
皮革様シート
【課題】天然皮革に似た、充実感と柔軟性とのバランスに優れた皮革様シートを提供することを目的とする。
【解決手段】極細長繊維束の絡合体とその内部に含有された任意の高分子弾性体を含む皮革様シートであって、前記極細長繊維束に含まれる極細長繊維の単繊維繊度が0.01〜0.5dtexであり、前記高分子弾性体の含有量が前記極細長繊維束の絡合体の15質量%以下であり、皮革様シートの全厚みの1/3の深さで厚み方向に垂直に得た断面において、該断面上に存在する極細長繊維束の断面数が8000〜40000/cm2であることを特徴とする皮革様シート。
【解決手段】極細長繊維束の絡合体とその内部に含有された任意の高分子弾性体を含む皮革様シートであって、前記極細長繊維束に含まれる極細長繊維の単繊維繊度が0.01〜0.5dtexであり、前記高分子弾性体の含有量が前記極細長繊維束の絡合体の15質量%以下であり、皮革様シートの全厚みの1/3の深さで厚み方向に垂直に得た断面において、該断面上に存在する極細長繊維束の断面数が8000〜40000/cm2であることを特徴とする皮革様シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、極細長繊維束の絡合体(極細長繊維束絡合体)を含有する、充実感と柔軟性とのバランスに優れた風合いを有する皮革様シートに関する。
【背景技術】
【0002】
人工皮革に代表される皮革様シートは、軽さ、取り扱い易さなどが天然皮革より優れていることから、衣料、一般資材、スポーツ製品などに幅広く利用されている。従来から広く用いられてきた人工皮革は、例えば、次のようにして製造される。はじめに、溶剤溶解性を異にする2種の重合体からなる海島型複合繊維をステープル化(短繊維化)した後、カード、クロスラッパー、ランダムウェバー等を用いてウェブ化し、さらに、ニードルパンチ等により繊維を互いに絡ませて不織布を得る。次に、得られた不織布にポリウレタンなどの高分子弾性体を含浸させる。そして、海島型複合繊維から一方の重合体を溶解除去することにより、海島型複合繊維を他方の重合体からなる極細繊維に変換する。このようにして、短繊維の極細繊維からなる不織布と高分子弾性体とを含む人工皮革が得られる。
【0003】
しかしながら、このような短繊維の極細繊維からなる不織布と高分子弾性体とを含む人工皮革には、極細繊維の繊維長が短いために、繊維の脱落や抜けが起こりやすいという問題があった。従って、このような人工皮革を用いた立毛調人工皮革は、立毛面の摩擦耐久性に劣る。また、このような人工皮革を銀面調人工皮革に用いた場合には、銀面調樹脂層との接着性が不充分である。また、生産ラインで受ける摩擦等により表面の繊維が毛羽立つことにより充実感や表面感が低下したり、巻き取り時に不均一に伸びたりする等により、品質安定性が低いという製造上の問題があった。
【0004】
このような人工皮革の欠点を解決するための方法も知られている。例えば、絡合度合いを高めることにより不織布を緻密化したり、繊維間の拘束を高めるために高分子弾性体の含有割合を高めたりするような方法も知られている。しかし、絡合度合いや高分子弾性体の含有割合を高めることにより繊維間の拘束を高めた場合には、外観や風合いが低下する傾向があった。
【0005】
また、別のタイプの人工皮革として、極細長繊維からなる不織布を含む人工皮革も知られている。極細長繊維からなる不織布は、極細短繊維からなる不織布に比べて強度や形態安定性に優れる。また、原料繊維供給装置、開繊装置、カード機などの一連の大型設備を必要としないのでその製造工程も簡略化できる。しかし、繊度の低い極細長繊維からなる不織布は、嵩高く、充実感に劣った布帛に似たような風合いになる傾向がある。これは、長繊維は短繊維とは異なり、捲縮性に乏しいためである。
【0006】
下記特許文献1は、極細長繊維からなる不織布の嵩高性を改良する方法として、長繊維を部分的に切断することにより、部分的にひずみを解消して不織布を緻密化する方法を提案している。また、下記特許文献2は、編織物等により不織布を補強することにより、複合シートの形態変化を抑制する方法が提案されている。特許文献3には、ベロアニードル等の特殊なニードルパンチ装置を使ってブラシ中に繊維を把持しながらニードルパンチ処理を行って、繊維を厚み方向へ配向させる方法を提案している。
【0007】
ところで、天然皮革は厚み方向に密度の傾斜構造を有することが知られている。このような天然皮革の傾斜構造を模倣して、繊維や高分子弾性体の密度を厚み方向に傾斜させた人工皮革も知られている(例えば特許文献4、5、6参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−273769号公報
【特許文献2】特開昭64−20368号公報
【特許文献3】WO2006/134966号公報
【特許文献4】特開2007−46183号公報
【特許文献5】特開平6−280145号公報
【特許文献6】特開平11−012920号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上述した何れの方法により得られる人工皮革も、充実感と柔軟性とのバランスが悪かった。すなわち、不織布の繊維占有率を高めた場合には充実感は向上するが柔軟性が低下する。また、高分子弾性体の含有割合を高めた場合には、充実感は向上するがゴム感が強くなる。一方、特殊なニードルパンチ装置を使ってブラシ中に繊維を把持しながらニードルパンチ処理を行う場合には、ニードルパンチ処理時に不織布が厚み方向に潰されてしまい柔軟性が損なわれやすく、また、垂直方向へ配向した繊維束が太くなって皮革様シートの斑が生じやすい。従って、天然皮革のような充実感と柔軟性とのバランスに優れた風合いを有する人工皮革は得られていなかった。
【0010】
本発明は、天然皮革に似た、充実感と柔軟性とのバランスに優れた風合いを有する皮革様シートを提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明は、極細長繊維束の絡合体とその内部に任意に含有された高分子弾性体を含む皮革様シートであって、前記極細長繊維束に含まれる極細長繊維の単繊維繊度が0.001〜0.5dtexであり、前記高分子弾性体の含有量が前記極細長繊維束の絡合体の15質量%以下であり、皮革様シートの全厚みの1/3の深さで厚み方向に垂直に得た断面において、該断面上に存在する極細長繊維束の断面数が8000〜40000/cm2であることを特徴とする皮革様シート。
【0012】
このような皮革様シートは、高い充実感を有すると共に、柔軟性や高い力学物性を有する。特に、高分子弾性体の付与量が少ないことから、長繊維不織布の特性が、皮革様シートの充実感や折れ皺などの風合いや力学物性へ強く影響を及ぼすこととなる。
【0013】
また、上記皮革様シートは、その表面に銀面調樹脂層を設けた銀面調人工皮革や、表面に存在する極細長繊維を立毛処理した立毛調人工皮革として好ましく用いられる。本発明の皮革様シートの表面は銀面層と高い接着性を示し、天然皮革に似た緻密な折れ皺を示す。皮革様シートの表面を立毛処理すると、緻密な立毛が得られる。
【発明の効果】
【0014】
本発明によれば、天然皮革に似た、充実感と柔軟性とのバランスに優れた風合いを有する皮革様シートが得られる。
【図面の簡単な説明】
【0015】
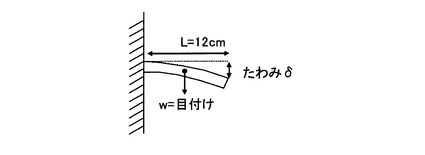
【図1】不織布の曲げ弾性率を求めるための撓み量を測定する方法を示す概略図である。
【発明を実施するための形態】
【0016】
本発明に係る一態様の皮革様シートについて、説明する。
【0017】
本発明の皮革様シートは単繊維繊度が0.001〜0.5dtexの極細長繊維を含む繊維束の絡合体(極細長繊維束絡合体)及び該極細長繊維束絡合体に任意に含浸された高分子弾性体を含む。該極細長繊維束絡合体は極細繊維発生型長繊維の不織布中の極細繊維発生型長繊維を極細化することにより得られる。
【0018】
極細繊維発生型長繊維の不織布は、
(1)初期圧縮弾性率が5〜12kPa、及び
(2)曲げ弾性率が50〜150kPa
を満たす。該不織布を用いて得られた皮革様シートは、全厚みの表面から1/3の深さにおいて厚み方向に垂直に得た断面において、該断面上に存在する極細長繊維束の断面の数が8000〜40000/cm2である。
【0019】
初期圧縮弾性率は、極細繊維発生型長繊維の不織布を一定歪速度で圧縮し、初期歪における応力値の関係からJIS K7181、JIS K6254等に準じて求められる。曲げ弾性率は、細繊維発生型長繊維の不織布をカンチレバー法で撓み量を測定することにより得ることが出来る(図1参照)。
【0020】
初期圧縮弾性率は不織布の緻密性、絡合度合いの尺度であって、得られる皮革様シートの充実感に相関する。曲げ弾性率は不織布の曲げ柔らかさの尺度であって、得られる皮革様シートの柔軟性に相関する。
【0021】
絡合前には厚み方向に垂直(不織布表面と平行)に配向していた極細繊維発生型長繊維は絡合処理によって厚み方向に配向される。皮革様シートの厚み方向に垂直な断面上の極細長繊維束の断面数は、絡合によって厚み方向に配向した極細繊維発生型長繊維の量の尺度である。厚み方向に配向した極細長繊維束の数は、皮革様シートの剥離強力に相関し、また、折り曲げた際の折れ皺や腰折れ感、充実感に相関する。更に、銀面層等を形成した場合には銀面層との接着性に相関し、また、立毛処理した場合の立毛性や毛羽密度に相関する。
【0022】
上記要件を同時に満たす不織布を用いることによって、天然皮革に似た、充実感と柔軟性とのバランスに優れた風合いを有する皮革様シートが得られる。
【0023】
本発明に用いる前記極細繊維発生型長繊維の不織布は、初期圧縮弾性率が5〜12kPa、好ましくは6〜11kPa、より好ましくは7〜10kPaであり、一般的な不織布の初期圧縮弾性率(0.1〜3kPa)より高い。5kPa未満では、充実感が不足して紙っぽい風合いとなって高級感に乏しい皮革様シートとなる。12kPa以上では、風合いが硬くなりやすい。特に、後述する極細長繊維束絡合体において厚み方向に垂直な断面における該断面上に存在(厚み方向に配向)する極細長繊維束の断面数を8000〜40000/cm2にするためには、初期圧縮弾性率を上記範囲にすることが有効である。
【0024】
本発明に用いる前記極細繊維発生型長繊維の不織布は、曲げ弾性率が50〜150kPa、好ましくは60〜140kPa、より好ましくは70〜120kPaである。50kPa未満では、得られた皮革様シートが柔軟すぎて腰が無くなる傾向となる。150kPaを超えると、得られた皮革様シートを折り曲げた際に柔軟性が不足する。一般に、初期圧縮弾性率の値を5〜12kPaの範囲に高めた場合には、曲げ弾性率も高くなって、150kPaを超えやすい。極細繊維発生型長繊維のウェブを後述する条件で絡合処理することによって、初期圧縮弾性率が5〜12kPaと高くても、曲げ弾性率が50〜150kPaの範囲内である不織布を得ることができる。理由は不明であるが、極細繊維発生型長繊維を厚み方向に配向させ、且つ、厚み方向に配向した極細繊維発生型長繊維が、多数集合した太い束ではなく、少数集合した束とすることで、不織布の曲げ応力が低減できたものと推察している。
【0025】
皮革様シートの表面から全厚みの1/3の深さにおいて厚み方向に垂直に得た断面上において、該断面上に存在する極細長繊維束の断面の数(断面数A1)は、8000〜40000/cm2である。8000/cm2未満では、皮革様シートの剥離強力が不足しやすく、また、折り曲げた際に紙っぽく充実感に欠けた風合いとなりやすい。不織布の初期圧縮弾性率が5kPa未満であると8000/cm2未満になりやすい。更に、銀面層等を形成した場合には銀面層への接着性が不足して銀面と基体(皮革様シート)の一体感が不足し、また、立毛処理した場合の立毛性が悪くなって毛羽密度が低く高級感に劣る。不織布の曲げ弾性率が150kPaを越えると8000/cm2未満になりやすい。
一方、40000/cm2を超える場合には、風合いが硬すぎたり、繊維の切断が起こって剥離強力などの力学物性が低下しやすい。断面数A1は、好ましくは10000〜30000/cm2、より好ましくは15000〜30000/cm2である。一般的な不織布及びこれから得られた皮革様シートでは、1000〜4000/cm2であり、本発明の皮革様シートは、厚み方向に配向した極細長繊維束の数が多いことに特徴が有る。
【0026】
断面数A1は、皮革様シートをその全厚みの表面から1/3の深さにおいて厚み方向に垂直にスライスし、スライスした皮革様シートのスライス面を走査型電子顕微鏡で100〜500倍の倍率で観察し、2.5mm×1.9mmの観察領域(5点)に存在する該スライス面に存在する厚み方向に配向した極細長繊維束の断面の数を計測し、その平均値で表した。必要に応じて画像処理を行って求めても良い。
厚み方向に配向した極細長繊維束の数は、不織布中の厚み方向に配向した極細繊維発生型長繊維の数と実質的に同じである。従って、極細化前の極細繊維発生型長繊維不織布、極細化前の高分子弾性体を含有しない極細繊維発生型長繊維不織布、極細化前の高分子弾性体を含有する極細繊維発生型長繊維不織布を用いて極細繊維発生型長繊維の断面数を測定しても構わない。極細繊維発生型長繊維不織布を熱、湿熱、熱水処理などにより厚み方向に垂直な方向に収縮させる場合には、収縮処理を行った後に測定を行う。
【0027】
皮革様シートの表面から全厚みの表面から2/3の深さにおいて厚み方向に垂直に得た断面上の、該断面上に存在する厚み方向に配向した極細長繊維束の断面の数(断面数A2)は、充実感や柔軟性の点から、2500〜40000/cm2が好ましく、3000〜30000/cm2がより好ましく、5000〜25000個/cm2がさらに好ましい。皮革用シートの表面とは製品の表面となる面であり、最終製品が銀面調人工皮革である場合は銀面を形成する面、スエード調人工皮革が最終製品である場合は立毛を形成する面である。通常、ニードルパンチのパンチ数が多い面が表面である。
【0028】
極細長繊維束絡合体(皮革様シート)の表層における厚み方向に配向した極細長繊維束の数を、底層のそれよりも多くしても良い。初期圧縮弾性率が5.0〜12kPaと高くても、曲げ弾性率が50〜150kPaと低い不織布を用いるとこのような配向構造が得られ易く、表層により高い充実感が得られ、また、底層により優れた軽量性や柔軟性を得ることができる。さらに、得られる皮革様シートの表面が緻密になり表面磨耗性にも優れる。また、銀面層と皮革様シート表面の接着性が高く、また、立毛処理により優れた毛羽感が得られる。断面数A1と断面数A2の比(A1/A2)は、0.95〜1.5が好ましく、1.05〜1.3がより好ましい。
【0029】
前記極細長繊維束絡合体(皮革様シート)の厚み方向に平行な断面において、繊維束間の距離が互いの繊維束半径以下の距離で集合した繊維束の繊維束集合部分を円換算したときの平均直径が200μm以下であると好ましく、3〜200μmであるとより好ましく、10〜150μmであるとさらに好ましい。上記範囲内であると、折り曲げた際の紙っぽさを低減し柔軟で充実感の良好な風合いとなりやすい点で好ましい。平均直径が200μmを越える場合には、銀面層と基体の一体感が不均一であり、また、立毛が不均一で高級感に劣る。不織布の初期圧縮弾性率が5〜12kPa、曲げ弾性率が50〜150kPaであると平均直径が200μm以下になる。初期圧縮弾性率が12kPaを超え、あるいは、曲げ弾性率が150kPaを超えた不織布を用いると、平均直径が200μmを越え易い。
前記厚み方向に垂直に配向した極細長繊維束の集合部の平均直径は、皮革様シートの厚み方向に平行な断面を走査型顕微鏡などで観察することで求められる。
【0030】
極細長繊維束絡合体(皮革様シート)の表層を緻密化して、表層の繊維占有率を底層の繊維占有率よりも高くした構造にしてもよい。このような構造であると、表層により高い充実感が得られ、また、底層により優れた軽量性や柔軟性が得られる。また、表層に比べて底層が粗であるために、例えば、折り曲げた際に表層の変形に対して底層の変形が追従しやすい。そのために折り曲げた際には、腰折れしにくい天然皮革に似た折り曲げ状態が得られる。さらに、その表面が緻密であるために表面磨耗性にも優れる。また、銀面層と表層が高い接着性を示し、立毛処理により優れた毛羽感が得られる。
【0031】
極細長繊維束絡合体を構成する極細長繊維の平均繊度は、0.001〜0.5dtex、好ましくは0.01〜0.4dtex、より好ましくは0.02〜0.3dtexである。平均繊度が低すぎる場合には、繊維同士が分離しないで密に集束してしまい、その結果、得られる極細長繊維束絡合体の剛性が高くなって柔軟性が低下する傾向がある。また、平均繊度が高すぎる場合には、天然皮革のような表面の緻密感やボリューム感が得られにくくなる傾向がある。
【0032】
極細長繊維を構成する樹脂としては、極細長繊維を形成可能な熱可塑性樹脂であれば特に限定されない。例えば、ポリエチレンテレフタレート(PET),イソフタル酸変性ポリエチレンテレフタレート,ジメチルイソフタル酸変性ポリエチレンテレフタレート,スルホイソフタル酸変性ポリエチレンテレフタレート,ポリトリメチレンテレフタレートポリブチレンテレフタレート,ポリヘキサメチレンテレフタレートなどの芳香族ポリエステル;ポリ乳酸,ポリエチレンサクシネート,ポリブチレンサクシネート,ポリブチレンサクシネートアジペート,ポリヒドロキシブチレート−ポリヒドロキシバリレート共重合体などの脂肪族ポリエステル;ポリアミド6,ポリアミド66,ポリアミド10,ポリアミド11,ポリアミド12,ポリアミド6−12などのポリアミド;ポリエチレン,ポリプロピレン(PP),ポリブテン,ポリメチルペンテン,塩素系ポリオレフィンなどのポリオレフィン;エチレン単位を25〜70モル%含有する変性ポリビニルアルコール;ポリウレタン系エラストマー,ポリアミド系エラストマー,ポリエステル系エラストマーなどの熱可塑性エラストマーなどが挙げられる。
【0033】
上記樹脂の中では、PET、イソフタル酸変性PETなどの変性PET、ポリ乳酸、ポリアミド6、ポリアミド12、ポリアミド6−12、ポリプロピレンなどが好ましい。特に、PETおよびイソフタル酸変性PET等の変性樹脂は、後述する湿熱収縮処理時における収縮特性が良好であるので特に好ましい。なお、変性PETにおける変性量は、好ましくは0.1〜30mol%、より好ましくは0.5〜15mol%、さらに好ましくは1〜10mol%である。
【0034】
なお、極細長繊維束絡合体は、連続紡糸された複合繊維から得られた実質的に単一の繊度を有する極細長繊維束からなり、繊度のバラツキが少ないことが好ましい。このような場合には、表層と底層との一体感に優れるために、折り曲げた際にもハリやコシや充実感を示し、また、高い剥離強力を示す点から好ましい。なお、連続紡糸された複合繊維から得られた実質的に単一の繊度を有する極細長繊維束とは、別々に紡糸された異なる種類の複合繊維から得られた繊維束の組み合わせではないことを意味する。樹脂組成、繊維断面構造、得られる極細繊維の繊度、得られる繊維束の繊度等が異なる異種の複合繊維からなるウェブを絡合し極細化して得られる極細長繊維束絡合体は、剥離強力が不充分になる傾向がある。
【0035】
本発明の皮革様シートは、極細長繊維束を拘束することにより形態安定性を付与したり、極細長繊維束を構成する極細長繊維を拘束することにより剛性を付与したり、風合いを改良したりする目的で、必要に応じて高分子弾性体を含有してもよい。
【0036】
本発明の皮革様シートの高分子弾性体含有割合は、極細長繊維束絡合体の0〜15質量%が好ましく、0.2〜10質量%がより好ましく、0.5〜5質量%がさらに好ましい。なお、高分子弾性体の含有割合が多すぎる場合には、ゴム感が強くなって、風合いを損なう傾向がある。
【0037】
皮革様シートが高分子弾性体を含有する場合、高分子弾性体は、極細長繊維束の内部に含浸していてもよく、極細長繊維束の外部に付着していてもよい。なお、高分子弾性体が極細長繊維束内部に含浸している場合には、極細長繊維束を構成する極細長繊維を拘束する程度を変えることにより剛性を調整することができる。極細長繊維束の内部に含浸される高分子弾性体の割合は、極細長繊維束絡合体中の高分子弾性体の合計量に対して0〜5質量%であることが好ましい。極細長繊維束内部に存在する高分子弾性体の割合が高すぎる場合には、極細長繊維を拘束しすぎることにより、柔軟性が低下するおそれがある。
【0038】
高分子弾性体としては、ゴム、熱可塑性エラストマーなどが使用されるが、これらに特に限定されない。その具体例としては、ジエン系ゴム(ブタジエンゴム、イソプレンゴム、クロロプレンゴム、スチレン−ブタジエンゴムなど)、ニトリル系ゴム(ニトリルゴム、水素化ニトリルゴムなど)、アクリル系ゴム(アクリルゴムなど)、ウレタンゴム(ポリエーテルウレタンゴム、ポリエステルウレタンゴムなど)、シリコーンゴム、オレフィン系ゴム(エチレン−プロピレンゴムなど)、フッ素ゴム、ポリスチレン系エラストマー(スチレン−ブタジエンブロック共重合体、スチレン−イソプレンブロック共重合体、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−イソプレン−スチレンブロック共重合体、アクリロニトリル−ブタジエン−スチレン共重合体、アクリロニトリル−スチレン共重合体、もしくはこれらの水添物又はエポキシ化物など)、ポリオレフィン系エラストマー(プロピレン−エチレン・プロピレンゴム共重合体などのオレフィンとゴム成分との共重合体、又はその水添物など)、ポリウレタン系エラストマー(ポリエーテルウレタンエラストマー、ポリエステルウレタンエラストマー、ポリエーテルエステルウレタンエラストマー、ポリカーボネートウレタンエラストマー、ポリエーテルカーボネートウレタンエラストマー、ポリエステルカーボネートウレタンエラストマーなど)、ポリエステル系エラストマー(ポリエーテルエステルエラストマー、ポリエステルエステルエラストマーなど)、ポリアミド系エラストマー(ポリエステルアミドエラストマー、ポリエーテルエステルアミドエラストマーなど)、ハロゲン系エラストマー(塩化ビニル系エラストマーなど)などが挙げられる。これらは、単独で用いても、二種以上を組み合わせて用いてもよい。
【0039】
上記高分子弾性体の中では、ポリウレタン系、ポリエステル系、ポリアミド系などの熱可塑性エラストマー、特に、ポリウレタン系エラストマーが好ましい。
【0040】
本発明の皮革様シートは、剥離強力が3kg/1cm以上であることが好ましく、3〜8kg/1cmであることがより好ましい。また、表層側の剥離強力と底層側の剥離強力との比(表層側の剥離強力/底層側の剥離強力)が好ましくは1.08〜2、より好ましくは1.15〜1.8であることが柔軟性と充実感とのバランスにより優れた皮革様シートが得られる点から好ましい。本発明の皮革様シートは前記断面数A1が8000〜40000/cm2であるので、剥離強力が高く、繊維の絡合度合いが高い。
【0041】
本発明の皮革様シートは、通常、後述するように、表面に銀面調樹脂層を形成したり、表面を立毛処理したりする等の所望の仕上げ処理を施して用いられる。
【0042】
皮革様シートの製造方法
次に、本発明の皮革様シートの製造方法の一例について詳しく説明する。
【0043】
本発明の皮革様シートの製造方法は、例えば、
(1)水溶性熱可塑性樹脂と非水溶性熱可塑性樹脂とを溶融紡糸して得られる海島型複合繊維(極細繊維発生型長繊維)からなるスパンボンドシートを製造する工程、
(2)スパンボンドシートを複数枚重ねて絡合させることにより極細繊維発生型長繊維不織布を形成する絡合工程、
(3)極細繊維発生型長繊維不織布を湿熱収縮や熱水収縮させることにより、収縮不織布を作成する収縮処理工程、
(4)海島型複合繊維の水溶性熱可塑性樹脂を熱水中で溶解することにより、海島型複合繊維を極細長繊維の繊維束に変換する極細長繊維形成工程
を含む。また、必要に応じて、
(5)極細長繊維束絡合体に高分子弾性体の水性液を含浸し、乾燥凝固させる高分子弾性体含浸工程や
(6)表面処理を行う後加工工程
を含んでいてもよい。以下に各工程について、詳しく説明する。
【0044】
(1)スパンボンドシート製造工程
本工程においては、はじめに、水溶性熱可塑性樹脂と非水溶性熱可塑性樹脂とを溶融紡糸して得られる海島型複合繊維からなるスパンボンドシートを製造する。
【0045】
海島型複合繊維は、水溶性熱可塑性樹脂(海成分)と、水溶性熱可塑性樹脂と相溶性が低い非水溶性熱可塑性樹脂(島成分)とをそれぞれ溶融した後、複合化させることにより得られる。海島型複合繊維(極細繊維発生型長繊維)の繊度は、工業生産性の観点から、0.5〜4dtexの範囲であることが好ましい。
【0046】
海島型複合繊維の繊度によって極細繊維発生型長繊維の不織布の弾性率が異なるために、繊度を変えることによって初期圧縮弾性率や曲げ弾性率をより適正化して、繊維束絡合体の充実感と柔軟性のバランスを制御することもできる。例えば、繊度が2〜4dtexの場合には、初期圧縮弾性率を7〜12kPaの範囲、曲げ弾性率を80〜150kPaにすることができる。また、繊度が0.5〜2dtexの場合には、初期圧縮弾性率を5〜10kPaの範囲、曲げ弾性率を50〜120kPaにすることができる。
【0047】
水溶性熱可塑性樹脂としては、水、アルカリ性水溶液、酸性水溶液等により溶解除去できる熱可塑性樹脂であって、溶融紡糸が可能な樹脂が好ましく用いられる。このような、水溶性熱可塑性樹脂の具体例としては、例えば、ポリビニルアルコール系樹脂(PVA系樹脂);ポリエチレングリコール及び/又はスルホン酸アルカリ金属塩を共重合成分として含有する変性ポリエステル;ポリエチレンオキシド等が挙げられる。これらの中では、特に、PVA系樹脂が以下の理由により好ましく用いられる。
【0048】
海島型複合繊維の水溶性熱可塑性樹脂成分としてPVA系樹脂を用いた場合、形成される極細長繊維が大きく収縮する。このことにより繊維占有率が高い極細長繊維束絡合体が得られる。
【0049】
海島型複合繊維の海成分を構成する水溶性熱可塑性樹脂の種類によって極細繊維発生型長繊維の不織布の弾性率が異なるために、水溶性熱可塑性樹脂の種類を変えることによって初期圧縮弾性率や曲げ弾性率をより適正化して、極細長繊維束絡合体の充実感と柔軟性のバランスを制御することもできる。例えば、弾性率の高いPVA系樹脂やポリエチレングリコール及び/又はスルホン酸アルカリ金属塩を共重合成分として含有する変性ポリエステルを用いる場合には、初期圧縮弾性率を7〜12kPaの範囲、曲げ弾性率を70〜150kPaにすることができる。また、弾性率の低いポリエチレンオキシドの場合には、初期圧縮弾性率を5〜10kPaの範囲、曲げ弾性率を50〜120kPaにすることができる。
【0050】
非水溶性熱可塑性樹脂の具体例としては、上述した、極細長繊維を形成可能なPET、変性PET、ポリ乳酸、ポリアミド6、ポリアミド12、ポリアミド6−12、又はポリプロピレン等の各種熱可塑性樹脂が用いられうる。
【0051】
非水溶性熱可塑性樹脂は各種添加剤を含有してもよい。添加剤としては、例えば、触媒、着色防止剤、耐熱剤、難燃剤、滑剤、防汚剤、蛍光増白剤、艶消剤、着色剤、光沢改良剤、制電剤、芳香剤、消臭剤、抗菌剤、防ダニ剤、無機微粒子等が挙げられる。
【0052】
次に、水溶性熱可塑性樹脂と非水溶性熱可塑性樹脂とを溶融紡糸して海島型複合繊維を形成し、得られた海島型複合繊維からスパンボンドシートを形成する方法について、詳しく説明する。
【0053】
水溶性熱可塑性樹脂と非水溶性熱可塑性樹脂とを溶融紡糸して得た海島型複合繊維を、スパンボンド法により、延伸後、堆積させることにより長繊維の海島型複合繊維からなるスパンボンドシートが得られる。なお、本明細書において長繊維とは、短繊維を製造するときのような意図的な切断を経ずに製造された連続繊維のことである。
【0054】
はじめに、水溶性熱可塑性樹脂及び非水溶性熱可塑性樹脂をそれぞれ別々の押出機により溶融混練し、それぞれ異なる紡糸口金から溶融樹脂のストランドを同時に吐出させる溶融複合紡糸により、海島型複合繊維を形成する。水溶性熱可塑性樹脂と非水溶性熱可塑性樹脂との質量比は、好ましくは5/95〜50/50、より好ましくは10/90〜40/60の範囲であることが高密度の極細長繊維束絡合体が得られ、また、極細長繊維の形成性にも優れる点から好ましい。
【0055】
海島型複合繊維の断面上の島数は4〜4000島/繊維、さらには10〜1000島/繊維であることが単繊維繊度が小さく、繊維占有率の高い極細長繊維束が得られる点から好ましい。
【0056】
海島型複合繊維は冷却装置で冷却された後、エアジェットノズルなどの吸引装置を用いて目的の繊度となるように1000〜6000m/分の引き取り速度に相当する速度の高速気流により延伸される。そして、延伸された海島型複合繊維を移動式の捕集面の上に堆積することによりスパンボンドシートが形成される。なお、このとき、必要に応じてスパンボンドシートを、部分的に圧着してもよい。スパンボンドシートの目付量は、20〜500g/m2の範囲であることが均質な極細長繊維束絡合体が得られ、また、生産性に優れる点からも好ましい。
【0057】
(2)絡合工程
次に、得られたスパンボンドシートを複数枚重ねて絡合させることにより極細繊維発生型長繊維不織布を形成する絡合工程の例について説明する。
【0058】
極細繊維発生型長繊維不織布は、ニードルパンチや高圧水流処理等の公知の不織布製造方法を用いて絡合処理を行うことにより形成される。
はじめに、スパンボンドシートに針折れ防止油剤、帯電防止油剤、絡合向上油剤などのシリコーン系油剤または鉱物油系油剤を付与する。なお、目付ムラを低減させるために、2枚以上のスパンボンドシートをクロスラッパーにより重ね合わせた後、油剤を付与してもよい。
なお、皮革様シートの厚み方向に配向した極細長繊維束の数を、表層側を高く、底層側を低くするために、表面側の繊維の摩擦係数が裏面側の繊維の摩擦係数よりも低くなるように、表面側と裏面側とに付与する油剤の量や種類を変更してもよい。
【0059】
油剤の付与後、例えば、ニードルパンチ処理により三次元的にスパンボンドシートを絡合させる絡合処理を行う。ニードルパンチ処理は、得られる極細繊維発生型長繊維不織布の初期圧縮弾性率が5〜12kPa、曲げ弾性率が50〜150kPaとなるよう、また、得られる皮革様シートの表面から全厚みの1/3の深さにおいて厚み方向に垂直に得た断面において、該断面上に存在する極細長繊維束の断面の数が8000〜40000/cm2、得られる極細長繊維束絡合体(皮革様シート)の厚み方向に平行な断面において、厚み方向に垂直(絡合体表面に平行)に配向した極細長繊維束が集合した部分の平均直径が200μm以下となるような条件で行うことが好ましい。
【0060】
例えば、次のようなニードル条件が用いられる。
(a)バーブ数の多いニードルでニードルパンチを行う、或いは、キックアップ深さの深いニードルでニードルパンチを行う。バーブ数は針折れが生じない範囲で多い方が好ましく、例えば、1〜9バーブからそれぞれ選ばれ、キックアップ深さは、針折れが生じない範囲で深い方が好ましく、例えば、20〜100μmからそれぞれ選ばれる。
(b)ニードルパンチ数を多くする。ニードルパンチ数はニードル形状、油剤の種類と使用量等に応じて選ばれ、300〜5000パンチ/cm2が好ましい。
(c)深いニードル深度でニードルパンチを行う。
(d)ニードルパンチの初期と後期で、バーブ数、キックアップ深さ、ニードルパンチ数、ニードル深度などを変えてニードルパンチを行う。
(e)スパンボンドシートに付与する針折れ防止油剤、帯電防止油剤、絡合向上油剤などとして用いられるシリコーン系油剤または鉱物油系油剤の種類と付与量を選択する。
これらの条件は単独でも、組み合わせて用いてもよい。
ニードルパンチング装置については、ベロアニードルパンチング処理は、シートが厚み方向に潰されやすく、更には、得られる極細長繊維束絡合体の厚み方向に垂直(絡合体表面に平行)に配向した極細長繊維束が集合した部分の断面の平均直径が200μmを越えやすく、初期圧縮弾性率と曲げ弾性率が本発明の範囲である不織布を得ることが難しいので好ましくなく、ベッドプレートを用いた通常のニードルパンチング装置が好ましい。
【0061】
前記断面数A1と断面数A2の比(A1/A2)を0.95〜1.5にするためには、表層と裏層で、バーブ数、キックアップ深さ、ニードルパンチ数、ニードル深度などを変えてニードルパンチを行えばよい。ニードルパンチ処理による面積収縮率は10〜50%であるのが好ましい。
【0062】
極細繊維発生型長繊維不織布は、絡合処理前のスパンボンドシートの目付量に対して、質量比1.2倍以上、さらには、1.5倍以上となるように絡合処理されたものであることが好ましい。上限は特に限定されないが、処理速度の低下による製造コストの増大を避ける点で4倍以下であることが好ましい。また、極細繊維発生型長繊維不織布の目付量は、目的とする極細長繊維束絡合体の厚さ等に応じて適宜選択されるが、100〜1500g/m2の範囲であることが取扱い性に優れる点から好ましい。
【0063】
極細繊維発生型長繊維不織布の層間剥離力は、7kg/2.5cm以上、さらには、9kg/2.5cm以上であることが、形態保持性が良好であり、繊維の抜けが少なく、5〜12kPaの初期圧縮弾性率、50〜150kPaの曲げ弾性率、8000〜40000/cm2の断面数A1が得られやすい点から好ましい。なお、層間剥離力は、三次元絡合の度合いの目安になる。層間剥離力が小さすぎる場合には、極細長繊維束絡合体の繊維占有率が充分に高くならず好ましくない。また、極細繊維発生型長繊維不織布の層間剥離強力の上限は特に限定されないが、絡合処理効率の点から30kg/2.5cm以下であることが好ましい。
【0064】
(3)収縮処理工程
次に、得られた極細繊維発生型長繊維不織布を湿熱収縮や熱水収縮させることにより、収縮不織布を作成する収縮処理工程について説明する。収縮処理工程は、得られる極細長繊維束絡合体の繊維占有率を緻密にするために、極細繊維発生型長繊維不織布を収縮させて絡合度合いを更に高める工程である。そして、断面数A1を8000〜40000/cm2の範囲に高めるために重要な工程である。
【0065】
湿熱収縮処理は、スチーム加熱、熱水処理などの吸水条件下で行うことが好ましい。
スチーム加熱条件としては、雰囲気温度が60〜130℃の範囲で、相対湿度75%以上、さらには相対湿度90%以上で、60〜600秒間加熱処理することが好ましい。このような加熱条件の場合には、極細繊維発生型長繊維不織布を高収縮率で収縮させることができる点から好ましい。なお、相対湿度が低すぎる場合には、繊維に接触した水分が速やかに乾燥することにより、収縮が不充分になる傾向がある。
熱水処理は、50〜130℃、さらには60〜95℃の熱水に10〜120秒間浸漬するのが高収縮率で収縮させることができる点から好ましい。なお、温度が低すぎる場合には、収縮が不充分になる傾向があり、また、温度が高すぎる場合には、収縮が不均一となりやすい傾向がある。
【0066】
収縮処理においては、極細繊維発生型長繊維不織布を面積収縮率が30%以上、さらには、40%以上になるように収縮させることが好ましい。このように高い収縮率で収縮させることにより、繊維占有率が高く、繊維の絡まり度合いがさらに高くなった収縮不織布が得られる。面積収縮率の上限は特に限定されないが、処理効率の点から80%程度である。なお、表面側と裏面側をそれぞれ異なる条件で処理することにより、表面側と裏面側の収縮率を異なるものにしてもよい。
【0067】
なお、面積収縮率(%)は、下記式(1):
(収縮処理前の表面積−収縮処理後の表面積)/収縮処理前の表面積×100・・・(1)
により計算される。前記表面積は、不織布の表面の面積と裏面の面積の平均面積を意味する。
【0068】
また、湿熱収縮処理により得られた収縮不織布を、さらに海島型複合繊維の熱変形温度以上の温度で加熱ロールや加熱プレスすることにより、繊維占有率を高めてもよい。なお、表面側と裏面側とをそれぞれの側から異なる条件で加熱ロールや加熱プレスすることにより、表面側と裏面側を異なる緻密度することもできる。
【0069】
また、湿熱収縮処理前後の目付量の変化としては、収縮処理前の極細繊維発生型長繊維不織布の目付量に比べて収縮不織布の目付量が、1.2倍以上、さらには、1.5倍以上であり、4倍以下、さらには3倍以下であることが好ましい。
【0070】
(4)極細長繊維形成工程
次に、海島型複合繊維の水溶性熱可塑性樹脂を熱水中で溶解することにより、極細長繊維の繊維束の絡合体を形成する極細長繊維形成工程について説明する。
【0071】
極細繊維化処理は、収縮不織布を、水、アルカリ性水溶液、酸性水溶液等で熱水処理することにより、水溶性熱可塑性樹脂を溶解除去、または、分解除去する処理である。
【0072】
熱水処理条件は、例えば、第1段階として、65〜90℃の熱水中に5〜300秒間浸漬した後、さらに、第2段階として、85〜100℃の熱水中で100〜600秒間処理することが好ましい。また、溶解効率を高めるために、必要に応じて、ロールでのニップ処理、高圧水流処理、超音波処理、シャワー処理、攪拌処理、揉み処理等を行ってもよい。
【0073】
本工程においては、海島型複合繊維から水溶性熱可塑性樹脂を溶解する際に、形成される極細長繊維が大きく捲縮される。この捲縮により絡合体が緻密になるために、高密度の極細長繊維束絡合体が得られる。極細長繊維束の繊度は好ましくは0.5〜10dtex、より好ましくは1〜8dtexであり、1本の極細長繊維束中の極細長繊維は好ましくは4〜4000本、より好ましくは10〜1000本である。
【0074】
(5)高分子弾性体の含浸工程
得られる極細長繊維束絡合体の形態安定性を高めることや、極細長繊維束絡合体の機械的特性や風合い等を使用目的に応じて最適化するために、必要に応じて、極細繊維化処理を行う前(工程(3)の後、かつ、工程(4)の前)、または、行った後(工程(4)の後)の収縮不織布、または、収縮処理前(工程(2)の後、かつ、工程(3)の前)の極細繊維発生型長繊維不織布に高分子弾性体を含浸し乾燥凝固させてもよい。
【0075】
以下に、高分子弾性体の代表的な含浸方法として、水系ポリウレタン系樹脂を用いる場合について詳しく説明する。なお、水系ポリウレタン系樹脂としては、水系ポリウレタン系樹脂を形成する樹脂成分を水系媒体に溶解した水性溶液や、水系ポリウレタン系樹脂を形成する樹脂成分を水系媒体に分散させた水性分散液が挙げられる。なお、水性分散液には懸濁液及び乳化液が含まれる。特に、耐水性に優れている点から、水性分散液を用いることがより好ましい。水性溶液及び水性分散液の固形分濃度は1〜60質量%が好ましい。
【0076】
ポリウレタン系樹脂としては、平均分子量200〜6000の高分子ポリオール、有機ポリイソシアネ−ト、及び鎖伸長剤を、所定のモル比で反応させることにより得られる各種のポリウレタン系樹脂が挙げられる。
【0077】
高分子ポリオールとしては、例えば、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、ポリ(メチルテトラメチレングリコール)などのポリエーテル系ポリオールおよびその共重合体;ポリブチレンアジペートジオール、ポリブチレンセバケートジオール、ポリヘキサメチレンアジペートジオール、ポリ(3−メチル−1,5−ペンチレンアジペート)ジオール、ポリ(3−メチル−1,5−ペンチレンセバケート)ジオール、ポリカプロラクトンジオールなどのポリエステル系ポリオールおよびその共重合体;ポリヘキサメチレンカーボネートジオール、ポリ(3−メチル−1,5−ペンチレンカーボネート)ジオール、ポリペンタメチレンカーボネートジオール、ポリテトラメチレンカーボネートジオールなどのポリカーボネート系ポリオールおよびその共重合体;ポリエステルカーボネートポリオール等が挙げられる。また、必要に応じて、3官能アルコールや4官能アルコールなどの多官能アルコール、又は、エチレングリコール等の短鎖アルコールを併用してもよい。これらは単独で用いても、2種以上を組み合わせて用いてもよい。特に、非晶性のポリカーボネート系ポリオール、脂環式ポリカーボネート系ポリオール、直鎖状ポリカーボネート系ポリオール共重合体、及び、ポリエーテル系ポリオール等が、柔軟性と充実感のバランスにより優れた皮革様シートが得られる点から好ましい。
【0078】
有機ポリイソシアネートとしては、例えば、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、ノルボルネンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート等の脂肪族あるいは脂環族ジイソシアネート等の無黄変型ジイソシアネート;2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、キシリレンジイソシアネートポリウレタン等の芳香族ジイソシアネート等が挙げられる。また、必要に応じて、3官能イソシアネートや4官能イソシアネートなどの多官能イソシアネートを併用してもよい。これらは単独で用いても、2種以上を組み合わせて用いてもよい。これらの中では、4,4’−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、キシリレンジイソシアネートが、機械的特性に優れることから好ましい。
【0079】
鎖伸長剤としては、例えば、ヒドラジン、エチレンジアミン、プロピレンジアミン、ヘキサメチレンジアミン、ノナメチレンジアミン、キシリレンジアミン、イソホロンジアミン、ピペラジンおよびその誘導体、アジピン酸ジヒドラジド、イソフタル酸ジヒドラジドなどのジアミン類;ジエチレントリアミンなどのトリアミン類;トリエチレンテトラミンなどのテトラミン類;エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、1,4−ビス(β−ヒドロキシエトキシ)ベンゼン、1,4−シクロヘキサンジオールなどのジオール類;トリメチロールプロパンなどのトリオール類;ペンタエリスリトールなどのペンタオール類;アミノエチルアルコール、アミノプロピルアルコールなどのアミノアルコール類等が挙げられる。これらは単独で用いても、2種以上を組み合わせて用いてもよい。これらの中では、ヒドラジン、ピペラジン、エチレンジアミン、ヘキサメチレンジアミン、イソホロンジアミンおよびその誘導体、ジエチレントリアミンなどのトリアミンの中から2種以上組み合わせて用いることが、力学性能の点から好ましい。また、鎖伸長反応時に、鎖伸長剤とともに、エチルアミン、プロピルアミン、ブチルアミンなどのモノアミン類;4−アミノブタン酸、6−アミノヘキサン酸などのカルボキシル基含有モノアミン化合物;メタノール、エタノール、プロパノール、ブタノールなどのモノオール類を併用してもよい。
【0080】
また、2,2−ビス(ヒドロキシメチル)プロピオン酸、2,2−ビス(ヒドロキシメチル)ブタン酸、2,2−ビス(ヒドロキシメチル)吉草酸などのカルボキシル基含有ジオール等を併用して、ポリウレタン系樹脂の骨格にカルボキシル基などのイオン性基を導入することにより、製造性や各種性能を調整することができる。
【0081】
また、高分子弾性体の吸水率や繊維との接着性や硬さを制御するために、ポリウレタンを形成するモノマー単位が有する官能基と反応し得る官能基を分子内に2個以上含有する架橋剤、例えば、カルボジイミド系化合物、エポキシ系化合物、オキサゾリン系化合物、或いは、ポリイソシアネート系化合物、多官能ブロックイソシアネート系化合物等の自己架橋性の化合物を添加することのより架橋構造を形成しても良い。
【0082】
ポリウレタン系樹脂の水性分散液の分散平均粒子径としては、0.01〜1μm、さらには、0.03〜0.5μmであることが好ましい。
【0083】
収縮不織布または収縮処理前の極細繊維発生型長繊維不織布に高分子弾性体を含浸させる方法としては、例えば、ナイフコーター、バーコーター、又はロールコーターを用いる方法、または、ディッピングする方法等が挙げられる。
【0084】
そして、高分子弾性体の水性液が含浸された収縮不織布又は極細繊維発生型長繊維不織布を乾燥することにより、高分子弾性体を凝固させることができる。乾燥方法としては、50〜200℃の乾燥装置中で熱処理する方法や、赤外線加熱の後に乾燥機中で熱処理する方法、スチーム処理した後に乾燥機で熱処理する方法、或いは、超音波加熱の後に乾燥機で熱処理する方法、並びに、これらを組み合わせた方法等が挙げられる。
【0085】
なお、前記収縮不織布又は極細繊維発生型長繊維不織布に高分子弾性体の水性液を含浸させた後、乾燥する場合、該水性液が収縮不織布又は極細繊維発生型長繊維不織布の表層に移行(マイグレーション)することにより、均一な充填状態が得られないことがある。このような場合には、水性液の高分子弾性体の粒径を調整すること;高分子弾性体のイオン性基の種類や量を調整すること、あるいは、40〜100℃程度の温度によってpHが変わるアンモニウム塩を利用し水分散安定性を低下させること;1価または2価のアルカリ金属塩やアルカリ土類金属塩、ノニオン系乳化剤、会合型水溶性増粘剤、水溶性シリコーン系化合物などの会合型感熱ゲル化剤、または、水溶性ポリウレタン系化合物を併用すること等により、40〜100℃程度における水分散安定性を低下させること等によりマイグレーションを抑制することができる。なお、必要に応じて、高分子弾性体が表面に偏在するようにマイグレーションさせてもよい。また、乾燥法や付与方法を、表面側と裏面側では異なった条件として、表面側へ優先的に高分子弾性体を存在させても構わない。
【0086】
海島型複合繊維を極細繊維化処理することにより、水溶性熱可塑性樹脂が除去されて極細長繊維束の内部に空隙が形成される。従って、極細繊維化処理を施した後に高分子弾性体を付与した場合には、毛細管現象により高分子弾性体の水性液が極細長繊維間に含浸されやすい。そのため、極細長繊維束内の極細長繊維がより強く拘束され、極細長繊維束絡合体の形態保持性がより高められる。
【0087】
(6)皮革様シートの後加工
得られた極細長繊維束絡合体は、通常、各種用途に応じて、起毛処理、銀面処理、柔軟化処理、2分割処理、成形処理、染色処理等の後加工が施される。
【0088】
なお、本発明の極細長繊維束絡合体は、高分子弾性体を付与しなくても、形態保持性が良好で繊維の素抜けも少ない。従来の人工皮革の製造においては、高分子弾性体を付与して形態安定性を高める必要があった。しかし、本発明では従来必要であった処理をしなくても後加工を行うことができる。
【0089】
例えば、銀面調人工皮革を製造する場合には、極細長繊維束絡合体の表面に高分子弾性体からなる被覆層を形成する。
高分子弾性体からなる被覆層の形成方法としては、高分子弾性体の分散液または溶液を極細長繊維束絡合体の表面に直接塗布して形成する方法や、離型紙上に形成された被覆層を極細長繊維束絡合体の表面に貼り合わせる方法等が用いられる。被覆層の形成に用いられる高分子弾性体としては、従来から銀面調人工皮革の製造に用いられている高分子弾性体がとくに限定なく用いられうる。被覆層の厚さは特に限定されず、例えば、好ましくは2〜300μm、より好ましくは3〜100μm、さらに好ましくは3〜80μm、特に好ましくは3〜50μmである。
【0090】
また、立毛調人工皮革を製造する場合には、極細長繊維束絡合体の表面をサンドペーパーや針布等を用いたバフィング処理により毛羽立てる、従来から立毛調人工皮革の製造に用いられている方法が用いられる。
【0091】
また、銀面調人工皮革や立毛調人工皮革は極細長繊維形成工程の何れかの段階で染色してもよい。また、必要に応じて、ドライ状態での機械的もみ処理、染色機や洗濯機などを使用したウェット状態でのリラックス処理、柔軟剤処理、防燃剤や抗菌剤、消臭剤、撥水撥油剤などの機能性付与処理、シリコーン系樹脂やシルクプロテイン含有処理剤、グリップ性付与樹脂などの触感改質剤付与処理、着色剤やエナメル調用コーティング樹脂などの仕上げ処理を行なってもよい。本発明の極細長繊維束絡合体は、表層の繊維が非常に緻密に存在するために、60〜140℃程度の水中で処理するウェット状態でのリラックス処理や柔軟剤処理は、風合いを著しく改善するために特に好ましい処理である。
【0092】
また、高分子弾性体を付与することなく極細長繊維絡合体を染色し、該染色後に高分子弾性体を付与することも好ましい。高分子弾性体が着色されないので、極細長繊維と高分子弾性体の染料吸尽性が異なることに起因する色斑や表面の不均一性を避けることができ、品質安定性が向上する。また、スエード調人工皮革に用いた場合、湿摩擦堅牢性などの各種堅牢性が向上する。従って、本発明の皮革様シートを構成する極細長繊維は染色されており、高分子弾性体は実質的に染色されていないか、あるいは、染色されていないことが好ましい。
【0093】
上記のようにして得られた皮革様シートの見かけ密度は、特に限定されないが、0.45〜0.85g/cm3の範囲であることが、充実感と柔軟性とのバランスに優れ、また、機械的特性や形態保持性に優れる点から好ましい。また、皮革様シートの厚みは、特に限定されないが、0.3〜4mm程度の範囲であることが充実感と柔軟性とのバランスに優れた風合いが得られる点から好ましい。目付は100〜2000g/m2であるのが好ましい。
【実施例】
【0094】
以下、実施例により本発明をさらに具体的に説明するが、本発明の範囲はこれら実施例に限定されるものではない。なお、本実施例において、部および%は、特にことわりのない限り質量基準である。
【0095】
はじめに、本実施例で用いた評価方法についてまとめて説明する。
【0096】
(1)厚み方向に配向した極細長繊維束の断面数A1及びA2
皮革様シートを全厚みの1/3及び2/3の深さにおいて厚み方向に垂直にスライスして同じ厚みの3つのスライス片を得た。また、全厚み方向の1/3又は2/3の深さにおいて厚み方向に垂直にスライスして2つのスライス片を得た。断面を酸化オスミウムで染色した後、断面を走査型電子顕微鏡(倍率100〜200倍)にて5箇所観察し、2値化処理した後、画像処理によって5箇所に存在する極細長繊維束の断面数の平均を求めた。
【0097】
(2)厚み方向に垂直に配向した極細長繊維束の集合部分の平均直径
皮革様シートを厚み方向に平行にカットした。断面を酸化オスミウムで染色した後、皮革様シートの全厚みの1/3の深さの領域(5箇所)に存在する厚み方向に垂直方向に配向した極細長繊維束の集合部分の直径を求めた。結果は5カ所の平均値で示した。
【0098】
(3)極細繊維発生型長繊維不織布の初期圧縮弾性率
極細繊維発生型長繊維不織布を一定歪速度で圧縮し、初期歪と応力値の関係からJISK7181、JISK6254等に準じて求めた。
【0099】
(4)極細繊維発生型長繊維不織布の曲げ弾性率
極細繊維発生型長繊維不織布の撓み量(δ)を図1に示したカンチレバー法で測定し、下記式から曲げ弾性率(E)を算出した。
【数1】

ただし、図1に示すように、Lは試験片の長さ(cm)、wは試験片の目付(g/m2)、δは撓み量(cm)であり、Iは下記式で表される断面2次モーメントである。
【数2】
ただし、bは試験片の幅(cm)、hは試験片の厚み(cm)である。
【0100】
(5)極細繊維発生型長繊維不織布の層間剥離強力
極細繊維発生型長繊維不織布から、縦方向(長さ方向)23cm、巾方向2.5cmの試験片を切り出した。次に、試験片の縦方向の一方の端面の厚さ方向中央部に幅方向に沿ってカミソリ刃で切れ目を入れ表層側端部と底層側端部に分割した。表層側端部と底層側端部を両手で反対方向に引っ張り約10cm剥離した。剥離した表層側端部と底層側端部をそれぞれ引張試験機の上下のチャックに固定し、引張速度100mm/分で引っ張り応力−ひずみ曲線(SS曲線)を得た。その平坦部分の応力を層間剥離強力とした。結果は3回の測定の平均値である。
【0101】
(6)皮革様シートの剥離強力
得られた皮革様シートから、縦方向(長さ方向)23cm、巾方向2.5cmの試験片を切り出した。得られた試験片の表層側表面をポリウレタン系接着剤を用いてゴム板に貼り付け、常温でプレスし乾燥後、25℃で24時間放置した。引張試験機の上下のチャックに試験片とゴム板とをそれぞれ把持して、引張速度100mm/分で引張試験を行った。得られた応力−ひずみ曲線(SS曲線)の平坦部分の応力を試験片の巾1cm当たりに換算して剥離強力とした。結果は3回の測定の平均値である。なお、表層側表面を接着した場合に得られた剥離強力が表層側の剥離強力であり、底層側表面を接着した場合に得られた剥離強力が底層側の剥離強力である。
【0102】
(7)風合い判定
約20cm角程度に切り出した試験片を評価用試料とした。人工皮革の販売に従事する5人のパネリストが、試験片を触って風合いを以下の基準で評価した。最も多くのパネリストが付けた評価を風合いの評価結果とした。
A:一般的な風合いであるBに比べて、非常に良好な充実感がありながら柔らかさも兼ね備えている理想的な風合い
B:スポーツ靴のアッパー用素材として広く用いられている人工皮革の一般的な風合いC:スポーツ靴用途には硬すぎる、あるいは柔らかすぎて腰がなく使用困難な風合い
【0103】
(8)銀面調人工皮革の折れ皺
約20cm角程度に切り出した試験片を評価用試料とした。評価用試料を縦方向両端部が合わさるように銀面を内側にして谷折りしたときに発生する折れ皺の形状を目視により観察した。そして、以下の基準により判定した。
A:牛皮革と同様の折りこんだ表面に緻密で、均質な折れシワが発生した。
B:折りこんだ表面にスポーツ靴のアッパー用素材にしばしば観察される一般的な折れシワ、或いは部分的に緻密な折れシワが発生した。
C:折りこんだ表面にダンボールを折り込んだような荒い折れシワが発生した。
【0104】
(9)スエード調人工皮革の表面の外観評価
人工皮革の販売に従事する5人のパネリストが、スエード調人工皮革の外観を目視することにより以下の基準で評価し、最も多くのパネリストが付けた評価を外観の評価結果とした。
A:立毛表面の緻密性が全体的に極めて高く、手で触ったときにざらつきが全く無くて滑らかである。
B:立毛表面の緻密性が全体的に僅かに粗いか、又は、全体的に比較的高いものの、部分的に緻密性が明らかに低くて粗い部分が散在し、手で触ったときにややざらつきがある。
C:全体的に粗い立毛表面であり、手で触ったときにかなりのざらつきがある。
【0105】
実施例1
変性PVA(海成分)と変性度6モル%のイソフタル酸変性ポリエチレンテレフタレ−ト(島成分)とを、海成分/島成分の質量比が25/75となるように、260℃に設定した溶融複合紡糸用口金(島数:25島/繊維)より吐出した。そして、紡糸速度が3800m/minとなるようにエジェクター圧力を調整することにより平均繊度2.5dtexの海島型複合繊維(極細繊維発生型長繊維)をネット上に堆積させ、目付27g/m2のスパンボンドシートを得た。
【0106】
次に、得られたスパンボンドシートを12枚重ね、クロスラッピングにより総目付が325g/m2のウェブを作製した。そして、ウェブに針折れ防止油剤として鉱物油系油剤をスプレーした。
そして、ベッドプレートパンチング装置を用いてニードル番手40番のニードル針(バーブ数9個、キックアップ深さ80μm)を用いて、ウェブの表側から1000パンチ/cm2、裏側から800パンチ/cm2でニードルパンチ処理した。さらに、ニードル番手42番(バーブ数6個、キックアップ深さ40μm)のニードル針を用いて表面側から600パンチ/cm2、裏面側から300パンチ/cm2でニードルパンチ処理した。このようにして極細繊維発生型長繊維不織布を得た。なお、ニードルパンチ処理によるウェブの面積収縮率は30%であった。得られた極細繊維発生型長繊維不織布の目付は450g/m2、層間剥離強力は11.5kg/2.5cm、初期圧縮弾性率は10kPa、曲げ弾性率は100kPaであった。
【0107】
次に、得られた極細繊維発生型長繊維不織布を70℃の熱水中に90秒間浸漬することにより湿熱収縮処理して収縮不織布を得た。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて25000/cm2、全厚みの2/3の深さにおいて21000/cm2であった。
さらに95℃の熱水中に10分間浸漬することにより海島型複合繊維から変性PVAを溶解除去し、さらに乾燥することにより皮革様シートAを得た。なお、湿熱収縮処理前後の面積収縮率は47%であった。
極細長繊維の平均繊度は0.1dtexであり、皮革様シートAの目付は600g/m2、厚みは1.05mm、見掛け密度は0.57g/cm3であった。また、厚み方向と並行な断面における該断面に垂直に配向した繊維束の集合部分の直径は、全厚みの1/3の深さにおいて120μmであった。
得られた皮革様シートAを上記評価方法に従って評価した結果を第1表に示す。
【0108】
実施例1a
実施例1で得られた皮革様シートAの表面を#240のサンドペーパーでバフィング処理し、さらに、2%owfの分散染料によりグレー色に染色した。さらに、表面を仕上げバフィング処理することにより起毛しスエード調の皮革様シートBを得た。なお、染色時における繊維の素抜けやほつれ、及び、バフィング時における繊維の抜け等は殆どなかった。
皮革様シートBは、目付570g/m2、厚み1.00mm、見掛け密度0.57g/cm3であった。また、柔軟性、充実感、表面毛羽感や緻密な折れ皺状態は良好であった。結果を第1表に示す。
【0109】
実施例1b
離型紙上に表皮層用水性ポリウレタンをコートして乾燥することにより厚み30μmの銀面層を形成し、さらに、銀面層表面に接着層用水性ポリウレタンをコートして乾燥することにより厚み70μmの接着層を形成した。そして、実施例1で得られた皮革様シートAの表面をバフィング処理し、該表面に銀面層を離型紙と共に接着層を介してドライラミネートした(乾式造面処理)。そして離型紙を剥離することにより銀面調の皮革様シートCを得た。
皮革様シートCは、目付650g/m2、厚み1.08mm、見掛け密度0.62g/cm3であった。また、柔軟性、折れ皺感、丸みのあるボリュウム感が良好だった。
【0110】
実施例2
実施例1のニードルパンチ処理条件を下記条件に変えた以外は、実施例1と同様の方法により皮革様シートDを得た。具体的には、ニードル番手40番のニードル針(バーブ数6個、キックアップ深さ60μm)を用いて、ウェブの表側から1000パンチ/cm2、裏側から1000パンチ/cm2でニードルパンチ処理した。そして、さらに、ニードル番手42番(バーブ数6個、キックアップ深さ40μm)のニードル針を用いて表面側から600パンチ/cm2、裏面側から300パンチ/cm2でニードルパンチ処理した。このようにして極細繊維発生型長繊維不織布を得た。なお、ニードルパンチ処理によるウェブの面積収縮率は34%であった。極細繊維発生型長繊維不織布の目付は500g/m2、層間剥離強力は13.0kg/2.5cm、初期圧縮弾性率は11.5kPa、曲げ弾性率は140kPaであった。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて35000/cm2、全厚みの2/3の深さにおいて30000/cm2であった。
皮革様シートDは、目付660g/m2、厚み1.10mm、見掛け密度0.60g/cm3であった。得られた皮革様シートを上記評価方法に従って評価した結果を第1表に示す。
【0111】
実施例3
実施例1で得られた皮革様シートAをポリカーボネート系ポリウレタン系水性樹脂(高分子弾性体)の2%水性液に浸漬した後、乾燥することにより皮革様シートEを得た。皮革様シートEの厚み方向の断面を、走査型電子顕微鏡(倍率200倍)で観察したところ、高分子弾性体は主として繊維束の内部に存在しており、極細長繊維束絡合体と高分子弾性体との質量比は99:1であった。
皮革様シートEは、目付665g/m2、厚み1.08mm、見掛け密度0.62g/cm3であった。
得られた皮革様シートEを上記評価方法に従って評価した結果を第1表に示す。
【0112】
実施例3a
皮革様シートEの表面に、実施例1bと同様の方法によりバフィング処理及び乾式造面処理を行った。そして離型紙を剥離することにより銀面調の皮革様シートFを得た。皮革様シートFは、目付625g/m2、厚み1.02mm、見掛け密度0.61g/cm3であった。得られた皮革様シートFを上記評価方法に従って評価した結果を第1表に示す。皮革様シートFは、充実感が良好で細かい折れ皺状態で良好だった。
【0113】
実施例4
収縮不織布の製造までは実施例1と同様にして行った。得られた収縮不織布をポリウレタン系水性樹脂の15%水性液に浸漬し、乾燥した後、表層側を150℃でプレス処理した。極細繊維発生型長繊維不織布に対する収縮不織布の面積収縮率は44%であった。また、プレス後の収縮不織布は、目付850g/m2、厚み1.5mm、見掛け密度0.61g/cm3であった。
プレス後の収縮不織布を95℃の熱水中に10分間浸漬して変性PVAを溶解除去したのち、乾燥することにより皮革様シートGを得た。極細長繊維の平均繊度は0.1dtexであり、皮革様シートGの目付は600g/m2、厚みは1.10mm、見掛け密度は0.55g/cm3であった。また、皮革様シートGの厚み方向の断面を、走査型電子顕微鏡(倍率200倍)で観察したところ、高分子弾性体は主として極細長繊維束の外部に存在しており、極細長繊維束絡合体と高分子弾性体との質量比は90:10であった。
得られた皮革様シートGを上記評価方法に従って評価した結果を第1表に示す。
【0114】
実施例4a
実施例4で得られた皮革様シートGの表面に、実施例1bと同様の方法によりバフィング処理及び乾式造面処理を行った。そして離型紙を剥離することにより銀面調の皮革様シートHを得た。皮革様シートHは、目付670g/m2、厚み1.18mm、見掛け密度0.57g/cm3であった。
得られた皮革様シートHを上記評価方法に従って評価した。結果を第1表に示す。皮革様シートHは、充実感、絡合体と銀面層の一体感に優れ、細かい折れ皺状態で良好だった。
【0115】
実施例5
実施例1のニードルパンチ処理条件を下記条件に変え、更に、得られた皮革様シートをポリカーボネート系ポリウレタン水性樹脂の5%水性液に浸漬し乾燥したした以外は、実施例1と同様の方法により皮革様シートIを得た。具体的には、ニードル番手40番のニードル針(バーブ数6個、キックアップ深さ60μm)を用いて、ウェブの表側から800パンチ/cm2、裏側から500パンチ/cm2でニードルパンチ処理した。そして、ニードル番手42番(バーブ数6個、キックアップ深さ40μm)のニードル針を用いて表面側から300パンチ/cm2、裏面側から300パンチ/cm2でニードルパンチ処理した。このようにして極細繊維発生型長繊維不織布を得た。なお、ニードルパンチ処理によるウェブの面積収縮率は25%であった。極細繊維発生型長繊維不織布の目付は420g/m2、層間剥離強力は10.0kg/2.5cm、初期圧縮弾性率は7kPa、曲げ弾性率は70kPaであった。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて15000/cm2、全厚みの2/3の深さにおいて10000/cm2であった。
皮革様シートIは、目付520g/m2、厚み1.00mm、見掛け密度0.52g/cm3であった。得られた皮革様シートを上記評価方法に従って評価した結果を第1表に示す。
【0116】
比較例1
実施例1のニードルパンチ処理条件を下記条件に変えた以外は、実施例1と同様の方法により皮革様シートJを得た。具体的には、ウェブをニードル番手42番のニードル針(バーブ数6個、キックアップ深さ40μm)を用いてウェブの表側及び裏側からそれぞれ1200パンチ/cm2、の条件でニードルパンチ処理した。ニードルパンチ処理によるウェブの面積収縮率は20%であった。なお、ニードルパンチ後の不織布の目付は400g/m2、層間剥離強力は7.0kg/2.5cm、初期圧縮弾性率は3kPa、曲げ弾性率は70kPaであった。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて6000/cm2、全厚みの2/3の深さにおいて6000/cm2であった。
皮革様シートJは、目付530g/m2、厚み1.15mm、見掛け密度0.46g/cm3であった。得られた皮革様シートJを上記評価方法に従って評価した結果を第2表に示す。
【0117】
比較例1a
皮革様シートJの表面に、実施例1bと同様の方法によりバフィング処理及び乾式造面処理を行った。そして離型紙を剥離することにより銀面調の皮革様シートKを得た。皮革様シートKは、目付590g/m2、厚み1.18mm、見掛け密度0.50g/cm3であった。
得られた皮革様シートKを上記評価方法に従って評価した結果を表2に示す。皮革様シートKは、柔軟性や折れ皺の緻密さに劣っていた。
【0118】
比較例2
実施例1のニードルパンチ処理条件を下記条件に変えた以外は、実施例1と同様の方法により皮革様シートLを得た。具体的には、ウェブをニードル番手42番のニードル針(バーブ数6個、キックアップ深さ40μm)を用いてウェブの表側及び裏側からそれぞれ2400パンチ/cm2の条件でニードルパンチ処理した。ニードルパンチ処理によるウェブの面積収縮率は25%であった。なお、ニードルパンチ後の不織布の目付は440g/m2、層間剥離強力は9.0kg/2.5cm、初期圧縮弾性率は8kPa、曲げ弾性率は160kPaであった。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて10000/cm2、全厚みの2/3の深さにおいて7500/cm2であった。
皮革様シートLは、目付560g/m2、厚み1.10mm、見掛け密度0.51g/cm3であった。
得られた皮革様シートLを上記評価方法に従って評価した結果を第2表に示す。皮革様シートLは硬く紙っぽい風合いであった。
【0119】
比較例3
紡糸速度4000m/minの代わりに紡糸速度4700m/minとなるようにエジェクター圧力を調整した以外は実施例5と同様の方法により皮革様シートMを得た。ニードルパンチ後の不織布を70℃の熱水中に90秒間浸漬したときの湿熱収縮処理前後の面積収縮率は22%であった。
収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は全厚みの1/3の深さにおいて7000/cm2、全厚みの2/3の深さにおいて、5000/cm2であった。
皮革様シートMは、目付440g/m2、厚み1.10mm、見掛け密度0.40g/cm3であった。得られた皮革様シートMを上記評価方法に従って評価した結果を第2表に示す。
【0120】
比較例3a
皮革様シートMの表面に、実施例1bと同様の方法によりバフィング処理及び乾式造面処理を行った。そして離型紙を剥離することにより銀面調の皮革様シートNを得た。皮革様シートMは、目付460g/m2、厚み1.10mm、見掛け密度0.42g/cm3であった。
得られた皮革様シートNを上記評価方法に従って評価した結果を第2表に示す。皮革様シートNは、極細長繊維束絡合体と銀面との一体感に欠けて折れ皺が大きく、充実感にも劣っていた。
【0121】
比較例4
実施例1のニードルパンチ処理条件を下記条件に変えた以外は、実施例1と同様の方法により皮革様シートOを得た。具体的には、ディロアニードルパンチング装置を用いて、ウェブをニードル番手40番のニードル針(バーブ数9個、キックアップ深さ80μm)で表側及び裏側からそれぞれ600パンチ/cm2処理した後、実施例1と同等にベッドプレートパンチング装置を用いてニードル番手42番(バーブ数6個、キックアップ深さ40μm)のニードル針で表側及び裏側からそれぞれ600パンチ/cm2でニードルパンチ処理した。ニードルパンチ処理によるウェブの面積収縮率は5%であった。なお、ニードルパンチ後の不織布の目付は340g/m2、層間剥離強力は12.0kg/2.5cm、初期圧縮弾性率は15kPa、曲げ弾性率は170kPaであった。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて45000/cm2、全厚みの2/3の深さにおいて45000/cm2であった。
皮革様シートOは、目付480g/m2、厚み0.9mm、見掛け密度0.53g/cm3であった。
得られた皮革様シートOを上記評価方法に従って評価した結果を第2表に示す。皮革様シートOは硬く紙っぽい風合いであった。
【0122】
比較例5
260℃に設定した溶融紡糸用口金からのポリエチレンテレフタレート長繊維を吐出した。そして、紡糸速度が4500m/minとなるようにエジェクター圧力を調整して平均繊度0.2dtexの長繊維をネット上に堆積させ、目付30g/m2のスパンボンドシートを得た。なお、このようにして得られた長繊維は繊維束を形成していない。
次に、得られたスパンボンドシートを12枚重ね、クロスラッピングにより総目付が360g/m2のウェブを作製した。そして、ウェブに針折れ防止油剤をスプレーした。
実施例1と同様にしてニードルパンチ処理した。なお、ニードルパンチ処理によるウェブの面積収縮率は−23%であった。また、ニードルパンチ後の不織布の目付は280g/m2、層間剥離強力は2kg/2.5cmであった。
さらに不織布を70℃の熱水中に90秒間浸漬することにより面積収縮を生じさせ、さらに乾燥することにより皮革様シートPを得た。なお、熱水浸漬前後の面積収縮率は20%であった。次いで、皮革様シートPをポリカーボネート系ポリウレタン水性樹脂の18%水性液に浸漬した後、乾燥した。
皮革様シートPは、目付350g/m2、厚み1.00mm、見掛け密度0.35g/cm3であった。また、皮革様シートQの不織布と高分子弾性体との質量比は87:13であった。得られた皮革様シートPを上記評価方法に従って評価した結果を第2表に示す。
【0123】
比較例5a
皮革様シートPの表面に、実施例1bと同様の方法によりバフィング処理及び乾式造面処理を行った。そして離型紙を剥離することにより銀面調の皮革様シートQを得た。
皮革様シートQは、目付420g/m2、厚み1.10mm、見掛け密度0.38g/cm3であった。
得られた皮革様シートRを上記評価方法に従って評価した結果を第2表に示す。皮革様シートQは、充実感に劣り、折れ皺が大きく高級感に劣る風合いであった。
【0124】
比較例6
ポリウレタン系ポリウレタン水性樹脂の水性液の濃度を30%に変更した以外は実施例4と同様の方法により皮革様シートRを得た。皮革様シートRは、目付660g/m2、厚み1.15mm、見掛け密度0.57g/cm3、不織布と高分子弾性体との質量比は80:20であった。
得られた皮革様シートRを上記評価方法に従って評価した結果を第2表に示す。皮革様シートRは硬く反発感の強い風合いであって、高級感に欠けていた。
【0125】
【表1】
【0126】
【表2】
【0127】
【表3】
【0128】
【表4】
【産業上の利用可能性】
【0129】
本発明によれば、天然皮革のような柔軟性及び充実感を有する皮革様シートが得られる。また、本皮革様シートは、堅牢性や表面摩耗性などの表面物性、剥離強力等の機械的特性にも優れている。従って、本皮革様シートを用いた人工皮革は、靴、ボール類、家具、乗物用座席、衣料、手袋、野球用グローブ、鞄、ベルト、バッグなどの皮革様製品の素材として好ましく用いられる。
【技術分野】
【0001】
本発明は、極細長繊維束の絡合体(極細長繊維束絡合体)を含有する、充実感と柔軟性とのバランスに優れた風合いを有する皮革様シートに関する。
【背景技術】
【0002】
人工皮革に代表される皮革様シートは、軽さ、取り扱い易さなどが天然皮革より優れていることから、衣料、一般資材、スポーツ製品などに幅広く利用されている。従来から広く用いられてきた人工皮革は、例えば、次のようにして製造される。はじめに、溶剤溶解性を異にする2種の重合体からなる海島型複合繊維をステープル化(短繊維化)した後、カード、クロスラッパー、ランダムウェバー等を用いてウェブ化し、さらに、ニードルパンチ等により繊維を互いに絡ませて不織布を得る。次に、得られた不織布にポリウレタンなどの高分子弾性体を含浸させる。そして、海島型複合繊維から一方の重合体を溶解除去することにより、海島型複合繊維を他方の重合体からなる極細繊維に変換する。このようにして、短繊維の極細繊維からなる不織布と高分子弾性体とを含む人工皮革が得られる。
【0003】
しかしながら、このような短繊維の極細繊維からなる不織布と高分子弾性体とを含む人工皮革には、極細繊維の繊維長が短いために、繊維の脱落や抜けが起こりやすいという問題があった。従って、このような人工皮革を用いた立毛調人工皮革は、立毛面の摩擦耐久性に劣る。また、このような人工皮革を銀面調人工皮革に用いた場合には、銀面調樹脂層との接着性が不充分である。また、生産ラインで受ける摩擦等により表面の繊維が毛羽立つことにより充実感や表面感が低下したり、巻き取り時に不均一に伸びたりする等により、品質安定性が低いという製造上の問題があった。
【0004】
このような人工皮革の欠点を解決するための方法も知られている。例えば、絡合度合いを高めることにより不織布を緻密化したり、繊維間の拘束を高めるために高分子弾性体の含有割合を高めたりするような方法も知られている。しかし、絡合度合いや高分子弾性体の含有割合を高めることにより繊維間の拘束を高めた場合には、外観や風合いが低下する傾向があった。
【0005】
また、別のタイプの人工皮革として、極細長繊維からなる不織布を含む人工皮革も知られている。極細長繊維からなる不織布は、極細短繊維からなる不織布に比べて強度や形態安定性に優れる。また、原料繊維供給装置、開繊装置、カード機などの一連の大型設備を必要としないのでその製造工程も簡略化できる。しかし、繊度の低い極細長繊維からなる不織布は、嵩高く、充実感に劣った布帛に似たような風合いになる傾向がある。これは、長繊維は短繊維とは異なり、捲縮性に乏しいためである。
【0006】
下記特許文献1は、極細長繊維からなる不織布の嵩高性を改良する方法として、長繊維を部分的に切断することにより、部分的にひずみを解消して不織布を緻密化する方法を提案している。また、下記特許文献2は、編織物等により不織布を補強することにより、複合シートの形態変化を抑制する方法が提案されている。特許文献3には、ベロアニードル等の特殊なニードルパンチ装置を使ってブラシ中に繊維を把持しながらニードルパンチ処理を行って、繊維を厚み方向へ配向させる方法を提案している。
【0007】
ところで、天然皮革は厚み方向に密度の傾斜構造を有することが知られている。このような天然皮革の傾斜構造を模倣して、繊維や高分子弾性体の密度を厚み方向に傾斜させた人工皮革も知られている(例えば特許文献4、5、6参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−273769号公報
【特許文献2】特開昭64−20368号公報
【特許文献3】WO2006/134966号公報
【特許文献4】特開2007−46183号公報
【特許文献5】特開平6−280145号公報
【特許文献6】特開平11−012920号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上述した何れの方法により得られる人工皮革も、充実感と柔軟性とのバランスが悪かった。すなわち、不織布の繊維占有率を高めた場合には充実感は向上するが柔軟性が低下する。また、高分子弾性体の含有割合を高めた場合には、充実感は向上するがゴム感が強くなる。一方、特殊なニードルパンチ装置を使ってブラシ中に繊維を把持しながらニードルパンチ処理を行う場合には、ニードルパンチ処理時に不織布が厚み方向に潰されてしまい柔軟性が損なわれやすく、また、垂直方向へ配向した繊維束が太くなって皮革様シートの斑が生じやすい。従って、天然皮革のような充実感と柔軟性とのバランスに優れた風合いを有する人工皮革は得られていなかった。
【0010】
本発明は、天然皮革に似た、充実感と柔軟性とのバランスに優れた風合いを有する皮革様シートを提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明は、極細長繊維束の絡合体とその内部に任意に含有された高分子弾性体を含む皮革様シートであって、前記極細長繊維束に含まれる極細長繊維の単繊維繊度が0.001〜0.5dtexであり、前記高分子弾性体の含有量が前記極細長繊維束の絡合体の15質量%以下であり、皮革様シートの全厚みの1/3の深さで厚み方向に垂直に得た断面において、該断面上に存在する極細長繊維束の断面数が8000〜40000/cm2であることを特徴とする皮革様シート。
【0012】
このような皮革様シートは、高い充実感を有すると共に、柔軟性や高い力学物性を有する。特に、高分子弾性体の付与量が少ないことから、長繊維不織布の特性が、皮革様シートの充実感や折れ皺などの風合いや力学物性へ強く影響を及ぼすこととなる。
【0013】
また、上記皮革様シートは、その表面に銀面調樹脂層を設けた銀面調人工皮革や、表面に存在する極細長繊維を立毛処理した立毛調人工皮革として好ましく用いられる。本発明の皮革様シートの表面は銀面層と高い接着性を示し、天然皮革に似た緻密な折れ皺を示す。皮革様シートの表面を立毛処理すると、緻密な立毛が得られる。
【発明の効果】
【0014】
本発明によれば、天然皮革に似た、充実感と柔軟性とのバランスに優れた風合いを有する皮革様シートが得られる。
【図面の簡単な説明】
【0015】
【図1】不織布の曲げ弾性率を求めるための撓み量を測定する方法を示す概略図である。
【発明を実施するための形態】
【0016】
本発明に係る一態様の皮革様シートについて、説明する。
【0017】
本発明の皮革様シートは単繊維繊度が0.001〜0.5dtexの極細長繊維を含む繊維束の絡合体(極細長繊維束絡合体)及び該極細長繊維束絡合体に任意に含浸された高分子弾性体を含む。該極細長繊維束絡合体は極細繊維発生型長繊維の不織布中の極細繊維発生型長繊維を極細化することにより得られる。
【0018】
極細繊維発生型長繊維の不織布は、
(1)初期圧縮弾性率が5〜12kPa、及び
(2)曲げ弾性率が50〜150kPa
を満たす。該不織布を用いて得られた皮革様シートは、全厚みの表面から1/3の深さにおいて厚み方向に垂直に得た断面において、該断面上に存在する極細長繊維束の断面の数が8000〜40000/cm2である。
【0019】
初期圧縮弾性率は、極細繊維発生型長繊維の不織布を一定歪速度で圧縮し、初期歪における応力値の関係からJIS K7181、JIS K6254等に準じて求められる。曲げ弾性率は、細繊維発生型長繊維の不織布をカンチレバー法で撓み量を測定することにより得ることが出来る(図1参照)。
【0020】
初期圧縮弾性率は不織布の緻密性、絡合度合いの尺度であって、得られる皮革様シートの充実感に相関する。曲げ弾性率は不織布の曲げ柔らかさの尺度であって、得られる皮革様シートの柔軟性に相関する。
【0021】
絡合前には厚み方向に垂直(不織布表面と平行)に配向していた極細繊維発生型長繊維は絡合処理によって厚み方向に配向される。皮革様シートの厚み方向に垂直な断面上の極細長繊維束の断面数は、絡合によって厚み方向に配向した極細繊維発生型長繊維の量の尺度である。厚み方向に配向した極細長繊維束の数は、皮革様シートの剥離強力に相関し、また、折り曲げた際の折れ皺や腰折れ感、充実感に相関する。更に、銀面層等を形成した場合には銀面層との接着性に相関し、また、立毛処理した場合の立毛性や毛羽密度に相関する。
【0022】
上記要件を同時に満たす不織布を用いることによって、天然皮革に似た、充実感と柔軟性とのバランスに優れた風合いを有する皮革様シートが得られる。
【0023】
本発明に用いる前記極細繊維発生型長繊維の不織布は、初期圧縮弾性率が5〜12kPa、好ましくは6〜11kPa、より好ましくは7〜10kPaであり、一般的な不織布の初期圧縮弾性率(0.1〜3kPa)より高い。5kPa未満では、充実感が不足して紙っぽい風合いとなって高級感に乏しい皮革様シートとなる。12kPa以上では、風合いが硬くなりやすい。特に、後述する極細長繊維束絡合体において厚み方向に垂直な断面における該断面上に存在(厚み方向に配向)する極細長繊維束の断面数を8000〜40000/cm2にするためには、初期圧縮弾性率を上記範囲にすることが有効である。
【0024】
本発明に用いる前記極細繊維発生型長繊維の不織布は、曲げ弾性率が50〜150kPa、好ましくは60〜140kPa、より好ましくは70〜120kPaである。50kPa未満では、得られた皮革様シートが柔軟すぎて腰が無くなる傾向となる。150kPaを超えると、得られた皮革様シートを折り曲げた際に柔軟性が不足する。一般に、初期圧縮弾性率の値を5〜12kPaの範囲に高めた場合には、曲げ弾性率も高くなって、150kPaを超えやすい。極細繊維発生型長繊維のウェブを後述する条件で絡合処理することによって、初期圧縮弾性率が5〜12kPaと高くても、曲げ弾性率が50〜150kPaの範囲内である不織布を得ることができる。理由は不明であるが、極細繊維発生型長繊維を厚み方向に配向させ、且つ、厚み方向に配向した極細繊維発生型長繊維が、多数集合した太い束ではなく、少数集合した束とすることで、不織布の曲げ応力が低減できたものと推察している。
【0025】
皮革様シートの表面から全厚みの1/3の深さにおいて厚み方向に垂直に得た断面上において、該断面上に存在する極細長繊維束の断面の数(断面数A1)は、8000〜40000/cm2である。8000/cm2未満では、皮革様シートの剥離強力が不足しやすく、また、折り曲げた際に紙っぽく充実感に欠けた風合いとなりやすい。不織布の初期圧縮弾性率が5kPa未満であると8000/cm2未満になりやすい。更に、銀面層等を形成した場合には銀面層への接着性が不足して銀面と基体(皮革様シート)の一体感が不足し、また、立毛処理した場合の立毛性が悪くなって毛羽密度が低く高級感に劣る。不織布の曲げ弾性率が150kPaを越えると8000/cm2未満になりやすい。
一方、40000/cm2を超える場合には、風合いが硬すぎたり、繊維の切断が起こって剥離強力などの力学物性が低下しやすい。断面数A1は、好ましくは10000〜30000/cm2、より好ましくは15000〜30000/cm2である。一般的な不織布及びこれから得られた皮革様シートでは、1000〜4000/cm2であり、本発明の皮革様シートは、厚み方向に配向した極細長繊維束の数が多いことに特徴が有る。
【0026】
断面数A1は、皮革様シートをその全厚みの表面から1/3の深さにおいて厚み方向に垂直にスライスし、スライスした皮革様シートのスライス面を走査型電子顕微鏡で100〜500倍の倍率で観察し、2.5mm×1.9mmの観察領域(5点)に存在する該スライス面に存在する厚み方向に配向した極細長繊維束の断面の数を計測し、その平均値で表した。必要に応じて画像処理を行って求めても良い。
厚み方向に配向した極細長繊維束の数は、不織布中の厚み方向に配向した極細繊維発生型長繊維の数と実質的に同じである。従って、極細化前の極細繊維発生型長繊維不織布、極細化前の高分子弾性体を含有しない極細繊維発生型長繊維不織布、極細化前の高分子弾性体を含有する極細繊維発生型長繊維不織布を用いて極細繊維発生型長繊維の断面数を測定しても構わない。極細繊維発生型長繊維不織布を熱、湿熱、熱水処理などにより厚み方向に垂直な方向に収縮させる場合には、収縮処理を行った後に測定を行う。
【0027】
皮革様シートの表面から全厚みの表面から2/3の深さにおいて厚み方向に垂直に得た断面上の、該断面上に存在する厚み方向に配向した極細長繊維束の断面の数(断面数A2)は、充実感や柔軟性の点から、2500〜40000/cm2が好ましく、3000〜30000/cm2がより好ましく、5000〜25000個/cm2がさらに好ましい。皮革用シートの表面とは製品の表面となる面であり、最終製品が銀面調人工皮革である場合は銀面を形成する面、スエード調人工皮革が最終製品である場合は立毛を形成する面である。通常、ニードルパンチのパンチ数が多い面が表面である。
【0028】
極細長繊維束絡合体(皮革様シート)の表層における厚み方向に配向した極細長繊維束の数を、底層のそれよりも多くしても良い。初期圧縮弾性率が5.0〜12kPaと高くても、曲げ弾性率が50〜150kPaと低い不織布を用いるとこのような配向構造が得られ易く、表層により高い充実感が得られ、また、底層により優れた軽量性や柔軟性を得ることができる。さらに、得られる皮革様シートの表面が緻密になり表面磨耗性にも優れる。また、銀面層と皮革様シート表面の接着性が高く、また、立毛処理により優れた毛羽感が得られる。断面数A1と断面数A2の比(A1/A2)は、0.95〜1.5が好ましく、1.05〜1.3がより好ましい。
【0029】
前記極細長繊維束絡合体(皮革様シート)の厚み方向に平行な断面において、繊維束間の距離が互いの繊維束半径以下の距離で集合した繊維束の繊維束集合部分を円換算したときの平均直径が200μm以下であると好ましく、3〜200μmであるとより好ましく、10〜150μmであるとさらに好ましい。上記範囲内であると、折り曲げた際の紙っぽさを低減し柔軟で充実感の良好な風合いとなりやすい点で好ましい。平均直径が200μmを越える場合には、銀面層と基体の一体感が不均一であり、また、立毛が不均一で高級感に劣る。不織布の初期圧縮弾性率が5〜12kPa、曲げ弾性率が50〜150kPaであると平均直径が200μm以下になる。初期圧縮弾性率が12kPaを超え、あるいは、曲げ弾性率が150kPaを超えた不織布を用いると、平均直径が200μmを越え易い。
前記厚み方向に垂直に配向した極細長繊維束の集合部の平均直径は、皮革様シートの厚み方向に平行な断面を走査型顕微鏡などで観察することで求められる。
【0030】
極細長繊維束絡合体(皮革様シート)の表層を緻密化して、表層の繊維占有率を底層の繊維占有率よりも高くした構造にしてもよい。このような構造であると、表層により高い充実感が得られ、また、底層により優れた軽量性や柔軟性が得られる。また、表層に比べて底層が粗であるために、例えば、折り曲げた際に表層の変形に対して底層の変形が追従しやすい。そのために折り曲げた際には、腰折れしにくい天然皮革に似た折り曲げ状態が得られる。さらに、その表面が緻密であるために表面磨耗性にも優れる。また、銀面層と表層が高い接着性を示し、立毛処理により優れた毛羽感が得られる。
【0031】
極細長繊維束絡合体を構成する極細長繊維の平均繊度は、0.001〜0.5dtex、好ましくは0.01〜0.4dtex、より好ましくは0.02〜0.3dtexである。平均繊度が低すぎる場合には、繊維同士が分離しないで密に集束してしまい、その結果、得られる極細長繊維束絡合体の剛性が高くなって柔軟性が低下する傾向がある。また、平均繊度が高すぎる場合には、天然皮革のような表面の緻密感やボリューム感が得られにくくなる傾向がある。
【0032】
極細長繊維を構成する樹脂としては、極細長繊維を形成可能な熱可塑性樹脂であれば特に限定されない。例えば、ポリエチレンテレフタレート(PET),イソフタル酸変性ポリエチレンテレフタレート,ジメチルイソフタル酸変性ポリエチレンテレフタレート,スルホイソフタル酸変性ポリエチレンテレフタレート,ポリトリメチレンテレフタレートポリブチレンテレフタレート,ポリヘキサメチレンテレフタレートなどの芳香族ポリエステル;ポリ乳酸,ポリエチレンサクシネート,ポリブチレンサクシネート,ポリブチレンサクシネートアジペート,ポリヒドロキシブチレート−ポリヒドロキシバリレート共重合体などの脂肪族ポリエステル;ポリアミド6,ポリアミド66,ポリアミド10,ポリアミド11,ポリアミド12,ポリアミド6−12などのポリアミド;ポリエチレン,ポリプロピレン(PP),ポリブテン,ポリメチルペンテン,塩素系ポリオレフィンなどのポリオレフィン;エチレン単位を25〜70モル%含有する変性ポリビニルアルコール;ポリウレタン系エラストマー,ポリアミド系エラストマー,ポリエステル系エラストマーなどの熱可塑性エラストマーなどが挙げられる。
【0033】
上記樹脂の中では、PET、イソフタル酸変性PETなどの変性PET、ポリ乳酸、ポリアミド6、ポリアミド12、ポリアミド6−12、ポリプロピレンなどが好ましい。特に、PETおよびイソフタル酸変性PET等の変性樹脂は、後述する湿熱収縮処理時における収縮特性が良好であるので特に好ましい。なお、変性PETにおける変性量は、好ましくは0.1〜30mol%、より好ましくは0.5〜15mol%、さらに好ましくは1〜10mol%である。
【0034】
なお、極細長繊維束絡合体は、連続紡糸された複合繊維から得られた実質的に単一の繊度を有する極細長繊維束からなり、繊度のバラツキが少ないことが好ましい。このような場合には、表層と底層との一体感に優れるために、折り曲げた際にもハリやコシや充実感を示し、また、高い剥離強力を示す点から好ましい。なお、連続紡糸された複合繊維から得られた実質的に単一の繊度を有する極細長繊維束とは、別々に紡糸された異なる種類の複合繊維から得られた繊維束の組み合わせではないことを意味する。樹脂組成、繊維断面構造、得られる極細繊維の繊度、得られる繊維束の繊度等が異なる異種の複合繊維からなるウェブを絡合し極細化して得られる極細長繊維束絡合体は、剥離強力が不充分になる傾向がある。
【0035】
本発明の皮革様シートは、極細長繊維束を拘束することにより形態安定性を付与したり、極細長繊維束を構成する極細長繊維を拘束することにより剛性を付与したり、風合いを改良したりする目的で、必要に応じて高分子弾性体を含有してもよい。
【0036】
本発明の皮革様シートの高分子弾性体含有割合は、極細長繊維束絡合体の0〜15質量%が好ましく、0.2〜10質量%がより好ましく、0.5〜5質量%がさらに好ましい。なお、高分子弾性体の含有割合が多すぎる場合には、ゴム感が強くなって、風合いを損なう傾向がある。
【0037】
皮革様シートが高分子弾性体を含有する場合、高分子弾性体は、極細長繊維束の内部に含浸していてもよく、極細長繊維束の外部に付着していてもよい。なお、高分子弾性体が極細長繊維束内部に含浸している場合には、極細長繊維束を構成する極細長繊維を拘束する程度を変えることにより剛性を調整することができる。極細長繊維束の内部に含浸される高分子弾性体の割合は、極細長繊維束絡合体中の高分子弾性体の合計量に対して0〜5質量%であることが好ましい。極細長繊維束内部に存在する高分子弾性体の割合が高すぎる場合には、極細長繊維を拘束しすぎることにより、柔軟性が低下するおそれがある。
【0038】
高分子弾性体としては、ゴム、熱可塑性エラストマーなどが使用されるが、これらに特に限定されない。その具体例としては、ジエン系ゴム(ブタジエンゴム、イソプレンゴム、クロロプレンゴム、スチレン−ブタジエンゴムなど)、ニトリル系ゴム(ニトリルゴム、水素化ニトリルゴムなど)、アクリル系ゴム(アクリルゴムなど)、ウレタンゴム(ポリエーテルウレタンゴム、ポリエステルウレタンゴムなど)、シリコーンゴム、オレフィン系ゴム(エチレン−プロピレンゴムなど)、フッ素ゴム、ポリスチレン系エラストマー(スチレン−ブタジエンブロック共重合体、スチレン−イソプレンブロック共重合体、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−イソプレン−スチレンブロック共重合体、アクリロニトリル−ブタジエン−スチレン共重合体、アクリロニトリル−スチレン共重合体、もしくはこれらの水添物又はエポキシ化物など)、ポリオレフィン系エラストマー(プロピレン−エチレン・プロピレンゴム共重合体などのオレフィンとゴム成分との共重合体、又はその水添物など)、ポリウレタン系エラストマー(ポリエーテルウレタンエラストマー、ポリエステルウレタンエラストマー、ポリエーテルエステルウレタンエラストマー、ポリカーボネートウレタンエラストマー、ポリエーテルカーボネートウレタンエラストマー、ポリエステルカーボネートウレタンエラストマーなど)、ポリエステル系エラストマー(ポリエーテルエステルエラストマー、ポリエステルエステルエラストマーなど)、ポリアミド系エラストマー(ポリエステルアミドエラストマー、ポリエーテルエステルアミドエラストマーなど)、ハロゲン系エラストマー(塩化ビニル系エラストマーなど)などが挙げられる。これらは、単独で用いても、二種以上を組み合わせて用いてもよい。
【0039】
上記高分子弾性体の中では、ポリウレタン系、ポリエステル系、ポリアミド系などの熱可塑性エラストマー、特に、ポリウレタン系エラストマーが好ましい。
【0040】
本発明の皮革様シートは、剥離強力が3kg/1cm以上であることが好ましく、3〜8kg/1cmであることがより好ましい。また、表層側の剥離強力と底層側の剥離強力との比(表層側の剥離強力/底層側の剥離強力)が好ましくは1.08〜2、より好ましくは1.15〜1.8であることが柔軟性と充実感とのバランスにより優れた皮革様シートが得られる点から好ましい。本発明の皮革様シートは前記断面数A1が8000〜40000/cm2であるので、剥離強力が高く、繊維の絡合度合いが高い。
【0041】
本発明の皮革様シートは、通常、後述するように、表面に銀面調樹脂層を形成したり、表面を立毛処理したりする等の所望の仕上げ処理を施して用いられる。
【0042】
皮革様シートの製造方法
次に、本発明の皮革様シートの製造方法の一例について詳しく説明する。
【0043】
本発明の皮革様シートの製造方法は、例えば、
(1)水溶性熱可塑性樹脂と非水溶性熱可塑性樹脂とを溶融紡糸して得られる海島型複合繊維(極細繊維発生型長繊維)からなるスパンボンドシートを製造する工程、
(2)スパンボンドシートを複数枚重ねて絡合させることにより極細繊維発生型長繊維不織布を形成する絡合工程、
(3)極細繊維発生型長繊維不織布を湿熱収縮や熱水収縮させることにより、収縮不織布を作成する収縮処理工程、
(4)海島型複合繊維の水溶性熱可塑性樹脂を熱水中で溶解することにより、海島型複合繊維を極細長繊維の繊維束に変換する極細長繊維形成工程
を含む。また、必要に応じて、
(5)極細長繊維束絡合体に高分子弾性体の水性液を含浸し、乾燥凝固させる高分子弾性体含浸工程や
(6)表面処理を行う後加工工程
を含んでいてもよい。以下に各工程について、詳しく説明する。
【0044】
(1)スパンボンドシート製造工程
本工程においては、はじめに、水溶性熱可塑性樹脂と非水溶性熱可塑性樹脂とを溶融紡糸して得られる海島型複合繊維からなるスパンボンドシートを製造する。
【0045】
海島型複合繊維は、水溶性熱可塑性樹脂(海成分)と、水溶性熱可塑性樹脂と相溶性が低い非水溶性熱可塑性樹脂(島成分)とをそれぞれ溶融した後、複合化させることにより得られる。海島型複合繊維(極細繊維発生型長繊維)の繊度は、工業生産性の観点から、0.5〜4dtexの範囲であることが好ましい。
【0046】
海島型複合繊維の繊度によって極細繊維発生型長繊維の不織布の弾性率が異なるために、繊度を変えることによって初期圧縮弾性率や曲げ弾性率をより適正化して、繊維束絡合体の充実感と柔軟性のバランスを制御することもできる。例えば、繊度が2〜4dtexの場合には、初期圧縮弾性率を7〜12kPaの範囲、曲げ弾性率を80〜150kPaにすることができる。また、繊度が0.5〜2dtexの場合には、初期圧縮弾性率を5〜10kPaの範囲、曲げ弾性率を50〜120kPaにすることができる。
【0047】
水溶性熱可塑性樹脂としては、水、アルカリ性水溶液、酸性水溶液等により溶解除去できる熱可塑性樹脂であって、溶融紡糸が可能な樹脂が好ましく用いられる。このような、水溶性熱可塑性樹脂の具体例としては、例えば、ポリビニルアルコール系樹脂(PVA系樹脂);ポリエチレングリコール及び/又はスルホン酸アルカリ金属塩を共重合成分として含有する変性ポリエステル;ポリエチレンオキシド等が挙げられる。これらの中では、特に、PVA系樹脂が以下の理由により好ましく用いられる。
【0048】
海島型複合繊維の水溶性熱可塑性樹脂成分としてPVA系樹脂を用いた場合、形成される極細長繊維が大きく収縮する。このことにより繊維占有率が高い極細長繊維束絡合体が得られる。
【0049】
海島型複合繊維の海成分を構成する水溶性熱可塑性樹脂の種類によって極細繊維発生型長繊維の不織布の弾性率が異なるために、水溶性熱可塑性樹脂の種類を変えることによって初期圧縮弾性率や曲げ弾性率をより適正化して、極細長繊維束絡合体の充実感と柔軟性のバランスを制御することもできる。例えば、弾性率の高いPVA系樹脂やポリエチレングリコール及び/又はスルホン酸アルカリ金属塩を共重合成分として含有する変性ポリエステルを用いる場合には、初期圧縮弾性率を7〜12kPaの範囲、曲げ弾性率を70〜150kPaにすることができる。また、弾性率の低いポリエチレンオキシドの場合には、初期圧縮弾性率を5〜10kPaの範囲、曲げ弾性率を50〜120kPaにすることができる。
【0050】
非水溶性熱可塑性樹脂の具体例としては、上述した、極細長繊維を形成可能なPET、変性PET、ポリ乳酸、ポリアミド6、ポリアミド12、ポリアミド6−12、又はポリプロピレン等の各種熱可塑性樹脂が用いられうる。
【0051】
非水溶性熱可塑性樹脂は各種添加剤を含有してもよい。添加剤としては、例えば、触媒、着色防止剤、耐熱剤、難燃剤、滑剤、防汚剤、蛍光増白剤、艶消剤、着色剤、光沢改良剤、制電剤、芳香剤、消臭剤、抗菌剤、防ダニ剤、無機微粒子等が挙げられる。
【0052】
次に、水溶性熱可塑性樹脂と非水溶性熱可塑性樹脂とを溶融紡糸して海島型複合繊維を形成し、得られた海島型複合繊維からスパンボンドシートを形成する方法について、詳しく説明する。
【0053】
水溶性熱可塑性樹脂と非水溶性熱可塑性樹脂とを溶融紡糸して得た海島型複合繊維を、スパンボンド法により、延伸後、堆積させることにより長繊維の海島型複合繊維からなるスパンボンドシートが得られる。なお、本明細書において長繊維とは、短繊維を製造するときのような意図的な切断を経ずに製造された連続繊維のことである。
【0054】
はじめに、水溶性熱可塑性樹脂及び非水溶性熱可塑性樹脂をそれぞれ別々の押出機により溶融混練し、それぞれ異なる紡糸口金から溶融樹脂のストランドを同時に吐出させる溶融複合紡糸により、海島型複合繊維を形成する。水溶性熱可塑性樹脂と非水溶性熱可塑性樹脂との質量比は、好ましくは5/95〜50/50、より好ましくは10/90〜40/60の範囲であることが高密度の極細長繊維束絡合体が得られ、また、極細長繊維の形成性にも優れる点から好ましい。
【0055】
海島型複合繊維の断面上の島数は4〜4000島/繊維、さらには10〜1000島/繊維であることが単繊維繊度が小さく、繊維占有率の高い極細長繊維束が得られる点から好ましい。
【0056】
海島型複合繊維は冷却装置で冷却された後、エアジェットノズルなどの吸引装置を用いて目的の繊度となるように1000〜6000m/分の引き取り速度に相当する速度の高速気流により延伸される。そして、延伸された海島型複合繊維を移動式の捕集面の上に堆積することによりスパンボンドシートが形成される。なお、このとき、必要に応じてスパンボンドシートを、部分的に圧着してもよい。スパンボンドシートの目付量は、20〜500g/m2の範囲であることが均質な極細長繊維束絡合体が得られ、また、生産性に優れる点からも好ましい。
【0057】
(2)絡合工程
次に、得られたスパンボンドシートを複数枚重ねて絡合させることにより極細繊維発生型長繊維不織布を形成する絡合工程の例について説明する。
【0058】
極細繊維発生型長繊維不織布は、ニードルパンチや高圧水流処理等の公知の不織布製造方法を用いて絡合処理を行うことにより形成される。
はじめに、スパンボンドシートに針折れ防止油剤、帯電防止油剤、絡合向上油剤などのシリコーン系油剤または鉱物油系油剤を付与する。なお、目付ムラを低減させるために、2枚以上のスパンボンドシートをクロスラッパーにより重ね合わせた後、油剤を付与してもよい。
なお、皮革様シートの厚み方向に配向した極細長繊維束の数を、表層側を高く、底層側を低くするために、表面側の繊維の摩擦係数が裏面側の繊維の摩擦係数よりも低くなるように、表面側と裏面側とに付与する油剤の量や種類を変更してもよい。
【0059】
油剤の付与後、例えば、ニードルパンチ処理により三次元的にスパンボンドシートを絡合させる絡合処理を行う。ニードルパンチ処理は、得られる極細繊維発生型長繊維不織布の初期圧縮弾性率が5〜12kPa、曲げ弾性率が50〜150kPaとなるよう、また、得られる皮革様シートの表面から全厚みの1/3の深さにおいて厚み方向に垂直に得た断面において、該断面上に存在する極細長繊維束の断面の数が8000〜40000/cm2、得られる極細長繊維束絡合体(皮革様シート)の厚み方向に平行な断面において、厚み方向に垂直(絡合体表面に平行)に配向した極細長繊維束が集合した部分の平均直径が200μm以下となるような条件で行うことが好ましい。
【0060】
例えば、次のようなニードル条件が用いられる。
(a)バーブ数の多いニードルでニードルパンチを行う、或いは、キックアップ深さの深いニードルでニードルパンチを行う。バーブ数は針折れが生じない範囲で多い方が好ましく、例えば、1〜9バーブからそれぞれ選ばれ、キックアップ深さは、針折れが生じない範囲で深い方が好ましく、例えば、20〜100μmからそれぞれ選ばれる。
(b)ニードルパンチ数を多くする。ニードルパンチ数はニードル形状、油剤の種類と使用量等に応じて選ばれ、300〜5000パンチ/cm2が好ましい。
(c)深いニードル深度でニードルパンチを行う。
(d)ニードルパンチの初期と後期で、バーブ数、キックアップ深さ、ニードルパンチ数、ニードル深度などを変えてニードルパンチを行う。
(e)スパンボンドシートに付与する針折れ防止油剤、帯電防止油剤、絡合向上油剤などとして用いられるシリコーン系油剤または鉱物油系油剤の種類と付与量を選択する。
これらの条件は単独でも、組み合わせて用いてもよい。
ニードルパンチング装置については、ベロアニードルパンチング処理は、シートが厚み方向に潰されやすく、更には、得られる極細長繊維束絡合体の厚み方向に垂直(絡合体表面に平行)に配向した極細長繊維束が集合した部分の断面の平均直径が200μmを越えやすく、初期圧縮弾性率と曲げ弾性率が本発明の範囲である不織布を得ることが難しいので好ましくなく、ベッドプレートを用いた通常のニードルパンチング装置が好ましい。
【0061】
前記断面数A1と断面数A2の比(A1/A2)を0.95〜1.5にするためには、表層と裏層で、バーブ数、キックアップ深さ、ニードルパンチ数、ニードル深度などを変えてニードルパンチを行えばよい。ニードルパンチ処理による面積収縮率は10〜50%であるのが好ましい。
【0062】
極細繊維発生型長繊維不織布は、絡合処理前のスパンボンドシートの目付量に対して、質量比1.2倍以上、さらには、1.5倍以上となるように絡合処理されたものであることが好ましい。上限は特に限定されないが、処理速度の低下による製造コストの増大を避ける点で4倍以下であることが好ましい。また、極細繊維発生型長繊維不織布の目付量は、目的とする極細長繊維束絡合体の厚さ等に応じて適宜選択されるが、100〜1500g/m2の範囲であることが取扱い性に優れる点から好ましい。
【0063】
極細繊維発生型長繊維不織布の層間剥離力は、7kg/2.5cm以上、さらには、9kg/2.5cm以上であることが、形態保持性が良好であり、繊維の抜けが少なく、5〜12kPaの初期圧縮弾性率、50〜150kPaの曲げ弾性率、8000〜40000/cm2の断面数A1が得られやすい点から好ましい。なお、層間剥離力は、三次元絡合の度合いの目安になる。層間剥離力が小さすぎる場合には、極細長繊維束絡合体の繊維占有率が充分に高くならず好ましくない。また、極細繊維発生型長繊維不織布の層間剥離強力の上限は特に限定されないが、絡合処理効率の点から30kg/2.5cm以下であることが好ましい。
【0064】
(3)収縮処理工程
次に、得られた極細繊維発生型長繊維不織布を湿熱収縮や熱水収縮させることにより、収縮不織布を作成する収縮処理工程について説明する。収縮処理工程は、得られる極細長繊維束絡合体の繊維占有率を緻密にするために、極細繊維発生型長繊維不織布を収縮させて絡合度合いを更に高める工程である。そして、断面数A1を8000〜40000/cm2の範囲に高めるために重要な工程である。
【0065】
湿熱収縮処理は、スチーム加熱、熱水処理などの吸水条件下で行うことが好ましい。
スチーム加熱条件としては、雰囲気温度が60〜130℃の範囲で、相対湿度75%以上、さらには相対湿度90%以上で、60〜600秒間加熱処理することが好ましい。このような加熱条件の場合には、極細繊維発生型長繊維不織布を高収縮率で収縮させることができる点から好ましい。なお、相対湿度が低すぎる場合には、繊維に接触した水分が速やかに乾燥することにより、収縮が不充分になる傾向がある。
熱水処理は、50〜130℃、さらには60〜95℃の熱水に10〜120秒間浸漬するのが高収縮率で収縮させることができる点から好ましい。なお、温度が低すぎる場合には、収縮が不充分になる傾向があり、また、温度が高すぎる場合には、収縮が不均一となりやすい傾向がある。
【0066】
収縮処理においては、極細繊維発生型長繊維不織布を面積収縮率が30%以上、さらには、40%以上になるように収縮させることが好ましい。このように高い収縮率で収縮させることにより、繊維占有率が高く、繊維の絡まり度合いがさらに高くなった収縮不織布が得られる。面積収縮率の上限は特に限定されないが、処理効率の点から80%程度である。なお、表面側と裏面側をそれぞれ異なる条件で処理することにより、表面側と裏面側の収縮率を異なるものにしてもよい。
【0067】
なお、面積収縮率(%)は、下記式(1):
(収縮処理前の表面積−収縮処理後の表面積)/収縮処理前の表面積×100・・・(1)
により計算される。前記表面積は、不織布の表面の面積と裏面の面積の平均面積を意味する。
【0068】
また、湿熱収縮処理により得られた収縮不織布を、さらに海島型複合繊維の熱変形温度以上の温度で加熱ロールや加熱プレスすることにより、繊維占有率を高めてもよい。なお、表面側と裏面側とをそれぞれの側から異なる条件で加熱ロールや加熱プレスすることにより、表面側と裏面側を異なる緻密度することもできる。
【0069】
また、湿熱収縮処理前後の目付量の変化としては、収縮処理前の極細繊維発生型長繊維不織布の目付量に比べて収縮不織布の目付量が、1.2倍以上、さらには、1.5倍以上であり、4倍以下、さらには3倍以下であることが好ましい。
【0070】
(4)極細長繊維形成工程
次に、海島型複合繊維の水溶性熱可塑性樹脂を熱水中で溶解することにより、極細長繊維の繊維束の絡合体を形成する極細長繊維形成工程について説明する。
【0071】
極細繊維化処理は、収縮不織布を、水、アルカリ性水溶液、酸性水溶液等で熱水処理することにより、水溶性熱可塑性樹脂を溶解除去、または、分解除去する処理である。
【0072】
熱水処理条件は、例えば、第1段階として、65〜90℃の熱水中に5〜300秒間浸漬した後、さらに、第2段階として、85〜100℃の熱水中で100〜600秒間処理することが好ましい。また、溶解効率を高めるために、必要に応じて、ロールでのニップ処理、高圧水流処理、超音波処理、シャワー処理、攪拌処理、揉み処理等を行ってもよい。
【0073】
本工程においては、海島型複合繊維から水溶性熱可塑性樹脂を溶解する際に、形成される極細長繊維が大きく捲縮される。この捲縮により絡合体が緻密になるために、高密度の極細長繊維束絡合体が得られる。極細長繊維束の繊度は好ましくは0.5〜10dtex、より好ましくは1〜8dtexであり、1本の極細長繊維束中の極細長繊維は好ましくは4〜4000本、より好ましくは10〜1000本である。
【0074】
(5)高分子弾性体の含浸工程
得られる極細長繊維束絡合体の形態安定性を高めることや、極細長繊維束絡合体の機械的特性や風合い等を使用目的に応じて最適化するために、必要に応じて、極細繊維化処理を行う前(工程(3)の後、かつ、工程(4)の前)、または、行った後(工程(4)の後)の収縮不織布、または、収縮処理前(工程(2)の後、かつ、工程(3)の前)の極細繊維発生型長繊維不織布に高分子弾性体を含浸し乾燥凝固させてもよい。
【0075】
以下に、高分子弾性体の代表的な含浸方法として、水系ポリウレタン系樹脂を用いる場合について詳しく説明する。なお、水系ポリウレタン系樹脂としては、水系ポリウレタン系樹脂を形成する樹脂成分を水系媒体に溶解した水性溶液や、水系ポリウレタン系樹脂を形成する樹脂成分を水系媒体に分散させた水性分散液が挙げられる。なお、水性分散液には懸濁液及び乳化液が含まれる。特に、耐水性に優れている点から、水性分散液を用いることがより好ましい。水性溶液及び水性分散液の固形分濃度は1〜60質量%が好ましい。
【0076】
ポリウレタン系樹脂としては、平均分子量200〜6000の高分子ポリオール、有機ポリイソシアネ−ト、及び鎖伸長剤を、所定のモル比で反応させることにより得られる各種のポリウレタン系樹脂が挙げられる。
【0077】
高分子ポリオールとしては、例えば、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、ポリ(メチルテトラメチレングリコール)などのポリエーテル系ポリオールおよびその共重合体;ポリブチレンアジペートジオール、ポリブチレンセバケートジオール、ポリヘキサメチレンアジペートジオール、ポリ(3−メチル−1,5−ペンチレンアジペート)ジオール、ポリ(3−メチル−1,5−ペンチレンセバケート)ジオール、ポリカプロラクトンジオールなどのポリエステル系ポリオールおよびその共重合体;ポリヘキサメチレンカーボネートジオール、ポリ(3−メチル−1,5−ペンチレンカーボネート)ジオール、ポリペンタメチレンカーボネートジオール、ポリテトラメチレンカーボネートジオールなどのポリカーボネート系ポリオールおよびその共重合体;ポリエステルカーボネートポリオール等が挙げられる。また、必要に応じて、3官能アルコールや4官能アルコールなどの多官能アルコール、又は、エチレングリコール等の短鎖アルコールを併用してもよい。これらは単独で用いても、2種以上を組み合わせて用いてもよい。特に、非晶性のポリカーボネート系ポリオール、脂環式ポリカーボネート系ポリオール、直鎖状ポリカーボネート系ポリオール共重合体、及び、ポリエーテル系ポリオール等が、柔軟性と充実感のバランスにより優れた皮革様シートが得られる点から好ましい。
【0078】
有機ポリイソシアネートとしては、例えば、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、ノルボルネンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート等の脂肪族あるいは脂環族ジイソシアネート等の無黄変型ジイソシアネート;2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、キシリレンジイソシアネートポリウレタン等の芳香族ジイソシアネート等が挙げられる。また、必要に応じて、3官能イソシアネートや4官能イソシアネートなどの多官能イソシアネートを併用してもよい。これらは単独で用いても、2種以上を組み合わせて用いてもよい。これらの中では、4,4’−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、キシリレンジイソシアネートが、機械的特性に優れることから好ましい。
【0079】
鎖伸長剤としては、例えば、ヒドラジン、エチレンジアミン、プロピレンジアミン、ヘキサメチレンジアミン、ノナメチレンジアミン、キシリレンジアミン、イソホロンジアミン、ピペラジンおよびその誘導体、アジピン酸ジヒドラジド、イソフタル酸ジヒドラジドなどのジアミン類;ジエチレントリアミンなどのトリアミン類;トリエチレンテトラミンなどのテトラミン類;エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、1,4−ビス(β−ヒドロキシエトキシ)ベンゼン、1,4−シクロヘキサンジオールなどのジオール類;トリメチロールプロパンなどのトリオール類;ペンタエリスリトールなどのペンタオール類;アミノエチルアルコール、アミノプロピルアルコールなどのアミノアルコール類等が挙げられる。これらは単独で用いても、2種以上を組み合わせて用いてもよい。これらの中では、ヒドラジン、ピペラジン、エチレンジアミン、ヘキサメチレンジアミン、イソホロンジアミンおよびその誘導体、ジエチレントリアミンなどのトリアミンの中から2種以上組み合わせて用いることが、力学性能の点から好ましい。また、鎖伸長反応時に、鎖伸長剤とともに、エチルアミン、プロピルアミン、ブチルアミンなどのモノアミン類;4−アミノブタン酸、6−アミノヘキサン酸などのカルボキシル基含有モノアミン化合物;メタノール、エタノール、プロパノール、ブタノールなどのモノオール類を併用してもよい。
【0080】
また、2,2−ビス(ヒドロキシメチル)プロピオン酸、2,2−ビス(ヒドロキシメチル)ブタン酸、2,2−ビス(ヒドロキシメチル)吉草酸などのカルボキシル基含有ジオール等を併用して、ポリウレタン系樹脂の骨格にカルボキシル基などのイオン性基を導入することにより、製造性や各種性能を調整することができる。
【0081】
また、高分子弾性体の吸水率や繊維との接着性や硬さを制御するために、ポリウレタンを形成するモノマー単位が有する官能基と反応し得る官能基を分子内に2個以上含有する架橋剤、例えば、カルボジイミド系化合物、エポキシ系化合物、オキサゾリン系化合物、或いは、ポリイソシアネート系化合物、多官能ブロックイソシアネート系化合物等の自己架橋性の化合物を添加することのより架橋構造を形成しても良い。
【0082】
ポリウレタン系樹脂の水性分散液の分散平均粒子径としては、0.01〜1μm、さらには、0.03〜0.5μmであることが好ましい。
【0083】
収縮不織布または収縮処理前の極細繊維発生型長繊維不織布に高分子弾性体を含浸させる方法としては、例えば、ナイフコーター、バーコーター、又はロールコーターを用いる方法、または、ディッピングする方法等が挙げられる。
【0084】
そして、高分子弾性体の水性液が含浸された収縮不織布又は極細繊維発生型長繊維不織布を乾燥することにより、高分子弾性体を凝固させることができる。乾燥方法としては、50〜200℃の乾燥装置中で熱処理する方法や、赤外線加熱の後に乾燥機中で熱処理する方法、スチーム処理した後に乾燥機で熱処理する方法、或いは、超音波加熱の後に乾燥機で熱処理する方法、並びに、これらを組み合わせた方法等が挙げられる。
【0085】
なお、前記収縮不織布又は極細繊維発生型長繊維不織布に高分子弾性体の水性液を含浸させた後、乾燥する場合、該水性液が収縮不織布又は極細繊維発生型長繊維不織布の表層に移行(マイグレーション)することにより、均一な充填状態が得られないことがある。このような場合には、水性液の高分子弾性体の粒径を調整すること;高分子弾性体のイオン性基の種類や量を調整すること、あるいは、40〜100℃程度の温度によってpHが変わるアンモニウム塩を利用し水分散安定性を低下させること;1価または2価のアルカリ金属塩やアルカリ土類金属塩、ノニオン系乳化剤、会合型水溶性増粘剤、水溶性シリコーン系化合物などの会合型感熱ゲル化剤、または、水溶性ポリウレタン系化合物を併用すること等により、40〜100℃程度における水分散安定性を低下させること等によりマイグレーションを抑制することができる。なお、必要に応じて、高分子弾性体が表面に偏在するようにマイグレーションさせてもよい。また、乾燥法や付与方法を、表面側と裏面側では異なった条件として、表面側へ優先的に高分子弾性体を存在させても構わない。
【0086】
海島型複合繊維を極細繊維化処理することにより、水溶性熱可塑性樹脂が除去されて極細長繊維束の内部に空隙が形成される。従って、極細繊維化処理を施した後に高分子弾性体を付与した場合には、毛細管現象により高分子弾性体の水性液が極細長繊維間に含浸されやすい。そのため、極細長繊維束内の極細長繊維がより強く拘束され、極細長繊維束絡合体の形態保持性がより高められる。
【0087】
(6)皮革様シートの後加工
得られた極細長繊維束絡合体は、通常、各種用途に応じて、起毛処理、銀面処理、柔軟化処理、2分割処理、成形処理、染色処理等の後加工が施される。
【0088】
なお、本発明の極細長繊維束絡合体は、高分子弾性体を付与しなくても、形態保持性が良好で繊維の素抜けも少ない。従来の人工皮革の製造においては、高分子弾性体を付与して形態安定性を高める必要があった。しかし、本発明では従来必要であった処理をしなくても後加工を行うことができる。
【0089】
例えば、銀面調人工皮革を製造する場合には、極細長繊維束絡合体の表面に高分子弾性体からなる被覆層を形成する。
高分子弾性体からなる被覆層の形成方法としては、高分子弾性体の分散液または溶液を極細長繊維束絡合体の表面に直接塗布して形成する方法や、離型紙上に形成された被覆層を極細長繊維束絡合体の表面に貼り合わせる方法等が用いられる。被覆層の形成に用いられる高分子弾性体としては、従来から銀面調人工皮革の製造に用いられている高分子弾性体がとくに限定なく用いられうる。被覆層の厚さは特に限定されず、例えば、好ましくは2〜300μm、より好ましくは3〜100μm、さらに好ましくは3〜80μm、特に好ましくは3〜50μmである。
【0090】
また、立毛調人工皮革を製造する場合には、極細長繊維束絡合体の表面をサンドペーパーや針布等を用いたバフィング処理により毛羽立てる、従来から立毛調人工皮革の製造に用いられている方法が用いられる。
【0091】
また、銀面調人工皮革や立毛調人工皮革は極細長繊維形成工程の何れかの段階で染色してもよい。また、必要に応じて、ドライ状態での機械的もみ処理、染色機や洗濯機などを使用したウェット状態でのリラックス処理、柔軟剤処理、防燃剤や抗菌剤、消臭剤、撥水撥油剤などの機能性付与処理、シリコーン系樹脂やシルクプロテイン含有処理剤、グリップ性付与樹脂などの触感改質剤付与処理、着色剤やエナメル調用コーティング樹脂などの仕上げ処理を行なってもよい。本発明の極細長繊維束絡合体は、表層の繊維が非常に緻密に存在するために、60〜140℃程度の水中で処理するウェット状態でのリラックス処理や柔軟剤処理は、風合いを著しく改善するために特に好ましい処理である。
【0092】
また、高分子弾性体を付与することなく極細長繊維絡合体を染色し、該染色後に高分子弾性体を付与することも好ましい。高分子弾性体が着色されないので、極細長繊維と高分子弾性体の染料吸尽性が異なることに起因する色斑や表面の不均一性を避けることができ、品質安定性が向上する。また、スエード調人工皮革に用いた場合、湿摩擦堅牢性などの各種堅牢性が向上する。従って、本発明の皮革様シートを構成する極細長繊維は染色されており、高分子弾性体は実質的に染色されていないか、あるいは、染色されていないことが好ましい。
【0093】
上記のようにして得られた皮革様シートの見かけ密度は、特に限定されないが、0.45〜0.85g/cm3の範囲であることが、充実感と柔軟性とのバランスに優れ、また、機械的特性や形態保持性に優れる点から好ましい。また、皮革様シートの厚みは、特に限定されないが、0.3〜4mm程度の範囲であることが充実感と柔軟性とのバランスに優れた風合いが得られる点から好ましい。目付は100〜2000g/m2であるのが好ましい。
【実施例】
【0094】
以下、実施例により本発明をさらに具体的に説明するが、本発明の範囲はこれら実施例に限定されるものではない。なお、本実施例において、部および%は、特にことわりのない限り質量基準である。
【0095】
はじめに、本実施例で用いた評価方法についてまとめて説明する。
【0096】
(1)厚み方向に配向した極細長繊維束の断面数A1及びA2
皮革様シートを全厚みの1/3及び2/3の深さにおいて厚み方向に垂直にスライスして同じ厚みの3つのスライス片を得た。また、全厚み方向の1/3又は2/3の深さにおいて厚み方向に垂直にスライスして2つのスライス片を得た。断面を酸化オスミウムで染色した後、断面を走査型電子顕微鏡(倍率100〜200倍)にて5箇所観察し、2値化処理した後、画像処理によって5箇所に存在する極細長繊維束の断面数の平均を求めた。
【0097】
(2)厚み方向に垂直に配向した極細長繊維束の集合部分の平均直径
皮革様シートを厚み方向に平行にカットした。断面を酸化オスミウムで染色した後、皮革様シートの全厚みの1/3の深さの領域(5箇所)に存在する厚み方向に垂直方向に配向した極細長繊維束の集合部分の直径を求めた。結果は5カ所の平均値で示した。
【0098】
(3)極細繊維発生型長繊維不織布の初期圧縮弾性率
極細繊維発生型長繊維不織布を一定歪速度で圧縮し、初期歪と応力値の関係からJISK7181、JISK6254等に準じて求めた。
【0099】
(4)極細繊維発生型長繊維不織布の曲げ弾性率
極細繊維発生型長繊維不織布の撓み量(δ)を図1に示したカンチレバー法で測定し、下記式から曲げ弾性率(E)を算出した。
【数1】
ただし、図1に示すように、Lは試験片の長さ(cm)、wは試験片の目付(g/m2)、δは撓み量(cm)であり、Iは下記式で表される断面2次モーメントである。
【数2】
ただし、bは試験片の幅(cm)、hは試験片の厚み(cm)である。
【0100】
(5)極細繊維発生型長繊維不織布の層間剥離強力
極細繊維発生型長繊維不織布から、縦方向(長さ方向)23cm、巾方向2.5cmの試験片を切り出した。次に、試験片の縦方向の一方の端面の厚さ方向中央部に幅方向に沿ってカミソリ刃で切れ目を入れ表層側端部と底層側端部に分割した。表層側端部と底層側端部を両手で反対方向に引っ張り約10cm剥離した。剥離した表層側端部と底層側端部をそれぞれ引張試験機の上下のチャックに固定し、引張速度100mm/分で引っ張り応力−ひずみ曲線(SS曲線)を得た。その平坦部分の応力を層間剥離強力とした。結果は3回の測定の平均値である。
【0101】
(6)皮革様シートの剥離強力
得られた皮革様シートから、縦方向(長さ方向)23cm、巾方向2.5cmの試験片を切り出した。得られた試験片の表層側表面をポリウレタン系接着剤を用いてゴム板に貼り付け、常温でプレスし乾燥後、25℃で24時間放置した。引張試験機の上下のチャックに試験片とゴム板とをそれぞれ把持して、引張速度100mm/分で引張試験を行った。得られた応力−ひずみ曲線(SS曲線)の平坦部分の応力を試験片の巾1cm当たりに換算して剥離強力とした。結果は3回の測定の平均値である。なお、表層側表面を接着した場合に得られた剥離強力が表層側の剥離強力であり、底層側表面を接着した場合に得られた剥離強力が底層側の剥離強力である。
【0102】
(7)風合い判定
約20cm角程度に切り出した試験片を評価用試料とした。人工皮革の販売に従事する5人のパネリストが、試験片を触って風合いを以下の基準で評価した。最も多くのパネリストが付けた評価を風合いの評価結果とした。
A:一般的な風合いであるBに比べて、非常に良好な充実感がありながら柔らかさも兼ね備えている理想的な風合い
B:スポーツ靴のアッパー用素材として広く用いられている人工皮革の一般的な風合いC:スポーツ靴用途には硬すぎる、あるいは柔らかすぎて腰がなく使用困難な風合い
【0103】
(8)銀面調人工皮革の折れ皺
約20cm角程度に切り出した試験片を評価用試料とした。評価用試料を縦方向両端部が合わさるように銀面を内側にして谷折りしたときに発生する折れ皺の形状を目視により観察した。そして、以下の基準により判定した。
A:牛皮革と同様の折りこんだ表面に緻密で、均質な折れシワが発生した。
B:折りこんだ表面にスポーツ靴のアッパー用素材にしばしば観察される一般的な折れシワ、或いは部分的に緻密な折れシワが発生した。
C:折りこんだ表面にダンボールを折り込んだような荒い折れシワが発生した。
【0104】
(9)スエード調人工皮革の表面の外観評価
人工皮革の販売に従事する5人のパネリストが、スエード調人工皮革の外観を目視することにより以下の基準で評価し、最も多くのパネリストが付けた評価を外観の評価結果とした。
A:立毛表面の緻密性が全体的に極めて高く、手で触ったときにざらつきが全く無くて滑らかである。
B:立毛表面の緻密性が全体的に僅かに粗いか、又は、全体的に比較的高いものの、部分的に緻密性が明らかに低くて粗い部分が散在し、手で触ったときにややざらつきがある。
C:全体的に粗い立毛表面であり、手で触ったときにかなりのざらつきがある。
【0105】
実施例1
変性PVA(海成分)と変性度6モル%のイソフタル酸変性ポリエチレンテレフタレ−ト(島成分)とを、海成分/島成分の質量比が25/75となるように、260℃に設定した溶融複合紡糸用口金(島数:25島/繊維)より吐出した。そして、紡糸速度が3800m/minとなるようにエジェクター圧力を調整することにより平均繊度2.5dtexの海島型複合繊維(極細繊維発生型長繊維)をネット上に堆積させ、目付27g/m2のスパンボンドシートを得た。
【0106】
次に、得られたスパンボンドシートを12枚重ね、クロスラッピングにより総目付が325g/m2のウェブを作製した。そして、ウェブに針折れ防止油剤として鉱物油系油剤をスプレーした。
そして、ベッドプレートパンチング装置を用いてニードル番手40番のニードル針(バーブ数9個、キックアップ深さ80μm)を用いて、ウェブの表側から1000パンチ/cm2、裏側から800パンチ/cm2でニードルパンチ処理した。さらに、ニードル番手42番(バーブ数6個、キックアップ深さ40μm)のニードル針を用いて表面側から600パンチ/cm2、裏面側から300パンチ/cm2でニードルパンチ処理した。このようにして極細繊維発生型長繊維不織布を得た。なお、ニードルパンチ処理によるウェブの面積収縮率は30%であった。得られた極細繊維発生型長繊維不織布の目付は450g/m2、層間剥離強力は11.5kg/2.5cm、初期圧縮弾性率は10kPa、曲げ弾性率は100kPaであった。
【0107】
次に、得られた極細繊維発生型長繊維不織布を70℃の熱水中に90秒間浸漬することにより湿熱収縮処理して収縮不織布を得た。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて25000/cm2、全厚みの2/3の深さにおいて21000/cm2であった。
さらに95℃の熱水中に10分間浸漬することにより海島型複合繊維から変性PVAを溶解除去し、さらに乾燥することにより皮革様シートAを得た。なお、湿熱収縮処理前後の面積収縮率は47%であった。
極細長繊維の平均繊度は0.1dtexであり、皮革様シートAの目付は600g/m2、厚みは1.05mm、見掛け密度は0.57g/cm3であった。また、厚み方向と並行な断面における該断面に垂直に配向した繊維束の集合部分の直径は、全厚みの1/3の深さにおいて120μmであった。
得られた皮革様シートAを上記評価方法に従って評価した結果を第1表に示す。
【0108】
実施例1a
実施例1で得られた皮革様シートAの表面を#240のサンドペーパーでバフィング処理し、さらに、2%owfの分散染料によりグレー色に染色した。さらに、表面を仕上げバフィング処理することにより起毛しスエード調の皮革様シートBを得た。なお、染色時における繊維の素抜けやほつれ、及び、バフィング時における繊維の抜け等は殆どなかった。
皮革様シートBは、目付570g/m2、厚み1.00mm、見掛け密度0.57g/cm3であった。また、柔軟性、充実感、表面毛羽感や緻密な折れ皺状態は良好であった。結果を第1表に示す。
【0109】
実施例1b
離型紙上に表皮層用水性ポリウレタンをコートして乾燥することにより厚み30μmの銀面層を形成し、さらに、銀面層表面に接着層用水性ポリウレタンをコートして乾燥することにより厚み70μmの接着層を形成した。そして、実施例1で得られた皮革様シートAの表面をバフィング処理し、該表面に銀面層を離型紙と共に接着層を介してドライラミネートした(乾式造面処理)。そして離型紙を剥離することにより銀面調の皮革様シートCを得た。
皮革様シートCは、目付650g/m2、厚み1.08mm、見掛け密度0.62g/cm3であった。また、柔軟性、折れ皺感、丸みのあるボリュウム感が良好だった。
【0110】
実施例2
実施例1のニードルパンチ処理条件を下記条件に変えた以外は、実施例1と同様の方法により皮革様シートDを得た。具体的には、ニードル番手40番のニードル針(バーブ数6個、キックアップ深さ60μm)を用いて、ウェブの表側から1000パンチ/cm2、裏側から1000パンチ/cm2でニードルパンチ処理した。そして、さらに、ニードル番手42番(バーブ数6個、キックアップ深さ40μm)のニードル針を用いて表面側から600パンチ/cm2、裏面側から300パンチ/cm2でニードルパンチ処理した。このようにして極細繊維発生型長繊維不織布を得た。なお、ニードルパンチ処理によるウェブの面積収縮率は34%であった。極細繊維発生型長繊維不織布の目付は500g/m2、層間剥離強力は13.0kg/2.5cm、初期圧縮弾性率は11.5kPa、曲げ弾性率は140kPaであった。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて35000/cm2、全厚みの2/3の深さにおいて30000/cm2であった。
皮革様シートDは、目付660g/m2、厚み1.10mm、見掛け密度0.60g/cm3であった。得られた皮革様シートを上記評価方法に従って評価した結果を第1表に示す。
【0111】
実施例3
実施例1で得られた皮革様シートAをポリカーボネート系ポリウレタン系水性樹脂(高分子弾性体)の2%水性液に浸漬した後、乾燥することにより皮革様シートEを得た。皮革様シートEの厚み方向の断面を、走査型電子顕微鏡(倍率200倍)で観察したところ、高分子弾性体は主として繊維束の内部に存在しており、極細長繊維束絡合体と高分子弾性体との質量比は99:1であった。
皮革様シートEは、目付665g/m2、厚み1.08mm、見掛け密度0.62g/cm3であった。
得られた皮革様シートEを上記評価方法に従って評価した結果を第1表に示す。
【0112】
実施例3a
皮革様シートEの表面に、実施例1bと同様の方法によりバフィング処理及び乾式造面処理を行った。そして離型紙を剥離することにより銀面調の皮革様シートFを得た。皮革様シートFは、目付625g/m2、厚み1.02mm、見掛け密度0.61g/cm3であった。得られた皮革様シートFを上記評価方法に従って評価した結果を第1表に示す。皮革様シートFは、充実感が良好で細かい折れ皺状態で良好だった。
【0113】
実施例4
収縮不織布の製造までは実施例1と同様にして行った。得られた収縮不織布をポリウレタン系水性樹脂の15%水性液に浸漬し、乾燥した後、表層側を150℃でプレス処理した。極細繊維発生型長繊維不織布に対する収縮不織布の面積収縮率は44%であった。また、プレス後の収縮不織布は、目付850g/m2、厚み1.5mm、見掛け密度0.61g/cm3であった。
プレス後の収縮不織布を95℃の熱水中に10分間浸漬して変性PVAを溶解除去したのち、乾燥することにより皮革様シートGを得た。極細長繊維の平均繊度は0.1dtexであり、皮革様シートGの目付は600g/m2、厚みは1.10mm、見掛け密度は0.55g/cm3であった。また、皮革様シートGの厚み方向の断面を、走査型電子顕微鏡(倍率200倍)で観察したところ、高分子弾性体は主として極細長繊維束の外部に存在しており、極細長繊維束絡合体と高分子弾性体との質量比は90:10であった。
得られた皮革様シートGを上記評価方法に従って評価した結果を第1表に示す。
【0114】
実施例4a
実施例4で得られた皮革様シートGの表面に、実施例1bと同様の方法によりバフィング処理及び乾式造面処理を行った。そして離型紙を剥離することにより銀面調の皮革様シートHを得た。皮革様シートHは、目付670g/m2、厚み1.18mm、見掛け密度0.57g/cm3であった。
得られた皮革様シートHを上記評価方法に従って評価した。結果を第1表に示す。皮革様シートHは、充実感、絡合体と銀面層の一体感に優れ、細かい折れ皺状態で良好だった。
【0115】
実施例5
実施例1のニードルパンチ処理条件を下記条件に変え、更に、得られた皮革様シートをポリカーボネート系ポリウレタン水性樹脂の5%水性液に浸漬し乾燥したした以外は、実施例1と同様の方法により皮革様シートIを得た。具体的には、ニードル番手40番のニードル針(バーブ数6個、キックアップ深さ60μm)を用いて、ウェブの表側から800パンチ/cm2、裏側から500パンチ/cm2でニードルパンチ処理した。そして、ニードル番手42番(バーブ数6個、キックアップ深さ40μm)のニードル針を用いて表面側から300パンチ/cm2、裏面側から300パンチ/cm2でニードルパンチ処理した。このようにして極細繊維発生型長繊維不織布を得た。なお、ニードルパンチ処理によるウェブの面積収縮率は25%であった。極細繊維発生型長繊維不織布の目付は420g/m2、層間剥離強力は10.0kg/2.5cm、初期圧縮弾性率は7kPa、曲げ弾性率は70kPaであった。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて15000/cm2、全厚みの2/3の深さにおいて10000/cm2であった。
皮革様シートIは、目付520g/m2、厚み1.00mm、見掛け密度0.52g/cm3であった。得られた皮革様シートを上記評価方法に従って評価した結果を第1表に示す。
【0116】
比較例1
実施例1のニードルパンチ処理条件を下記条件に変えた以外は、実施例1と同様の方法により皮革様シートJを得た。具体的には、ウェブをニードル番手42番のニードル針(バーブ数6個、キックアップ深さ40μm)を用いてウェブの表側及び裏側からそれぞれ1200パンチ/cm2、の条件でニードルパンチ処理した。ニードルパンチ処理によるウェブの面積収縮率は20%であった。なお、ニードルパンチ後の不織布の目付は400g/m2、層間剥離強力は7.0kg/2.5cm、初期圧縮弾性率は3kPa、曲げ弾性率は70kPaであった。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて6000/cm2、全厚みの2/3の深さにおいて6000/cm2であった。
皮革様シートJは、目付530g/m2、厚み1.15mm、見掛け密度0.46g/cm3であった。得られた皮革様シートJを上記評価方法に従って評価した結果を第2表に示す。
【0117】
比較例1a
皮革様シートJの表面に、実施例1bと同様の方法によりバフィング処理及び乾式造面処理を行った。そして離型紙を剥離することにより銀面調の皮革様シートKを得た。皮革様シートKは、目付590g/m2、厚み1.18mm、見掛け密度0.50g/cm3であった。
得られた皮革様シートKを上記評価方法に従って評価した結果を表2に示す。皮革様シートKは、柔軟性や折れ皺の緻密さに劣っていた。
【0118】
比較例2
実施例1のニードルパンチ処理条件を下記条件に変えた以外は、実施例1と同様の方法により皮革様シートLを得た。具体的には、ウェブをニードル番手42番のニードル針(バーブ数6個、キックアップ深さ40μm)を用いてウェブの表側及び裏側からそれぞれ2400パンチ/cm2の条件でニードルパンチ処理した。ニードルパンチ処理によるウェブの面積収縮率は25%であった。なお、ニードルパンチ後の不織布の目付は440g/m2、層間剥離強力は9.0kg/2.5cm、初期圧縮弾性率は8kPa、曲げ弾性率は160kPaであった。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて10000/cm2、全厚みの2/3の深さにおいて7500/cm2であった。
皮革様シートLは、目付560g/m2、厚み1.10mm、見掛け密度0.51g/cm3であった。
得られた皮革様シートLを上記評価方法に従って評価した結果を第2表に示す。皮革様シートLは硬く紙っぽい風合いであった。
【0119】
比較例3
紡糸速度4000m/minの代わりに紡糸速度4700m/minとなるようにエジェクター圧力を調整した以外は実施例5と同様の方法により皮革様シートMを得た。ニードルパンチ後の不織布を70℃の熱水中に90秒間浸漬したときの湿熱収縮処理前後の面積収縮率は22%であった。
収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は全厚みの1/3の深さにおいて7000/cm2、全厚みの2/3の深さにおいて、5000/cm2であった。
皮革様シートMは、目付440g/m2、厚み1.10mm、見掛け密度0.40g/cm3であった。得られた皮革様シートMを上記評価方法に従って評価した結果を第2表に示す。
【0120】
比較例3a
皮革様シートMの表面に、実施例1bと同様の方法によりバフィング処理及び乾式造面処理を行った。そして離型紙を剥離することにより銀面調の皮革様シートNを得た。皮革様シートMは、目付460g/m2、厚み1.10mm、見掛け密度0.42g/cm3であった。
得られた皮革様シートNを上記評価方法に従って評価した結果を第2表に示す。皮革様シートNは、極細長繊維束絡合体と銀面との一体感に欠けて折れ皺が大きく、充実感にも劣っていた。
【0121】
比較例4
実施例1のニードルパンチ処理条件を下記条件に変えた以外は、実施例1と同様の方法により皮革様シートOを得た。具体的には、ディロアニードルパンチング装置を用いて、ウェブをニードル番手40番のニードル針(バーブ数9個、キックアップ深さ80μm)で表側及び裏側からそれぞれ600パンチ/cm2処理した後、実施例1と同等にベッドプレートパンチング装置を用いてニードル番手42番(バーブ数6個、キックアップ深さ40μm)のニードル針で表側及び裏側からそれぞれ600パンチ/cm2でニードルパンチ処理した。ニードルパンチ処理によるウェブの面積収縮率は5%であった。なお、ニードルパンチ後の不織布の目付は340g/m2、層間剥離強力は12.0kg/2.5cm、初期圧縮弾性率は15kPa、曲げ弾性率は170kPaであった。収縮不織布の厚み方向に垂直な断面上に存在する海島型複合繊維の断面数は、全厚みの1/3の深さにおいて45000/cm2、全厚みの2/3の深さにおいて45000/cm2であった。
皮革様シートOは、目付480g/m2、厚み0.9mm、見掛け密度0.53g/cm3であった。
得られた皮革様シートOを上記評価方法に従って評価した結果を第2表に示す。皮革様シートOは硬く紙っぽい風合いであった。
【0122】
比較例5
260℃に設定した溶融紡糸用口金からのポリエチレンテレフタレート長繊維を吐出した。そして、紡糸速度が4500m/minとなるようにエジェクター圧力を調整して平均繊度0.2dtexの長繊維をネット上に堆積させ、目付30g/m2のスパンボンドシートを得た。なお、このようにして得られた長繊維は繊維束を形成していない。
次に、得られたスパンボンドシートを12枚重ね、クロスラッピングにより総目付が360g/m2のウェブを作製した。そして、ウェブに針折れ防止油剤をスプレーした。
実施例1と同様にしてニードルパンチ処理した。なお、ニードルパンチ処理によるウェブの面積収縮率は−23%であった。また、ニードルパンチ後の不織布の目付は280g/m2、層間剥離強力は2kg/2.5cmであった。
さらに不織布を70℃の熱水中に90秒間浸漬することにより面積収縮を生じさせ、さらに乾燥することにより皮革様シートPを得た。なお、熱水浸漬前後の面積収縮率は20%であった。次いで、皮革様シートPをポリカーボネート系ポリウレタン水性樹脂の18%水性液に浸漬した後、乾燥した。
皮革様シートPは、目付350g/m2、厚み1.00mm、見掛け密度0.35g/cm3であった。また、皮革様シートQの不織布と高分子弾性体との質量比は87:13であった。得られた皮革様シートPを上記評価方法に従って評価した結果を第2表に示す。
【0123】
比較例5a
皮革様シートPの表面に、実施例1bと同様の方法によりバフィング処理及び乾式造面処理を行った。そして離型紙を剥離することにより銀面調の皮革様シートQを得た。
皮革様シートQは、目付420g/m2、厚み1.10mm、見掛け密度0.38g/cm3であった。
得られた皮革様シートRを上記評価方法に従って評価した結果を第2表に示す。皮革様シートQは、充実感に劣り、折れ皺が大きく高級感に劣る風合いであった。
【0124】
比較例6
ポリウレタン系ポリウレタン水性樹脂の水性液の濃度を30%に変更した以外は実施例4と同様の方法により皮革様シートRを得た。皮革様シートRは、目付660g/m2、厚み1.15mm、見掛け密度0.57g/cm3、不織布と高分子弾性体との質量比は80:20であった。
得られた皮革様シートRを上記評価方法に従って評価した結果を第2表に示す。皮革様シートRは硬く反発感の強い風合いであって、高級感に欠けていた。
【0125】
【表1】
【0126】
【表2】
【0127】
【表3】
【0128】
【表4】
【産業上の利用可能性】
【0129】
本発明によれば、天然皮革のような柔軟性及び充実感を有する皮革様シートが得られる。また、本皮革様シートは、堅牢性や表面摩耗性などの表面物性、剥離強力等の機械的特性にも優れている。従って、本皮革様シートを用いた人工皮革は、靴、ボール類、家具、乗物用座席、衣料、手袋、野球用グローブ、鞄、ベルト、バッグなどの皮革様製品の素材として好ましく用いられる。
【特許請求の範囲】
【請求項1】
極細長繊維束の絡合体とその内部に任意に含有された高分子弾性体を含む皮革様シートであって、前記極細長繊維束に含まれる極細長繊維の単繊維繊度が0.01〜0.5dtexであり、前記高分子弾性体の含有量が前記極細長繊維束の絡合体の15質量%以下であり、皮革様シートの全厚みの表面から1/3の深さで厚み方向に垂直に得た断面において、該断面上に存在する極細長繊維束の断面数が8000〜40000/cm2であることを特徴とする皮革様シート。
【請求項2】
前記極細長繊維束の絡合体が下記(1)および(2)を満足する極細繊維発生型長繊維の不織布から得られる請求項1に記載の皮革様シート。
(1)初期圧縮弾性率が5〜12kPa、及び
(2)曲げ弾性率が50〜150kkPa。
【請求項3】
前記極細長繊維束が、連続紡糸された複合繊維から得られた、単一の繊度を有する極細長繊維束である請求項1又は2に記載の皮革様シート。
【請求項4】
前記皮革様シートの厚み方向に平行な断面において、該断面に垂直に配向した極細長繊維束が集合した部分の平均直径が200μm以下である請求項1〜3のいずれか1項に記載の皮革様シート。
【請求項5】
表面に1〜300μmの厚みを有する樹脂層をさらに有する請求項1〜4のいずれか1項に記載の皮革様シート。
【請求項6】
表面に存在する前記極細長繊維が立毛処理されている請求項1〜4のいずれか1項に記載の皮革様シート。
【請求項1】
極細長繊維束の絡合体とその内部に任意に含有された高分子弾性体を含む皮革様シートであって、前記極細長繊維束に含まれる極細長繊維の単繊維繊度が0.01〜0.5dtexであり、前記高分子弾性体の含有量が前記極細長繊維束の絡合体の15質量%以下であり、皮革様シートの全厚みの表面から1/3の深さで厚み方向に垂直に得た断面において、該断面上に存在する極細長繊維束の断面数が8000〜40000/cm2であることを特徴とする皮革様シート。
【請求項2】
前記極細長繊維束の絡合体が下記(1)および(2)を満足する極細繊維発生型長繊維の不織布から得られる請求項1に記載の皮革様シート。
(1)初期圧縮弾性率が5〜12kPa、及び
(2)曲げ弾性率が50〜150kkPa。
【請求項3】
前記極細長繊維束が、連続紡糸された複合繊維から得られた、単一の繊度を有する極細長繊維束である請求項1又は2に記載の皮革様シート。
【請求項4】
前記皮革様シートの厚み方向に平行な断面において、該断面に垂直に配向した極細長繊維束が集合した部分の平均直径が200μm以下である請求項1〜3のいずれか1項に記載の皮革様シート。
【請求項5】
表面に1〜300μmの厚みを有する樹脂層をさらに有する請求項1〜4のいずれか1項に記載の皮革様シート。
【請求項6】
表面に存在する前記極細長繊維が立毛処理されている請求項1〜4のいずれか1項に記載の皮革様シート。
【図1】

【公開番号】特開2013−67917(P2013−67917A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−207937(P2011−207937)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
[ Back to top ]