
皮膚用針、皮膚用針製造装置、および皮膚用針製造方法
【課題】過大な手間やコストを要することなく、比較的容易に製造することができる皮膚用針、比較的容易に皮膚用針を製造することができる皮膚用針製造装置および皮膚用針製造方法を提供する。
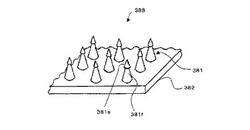
【解決手段】皮膚用針381は、ベース382の表面に一つ以上形成されるとともに、皮膚に押圧することにより機能性物質を皮膚に投与する。皮膚用針381は、中実であり、底面がベース382の表面に一体化されるとともに、先端が先鋭な第一段目の針381fと、第一段目の針381fの針先部に第二の材料からなる第二段目の針381sとを形成する。
【解決手段】皮膚用針381は、ベース382の表面に一つ以上形成されるとともに、皮膚に押圧することにより機能性物質を皮膚に投与する。皮膚用針381は、中実であり、底面がベース382の表面に一体化されるとともに、先端が先鋭な第一段目の針381fと、第一段目の針381fの針先部に第二の材料からなる第二段目の針381sとを形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、皮膚に刺すための針であって、医療や美容等に用いられる皮膚用針、皮膚用針製造装置、および皮膚用針製造方法に関するものである。
【背景技術】
【0002】
皮膚用針は、例えば長さが50μmから1mmでシート状のベースの上面に立設するように配置され、人の皮膚に押し当てることで刺すことができる。針が微細に形成されていれば、刺された人は痛みを感じない。皮膚用針は、主成分に生分解性物質(例えばマルトース(麦芽糖)やポリ乳酸等)を使用し、さらに化粧成分や効能成分等を含む機能性物質を混ぜた材料から成形すると、その先端が皮膚内に入った後に溶解し、その成分を皮膚内に注入することができる。皮膚用針を刺された人は、その針の成分に応じて種々の効果を得ることができる。例えば、針の材料が食紅等の着色剤を成分として含むとき、その針を皮膚に刺された人は、その皮膚に化粧効果を得ることができる。針の材料が紫外線吸収剤を含むとき、その針が刺された皮膚は日焼け止め効果を得ることができる。また、針の材料にインシュリン等の薬剤を混ぜると、その針を皮膚に刺すことで糖尿病等の治療や予防を行うことができる。
【0003】
従来、こうした皮膚用針の製造方法として、鋳型に材料を射出成形するものが知られている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−238347号公報(第4頁)
【発明の概要】
【発明が解決しようとする課題】
【0005】
皮膚用針を刺したときに得られる効果の程度は、針の大きさや本数によって調整することができる。また、こうした皮膚用針は、その材料や用途に応じても、長さや太さ、形状等が適宜調整される。従来の製造方法では、それぞれに適した針を製造しようとした場合、それぞれに対応したいくつもの鋳型を準備する必要がある。鋳型の数が多くなれば、準備する手間とともに、それらを管理する手間も多大となる。また、微細な針を成形するための鋳型は、緻密な形状を要して比較的に高価なものとなり易い。このように従来の製造方法は、手間やコストが過大となる問題を有していた。こうした問題は、多品種の皮膚用針を少量ずつ製造したい場合や、試験的に少量の皮膚用針を製造したい場合等において、特に避け難いものとなる。
【0006】
本発明は、過大な手間やコストを要することなく、比較的容易に製造することができる皮膚用針、比較的容易に皮膚用針を製造することができる皮膚用針製造装置および皮膚用針製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の特徴は、溶解した材料を引き伸ばすことで、皮膚用針を成形することにある。針の材料を溶解した状態で一方および他方の部材に付着し、それら両方の部材を互いに引き離す(相対的に離れる方向に移動させる)と、両部材の間に位置する材料は、それら両方の部材に引っ張られることで引き伸ばされていく。このとき、引き伸ばされた材料は、各部材との付着部分から離れるほど徐々に細くなる先の尖った形状(つまり、針状)になる。本発明では基本的にこの針状の部分を皮膚用針として使用する。
【0008】
本発明では、針を立設するベースにその針の材料を溶解した状態で設けるとともに、この溶解した材料の一部にピン部材を付着する。つまり、針の材料は溶解した状態でベースおよびピン部材に付着させる。この状態で、ベースとピン部材とを相対的に離れる方向に引き離すことによって、溶解した材料を引き伸ばすことができる。引き伸ばされた材料は、一方のピン部材に付着した部分(付着部)と、他方のベースに付着した部分(突起部)とを含む。このうちベースに付着した突起部は、ピン部材側の付着部との間に発生する張力によって、先端に向かうほど(ベースから離れるほど)細くなるように突起する。付着部が突起部から切り離されると、このベースに立設された突起部が皮膚用針として構成される。
【0009】
本発明による皮膚用針の製造装置は、上記ベースを設置するベース設置部材と、上記ピン部材と、これらベース設置部材とピン部材とを相対的に離れる方向に移動させる移動手段とを備える。この移動手段は、それらベース設置部材とピン部材のうちどちらか一方のみを移動させてもよいし、両方を移動させてもよい。溶解された針の材料がピン部材およびベースに付着した状態で、この移動手段によりベース設置部材とピン部材とを引き離すことによって、その材料を引き伸ばすことができる。
【0010】
針の材料の溶解は、その材料を発熱手段により加温しながら所定温度に調整することで行う。この発熱手段による温度調整によって、針の材料をその引き伸ばしに適した粘度をもつ溶解状態に調整することができる。この発熱手段は、材料を引き伸ばす前の温度調整だけでなく、引き伸ばし始めた後の材料の温度を調整できるのが好ましい。好ましい構成として、発熱手段は、ピン部材に付着した付着部およびベースに立設した突起部の少なくともいずれか一方の温度を調整できるように設ける。例えば、発熱手段は、ベースを設置するベース設置部材を加熱して、引き伸ばしている材料のうちベース側の突起部を所定温度に調整するベース加熱手段として構成できる。また、発熱手段は、ピン部材を加熱し、引き伸ばしている材料のうちピン部材側の付着部を所定温度に調整するピン加熱手段として構成できる。より好ましくは、引き伸ばしている材料の全体および必要に応じて部分的に温度調整するため、それらベース加熱手段とピン加熱手段との両方を発熱手段として構成することができる。
【0011】
針の材料は、ピン部材の先端から溶解した状態でベースに吐出することができる。ピン部材は、内部に細孔を有する中空ピンとし、その細孔から溶解された針の材料をベースへ吐出するように構成する。これによれば、針およびベースをそれぞれ別の材料で形成できる。ピン部材の先端(中空ピンの細孔)から吐出された針の材料は、そのピン部材の先端に付着した状態でベースにも付着する。こうした針の材料がピン部材およびベースに付着した状態から、ピン部材およびベースを引き離してその材料の引き伸ばしを行う。針とベースとの材料が異なることで、針の材料の使用量を抑え、その材料を有効に使用できる。また、皮膚用針の使用状況の一つとして、刺した針を皮膚内に残してベースだけを取り除くような状況がある。こうした状況で使用する場合には、針とベースとの付着度合いを調整することで、針がベースから容易に離脱できるように構成できる。反対に、針とベースとの付着を強くしたい場合、針の材料に生分解性物質を主体とした材料を用いたとき、ベースは、針が立設される表面に親水性あるいは粘着性を備えればよい。特にその表面に粘着性を有したベースは、その粘着力を皮膚への貼り付けにも使用できる。
【0012】
このようにピン部材を中空ピンとした場合、その皮膚用針製造装置は、溶解した材料を収容する容器と、この容器内の材料を中空ピンの細孔から吐出させる圧力制御手段を備えるとよい。圧力制御手段は、容器内に収容された材料に作用する圧力(例えば、容器内に材料とともに閉じ込めた空気の圧力や、外力に基づくピストン圧力等)を制御する。この圧力制御手段によって、容易かつスムーズに吐出量を調整しながら、針の材料を中空ピンから吐出できる。特に複数の中空ピンを並列に配して同時に複数の針を成形する場合、この圧力制御手段を用いることで、各中空ピンからの材料の吐出量をそれぞれ容易に一定化できる。また、容器内の材料の溶解あるいは溶解状態維持のため、容器を加熱し、容器内の材料を所定温度に調整する容器加熱手段を(発熱手段の一つとして)設けることができる。
【0013】
ピン部材として上記のような中空ピンを使用した場合、その皮膚用針製造装置は、ピン部材とベース設置部材とを引き離すための移動手段と、容器内の針の材料をピン部材から吐出させるための圧力制御手段と、針の材料温度を調整する発熱手段とを備えるとともに、これら移動手段、圧力制御手段および発熱手段を制御する制御手段を備え、この制御手段によってそれら各手段を作動させて針を成形することができる。これによれば、その装置を作動させる作業者の労力を省き、皮膚用針をより容易に製造することができる。
【0014】
上記のような中空ピンや圧力制御手段を使用することなく皮膚用針を成形する別の方法として、ベースを針の材料から形成し、そのベースの少なくとも一部を溶解して針を成形することもできる。この場合、ピン部材をベースに接触させたとき、ベースのピン部材接触部分の材料が溶解していれば、ピン部材とベースとを引き離し始めると、その溶解した材料がピン部材に付着してベースから引き出される。この状態(溶解された材料がピン部材およびベースに付着した状態)からそれらピン部材とベースとをさらに引き離すと、材料が引き伸ばされていく。この場合、針とベースとは一体化しているため、それらのつなぎ度合いを強固にでき、針がベースから容易に離脱しない構成にできる。
【0015】
針の材料の使用量を抑えたい場合には、ベースのうち針を設ける部分にその針の材料を保持し、そのベースに保持された材料から針を成形することもできる。針の成形方法はベース全体を針の材料から形成した上記の場合と同様である。
【0016】
ピン部材は、ベース側の針の材料と接触する端面の形状が略球面形状、略円形状または略正多角形上に構成できる。この構成により、本発明の皮膚用針製造装置は、長さ方向に略直交する断面の形状が略円形状である皮膚用針を容易に製造することができる。
【0017】
また、ピン部材は、材料と接触する端面の形状が略長方形状に構成できる。この構成により、本発明の皮膚用針製造装置は、長さ方向に略直交する断面の形状が略楕円形状である皮膚用針を容易に製造することができる。
【0018】
本発明の皮膚用針製造装置は、ピン部材の形状の違いに関係なく、ピン部材とベース設置部材とを引き離すための移動手段と、針の材料温度を調整する発熱手段とを備えるとともに、さらにこれら移動手段および発熱手段を制御する制御手段を備え、この制御手段によってそれら各手段を作動させて針を成形することができる。これによれば、その装置を作動させる作業者の労力を省き、皮膚用針をより容易に製造することができる。
【0019】
本発明では、溶解した針の材料を引き伸ばす前に、その材料をピン部材およびベースに付着させなければならない。その付着をより確実にするため、ベースおよびピン部材が材料に少なくとも接触した状態から、ベースとピン部材とを所定量だけ接近させる。本発明の製造装置では、制御装置により移動手段を制御して、ピン部材およびベースが針の材料に少なくとも接触した状態から、ベース設置部材とピン部材とを所定量だけ接近させる。これによれば、針の材料をピン部材およびベースにより確実に付着させることができる。特に複数のピン部材を並列に配して複数の針を同時に成形する場合、複数の針の全てを確実に材料に付着させることができる。
【0020】
溶解した針の材料をピン部材およびベースに付着させた後、材料を引き伸ばし始める。この材料を引き伸ばすとき、ベースおよびピン部材の引き離しを段階的に行うことによって、針の成形の確実性を向上できる。本発明の製造装置では、制御手段の制御によって、移動手段の作動と停止とを段階的に繰り返す。溶解された材料の引き伸ばしは、ベースおよびピン部材の引き離しの動きに追従した材料の変形である。したがって、その追従が遅れた場合、材料が引き伸ばし途中で二つに切断されてしまい、所望形状の針を成形できないことになる。溶解材料の変形は、その粘性やピン部材およびベースとの付着度合い等の不定要因によって、針を成形する度に違いを生じる。そこで、本発明では、溶解材料を引き伸ばすとき、ピン部材とベースとの引き離しによってその材料を所定量だけ引き伸ばした後、その引き離しを一旦停止(ピン部材とベースとの距離を一定に維持)することで、材料の変形がその停止の間に確実に追従してくるよう構成する。これによれば、特に微細な針を成形するための制御がし易く、所望形状の針をより確実に成形できる。一旦停止の時間は、材料変形の追従が確実に行われる時間である。
【0021】
材料を引き伸ばした後、その材料のうちピン部材に付着した付着部とベースに付着した突起部とが切り離されると、この突起部が針となる。付着部と突起部との切り離しは、例えば両者の間を刃物状の部材で強制的に切断してもよい。あるいはこうした強制的な切断ではなく、材料をさらに引き伸ばし、その引き伸ばしが限界に達して切断されることを利用することもできる。より好ましい方法として、材料を引き伸ばした後、ベースとピン部材との距離を所定時間維持することで材料の切り離し部分の温度を下げて粘度を高めてから、これらベースとピン部材とをさらに引き離すことによって、突起部分から付着部分を切り離すことができる。本発明の製造装置では、制御手段によって、移動手段の作動を所定時間停止させてから、移動手段によりベース設置部材とピン部材とをさらに引き離すことによって、突起部分から付着部分を切り離す。引き伸ばされた後の材料の切り離し部分は、極めて細くなっているため、他の部分に比べて冷却され易く、冷却された後の耐荷重も低い。したがって、材料の引き伸ばした状態を所定時間維持すると、例えば自然冷却によってその切り離し部分が冷やされるとともに粘度が高まり、この状態でさらに材料を引き伸ばすようにピン部材とベースとを引き離せば、その切り離し部分で切断されることになる。これによれば、強制的な切断手段を用いることなく、所望形状の針を比較的容易に成形できる。また、このときのピン部材とベースとの引き離しは、それまでの材料の引き伸ばし時よりも速い速度で行えば、切り離しの確実性を向上できる。
【0022】
さらに好ましくは、この材料の切り離しのために、ベースとピン部材との距離を所定時間維持するとき、さらに発熱手段の作動を停止するか、あるいはその設定温度を低下させる。本発明の製造装置では、制御手段がそのように発熱手段を制御する。これによれば、引き伸ばし途中の材料温度を調整するための発熱手段は、材料を切り離すとき、その材料の切り離し部分の冷却を妨げることがない。したがって、より確実にその切り離しを行うことができる。
【0023】
皮膚用針の形状は、根元から先端に向けて徐々に細くなる一般的な形状の他に、根元から先端の間に径方向に膨らんだ膨張部をもつ形状にもできる。この膨張部をもつ形状は、一般的な形状に比べて針の体積を増やすことができ、かつ、その膨張部の根元側のくびれ部分で折れ易いため、針を皮膚に刺した後でベースを取り除いてもその膨張部を含む針が皮膚の内部に残り易い。
【0024】
この膨張部をもつ形状に針を成形するため、本発明では、溶解した材料を引き伸ばすとき、ピン部材とベースとを引き離す途中において、これらベースとピン部材とを一旦接近させる。本発明の製造装置では、制御手段の制御によって、移動手段を作動させてベース設置部材とピン部材とを一旦接近させる。これによれば、材料を引き伸ばす途中において、ピン部材およびベースをその引き離しとは反対の動きをさせることで、圧縮された材料がその引き伸ばし方向と直交する方向(径方向)に膨らんで膨張部を形成する。その後、さらに材料を引き伸ばしてもこの膨張部が残存し、膨張部をもつ針を成形することができる。
【0025】
針の形状に膨張部をもたせる方法として、この他、ピン部材とベースとを一旦接近させる代わりに、材料の引き伸ばしを一時的に停止し、付着部または突起部の材料の一部が自重により引き伸ばしの方向と反対の方向に移動するように、その停止を維持する。このとき、本発明の製造装置では、制御手段により移動手段の作動を停止させる。これによれば、自重により移動した付着部または突起部の一部が膨張部を形成する。その後、さらに材料を引き伸ばしてもこの膨張部が残存し、膨張部をもつ針を成形することができる。
【0026】
また、ピン部材として中空ピンを使用した場合には、材料を引き伸ばすとき、ベースとピン部材とを引き離す途中において、ピン部材の先端(中空ピンの細孔)から溶解した材料をさらに吐出する。本発明の製造装置では、制御手段によって圧力制御手段を作動させ、ピン部材の先端から材料をさらに吐出する。この新たに吐出された材料は、ピン部材に付着した付着部をその引き伸ばし方向とは反対方向に押し出し、膨張部を形成する。この引き伸ばし途中の材料の吐出によっても、膨張部をもつ針を成形できる。
【0027】
本発明の皮膚用針製造装置は、皮膚用針の材料周辺の湿度を所定値以下に維持する湿度維持手段を備えるとよい。これによれば、大気中の水分で溶解し易い材料を用いても、精度良く針を製造できる。
【0028】
本発明によって製造した上記皮膚用針の針先部に、第二の材料からなる別の皮膚用針を追加成形することで、軸方向に二段の皮膚用針を製造できる。つまり、この二段の皮膚用針は、ピン部材を用いた引き伸ばしにより製造した上記皮膚用針を第一段目の針とし、その針先部に第二段目の針を成形するものである。この二段の皮膚用針を皮膚に刺したとき、第二段目の針が第一段目の針に比べて皮膚内の奥に充分に入り込む。したがって、この二段の皮膚用針は、第二段目の針の材料に含まれる機能性材料を効果的に皮膚内に注入できる。
【0029】
この軸方向に二段の皮膚用針の製造装置は、第一段目の針が立設されたベースを保持するベース保持部材と、第二段目の針の材料となる第二の材料が設置される材料設置部材と、これらベース保持部材および材料設置部材のうち少なくとも一方をこれらが相対的に離れる方向に移動させる第二の移動手段とを備える。第一段目の針の針先部に第二の材料が溶解されて付着した状態で、第二の移動手段によりベース保持部材と材料設置部材とを引き離す(つまり、第一段目の針と材料設置部材とを引き離す)と、溶解された第二の材料が引き伸ばされて第二段目の皮膚用針を成形することができる。この製造装置では、第一段目の針が複数並列に配されている場合でも、各針に対して同時に第二段目の針を成形することができる。
【0030】
この二段の皮膚用針製造装置は、さらに材料設置部材を加熱して第二の材料を所定温度に調整する第二の発熱手段と、この第二の発熱手段および第二の移動手段を制御する制御手段とを備え、この制御手段によりそれら各手段を作動させて二段の皮膚用針を製造することができる。これによれば、その装置を作動させる作業者の労力を省き、二段の皮膚用針をより容易に製造することができる。
【0031】
第一段目の針と第二段目の針とで異なる材料を用いれば、各材料の成分を各針毎に適宜調剤することで有効的に使用できる。第一段目および第二段目の各針の材料をいずれも生分解性物質を主成分にして構成し、それらのうち第二段目の針の材料として皮膚内に注入すべき機能性物質をさらに含有した材料を用いれば、その機能性物質を無駄なく皮膚内の奥の方に効果的に注入できる。
【発明の効果】
【0032】
本発明は、過大な手間やコストを要することなく、比較的容易に皮膚用針を製造することができる。
【図面の簡単な説明】
【0033】
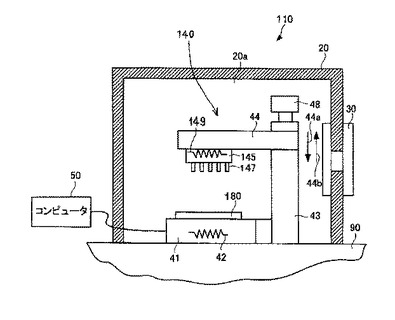
【図1】(a)本発明の第一の実施の形態に係る材料吐出タイプの皮膚用針製造装置の側面断面図 (b)その皮膚用針製造装置のシリンジ45の拡大図
【図2】図1に示す皮膚用針製造装置によって製造された複数本の皮膚用針を含む針集合体の一部外観斜視図
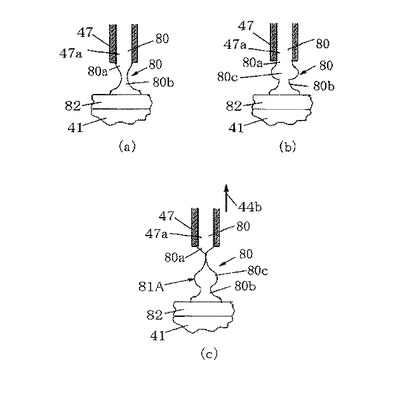
【図3】皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
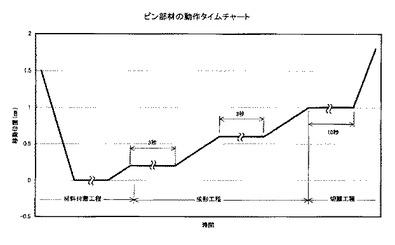
【図4】皮膚用針の成形過程におけるピン部材の移動状態を示すタイムチャート
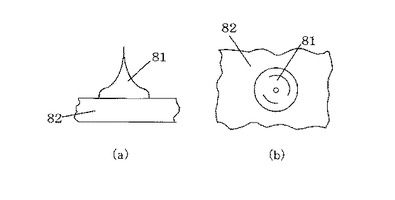
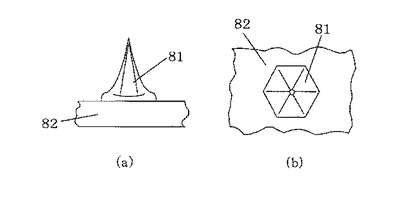
【図5】(a)ピン部材の細孔の形状を略円形として成形した皮膚用針の側面図 (b)その上面図
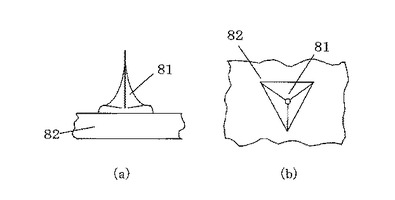
【図6】(a)ピン部材の細孔の形状を略三角形として成形した皮膚用針の側面図 (b)その上面図
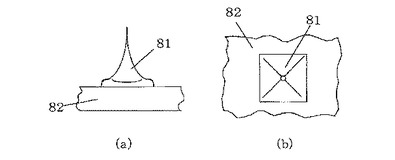
【図7】(a)ピン部材の細孔の形状を略四角形として成形した皮膚用針の側面図 (b)その上面図
【図8】(a)ピン部材の細孔の形状を略六角形として成形した皮膚用針の側面図 (b)その上面図
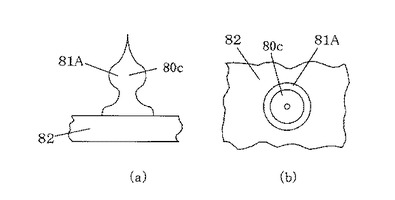
【図9】(a)膨張部をもつ皮膚用針の側面図 (b)その上面図
【図10】膨張部をもつ皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
【図11】本発明の第二の実施の形態に係る材料引上げタイプの皮膚用針製造装置の側面断面図
【図12】図11に示す皮膚用針製造装置によって製造された複数本の皮膚用針を含む針集合体の一部外観斜視図
【図13】皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
【図14】皮膚用針の成形過程におけるピン部材の移動状態を示すタイムチャート
【図15】(a)端面の形状が略球面状であるピン部材の側面図 (b)そのピン部材の底面図
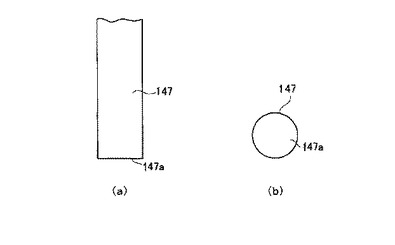
【図16】(a)端面の形状が略円形状であるピン部材の側面図 (b)そのピン部材の底面図
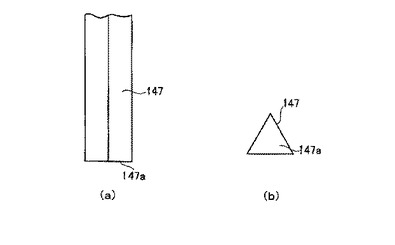
【図17】(a)端面の形状が略正三角形状であるピン部材の側面図 (b)その底面図
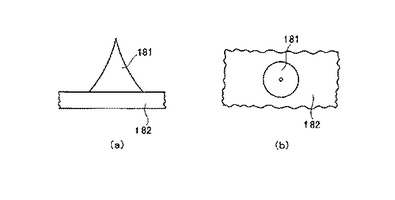
【図18】(a)図15、図16、図17に示すピン部材を備えた皮膚用針製造装置によって成形された皮膚用針の側面図 (b)その皮膚用針の上面図
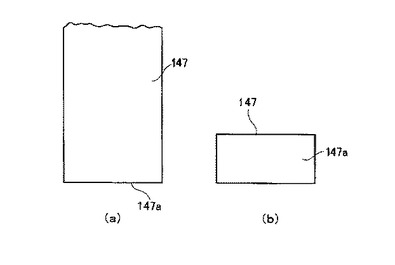
【図19】(a)端面の形状が略長方形状であるピン部材の側面図 (b)そのピン部材の底面図
【図20】(a)図19に示すピン部材を備えた皮膚用針製造装置によって製造された皮膚用針の側面図 (b)その皮膚用針の底面図
【図21】膨張部をもつ皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
【図22】膨張部を皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
【図23】膨張部をもつ皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
【図24】図11に示す皮膚用針製造装置によって成形された皮膚用針を含む針集合体の一部外観斜視図
【図25】図24に示す針集合体のうち皮膚用針を設けた部分の断面図
【図26】二段の皮膚用針製造装置における実施の形態を示す図であって、その装置の側面断面図
【図27】図26に示す二段の皮膚用針製造装置によって成形された二段の皮膚用針を含む針集合体
【図28】第二段目の針の成形過程における第一段目の針の動きとそれに応じた第二断面の針の成形状態を示す図
【発明を実施するための形態】
【0034】
以下、本発明による皮膚用針の製造方法および製造装置の実施の形態について、図面を用いて説明する。
(第一の実施の形態)
まず、本発明による第一の実施の形態に係る皮膚用針製造装置10の構成について説明する。この第一の実施の形態に係る皮膚用針製造装置10は、長さが数百μmの皮膚用針を製造できるものであり、皮膚用針の材料をピン部材の先端からベースへ向けて吐出する材料吐出タイプの製造装置である。
【0035】
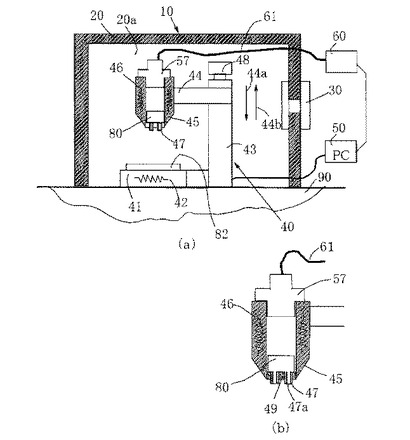
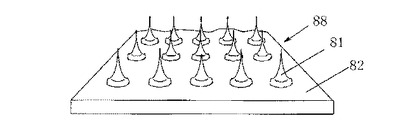
図1(a)に示すように、第一の実施の形態に係る皮膚用針製造装置10は、その外側ケースとして壁部20を備える。壁部20は基台90上に設置され、内部に室20aを形成する。壁部20には室20a内の湿度を所定範囲内(30%から60%までの範囲内であって、設定湿度の±5%の範囲内)に維持する湿度維持手段30が設置される。室20a内には、皮膚用針製造装置10の本体40を設置する。本体40は、主要な構成要素として、基台90上に立設された柱部43と、この柱部43の根元に配されたベース設置部材41と、柱部43に対して上下方向(図中の矢印44a、44bで示す方向)に移動可能に支持された移動部44と、この移動部44を柱部43に沿って移動させるための移動手段としての駆動機構48と、この駆動機構48の動作を制御する制御手段としてのコンピュータ50とを備える。図2は、この皮膚用針製造装置10によって製造された皮膚用針81を含む針集合体88の一部外観斜視図である。
【0036】
ベース設置部材41は、基台90上に設置されている。ベース設置部材41の上面には、皮膚用針81が立設されるベース82を設置する。ベース設置部材41の上方に、移動部44が位置する。移動部44は、ベース設置部材41の上面と対向する位置に、皮膚用針81の材料80を収容した容器としてのシリンジ45を備える。図1(b)は、図1(a)におけるシリンジ45の部分拡大図である。シリンジ45の下端部には、ベース設置部材41へ向けて延びる複数本のピン部材47を設ける。各ピン部材47は、内部に細孔47aを有する中空ピンであり、その細孔47aからシリンジ45内に収容された材料80を吐出する。各ピン部材47は、10行×5列で50本が並列に、格子点状に約500μm間隔で配されており、熱伝導性の高い金属(例えば真鍮)から形成されている。シリンジ45の上端部には、シリンジ45内部の圧力を保持するためのキャップ57が取り付けられ、このキャップ57から室20aの外部に設けた圧力制御手段60へチューブ61が延びている。圧力制御手段60は、チューブ61を介してシリンジ45内に圧縮空気を送出することで、シリンジ45内の材料80を押圧するピストン(図示せず)に作用する圧力を制御し、各ピン部材47の細孔47aからの材料80の吐出を制御する。なお、図1においてピン部材47を2本しか描いていないのは、内容理解を容易にするために簡略化しているためである。
【0037】
この装置の本体40は、材料80を所定温度に調整するための発熱手段として、ベース設置部材41の内部に設けたベース加熱手段42と、ピン部材47に対して取り付けたピン加熱手段49と、シリンジ45に対して取り付けた容器加熱手段46とを備える。ベース加熱手段42は、ベース設置部材41を加熱し、そのベース設置部材41の上面に設置される材料80の温度を調整(詳しくは、ベース設置部材41に設置したベース82とともに、そのベース82に付着した材料80の温度を調整)する。一方、ピン加熱手段49は、ピン部材47を加熱し、そのピン部材47の細孔47a内に位置する材料80の温度を調整するとともに、細孔47aから吐出された後でピン部材47の先端に付着した材料80の温度を調整する。容器加熱手段46は、シリンジ45を加熱し、そのシリンジ45内に収容された材料80の温度を調整する。これら発熱手段(ベース加熱手段42、ピン加熱手段49および容器加熱手段46)は、移動手段としての駆動機構48とともにコンピュータ50によって制御される。
【0038】
駆動機構48は、その内部に電動モータを含み、この電動モータの回転運動をラック・アンド・ピニオン機構により直線運動に変換して、移動部44を柱部43に沿って上下に移動させる。この駆動機構48は、移動部44を上下に移動させることによって、移動部44に固定されたシリンジ45およびピン部材47を、ベース設置部材41に設置したベース82に対して移動させるものであり、移動手段を構成している。
【0039】
この実施の形態において、シリンジ45内に収納された皮膚用針81の材料80は、生分解性物質であるマルトース(麦芽糖)を主成分とし、皮膚内に注入すべき機能性物質を含有した材料を用いる。皮膚用針81が立設されるベース82は、その皮膚用針81の用途に応じて、耐熱性および伸縮性を有した紙やテープ、プラスティック性または金属性シート等が適宜用いられる。
【0040】
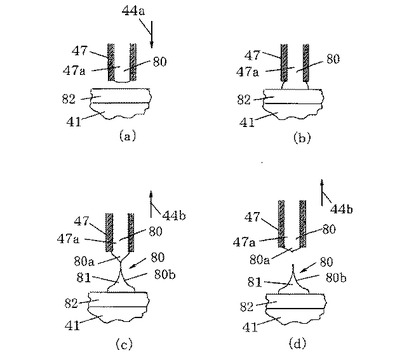
この材料吐出タイプの皮膚用針製造装置10の動作を、針の製造工程の順に説明する。図3(a)から(d)は、各工程におけるピン部材47の動きとそれに応じた材料80の吐出状態を示す図である。また、図4は、各工程におけるピン部材47の移動状態を示すタイムチャートである。なお、湿度維持装置30は、室20a内の湿度が30%以内になるように設定されている。
【0041】
(1−1:材料溶解工程)
まず、針の製造準備段階として、皮膚用針81を立設するベース82をベース設置部材41の上面に設置する。皮膚用針81の製造を指示する信号が外部からコンピュータ50に入力されると、コンピュータ50は、容器加熱手段46およびピン加熱部材49を作動させて、シリンジ45に収納された材料80を溶解する。容器加熱手段46およびピン加熱手段49による加熱温度は、約120℃に設定されている。
【0042】
(1−2:材料付着工程)
次に、コンピュータ50は、ベース加熱手段42を作動させてベース設置部材41を加熱し、これによってベース設置部材41の上面に設置されたベース82を加温する。ベース加熱手段42による加熱温度は、約100℃に設定されている。次いで、コンピュータ50は、駆動機構48を作動させて移動部44を柱部43に沿って下方向(矢印44aで示す方向)に移動させる。これにより、移動部44に固定されたシリンジ45が、ベース設置部材41に設置したベース82へ接近するように下降する。コンピュータ50は、シリンジ45の下端に位置するピン部材47の先端とベース82との隙間が約500μmの位置まで移動部44を下降させるとともに、その位置を保持させる(図3(a)を参照)。この移動部44の位置を保持した状態でコンピュータ50は、圧力制御手段60を作動させ、チューブ61を介してシリンジ45に圧縮空気を送り込む。すると、シリンジ45内の材料80の一部がピン部材47の細孔47aから吐出され、この吐出された材料80がベース82に付着する(図3(b)を参照)。これによって、材料80がピン部材47およびベース82に付着した状態となる。
【0043】
(1−3:成形工程)
次に、コンピュータ50は、駆動機構48を作動させ、移動部44を柱部43に沿って上方向(矢印44bで示す方向)に移動させる。この移動に伴って、ピン部材47が上昇することでベース82から引き離され、これら両部材に付着した材料80は、それら両部材に引っ張られるようにして引き伸ばされていく。このときの移動速度は、約100μm/秒である。引き伸ばされた材料80は、ピン部材47に付着した付着部80aとベースに付着した突起部80bとに分かれていく。突起部80bは、ピン部材47側の付着部80aとの間に発生する張力によって、上方に向かうほど細くなるように突起する。それに伴って付着部80aは、下方に向かうほど細くなる。この引き伸ばしをさらに続けると、やがて付着部80aと突起部80bとの接合部分が極めて細くなる。(図3(c)を参照)。
【0044】
この成形工程では、ピン加熱手段49およびベース加熱手段42がともに作動して、材料80を加温して所定温度に調整し続けている。ピン加熱手段49は、ピン部材47を加熱することで、材料80のうちピン部材47に付着した付着部80aを所定温度に調整する。一方のベース加熱手段42は、ベース設置部材41を加熱することで、材料80が付着するベース82およびこのベース82に立設する突起部80bを所定温度に調整する。これらピン加熱手段49およびピン部材47の二つの発熱手段によって、針の材料80をその引き伸ばしに適した粘度をもつ溶解状態に調整している。
【0045】
コンピュータ50は、図4のタイムチャートに示すように、駆動機構48の作動と停止とを繰り返しながら、ピン部材47を段階的に上昇させる。ピン部材47がベース設置部材41から段階的に引き離されていくことで、引き伸ばされる材料80の変形がその引き離しに追従し易くなり、所望形状の針をより確実に成形できる。ここでは、コンピュータ50は、駆動機構48を作動させてピン部材47を上方に200μm移動させた後、駆動機構48の作動を一旦停止させてピン部材47をその位置に維持させる。この一旦停止の時間は約3秒間である。その後、コンピュータ50は、再び駆動機構48を制御して、ピン部材47を上方に400μm移動させた後、ピン部材47をその位置に3秒間維持させる。その停止後、さらにピン部材47が上方に400μm移動すると、材料80が充分に引き伸ばされて、付着部80aと突起部80bとの接合部が極めて細い図3(c)の状態になる。ピン部材47の上昇移動量の合計は1000μmで、突起部80bの高さ(軸方向の長さ)はおよそ500μmである。また、突起部80bは、複数のピン部材47に対応して、ベース82の上面に10行×5列の50本が格子点状に立設される。
【0046】
(1−4:切離工程)
上記成形工程による材料80の引き伸ばしが完了すると、コンピュータ50は、駆動機構48の作動を所定時間(ここでは約10秒間)停止させ、材料80の引き伸ばした状態を維持させる。この停止時間の間に、材料80の付着部80aと突起部80bとの間の接合部が自然放熱により冷やされ、その部分の粘度が高められる。その後、コンピュータ50は、駆動機構48を作動させて、移動部44を上方向(矢印44bで示す方向)に移動させる。すると、ピン部材47がベース設置部材41からさらに引き離され、ピン部材47に付着した付着部80aがその接合部を境にして突起部80bから切り離される。このときのピン部材47の上昇移動速度は、前記成形工程における移動に比べて速く、約5mm/秒である。これによって、突起部80bが皮膚用針81として形成される(図3(d)を参照)。また、この切離工程において、ピン加熱手段49および/またはベース加熱手段42の発熱手段の作動を停止させることで、材料80の放熱をより妨げないように構成することもできる。
【0047】
以上のようにして、皮膚用針製造装置10は、図2に示すように、皮膚用針81をベース82上に直接製造することができる。なお、ピン部材47に付着したままで残留した付着部80aは、圧力制御機構60によりチューブ61を介してシリンジ45内の圧力を減圧することによって、シリンジ45内へ引き戻すことができる。引き戻された付着部80aは、次に製造する皮膚用針の材料80として使用できる。
【0048】
なお、この皮膚用針製造装置10は、ピン部材47のうち材料80を吐出する細孔47aの形状が略円形状であるとき、図5に示すような略円錐状の皮膚用針81を成形でき、細孔47aの形状が略三角形であるとき、図6に示すような略三角錐状の皮膚用針81を成形でき、細孔47aの形状が略四角形であるとき、図7に示すような略四角錐状の皮膚用針81を成形でき、細孔47aの形状が六角形であるとき、図8に示すような略六角錐状の皮膚用針81を成形できるなど、細孔47aの形状に反映した形状の皮膚用針81を製造することが容易に推測できる。
【0049】
上記一連の工程では、一般的な先細り形状の皮膚用針81(根元から先端に向けて徐々に細くなる形状)を成形できる。さらに、この材料吐出タイプの皮膚用針製造装置10は、上記成形工程において、次のように動作させることによって、図9に示すような膨張部80c(針の根元から先端の間で径方向に膨らんだ部分)をもつ皮膚用針81Aを製造することができる。図10(a)から(c)は、その膨張部80cをもつ皮膚用針81Aが成形される過程を示す図である。
【0050】
(1−3A:成形工程/膨張部をもつ針)
上記成形工程において、材料80を引き伸ばすためにベース設置部材41とピン部材47とを引き離す途中において、コンピュータ50は、駆動機構48の作動を一時的に停止させてピン部材47の位置を維持する(図10(a)を参照)。これと同時に、コンピュータ50は、圧力制御手段60を作動させ、シリンジ45にチューブ61を介して圧縮空気を送り込む。これによって、シリンジ45に設けたピン部材47の先端から材料80が吐出される。すると、ピン部材47に付着した付着部80aの容量が増し、付着部80aの下方部分が押し下げられながら突起部80bに衝突して径方向に膨らむ(図10(b)を参照)。その後、さらに駆動機構48を作動させ、ピン部材47を上方向(矢印44bで示す方向)に移動して材料80を引き伸ばしても、この膨張部80cが残存する(図10(c)を参照)。こうして材料80の中間部に膨張部80cをもつ皮膚用針81Aが成形される。
【0051】
この膨張部80cをもつ皮膚用針81Aは、一般的な先細り形状の皮膚用針に比べて、体積を増やすことができるため、より多くの機能性物質等を皮膚内へ注入することができる。また、この皮膚用針81Aは、その膨張部81cの根元側のくびれ部分で折れ易い形状となるため、皮膚に刺した後でベースを取り除いてもその膨張部81cを含む針が皮膚内に残り易いものである。
【0052】
以上に説明した材料吐出タイプの皮膚用針製造装置10は、ピン部材47の先端から吐出した溶解材料80から皮膚用針81を製造するので、従来のような鋳型が不要であり、また皮膚用針81とベース82との各材料を異ならせることができるので、皮膚用針81の材料80を有効的に使用できる。さらに、ピン部材47の細孔47aの断面形状や大きさを変えたり、ピン部材47とベース82との引き離し速度を変えたりすることで、各種形状の皮膚用針を製造することができる。
【0053】
(第二の実施の形態)
本発明による第二の実施の形態である皮膚用針製造装置110について説明する。上記材料吐出タイプの皮膚用針製造装置10が針の材料をピン部材47の先端からベース82へ吐出するのに対し、ここで説明する皮膚用針製造装置110は、ベースを針の材料から形成し、このベースの一部を溶解して針を成形する材料引上げタイプの皮膚用針製造装置である。この材料引上げタイプの皮膚用針製造装置110は、上記材料吐出タイプと比べると、基本的にはピン部材47およびその周辺機器が異なるだけで、各構成要素の多くが同じである。したがって、上記材料吐出しタイプと同じ構成要素については、図面に同じ符号を付してその詳細説明を省略する。
【0054】
図11に示すように、この材料引上げタイプの皮膚用針製造装置110は、ベース設置部材41の上面と対向する位置に基板145を備えている。基板145は、上下方向に移動する移動部44の下面に取り付けられている。基板145は、その下面に材料80の一部を付着させるための複数本(例えば50〜1000本)のピン部材147を備えている。(この基板145が上記材料吐出タイプのシリンジ45に代わるものであり、これに伴ってこの材料引上げタイプでは、上記材料吐出タイプが備えている圧力制御手段60も備えていない。)各ピン部材147は中実円柱状である。基板145は、それら各ピン部材147が設置される部分の大きさおよび形状が、約5〜50mm角の正方形となっている。各ピン部材147は、格子点状に略等間隔で基板145に設置されており、熱伝導性の高い金属(例えば真鍮等)によって形成されている。なお、図11においてピン部材147を5本しか描いていないのは、視認性を考慮して簡略化しているためである。
【0055】
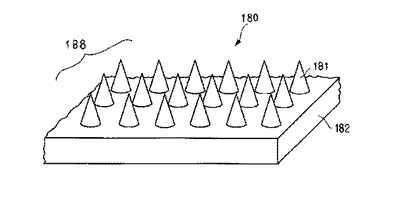
図12は、この皮膚用針製造装置110によって製造された皮膚用針181を含む針集合体188の一部外観斜視図である。材料180は、皮膚用針181の材料であるとともに、これら皮膚用針181が立設されるベース182の材料でもある。材料180は、生分解性物質の一つであるマルトースを主成分とし、皮膚内に注入すべき機能性物質を混合した材料で構成されている。この皮膚用針の材料180は、ベース設置部材41の上面に設置する。
【0056】
本体140は、材料180を所定温度に調整するための発熱手段として、ベース設置部材41の内部に設けたベース加熱手段42と、基板145の内部に設けたピン加熱手段149とを備える。ベース加熱手段42は、ベース設置部材41を加熱し、そのベース設置部材41の上面に設置した材料180の温度を調整する。一方、ピン加熱手段149は、基板145を加熱することで間接的にピン部材147を加熱し、そのピン部材147に付着した材料180の温度を調整する。これら発熱手段としてのベース加熱手段42およびピン加熱手段149は、移動手段としての駆動機構48とともにコンピュータ50によって制御される。
【0057】
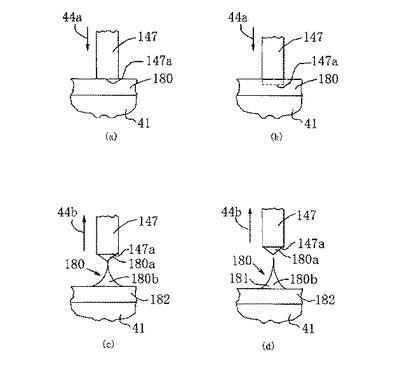
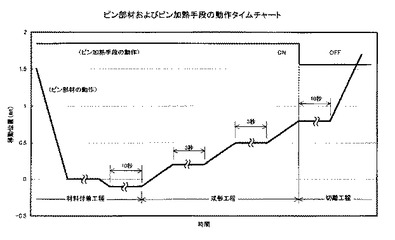
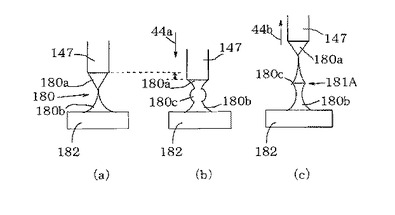
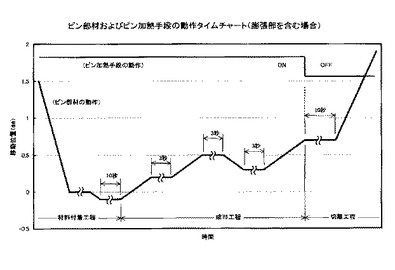
次に、この材料引上げタイプの皮膚用針製造装置110の動作について、皮膚用針181の製造工程の順に説明する。図13は、各工程(材料付着工程から切離工程)におけるピン部材147の動きとそれに応じた材料180の状態を示す図である。また、図14は、各工程(材料付着工程から切離工程)におけるピン部材147の動きおよびピン加熱手段149の動作状態を示すタイムチャートである。
【0058】
(2−1:材料溶解工程)
まず、製造準備段階として、皮膚用針181の材料180をベース設置部材41に設置する。皮膚用針181の製造を指示する信号が外部からコンピュータ50に入力されると、コンピュータ50は、ベース加熱手段42によるベース設置部材41の加熱温度を約120℃に設定し、ベース設置部材41に設置された材料180を溶解させる。コンピュータは、材料180の溶解が完了すると、その材料180の溶解状態を維持するようにベース加熱手段42の加熱温度を約100℃に設定する。次の工程以後、このベース加熱手段42の設定温度は100℃が維持される。
【0059】
(2−2:材料付着工程)
次に、コンピュータ50は、ピン加熱手段149を作動させてピン部材147を加熱する。ピン加熱手段149の加熱温度は、約120℃に設定される。このピン加熱手段149による加熱は、次の成形工程が完了するまで維持される。
【0060】
コンピュータ50は、駆動機構48を作動させて、移動部44を柱部43に沿って下方向(矢印44aで示す方向)に移動させる。すると、移動部44に基板145を介して設置されたピン部材147が、ベース設置部材41上で溶解している材料180に接近していく。ピン部材147の先端面147aが材料180に接触すると、コンピュータ50は駆動機構48の動作を一旦停止させ、この停止位置がピン部材147の上下方向の動きにおいて基準となるゼロ点位置であることを認識する(図13(a)を参照)。このゼロ点位置では、ピン部材147と材料180との付着力が不充分である可能性がある。特に複数のピン部材147は、材料180に対して均一に接触するように、それぞれの先端面147aが同じ仮想の水平面に収まるように構成されているが、現実には、一方のピン部材147の加工精度や使用による磨耗、他方の材料180上面の水平面精度などによって、そうした材料180に対する均一な接触を得るのは難しい。そこで、コンピュータ50は、ピン部材147をこのゼロ点位置からさらに所定量(例えば100μm)だけベース設置部材41に接近させる(図13(b)を参照)。これによって、各ピン部材147を材料180に対して確実に付着させることができる。さらに、複数のピン部材147は、材料180との付着を確実に得るために例えば10秒間、そのベース設置部材41に接近した位置を維持する。
【0061】
(2−3:成形工程)
次いで、コンピュータ50は、駆動機構48によって移動部44を上方向(矢印44bで示す方向)に移動させることで、ピン部材147をベース設置部材41から離れる方向に引き離していく。この引き離しの動きによって、ピン部材147の先端面147aに付着した材料180が引き伸ばされていく(図13(c)を参照)。引き伸ばされた材料180は、ピン部材147に付着した付着部180aと、この付着部180aとの間に発生する張力によって上方に引き上げられるように突起させられた突起部180bとを含む。突起部180bは、同じ材料180からなるベース182に立設するように形成される。この成形工程では、ピン加熱手段149およびベース加熱手段42がともに作動して、材料180を加温して所定温度に調整し続けている。ピン加熱手段149は、ピン部材147を加熱することで、材料180のうちピン部材147に付着した付着部180aを所定温度に調整するように機能する。一方のベース加熱手段42は、ベース設置部材41を加熱することで、ベース182に立設する突起部180bを所定温度に調整するように機能する。これらピン加熱手段149およびベース加熱手段42の二つの発熱手段によって、皮膚用針181の材料180をその引き伸ばしに適した粘度をもつ溶解状態に調整している。
【0062】
この成形工程において、コンピュータ50は、図14のタイムチャートに示すように、駆動機構48の作動と停止とを段階的に繰り返しながら、ピン部材147をベース設置部材41から段階的に引き離すことで、材料180を引き伸ばしていく。この段階的な引き離しによって、材料180の引き伸ばしによる変形がその引き離しに追従し易くなり、所望形状の針をより確実に成形できる。この実施の形態では、コンピュータ50は、駆動機構48を作動させてピン部材147をまず上方に300μm移動させた後、駆動機構48の作動を約3秒間停止させる。その後、さらにピン部材147を上方に300μm移動させた後、駆動機構48の作動を約3秒間停止させる。その後、さらにピン部材147を上方に300μm移動させる。各移動速度は、およそ2mm/秒である。この結果、ピン部材147は、コンピュータ50が認識しているゼロ点位置から上方に900μmに位置付けられる。このとき、図13(b)に示すように、長さがおよそ500μmの突起部180bが形成される。なお、各ピン部材147が格子点状に略等間隔で基板145に設置されているので、材料180上には、各ピン部材147の位置に対応して複数の突起部180bが格子点状に略等間隔で成形される。
【0063】
(2−4:切離工程)
材料180の引き伸ばしが完了すると、コンピュータ50は、図14のタイムチャートに示すように、ピン加熱手段149の作動を停止させるとともに、駆動機構48の作動を所定時間(例えば10秒間)停止させる。この停止時間は、材料180の付着部180aと突起部180bとの間の接合部分(この部分で付着部180aと突起部180bとが切り離される)について、自然放熱により温度が下がることで粘度を高めることができる時間である。その後、駆動機構48によって移動部44を上方向(矢印44bで示す方向)に移動させる。すると、ピン部材147がベース設置部材41からさらに引き離され、ピン部材147に付着した付着部180aが突起部180bから切り離される。このときのピン部材147の移動速度は、上記成形工程における移動速度よりも速い、約5mm/秒である。これによって、突起部180bが皮膚用針181として成形される。ここで、発熱手段のうちピン加熱手段149のみの作動を停止させているが、このときもう一つの発熱手段であるベース加熱手段42の作動も停止させると、材料180の放熱冷却が発熱手段によってより妨げられないように構成できる。
【0064】
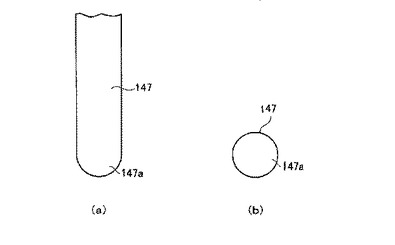
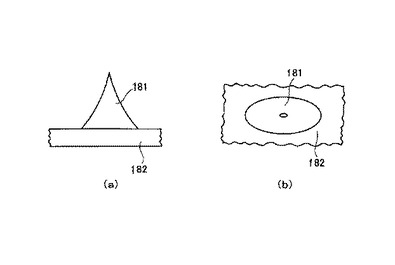
なお、この材料引上げタイプの皮膚用針製造装置110は、ピン部材147のうち材料180と接触する端面147aの形状が図15に示すように略球面状であるときや、図16に示すように略円形状であるときや、図17に示すように略三角形等の略正多角形状であるとき、図18に示すように長さ方向に略直交する断面の形状が略円形状である皮膚用針181を製造することができる。また、皮膚用針製造装置110は、ピン部材147の端面147aの形状が図19に示すように略長方形状であるとき、図20に示すように長さ方向に略直交する断面の形状が略楕円形状である皮膚用針181を製造することができる。
【0065】
以上の一連の工程では、一般的な形状の皮膚用針181を成形できる。さらに、この材料引上げタイプの皮膚用針製造装置110は、上記成形工程において、次のように動作させることによって、膨張部181cをもつ皮膚用針181A、181Bを成形することができる。
【0066】
(2−3A:成形工程/膨張部をもつ針・その1)
図21(a)から(c)は、膨張部181cをもつ皮膚用針181Aが成形される過程におけるピン部材147の動きとそれに応じた材料180の状態を示す図である。また、図22は、この過程におけるピン部材147の動きを示すタイムチャートである。上記成形工程において、材料180を引き伸ばすためにベース設置部材41とピン部材147とを引き離す途中で、コンピュータ50は、図22のタイムチャートに示すように、駆動機構48を作動させてピン部材147をベース182に接近するように所定量だけ接近させる。この実施の形態では、コンピュータ50は、駆動機構48を作動させてピン部材147をまず上方に300μm移動させた後、駆動機構48の作動を約3秒間停止させる。さらにコンピュータ50は、それと同じ移動および停止を行い、材料180の段階的な引き伸ばしを行う(図21(a)を参照)。この状態は、材料180の引き伸ばしが充分になされていない状態である。その後、コンピュータ50は、ピン部材147を200μmだけ降下させるように、駆動機構48を作動させる(図21(b)を参照)。このピン部材147の降下は、材料180の引き伸ばしに反する動きである。この動きによって、今まで引き伸ばされていた材料180が圧縮され、引き伸ばし方向と直交する方向(径方向)に膨らんで、膨張部180cを形成する。ピン部材147はその降下した位置で約3秒間だけ停止し、その後にまた改めて400μmだけ上昇し、材料180を再び引き伸ばし始める。この引き伸ばしを行っても、膨張部180cは、径方向に小さく形を変えて、その針の中間部分に残存する。ピン部材147の各移動速度はいずれも約2mm/秒である。こうして、図21(c)に示すように、膨張部180cをもつ皮膚用針181Aが形成される。
【0067】
(2−3B:成形工程/膨張部をもつ針・その2)
この材料引上げタイプの皮膚用針製造装置110によって膨張部180cをもつ針を製造する方法として、上記の他に次に説明する別の方法もある。図23(a)から(c)は、その別の方法によって、膨張部181cをもつ皮膚用針181Bが成形される過程におけるピン部材147の動きとそれに応じた材料180の状態を示す図である。上記成形工程において、材料180を引き伸ばすためにベース設置部材41とピン部材147とを引き離す途中で、コンピュータ50は、駆動機構48の作動を停止させてピン部材147の位置を維持させる(図23(a)を参照)。この停止状態を所定時間(例えば20秒)以上維持させると、図23(b)に示すように、材料180のうち上方に位置する付着部180aの一部が自重により降下し、径方向に膨らんだ膨張部180cを成形する。この付着部180aの降下は、材料180の引き伸ばしに反する動きである。この動きによって、今まで引き伸ばされていた材料180が中弛みを生じ、引き伸ばし方向と直交する方向(径方向)に膨らんで、膨張部180cを形成する。その後、さらに駆動機構48を作動させて材料180を引き伸ばしても、この膨張部180cが形を変えて残存し、膨張部180cをもつ皮膚用針181aを成形することができる。
【0068】
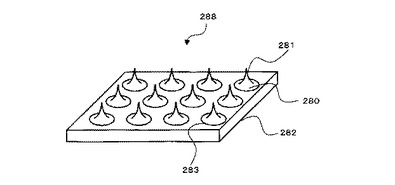
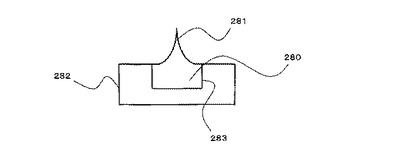
こうした材料引上げタイプの皮膚用針製造装置110において、上記実施の形態では、皮膚用針181が立設されるベース182は、皮膚用針181の材料から形成し、そのベース182の少なくとも一部を溶解して皮膚用針181を形成していた。しかし、このベース182に代えて、別の材料からなるベース282を使用し、このベース282のうち皮膚用針を設ける部分にその針の材料を保持させ、そのベース282に保持された材料から針を成形することもできる。図24は、そのベース282の一例を示す図であって、ベース282に皮膚用針281を立設した針集合体288の外観斜視図を示す図である。図25は、その針集合体288のうち皮膚用針281を設けた部分の断面図である。ベース282は、皮膚用針の材料を溜めるための凹部283を備え、この凹部283内に皮膚用針281の材料280を注入したものである。これによれば、皮膚用針281の材料280は、その使用量を抑えて有効的に使用できる。ここで、皮膚用針281の材料280は、ベース282との接着を強くするためにベース282に形成した凹部に注入されるが、ベースの表面に粘着させることもできる。この場合、凹部が不要である。
【0069】
以上に説明した材料引上げタイプの皮膚用針製造装置110は、ピン部材147に付着させた溶解材料180から皮膚用針181を製造するので、従来のような鋳型が不要である。またベース182から材料を引き上げるようにして皮膚用針181を成形することで、皮膚用針181とベース182とが一体化しているため、それらのつなぎ度合いを強固にでき、皮膚用針181がベース182から容易に離脱しない構成にできる。さらに、ピン部材147の端面の形状や大きさを変えたり、ピン部材147とベース182との引き離し速度を変えたりすることで、各種形状の皮膚用針181を製造することができる。
【0070】
さて、以上では本発明の実施の形態として、材料吐出タイプおよび材料引上げタイプの皮膚用針製造装置10、110を説明してきた。これら皮膚用針製造装置10、110は、格子点状に配列された皮膚用針81、181を製造するようになっているが、格子点状以外の配列で複数本の皮膚用針を製造するようになっていてもよい。もちろん、一本の皮膚用針を製造することもできる。
【0071】
また、これら皮膚用針製造装置10、110は、皮膚用針81、181の切り離し工程において、材料80、180の切り離し部分の冷却を自然放熱によって実現しているが、この材料80、180を積極的に冷却するための冷却装置を備えていてもよい。
【0072】
(二段の皮膚用針の製造)
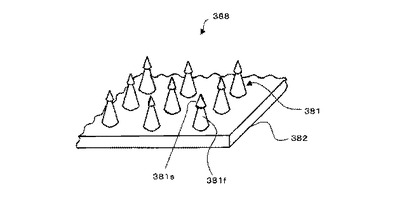
上記第一および第二の実施の形態である皮膚用針製造装置10,110で製造した皮膚用針81,181の針先部に、第二の材料からなる別の皮膚用針を追加成形することで、軸方向に二段の皮膚用針を製造できる。図26は、この二段の皮膚用針381を成形するための皮膚用針製造装置310を示す図である。図27は、この二段の皮膚用針381を含む針集合体388の一部外観斜視図である。図27に示すように、二段の皮膚用針381は、皮膚用針製造装置10、110で製造した皮膚用針81、181を第一段目の針381fとし、その第一段目の針381fの針先部に第二段目の針381sを成形するものである。この実施の形態では、第二段目の針381sの材料(第二の材料)は、主成分を生分解性物質であるマルトースから構成し、さらに皮膚内に注入すべき機能性物質を含有した材料を用いる。二段の皮膚用針381を皮膚に刺したとき、先端に位置する第二段目の針381sが第一段目の針381fに比べて皮膚内の奥に充分に入り込む。したがって、その機能性物質を無駄なく皮膚内の奥の方に効果的に注入できる。
【0073】
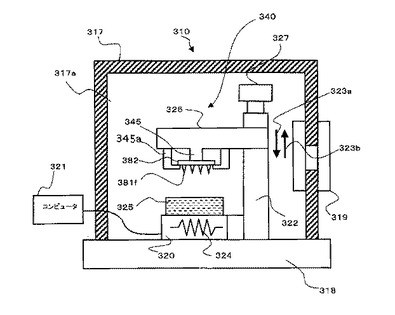
図26に示すように、この二段の皮膚用針製造装置310は、その外側ケースとして壁部317を備える。壁部317は基台318上に設置され、内部に室317aを形成する。壁部317には室317a内の湿度を30%以下に維持する湿度維持手段319が設置される。室317a内にはこの二段の皮膚用針製造装置310の本体340を設置する。本体340は、基台318上に立設された柱部322と、この柱部322の根元に配された材料設置部材320と、柱部322に沿って上下方向(図中の矢印323a、323bで示す方向)に移動可能に支持された移動部326と、移動部326を移動させるための移動手段としての駆動機構327とを備える。材料設置部材320の上面には、第二段目の針の材料となる第二の材料325が設置される。材料設置部材320は、その内部に設けた発熱手段324によって加熱されるように構成されている。材料設置部材320の上方には、第一段目の針318fが立設されたベース382を保持するベース保持部材345が位置する。このベース保持部材345は、ベース382を下方から支えることでベース382の保持をサポートするベース支え345aとともに、移動部326の先端下面に固定されている。発熱手段324および駆動機構327の動作は、制御手段としてのコンピュータ321によって制御される。駆動機構327は、移動部326を柱部322に沿って移動させることによって、移動部326に固定されたベース保持部材345を材料設置部材320に対して接近または離れる方向に移動させる。
【0074】
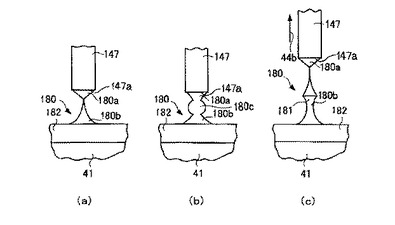
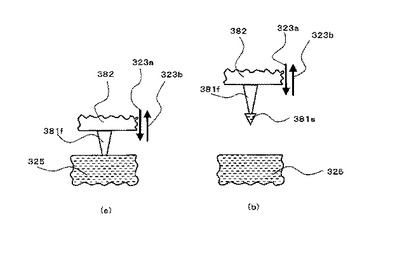
この皮膚用針製造装置310の動作を以下に説明する。図28(a)および(b)は、第二段目の針381sの成形過程における第一段目の針381fの動きと、それに応じた第二段目の針381sの成形状態を示す図である。
【0075】
(3−1:第二の材料の溶解工程)
まず、二段の皮膚用針381の製造準備段階として、材料設置部材320の上面に第二段目の針381の材料となる第二の材料325を設置する。針の製造を指示する信号が外部からコンピュータ321に入力されると、コンピュータ321は、まず発熱手段324を作動させて材料設置部材320を加熱する。このときの加熱温度は約100℃に設定されている。この材料設置部材320の加熱によって、その上面に設置された第二の材料325が溶解される。なお、この発熱手段324による材料設置部材320の加熱は、次工程以後も引き続いて行われる。
【0076】
(3−2:第二の材料の付着工程)
次に、コンピュータ321は、駆動機構327を作動させて、移動部326を柱部322に沿って下方向(矢印323aで示す方向)に移動させる。すると、移動部326に固定されたベース保持部材345が材料設置部材320に向かって接近し、ベース保持部材345が保持する第一段目の針381fの先端が、材料設置部材320上で溶解している第二の材料325に接触させられる(図28(a)を参照)。この状態で、第一段目の針381fの先端に第二の材料325が付着する。
【0077】
(4−3:第二段目の針の成形工程)
次に、コンピュータ321は、駆動機構327を作動させて、移動部326を柱部322に沿って上方向(矢印323bで示す方向)に移動させる。すると、移動部326に固定されたベース保持部材345が材料設置部材320から離れる方向に移動し、第一段目の針381fの先端に付着した第二の材料325が引き伸ばされて、第二段目の針381sを成形することができる(図6(c)を参照)。このとき、第二段目の針381sは、長さが約300μmの略錐型の突起として形成した。図27に示すように、複数本の第一段目の針381fが格子点状に略等間隔で並んでいるので、それに対応して第二段目の針381sもまた複数本が格子点状に略等間隔で並ぶように成形される。また、上記付着工程および成形工程を各々少なくとも二回以上繰り返すことで、三段以上の針を形成することもできる。
【産業上の利用可能性】
【0078】
以上のように、本発明に係る皮膚用針製造装置及び皮膚用針製造方法は、従来に比べて過大な手間やコストを要することなく、比較的容易に皮膚用針を製造することができるという効果を有し、長さが数百μm以下である皮膚用針の製造において有用である。
【符号の説明】
【0079】
10、110、310 皮膚用針製造装置
41 ベース設置部材
42 ベース加熱手段(発熱手段)
49、149 ピン加熱手段(発熱手段)
47、147 ピン部材
48 駆動機構(移動手段)
50 コンピュータ(制御手段)
321 コンピュータ(第二の制御手段)
80、180 皮膚用針の材料
80a、180a 付着部
80b、180b 突起部
81、181 皮膚用針
327 駆動機構(第二の移動手段)
324 発熱手段(第二の発熱手段)
381 二段の皮膚用針
381f 第一段目の針
382s 第二段目の針
325 第二の材料
345 ベース保持部材
320 材料設置部材
【技術分野】
【0001】
本発明は、皮膚に刺すための針であって、医療や美容等に用いられる皮膚用針、皮膚用針製造装置、および皮膚用針製造方法に関するものである。
【背景技術】
【0002】
皮膚用針は、例えば長さが50μmから1mmでシート状のベースの上面に立設するように配置され、人の皮膚に押し当てることで刺すことができる。針が微細に形成されていれば、刺された人は痛みを感じない。皮膚用針は、主成分に生分解性物質(例えばマルトース(麦芽糖)やポリ乳酸等)を使用し、さらに化粧成分や効能成分等を含む機能性物質を混ぜた材料から成形すると、その先端が皮膚内に入った後に溶解し、その成分を皮膚内に注入することができる。皮膚用針を刺された人は、その針の成分に応じて種々の効果を得ることができる。例えば、針の材料が食紅等の着色剤を成分として含むとき、その針を皮膚に刺された人は、その皮膚に化粧効果を得ることができる。針の材料が紫外線吸収剤を含むとき、その針が刺された皮膚は日焼け止め効果を得ることができる。また、針の材料にインシュリン等の薬剤を混ぜると、その針を皮膚に刺すことで糖尿病等の治療や予防を行うことができる。
【0003】
従来、こうした皮膚用針の製造方法として、鋳型に材料を射出成形するものが知られている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−238347号公報(第4頁)
【発明の概要】
【発明が解決しようとする課題】
【0005】
皮膚用針を刺したときに得られる効果の程度は、針の大きさや本数によって調整することができる。また、こうした皮膚用針は、その材料や用途に応じても、長さや太さ、形状等が適宜調整される。従来の製造方法では、それぞれに適した針を製造しようとした場合、それぞれに対応したいくつもの鋳型を準備する必要がある。鋳型の数が多くなれば、準備する手間とともに、それらを管理する手間も多大となる。また、微細な針を成形するための鋳型は、緻密な形状を要して比較的に高価なものとなり易い。このように従来の製造方法は、手間やコストが過大となる問題を有していた。こうした問題は、多品種の皮膚用針を少量ずつ製造したい場合や、試験的に少量の皮膚用針を製造したい場合等において、特に避け難いものとなる。
【0006】
本発明は、過大な手間やコストを要することなく、比較的容易に製造することができる皮膚用針、比較的容易に皮膚用針を製造することができる皮膚用針製造装置および皮膚用針製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の特徴は、溶解した材料を引き伸ばすことで、皮膚用針を成形することにある。針の材料を溶解した状態で一方および他方の部材に付着し、それら両方の部材を互いに引き離す(相対的に離れる方向に移動させる)と、両部材の間に位置する材料は、それら両方の部材に引っ張られることで引き伸ばされていく。このとき、引き伸ばされた材料は、各部材との付着部分から離れるほど徐々に細くなる先の尖った形状(つまり、針状)になる。本発明では基本的にこの針状の部分を皮膚用針として使用する。
【0008】
本発明では、針を立設するベースにその針の材料を溶解した状態で設けるとともに、この溶解した材料の一部にピン部材を付着する。つまり、針の材料は溶解した状態でベースおよびピン部材に付着させる。この状態で、ベースとピン部材とを相対的に離れる方向に引き離すことによって、溶解した材料を引き伸ばすことができる。引き伸ばされた材料は、一方のピン部材に付着した部分(付着部)と、他方のベースに付着した部分(突起部)とを含む。このうちベースに付着した突起部は、ピン部材側の付着部との間に発生する張力によって、先端に向かうほど(ベースから離れるほど)細くなるように突起する。付着部が突起部から切り離されると、このベースに立設された突起部が皮膚用針として構成される。
【0009】
本発明による皮膚用針の製造装置は、上記ベースを設置するベース設置部材と、上記ピン部材と、これらベース設置部材とピン部材とを相対的に離れる方向に移動させる移動手段とを備える。この移動手段は、それらベース設置部材とピン部材のうちどちらか一方のみを移動させてもよいし、両方を移動させてもよい。溶解された針の材料がピン部材およびベースに付着した状態で、この移動手段によりベース設置部材とピン部材とを引き離すことによって、その材料を引き伸ばすことができる。
【0010】
針の材料の溶解は、その材料を発熱手段により加温しながら所定温度に調整することで行う。この発熱手段による温度調整によって、針の材料をその引き伸ばしに適した粘度をもつ溶解状態に調整することができる。この発熱手段は、材料を引き伸ばす前の温度調整だけでなく、引き伸ばし始めた後の材料の温度を調整できるのが好ましい。好ましい構成として、発熱手段は、ピン部材に付着した付着部およびベースに立設した突起部の少なくともいずれか一方の温度を調整できるように設ける。例えば、発熱手段は、ベースを設置するベース設置部材を加熱して、引き伸ばしている材料のうちベース側の突起部を所定温度に調整するベース加熱手段として構成できる。また、発熱手段は、ピン部材を加熱し、引き伸ばしている材料のうちピン部材側の付着部を所定温度に調整するピン加熱手段として構成できる。より好ましくは、引き伸ばしている材料の全体および必要に応じて部分的に温度調整するため、それらベース加熱手段とピン加熱手段との両方を発熱手段として構成することができる。
【0011】
針の材料は、ピン部材の先端から溶解した状態でベースに吐出することができる。ピン部材は、内部に細孔を有する中空ピンとし、その細孔から溶解された針の材料をベースへ吐出するように構成する。これによれば、針およびベースをそれぞれ別の材料で形成できる。ピン部材の先端(中空ピンの細孔)から吐出された針の材料は、そのピン部材の先端に付着した状態でベースにも付着する。こうした針の材料がピン部材およびベースに付着した状態から、ピン部材およびベースを引き離してその材料の引き伸ばしを行う。針とベースとの材料が異なることで、針の材料の使用量を抑え、その材料を有効に使用できる。また、皮膚用針の使用状況の一つとして、刺した針を皮膚内に残してベースだけを取り除くような状況がある。こうした状況で使用する場合には、針とベースとの付着度合いを調整することで、針がベースから容易に離脱できるように構成できる。反対に、針とベースとの付着を強くしたい場合、針の材料に生分解性物質を主体とした材料を用いたとき、ベースは、針が立設される表面に親水性あるいは粘着性を備えればよい。特にその表面に粘着性を有したベースは、その粘着力を皮膚への貼り付けにも使用できる。
【0012】
このようにピン部材を中空ピンとした場合、その皮膚用針製造装置は、溶解した材料を収容する容器と、この容器内の材料を中空ピンの細孔から吐出させる圧力制御手段を備えるとよい。圧力制御手段は、容器内に収容された材料に作用する圧力(例えば、容器内に材料とともに閉じ込めた空気の圧力や、外力に基づくピストン圧力等)を制御する。この圧力制御手段によって、容易かつスムーズに吐出量を調整しながら、針の材料を中空ピンから吐出できる。特に複数の中空ピンを並列に配して同時に複数の針を成形する場合、この圧力制御手段を用いることで、各中空ピンからの材料の吐出量をそれぞれ容易に一定化できる。また、容器内の材料の溶解あるいは溶解状態維持のため、容器を加熱し、容器内の材料を所定温度に調整する容器加熱手段を(発熱手段の一つとして)設けることができる。
【0013】
ピン部材として上記のような中空ピンを使用した場合、その皮膚用針製造装置は、ピン部材とベース設置部材とを引き離すための移動手段と、容器内の針の材料をピン部材から吐出させるための圧力制御手段と、針の材料温度を調整する発熱手段とを備えるとともに、これら移動手段、圧力制御手段および発熱手段を制御する制御手段を備え、この制御手段によってそれら各手段を作動させて針を成形することができる。これによれば、その装置を作動させる作業者の労力を省き、皮膚用針をより容易に製造することができる。
【0014】
上記のような中空ピンや圧力制御手段を使用することなく皮膚用針を成形する別の方法として、ベースを針の材料から形成し、そのベースの少なくとも一部を溶解して針を成形することもできる。この場合、ピン部材をベースに接触させたとき、ベースのピン部材接触部分の材料が溶解していれば、ピン部材とベースとを引き離し始めると、その溶解した材料がピン部材に付着してベースから引き出される。この状態(溶解された材料がピン部材およびベースに付着した状態)からそれらピン部材とベースとをさらに引き離すと、材料が引き伸ばされていく。この場合、針とベースとは一体化しているため、それらのつなぎ度合いを強固にでき、針がベースから容易に離脱しない構成にできる。
【0015】
針の材料の使用量を抑えたい場合には、ベースのうち針を設ける部分にその針の材料を保持し、そのベースに保持された材料から針を成形することもできる。針の成形方法はベース全体を針の材料から形成した上記の場合と同様である。
【0016】
ピン部材は、ベース側の針の材料と接触する端面の形状が略球面形状、略円形状または略正多角形上に構成できる。この構成により、本発明の皮膚用針製造装置は、長さ方向に略直交する断面の形状が略円形状である皮膚用針を容易に製造することができる。
【0017】
また、ピン部材は、材料と接触する端面の形状が略長方形状に構成できる。この構成により、本発明の皮膚用針製造装置は、長さ方向に略直交する断面の形状が略楕円形状である皮膚用針を容易に製造することができる。
【0018】
本発明の皮膚用針製造装置は、ピン部材の形状の違いに関係なく、ピン部材とベース設置部材とを引き離すための移動手段と、針の材料温度を調整する発熱手段とを備えるとともに、さらにこれら移動手段および発熱手段を制御する制御手段を備え、この制御手段によってそれら各手段を作動させて針を成形することができる。これによれば、その装置を作動させる作業者の労力を省き、皮膚用針をより容易に製造することができる。
【0019】
本発明では、溶解した針の材料を引き伸ばす前に、その材料をピン部材およびベースに付着させなければならない。その付着をより確実にするため、ベースおよびピン部材が材料に少なくとも接触した状態から、ベースとピン部材とを所定量だけ接近させる。本発明の製造装置では、制御装置により移動手段を制御して、ピン部材およびベースが針の材料に少なくとも接触した状態から、ベース設置部材とピン部材とを所定量だけ接近させる。これによれば、針の材料をピン部材およびベースにより確実に付着させることができる。特に複数のピン部材を並列に配して複数の針を同時に成形する場合、複数の針の全てを確実に材料に付着させることができる。
【0020】
溶解した針の材料をピン部材およびベースに付着させた後、材料を引き伸ばし始める。この材料を引き伸ばすとき、ベースおよびピン部材の引き離しを段階的に行うことによって、針の成形の確実性を向上できる。本発明の製造装置では、制御手段の制御によって、移動手段の作動と停止とを段階的に繰り返す。溶解された材料の引き伸ばしは、ベースおよびピン部材の引き離しの動きに追従した材料の変形である。したがって、その追従が遅れた場合、材料が引き伸ばし途中で二つに切断されてしまい、所望形状の針を成形できないことになる。溶解材料の変形は、その粘性やピン部材およびベースとの付着度合い等の不定要因によって、針を成形する度に違いを生じる。そこで、本発明では、溶解材料を引き伸ばすとき、ピン部材とベースとの引き離しによってその材料を所定量だけ引き伸ばした後、その引き離しを一旦停止(ピン部材とベースとの距離を一定に維持)することで、材料の変形がその停止の間に確実に追従してくるよう構成する。これによれば、特に微細な針を成形するための制御がし易く、所望形状の針をより確実に成形できる。一旦停止の時間は、材料変形の追従が確実に行われる時間である。
【0021】
材料を引き伸ばした後、その材料のうちピン部材に付着した付着部とベースに付着した突起部とが切り離されると、この突起部が針となる。付着部と突起部との切り離しは、例えば両者の間を刃物状の部材で強制的に切断してもよい。あるいはこうした強制的な切断ではなく、材料をさらに引き伸ばし、その引き伸ばしが限界に達して切断されることを利用することもできる。より好ましい方法として、材料を引き伸ばした後、ベースとピン部材との距離を所定時間維持することで材料の切り離し部分の温度を下げて粘度を高めてから、これらベースとピン部材とをさらに引き離すことによって、突起部分から付着部分を切り離すことができる。本発明の製造装置では、制御手段によって、移動手段の作動を所定時間停止させてから、移動手段によりベース設置部材とピン部材とをさらに引き離すことによって、突起部分から付着部分を切り離す。引き伸ばされた後の材料の切り離し部分は、極めて細くなっているため、他の部分に比べて冷却され易く、冷却された後の耐荷重も低い。したがって、材料の引き伸ばした状態を所定時間維持すると、例えば自然冷却によってその切り離し部分が冷やされるとともに粘度が高まり、この状態でさらに材料を引き伸ばすようにピン部材とベースとを引き離せば、その切り離し部分で切断されることになる。これによれば、強制的な切断手段を用いることなく、所望形状の針を比較的容易に成形できる。また、このときのピン部材とベースとの引き離しは、それまでの材料の引き伸ばし時よりも速い速度で行えば、切り離しの確実性を向上できる。
【0022】
さらに好ましくは、この材料の切り離しのために、ベースとピン部材との距離を所定時間維持するとき、さらに発熱手段の作動を停止するか、あるいはその設定温度を低下させる。本発明の製造装置では、制御手段がそのように発熱手段を制御する。これによれば、引き伸ばし途中の材料温度を調整するための発熱手段は、材料を切り離すとき、その材料の切り離し部分の冷却を妨げることがない。したがって、より確実にその切り離しを行うことができる。
【0023】
皮膚用針の形状は、根元から先端に向けて徐々に細くなる一般的な形状の他に、根元から先端の間に径方向に膨らんだ膨張部をもつ形状にもできる。この膨張部をもつ形状は、一般的な形状に比べて針の体積を増やすことができ、かつ、その膨張部の根元側のくびれ部分で折れ易いため、針を皮膚に刺した後でベースを取り除いてもその膨張部を含む針が皮膚の内部に残り易い。
【0024】
この膨張部をもつ形状に針を成形するため、本発明では、溶解した材料を引き伸ばすとき、ピン部材とベースとを引き離す途中において、これらベースとピン部材とを一旦接近させる。本発明の製造装置では、制御手段の制御によって、移動手段を作動させてベース設置部材とピン部材とを一旦接近させる。これによれば、材料を引き伸ばす途中において、ピン部材およびベースをその引き離しとは反対の動きをさせることで、圧縮された材料がその引き伸ばし方向と直交する方向(径方向)に膨らんで膨張部を形成する。その後、さらに材料を引き伸ばしてもこの膨張部が残存し、膨張部をもつ針を成形することができる。
【0025】
針の形状に膨張部をもたせる方法として、この他、ピン部材とベースとを一旦接近させる代わりに、材料の引き伸ばしを一時的に停止し、付着部または突起部の材料の一部が自重により引き伸ばしの方向と反対の方向に移動するように、その停止を維持する。このとき、本発明の製造装置では、制御手段により移動手段の作動を停止させる。これによれば、自重により移動した付着部または突起部の一部が膨張部を形成する。その後、さらに材料を引き伸ばしてもこの膨張部が残存し、膨張部をもつ針を成形することができる。
【0026】
また、ピン部材として中空ピンを使用した場合には、材料を引き伸ばすとき、ベースとピン部材とを引き離す途中において、ピン部材の先端(中空ピンの細孔)から溶解した材料をさらに吐出する。本発明の製造装置では、制御手段によって圧力制御手段を作動させ、ピン部材の先端から材料をさらに吐出する。この新たに吐出された材料は、ピン部材に付着した付着部をその引き伸ばし方向とは反対方向に押し出し、膨張部を形成する。この引き伸ばし途中の材料の吐出によっても、膨張部をもつ針を成形できる。
【0027】
本発明の皮膚用針製造装置は、皮膚用針の材料周辺の湿度を所定値以下に維持する湿度維持手段を備えるとよい。これによれば、大気中の水分で溶解し易い材料を用いても、精度良く針を製造できる。
【0028】
本発明によって製造した上記皮膚用針の針先部に、第二の材料からなる別の皮膚用針を追加成形することで、軸方向に二段の皮膚用針を製造できる。つまり、この二段の皮膚用針は、ピン部材を用いた引き伸ばしにより製造した上記皮膚用針を第一段目の針とし、その針先部に第二段目の針を成形するものである。この二段の皮膚用針を皮膚に刺したとき、第二段目の針が第一段目の針に比べて皮膚内の奥に充分に入り込む。したがって、この二段の皮膚用針は、第二段目の針の材料に含まれる機能性材料を効果的に皮膚内に注入できる。
【0029】
この軸方向に二段の皮膚用針の製造装置は、第一段目の針が立設されたベースを保持するベース保持部材と、第二段目の針の材料となる第二の材料が設置される材料設置部材と、これらベース保持部材および材料設置部材のうち少なくとも一方をこれらが相対的に離れる方向に移動させる第二の移動手段とを備える。第一段目の針の針先部に第二の材料が溶解されて付着した状態で、第二の移動手段によりベース保持部材と材料設置部材とを引き離す(つまり、第一段目の針と材料設置部材とを引き離す)と、溶解された第二の材料が引き伸ばされて第二段目の皮膚用針を成形することができる。この製造装置では、第一段目の針が複数並列に配されている場合でも、各針に対して同時に第二段目の針を成形することができる。
【0030】
この二段の皮膚用針製造装置は、さらに材料設置部材を加熱して第二の材料を所定温度に調整する第二の発熱手段と、この第二の発熱手段および第二の移動手段を制御する制御手段とを備え、この制御手段によりそれら各手段を作動させて二段の皮膚用針を製造することができる。これによれば、その装置を作動させる作業者の労力を省き、二段の皮膚用針をより容易に製造することができる。
【0031】
第一段目の針と第二段目の針とで異なる材料を用いれば、各材料の成分を各針毎に適宜調剤することで有効的に使用できる。第一段目および第二段目の各針の材料をいずれも生分解性物質を主成分にして構成し、それらのうち第二段目の針の材料として皮膚内に注入すべき機能性物質をさらに含有した材料を用いれば、その機能性物質を無駄なく皮膚内の奥の方に効果的に注入できる。
【発明の効果】
【0032】
本発明は、過大な手間やコストを要することなく、比較的容易に皮膚用針を製造することができる。
【図面の簡単な説明】
【0033】
【図1】(a)本発明の第一の実施の形態に係る材料吐出タイプの皮膚用針製造装置の側面断面図 (b)その皮膚用針製造装置のシリンジ45の拡大図
【図2】図1に示す皮膚用針製造装置によって製造された複数本の皮膚用針を含む針集合体の一部外観斜視図
【図3】皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
【図4】皮膚用針の成形過程におけるピン部材の移動状態を示すタイムチャート
【図5】(a)ピン部材の細孔の形状を略円形として成形した皮膚用針の側面図 (b)その上面図
【図6】(a)ピン部材の細孔の形状を略三角形として成形した皮膚用針の側面図 (b)その上面図
【図7】(a)ピン部材の細孔の形状を略四角形として成形した皮膚用針の側面図 (b)その上面図
【図8】(a)ピン部材の細孔の形状を略六角形として成形した皮膚用針の側面図 (b)その上面図
【図9】(a)膨張部をもつ皮膚用針の側面図 (b)その上面図
【図10】膨張部をもつ皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
【図11】本発明の第二の実施の形態に係る材料引上げタイプの皮膚用針製造装置の側面断面図
【図12】図11に示す皮膚用針製造装置によって製造された複数本の皮膚用針を含む針集合体の一部外観斜視図
【図13】皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
【図14】皮膚用針の成形過程におけるピン部材の移動状態を示すタイムチャート
【図15】(a)端面の形状が略球面状であるピン部材の側面図 (b)そのピン部材の底面図
【図16】(a)端面の形状が略円形状であるピン部材の側面図 (b)そのピン部材の底面図
【図17】(a)端面の形状が略正三角形状であるピン部材の側面図 (b)その底面図
【図18】(a)図15、図16、図17に示すピン部材を備えた皮膚用針製造装置によって成形された皮膚用針の側面図 (b)その皮膚用針の上面図
【図19】(a)端面の形状が略長方形状であるピン部材の側面図 (b)そのピン部材の底面図
【図20】(a)図19に示すピン部材を備えた皮膚用針製造装置によって製造された皮膚用針の側面図 (b)その皮膚用針の底面図
【図21】膨張部をもつ皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
【図22】膨張部を皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
【図23】膨張部をもつ皮膚用針の成形過程におけるピン部材の動きとそれに応じた材料の状態を示す図
【図24】図11に示す皮膚用針製造装置によって成形された皮膚用針を含む針集合体の一部外観斜視図
【図25】図24に示す針集合体のうち皮膚用針を設けた部分の断面図
【図26】二段の皮膚用針製造装置における実施の形態を示す図であって、その装置の側面断面図
【図27】図26に示す二段の皮膚用針製造装置によって成形された二段の皮膚用針を含む針集合体
【図28】第二段目の針の成形過程における第一段目の針の動きとそれに応じた第二断面の針の成形状態を示す図
【発明を実施するための形態】
【0034】
以下、本発明による皮膚用針の製造方法および製造装置の実施の形態について、図面を用いて説明する。
(第一の実施の形態)
まず、本発明による第一の実施の形態に係る皮膚用針製造装置10の構成について説明する。この第一の実施の形態に係る皮膚用針製造装置10は、長さが数百μmの皮膚用針を製造できるものであり、皮膚用針の材料をピン部材の先端からベースへ向けて吐出する材料吐出タイプの製造装置である。
【0035】
図1(a)に示すように、第一の実施の形態に係る皮膚用針製造装置10は、その外側ケースとして壁部20を備える。壁部20は基台90上に設置され、内部に室20aを形成する。壁部20には室20a内の湿度を所定範囲内(30%から60%までの範囲内であって、設定湿度の±5%の範囲内)に維持する湿度維持手段30が設置される。室20a内には、皮膚用針製造装置10の本体40を設置する。本体40は、主要な構成要素として、基台90上に立設された柱部43と、この柱部43の根元に配されたベース設置部材41と、柱部43に対して上下方向(図中の矢印44a、44bで示す方向)に移動可能に支持された移動部44と、この移動部44を柱部43に沿って移動させるための移動手段としての駆動機構48と、この駆動機構48の動作を制御する制御手段としてのコンピュータ50とを備える。図2は、この皮膚用針製造装置10によって製造された皮膚用針81を含む針集合体88の一部外観斜視図である。
【0036】
ベース設置部材41は、基台90上に設置されている。ベース設置部材41の上面には、皮膚用針81が立設されるベース82を設置する。ベース設置部材41の上方に、移動部44が位置する。移動部44は、ベース設置部材41の上面と対向する位置に、皮膚用針81の材料80を収容した容器としてのシリンジ45を備える。図1(b)は、図1(a)におけるシリンジ45の部分拡大図である。シリンジ45の下端部には、ベース設置部材41へ向けて延びる複数本のピン部材47を設ける。各ピン部材47は、内部に細孔47aを有する中空ピンであり、その細孔47aからシリンジ45内に収容された材料80を吐出する。各ピン部材47は、10行×5列で50本が並列に、格子点状に約500μm間隔で配されており、熱伝導性の高い金属(例えば真鍮)から形成されている。シリンジ45の上端部には、シリンジ45内部の圧力を保持するためのキャップ57が取り付けられ、このキャップ57から室20aの外部に設けた圧力制御手段60へチューブ61が延びている。圧力制御手段60は、チューブ61を介してシリンジ45内に圧縮空気を送出することで、シリンジ45内の材料80を押圧するピストン(図示せず)に作用する圧力を制御し、各ピン部材47の細孔47aからの材料80の吐出を制御する。なお、図1においてピン部材47を2本しか描いていないのは、内容理解を容易にするために簡略化しているためである。
【0037】
この装置の本体40は、材料80を所定温度に調整するための発熱手段として、ベース設置部材41の内部に設けたベース加熱手段42と、ピン部材47に対して取り付けたピン加熱手段49と、シリンジ45に対して取り付けた容器加熱手段46とを備える。ベース加熱手段42は、ベース設置部材41を加熱し、そのベース設置部材41の上面に設置される材料80の温度を調整(詳しくは、ベース設置部材41に設置したベース82とともに、そのベース82に付着した材料80の温度を調整)する。一方、ピン加熱手段49は、ピン部材47を加熱し、そのピン部材47の細孔47a内に位置する材料80の温度を調整するとともに、細孔47aから吐出された後でピン部材47の先端に付着した材料80の温度を調整する。容器加熱手段46は、シリンジ45を加熱し、そのシリンジ45内に収容された材料80の温度を調整する。これら発熱手段(ベース加熱手段42、ピン加熱手段49および容器加熱手段46)は、移動手段としての駆動機構48とともにコンピュータ50によって制御される。
【0038】
駆動機構48は、その内部に電動モータを含み、この電動モータの回転運動をラック・アンド・ピニオン機構により直線運動に変換して、移動部44を柱部43に沿って上下に移動させる。この駆動機構48は、移動部44を上下に移動させることによって、移動部44に固定されたシリンジ45およびピン部材47を、ベース設置部材41に設置したベース82に対して移動させるものであり、移動手段を構成している。
【0039】
この実施の形態において、シリンジ45内に収納された皮膚用針81の材料80は、生分解性物質であるマルトース(麦芽糖)を主成分とし、皮膚内に注入すべき機能性物質を含有した材料を用いる。皮膚用針81が立設されるベース82は、その皮膚用針81の用途に応じて、耐熱性および伸縮性を有した紙やテープ、プラスティック性または金属性シート等が適宜用いられる。
【0040】
この材料吐出タイプの皮膚用針製造装置10の動作を、針の製造工程の順に説明する。図3(a)から(d)は、各工程におけるピン部材47の動きとそれに応じた材料80の吐出状態を示す図である。また、図4は、各工程におけるピン部材47の移動状態を示すタイムチャートである。なお、湿度維持装置30は、室20a内の湿度が30%以内になるように設定されている。
【0041】
(1−1:材料溶解工程)
まず、針の製造準備段階として、皮膚用針81を立設するベース82をベース設置部材41の上面に設置する。皮膚用針81の製造を指示する信号が外部からコンピュータ50に入力されると、コンピュータ50は、容器加熱手段46およびピン加熱部材49を作動させて、シリンジ45に収納された材料80を溶解する。容器加熱手段46およびピン加熱手段49による加熱温度は、約120℃に設定されている。
【0042】
(1−2:材料付着工程)
次に、コンピュータ50は、ベース加熱手段42を作動させてベース設置部材41を加熱し、これによってベース設置部材41の上面に設置されたベース82を加温する。ベース加熱手段42による加熱温度は、約100℃に設定されている。次いで、コンピュータ50は、駆動機構48を作動させて移動部44を柱部43に沿って下方向(矢印44aで示す方向)に移動させる。これにより、移動部44に固定されたシリンジ45が、ベース設置部材41に設置したベース82へ接近するように下降する。コンピュータ50は、シリンジ45の下端に位置するピン部材47の先端とベース82との隙間が約500μmの位置まで移動部44を下降させるとともに、その位置を保持させる(図3(a)を参照)。この移動部44の位置を保持した状態でコンピュータ50は、圧力制御手段60を作動させ、チューブ61を介してシリンジ45に圧縮空気を送り込む。すると、シリンジ45内の材料80の一部がピン部材47の細孔47aから吐出され、この吐出された材料80がベース82に付着する(図3(b)を参照)。これによって、材料80がピン部材47およびベース82に付着した状態となる。
【0043】
(1−3:成形工程)
次に、コンピュータ50は、駆動機構48を作動させ、移動部44を柱部43に沿って上方向(矢印44bで示す方向)に移動させる。この移動に伴って、ピン部材47が上昇することでベース82から引き離され、これら両部材に付着した材料80は、それら両部材に引っ張られるようにして引き伸ばされていく。このときの移動速度は、約100μm/秒である。引き伸ばされた材料80は、ピン部材47に付着した付着部80aとベースに付着した突起部80bとに分かれていく。突起部80bは、ピン部材47側の付着部80aとの間に発生する張力によって、上方に向かうほど細くなるように突起する。それに伴って付着部80aは、下方に向かうほど細くなる。この引き伸ばしをさらに続けると、やがて付着部80aと突起部80bとの接合部分が極めて細くなる。(図3(c)を参照)。
【0044】
この成形工程では、ピン加熱手段49およびベース加熱手段42がともに作動して、材料80を加温して所定温度に調整し続けている。ピン加熱手段49は、ピン部材47を加熱することで、材料80のうちピン部材47に付着した付着部80aを所定温度に調整する。一方のベース加熱手段42は、ベース設置部材41を加熱することで、材料80が付着するベース82およびこのベース82に立設する突起部80bを所定温度に調整する。これらピン加熱手段49およびピン部材47の二つの発熱手段によって、針の材料80をその引き伸ばしに適した粘度をもつ溶解状態に調整している。
【0045】
コンピュータ50は、図4のタイムチャートに示すように、駆動機構48の作動と停止とを繰り返しながら、ピン部材47を段階的に上昇させる。ピン部材47がベース設置部材41から段階的に引き離されていくことで、引き伸ばされる材料80の変形がその引き離しに追従し易くなり、所望形状の針をより確実に成形できる。ここでは、コンピュータ50は、駆動機構48を作動させてピン部材47を上方に200μm移動させた後、駆動機構48の作動を一旦停止させてピン部材47をその位置に維持させる。この一旦停止の時間は約3秒間である。その後、コンピュータ50は、再び駆動機構48を制御して、ピン部材47を上方に400μm移動させた後、ピン部材47をその位置に3秒間維持させる。その停止後、さらにピン部材47が上方に400μm移動すると、材料80が充分に引き伸ばされて、付着部80aと突起部80bとの接合部が極めて細い図3(c)の状態になる。ピン部材47の上昇移動量の合計は1000μmで、突起部80bの高さ(軸方向の長さ)はおよそ500μmである。また、突起部80bは、複数のピン部材47に対応して、ベース82の上面に10行×5列の50本が格子点状に立設される。
【0046】
(1−4:切離工程)
上記成形工程による材料80の引き伸ばしが完了すると、コンピュータ50は、駆動機構48の作動を所定時間(ここでは約10秒間)停止させ、材料80の引き伸ばした状態を維持させる。この停止時間の間に、材料80の付着部80aと突起部80bとの間の接合部が自然放熱により冷やされ、その部分の粘度が高められる。その後、コンピュータ50は、駆動機構48を作動させて、移動部44を上方向(矢印44bで示す方向)に移動させる。すると、ピン部材47がベース設置部材41からさらに引き離され、ピン部材47に付着した付着部80aがその接合部を境にして突起部80bから切り離される。このときのピン部材47の上昇移動速度は、前記成形工程における移動に比べて速く、約5mm/秒である。これによって、突起部80bが皮膚用針81として形成される(図3(d)を参照)。また、この切離工程において、ピン加熱手段49および/またはベース加熱手段42の発熱手段の作動を停止させることで、材料80の放熱をより妨げないように構成することもできる。
【0047】
以上のようにして、皮膚用針製造装置10は、図2に示すように、皮膚用針81をベース82上に直接製造することができる。なお、ピン部材47に付着したままで残留した付着部80aは、圧力制御機構60によりチューブ61を介してシリンジ45内の圧力を減圧することによって、シリンジ45内へ引き戻すことができる。引き戻された付着部80aは、次に製造する皮膚用針の材料80として使用できる。
【0048】
なお、この皮膚用針製造装置10は、ピン部材47のうち材料80を吐出する細孔47aの形状が略円形状であるとき、図5に示すような略円錐状の皮膚用針81を成形でき、細孔47aの形状が略三角形であるとき、図6に示すような略三角錐状の皮膚用針81を成形でき、細孔47aの形状が略四角形であるとき、図7に示すような略四角錐状の皮膚用針81を成形でき、細孔47aの形状が六角形であるとき、図8に示すような略六角錐状の皮膚用針81を成形できるなど、細孔47aの形状に反映した形状の皮膚用針81を製造することが容易に推測できる。
【0049】
上記一連の工程では、一般的な先細り形状の皮膚用針81(根元から先端に向けて徐々に細くなる形状)を成形できる。さらに、この材料吐出タイプの皮膚用針製造装置10は、上記成形工程において、次のように動作させることによって、図9に示すような膨張部80c(針の根元から先端の間で径方向に膨らんだ部分)をもつ皮膚用針81Aを製造することができる。図10(a)から(c)は、その膨張部80cをもつ皮膚用針81Aが成形される過程を示す図である。
【0050】
(1−3A:成形工程/膨張部をもつ針)
上記成形工程において、材料80を引き伸ばすためにベース設置部材41とピン部材47とを引き離す途中において、コンピュータ50は、駆動機構48の作動を一時的に停止させてピン部材47の位置を維持する(図10(a)を参照)。これと同時に、コンピュータ50は、圧力制御手段60を作動させ、シリンジ45にチューブ61を介して圧縮空気を送り込む。これによって、シリンジ45に設けたピン部材47の先端から材料80が吐出される。すると、ピン部材47に付着した付着部80aの容量が増し、付着部80aの下方部分が押し下げられながら突起部80bに衝突して径方向に膨らむ(図10(b)を参照)。その後、さらに駆動機構48を作動させ、ピン部材47を上方向(矢印44bで示す方向)に移動して材料80を引き伸ばしても、この膨張部80cが残存する(図10(c)を参照)。こうして材料80の中間部に膨張部80cをもつ皮膚用針81Aが成形される。
【0051】
この膨張部80cをもつ皮膚用針81Aは、一般的な先細り形状の皮膚用針に比べて、体積を増やすことができるため、より多くの機能性物質等を皮膚内へ注入することができる。また、この皮膚用針81Aは、その膨張部81cの根元側のくびれ部分で折れ易い形状となるため、皮膚に刺した後でベースを取り除いてもその膨張部81cを含む針が皮膚内に残り易いものである。
【0052】
以上に説明した材料吐出タイプの皮膚用針製造装置10は、ピン部材47の先端から吐出した溶解材料80から皮膚用針81を製造するので、従来のような鋳型が不要であり、また皮膚用針81とベース82との各材料を異ならせることができるので、皮膚用針81の材料80を有効的に使用できる。さらに、ピン部材47の細孔47aの断面形状や大きさを変えたり、ピン部材47とベース82との引き離し速度を変えたりすることで、各種形状の皮膚用針を製造することができる。
【0053】
(第二の実施の形態)
本発明による第二の実施の形態である皮膚用針製造装置110について説明する。上記材料吐出タイプの皮膚用針製造装置10が針の材料をピン部材47の先端からベース82へ吐出するのに対し、ここで説明する皮膚用針製造装置110は、ベースを針の材料から形成し、このベースの一部を溶解して針を成形する材料引上げタイプの皮膚用針製造装置である。この材料引上げタイプの皮膚用針製造装置110は、上記材料吐出タイプと比べると、基本的にはピン部材47およびその周辺機器が異なるだけで、各構成要素の多くが同じである。したがって、上記材料吐出しタイプと同じ構成要素については、図面に同じ符号を付してその詳細説明を省略する。
【0054】
図11に示すように、この材料引上げタイプの皮膚用針製造装置110は、ベース設置部材41の上面と対向する位置に基板145を備えている。基板145は、上下方向に移動する移動部44の下面に取り付けられている。基板145は、その下面に材料80の一部を付着させるための複数本(例えば50〜1000本)のピン部材147を備えている。(この基板145が上記材料吐出タイプのシリンジ45に代わるものであり、これに伴ってこの材料引上げタイプでは、上記材料吐出タイプが備えている圧力制御手段60も備えていない。)各ピン部材147は中実円柱状である。基板145は、それら各ピン部材147が設置される部分の大きさおよび形状が、約5〜50mm角の正方形となっている。各ピン部材147は、格子点状に略等間隔で基板145に設置されており、熱伝導性の高い金属(例えば真鍮等)によって形成されている。なお、図11においてピン部材147を5本しか描いていないのは、視認性を考慮して簡略化しているためである。
【0055】
図12は、この皮膚用針製造装置110によって製造された皮膚用針181を含む針集合体188の一部外観斜視図である。材料180は、皮膚用針181の材料であるとともに、これら皮膚用針181が立設されるベース182の材料でもある。材料180は、生分解性物質の一つであるマルトースを主成分とし、皮膚内に注入すべき機能性物質を混合した材料で構成されている。この皮膚用針の材料180は、ベース設置部材41の上面に設置する。
【0056】
本体140は、材料180を所定温度に調整するための発熱手段として、ベース設置部材41の内部に設けたベース加熱手段42と、基板145の内部に設けたピン加熱手段149とを備える。ベース加熱手段42は、ベース設置部材41を加熱し、そのベース設置部材41の上面に設置した材料180の温度を調整する。一方、ピン加熱手段149は、基板145を加熱することで間接的にピン部材147を加熱し、そのピン部材147に付着した材料180の温度を調整する。これら発熱手段としてのベース加熱手段42およびピン加熱手段149は、移動手段としての駆動機構48とともにコンピュータ50によって制御される。
【0057】
次に、この材料引上げタイプの皮膚用針製造装置110の動作について、皮膚用針181の製造工程の順に説明する。図13は、各工程(材料付着工程から切離工程)におけるピン部材147の動きとそれに応じた材料180の状態を示す図である。また、図14は、各工程(材料付着工程から切離工程)におけるピン部材147の動きおよびピン加熱手段149の動作状態を示すタイムチャートである。
【0058】
(2−1:材料溶解工程)
まず、製造準備段階として、皮膚用針181の材料180をベース設置部材41に設置する。皮膚用針181の製造を指示する信号が外部からコンピュータ50に入力されると、コンピュータ50は、ベース加熱手段42によるベース設置部材41の加熱温度を約120℃に設定し、ベース設置部材41に設置された材料180を溶解させる。コンピュータは、材料180の溶解が完了すると、その材料180の溶解状態を維持するようにベース加熱手段42の加熱温度を約100℃に設定する。次の工程以後、このベース加熱手段42の設定温度は100℃が維持される。
【0059】
(2−2:材料付着工程)
次に、コンピュータ50は、ピン加熱手段149を作動させてピン部材147を加熱する。ピン加熱手段149の加熱温度は、約120℃に設定される。このピン加熱手段149による加熱は、次の成形工程が完了するまで維持される。
【0060】
コンピュータ50は、駆動機構48を作動させて、移動部44を柱部43に沿って下方向(矢印44aで示す方向)に移動させる。すると、移動部44に基板145を介して設置されたピン部材147が、ベース設置部材41上で溶解している材料180に接近していく。ピン部材147の先端面147aが材料180に接触すると、コンピュータ50は駆動機構48の動作を一旦停止させ、この停止位置がピン部材147の上下方向の動きにおいて基準となるゼロ点位置であることを認識する(図13(a)を参照)。このゼロ点位置では、ピン部材147と材料180との付着力が不充分である可能性がある。特に複数のピン部材147は、材料180に対して均一に接触するように、それぞれの先端面147aが同じ仮想の水平面に収まるように構成されているが、現実には、一方のピン部材147の加工精度や使用による磨耗、他方の材料180上面の水平面精度などによって、そうした材料180に対する均一な接触を得るのは難しい。そこで、コンピュータ50は、ピン部材147をこのゼロ点位置からさらに所定量(例えば100μm)だけベース設置部材41に接近させる(図13(b)を参照)。これによって、各ピン部材147を材料180に対して確実に付着させることができる。さらに、複数のピン部材147は、材料180との付着を確実に得るために例えば10秒間、そのベース設置部材41に接近した位置を維持する。
【0061】
(2−3:成形工程)
次いで、コンピュータ50は、駆動機構48によって移動部44を上方向(矢印44bで示す方向)に移動させることで、ピン部材147をベース設置部材41から離れる方向に引き離していく。この引き離しの動きによって、ピン部材147の先端面147aに付着した材料180が引き伸ばされていく(図13(c)を参照)。引き伸ばされた材料180は、ピン部材147に付着した付着部180aと、この付着部180aとの間に発生する張力によって上方に引き上げられるように突起させられた突起部180bとを含む。突起部180bは、同じ材料180からなるベース182に立設するように形成される。この成形工程では、ピン加熱手段149およびベース加熱手段42がともに作動して、材料180を加温して所定温度に調整し続けている。ピン加熱手段149は、ピン部材147を加熱することで、材料180のうちピン部材147に付着した付着部180aを所定温度に調整するように機能する。一方のベース加熱手段42は、ベース設置部材41を加熱することで、ベース182に立設する突起部180bを所定温度に調整するように機能する。これらピン加熱手段149およびベース加熱手段42の二つの発熱手段によって、皮膚用針181の材料180をその引き伸ばしに適した粘度をもつ溶解状態に調整している。
【0062】
この成形工程において、コンピュータ50は、図14のタイムチャートに示すように、駆動機構48の作動と停止とを段階的に繰り返しながら、ピン部材147をベース設置部材41から段階的に引き離すことで、材料180を引き伸ばしていく。この段階的な引き離しによって、材料180の引き伸ばしによる変形がその引き離しに追従し易くなり、所望形状の針をより確実に成形できる。この実施の形態では、コンピュータ50は、駆動機構48を作動させてピン部材147をまず上方に300μm移動させた後、駆動機構48の作動を約3秒間停止させる。その後、さらにピン部材147を上方に300μm移動させた後、駆動機構48の作動を約3秒間停止させる。その後、さらにピン部材147を上方に300μm移動させる。各移動速度は、およそ2mm/秒である。この結果、ピン部材147は、コンピュータ50が認識しているゼロ点位置から上方に900μmに位置付けられる。このとき、図13(b)に示すように、長さがおよそ500μmの突起部180bが形成される。なお、各ピン部材147が格子点状に略等間隔で基板145に設置されているので、材料180上には、各ピン部材147の位置に対応して複数の突起部180bが格子点状に略等間隔で成形される。
【0063】
(2−4:切離工程)
材料180の引き伸ばしが完了すると、コンピュータ50は、図14のタイムチャートに示すように、ピン加熱手段149の作動を停止させるとともに、駆動機構48の作動を所定時間(例えば10秒間)停止させる。この停止時間は、材料180の付着部180aと突起部180bとの間の接合部分(この部分で付着部180aと突起部180bとが切り離される)について、自然放熱により温度が下がることで粘度を高めることができる時間である。その後、駆動機構48によって移動部44を上方向(矢印44bで示す方向)に移動させる。すると、ピン部材147がベース設置部材41からさらに引き離され、ピン部材147に付着した付着部180aが突起部180bから切り離される。このときのピン部材147の移動速度は、上記成形工程における移動速度よりも速い、約5mm/秒である。これによって、突起部180bが皮膚用針181として成形される。ここで、発熱手段のうちピン加熱手段149のみの作動を停止させているが、このときもう一つの発熱手段であるベース加熱手段42の作動も停止させると、材料180の放熱冷却が発熱手段によってより妨げられないように構成できる。
【0064】
なお、この材料引上げタイプの皮膚用針製造装置110は、ピン部材147のうち材料180と接触する端面147aの形状が図15に示すように略球面状であるときや、図16に示すように略円形状であるときや、図17に示すように略三角形等の略正多角形状であるとき、図18に示すように長さ方向に略直交する断面の形状が略円形状である皮膚用針181を製造することができる。また、皮膚用針製造装置110は、ピン部材147の端面147aの形状が図19に示すように略長方形状であるとき、図20に示すように長さ方向に略直交する断面の形状が略楕円形状である皮膚用針181を製造することができる。
【0065】
以上の一連の工程では、一般的な形状の皮膚用針181を成形できる。さらに、この材料引上げタイプの皮膚用針製造装置110は、上記成形工程において、次のように動作させることによって、膨張部181cをもつ皮膚用針181A、181Bを成形することができる。
【0066】
(2−3A:成形工程/膨張部をもつ針・その1)
図21(a)から(c)は、膨張部181cをもつ皮膚用針181Aが成形される過程におけるピン部材147の動きとそれに応じた材料180の状態を示す図である。また、図22は、この過程におけるピン部材147の動きを示すタイムチャートである。上記成形工程において、材料180を引き伸ばすためにベース設置部材41とピン部材147とを引き離す途中で、コンピュータ50は、図22のタイムチャートに示すように、駆動機構48を作動させてピン部材147をベース182に接近するように所定量だけ接近させる。この実施の形態では、コンピュータ50は、駆動機構48を作動させてピン部材147をまず上方に300μm移動させた後、駆動機構48の作動を約3秒間停止させる。さらにコンピュータ50は、それと同じ移動および停止を行い、材料180の段階的な引き伸ばしを行う(図21(a)を参照)。この状態は、材料180の引き伸ばしが充分になされていない状態である。その後、コンピュータ50は、ピン部材147を200μmだけ降下させるように、駆動機構48を作動させる(図21(b)を参照)。このピン部材147の降下は、材料180の引き伸ばしに反する動きである。この動きによって、今まで引き伸ばされていた材料180が圧縮され、引き伸ばし方向と直交する方向(径方向)に膨らんで、膨張部180cを形成する。ピン部材147はその降下した位置で約3秒間だけ停止し、その後にまた改めて400μmだけ上昇し、材料180を再び引き伸ばし始める。この引き伸ばしを行っても、膨張部180cは、径方向に小さく形を変えて、その針の中間部分に残存する。ピン部材147の各移動速度はいずれも約2mm/秒である。こうして、図21(c)に示すように、膨張部180cをもつ皮膚用針181Aが形成される。
【0067】
(2−3B:成形工程/膨張部をもつ針・その2)
この材料引上げタイプの皮膚用針製造装置110によって膨張部180cをもつ針を製造する方法として、上記の他に次に説明する別の方法もある。図23(a)から(c)は、その別の方法によって、膨張部181cをもつ皮膚用針181Bが成形される過程におけるピン部材147の動きとそれに応じた材料180の状態を示す図である。上記成形工程において、材料180を引き伸ばすためにベース設置部材41とピン部材147とを引き離す途中で、コンピュータ50は、駆動機構48の作動を停止させてピン部材147の位置を維持させる(図23(a)を参照)。この停止状態を所定時間(例えば20秒)以上維持させると、図23(b)に示すように、材料180のうち上方に位置する付着部180aの一部が自重により降下し、径方向に膨らんだ膨張部180cを成形する。この付着部180aの降下は、材料180の引き伸ばしに反する動きである。この動きによって、今まで引き伸ばされていた材料180が中弛みを生じ、引き伸ばし方向と直交する方向(径方向)に膨らんで、膨張部180cを形成する。その後、さらに駆動機構48を作動させて材料180を引き伸ばしても、この膨張部180cが形を変えて残存し、膨張部180cをもつ皮膚用針181aを成形することができる。
【0068】
こうした材料引上げタイプの皮膚用針製造装置110において、上記実施の形態では、皮膚用針181が立設されるベース182は、皮膚用針181の材料から形成し、そのベース182の少なくとも一部を溶解して皮膚用針181を形成していた。しかし、このベース182に代えて、別の材料からなるベース282を使用し、このベース282のうち皮膚用針を設ける部分にその針の材料を保持させ、そのベース282に保持された材料から針を成形することもできる。図24は、そのベース282の一例を示す図であって、ベース282に皮膚用針281を立設した針集合体288の外観斜視図を示す図である。図25は、その針集合体288のうち皮膚用針281を設けた部分の断面図である。ベース282は、皮膚用針の材料を溜めるための凹部283を備え、この凹部283内に皮膚用針281の材料280を注入したものである。これによれば、皮膚用針281の材料280は、その使用量を抑えて有効的に使用できる。ここで、皮膚用針281の材料280は、ベース282との接着を強くするためにベース282に形成した凹部に注入されるが、ベースの表面に粘着させることもできる。この場合、凹部が不要である。
【0069】
以上に説明した材料引上げタイプの皮膚用針製造装置110は、ピン部材147に付着させた溶解材料180から皮膚用針181を製造するので、従来のような鋳型が不要である。またベース182から材料を引き上げるようにして皮膚用針181を成形することで、皮膚用針181とベース182とが一体化しているため、それらのつなぎ度合いを強固にでき、皮膚用針181がベース182から容易に離脱しない構成にできる。さらに、ピン部材147の端面の形状や大きさを変えたり、ピン部材147とベース182との引き離し速度を変えたりすることで、各種形状の皮膚用針181を製造することができる。
【0070】
さて、以上では本発明の実施の形態として、材料吐出タイプおよび材料引上げタイプの皮膚用針製造装置10、110を説明してきた。これら皮膚用針製造装置10、110は、格子点状に配列された皮膚用針81、181を製造するようになっているが、格子点状以外の配列で複数本の皮膚用針を製造するようになっていてもよい。もちろん、一本の皮膚用針を製造することもできる。
【0071】
また、これら皮膚用針製造装置10、110は、皮膚用針81、181の切り離し工程において、材料80、180の切り離し部分の冷却を自然放熱によって実現しているが、この材料80、180を積極的に冷却するための冷却装置を備えていてもよい。
【0072】
(二段の皮膚用針の製造)
上記第一および第二の実施の形態である皮膚用針製造装置10,110で製造した皮膚用針81,181の針先部に、第二の材料からなる別の皮膚用針を追加成形することで、軸方向に二段の皮膚用針を製造できる。図26は、この二段の皮膚用針381を成形するための皮膚用針製造装置310を示す図である。図27は、この二段の皮膚用針381を含む針集合体388の一部外観斜視図である。図27に示すように、二段の皮膚用針381は、皮膚用針製造装置10、110で製造した皮膚用針81、181を第一段目の針381fとし、その第一段目の針381fの針先部に第二段目の針381sを成形するものである。この実施の形態では、第二段目の針381sの材料(第二の材料)は、主成分を生分解性物質であるマルトースから構成し、さらに皮膚内に注入すべき機能性物質を含有した材料を用いる。二段の皮膚用針381を皮膚に刺したとき、先端に位置する第二段目の針381sが第一段目の針381fに比べて皮膚内の奥に充分に入り込む。したがって、その機能性物質を無駄なく皮膚内の奥の方に効果的に注入できる。
【0073】
図26に示すように、この二段の皮膚用針製造装置310は、その外側ケースとして壁部317を備える。壁部317は基台318上に設置され、内部に室317aを形成する。壁部317には室317a内の湿度を30%以下に維持する湿度維持手段319が設置される。室317a内にはこの二段の皮膚用針製造装置310の本体340を設置する。本体340は、基台318上に立設された柱部322と、この柱部322の根元に配された材料設置部材320と、柱部322に沿って上下方向(図中の矢印323a、323bで示す方向)に移動可能に支持された移動部326と、移動部326を移動させるための移動手段としての駆動機構327とを備える。材料設置部材320の上面には、第二段目の針の材料となる第二の材料325が設置される。材料設置部材320は、その内部に設けた発熱手段324によって加熱されるように構成されている。材料設置部材320の上方には、第一段目の針318fが立設されたベース382を保持するベース保持部材345が位置する。このベース保持部材345は、ベース382を下方から支えることでベース382の保持をサポートするベース支え345aとともに、移動部326の先端下面に固定されている。発熱手段324および駆動機構327の動作は、制御手段としてのコンピュータ321によって制御される。駆動機構327は、移動部326を柱部322に沿って移動させることによって、移動部326に固定されたベース保持部材345を材料設置部材320に対して接近または離れる方向に移動させる。
【0074】
この皮膚用針製造装置310の動作を以下に説明する。図28(a)および(b)は、第二段目の針381sの成形過程における第一段目の針381fの動きと、それに応じた第二段目の針381sの成形状態を示す図である。
【0075】
(3−1:第二の材料の溶解工程)
まず、二段の皮膚用針381の製造準備段階として、材料設置部材320の上面に第二段目の針381の材料となる第二の材料325を設置する。針の製造を指示する信号が外部からコンピュータ321に入力されると、コンピュータ321は、まず発熱手段324を作動させて材料設置部材320を加熱する。このときの加熱温度は約100℃に設定されている。この材料設置部材320の加熱によって、その上面に設置された第二の材料325が溶解される。なお、この発熱手段324による材料設置部材320の加熱は、次工程以後も引き続いて行われる。
【0076】
(3−2:第二の材料の付着工程)
次に、コンピュータ321は、駆動機構327を作動させて、移動部326を柱部322に沿って下方向(矢印323aで示す方向)に移動させる。すると、移動部326に固定されたベース保持部材345が材料設置部材320に向かって接近し、ベース保持部材345が保持する第一段目の針381fの先端が、材料設置部材320上で溶解している第二の材料325に接触させられる(図28(a)を参照)。この状態で、第一段目の針381fの先端に第二の材料325が付着する。
【0077】
(4−3:第二段目の針の成形工程)
次に、コンピュータ321は、駆動機構327を作動させて、移動部326を柱部322に沿って上方向(矢印323bで示す方向)に移動させる。すると、移動部326に固定されたベース保持部材345が材料設置部材320から離れる方向に移動し、第一段目の針381fの先端に付着した第二の材料325が引き伸ばされて、第二段目の針381sを成形することができる(図6(c)を参照)。このとき、第二段目の針381sは、長さが約300μmの略錐型の突起として形成した。図27に示すように、複数本の第一段目の針381fが格子点状に略等間隔で並んでいるので、それに対応して第二段目の針381sもまた複数本が格子点状に略等間隔で並ぶように成形される。また、上記付着工程および成形工程を各々少なくとも二回以上繰り返すことで、三段以上の針を形成することもできる。
【産業上の利用可能性】
【0078】
以上のように、本発明に係る皮膚用針製造装置及び皮膚用針製造方法は、従来に比べて過大な手間やコストを要することなく、比較的容易に皮膚用針を製造することができるという効果を有し、長さが数百μm以下である皮膚用針の製造において有用である。
【符号の説明】
【0079】
10、110、310 皮膚用針製造装置
41 ベース設置部材
42 ベース加熱手段(発熱手段)
49、149 ピン加熱手段(発熱手段)
47、147 ピン部材
48 駆動機構(移動手段)
50 コンピュータ(制御手段)
321 コンピュータ(第二の制御手段)
80、180 皮膚用針の材料
80a、180a 付着部
80b、180b 突起部
81、181 皮膚用針
327 駆動機構(第二の移動手段)
324 発熱手段(第二の発熱手段)
381 二段の皮膚用針
381f 第一段目の針
382s 第二段目の針
325 第二の材料
345 ベース保持部材
320 材料設置部材
【特許請求の範囲】
【請求項1】
ベースの表面に一つ以上形成されるとともに、皮膚に押圧することにより機能性物質を前記皮膚に投与する皮膚用針であって、
中実であり、底面が前記ベースの前記表面に一体化されるとともに、先端が先鋭な第一段目の針と、該第一段目の針の針先部に第二の材料からなる第二段目の針とを形成する
ことを特徴とする皮膚用針。
【請求項2】
前記第一段目の針の周面は、前記底面から前記先端まで軸心側に凹むように湾曲している
ことを特徴とする請求項1に記載の皮膚用針。
【請求項3】
第一段目の針の針先部に、第二の材料からなる第二段目の針を形成することで、軸方向に二段の皮膚用針を製造する皮膚用針製造装置であって、
前記第一段目の針が立設されたベースを保持するベース保持部材と、
前記第二の材料が設置される材料設置部材と、
これらベース保持部材および材料設置部材のうち少なくとも一方をこれらが相対的に離れる方向に移動させる移動手段と、を備え、
前記第二の材料が溶解されて前記針先部に付着した状態で、前記移動手段により前記ベース保持部材と前記材料設置部材とを引き離すことにより、溶解された前記第二の材料を引き伸ばして、第二段目の針を成形する
こと特徴とする皮膚用針製造装置。
【請求項4】
前記材料設置部材を加熱して前記第二の材料を所定温度に調整する発熱手段と、
前記発熱手段および前記移動手段を制御する制御手段と、を備え、
前記制御手段により前記発熱手段および前記移動手段を作動させて前記第二段目の皮膚用針を成形する
ことを特徴とする請求項3に記載の皮膚用針製造装置。
【請求項5】
第一段目の針の針先部に、第二の材料からなる第二段目の針を成形することで、軸方向に二段の皮膚用針を製造する皮膚用針製造方法であって、
前記第二の材料を少なくとも一部が溶解した状態で材料設置部材に設置するとともに、前記第一段目の針の針先部に溶解した前記第二の材料を付着し、前記第一段目の針と前記材料設置部材とを相対的に離れる方向に引き離すことによって、溶解した前記第二の材料を引き伸ばし、第二段目の皮膚用針を成形する
ことを特徴とする皮膚用針製造方法。
【請求項6】
前記第一段目の針の材料および前記第二の材料がいずれも生分解性物質を主成分に構成され、それらのうち前記第二の材料が機能性物質をさらに含有する
ことを特徴とする請求項5に記載の皮膚用針製造方法。
【請求項1】
ベースの表面に一つ以上形成されるとともに、皮膚に押圧することにより機能性物質を前記皮膚に投与する皮膚用針であって、
中実であり、底面が前記ベースの前記表面に一体化されるとともに、先端が先鋭な第一段目の針と、該第一段目の針の針先部に第二の材料からなる第二段目の針とを形成する
ことを特徴とする皮膚用針。
【請求項2】
前記第一段目の針の周面は、前記底面から前記先端まで軸心側に凹むように湾曲している
ことを特徴とする請求項1に記載の皮膚用針。
【請求項3】
第一段目の針の針先部に、第二の材料からなる第二段目の針を形成することで、軸方向に二段の皮膚用針を製造する皮膚用針製造装置であって、
前記第一段目の針が立設されたベースを保持するベース保持部材と、
前記第二の材料が設置される材料設置部材と、
これらベース保持部材および材料設置部材のうち少なくとも一方をこれらが相対的に離れる方向に移動させる移動手段と、を備え、
前記第二の材料が溶解されて前記針先部に付着した状態で、前記移動手段により前記ベース保持部材と前記材料設置部材とを引き離すことにより、溶解された前記第二の材料を引き伸ばして、第二段目の針を成形する
こと特徴とする皮膚用針製造装置。
【請求項4】
前記材料設置部材を加熱して前記第二の材料を所定温度に調整する発熱手段と、
前記発熱手段および前記移動手段を制御する制御手段と、を備え、
前記制御手段により前記発熱手段および前記移動手段を作動させて前記第二段目の皮膚用針を成形する
ことを特徴とする請求項3に記載の皮膚用針製造装置。
【請求項5】
第一段目の針の針先部に、第二の材料からなる第二段目の針を成形することで、軸方向に二段の皮膚用針を製造する皮膚用針製造方法であって、
前記第二の材料を少なくとも一部が溶解した状態で材料設置部材に設置するとともに、前記第一段目の針の針先部に溶解した前記第二の材料を付着し、前記第一段目の針と前記材料設置部材とを相対的に離れる方向に引き離すことによって、溶解した前記第二の材料を引き伸ばし、第二段目の皮膚用針を成形する
ことを特徴とする皮膚用針製造方法。
【請求項6】
前記第一段目の針の材料および前記第二の材料がいずれも生分解性物質を主成分に構成され、それらのうち前記第二の材料が機能性物質をさらに含有する
ことを特徴とする請求項5に記載の皮膚用針製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【公開番号】特開2013−48908(P2013−48908A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2012−219829(P2012−219829)
【出願日】平成24年10月1日(2012.10.1)
【分割の表示】特願2006−553853(P2006−553853)の分割
【原出願日】平成17年12月28日(2005.12.28)
【出願人】(503405689)ナブテスコ株式会社 (737)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成24年10月1日(2012.10.1)
【分割の表示】特願2006−553853(P2006−553853)の分割
【原出願日】平成17年12月28日(2005.12.28)
【出願人】(503405689)ナブテスコ株式会社 (737)
【Fターム(参考)】
[ Back to top ]