0102】
また本発明においては、製紙スラッジが熱処理前に含有している炭酸カルシウム成分の50%を超えて焼成処理によって分解させることが好ましく、70%以上の炭酸カルシウム成分を熱処理工程によって分解にさせることが特に好ましい。前記したように、炭酸カルシウムは熱処理によって分解する特性があり、これによって種々の問題点が発生するが、本発明においては、この炭酸カルシウムの熱分解に拘らず、スラッジの熱処理効率(白色化効率)を優先させることにより、品質の優れたスラッジ焼成灰を高効率で得ることができる。なお、熱処理によって分解した炭酸カルシウム成分については、後述する炭酸化処理を含む後処理工程によって分解前と同様の炭酸カルシウム成分に再生するため、炭酸カルシウム成分の分解率が高くなっても全く問題はない。
これに対して、炭酸カルシウムの分解を抑制するために製紙スラッジの熱処理温度を低く抑えた場合には、スラッジの熱処理効率(白色化効率)が低下し、得られるスラッジ焼成灰の品質が低下する恐れがあるため好ましくない。
【0103】
本発明においては、図2に例示するように、熱処理工程後の焼成処理物(スラッジ焼成灰)を水と混合・攪拌し、焼成処理物懸濁液とする“懸濁液化工程”を熱処理工程後に備えてもよい。懸濁液化工程の目的はスラッジ焼成処理物が含有する炭酸カルシウムの分解成分を次工程の炭酸化処理に適した原料形態とすることであり、焼成処理物懸濁液の固形分濃度を5〜20質量%の範囲に調整することが後続の炭酸化処理を効率的に行い、また懸濁液の粘度を低く維持して流動攪拌性および送液性を良好に維持するために好ましい。焼成物懸濁液の固形分濃度が5%質量未満である場合は、炭酸化などの生産性が劣るため好ましくなく、また、20%質量より高い場合は、該焼成物懸濁液の粘度が高くなるため、攪拌動力の増加となるとともに、操業性に劣ることから好ましくない。
【0104】
懸濁液化工程における懸濁液温度は、20〜80℃が好ましく、より好ましくは40〜60℃で行われるのがよい。懸濁液化の処理温度が低過ぎる場合には、温度調整のために長い保持時間が必要であるため好ましくなく、他方、懸濁液化の処理温度が高過ぎる場合には、別途加熱により懸濁液温度を上昇・維持する必要があるため経済的に好ましくない。
【0105】
また焼成物懸濁液に対しては、本発明のスラッジ焼成物の他に、必要に応じて別途、酸化カルシウム(CaO:生石灰)または水酸化カルシウム〔Ca(OH)2:消石灰〕を添加してスラッジ焼成物と水酸化カルシウムの所定固形分濃度の混合懸濁液とすることもでき、この場合、酸化カルシウムおよび水酸化カルシウムは、消和後の形態である水酸化カルシウム〔Ca(OH)2:消石灰〕として、スラッジ焼成物100質量部に対して最大100質量部(スラッジ:水酸化カルシウム=50:50)まで添加することができる。100質量部を超えて水酸化カルシウムを添加することもできるが、消和懸濁液中のスラッジ焼成物の配合率が少なくなり、スラッジ利用が進まなくなるため好ましくない。
【0106】
本発明においては、スラッジ焼成の後処理工程として、前記懸濁液化工程の後に炭酸化工程を備えることができる。この炭酸化工程は、焼成処理によって分解したスラッジ中の炭酸カルシウムを焼成処理前と同様の炭酸カルシウムの形態に再生(復元)する工程であり、前記焼成処理物懸濁液に二酸化炭素ガスあるいは二酸化炭素含有ガスを吹き込む方法で行うことができる。この炭酸化に用いるガスは、工業的には二酸化炭素含有ガスが好ましく、二酸化炭素濃度は特に限定されるものではないが、好ましくは5〜40容量%、より好ましくは10〜35容量%の二酸化炭素含有ガスを用いる。また二酸化炭素含有ガスとしては、例えば、スラッジ焼成排ガス、石灰石焼成排ガス、石灰焼成排ガス、ゴミ焼却排ガス、発電ボイラー排ガス、或いはパルプ製造工程で用いられる苛性化炭酸カルシウム焼成キルンなどから排出される排ガスなどを適当な手段で除塵後、用いてもよい。
【0107】
二酸化炭素ガスあるいは二酸化炭素含有ガスを吹き込む割合は、二酸化炭素ガスとして懸濁液中のスラッジ焼成処理物固形分1kg当たり0.5〜15L/分の割合となるように焼成物懸濁液中に吹き込む。二酸化炭素導入量が0.5L/分未満では炭酸化の生産性が劣るし、15L/分を超えるような量を採用することはできるが、そのように使用量を増加させるために必要な動力負荷に見合った効果は期待できない。
【0108】
炭酸化の反応開始温度は好ましくは30〜80℃、より好ましいのは40〜70℃である。炭酸化の処理温度が低過ぎる場合には、熱交換による低温度化や温度調整のために長い保持時間が必要であるため好ましくなく、他方、炭酸化の処理温度が高過ぎる場合には、懸濁液中への炭酸ガスの溶解量(溶存量)が低下して炭酸化の生産性が劣るほか、別途加熱により懸濁液温度を上昇・維持する必要あるため経済的に好ましくない。
【0109】
炭酸化工程によって再生される炭酸カルシウム成分の形状としては特に形状に限定はなく、米粒状、紡錘状、膠質状、針状、立方状、板状などにすることができる。また、炭酸化工程中において所望の形状の結晶を得るためにスラッジ焼成灰の懸濁液に対して各種結晶の種晶を添加してもよい。
【0110】
また、炭酸化工程を行うことにより焼成工程において分解された炭酸カルシウム成分を再生転化し、再生した白色無機粒子分散液のpHを下げることができる。なお、白色無機粒子分散液のpHを11以下、好ましくは10以下にすることで、分散液粘度の上昇を抑制し、顔料の分散不良を生じることを抑制することができる。
【0111】
なお、極めて可能性は低いが、スラッジが炭酸カルシウムを含有していない場合においては、炭酸カルシウムの分解が起こり得ないため、熱処理工程後の焼成物懸濁液化工程および炭酸化工程を用いなくても焼成灰を高濃度で分散することができ、製紙用材料としてそのまま再利用することができる。
【0112】
本発明においては、前記炭酸化工程によって得られた炭酸化処理物の懸濁液は、そのまま、または液体サイクロンを用いた分級処理を行った後、脱水前に振動篩等の篩でろ過処理することが好ましい。ろ過処理を実施すれば、炭酸化処理物中に混入するα−クオーツなどの珪素を含む粒子や粗大粒子が除去され、抄紙用ワイヤーの摩耗を低減できる。また、ろ過処理前に液体サイクロンによる分級処理を行えば、後続するろ過処理の篩の目詰まりを防止できる。
【0113】
本発明においては、スラッジ焼成の後処理工程として、前記炭酸化工程後に炭酸化処理物を脱水して脱水組成物を得る脱水工程と、前記脱水組成物に水分を加えて分散液状の分散組成物とする分散工程を備えることが好ましい。このうち、脱水工程は、濾過、遠心分離、加圧脱水、圧搾などの操作により行うことができる。好適な脱水装置としては、フィルタープレスと称される圧搾濾過装置があり、炭酸化処理物の脱水ケーキを得ることができる。また分散工程は、脱水工程により得られる脱水組成物に水分を加えてスラリー状の分散組成物とするものであればよい。
【0114】
分散工程時に脱水組成物に対して水分以外に分散剤を添加することで、スラッジを原料とした白色無機粒子を良好に分散することができ、製紙用材料としての品質が向上すると共に、取り扱いやすくなるので好ましい。分散剤としては、例えば、ポリアクリル酸、ポリカルボン酸、ポリマレイン酸やそれらのナトリウム塩等の合成高分子系分散剤など、製紙用材料の製造の際に用いられる一般的な分散剤を使用できる。
【0115】
本発明においては、スラッジ焼成の後処理工程として、分散工程後に粉砕処理工程を備えていてもよい。粉砕処理を行うことにより、白色無機粒子を含む分散組成物の粒径を塗工紙用顔料に好適な粒子径レベルまで微細化することができ、得られた白色無機粒子を塗工紙用顔料として用いた際に塗被紙の平滑性が向上するので好ましい。粉砕工程に用いる粉砕機としては、サンドミル、湿式ボールミル、振動ミル、攪拌槽型ミル、流通管型ミル、コボールミルなどの湿式粉砕機を使用することができる。また、二酸化炭素を吹き込みながら、粉砕を行っても良い。
【0116】
後処理工程後に得られた無機粒子の大きさ(粒子径)は、レーザー回折粒度分布測定による平均粒子径で、0.1〜20μmとすることが好ましい。塗工用顔料として用いる場合には下限を0.3μm、上限を5μmとするのが特に好ましい。また、内添用製紙顔料として用いる場合には、下限を3μm、上限を15μmとすることが特に好ましい。この平均粒子径は、製紙用填料および塗工用顔料として、抄紙の際のワイヤー歩留りならびに紙製品に仕上げた際の不透明性、白色度、平滑性および印刷適性に優れる品質が得られるように、操業および品質上バランスされた粒子径を選んだものである。したがって、無機粒子の平均粒子径を前記粒子径の範囲とすることにより、操業において、従来の製紙用填料および塗工用顔料と同様に取り扱うことができ、また無機粒子を内添した原紙および無機粒子を塗工した塗被紙の品質についても、従来の製紙用填料および塗工用顔料と概ね同等の品質を発現させることができる。
【0117】
因みに、白色無機粒子の平均粒子径が0.1μm未満のような微細な粒子になると、紙の不透明性、白色度および平滑性等の改善に対しては有効である反面、製紙用填料として用いる場合にワイヤー歩留りが悪くなるために、填料として多量の無機粒子の配合が必要となり、紙中に留まらないで排水中に流失した無機粒子のために操業性が不安定になる難点があるほか、塗工用顔料として用いる場合に充分な塗工層強度を発現させるために、著しく多量の接着剤が必要となる難点があるので好ましくない。他方、白色無機粒子の平均粒子径が20μmを越える大きい粒子になると、製紙用填料として用いた場合に填料のワイヤー歩留りが良くなる反面、ワイヤー摩耗性が悪化し、ワイヤーの損傷を受けやすい難点がある。また、塗工用顔料として用いた場合に塗工紙製品の平滑性や光沢が低下し、結果的に印刷適性も低下することになり好ましくない。
【0118】
後処理後に得られた白色無機粒子の組成は、白色無機粒子を配合した紙の不透明性や被覆性を向上させるため、カオリン由来の焼成カオリン(メタカオリン)と炭酸カルシウムの2成分で80%以上とすることが好ましく、白色無機粒子組成を前記のような好適な組成とするためには、焼成工程前の各種スラッジを必要に応じて混合し、前記組成となるように各種スラッジ配合率を調整することが好ましい。
【0119】
後処理工程後に得られた白色無機粒子の懸濁液は、pH11以下とすることが好ましい。これは、白色無機粒子懸濁液中に残留する未炭酸化のカルシウムイオン(Ca2+)を低減し、塗被液の分散状態の悪化を防ぐためである。また、塗被液、原紙のアルカリ性を低減するから、アルカリによる紙の変色(アルカリ焼け)等の問題を改善できる。pHの調整は、炭酸化における炭酸ガス吹込み量の調整に加えて、さらに分散工程や粉砕工程における炭酸ガス吹込みなどによっても調整できる。
【0120】
白色無機粒子を前記した所望の粒子径とするために脱水工程後に分散工程、および粉砕工程を設けることが好ましいが、分散処理後の再生白色無機粒子の平均粒子径が前記した粒子径の範囲になる場合は、粉砕工程を行わないで、分散処理後の白色無機粒子の分散液をそのまま製紙用填料、および塗工用顔料として当然ながら使用しても良い。
【0121】
また、分散工程において、白色無機粒子の脱水組成物を炭酸カルシウムスラリーに混合して混合スラリーとし、湿式粉砕機を用いて粉砕することで、炭酸カルシウム単体よりも品質が良好で、かつ炭酸カルシウム単体スラリーよりも粉砕時間を短くすることができ、高濃度なスラリーを調整することが可能である。なお、白色無機粒子と炭酸カルシウムの比率は、塗被紙の白紙品質などに応じて、調整することが可能であり、特に制限はない。
【0122】
本方法における白色無機粒子の製造工程は、造粒工程、および熱処理工程は必要必須であるが、乾燥工程、懸濁液化工程、炭酸化工程、脱水・分散工程、粉砕工程は適宜選択して組み合わせることができる。これらの工程を行う装置が組み合わされてひとつのプラントが構成されることになる。
【0123】
以上のように本方法で得られた白色無機粒子は再生顔料としてより好ましく使用でき、炭酸カルシウム、タルク、カオリン、焼成カオリン、二酸化チタン、サチンホワイト、シリカ等の無機顔料と必要に応じて混合し、塗工用顔料や製紙用填料として用いることができる。
【実施例】
【0124】
以下に、具体例を挙げて本発明を説明するが、本発明はそれらに限定されるものではない。なお、以下の説明において、特に断らない限り、「部」および「%」は、それぞれ「質量部」および「質量%」を意味する。
【0125】
実施例1
[製紙スラッジ]
古紙処理設備を有する製紙工場における雑誌古紙主体の古紙脱墨工程において、浮遊選別法(フローテーション法)によって古紙パルプから浮上分離除去された泡沫状の脱墨浮選廃液に、無機凝集剤として硫酸アルミニウムを脱墨浮選廃液の不溶性固形分100部に対して1部添加して廃液中の固形分を凝集させた後に、ロータリースクリーンおよびスクリュープレスに順次通液して、固形分約50%の製紙スラッジを回収した。回収された製紙スラッジ中の灰分は60%で、その組成は炭酸カルシウム55%、カオリン40%、タルク5%であった。
【0126】
[スラッジ成形粒子の調製]
次いで、回収された製紙スラッジを乾燥処理して、製紙スラッジの含有水分を25%まで減少させた後、造粒成形工程として、1次工程が押出成形、2次工程が2本ローラー噛込成形方式の製丸機(装置名:ローラーシステム自動製丸機PT6025型、アキラ機工社製)に前記乾燥処理した製紙スラッジを通して、図5に例示したように、製紙スラッジを円筒状押出成形粒子(図5a)を経由して最終的に略球状粒子(図5c)にまで成形し、約直径5mmφのスラッジ成形粒子を得た。
【0127】
[熱処理工程]
前記した前処理後のスラッジ成形粒子を、図8に示すような、回転胴1内のほぼ全領域に多分割構造部20Aが設けられている間接加熱式の回転式キルン炉(回転胴の内径300mm、長さ2400mm)を用いて、後述のような一次焼成処理、および二次焼成処理を行った。なお多分割構造部20Aの構造としては、筒型熱処理炉K1の回転胴1内が横長の回転胴の長手方向に対して直交する方向の断面(径方向断面)において、図7に示すような区分室数が6である回転胴を用いた。
【0128】
一次焼成では、原料のスラッジ成形粒子Sを80kg/hの供給速度で原料投入口4から供給し、原料供給手段5であるスクリューフィーダーによって回転胴1の原料供給口1aに送り込み、回転胴1内を移送しつつ、焼成を行った。この焼成は、図示を省略した燃焼ボイラーからの燃焼ガスを熱源として間接的加熱手段8A、8Bによる加熱ジャケット2への燃焼ガスの導入量で熱処理温度を制御し、スラッジ温度630℃で処理時間(スラッジ滞留時間)を約30分に設定した。この一次焼成処理条件におけるスラッジ充填率は20%であった。一方、排気手段9の排気ファンによって回転胴1内から燃焼排ガスを2300L/分(空気温度20℃換算)で排出し、これに伴う減圧作用で排気口3から排出される排ガスと同量の外気を給気口6から吸入して、もって回転胴1内全体を常に過剰空気雰囲気に維持した。
【0129】
次いで、一次焼成によって得られた焼成処理物を、一次焼成と同様の回転式キルン炉を用いた二次焼成に供した。二次焼成では、前記スラッジ成形粒子Sの一次焼成処理物を32Kg/hの供給速度で原料投入口4から供給し、原料供給手段5であるスクリューフィーダーによって回転胴1の原料供給口1aに送り込み、回転胴1内を移送しつつ、焼成を行った。この焼成はスラッジ温度820℃で処理時間(スラッジ滞留時間)を約50分に設定した。この二次焼成処理条件におけるスラッジ充填率は20%であった。一方、排気手段9の排気ファンによって回転胴1内から燃焼排ガスを900L/分(空気温度20℃換算)で排出し、これに伴う減圧作用で排気口3から排出される排ガスと同量の外気を給気口6から吸入して、もって回転胴1内全体を常に過剰空気雰囲気に維持した。二次焼成後に得られたスラッジ焼成灰については、約6%の粒子が崩壊していた。
【0130】
この焼成処理で得られた焼成物の組成をX線回折によって調べた結果、硬質の高温焼結物(ゲーレナイト)は含まれておらず、焼成処理前の製紙スラッジに含有されていた炭酸カルシウムは全て分解されていた。また、炭酸カルシウム以外の成分では、カオリンが全て焼成カオリン(非晶質化によりX線回折不検出)に変化していた。タルクは全く変化していなかった。
【0131】
[懸濁液化工程、炭酸化工程]
次いで、上記の焼成物を懸濁液化槽(消和槽)を用いて60℃の温水と混合し、温度を60℃に保持しながら60分間攪拌して、固形分濃度が約12%の焼成物懸濁液を調製した。炭酸化反応槽に、前記焼成物懸濁液を10kg入れ、反応槽を60℃に保持しながら25容量%の二酸化炭素含有ガスを20L/分吹き込み、60分間攪拌を行い、水性懸濁液状の炭酸化処理物を得た。
【0132】
[脱水工程、分散工程、粉砕工程]
次に、前記炭酸化処理で得られた炭酸化処理物の懸濁液をフィルタープレスで脱水処理し、得られた固形分濃度が約48%のケーキ状の炭酸化処理物をコーレスミキサーで水に分散させることにより、固形分濃度が約46%の分散処理物を調製した。なお、この分散時に使用した水には、分散剤としてポリアクリル酸系分散剤(商品名:アロンT−50、東亜合成株式会社製)を炭酸化処理物の固形分100質量部に対して1.0質量部添加した。そして、最後にサンドグラインダーを用いて上記の分散処理物を湿式粉砕し、塗工紙用顔料に適した白色無機粒子のスラリーを得た。得られた白色無機粒子の平均粒子径は、塗工紙用顔料に適した1.2μmであった。得られた白色無機粒子の成分組成は焼成カオリンが37%、炭酸カルシウムが58%、タルクが5%であった。また以下の他の実施例においても得られた白色無機顔料の成分組成は前記組成比と概ね同様であった。
【0133】
実施例2
実施例1の製紙スラッジの造粒成形工程において、押出成形によって直径5mmφの紐状に押出しながら切断して、1次成形粒子として、断面直径5mmφ×長さ約20mmの円柱状の1次成形粒子を調製した後、さらに回転造粒パンを具備する転動造粒機に前記1次成形粒子を供して、図4に例示したように、円柱状1次成形粒子(図4a)外周に存在する尖鋭部分および角部分を除去し、エッジ部を有さない略円柱状の2次成形粒子(図4b)に造粒成形したこと以外は、実施例1と同様にして白色無機粒子を得た。
【0134】
実施例3
実施例1の脱墨廃液から不溶性固形分を凝集処理して製紙スラッジとして回収処理する工程において、無機凝集剤である硫酸アルミニウム1部を脱墨廃液に添加する前に、接着剤成分であるカチオン化澱粉(商品名:王子エースK100、王子コーンスターチ社製)を脱墨廃液の不溶性固形分100部に対して、5部添加したこと以外は、実施例1と同様にして白色無機粒子を得た。
【0135】
実施例4
実施例1の脱墨廃液から不溶性固形分を凝集処理して製紙スラッジとして回収処理する工程において、無機凝集剤である硫酸アルミニウム1部を脱墨廃液に添加する前に、接着剤成分であるカチオン化澱粉(商品名:王子エースK100、王子コーンスターチ社製)を脱墨廃液の不溶性固形分100部対比、5部添加し、さらに製紙スラッジの造粒成形工程において、造粒成形前の製紙スラッジに対して酸化澱粉(商品名:王子エースC、王子コーンスターチ社製、25%水溶液に調製)を製紙スラッジ100部に対して10部となるように噴霧添加した後に造粒成形を行い、製紙スラッジに対する接着剤成分の総添加部数を15部とし、スラッジ成形粒子の水分含有率を33%としたこと以外は、実施例1と同様にして白色無機粒子を得た。
【0136】
実施例5
実施例3の製紙スラッジの造粒成形工程において、スラッジ成形粒子を約直径20mmφの略球状粒子としたこと以外は、実施例3と同様にして白色無機粒子を得た。
【0137】
実施例6
実施例1の脱墨廃液から不溶性固形分を凝集処理して製紙スラッジとして回収処理する工程において、無機凝集剤である硫酸アルミニウム1部を脱墨廃液に添加する前に、接着剤成分であるカチオン化澱粉(商品名:王子エースK100、王子コーンスターチ社製)を脱墨廃液の不溶性固形分100部対比、5部添加し、さらに製紙スラッジの造粒成形工程において、造粒成形前の製紙スラッジに対して水を噴霧添加した後に造粒成形を行い、スラッジ成形粒子の含有水分を40%に調整したこと以外は、実施例1と同様にして白色無機粒子を得た。
【0138】
実施例7
実施例1の脱墨廃液から不溶性固形分を凝集処理して製紙スラッジとして回収処理する工程において、無機凝集剤である硫酸アルミニウム1部を脱墨廃液に添加する前に、接着剤成分であるカチオン化澱粉(商品名:王子エースK100、王子コーンスターチ社製)を脱墨廃液の不溶性固形分100部対比、5部添加し、さらに製紙スラッジの造粒成形工程において、造粒成形前の製紙スラッジに対して水を噴霧添加した後にスラッジ成形粒子を約直径20mmφの略球状粒子に造粒成形を行い、スラッジ成形粒子の含有水分を50%に調整したこと以外は、実施例1と同様にして白色無機粒子を得た。
【0139】
比較例1
実施例1の造粒成形工程において、押出成形によって直径5mmφの紐状に押出しながら切断して、スラッジ成形粒子の形状を断面直径5mmφ×長さ約20mmの円柱状に造粒成形したこと以外は、実施例1と同様にして白色無機粒子を得た。
【0140】
比較例2
実施例1の造粒成形工程において、押出成形によって直径5mmφの紐状に押出しながら切断して、スラッジ成形粒子の形状を断面直径5mmφ×長さ約20mmの円柱状に造粒成形し、さらに焼成工程において、第一および第二焼成工程共に回転式キルン炉の多分割構造20Aを廃して、区分室数が1である単円筒型の回転胴を用いたこと以外は、実施例1と同様にして白色無機粒子を得た。
【0141】
比較例3
実施例1の造粒成形工程において、押出成形によって直径5mmφの紐状に押出しながら切断して、スラッジ成形粒子の形状を断面直径5mmφ×長さ約20mmの円柱状に造粒成形し、さらに焼成工程において、一次焼成および二次焼成における各熱処理時間(スラッジ滞留時間)をそれぞれ約40分、および約80分として、熱処理における総処理時間を120分まで延長としたこと以外は、実施例1と同様にして白色無機粒子を得た。
【0142】
上記の本発明例および比較例について、焼成工程後におけるスラッジ焼成灰の粒子形状の崩壊率、最終的に得られた白色無機粒子の白色度をそれぞれ調査し、これら結果を基にした総合評価結果について、各処理条件とともに表1に示す。なお、各項目の測定方法および評価は次の通りである。
【0143】
[スラッジ成形粒子の水分含有率]
スラッジ成形粒子を120℃で絶乾状態になるまで乾燥させ、スラッジ成形粒子の乾燥処理前重量g(ADW)と乾燥処理後重量g(BDW)より下記式を用いて、水分含有率(%)を算出した。
スラッジ成形粒子の水分含有率(%)=(ADW−BDW)÷ADW×100
【0144】
[スラッジ充填率]
回転胴1内におけるスラッジ充填率(体積充填率%)を下記の(1)〜(3)の手順に従って算出した。
【0145】
(1)回転胴1内の総スラッジ体積の算出
焼成処理する直前の状態のスラッジ成形粒子を、1Lのメスシリンダーに入れて、スラッジ体積が1L時のスラッジの質量を測定し、スラッジのみかけの比重R(kg/L)を求めた。スラッジ投入量C(kg/h)、スラッジみかけの比重R(kg/L)および焼成処理時間(回転胴1内のスラッジ保持時間)T(h)から下記式を用いて、回転胴1内の総スラッジ体積VS(L)を算出した。
VS=C÷R×T
【0146】
(2)回転胴1の総容積の算出
回転胴1の内径ID(mm)および長さL(mm)から下記式を用いて、回転胴1の総容積VP(L)を算出した。
VP=π(ID/2)2×L÷106
【0147】
(3)スラッジ充填率の算出
回転胴1内の総スラッジ体積および回転胴1の総容積から下記式を用いて、回転胴1内のスラッジ充填率(体積充填率)を算出した。
スラッジ充填率(%)=VS÷VP×100
【0148】
[スラッジ成形粒子の崩壊率]
10メッシュ(篩目開き:1.7mm)のステンレスメッシュ篩にスラッジ焼成処理物100gを通じて、篩上に残留したスラッジ焼成物の重量g(PSW)を求め、下記式を用いてスラッジ成形粒子の崩壊率(%)を算出した。
スラッジ成形粒子の崩壊率(%)=(100−PSW)÷100×100
【0149】
[白色度]
懸濁液の状態の白色無機粒子を120℃乾燥機で乾燥させて白色無機粒子の乾燥物を調製し、この白色無機粒子乾燥物約10gを乳鉢で粗い粒子がなくなるまで磨り潰した後、粉体錠剤成形機(理化学電気工業社製:Cat9302/30型)を用いて圧力100kNで30秒加圧成形した。次いで、この成形試料の白色度を、分光白色度測色計(スガ試験機社製:SC−10WT型)を用いてJIS P 8148(2001)に準拠して測定した。
【0150】
[焼成処理後の炭酸カルシウム分解率]
焼成処理後の焼成物(焼成灰)における炭酸カルシウム分解率を下記の(1)〜(7)の手順に従って求め、評価した。
【0151】
(1)カルサイト炭酸カルシウムの検量線の作成
結晶構造がカルサイトの炭酸カルシウム(奥多摩工業社製:タマパール222H)に対して、内部標準物質として酸化亜鉛(キシダ化学社製:試薬特級)を、質量比1:5、1:1、5:1となるようにそれぞれ混合した。次いで、各混合物について、乳鉢を用いて充分に磨り潰したのちに、X線回折装置(マックスサイエンス社製:MO3XHF)を用いて、40kV、20mA、回折角測定範囲5〜50度の条件で測定し、カルサイト炭酸カルシウムと酸化亜鉛のそれぞれのX線回折100%ピーク面積を基にして、カルサイト炭酸カルシウムの検量線を作成した。
【0152】
(2)アラゴナイト炭酸カルシウムの検量線の作成
結晶構造がアラゴナイトの炭酸カルシウム(奥多摩工業社製:タマパール123)を用いた以外は、前記カルサイト炭酸カルシウムの検量線作成と同様にして、アラゴナイト炭酸カルシウムの検量線を作成した。
【0153】
(3)焼成処理前の製紙スラッジ中に含まれる炭酸カルシウムの定量
秤量した絶乾の製紙スラッジに対して、秤量した酸化亜鉛(試薬特級:前出)を添加混合した。次いで、この混合物について乳鉢を用いて充分に磨り潰したのちに、X線回折装置(MO3XHF:前出)を用いて、40kV、20mA、回折角測定範囲5〜50度の条件で測定して、酸化亜鉛に対するカルサイト炭酸カルシウム及びアラゴナイト炭酸カルシウムのX線回折100%ピーク面積を求め、前記した各炭酸カルシウムの検量線を基にして、製紙スラッジ1g中に含まれる炭酸カルシウム量(g)を算出した。
【0154】
(4)製紙スラッジの灰分の測定
秤量した絶乾の製紙スラッジを、マッフル炉を用いて実施例における回転式キルン炉の各焼成処理条件と同条件で焼成処理し、得られたスラッジ焼成物の質量を秤量して、下式によってスラッジの灰分含有量(%)を測定した。
灰分含有量(%)=(スラッジ焼成物質量/絶乾の製紙スラッジ質量)×100
【0155】
(5)スラッジ焼成物中の炭酸カルシウムの定量
秤量したスラッジ焼成物に対して、秤量した酸化亜鉛(試薬特級:前出)を添加混合した。次いで、該混合物について、乳鉢を用いて充分に磨り潰したのちに、X線回折装置(MO3XHF:前出)を用いて、40kV、20mA、回折角測定範囲5〜50度の条件で測定して、酸化亜鉛に対するカルサイト炭酸カルシウム及びアラゴナイト炭酸カルシウムのX線回折100%ピーク面積を求め、前記した各炭酸カルシウムの検量線を基にして、スラッジ焼成物1g中に含まれる炭酸カルシウム量(g)を算出した。
【0156】
(6)焼成処理後の炭酸カルシウムの分解率
スラッジ焼成物1g中の炭酸カルシウム量(g)をA、製紙スラッジ1g中の炭酸カルシウム量(g)をB、灰分含有量(%)をCとし、下式によって焼成処理後の炭酸カルシウムの分解率を算出した。
炭酸カルシウム分解率(%)=100−〔A×(C/100)〕÷B×100
【0157】
(7)焼成物中の炭酸カルシウム分解率の評価結果
上記の方法により実施例、比較例において得られたスラッジ焼成物における炭酸カルシウム分解率を測定した結果、いずれの例でも、X線回折定量測定において炭酸カルシウムが不検出であったことから、スラッジ焼成物中の炭酸カルシウム量(A)は、スラッジ焼成物1g当たり0.0g(0質量%)であった。よって、焼成によりスラッジ焼成物中の炭酸カルシウムは全て分解しており、分解率は100%であった。
【0158】
[炭酸カルシウム未再生化物の有無]
最終的に得られた白色無機粒子について、乳鉢で粗い粒子がなくなるまで磨り潰した無機粒子試料を、X線回折装置(MO3XHF:前出)を用いて、40kV、20mA、回折角測定範囲5〜50度の条件で測定し、炭酸カルシウム未再生化物である酸化カルシウム及び水酸化カルシウムの有無を調べた。その結果、いずれの例においても、最終的に得られた白色無機粒子には炭酸カルシウム未再生化物を含まれておらず、品質的に優れていた。
【0159】
[無機粒子懸濁液のpH測定方法]
得られた白色無機粒子の懸濁液は、ラコムテスターpH計(pHScanWPBN型/アズワン製)を使用し、各種顔料懸濁液中に直接pH電極を浸漬させて顔料懸濁液のpHを測定した。なお、pH測定に使用したpH計については、NIST基準校正液(pH6.86、およびpH9.18の2種類)を用いてpH校正を行った後にpH測定を行った。その結果、いずれの例でも、炭酸化処理を行っているため、最終的に得られた白色無機粒子懸濁液は、pH9.5〜10.8の範囲にあり、品質的に優れていた。
【0160】
[平均粒子径の測定]
レーザー回折粒度分布測定装置(装置名:マイクロトラックHRAX−100 日機装社製)を用いて、白色無機粒子懸濁液における平均粒子径(D50)を測定した。
【0161】
[総合評価]
最終的に得られた白色無機粒子について、生産効率(焼成時間=白色化効率)、および白色無機粒子品質(白色度)から製紙用材料としての品質を総合的に評価した。
◎:白色度が80%以上、焼成における所要時間が2時間未満の生産効率。
○:白色度が76%以上、焼成における所要時間が2時間未満の生産効率。
×:白色度が76%未満および焼成における所要時間が2時間以上の生産効率の少な
くともどちらか一方を満たない。
【0162】
【表1】

【0163】
表1に示すように、本発明例1〜7においては、スラッジ成形粒子の崩壊を抑えて微細なスラッジ粒子の発生を低減することにより、最終的に得られた白色無機粒子の白色度が76%以上で、かつ前記品質に至るまでの焼成処理時間(生産効率)も優れており、いずれの例も比較例1〜3より格段に優れていた。
【図面の簡単な説明】
【0164】
【図1】従来の単一管で構成されるスラッジ焼成用回転式キルン炉のスラッジの状態 を例示した軸方向に垂直な断面図。
【図2】本発明の白色無機粒子の製造方法の好適な一例を示すフローチャート図。
【図3】2段階の造粒成形工程を経て得るスラッジ成形粒子形状の模式図。 (a)1次造粒成形で製紙スラッジを四角柱状粒子(13a)に成形する一例。 (b)2次成形で1次造粒粒子外周の尖鋭部および角部を除去して、エッジ部のな い略四角柱状粒子(13b)に成形する一例。
【図4】2段階の造粒成形工程を経て得るスラッジ成形粒子形状の模式図。 (a)1次造粒成形で製紙スラッジを円柱状粒子(14a)に成形する一例。 (b)2次成形で1次造粒粒子外周の尖鋭部および角部を除去して、エッジ部のな い略円柱状粒子(14b)に成形する一例。
【図5】2段階の造粒成形工程を経て得るスラッジ成形粒子形状の模式図。 (a)1次造粒成形で製紙スラッジを円柱状粒子(14a)に成形する一例。 (b)2次成形で1次造粒粒子外周の尖鋭部および角部を除去して、エッジ部のな い略楕円状粒子(14c)に成形する一例。 (c)(b)をさらに2次成形を進めて、エッジ部のない略球状粒子(14d)に まで成形する一例。
【図6】本発明において用いられる筒型熱処理炉(回転式キルン炉)の一例を模式的 に示す縦断側面図。
【図7】本発明の回転胴の例(区分室が6つの例)を示す断面図(横長の回転胴の長 手方向に対して直交する方向の断面における断面図)。 (a)製紙スラッジが充填されていない状態。 (b)製紙スラッジが充填された状態。
【図8】本発明において用いられる筒型熱処理炉(回転式キルン炉)に多分割隔壁構 造部20Aを設けた例を模式的に示す縦断側面図。
【符号の説明】
【0165】
1 ・・・・回転胴
1a ・・・・原料供給口
1b ・・・・焼成物排出口
2 ・・・・加熱ジャケット
3 ・・・・排気口
4 ・・・・原料投入口
5 ・・・・原料供給手段
6 ・・・・・給気口
7 ・・・・・焼成物取出口
8A,8B・・間接的加熱手段
81 ・・・熱風ブロア
82 ・・・熱風放出口
9 ・・・・・排気手段
10 ・・・排気循環ブロア
11a ・・外殻
11b ・・隔壁
12 ・・・区分室
13a ・・・1次造粒粒子(四角柱状粒子)
13b ・・・2次成形粒子(エッジ部のない略四角柱状粒子)
14a ・・・1次造粒粒子(円柱状粒子)
14b ・・・2次成形粒子(エッジ部のない略円柱状粒子)
14c ・・・2次成形粒子(略楕円状粒子)
14d ・・・2次成形粒子(略球状粒子)
20A ・・・多分割構造部
a ・・・・空気が流れる方向(向流)
b ・・・・製紙スラッジの進行方向
d ・・・・・回転胴の回転方向
K1・・・・・筒型熱処理炉
S ・・・・・製紙スラッジ(スラッジ成形粒子)
【技術分野】
【0001】
本発明は、製紙工場から排出される製紙スラッジを原料とし、塗工紙用顔料または製紙用填料として有用な白色無機粒子の製造方法に関する。
【背景技術】
【0002】
製紙工場においては、製紙原料であるパルプ等の繊維分、澱粉や合成接着剤等の有機物、紙製品に歩留らずに排水中に含まれて処理される製紙用填料や塗工紙用顔料を主とする無機物、さらには、パルプ化工程で洗い出されたリグニンや微細繊維、古紙由来の印刷インク、それに付着した塗工紙用顔料や製紙用填料、また生物廃水処理で生じる余剰汚泥などから成る、いわゆる製紙スラッジが発生する。近年、環境保全の観点から従来の廃棄対象物を資源として有効活用する動きが産業界全体で強まっており、製紙業界においても製紙原料として回収古紙を利用する比率が高まっているが、この古紙利用の増加に伴って製紙工場廃水に含まれるスラッジの処理が大きな課題になっている。
【0003】
このような製紙スラッジは、従来では産業廃棄物として埋立て処分されることが多かったが、最近では流動床炉、ストーカ炉などの焼却炉内でスラッジ中の有機成分を焼却処理することにより、エネルギーとしての回収と同時に減容化を図るようにしている。しかるに、製紙スラッジ中には無機物が高比率で含まれるため、焼却処理してもスラッジ焼却灰が発生することになる。そして、大量に発生するスラッジ焼却灰は、一部がセメント原料、製鉄の酸化防止剤、土壌改良剤などに再利用されているが、大部分は産業廃棄物として埋立て処分されているのが現状である。
【0004】
一方、回収される古紙は、無機成分含量が少ない新聞、上質紙などの非塗工紙系古紙と、無機成分含量が多い雑誌などの塗工紙系古紙との2種に大別され、現状では再生処理が容易な非塗工紙系古紙が主流をなしている。しかし、今後の古紙利用率を高める上で必然的に塗工紙系古紙の比率が増すことになり、これに伴ってスラッジ発生量も急増することが予想される。従って、今後は製紙スラッジ、およびその焼却灰を廃棄物として処理することがますます困難になり、また年々高騰している廃棄物処理費用が紙パルプ工業の収益を圧迫することにもなるから、製紙スラッジを高率で有効利用し得る技術の開発が急務である。
【0005】
製紙スラッジの有望な再生用途として、その焼却処理後の無機成分主体のスラッジ焼却灰を製紙用填料、塗工紙用顔料などの製紙用材料に再利用することが挙げられる。この再利用が実現すれば、大量のスラッジ焼却灰を製紙用材料として消費できるから、産業廃棄物の削減のみならず、古紙利用率の向上にも結び付き、環境対策上の問題が一挙に解消することになる。
【0006】
そこで、製紙スラッジを好適な製紙用材料に高効率で転化することを目的として、製紙スラッジの焼成処理効率を向上させるために様々な方法が提案されている。
【0007】
前記製紙スラッジの焼成処理効率向上のための方法に関して、焼成処理前の製紙スラッジを造粒成形する方法が提案されている。例えば、特許文献1には、製紙スラッジを脱水後、そのままあるいは乾燥させてから、粉砕及び/または分級により粒径1mm以下にした後、焼却を実施する方法が提案されている。また特許文献2には、製紙スラッジを直径3〜10mmの紐状片に押出成形した後に、焼却を実施する方法が提案されている。特許文献3には、製紙スラッジを断面積710mm2以下、長さ30mm以下の形状に成形した後に、焼却を実施する方法が提案されている。特許文献4には、製紙スラッジを水分量50〜60wt%、平均粒径5〜20mmの造粒物に成型造粒した後、焼却を実施する方法が提案されている。
【0008】
また前記製紙スラッジの焼成処理効率向上のための方法に関して、製紙スラッジの各種焼成処理方法および条件として、製紙スラッジを炭化させた後に焼成処理を実施する各種方法が提案されている。例えば、特許文献5には、製紙汚泥廃棄物の焼成システムに関する発明が提案されており、このシステムにおいては、製紙スラッジは350〜700℃程度で炭化された後、650〜800℃で焼成処理される。また特許文献6には、製紙スラッジを低酸素条件下(好ましくは無酸素条件下)600℃未満の温度で炭化処理した後、600〜800℃で焼成処理する紙の製造方法に関する発明が提案されている。特許文献7には、製紙スラッジを原料として、400〜700℃で有機分を炭化し、炭化物を粉砕した後、650〜700℃で有機分を焼成させる顔料塗工古紙の脱墨スラッジを原料とする白色顔料の製造方法に関する発明が提案されている。特許文献8には、製紙スラッジを貧酸素状況下1000℃以下で炭化処理した後、450〜1000℃で焼成処理する有機成分と白色無機粒子を含む混合物の処理方法に関する発明が提案されている。また、特許文献9には、製紙スラッジを貧酸素雰囲気下、400〜700℃で炭化した後、650℃以上で2段階の焼成処理を行う製紙汚泥廃棄物からの炭酸カルシウム回収方法に関する発明が提案されている。特許文献10には、製紙スラッジを1基のキルン内で200℃から徐々に昇温して乾燥させ、600℃で炭化させた後に更に昇温して850℃で焼成処理する塗工紙用顔料の製造方法に関する発明が提案されている。
【0009】
一方、製紙スラッジを炭化処理せずに特定条件での焼成処理を行なう方法としては、例えば、特許文献11には、製紙スラッジを2段階で焼成処理を行い、その第1段階の焼成温度を750℃以下、第2段階の焼成温度を800℃未満とすることにより、製紙用原材料に由来し、製紙スラッジ中に含まれる炭酸カルシウムの熱分解を50%未満に抑える方法が提案されている。また特許文献12には、製紙スラッジの中の脱墨スラッジ分を1次焼成工程がサイクロン炉を用いて700℃以下、焼成時間10秒以内で焼成処理し、次いで2次焼成工程が700℃以下で焼成処理する脱墨スラッジからの白色顔料又は白色填料の製造方法に関する発明が提案されている。特許文献13には、製紙スラッジを800℃で焼却した焼却灰を、500〜1100℃で再度焼成する白色顔料の製造方法に関する発明が提案されている。
【0010】
以上の焼成処理方法はすべて製紙スラッジを乾式酸化(所謂、焼成処理)するものであるが、乾式酸化と湿式酸化を組み合せてスラッジ焼却灰とする方法として、例えば、特許文献14には、製紙スラッジを200〜800℃で湿式酸化処理した後に800〜1100℃乾式酸化処理するか、逆に乾式酸化処理後に湿式酸化処理する白色顔料の製造方法に関する発明が提案されている。
【0011】
【特許文献1】特開2001−271289号公報
【特許文献2】特開2002−167523号公報
【特許文献3】特開2006−138044号公報
【特許文献4】特開2004−008887号公報
【特許文献5】特開2005−161239号公報
【特許文献6】特開2002−275785号公報
【特許文献7】特開2001−262002号公報
【特許文献8】特開2002−308619号公報
【特許文献9】特開2004−262701号公報
【特許文献10】特開2004−176209号公報
【特許文献11】特開平10−029818号公報
【特許文献12】特開2005−053984号公報
【特許文献13】特開平11−310732号公報
【特許文献14】特開2001−026727号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
製紙工場から排出される製紙スラッジ量は1ヶ月あたり最大で数千トンに及ぶ場合があり、製紙スラッジの発生量は極めて膨大であるが、今後さらに製紙スラッジの発生量は増加すると予想される。これに対して、前記製紙スラッジを製紙用原材料に適した白色無機粒子に再生して大規模に再利用するためには、製紙スラッジの焼成処理において白色度の高いスラッジ焼成処理物(スラッジ焼成灰)を得ることが好ましいが、高白色度のスラッジ焼成灰を得るためには、製紙スラッジが含有する有機成分を充分に燃焼除去する必要があり、長時間の焼成処理が不可欠であった。このため排出される膨大な量の製紙スラッジを焼成処理するためには、巨大な焼成処理設備を設けるための多額の設備費が必要となるほか、製紙スラッジを焼成処理するための多量の燃料も必要となる等の諸問題があり、実用化が困難であった。
【0013】
このような状況の中で、製紙スラッジを製紙用材料として再利用をするためには、できるだけ小規模な焼成処理設備を用いて、できるだけ多くの製紙スラッジを高効率で焼成処理することにより、白色度の高いスラッジ焼却灰を得ることが望ましく、そのためには、製紙スラッジが含有する有機成分の燃焼除去効率を向上させることにより、スラッジ焼成灰の白色度化効率を向上させることが重要である。
【0014】
前記製紙スラッジ中に含まれる有機成分の除去は、スラッジを焼却し、炭化水素(CnH2n+2)、炭水化物(CnH2nOn)などの有機成分を燃焼させることにより行われる。有機成分の燃焼は、有機成分中の炭素(C)、水素(H)および酸素(O)の各原子が酸素(O2)と化学的に反応して、二酸化炭素(CO2)と水(H2O)となる反応である。この燃焼反応を安定して行うためには、(1)燃料となる炭素源(有機成分)、(2)炭素源を発火させるための熱源、および(3)燃焼のための充分な酸素(O2)の3要素が不可欠である。
【0015】
前記製紙スラッジの焼成処理に対しては、前記特許文献のようにロータリーキルン(回転式キルン炉)と称する筒型熱処理炉が用いられる。図1は、従来の単一管で構成されるスラッジ焼成用回転式キルン炉内のスラッジの状態を例示した図であり、回転式キルン炉の横長の回転胴の長手方向に対して直交する方向の断面(径方向断面)を示している。図1に示すように、回転式キルン炉内には、単一の略円柱状の管部で構成される回転胴1が配置されており、回転胴1内には粒子状の製紙スラッジSが投入されて、積層、堆積される。そして、製紙スラッジSは、回転胴1の回転dに従って図の左上方向に移送され、その後、図の右下方向に流れ落ちることにより撹拌される。このようにして、製紙スラッジSは撹拌されつつ、回転胴1内を図の垂直方向に移送され、連続的に焼成されることになる。
【0016】
しかし、従来の回転式キルン炉においては、回転胴1に対して製紙スラッジSを投入すると、製紙スラッジは回転胴1の下底部左隅に偏在するため、焼成炉内に対してスラッジに含まれる有機成分を燃焼させるのに必要な酸素(空気)を送り込んでも、回転胴1内に積層・堆積した下底部のスラッジまで空気(酸素)が行き渡らずに不完全燃焼が生じてしまい、結果としてスラッジ焼成灰を高白色度化するために、長い焼成処理時間を要する問題点があった。
【0017】
前記した回転式キルン炉の回転胴1内に投入した製紙スラッジSに対して、スラッジに含まれる有機成分を燃焼させるのに必要な酸素(空気)を送り込んで燃焼効率を向上させる方法として、前記特許文献のように、製紙スラッジを造粒成形することにより、回転胴1内における製紙スラッジの積層・堆積状態を改善し、これによって製紙スラッジに対する加熱状態、空気(酸素)供給状態および撹拌状態などを改善して、焼成効率を向上させる方法が提案されている。
【0018】
しかしながら、従来の製紙スラッジの造粒方法は、粉砕によって製紙スラッジの大きさを細かくするか、または押出し成形によって揃える方法である。これらの方法で成形された製紙スラッジ成形物は剪断または切断によって粒子の成形が行われるため、剪断の際に形成された切断面(破断面)を有する粒子形状をしており、この切断面の周囲は必然的に尖った鋭い先端や角などのエッジとなっている。このため、前記のような従来方法で造粒した製紙スラッジを回転キルン炉によって焼成処理する場合、回転胴1の回転によって内部の製紙スラッジSが繰り返し撹拌され、その撹拌に伴う粒子衝突等の衝撃によって製紙スラッジ
の尖鋭部分や角部分などのエッジ部分が崩壊し、製紙スラッジ成形物の成形当初の粒子形状が損なわれると共に、粒子エッジ崩壊によって微細な粒子が発生して、この微細な粒子によって製紙スラッジの積層・堆積がより過密な状態となるため、製紙スラッジに対して充分な空気(酸素)を供給することが困難となり、不完全燃焼を引き起こす問題点があった。
【0019】
また、粒子エッジ崩壊によって生じた微細なスラッジは、大きなスラッジと比べてスラッジの転動状態が異なるため、製紙スラッジを回転キルン炉の回転胴1内を移送しながら焼成処理する際に、スラッジの大きさによって回転胴内1における製紙スラッジの保持時間(焼成処理時間)が異なる恐れがあり、過加熱などによって硬質焼結物等が発生して、得られるスラッジ焼成灰の品質が悪化する等の懸念点があった。
【0020】
さらに、前記図1に例示したように、従来の回転式キルン炉においては、回転胴1に対して投入される製紙スラッジSの量が多い場合には、製紙スラッジSの積層・堆積状態が過大となり、回転胴1に回転を与えても、回転胴1の下底部の左隅に偏在して、十分に撹拌をすることができず、さらにこのような状態で、スラッジに含まれる有機成分を燃焼させるのに必要な酸素(空気)を焼成炉内に送り込んでも、積層・堆積した下底部の製紙スラッジSまで酸素が行き渡らず、不完全燃焼が生じる問題点があった。
【0021】
このように、回転式キルン炉の回転胴内1における製紙スラッジSの積層・堆積が過多であれば、製紙スラッジと酸素との接触が不十分となるため、有機成分の燃焼除去効率が大きく低下して、未燃カーボン(煤)が多く残存し、白色度の低い焼成処理物しか得られない。
【0022】
特許文献12には、サイクロン炉のほか、前掲の焼成炉の回転胴内に積層・堆積した製紙スラッジの空気との接触を向上させるため、回転胴内に撹拌部材を設け、この撹拌部材を回転動力で機械的に駆動させることにより、回転胴内に積層・堆積する製紙スラッジを強制的に撹拌して、製紙スラッジと空気と接触させることが提案されている。しかし、このような方法で強制的に撹拌しても、実際にはスラッジは直ぐに落下して積層・堆積するため、燃焼に必要なスラッジと空気との充分な接触を確保することが困難である。しかも、1ヶ月当り最大で数千トンにも及ぶ極めて大量の製紙スラッジを効率よく処理するためには、回転動力を与える装置への負担が大きく、機械的な耐久性など実用上の問題が生じる。
【0023】
このように、従来技術においては、大量の製紙スラッジを処理する場合においても、スラッジと酸素(空気)との充分な接触を確保できず、スラッジの焼成処理を高効率で行うことができなかった。
【0024】
一方、スラッジ中に含まれる炭酸カルシウム(CaCO3)は、焼成処理によって熱分解(脱炭酸)を起こし、酸化カルシウム(CaO)に変化することが知られている。このうち、炭酸カルシウムは、高白色度の無機物質で、水への溶解性が極めて低い特性を有することから、水を媒体とする工業原料に適しており、塗工紙用顔料または製紙用填料などの製紙用材料として広く一般的に用いられる無機材料である。しかしながら、前記炭酸カルシウムの熱分解によって生じる酸化カルシウムは水への溶解性が高く、製紙用材料として用いた場合には、水媒介中に多量のカルシウムイオン(Ca2+)を放出するため、原料液の分散不良などを引き起こし、紙の生産操業ができなくなるなどの問題がある。このため、スラッジ焼成処理物(スラッジ焼成灰)を製紙用材料に再利用するためには、スラッジ焼成処理物が酸化カルシウムを有さない状態とすることが極めて重要である。前掲の従来技術では、炭酸カルシウムの熱分解を抑制するために、低温焼成や炭化処理の各種手法が提案されているが、炭酸カルシウムの熱分解を防ぎながら、有機物の燃焼除去によりスラッジ焼成処理物の白色度を向上させることは、相反的作用を期待することになり、所望する高品位なスラッジ焼却灰を高効率に得るのは困難であった。
【0025】
なお、前記従来の製紙スラッジを乾式酸化と湿式酸化を組み合せて多段酸化処理する方法は、処理工程および処理設備が複雑化するため、処理コストが非常に高く付き、多量の製紙スラッジの焼成処理には不向きである。
【0026】
したがって、前記したように処理を要する製紙スラッジは最終的に1ヶ月当たり数百トン〜数千トンにもなることが予想されるが、前記従来の製紙スラッジの各種処理方法では、そのいずれにおいても多量の製紙スラッジを効率的に処理できない上、高白色度で高品位のスラッジ焼却灰を得るには不向きであった。
【0027】
本発明は、このような従来技術の問題点を解決するためになされたもので、製紙工場から排出される製紙スラッジから製紙用材料の製紙用填料、塗工紙用顔料などとして有効利用できる高品質の白色の無機粒子を効率よく、経済的且つ大規模に製造する方法を提供することを目的としている。
【課題を解決するための手段】
【0028】
本発明は、製紙スラッジを筒型熱処理炉内で焼成して得る白色無機粒子の製造方法において、該製紙スラッジを、焼成前に下記の(1)(2)の条件を満たすスラッジ成形粒子に造粒成形して焼成することを特徴とする白色無機粒子の製造方法である。
(1)スラッジ粒子の大きさが、タテ、ヨコ、高さがそれぞれ2〜30mm範囲内である。
(2)スラッジ粒子を構成する各面の交接部分(接線部分)に形成される各内角が、90度を超える鈍角を有し、スラッジ粒子の外周全域に、直角(90度)または鋭角(90度未満)の尖鋭部分および角部分を有さない。
【0029】
前記スラッジ粒子は、該粒子の母型となるように製紙スラッジを造粒成形する1次成形工程と、前記1次成形工程によって得られた造粒スラッジ粒子の粒子外周に存在する直角(90度)または鋭角(90度未満)の尖鋭部分および角部分を除去して成形する2次成形工程の少なくとも2段階の造粒成形工程を経ることにより造粒されることが好ましい。
【0030】
前記スラッジ成形粒子の1次成形工程が、押出成形工程であることが好ましい。
【0031】
前記スラッジ粒子の2次成形工程が、前記1次成形工程で得られた造粒スラッジ粒子を前後往復運動しながら回転する2本のローラーに噛み込ませて略楕円状、または略球状に製丸する成形工程であることが好ましい。
【0032】
前記製紙スラッジが、古紙の脱墨処理工程の脱墨廃液を凝集、脱水濃縮することによって得られことが好ましい。
【0033】
前記脱墨処理工程の脱墨廃液が、浮上選別脱墨処理によって得られる脱墨浮選廃液(脱墨フロス)および/または洗浄脱墨処理によって得られる脱墨洗浄廃液であることが好ましい。
【0034】
前記スラッジ成形粒子が、接着剤成分を製紙スラッジ100質量部(絶乾重量)に対して、0.1〜20質量部(絶乾重量)含有することが好ましい。
【0035】
前記接着剤成分が、カチオン性の有機系高分子接着剤であることが好ましい。
【0036】
前記接着剤成分が、凝集工程および/または造粒成形工程で添加されることが好ましい。
【0037】
前記スラッジ成形粒子が、20〜45質量%の水分を含有することが好ましい。
【0038】
前記白色無機粒子が、筒型熱処理炉の筒方向の端部に設置される原料供給口からスラッジ成形物を供給し、該原料供給口に対して筒軸方向について反対側の端部に設置される焼成処理物排出口から焼成処理物を取り出す間に空気雰囲気下で間接的加熱方法により焼成処理して得られることが好ましい。
【0039】
前記焼成処理が、筒型熱処理炉の一端の原料供給口側から炉内空気を強制的に排出することにより、同他端の焼成物排出口側から空気を炉内へ吸入することによって行われることが好ましい。
【0040】
前記筒型熱処理炉が、回転胴内の横長の回転胴の長手方向に対して直交する方向の断面(径方向断面)において、複数の区分室に分割されており、この複数の区分室にスラッジ成形物を分散配置された状態で筒型熱処理炉内を移送しつつ焼成することが好ましい。
【0041】
前記区分室の数が6以上であることが好ましい。
【0042】
前記筒型熱処理炉内を移送しつつ行われる焼成処理が、過剰空気雰囲気下、温度650℃以下でスラッジ成形粒子中の易燃焼性有機成分を燃焼除去する一次燃焼工程と、温度700〜850℃でスラッジ成形粒子中の難燃焼性有機成分を燃焼除去する二次燃焼工程との、少なくとも2段階の燃焼工程を経ることによって行われることが好ましい。
【0043】
前記焼成処理工程において、製紙スラッジが焼成処理前に含有する炭酸カルシウムの50重量%を超えて分解することが好ましい。
【0044】
前記焼成処理後に、焼成処理によって得られた焼成処理物を水に混合、攪拌して懸濁液とする懸濁液化工程と、懸濁液化工程によって得られた懸濁液に二酸化炭素を接触させて炭酸化処理物を得る炭酸化処理工程と、炭酸化処理工程によって得られた炭酸化処理物を粉砕する粉砕工程を順次経ることが好ましい。
【発明の効果】
【0045】
本発明によれば、筒型熱処理炉内に投入される製紙スラッジをスラッジ成形粒子とする際に、スラッジ成形粒子の大きさが、タテ、ヨコ、高さがそれぞれ2〜30mm範囲内とし、かつ、スラッジ成形粒子を構成する各面の交接部分(接線部分)に形成される各内角が、それぞれ90度を超える鈍角を有し、スラッジ成形粒子の外周全域に、直角(90度)または鋭角(90度未満)の尖鋭部分および角部分を有さないスラッジ成形粒子に造粒成形して焼成処理することによって、スラッジ成形粒子のエッジ部分、さらにはスラッジ成形粒子自体の崩壊をも防止し、微細な製紙スラッジ粒子の発生を抑制して、筒型熱処理炉内に積層・堆積した製紙スラッジに対して酸素との十分な接触を確保することができるため、製紙スラッジの焼成処理効率を向上させ、効率よく、経済的且つ大規模に高品質の白色無機粒子を製造することができる。
【発明を実施するための最良の形態】
【0046】
図2に、本発明の白色無機粒子の製造方法における好適な一例を示すフローチャート図を例示する。図2に示すように、本発明の白色無機粒子の製造方法においては、まず、製紙工場における各種工程の廃水が含有する不溶性固形分を凝集、脱水濃縮して製紙スラッジとして回収し、得られた製紙スラッジを乾燥および造粒成形の各工程からなる前処理を行って、焼成前のスラッジ成形粒子を得る。本発明においては、製紙スラッジ成形物をスラッジ成形粒子と呼ぶ。
【0047】
得られたスラッジ成形粒子は、熱処理工程(焼成工程)に供され、製紙スラッジ焼成処理物(スラッジ焼成灰)が得られる。得られたスラッジ焼成灰については、粉砕工程を行って得られたスラッジ焼成灰粉砕物を白色無機粒子としてそのまま使用することもできる。しかし、懸濁液化、炭酸化、脱水、分散および粉砕の各工程からなる後処理を経た白色無機粒子として回収する方がより好適である。
【0048】
以下に、前記図2のフローチャート図を基にして、本発明を説明する。
【0049】
原料の製紙スラッジは、パルプ化工程、紙製造工程、古紙再生工程などの各種工程から排出される。古紙再生工程からのスラッジについては、古紙脱墨工程の加圧浮上(フローテーション、または浮選)および/または洗浄によって古紙パルプから分離排出される脱墨廃液に対して凝集および脱水処理を行い、脱墨排水中の固形分を脱墨スラッジとして回収することが推奨される。また、白色度の低い古紙原料からスラッジを回収する場合には、古紙再生工程における脱墨処理及び浮選処理を充分に行い、カーボンブラックなどを含むインク粒子をできるだけ除去しておくのがよく、必要に応じて複数回のスラッジの加圧浮上工程および/または洗浄工程を追加することもできる。また、古紙脱墨工程から回収する脱墨スラッジについては、上質古紙、新聞古紙、雑誌(塗工紙系)古紙などに分別して古紙種類毎の脱墨スラッジを調製し、必要に応じてこれらの古紙種類別脱墨古紙スラッジを単独、または混合して適宜製紙スラッジとして用いることができる。
【0050】
なお、製紙スラッジ中の無機成分(灰分)は、製紙用填料や塗工紙用顔料に由来するカオリン(クレー)および炭酸カルシウムが無機成分全体の約80〜95重量%を占める主成分であり、タルク、二酸化チタンなどが少量混在している。前記無機成分の主成分であるカオリン、および炭酸カルシウムの比率は処理する古紙の種類等によって多少のばらつきはあるが、概ねカオリン/炭酸カルシウムの重量比で20/80〜80/20の範囲である。また、上記無機成分(灰分)中のカルシウム(CaO換算)、アルミニウム(Al2O3換算)およびケイ素(SiO2換算)のそれぞれの含有比率(カルシウム/アルミニウム/ケイ素)は、13〜73/12〜40/15〜47である。
【0051】
また、製紙スラッジ中の有機成分、および無機成分の比率は、処理する古紙の種類や脱墨工程の程度によって多少は変動するが、概ね無機成分/有機成分の重量比で30/70〜80/20の範囲である。
【0052】
スラッジとは別に、製紙用材料として再利用が困難な低級な古紙やそれに付随するプラスチックを主としたRPF(Refused Paper & Plastic Fuel)を品質を損なわない範囲で混合使用することもできる。
【0053】
各種工程の廃水中に含まれる固形分を原料の製紙スラッジとして回収する方法としては、先ず廃水に対して各種凝集剤を添加することにより、廃水中に浮遊している不溶性固形分を凝集させ、その後に、前記廃液を濾過、遠心分離、加圧脱水、圧搾等の各種方法を組合せて処理することにより、廃水中の凝集固形分を製紙スラッジとして回収する。
【0054】
前記凝集剤としては、硫酸アルミニウム、塩化アルミニウム、ポリ塩化アルミニウム等の各種無機凝集剤を用いることができ、スラッジ固形分に対して0.05〜5.0%の範囲で適宜添加される。なお、スラッジに鉄元素(Fe)が含まれる場合、スラッジ焼成灰が赤茶(酸化鉄)色に変色して白色度が低下し、製紙用原料として適さなくなる恐れがあるため、本発明においては、凝集剤として鉄元素(Fe)を含む凝集剤である硫酸第一鉄、硫酸第二鉄、塩化第一鉄、塩化第二鉄などの使用は避ける方が好ましい。
【0055】
本発明においては、製紙スラッジに対して接着剤成分を添加することが好ましく、接着剤成分の添加については、前記廃水の凝集処理において凝集剤と併せて添加することができる。
【0056】
前記接着剤成分としては、有機系高分子タイプの接着剤が好ましく、各種変性澱粉、デキストリン、カルボキシメチルセルロース、ポリアクリルアミド、ポリビニルアルコール、ポリアクリル酸、ポリアクリル酸ナトリウムなどの水溶性接着剤を1種類、または2種類以上を適宜選択して用いることができる。また前記廃水の凝集工程で接着剤成分を添加する場合には、前記接着剤成分のなかでも、カチオン性を有している接着剤成分が廃水中の不溶性固形分に対して凝集効果を一層高めるため特に好ましく、カチオン性澱粉、カチオン性ポリアクリルアミド、ポリアミノアルキルメタクリレート、ポリエチレンイミン等を1種類、または2種類以上を適宜選択して用いることが特に好ましい。
【0057】
前記接着剤成分の添加量は、製紙スラッジ固形分に対して0.1〜20質量%の範囲で添加されることが好ましく、0.5〜10質量%の範囲で添加されることが特に好ましい。接着剤の添加量が0.1質量%未満である場合には、製紙スラッジに対する接着剤の添加量が過少となり、造粒後のスラッジ成形粒子の形状を充分に安定して保持できない恐れがあるため好ましくない。他方、接着剤の添加量が20質量%を超える場合には、スラッジ成形粒子の形状保持性は充分であるが、製紙スラッジに対する接着剤の添加量が過多となり、スラッジ成形粒子が粘着性を帯びて成形粒子同士がくっついて大粒子化したり、工程上の装置や配管に付着したりして操業の妨げになる恐れがあるため好ましくない。前記した凝集工程における接着剤成分の添加においては、接着剤成分の添加量が前記範囲内になるように適宜接着剤添加量を調整して添加することができる。
【0058】
前記凝集処理を行った廃液は、次いで、濾過、遠心分離、加圧脱水、圧搾等の各種方法を組合せて処理することにより、廃水中の凝集固形分を製紙スラッジとして回収する。前記各種処理装置のうち、好適な濾過装置としては、ロータリースクリーンと称される濾過装置がある。また脱水装置としては、スクリュープレスと称される加圧・圧搾脱水装置があり、これらの濾過装置、圧搾装置を単独、または適宜組合せて用いることができる。前記濾過・脱水処理により、廃水より固形分濃度5〜60%程度の製紙スラッジが回収される。
【0059】
本発明では、熱処理工程に用いるスラッジ成形粒子の含有水分を20〜45質量%の範囲に調整することが好ましく、25〜35質量%の範囲に調整することが特に好ましい。スラッジ成形粒子の含有水分を20〜45質量%に調整することにより、本発明の所望する粒子形状への造粒成形が容易になり、成形粒子の加工効率が向上するほか、スラッジ成形粒子の強度を高く保つことができ、スラッジ成形粒子の粒子形状を保持して崩壊を抑制することができる。これに対して、スラッジ成形粒子の含有水分が20質量%未満では、スラッジ成形物の強度は向上するものの、スラッジが乾き過ぎているために造粒成形が困難となり、成形粒子の加工効率が低下する恐れがあるため好ましくない。他方、スラッジ成形粒子の含有水分が45質量%越える場合には、スラッジは水分を含んで軟らかいので造粒成形は容易であるものの、スラッジ成形粒子も軟らかくなるため強度が低下し、スラッジ成形粒子の粒子形状が崩壊し易くなる恐れがあるため好ましくない。
【0060】
前記したように本発明においては、スラッジ成形粒子の含有水分を調整することが重要であるが、工程廃水より製紙スラッジ回収した時点では、製紙スラッジは40〜95質量%の水分を含んでいるので、スラッジの含有水分量を好適な範囲に調整するために、製紙スラッジを乾燥処理することが好ましい。前記乾燥処理については、造粒成形処理前に製紙スラッジを乾燥処理する方法と、造粒成形後にスラッジ成形物を乾燥処理する方法の2種類が挙げられるが、本発明においては、造粒成形前に製紙スラッジを乾燥処理することが好ましい。造粒成形前に製紙スラッジを乾燥処理することにより、製紙スラッジの含有水分を好適な範囲に調整することができる。これにより本発明の所望する粒子形状への造粒成形が容易になって、成形粒子の加工効率が向上するほか、スラッジ成形粒子の強度を高く保つことができ、スラッジ成形粒子の粒子形状を保持して崩壊を抑制することができる。
【0061】
前記した乾燥処理は、製紙スラッジの水分を蒸発させて固形分濃度を高める工程で、乾燥工程で用いる乾燥設備(装置)としては、特に限定はなく、直接加熱型ロータリーキルン、間接加熱型ロータリーキルン、気流乾燥機、流動層乾燥機、振動流動乾燥機、回転・通気回転乾燥機(サイクロン)などを用いることができる。また、これら乾燥機の熱源としては、後述する焼成処理工程の排熱を使用することにより、エネルギーコストを低減することが可能である。
【0062】
前記した乾燥工程における乾燥処理の温度は、気流乾燥機や回転・通気回転乾燥機のような熱風を利用して乾燥させる装置においては、スラッジの燃焼や炭化を防止するために熱風温度を600℃以下とすることが好ましく、250℃以下とすることが特に好ましい。この熱風温度が600℃を超えて高過ぎてはスラッジが発火し、その際の焼成条件が適切でなければ、易燃焼性の有機成分が炭化して難燃焼性に変化する懸念がある。また、乾燥工程においては乾燥効率を向上させるために、スラッジを細かく解すことが好ましく、撹拌機や機械式ロール等により強制的にスラッジを解し、必要に応じてスラッジを300〜2000μm程度に分級して乾燥させることが好ましい。
【0063】
本発明では、図2に例示したように、製紙スラッジを焼成処理する前に製紙スラッジの造粒成形を行うが、その際、特に造粒成形されたスラッジ成形粒子を、粒子を構成する各面の交接部分(接線部分)に形成される各内角が、それぞれ90度を超える鈍角を有し、スラッジ成形粒子の外周全域に、直角(90度)または鋭角(90度未満)の尖鋭部分および角部分を有さないスラッジ成形粒子に造粒成形することが重要である。スラッジ成形粒子をその粒子外周に尖鋭部分および角部分を有さない粒子形状に造粒成形することによって、スラッジ成形粒子のエッジ崩壊を防止して、微細な製紙スラッジ粒子の発生を抑制できることに加えて、スラッジ成形粒子の粒子形状を保持することによって、筒型熱処理炉内に積層・堆積した製紙スラッジに対して酸素との十分な接触を確保することができるため、製紙スラッジの焼成処理効率を向上させ、効率よく、経済的且つ大規模に高品質の白色無機粒子を製造することができる。
【0064】
本発明において、製紙スラッジを好適なスラッジ成形粒子に造粒成形する方法としては、製紙スラッジをスラッジ成形粒子の母型粒子となる造粒スラッジに成形する1次成形工程と、前記1次成形工程によって得られた造粒スラッジの粒子外周に存在する尖鋭部分および角部分を除去する2次成形工程の少なくとも2段階の工程を経ることによって行われる造粒成形方法が好ましい。
【0065】
前記スラッジ成形粒子を得るための母型粒子(基礎となる粒子)を得るための1次成形工程としては、一般的な各種造粒成形方法を用いることができ、ブリケットマシンやローラーコンパクターのような圧縮成形、ディスクペレッターのような押出成形、及び転動造粒や攪拌造粒などのペレット成形などが挙げられるが、本発明の1次成形工程においては、多量に発生する製紙スラッジを効率的に造粒成形する必要があること、および製紙スラッジを押し固めることによりスラッジ成形粒子の密度を高めて粒子崩壊しにくくする必要があるなどの観点から、造粒方法が簡便、高効率で造粒成形でき、かつスラッジを押し固めて造粒成形する押出成形とすることが特に好ましい。
【0066】
前記1次成形工程によって得られる母型粒子の形状としては、大量に発生する製紙スラッジを効率的にある程度の粒子に造粒することができる形状であれば特に限定はなく、図3の13a、図4の14aに例示したような、三角柱、四角柱、円柱などの多角柱状粒子、四面体、六面体、八面体のような多面体状粒子とすることができるが、本発明の1次成形工程においては、押出成形で高効率に造粒すること、および次工程における母型粒子の尖鋭部分および角部分などのエッジを除去する効率を向上させる観点から、円柱状とすることが特に好ましい。
【0067】
さらに前記造粒されたスラッジの粒子外周に存在する尖鋭部分および角部分を除去する2次成形工程としては、転動造粒、撹拌造粒、振動篩などを用いて1次成形工程で得られた母型造粒スラッジ粒子を相互に衝突させながら、粒子の外周に有する尖鋭部分や角部分などのエッジを除去する方法、および前後往復運動しながら回転する2本のローラーに1次成形工程で得られた母型造粒スラッジ粒子を噛み込み、および加圧練りすることにより、その外周に有する尖鋭部分や角部分などのエッジを丸く成形する方法などが挙げられる。前記方法のうち、2次成形工程においては、2本ローラー噛み込み・加圧練りによって母型造粒スラッジ粒子外周部のエッジを無くしながら、スラッジ粒子全体を充分に押し固めることができる。その結果として、粒子崩壊し難く、強度の高いスラッジ成形粒子を形成することができることから、前後往復運動しながら回転する2本のローラーに噛み込んで母型造粒スラッジ粒子のエッジを成形する方法が特に好ましい。
【0068】
前記2次成形工程によって得られるスラッジ成形粒子の形状としては、図3〜5に例示したように、前記した多角柱状、多面体状の母型造粒スラッジ粒子(13a、または14a)の外周部に存在する尖鋭部分や角部分などのエッジを除去、または丸めた略多角柱状(13b、または14b)、略多面体状の粒子、またはラグビーボール状の略楕円粒子(14c)、または略球状粒子(14d)とすることができるが、本発明の2次成形工程においては、スラッジ成形粒子の崩壊を抑制する観点から、略円柱状、略楕円状、および略球状とすることが好ましく、略球状(14d)または球状とすることが特に好ましい。
【0069】
本発明における好適なスラッジ成形粒子を得るための造粒成形装置としては、前記した製紙スラッジを押出成形する1次成形工程装置と前後往復運動しながら回転する2本のローラーに噛み込んで成形する2次成形工程装置を共に装備しており、一連の造粒成形工程を連続かつ自動的に行うことが可能な好適な装置として、アキラ機工社製の高性能自動ローラーシステムタイプ自動製丸機が挙げられる。
【0070】
なお、本発明の方法以外にも、1度の造粒成形工程によって製紙スラッジを切断面、破断面に由来する尖鋭部分や角部分のない成形粒子に造粒成形する方法として、微小粒子を転動させながら、核となる微小粒子の周りに他の微小粒子を付着させることにより粒子成長させて球状粒子を形成する転動造粒方法があるが、この転動方式では製紙スラッジを加圧練り等によって圧縮しながら造粒成形することができず、製紙スラッジ粒子同士の軽い相互付着によって粒子が形成されているため、粒子強度が不足して粒子形状の崩壊が生じる恐れがあるため好ましくない。
【0071】
本発明においては、前記スラッジ成形粒子の大きさを、タテ、ヨコ、高さがそれぞれ2〜30mm範囲内とすることが好ましく、それぞれ5〜15mm範囲内とすることが特に好ましい。製紙スラッジ成形粒子の大きさを、前記範囲とすることにより、筒型熱処理炉の回転胴1内に積層・堆積する製紙スラッジ内に適度な隙間(空隙)を形成することができる。これによって積層・堆積した製紙スラッジに対して有機成分燃焼のための空気(酸素)を供給することが可能となるため、未燃焼有機成分の発生が抑止され、スラッジ成形粒子の焼成効率・白色化効率を向上させることができる。因みに、前記スラッジ成形粒子の大きさとして、タテ、ヨコ、高さのいずれかが2mm未満である場合には、スラッジ成形粒子の形状が細過ぎて折れ易く(粒子崩壊し易く)なることに加えて、筒型熱処理炉の回転胴1内における製紙スラッジの積層ないし堆積状態が過密となり、各スラッジ成形粒子に対して有機成分燃焼のために必要な空気(酸素)が充分に行き渡らなくなって有機成分の燃焼が不完全になる(スラッジ焼成灰の白色度が低下する)恐れがあるため好ましくない。他方、前記ラッジ成形粒子の大きさとして、タテ、ヨコ、高さのいずれかが30mmを越える場合には、筒型熱処理炉の回転胴1内における製紙スラッジの積層・堆積状態は成形物粒子間に隙間が生じるためにスラッジ粒子への空気供給性は向上するものの、スラッジ成形粒子の大きさが過大であるために、スラッジ成形粒子の内奥部まで空気が行き渡らなくなってスラッジ成形粒子の中心部に有機成分の不完全燃焼が発生(スラッジ焼成灰の白色度が低下)する恐れがあるため好ましくない。
【0072】
また本発明においては、前記したように、工程廃水が含有する不溶性固形分を製紙スラッジとして回収する際の凝集工程において接着剤成分を添加することができるが、必要に応じて、造粒工程の1次成形工程である押出成形工程の段階で、製紙スラッジに対して接着剤成分を添加して、接着剤添加量を調整することもできる。
【0073】
前記造粒工程における接着剤成分は、前記の凝集工程と同じ成分及び添加量で添加することが好ましく、また添加方法としては、特に限定はないが、造粒成形前の製紙スラッジに対して、概ね均一かつ安定連続的に接着剤成分を添加することができれば良い。製紙スラッジに対して接着剤成分の水溶液を添加する好適な方法としては、噴霧量等の調整によって接着剤添加量を容易に調整することができる噴霧装置等が挙げられる。
【0074】
本発明においては、前記スラッジ成形粒子は次工程の熱処理工程に送られ、スラッジ焼成灰に焼成処理される。本発明の熱処理工程は、過剰空気(酸素)雰囲気で行うことで燃焼効率が向上するため、熱処理装置を小規模化、省力化することができる。その熱処理温度は、スラッジ中のカーボンブラック等のインク顔料や繊維およびポリマー等の有機物を安定して燃焼させる温度になるように後述の方法により制御される。
【0075】
本発明の熱処理工程の主要部となる焼成炉としては、特に限定はなく、トンネルキルン、ローラーハースキルン、プッシャーキルン、シャトルキルンのような箱型炉、縦型円筒炉、回転式横型円筒炉、スクリュー式横型円筒炉などを用いることができる。スラッジを供給する方式としてはバッチ式、連続式があるが、多量に処理できる連続式の方が好ましい。スラッジへの伝熱が良好で、加熱炉内のスラッジがより均一に表面に出ることができる回転式横型円筒炉あるいは流動させることが可能なスクリュー式横型円筒炉を用いることが好ましい。設備の維持の面から極力単純なもので駆動エネルギーが少ない、回転式横型円筒炉であるロータリーキルン(回転式キルン炉)が好ましい。ロータリーキルンの焼成室の形としては円筒型、六角型などを使用することができる。ロータリーキルンとしては、高砂工業(株)の外熱式連続ロータリーキルン、(株)栗本鉄工所の連続外熱式ロータリーキルンIRK型、(株)ノリタケエンジニアリングの間接加熱連続式ロータリーキルンRKC−SG型、岩佐機械工業(株)の外熱型ロータリーキルンなどを用いることができる。
【0076】
図6は、本発明において好適に用いられる筒型熱処理炉(回転式キルン炉)の一例を模式的に示す縦断側面図である。図6に示すように、この筒型熱処理炉K1においては、横円筒型の回転胴1が加熱ジャケット2で包囲されており、回転胴1の原料供給口1aには、排気口3と、排気口3からやや離れて設置された原料投入口4とを有し、この原料投入口4と回転胴1の原料供給口1aとの間には、例えば、スクリューフィーダーなどの原料供給手段5が配設されている。回転胴1の焼成物排出口1bには、給気口6と焼成物取出口7とが設けられている。
【0077】
そして、間接的加熱手段8A、8Bの複数の熱風放出口82から加熱ジャケット2内に熱風が導入されている。熱風放出口82にはバルブが付けられており、ブロア81からの熱風量を調整できるので、回転胴1内の焼成温度を精度よく制御しながら、製紙スラッジSを間接的に加熱できる構成となっている。
【0078】
なお、回転胴1は、実際には、原料供給口1aから焼成物排出口1bに向かって非常に緩やかな下り勾配を有し、この回転胴1の下り勾配と回転により、内部の被処理物が重力作用で原料供給口1aから焼成物排出口1bへ徐々に移送されるようになっている。
【0079】
原料投入口4から投入されたスラッジ成形粒子Sは、実線矢印bで示すように、原料供給手段5によって回転胴1の原料供給口1aに送り込まれ、回転胴1の回転によって焼成物排出口1bへ移送する過程で焼成される。このとき、製紙スラッジS中の有機成分が燃焼される。
【0080】
排気口3には、例えば、排気ファンのような排気手段9が介装されており、その稼働によって破線矢印aで示すように回転胴1内の空気が排気されるとともに、排気に伴う減圧作用で給気口6より外部の空気が回転胴1内へ吸入される。排気は、排気口3の下流側に設けた排気循環ブロア10により行われる。このように、本発明の白色無機粒子の製造方法においては、実線矢印bで示した回転胴内の製紙スラッジの進行方向と逆方向の流れとなるように空気を導入するのが望ましい。
【0081】
回転胴内での空気の流れ方向は、被処理物(製紙スラッジとその焼成物)の移送方向に対して逆向き(向流)になるのがよい。こうすれば、仮に、燃焼に伴って一時的に発生した煤などの浮遊性有機成分が炉内に飛散しても、浮遊性有機成分は空気の流れに乗って原料供給口1aへ戻されて燃焼するか、または、更に排気に付随して筒型熱処理炉外へ排出されるため、焼成物に煤(炭化物)のような黒色有機成分が混入するのを防止でき、もって白色度の高い焼成物が得られるので好ましい。このような浮遊性有機成分は、バグフィルターなどで捕集して除去するか、排気と共に適当な加熱手段によって焼成処理して消失させるのがよい。
【0082】
前記向流空気導入においては、排気に伴う減圧作用で給気口6より外部の空気が回転胴1内に吸入する方式を採用すれば、排気量によって空気供給量を容易に制御できると共に、安定した空気流によって長い回転胴の全長にわたって空気を確実に行き渡らせることができるので好ましい。また、この排気に伴って給気する方法は、筒型熱処理炉K1のスラッジ温度が燃焼によって急激に高くなった場合に対して、破線矢印aで示した炉内に導入する空気流によって過剰なスラッジ燃焼熱を筒型熱処理炉K1外に排出する、すなわち回転胴1内の高温の燃焼排ガスを原料供給口1a側の排気手段9および排気循環ブロア10によって、排気口3から筒型熱処理炉K1外部に排出することにより、回転胴1内のスラッジSの燃焼温度を下げることができる。すなわち設定した熱処理温度以上に上昇することを避けるという制御をおこなうことができる。この点においても、向流方式は、空気流を排出する排気口がスラッジ供給口近傍にあるため、スラッジ燃焼熱が筒型熱処理炉内を通過することなく、スラッジ燃焼熱を筒型熱処理炉外に排出することができ、後述するスラッジ温度の制御を容易にすることができるのでより好ましい。なお、筒型熱処理炉K1に対する給気に対しては、前記した排気(減圧)に伴う吸気方式に追加して、給気口6より加圧した空気を吹き込む方式を併用することも好ましい。
【0083】
排気口3からの高温の排気ガスは、排気循環ブロア10によって熱風循環系へ送られ、前処理の乾燥工程における熱源、間接的加熱手段8A、8Bの熱源または熱風の一部として循環利用できる。なお、間接的加熱手段8A、8Bの熱源または熱風には、前処理の乾燥工程などからの燃焼排ガスを利用してもよい。
【0084】
供給する空気中の酸素量は、製紙スラッジに含まれる有機成分の完全燃焼に要する理論酸素量の1.1〜5倍とするのが望ましい。特に望ましい下限は2倍程度である。熱処理工程において、熱処理装置内を過剰空気雰囲気下、つまり富酸素雰囲気下で熱処理する理由は、スラッジが含有する有機物の燃焼を効率的に行うためである。ここでいう過剰(富)酸素雰囲気下とは、燃焼排ガス中の残留酸素濃度が5%以上の状態となるように、燃焼対象の有機物に対して燃焼に必要な充分な空気(酸素)を供給し、有機物が完全燃焼できる状態のことである。これに対して空気供給量が少ない場合には、回転胴内を過剰空気雰囲気にすることが困難になり、有機成分の一部の燃焼が不十分となって、その炭化物が残存して焼成物の白色度が低下するおそれがある。一方、空気供給量が過剰な場合には、供給空気によって回転胴内が過度に冷やされ、燃焼温度を維持するためのエネルギーコストが嵩むことになる。なお、この燃焼用の空気は、有機成分を充分に燃焼させる酸素を含んでおればよく、通常の外気よりも二酸化炭素の含有量が多いものでも支障はない。
【0085】
本発明における筒型熱処理炉の加熱方式としては、直接的加熱方式(内熱式)よりも、図6に示すような間接的加熱方式(外熱式)の方が好ましい。すなわち、直接的加熱方式では、処理炉内で熱源ガスを燃焼させるのに大量の空気(酸素)を消費するため、スラッジ成形粒子Sに含まれる有機成分の燃焼が空気不足で不完全になる懸念がある上、熱源ガスの燃焼によって炉内温度(スラッジ温度)の制御が非常に困難になる。これに対し、間接的加熱方式では、熱源のために炉内空気を消費することがないから、炉内を過剰空気雰囲気に確実に設定できることに加え、外部からの加熱度合を自在に変化できるので、炉内温度の制御が極めて容易になる。
【0086】
上記の間接的加熱方式における加熱手段としては、電気的ヒータや誘導電流による加熱も可能ではある。より好ましいのは、エネルギーコスト低減のため、灯油、重油などの燃焼ガス、既存の焼却設備から排出される燃焼排ガス、高温空気、過熱水蒸気などを加熱ジャケット2内に導入する方法、処理炉の周壁にガスバーナーからの燃焼ガスを吹き付けて加熱する方法などである。例えば、炉本体内での焼成処理を経た高温の排気、前処理の乾燥工程からの燃焼排ガスなども、間接的加熱方式の熱媒、熱源の一部として利用できる。
【0087】
本発明における筒型熱処理炉においては、回転胴1が数〜数十メートルの長さに及ぶ場合もある。そのような場合には、回転胴全体を所望の焼成温度に安定して維持するため、図6に示すように、複数の間接的加熱手段を設けるのがよい。
【0088】
図7は、本発明において好適に用いられる筒型熱処理炉(回転式キルン炉)における回転胴1の内部の一例を模式的に示す断面図であり、横長のキルンの回転胴1(焼成室)内の長手方向に直交する方向(径方向)の断面構造(図7a)、および同回転同内にスラッジ粒子導入した際のスラッジ粒子の積層・堆積状態(図7b)をそれぞれ模式的に表している。本発明においては、回転キルン炉の回転胴1内にリフターや回転駆動できる攪拌部材を設けることで、スラッジと酸素がより多くかつ均一に接触するので、有機分の燃焼が効率的に行われ、スラッジ焼成物の白色度が向上し品質も均一になるのでより好ましい。さらに多筒型キルンや横長キルンの回転胴1に対して、図7に示したように、外郭11aと隔壁11bによって回転胴1内に区分室12を形成することにより、キルンの回転胴1内を多分割隔壁構造にすることで、伝熱面積が増大、かつキルン炉内におけるスラッジ粒子Sの積層・堆積が低減されることにより、スラッジ粒子Sと酸素との接触、およびスラッジ粒子Sへの伝熱が良くなるので、スラッジ焼成物の白色度が向上して、均一な品質を得ることができるので特に好ましい。また、キルン炉の回転胴1(焼成室)内を図7に例示したような多分割隔壁構造にすることで、図1に示したような従来の単円筒型キルンよりも多くのスラッジを処理することが可能で、熱処理装置を小規模化することができる効率的、および経済的利点も有する。なお、キルン炉の回転胴1内の分割数については、特に限定はないが、好ましくは図7に例示したような6分割以上、さらに好ましくは10分割以上である。
【0089】
図8は、本発明において好適に用いられる筒型熱処理炉(回転式キルン炉)の例を模式的に示す縦断側面図である。 本発明においては、図8に示すように、原材料供給口1aから焼成物排出口1bに至る回転胴1内のほぼ全領域に対して、多分割構造部(または多胴構造部)20Aを連続的に設けることが好ましい。また、必要に応じて、回転胴1内の前段部分、中断部分、後段部分の3箇所(または任意の複数個所)に多分割構造部を部分的かつ断続的に設けることもできる。なお、回転胴1内の複数個所に多分割構造部を設ける場合には、全ての多分割構造部に対して同じ構造を採用しても良いし、それぞれが異なる多分割構造で分割しても良い。
【0090】
本発明の熱処理工程におけるスラッジ焼成温度としては、600℃以上850℃以下が好ましく、600℃以上800℃以下がより好ましい。焼成温度が600℃未満では、スラッジ粒子中に含まれるインキ由来のカーボンブラックなど、発火、燃焼しにくい有機成分を確実に燃焼除去するのが難しく、スラッジ焼成物の白色度が充分に向上しない。一方、焼成温度が850℃を超えると、ゲーレナイトと呼ばれる硬質焼結物類が発生し、製紙機械設備を磨耗させて操業不安定化の要因となるおそれがある。
【0091】
本発明では、スラッジの焼成処理を少なくとも2段階の焼成温度領域に分けて燃焼処理することにより、製紙スラッジに含まれる全ての有機成分を確実に燃焼除去できるので、より好ましい。具体的には、本発明における燃焼処理は、原料の製紙スラッジを筒型熱処理炉内で移送しつつ行うが、その一次燃焼工程を過剰空気雰囲気下でスラッジ温度650℃以下、および二次燃焼工程を過剰空気雰囲気下でスラッジ温度700〜850℃の燃焼条件に、それぞれ設定するものである。前記のようなスラッジ焼成条件とすることにより、一次燃焼工程では過剰空気雰囲気下で比較的低温の燃焼条件になるから、製紙スラッジ中の易燃焼性有機成分が、分子中の官能基を起点として容易に熱分解・発火し、不完全燃焼や炭化することなく充分に燃焼して消失する。また次の二次燃焼工程では、過剰空気雰囲気下で高温の燃焼条件になるから、一次燃焼工程で燃焼しきらずに残っていたインキ由来のカーボンブラックのような難燃焼性有機成分も確実に燃焼して消失する。なお過剰空気雰囲気とは、既述したように有機成分の燃焼に対して充分な酸素量を与えて不完全燃焼(炭化)を生じさせない空気雰囲気を意味する。このような2段階の燃焼処理では、易燃焼性有機成分を燃焼しにくい炭化物に変化させずに燃焼除去できて合理的であり、製紙スラッジ中の有機成分全体の燃焼除去も短時間で効率よく行える。そして、得られる焼成物は、煤や炭などの未燃焼の有機成分を含まないために白色度が高く、製紙用填料や塗工用顔料としての製紙用材料に好適に利用できるものとなる。
【0092】
なお、一次燃焼工程については、スラッジ温度が650℃を越えると、前述したように、易燃焼性有機成分が急激に炭化して難燃焼性有機成分に変化し、燃焼効率が悪化することになる。したがって、一次燃焼工程の好適な燃焼温度は600〜650℃とすることが好ましく、600〜630℃とすることが特に好ましい。
【0093】
一方、二次燃焼工程については、スラッジ温度が700℃未満になると、難燃焼性有機成分の燃焼に時間がかかり、燃焼効率が悪化することになる。逆に該スラッジ温度が850℃を超える高温燃焼になった場合は、一般的にゲーレナイトと呼ばれる硬質焼結物類の生成によって製紙用材料としての適性が損なわれる。すなわち、このような硬質の焼結物が混入した焼成物から調製した製紙用填料や塗工用顔料に用いた場合、抄紙用ワイヤーや塗工用のブレードなどの製造設備を傷つけて製造操業性を悪化させ、製品品質にも悪影響を与えることになる。したがって、二次燃焼工程の最も好適な焼成条件は、スラッジ温度700〜850℃とすることが好ましく、750〜800℃とすることが特に好ましい。
【0094】
また、燃焼処理は、上記の一次及び二次燃焼工程からなる2段階で行う以外に、これら一次燃焼工程から二次燃焼工程への移行区間としての燃焼工程を挟んだり、一次、二次燃焼工程の一方又は両方を更に燃焼温度(スラッジ温度)の異なる複数の燃焼工程に分けたりして、3段階以上とすることも可能である。
【0095】
また、燃焼工程は、前記好適なスラッジ焼成温度を一定に維持しながら焼成処理を行ってもよいが、各燃焼行程における好適な燃焼温度範囲を超えない温度までスラッジ温度を段階的に上げていってもよい。
【0096】
スラッジが加熱される時間(熱処理時間)は特に限定はされないが、スラッジが含有する有機成分が完全に燃焼する時間を保持する必要があることから、1時間以上が好ましい。しかし、必要以上に長い熱処理時間はエネルギーコストが高くなるだけでなく、熱処理装置も大きくなるため、実用上あまり好ましくない。従って、本発明の熱処理工程中の熱処理時間は1〜5時間とするのがより好ましい。
【0097】
このうち、一次燃焼工程の燃焼処理時間は、少なくとも10分以上で5時間以内とすることが好ましく、15分以上で2時間以内とすることが特に好ましい。一次燃焼行程の燃焼処理時間が短過ぎては製紙スラッジ中の易燃焼性有機成分の燃焼除去が不充分になる恐れがあり、長過ぎては熱エネルギーの無駄になる。ともかく全ての易燃焼性有機成分が燃焼除去されるのに充分な時間をかけることが重要である。また、二次燃焼工程の燃焼処理時間は、少なくとも10分以上で5時間以内とすることが好ましく、20分以上で2時間以内とすることが特に好ましい。二次燃焼行程の燃焼処理時間が短過ぎては製紙スラッジ中の難燃焼性有機成分の燃焼除去が不充分になる恐れがあり、長過ぎては熱エネルギーの無駄になる。そして、一次燃焼工程と二次燃焼工程の燃焼処理時間の比率は、一次燃焼工程/二次燃焼工程で1/10〜10/1の範囲とすることが好ましい。
【0098】
本発明方法による製紙スラッジの好適な燃焼処理状態が現出すれば、一次燃焼工程では、スラッジ中の有機成分の大部分を占める多量の易燃焼性有機成分が充分な酸素の存在下で炎を上げて燃焼し、この燃焼が当該一次燃焼工程の1/3〜2/3まで連続する状態となる。同じく二次燃焼工程では、残留した難燃性有機成分が燃焼するが、その含有量が少ないために炎を上げることはなくとも、700〜850℃の高温であるためにスラッジが赤く灼熱しながら持続的に燃焼する状態となる。
【0099】
前記の少なくとも2段階の燃焼処理は、1基の筒型熱処理炉内で行う他、段階ごとに異なる複数基の筒型熱処理炉を用いて行うことも可能であるが、当然に1基で行う方が設備効率及び設備コスト面で有利である。
【0100】
なお、燃焼処理を前記1基の筒形熱処理炉を用いて行う場合の一次燃焼工程と二次燃焼工程との間に生じる昇温領域、具体的には燃焼温度が650℃から700℃へ上昇する領域については、できるだけ短くすることが好ましく、10分以内とすることが特に好ましい。このように一次燃焼工程と二次燃焼工程との間の昇温領域を短くすることは、筒型熱処理炉の全長短縮によるコンパクト化に繋がり、設備効率及び設備コスト面で有利である。
【0101】
本発明の熱処理工程において、熱処理装置内を過剰空気雰囲気下、つまり富酸素雰囲気下で熱処理する理由は、スラッジが含有する有機物の燃焼を効率的に行うためである。ここでいう過剰(富)酸素雰囲気下とは、燃焼排ガス中の残留酸素濃度が5%以上の状態となるように、燃焼対象の有機物に対して燃焼に必要な充分な空気(酸素)を供給し、有機物が完全燃焼できる状態のことである。また、排気する空気量、吸入する空気温度によりスラッジ温度を調整することも可能である。
【0102】
また本発明においては、製紙スラッジが熱処理前に含有している炭酸カルシウム成分の50%を超えて焼成処理によって分解させることが好ましく、70%以上の炭酸カルシウム成分を熱処理工程によって分解にさせることが特に好ましい。前記したように、炭酸カルシウムは熱処理によって分解する特性があり、これによって種々の問題点が発生するが、本発明においては、この炭酸カルシウムの熱分解に拘らず、スラッジの熱処理効率(白色化効率)を優先させることにより、品質の優れたスラッジ焼成灰を高効率で得ることができる。なお、熱処理によって分解した炭酸カルシウム成分については、後述する炭酸化処理を含む後処理工程によって分解前と同様の炭酸カルシウム成分に再生するため、炭酸カルシウム成分の分解率が高くなっても全く問題はない。
これに対して、炭酸カルシウムの分解を抑制するために製紙スラッジの熱処理温度を低く抑えた場合には、スラッジの熱処理効率(白色化効率)が低下し、得られるスラッジ焼成灰の品質が低下する恐れがあるため好ましくない。
【0103】
本発明においては、図2に例示するように、熱処理工程後の焼成処理物(スラッジ焼成灰)を水と混合・攪拌し、焼成処理物懸濁液とする“懸濁液化工程”を熱処理工程後に備えてもよい。懸濁液化工程の目的はスラッジ焼成処理物が含有する炭酸カルシウムの分解成分を次工程の炭酸化処理に適した原料形態とすることであり、焼成処理物懸濁液の固形分濃度を5〜20質量%の範囲に調整することが後続の炭酸化処理を効率的に行い、また懸濁液の粘度を低く維持して流動攪拌性および送液性を良好に維持するために好ましい。焼成物懸濁液の固形分濃度が5%質量未満である場合は、炭酸化などの生産性が劣るため好ましくなく、また、20%質量より高い場合は、該焼成物懸濁液の粘度が高くなるため、攪拌動力の増加となるとともに、操業性に劣ることから好ましくない。
【0104】
懸濁液化工程における懸濁液温度は、20〜80℃が好ましく、より好ましくは40〜60℃で行われるのがよい。懸濁液化の処理温度が低過ぎる場合には、温度調整のために長い保持時間が必要であるため好ましくなく、他方、懸濁液化の処理温度が高過ぎる場合には、別途加熱により懸濁液温度を上昇・維持する必要があるため経済的に好ましくない。
【0105】
また焼成物懸濁液に対しては、本発明のスラッジ焼成物の他に、必要に応じて別途、酸化カルシウム(CaO:生石灰)または水酸化カルシウム〔Ca(OH)2:消石灰〕を添加してスラッジ焼成物と水酸化カルシウムの所定固形分濃度の混合懸濁液とすることもでき、この場合、酸化カルシウムおよび水酸化カルシウムは、消和後の形態である水酸化カルシウム〔Ca(OH)2:消石灰〕として、スラッジ焼成物100質量部に対して最大100質量部(スラッジ:水酸化カルシウム=50:50)まで添加することができる。100質量部を超えて水酸化カルシウムを添加することもできるが、消和懸濁液中のスラッジ焼成物の配合率が少なくなり、スラッジ利用が進まなくなるため好ましくない。
【0106】
本発明においては、スラッジ焼成の後処理工程として、前記懸濁液化工程の後に炭酸化工程を備えることができる。この炭酸化工程は、焼成処理によって分解したスラッジ中の炭酸カルシウムを焼成処理前と同様の炭酸カルシウムの形態に再生(復元)する工程であり、前記焼成処理物懸濁液に二酸化炭素ガスあるいは二酸化炭素含有ガスを吹き込む方法で行うことができる。この炭酸化に用いるガスは、工業的には二酸化炭素含有ガスが好ましく、二酸化炭素濃度は特に限定されるものではないが、好ましくは5〜40容量%、より好ましくは10〜35容量%の二酸化炭素含有ガスを用いる。また二酸化炭素含有ガスとしては、例えば、スラッジ焼成排ガス、石灰石焼成排ガス、石灰焼成排ガス、ゴミ焼却排ガス、発電ボイラー排ガス、或いはパルプ製造工程で用いられる苛性化炭酸カルシウム焼成キルンなどから排出される排ガスなどを適当な手段で除塵後、用いてもよい。
【0107】
二酸化炭素ガスあるいは二酸化炭素含有ガスを吹き込む割合は、二酸化炭素ガスとして懸濁液中のスラッジ焼成処理物固形分1kg当たり0.5〜15L/分の割合となるように焼成物懸濁液中に吹き込む。二酸化炭素導入量が0.5L/分未満では炭酸化の生産性が劣るし、15L/分を超えるような量を採用することはできるが、そのように使用量を増加させるために必要な動力負荷に見合った効果は期待できない。
【0108】
炭酸化の反応開始温度は好ましくは30〜80℃、より好ましいのは40〜70℃である。炭酸化の処理温度が低過ぎる場合には、熱交換による低温度化や温度調整のために長い保持時間が必要であるため好ましくなく、他方、炭酸化の処理温度が高過ぎる場合には、懸濁液中への炭酸ガスの溶解量(溶存量)が低下して炭酸化の生産性が劣るほか、別途加熱により懸濁液温度を上昇・維持する必要あるため経済的に好ましくない。
【0109】
炭酸化工程によって再生される炭酸カルシウム成分の形状としては特に形状に限定はなく、米粒状、紡錘状、膠質状、針状、立方状、板状などにすることができる。また、炭酸化工程中において所望の形状の結晶を得るためにスラッジ焼成灰の懸濁液に対して各種結晶の種晶を添加してもよい。
【0110】
また、炭酸化工程を行うことにより焼成工程において分解された炭酸カルシウム成分を再生転化し、再生した白色無機粒子分散液のpHを下げることができる。なお、白色無機粒子分散液のpHを11以下、好ましくは10以下にすることで、分散液粘度の上昇を抑制し、顔料の分散不良を生じることを抑制することができる。
【0111】
なお、極めて可能性は低いが、スラッジが炭酸カルシウムを含有していない場合においては、炭酸カルシウムの分解が起こり得ないため、熱処理工程後の焼成物懸濁液化工程および炭酸化工程を用いなくても焼成灰を高濃度で分散することができ、製紙用材料としてそのまま再利用することができる。
【0112】
本発明においては、前記炭酸化工程によって得られた炭酸化処理物の懸濁液は、そのまま、または液体サイクロンを用いた分級処理を行った後、脱水前に振動篩等の篩でろ過処理することが好ましい。ろ過処理を実施すれば、炭酸化処理物中に混入するα−クオーツなどの珪素を含む粒子や粗大粒子が除去され、抄紙用ワイヤーの摩耗を低減できる。また、ろ過処理前に液体サイクロンによる分級処理を行えば、後続するろ過処理の篩の目詰まりを防止できる。
【0113】
本発明においては、スラッジ焼成の後処理工程として、前記炭酸化工程後に炭酸化処理物を脱水して脱水組成物を得る脱水工程と、前記脱水組成物に水分を加えて分散液状の分散組成物とする分散工程を備えることが好ましい。このうち、脱水工程は、濾過、遠心分離、加圧脱水、圧搾などの操作により行うことができる。好適な脱水装置としては、フィルタープレスと称される圧搾濾過装置があり、炭酸化処理物の脱水ケーキを得ることができる。また分散工程は、脱水工程により得られる脱水組成物に水分を加えてスラリー状の分散組成物とするものであればよい。
【0114】
分散工程時に脱水組成物に対して水分以外に分散剤を添加することで、スラッジを原料とした白色無機粒子を良好に分散することができ、製紙用材料としての品質が向上すると共に、取り扱いやすくなるので好ましい。分散剤としては、例えば、ポリアクリル酸、ポリカルボン酸、ポリマレイン酸やそれらのナトリウム塩等の合成高分子系分散剤など、製紙用材料の製造の際に用いられる一般的な分散剤を使用できる。
【0115】
本発明においては、スラッジ焼成の後処理工程として、分散工程後に粉砕処理工程を備えていてもよい。粉砕処理を行うことにより、白色無機粒子を含む分散組成物の粒径を塗工紙用顔料に好適な粒子径レベルまで微細化することができ、得られた白色無機粒子を塗工紙用顔料として用いた際に塗被紙の平滑性が向上するので好ましい。粉砕工程に用いる粉砕機としては、サンドミル、湿式ボールミル、振動ミル、攪拌槽型ミル、流通管型ミル、コボールミルなどの湿式粉砕機を使用することができる。また、二酸化炭素を吹き込みながら、粉砕を行っても良い。
【0116】
後処理工程後に得られた無機粒子の大きさ(粒子径)は、レーザー回折粒度分布測定による平均粒子径で、0.1〜20μmとすることが好ましい。塗工用顔料として用いる場合には下限を0.3μm、上限を5μmとするのが特に好ましい。また、内添用製紙顔料として用いる場合には、下限を3μm、上限を15μmとすることが特に好ましい。この平均粒子径は、製紙用填料および塗工用顔料として、抄紙の際のワイヤー歩留りならびに紙製品に仕上げた際の不透明性、白色度、平滑性および印刷適性に優れる品質が得られるように、操業および品質上バランスされた粒子径を選んだものである。したがって、無機粒子の平均粒子径を前記粒子径の範囲とすることにより、操業において、従来の製紙用填料および塗工用顔料と同様に取り扱うことができ、また無機粒子を内添した原紙および無機粒子を塗工した塗被紙の品質についても、従来の製紙用填料および塗工用顔料と概ね同等の品質を発現させることができる。
【0117】
因みに、白色無機粒子の平均粒子径が0.1μm未満のような微細な粒子になると、紙の不透明性、白色度および平滑性等の改善に対しては有効である反面、製紙用填料として用いる場合にワイヤー歩留りが悪くなるために、填料として多量の無機粒子の配合が必要となり、紙中に留まらないで排水中に流失した無機粒子のために操業性が不安定になる難点があるほか、塗工用顔料として用いる場合に充分な塗工層強度を発現させるために、著しく多量の接着剤が必要となる難点があるので好ましくない。他方、白色無機粒子の平均粒子径が20μmを越える大きい粒子になると、製紙用填料として用いた場合に填料のワイヤー歩留りが良くなる反面、ワイヤー摩耗性が悪化し、ワイヤーの損傷を受けやすい難点がある。また、塗工用顔料として用いた場合に塗工紙製品の平滑性や光沢が低下し、結果的に印刷適性も低下することになり好ましくない。
【0118】
後処理後に得られた白色無機粒子の組成は、白色無機粒子を配合した紙の不透明性や被覆性を向上させるため、カオリン由来の焼成カオリン(メタカオリン)と炭酸カルシウムの2成分で80%以上とすることが好ましく、白色無機粒子組成を前記のような好適な組成とするためには、焼成工程前の各種スラッジを必要に応じて混合し、前記組成となるように各種スラッジ配合率を調整することが好ましい。
【0119】
後処理工程後に得られた白色無機粒子の懸濁液は、pH11以下とすることが好ましい。これは、白色無機粒子懸濁液中に残留する未炭酸化のカルシウムイオン(Ca2+)を低減し、塗被液の分散状態の悪化を防ぐためである。また、塗被液、原紙のアルカリ性を低減するから、アルカリによる紙の変色(アルカリ焼け)等の問題を改善できる。pHの調整は、炭酸化における炭酸ガス吹込み量の調整に加えて、さらに分散工程や粉砕工程における炭酸ガス吹込みなどによっても調整できる。
【0120】
白色無機粒子を前記した所望の粒子径とするために脱水工程後に分散工程、および粉砕工程を設けることが好ましいが、分散処理後の再生白色無機粒子の平均粒子径が前記した粒子径の範囲になる場合は、粉砕工程を行わないで、分散処理後の白色無機粒子の分散液をそのまま製紙用填料、および塗工用顔料として当然ながら使用しても良い。
【0121】
また、分散工程において、白色無機粒子の脱水組成物を炭酸カルシウムスラリーに混合して混合スラリーとし、湿式粉砕機を用いて粉砕することで、炭酸カルシウム単体よりも品質が良好で、かつ炭酸カルシウム単体スラリーよりも粉砕時間を短くすることができ、高濃度なスラリーを調整することが可能である。なお、白色無機粒子と炭酸カルシウムの比率は、塗被紙の白紙品質などに応じて、調整することが可能であり、特に制限はない。
【0122】
本方法における白色無機粒子の製造工程は、造粒工程、および熱処理工程は必要必須であるが、乾燥工程、懸濁液化工程、炭酸化工程、脱水・分散工程、粉砕工程は適宜選択して組み合わせることができる。これらの工程を行う装置が組み合わされてひとつのプラントが構成されることになる。
【0123】
以上のように本方法で得られた白色無機粒子は再生顔料としてより好ましく使用でき、炭酸カルシウム、タルク、カオリン、焼成カオリン、二酸化チタン、サチンホワイト、シリカ等の無機顔料と必要に応じて混合し、塗工用顔料や製紙用填料として用いることができる。
【実施例】
【0124】
以下に、具体例を挙げて本発明を説明するが、本発明はそれらに限定されるものではない。なお、以下の説明において、特に断らない限り、「部」および「%」は、それぞれ「質量部」および「質量%」を意味する。
【0125】
実施例1
[製紙スラッジ]
古紙処理設備を有する製紙工場における雑誌古紙主体の古紙脱墨工程において、浮遊選別法(フローテーション法)によって古紙パルプから浮上分離除去された泡沫状の脱墨浮選廃液に、無機凝集剤として硫酸アルミニウムを脱墨浮選廃液の不溶性固形分100部に対して1部添加して廃液中の固形分を凝集させた後に、ロータリースクリーンおよびスクリュープレスに順次通液して、固形分約50%の製紙スラッジを回収した。回収された製紙スラッジ中の灰分は60%で、その組成は炭酸カルシウム55%、カオリン40%、タルク5%であった。
【0126】
[スラッジ成形粒子の調製]
次いで、回収された製紙スラッジを乾燥処理して、製紙スラッジの含有水分を25%まで減少させた後、造粒成形工程として、1次工程が押出成形、2次工程が2本ローラー噛込成形方式の製丸機(装置名:ローラーシステム自動製丸機PT6025型、アキラ機工社製)に前記乾燥処理した製紙スラッジを通して、図5に例示したように、製紙スラッジを円筒状押出成形粒子(図5a)を経由して最終的に略球状粒子(図5c)にまで成形し、約直径5mmφのスラッジ成形粒子を得た。
【0127】
[熱処理工程]
前記した前処理後のスラッジ成形粒子を、図8に示すような、回転胴1内のほぼ全領域に多分割構造部20Aが設けられている間接加熱式の回転式キルン炉(回転胴の内径300mm、長さ2400mm)を用いて、後述のような一次焼成処理、および二次焼成処理を行った。なお多分割構造部20Aの構造としては、筒型熱処理炉K1の回転胴1内が横長の回転胴の長手方向に対して直交する方向の断面(径方向断面)において、図7に示すような区分室数が6である回転胴を用いた。
【0128】
一次焼成では、原料のスラッジ成形粒子Sを80kg/hの供給速度で原料投入口4から供給し、原料供給手段5であるスクリューフィーダーによって回転胴1の原料供給口1aに送り込み、回転胴1内を移送しつつ、焼成を行った。この焼成は、図示を省略した燃焼ボイラーからの燃焼ガスを熱源として間接的加熱手段8A、8Bによる加熱ジャケット2への燃焼ガスの導入量で熱処理温度を制御し、スラッジ温度630℃で処理時間(スラッジ滞留時間)を約30分に設定した。この一次焼成処理条件におけるスラッジ充填率は20%であった。一方、排気手段9の排気ファンによって回転胴1内から燃焼排ガスを2300L/分(空気温度20℃換算)で排出し、これに伴う減圧作用で排気口3から排出される排ガスと同量の外気を給気口6から吸入して、もって回転胴1内全体を常に過剰空気雰囲気に維持した。
【0129】
次いで、一次焼成によって得られた焼成処理物を、一次焼成と同様の回転式キルン炉を用いた二次焼成に供した。二次焼成では、前記スラッジ成形粒子Sの一次焼成処理物を32Kg/hの供給速度で原料投入口4から供給し、原料供給手段5であるスクリューフィーダーによって回転胴1の原料供給口1aに送り込み、回転胴1内を移送しつつ、焼成を行った。この焼成はスラッジ温度820℃で処理時間(スラッジ滞留時間)を約50分に設定した。この二次焼成処理条件におけるスラッジ充填率は20%であった。一方、排気手段9の排気ファンによって回転胴1内から燃焼排ガスを900L/分(空気温度20℃換算)で排出し、これに伴う減圧作用で排気口3から排出される排ガスと同量の外気を給気口6から吸入して、もって回転胴1内全体を常に過剰空気雰囲気に維持した。二次焼成後に得られたスラッジ焼成灰については、約6%の粒子が崩壊していた。
【0130】
この焼成処理で得られた焼成物の組成をX線回折によって調べた結果、硬質の高温焼結物(ゲーレナイト)は含まれておらず、焼成処理前の製紙スラッジに含有されていた炭酸カルシウムは全て分解されていた。また、炭酸カルシウム以外の成分では、カオリンが全て焼成カオリン(非晶質化によりX線回折不検出)に変化していた。タルクは全く変化していなかった。
【0131】
[懸濁液化工程、炭酸化工程]
次いで、上記の焼成物を懸濁液化槽(消和槽)を用いて60℃の温水と混合し、温度を60℃に保持しながら60分間攪拌して、固形分濃度が約12%の焼成物懸濁液を調製した。炭酸化反応槽に、前記焼成物懸濁液を10kg入れ、反応槽を60℃に保持しながら25容量%の二酸化炭素含有ガスを20L/分吹き込み、60分間攪拌を行い、水性懸濁液状の炭酸化処理物を得た。
【0132】
[脱水工程、分散工程、粉砕工程]
次に、前記炭酸化処理で得られた炭酸化処理物の懸濁液をフィルタープレスで脱水処理し、得られた固形分濃度が約48%のケーキ状の炭酸化処理物をコーレスミキサーで水に分散させることにより、固形分濃度が約46%の分散処理物を調製した。なお、この分散時に使用した水には、分散剤としてポリアクリル酸系分散剤(商品名:アロンT−50、東亜合成株式会社製)を炭酸化処理物の固形分100質量部に対して1.0質量部添加した。そして、最後にサンドグラインダーを用いて上記の分散処理物を湿式粉砕し、塗工紙用顔料に適した白色無機粒子のスラリーを得た。得られた白色無機粒子の平均粒子径は、塗工紙用顔料に適した1.2μmであった。得られた白色無機粒子の成分組成は焼成カオリンが37%、炭酸カルシウムが58%、タルクが5%であった。また以下の他の実施例においても得られた白色無機顔料の成分組成は前記組成比と概ね同様であった。
【0133】
実施例2
実施例1の製紙スラッジの造粒成形工程において、押出成形によって直径5mmφの紐状に押出しながら切断して、1次成形粒子として、断面直径5mmφ×長さ約20mmの円柱状の1次成形粒子を調製した後、さらに回転造粒パンを具備する転動造粒機に前記1次成形粒子を供して、図4に例示したように、円柱状1次成形粒子(図4a)外周に存在する尖鋭部分および角部分を除去し、エッジ部を有さない略円柱状の2次成形粒子(図4b)に造粒成形したこと以外は、実施例1と同様にして白色無機粒子を得た。
【0134】
実施例3
実施例1の脱墨廃液から不溶性固形分を凝集処理して製紙スラッジとして回収処理する工程において、無機凝集剤である硫酸アルミニウム1部を脱墨廃液に添加する前に、接着剤成分であるカチオン化澱粉(商品名:王子エースK100、王子コーンスターチ社製)を脱墨廃液の不溶性固形分100部に対して、5部添加したこと以外は、実施例1と同様にして白色無機粒子を得た。
【0135】
実施例4
実施例1の脱墨廃液から不溶性固形分を凝集処理して製紙スラッジとして回収処理する工程において、無機凝集剤である硫酸アルミニウム1部を脱墨廃液に添加する前に、接着剤成分であるカチオン化澱粉(商品名:王子エースK100、王子コーンスターチ社製)を脱墨廃液の不溶性固形分100部対比、5部添加し、さらに製紙スラッジの造粒成形工程において、造粒成形前の製紙スラッジに対して酸化澱粉(商品名:王子エースC、王子コーンスターチ社製、25%水溶液に調製)を製紙スラッジ100部に対して10部となるように噴霧添加した後に造粒成形を行い、製紙スラッジに対する接着剤成分の総添加部数を15部とし、スラッジ成形粒子の水分含有率を33%としたこと以外は、実施例1と同様にして白色無機粒子を得た。
【0136】
実施例5
実施例3の製紙スラッジの造粒成形工程において、スラッジ成形粒子を約直径20mmφの略球状粒子としたこと以外は、実施例3と同様にして白色無機粒子を得た。
【0137】
実施例6
実施例1の脱墨廃液から不溶性固形分を凝集処理して製紙スラッジとして回収処理する工程において、無機凝集剤である硫酸アルミニウム1部を脱墨廃液に添加する前に、接着剤成分であるカチオン化澱粉(商品名:王子エースK100、王子コーンスターチ社製)を脱墨廃液の不溶性固形分100部対比、5部添加し、さらに製紙スラッジの造粒成形工程において、造粒成形前の製紙スラッジに対して水を噴霧添加した後に造粒成形を行い、スラッジ成形粒子の含有水分を40%に調整したこと以外は、実施例1と同様にして白色無機粒子を得た。
【0138】
実施例7
実施例1の脱墨廃液から不溶性固形分を凝集処理して製紙スラッジとして回収処理する工程において、無機凝集剤である硫酸アルミニウム1部を脱墨廃液に添加する前に、接着剤成分であるカチオン化澱粉(商品名:王子エースK100、王子コーンスターチ社製)を脱墨廃液の不溶性固形分100部対比、5部添加し、さらに製紙スラッジの造粒成形工程において、造粒成形前の製紙スラッジに対して水を噴霧添加した後にスラッジ成形粒子を約直径20mmφの略球状粒子に造粒成形を行い、スラッジ成形粒子の含有水分を50%に調整したこと以外は、実施例1と同様にして白色無機粒子を得た。
【0139】
比較例1
実施例1の造粒成形工程において、押出成形によって直径5mmφの紐状に押出しながら切断して、スラッジ成形粒子の形状を断面直径5mmφ×長さ約20mmの円柱状に造粒成形したこと以外は、実施例1と同様にして白色無機粒子を得た。
【0140】
比較例2
実施例1の造粒成形工程において、押出成形によって直径5mmφの紐状に押出しながら切断して、スラッジ成形粒子の形状を断面直径5mmφ×長さ約20mmの円柱状に造粒成形し、さらに焼成工程において、第一および第二焼成工程共に回転式キルン炉の多分割構造20Aを廃して、区分室数が1である単円筒型の回転胴を用いたこと以外は、実施例1と同様にして白色無機粒子を得た。
【0141】
比較例3
実施例1の造粒成形工程において、押出成形によって直径5mmφの紐状に押出しながら切断して、スラッジ成形粒子の形状を断面直径5mmφ×長さ約20mmの円柱状に造粒成形し、さらに焼成工程において、一次焼成および二次焼成における各熱処理時間(スラッジ滞留時間)をそれぞれ約40分、および約80分として、熱処理における総処理時間を120分まで延長としたこと以外は、実施例1と同様にして白色無機粒子を得た。
【0142】
上記の本発明例および比較例について、焼成工程後におけるスラッジ焼成灰の粒子形状の崩壊率、最終的に得られた白色無機粒子の白色度をそれぞれ調査し、これら結果を基にした総合評価結果について、各処理条件とともに表1に示す。なお、各項目の測定方法および評価は次の通りである。
【0143】
[スラッジ成形粒子の水分含有率]
スラッジ成形粒子を120℃で絶乾状態になるまで乾燥させ、スラッジ成形粒子の乾燥処理前重量g(ADW)と乾燥処理後重量g(BDW)より下記式を用いて、水分含有率(%)を算出した。
スラッジ成形粒子の水分含有率(%)=(ADW−BDW)÷ADW×100
【0144】
[スラッジ充填率]
回転胴1内におけるスラッジ充填率(体積充填率%)を下記の(1)〜(3)の手順に従って算出した。
【0145】
(1)回転胴1内の総スラッジ体積の算出
焼成処理する直前の状態のスラッジ成形粒子を、1Lのメスシリンダーに入れて、スラッジ体積が1L時のスラッジの質量を測定し、スラッジのみかけの比重R(kg/L)を求めた。スラッジ投入量C(kg/h)、スラッジみかけの比重R(kg/L)および焼成処理時間(回転胴1内のスラッジ保持時間)T(h)から下記式を用いて、回転胴1内の総スラッジ体積VS(L)を算出した。
VS=C÷R×T
【0146】
(2)回転胴1の総容積の算出
回転胴1の内径ID(mm)および長さL(mm)から下記式を用いて、回転胴1の総容積VP(L)を算出した。
VP=π(ID/2)2×L÷106
【0147】
(3)スラッジ充填率の算出
回転胴1内の総スラッジ体積および回転胴1の総容積から下記式を用いて、回転胴1内のスラッジ充填率(体積充填率)を算出した。
スラッジ充填率(%)=VS÷VP×100
【0148】
[スラッジ成形粒子の崩壊率]
10メッシュ(篩目開き:1.7mm)のステンレスメッシュ篩にスラッジ焼成処理物100gを通じて、篩上に残留したスラッジ焼成物の重量g(PSW)を求め、下記式を用いてスラッジ成形粒子の崩壊率(%)を算出した。
スラッジ成形粒子の崩壊率(%)=(100−PSW)÷100×100
【0149】
[白色度]
懸濁液の状態の白色無機粒子を120℃乾燥機で乾燥させて白色無機粒子の乾燥物を調製し、この白色無機粒子乾燥物約10gを乳鉢で粗い粒子がなくなるまで磨り潰した後、粉体錠剤成形機(理化学電気工業社製:Cat9302/30型)を用いて圧力100kNで30秒加圧成形した。次いで、この成形試料の白色度を、分光白色度測色計(スガ試験機社製:SC−10WT型)を用いてJIS P 8148(2001)に準拠して測定した。
【0150】
[焼成処理後の炭酸カルシウム分解率]
焼成処理後の焼成物(焼成灰)における炭酸カルシウム分解率を下記の(1)〜(7)の手順に従って求め、評価した。
【0151】
(1)カルサイト炭酸カルシウムの検量線の作成
結晶構造がカルサイトの炭酸カルシウム(奥多摩工業社製:タマパール222H)に対して、内部標準物質として酸化亜鉛(キシダ化学社製:試薬特級)を、質量比1:5、1:1、5:1となるようにそれぞれ混合した。次いで、各混合物について、乳鉢を用いて充分に磨り潰したのちに、X線回折装置(マックスサイエンス社製:MO3XHF)を用いて、40kV、20mA、回折角測定範囲5〜50度の条件で測定し、カルサイト炭酸カルシウムと酸化亜鉛のそれぞれのX線回折100%ピーク面積を基にして、カルサイト炭酸カルシウムの検量線を作成した。
【0152】
(2)アラゴナイト炭酸カルシウムの検量線の作成
結晶構造がアラゴナイトの炭酸カルシウム(奥多摩工業社製:タマパール123)を用いた以外は、前記カルサイト炭酸カルシウムの検量線作成と同様にして、アラゴナイト炭酸カルシウムの検量線を作成した。
【0153】
(3)焼成処理前の製紙スラッジ中に含まれる炭酸カルシウムの定量
秤量した絶乾の製紙スラッジに対して、秤量した酸化亜鉛(試薬特級:前出)を添加混合した。次いで、この混合物について乳鉢を用いて充分に磨り潰したのちに、X線回折装置(MO3XHF:前出)を用いて、40kV、20mA、回折角測定範囲5〜50度の条件で測定して、酸化亜鉛に対するカルサイト炭酸カルシウム及びアラゴナイト炭酸カルシウムのX線回折100%ピーク面積を求め、前記した各炭酸カルシウムの検量線を基にして、製紙スラッジ1g中に含まれる炭酸カルシウム量(g)を算出した。
【0154】
(4)製紙スラッジの灰分の測定
秤量した絶乾の製紙スラッジを、マッフル炉を用いて実施例における回転式キルン炉の各焼成処理条件と同条件で焼成処理し、得られたスラッジ焼成物の質量を秤量して、下式によってスラッジの灰分含有量(%)を測定した。
灰分含有量(%)=(スラッジ焼成物質量/絶乾の製紙スラッジ質量)×100
【0155】
(5)スラッジ焼成物中の炭酸カルシウムの定量
秤量したスラッジ焼成物に対して、秤量した酸化亜鉛(試薬特級:前出)を添加混合した。次いで、該混合物について、乳鉢を用いて充分に磨り潰したのちに、X線回折装置(MO3XHF:前出)を用いて、40kV、20mA、回折角測定範囲5〜50度の条件で測定して、酸化亜鉛に対するカルサイト炭酸カルシウム及びアラゴナイト炭酸カルシウムのX線回折100%ピーク面積を求め、前記した各炭酸カルシウムの検量線を基にして、スラッジ焼成物1g中に含まれる炭酸カルシウム量(g)を算出した。
【0156】
(6)焼成処理後の炭酸カルシウムの分解率
スラッジ焼成物1g中の炭酸カルシウム量(g)をA、製紙スラッジ1g中の炭酸カルシウム量(g)をB、灰分含有量(%)をCとし、下式によって焼成処理後の炭酸カルシウムの分解率を算出した。
炭酸カルシウム分解率(%)=100−〔A×(C/100)〕÷B×100
【0157】
(7)焼成物中の炭酸カルシウム分解率の評価結果
上記の方法により実施例、比較例において得られたスラッジ焼成物における炭酸カルシウム分解率を測定した結果、いずれの例でも、X線回折定量測定において炭酸カルシウムが不検出であったことから、スラッジ焼成物中の炭酸カルシウム量(A)は、スラッジ焼成物1g当たり0.0g(0質量%)であった。よって、焼成によりスラッジ焼成物中の炭酸カルシウムは全て分解しており、分解率は100%であった。
【0158】
[炭酸カルシウム未再生化物の有無]
最終的に得られた白色無機粒子について、乳鉢で粗い粒子がなくなるまで磨り潰した無機粒子試料を、X線回折装置(MO3XHF:前出)を用いて、40kV、20mA、回折角測定範囲5〜50度の条件で測定し、炭酸カルシウム未再生化物である酸化カルシウム及び水酸化カルシウムの有無を調べた。その結果、いずれの例においても、最終的に得られた白色無機粒子には炭酸カルシウム未再生化物を含まれておらず、品質的に優れていた。
【0159】
[無機粒子懸濁液のpH測定方法]
得られた白色無機粒子の懸濁液は、ラコムテスターpH計(pHScanWPBN型/アズワン製)を使用し、各種顔料懸濁液中に直接pH電極を浸漬させて顔料懸濁液のpHを測定した。なお、pH測定に使用したpH計については、NIST基準校正液(pH6.86、およびpH9.18の2種類)を用いてpH校正を行った後にpH測定を行った。その結果、いずれの例でも、炭酸化処理を行っているため、最終的に得られた白色無機粒子懸濁液は、pH9.5〜10.8の範囲にあり、品質的に優れていた。
【0160】
[平均粒子径の測定]
レーザー回折粒度分布測定装置(装置名:マイクロトラックHRAX−100 日機装社製)を用いて、白色無機粒子懸濁液における平均粒子径(D50)を測定した。
【0161】
[総合評価]
最終的に得られた白色無機粒子について、生産効率(焼成時間=白色化効率)、および白色無機粒子品質(白色度)から製紙用材料としての品質を総合的に評価した。
◎:白色度が80%以上、焼成における所要時間が2時間未満の生産効率。
○:白色度が76%以上、焼成における所要時間が2時間未満の生産効率。
×:白色度が76%未満および焼成における所要時間が2時間以上の生産効率の少な
くともどちらか一方を満たない。
【0162】
【表1】
【0163】
表1に示すように、本発明例1〜7においては、スラッジ成形粒子の崩壊を抑えて微細なスラッジ粒子の発生を低減することにより、最終的に得られた白色無機粒子の白色度が76%以上で、かつ前記品質に至るまでの焼成処理時間(生産効率)も優れており、いずれの例も比較例1〜3より格段に優れていた。
【図面の簡単な説明】
【0164】
【図1】従来の単一管で構成されるスラッジ焼成用回転式キルン炉のスラッジの状態 を例示した軸方向に垂直な断面図。
【図2】本発明の白色無機粒子の製造方法の好適な一例を示すフローチャート図。
【図3】2段階の造粒成形工程を経て得るスラッジ成形粒子形状の模式図。 (a)1次造粒成形で製紙スラッジを四角柱状粒子(13a)に成形する一例。 (b)2次成形で1次造粒粒子外周の尖鋭部および角部を除去して、エッジ部のな い略四角柱状粒子(13b)に成形する一例。
【図4】2段階の造粒成形工程を経て得るスラッジ成形粒子形状の模式図。 (a)1次造粒成形で製紙スラッジを円柱状粒子(14a)に成形する一例。 (b)2次成形で1次造粒粒子外周の尖鋭部および角部を除去して、エッジ部のな い略円柱状粒子(14b)に成形する一例。
【図5】2段階の造粒成形工程を経て得るスラッジ成形粒子形状の模式図。 (a)1次造粒成形で製紙スラッジを円柱状粒子(14a)に成形する一例。 (b)2次成形で1次造粒粒子外周の尖鋭部および角部を除去して、エッジ部のな い略楕円状粒子(14c)に成形する一例。 (c)(b)をさらに2次成形を進めて、エッジ部のない略球状粒子(14d)に まで成形する一例。
【図6】本発明において用いられる筒型熱処理炉(回転式キルン炉)の一例を模式的 に示す縦断側面図。
【図7】本発明の回転胴の例(区分室が6つの例)を示す断面図(横長の回転胴の長 手方向に対して直交する方向の断面における断面図)。 (a)製紙スラッジが充填されていない状態。 (b)製紙スラッジが充填された状態。
【図8】本発明において用いられる筒型熱処理炉(回転式キルン炉)に多分割隔壁構 造部20Aを設けた例を模式的に示す縦断側面図。
【符号の説明】
【0165】
1 ・・・・回転胴
1a ・・・・原料供給口
1b ・・・・焼成物排出口
2 ・・・・加熱ジャケット
3 ・・・・排気口
4 ・・・・原料投入口
5 ・・・・原料供給手段
6 ・・・・・給気口
7 ・・・・・焼成物取出口
8A,8B・・間接的加熱手段
81 ・・・熱風ブロア
82 ・・・熱風放出口
9 ・・・・・排気手段
10 ・・・排気循環ブロア
11a ・・外殻
11b ・・隔壁
12 ・・・区分室
13a ・・・1次造粒粒子(四角柱状粒子)
13b ・・・2次成形粒子(エッジ部のない略四角柱状粒子)
14a ・・・1次造粒粒子(円柱状粒子)
14b ・・・2次成形粒子(エッジ部のない略円柱状粒子)
14c ・・・2次成形粒子(略楕円状粒子)
14d ・・・2次成形粒子(略球状粒子)
20A ・・・多分割構造部
a ・・・・空気が流れる方向(向流)
b ・・・・製紙スラッジの進行方向
d ・・・・・回転胴の回転方向
K1・・・・・筒型熱処理炉
S ・・・・・製紙スラッジ(スラッジ成形粒子)
【特許請求の範囲】
【請求項1】
製紙スラッジを筒型熱処理炉内で焼成して得る白色無機粒子の製造方法において、該製紙スラッジを、焼成前に下記(1)(2)の条件を満たすスラッジ成形粒子に造粒成形して焼成することを特徴とする白色無機粒子の製造方法。
(1)スラッジ成形粒子の大きさが、タテ、ヨコ、高さがそれぞれ2〜30mm範囲内に
ある。
(2)スラッジ成形粒子を構成する各面の交接部分(接線部分)に形成される各内角が、
90度を超える鈍角を有し、スラッジ成形粒子の外周全域に、直角(90度)また
は鋭角(90度未満)の尖鋭部分および角部分を有さない。
【請求項2】
前記スラッジ成形粒子が、該粒子の母型となるよう製紙スラッジを造粒する1次成形工程と、前記1次成形工程によって得られた粒子の外周に存在する直角(90度)または鋭角(90度未満)の尖鋭部分および角部分を除去して成形する2次成形工程の少なくとも2段階の成形工程を経ることにより造粒成形されることを特徴とする請求項1に記載の白色無機粒子の製造方法。
【請求項3】
前記スラッジ成形粒子の1次成形工程が、押出成形工程であることを特徴とする請求項2に記載の白色無機粒子の製造方法。
【請求項4】
前記スラッジ成形粒子の2次成形工程が、前記1次成形工程で得られた粒子を前後往復運動しながら回転する2本のローラーに噛み込ませて略楕円状、または略球状に製丸する成形工程であることを特徴とする請求項2または3に記載の白色無機粒子の製造方法。
【請求項5】
前記製紙スラッジが、古紙の脱墨処理工程の脱墨廃液を凝集、脱水濃縮することによって得られることを特徴とする請求項1から4のいずれか1項に記載の白色無機粒子の製造方法。
【請求項6】
前記脱墨処理工程の脱墨廃液が、浮上選別脱墨処理によって得られる脱墨浮選廃液(脱墨フロス)、および/または洗浄脱墨処理によって得られる脱墨洗浄廃液であることを特徴とする請求項5に記載の白色無機粒子の製造方法。
【請求項7】
前記スラッジ成形粒子が、接着剤成分を製紙スラッジ100質量部(絶乾重量)に対して、0.1〜20質量部(絶乾重量)含有することを特徴とする請求項1から6のいずれか1項に記載の白色無機粒子の製造方法。
【請求項8】
前記接着剤成分が、カチオン性の有機系高分子接着剤であることを特徴とする請求項7に記載の白色無機粒子の製造方法。
【請求項9】
前記接着剤成分が、凝集工程および/または造粒成形工程で添加されることを特徴とする請求項7または8に記載の白色無機粒子の製造方法。
【請求項10】
前記スラッジ成形粒子が、20〜45質量%の水分を含有することを特徴とする請求項1から9のいずれか1項に記載の白色無機粒子の製造方法。
【請求項11】
前記筒型熱処理炉の焼成が、筒方向の端部に設置される原料供給口からスラッジ成形粒子を供給し、該原料供給口に対して筒軸方向について反対側の端部に設置される焼成処理物排出口から焼成処理物を取り出す間に空気雰囲気下で間接的加熱方法により焼成処理することを特徴とする請求項1から10のいずれか1項に記載の白色無機粒子の製造方法。
【請求項12】
前記焼成処理が、筒型熱処理炉の一端の原料供給口側から炉内空気を強制的に排出することにより、反対側の他端の焼成物排出口側から空気を炉内へ吸入することによって行われることを特徴とする請求項1から11のいずれか1項に記載の白色無機粒子の製造方法。
【請求項13】
前記筒型熱処理炉が、回転胴内の横長の回転胴の長手方向に対して直交する方向の断面(径方向断面)において、複数の区分室に分割されており、この複数の区分室にスラッジ成形物を分散配置された状態で筒型熱処理炉内を移送しつつ焼成することを特徴とする請求項1から12のいずれか一項に記載の白色無機粒子の製造方法。
【請求項14】
前記区分室の数が6以上であることを特徴とする請求項13に記載の白色無機粒子の製造方法。
【請求項15】
前記筒型熱処理炉内の焼成処理が、過剰空気雰囲気下、温度650℃以下でスラッジ成形粒子中の易燃焼性有機成分を燃焼除去する一次燃焼工程と、温度700〜850℃でスラッジ成形粒子中の難燃焼性有機成分を燃焼除去する二次燃焼工程との、少なくとも2段階の燃焼工程を経ることによって行われることを特徴とする請求項1から14のいずれか1項に記載の白色無機粒子の製造方法。
【請求項16】
前記焼成処理工程において、製紙スラッジが焼成処理前に含有する炭酸カルシウムの50重量%を超えて分解することを特徴とする請求項1から15のいずれか1項に記載の白色無機粒子の製造方法。
【請求項17】
前記焼成処理後に、焼成処理によって得られた焼成処理物を水に混合、攪拌して懸濁液とする懸濁液化工程と、懸濁液化工程によって得られた懸濁液に二酸化炭素を接触させて炭酸化処理物を得る炭酸化処理工程と、炭酸化処理工程によって得られた炭酸化処理物を粉砕する粉砕工程を順次経ることを特徴とする請求項1から16のいずれか1項に記載の白色無機粒子の製造方法。
【請求項1】
製紙スラッジを筒型熱処理炉内で焼成して得る白色無機粒子の製造方法において、該製紙スラッジを、焼成前に下記(1)(2)の条件を満たすスラッジ成形粒子に造粒成形して焼成することを特徴とする白色無機粒子の製造方法。
(1)スラッジ成形粒子の大きさが、タテ、ヨコ、高さがそれぞれ2〜30mm範囲内に
ある。
(2)スラッジ成形粒子を構成する各面の交接部分(接線部分)に形成される各内角が、
90度を超える鈍角を有し、スラッジ成形粒子の外周全域に、直角(90度)また
は鋭角(90度未満)の尖鋭部分および角部分を有さない。
【請求項2】
前記スラッジ成形粒子が、該粒子の母型となるよう製紙スラッジを造粒する1次成形工程と、前記1次成形工程によって得られた粒子の外周に存在する直角(90度)または鋭角(90度未満)の尖鋭部分および角部分を除去して成形する2次成形工程の少なくとも2段階の成形工程を経ることにより造粒成形されることを特徴とする請求項1に記載の白色無機粒子の製造方法。
【請求項3】
前記スラッジ成形粒子の1次成形工程が、押出成形工程であることを特徴とする請求項2に記載の白色無機粒子の製造方法。
【請求項4】
前記スラッジ成形粒子の2次成形工程が、前記1次成形工程で得られた粒子を前後往復運動しながら回転する2本のローラーに噛み込ませて略楕円状、または略球状に製丸する成形工程であることを特徴とする請求項2または3に記載の白色無機粒子の製造方法。
【請求項5】
前記製紙スラッジが、古紙の脱墨処理工程の脱墨廃液を凝集、脱水濃縮することによって得られることを特徴とする請求項1から4のいずれか1項に記載の白色無機粒子の製造方法。
【請求項6】
前記脱墨処理工程の脱墨廃液が、浮上選別脱墨処理によって得られる脱墨浮選廃液(脱墨フロス)、および/または洗浄脱墨処理によって得られる脱墨洗浄廃液であることを特徴とする請求項5に記載の白色無機粒子の製造方法。
【請求項7】
前記スラッジ成形粒子が、接着剤成分を製紙スラッジ100質量部(絶乾重量)に対して、0.1〜20質量部(絶乾重量)含有することを特徴とする請求項1から6のいずれか1項に記載の白色無機粒子の製造方法。
【請求項8】
前記接着剤成分が、カチオン性の有機系高分子接着剤であることを特徴とする請求項7に記載の白色無機粒子の製造方法。
【請求項9】
前記接着剤成分が、凝集工程および/または造粒成形工程で添加されることを特徴とする請求項7または8に記載の白色無機粒子の製造方法。
【請求項10】
前記スラッジ成形粒子が、20〜45質量%の水分を含有することを特徴とする請求項1から9のいずれか1項に記載の白色無機粒子の製造方法。
【請求項11】
前記筒型熱処理炉の焼成が、筒方向の端部に設置される原料供給口からスラッジ成形粒子を供給し、該原料供給口に対して筒軸方向について反対側の端部に設置される焼成処理物排出口から焼成処理物を取り出す間に空気雰囲気下で間接的加熱方法により焼成処理することを特徴とする請求項1から10のいずれか1項に記載の白色無機粒子の製造方法。
【請求項12】
前記焼成処理が、筒型熱処理炉の一端の原料供給口側から炉内空気を強制的に排出することにより、反対側の他端の焼成物排出口側から空気を炉内へ吸入することによって行われることを特徴とする請求項1から11のいずれか1項に記載の白色無機粒子の製造方法。
【請求項13】
前記筒型熱処理炉が、回転胴内の横長の回転胴の長手方向に対して直交する方向の断面(径方向断面)において、複数の区分室に分割されており、この複数の区分室にスラッジ成形物を分散配置された状態で筒型熱処理炉内を移送しつつ焼成することを特徴とする請求項1から12のいずれか一項に記載の白色無機粒子の製造方法。
【請求項14】
前記区分室の数が6以上であることを特徴とする請求項13に記載の白色無機粒子の製造方法。
【請求項15】
前記筒型熱処理炉内の焼成処理が、過剰空気雰囲気下、温度650℃以下でスラッジ成形粒子中の易燃焼性有機成分を燃焼除去する一次燃焼工程と、温度700〜850℃でスラッジ成形粒子中の難燃焼性有機成分を燃焼除去する二次燃焼工程との、少なくとも2段階の燃焼工程を経ることによって行われることを特徴とする請求項1から14のいずれか1項に記載の白色無機粒子の製造方法。
【請求項16】
前記焼成処理工程において、製紙スラッジが焼成処理前に含有する炭酸カルシウムの50重量%を超えて分解することを特徴とする請求項1から15のいずれか1項に記載の白色無機粒子の製造方法。
【請求項17】
前記焼成処理後に、焼成処理によって得られた焼成処理物を水に混合、攪拌して懸濁液とする懸濁液化工程と、懸濁液化工程によって得られた懸濁液に二酸化炭素を接触させて炭酸化処理物を得る炭酸化処理工程と、炭酸化処理工程によって得られた炭酸化処理物を粉砕する粉砕工程を順次経ることを特徴とする請求項1から16のいずれか1項に記載の白色無機粒子の製造方法。
【図1】

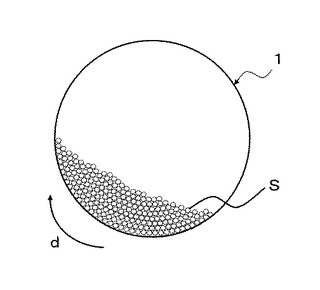
【図2】
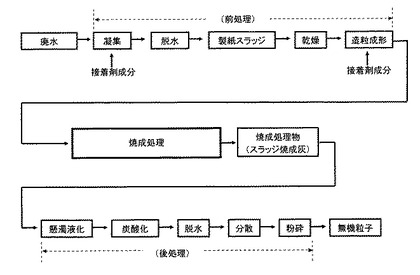
【図3】
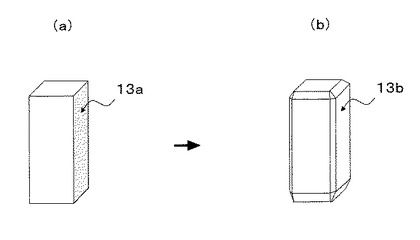
【図4】
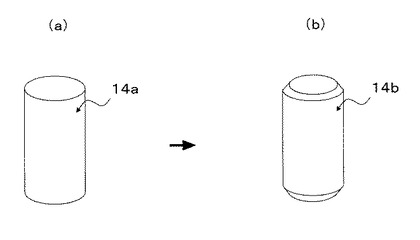
【図5】
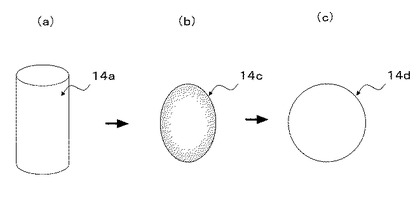
【図6】
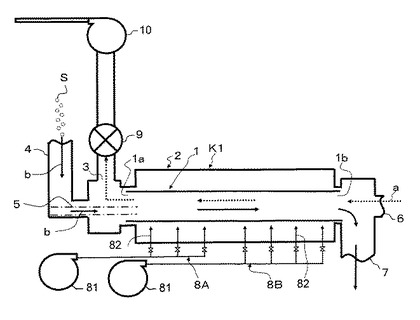
【図7】
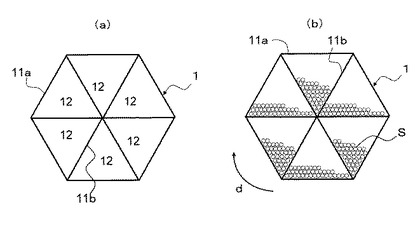
【図8】
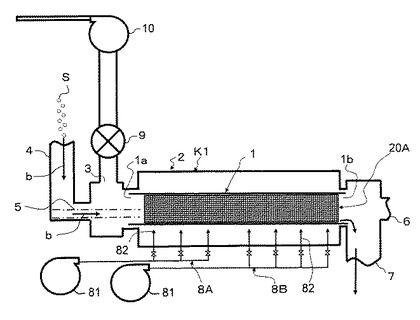
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2009−286857(P2009−286857A)
【公開日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願番号】特願2008−138802(P2008−138802)
【出願日】平成20年5月28日(2008.5.28)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
【公開日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願日】平成20年5月28日(2008.5.28)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
[ Back to top ]