
目封止ハニカム構造体
【課題】圧力損失の増加を抑制することができるとともに、その耐久性を良好に向上させることが可能な目封止ハニカム構造体を提供する。
【解決手段】流入側端面から流出側端面12まで延びる流入セル2a及び流出セル2bを区画形成する多孔質の隔壁1を有するハニカム構造体4と、流出側目封止部5bと、流入側目封止部と、を備え、流出セル2bのうちの、ハニカム構造体4のセルの延びる方向に垂直な断面において、断面の重心Oからの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれる一以上の流出セル2bには、セル2の延びる方向に垂直な断面における隔壁1が交差する少なくとも一の角部に補強部が形成されている。
【解決手段】流入側端面から流出側端面12まで延びる流入セル2a及び流出セル2bを区画形成する多孔質の隔壁1を有するハニカム構造体4と、流出側目封止部5bと、流入側目封止部と、を備え、流出セル2bのうちの、ハニカム構造体4のセルの延びる方向に垂直な断面において、断面の重心Oからの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれる一以上の流出セル2bには、セル2の延びる方向に垂直な断面における隔壁1が交差する少なくとも一の角部に補強部が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、目封止ハニカム構造体に関する。更に詳しくは、圧力損失の増加を抑制することができるとともに、その耐久性を良好に向上させることが可能な目封止ハニカム構造体に関する。
【背景技術】
【0002】
ディーゼルエンジン等の内燃機関や各種の燃焼装置等から排出されるガスには、煤(soot)を主体とする粒子状物質(パティキュレートマター(PM))が、多量に含まれている。このPMがそのまま大気中に放出されると、環境汚染を引き起こすため、排出ガスの排気系には、PMを捕集するためのディーゼルパティキュレートフィルタ(DPF)が搭載されている。
【0003】
このようなDPFとしては、例えば、流体(排ガス、浄化ガス)の流路となる複数のセルを区画形成する多孔質の隔壁を有するハニカム構造体が用いられている。このようにハニカム構造体は、流体(浄化ガス)の流出側の端面における所定のセル(流入セル)の開口部と、流体(排ガス)の流入側端面における残余のセル(流出セル)の開口部とに、セルの開口部を封止するための目封止部が配設され、目封止ハニカム構造体(ハニカムフィルタ)として利用される。
【0004】
上記目封止ハニカム構造体では、流入セルから排ガスを流入させると、排ガスが隔壁を通過する際に排ガス中のパティキュレートが隔壁に捕集され、パティキュレートが除去された浄化ガスが流出セルから流出する。
【0005】
従来、ハニカム構造体の隔壁の交差点に生じる過大な熱衝撃や機械的衝撃による破損を防止するために、少なくとも一部の流路(セル)の軸方向に直交する断面形状が、一方の対向する隅角部に略円弧状のR部を有するセラミックハニカム構造体が提案されている(例えば、特許文献1参照)。また、多孔質の隔壁により区画形成されたセルの角部に隅肉を形成し、セルの補強を行ったハニカム構造体も提案されている(例えば、特許文献2参照)。このようなハニカム構造体によれば、隔壁の交差部分の厚さが厚くなり、機械的強度(即ち、耐久性)を向上させることができる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−269131号公報
【特許文献2】特表2009−532197号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記特許文献1に記載されたハニカム構造体は、全てのセルの角部に円弧状のR部を形成するため、流体が通過する流路の容積が著しく減少してしまう。この結果、排ガスに含まれる灰(Ash)の堆積の観点から、目封止ハニカム構造体の耐久性が低下してしまうこととなる。
【0008】
また、特許文献1及び2に記載されたハニカム構造体においては、流体が流入する流入セルにも補強が行われるため、流路の容積(特に、流体が流入する側の容積)が減少する。このため、フィルタとして実質的に機能する濾過面の面積が減少し、目封止ハニカム構造体の圧力損失が増大してしまう。
【0009】
更に、補強部を形成することにより、目封止ハニカム構造体の質量も当然増加するため、過剰に補強部を形成することは、目封止ハニカム構造体の性能面において不利益を生じることがある。例えば、目封止ハニカム構造体の質量が増加すれば、排気ガス等の浄化に必要な温度に達するまでの時間が増大し、排気ガスの浄化性能を損なうこととなる。また、上記浄化性能を維持するために、排気ガスの温度を上昇させることも考えられるが、このような場合には、自動車等の内燃機関の燃料消費量(燃費)が悪化してしまう。
【0010】
即ち、従来のハニカム構造体においては、単にハニカム構造体の強度を向上させることを目的として、上述したような補強部を形成することは行われていたが、補強部を形成して耐久性を向上させることにより、圧力損失や浄化性能等のフィルタとしての他の特性が犠牲となっていた。特に、ハニカム構造体の強度の向上と、圧力損失の増加抑制とは、従来、二律背反の関係にあるとされ、両者を同時に解決することは極めて困難であるとされていた。
【0011】
また、目封止ハニカム構造体は、DPFとして用いた場合に、捕集した粒子状物質を燃焼除去する再生を行うことがある。この際、目封止ハニカム構造体は、その端面にクラック(以下、「端面クラック」ともいう)等の破損を生じることがある。この端面クラックが発生する箇所には、特定の傾向があり、端面クラックに対する対策がなされた目封止ハニカム構造体の開発も要望されている。
【0012】
本発明は、上述した問題に鑑みてなされたものであり、流体が流入するセル(流入セル)の容積を十分に確保することにより、圧力損失の増加を抑制することができるとともに、その耐久性を良好に向上させることが可能な目封止ハニカム構造体を提供する。
【課題を解決するための手段】
【0013】
本発明によれば、以下に示す、目封止ハニカム構造体が提供される。
【0014】
[1] 流入側端面から流出側端面まで延びる流体の流路となる複数のセルを区画形成する多孔質の隔壁を有するハニカム構造体と、前記流出側端面における所定のセルの開口部に配設されて、前記流入側端面が開口し且つ前記流出側端面が封止された流入セルを形成する流出側目封止部と、前記流入側端面における残余のセルの開口部に配設されて、前記流出側端面が開口し且つ前記流入側端面が封止された流出セルを形成する流入側目封止部と、を備え、前記セルの、前記セルの延びる方向に垂直な断面における前記流出セルの開口形状が四角形であり、前記流出セルのうちの、前記ハニカム構造体の前記セルの延びる方向に垂直な断面において、前記断面の重心を含む又は前記重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれる一以上の流出セルは、前記セルの延びる方向に垂直な断面における前記隔壁が交差する少なくとも一の角部に、前記流出セルを補強する補強部が形成された補強セルであり、且つ、前記流入セル及び前記補強セル以外の前記流出セルは、前記セルの延びる方向に垂直な断面における前記隔壁が交差する全ての角部に、前記補強部が形成されていない非補強セルである目封止ハニカム構造体。
【0015】
[2] 前記補強セルは、前記補強部が形成された補強角部と、前記補強部が形成されていない非補強角度部とを含むものである前記[1]に記載の目封止ハニカム構造体。
【0016】
[3] 前記補強セルは、前記補強セルにおける全ての角部に前記補強部が形成されたものである前記[1]に記載の目封止ハニカム構造体。
【0017】
[4] 少なくとも前記対角線上に位置する前記流出セルが、前記補強セルである前記[1]〜[3]のいずれかに記載の目封止ハニカム構造体。
【0018】
[5] 前記流入セルと前記流出セルとが、前記隔壁を隔てて交互に配置されている前記[1]〜[4]のいずれかに記載の目封止ハニカム構造体。
【0019】
[6] 前記流入セルの前記セルの延びる方向に垂直な断面における開口形状と、前記流出セルの前記セルの延びる方向に垂直な断面における前記補強部が除かれた開口形状とが、同一形状である前記[1]〜[5]のいずれかに記載の目封止ハニカム構造体。
【0020】
[7] 前記補強部を除く前記隔壁の平均厚さに対する、前記補強セルの前記補強部の表面から、前記補強セルを区画形成する前記隔壁の交差点を隔てて配置された他のセルの表面までの隔壁交差部分の交差距離の比の値が、1.5〜9.3である前記[1]〜[6]のいずれかに記載の目封止ハニカム構造体。
【0021】
[8] 各前記補強部は、前記セルの延びる方向に垂直な断面における前記補強部が除かれた開口部分の面積の0.05〜20%に相当する範囲を占める大きさのものである前記[1]〜[7]のいずれかに記載の目封止ハニカム構造体。
【発明の効果】
【0022】
本発明の目封止ハニカム構造体は、「流出側端面が開口し且つ流入側端面が封止された流出セル」のうちの、「流出セルのうちの、ハニカム構造体のセルの延びる方向に垂直な断面において、断面の重心を含む又は重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれるセル」が、セルの延びる方向に垂直な断面における隔壁が交差する少なくとも一の角部に、流出セルを補強する補強部が形成された補強セルであり、且つ、「流入側端面が開口し且つ流出側端面が封止された流入セル」及び「前記補強セル以外の流出セル」が、セルの延びる方向に垂直な断面における隔壁が交差する全ての角部に、上記補強部が形成されていない非補強セルである。このため、補強部が形成されていない流入セル(即ち、非補強セル)の容積、及びこの流入セルの開口部の面積を十分に確保することができ、圧力損失の増加を抑制することができる。一方、圧力損失に対する影響が、上記流入セルに比して少ない流出セルの一部には、隔壁が交差する少なくとも一の角部に補強部を形成することで、目封止ハニカム構造体の耐久性を良好に向上させることができる。これにより、目封止ハニカム構造体を機械的強度に優れたものとすることができる。
【0023】
特に、本発明の目封止ハニカム構造体は、流入セルと流出セルとの両方に補強部を形成した従来のハニカム構造体に比して、補強部が流路に占める容積が半分以下であるが、ハニカム構造体の耐久性は、上記補強部の容積比率以上の割合で向上させることができる。また、目封止ハニカム構造体に生じる熱応力が最大となる流出セルのみを補強することで、目封止ハニカム構造体の質量の過剰な増加を抑制することができる。このため、目封止ハニカム構造体を内燃機関の排ガス流路に設置して用いた場合に、目封止ハニカム構造体が加熱され易く、排気ガスに対する浄化性能の劣化を良好に抑制することができる。なお、排気ガスの温度によって目封止ハニカム構造体の温度を調整する場合であっても、目封止ハニカム構造体が加熱され易いため、自動車等の内燃機関の燃費の悪化を抑制することができる。このように、本発明の目封止ハニカム構造体によれば、従来、二律背反の関係にあるとされた、ハニカム構造体の耐久性向上と、圧力損失の増加抑制とを両立させることができる。更に、浄化性能の劣化や内燃機関の燃費の悪化も抑制することができる。
【0024】
更に、本発明の目封止ハニカム構造体は、DPFとして用いることができ、DPFにて捕集した粒子状物質を燃焼除去する再生時における端面クラックの発生を良好に抑制することができる。即ち、上記再生時においては、流出側端面における重心セルの対角線方向に沿って端面クラックが頻繁に発生する。本発明の目封止ハニカム構造体は、「流出セルのうちの、ハニカム構造体のセルの延びる方向に垂直な断面において、断面の重心を含む又は重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれるセル」を、角部が補強された補強セルとすることにより、端面クラックが発生し易い箇所が補強され、端面クラックの発生を良好に抑制することができる。
【図面の簡単な説明】
【0025】
【図1】本発明の目封止ハニカム構造体の一実施形態を模式的に示す斜視図である。
【図2】本発明の目封止ハニカム構造体の一実施形態の、流出側端面を示す模式図である。
【図3】本発明の目封止ハニカム構造体の一実施形態の、流入側端面を拡大して示す模式図である。
【図4】本発明の目封止ハニカム構造体の一実施形態の、流出側端面を拡大して示す模式図である。
【図5】本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に垂直な断面を拡大して示す模式図である。
【図6】本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に平行な断面を示す模式図である。
【図7】本発明の目封止ハニカム構造体の他の実施形態の、流出側端面を示す模式図である。
【図8】本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に垂直な断面を拡大して示す模式図である。
【発明を実施するための形態】
【0026】
以下、本発明の実施の形態について、図面を参照しながら具体的に説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、以下の実施の形態に対し適宜変更、改良等が加えられたものも本発明の範囲に入ることが理解されるべきである。
【0027】
(1)目封止ハニカム構造体:
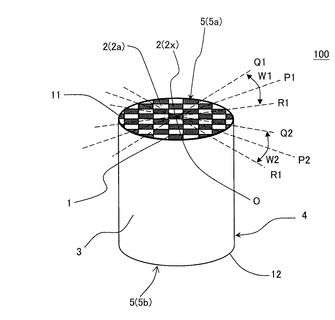
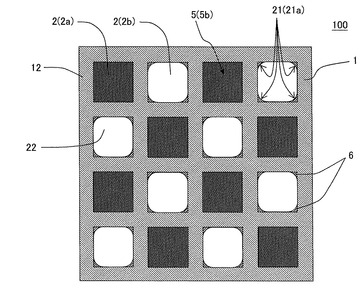
図1〜図6に示すように、本発明の目封止ハニカム構造体の一実施形態(目封止ハニカム構造体100)は、「流入側端面11から流出側端面12まで延びる流体の流路となる複数のセル2を区画形成する多孔質の隔壁1を有するハニカム構造体4」と、「流出側端面12における所定のセルの開口部に配設されて、流入側端面11が開口し且つ流出側端面12が封止された流入セル2aを形成する流出側目封止部5b」と、「流入側端面11における残余のセルの開口部に配設されて、流出側端面12が開口し且つ流入側端面11が封止された流出セル2bを形成する流入側目封止部5a」と、を備えた目封止ハニカム構造体100である。本実施形態のハニカム構造体100のセル2の、セルの延びる方向に垂直な断面における流出セル2bの開口形状は、四角形である。なお、上記断面における流入セル2aの開口形状については特に制限はなく、流出セル2bの開口形状と同様に、四角形であってもよいし、三角形、六角形、及び八角形形からなる群より選択される少なくとも一の形状であってもよい。
【0028】
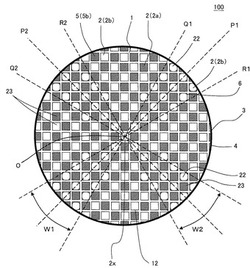
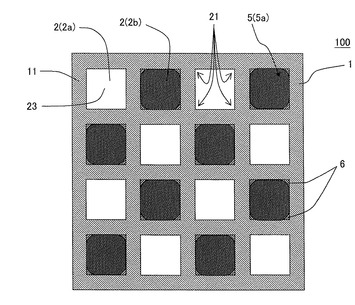
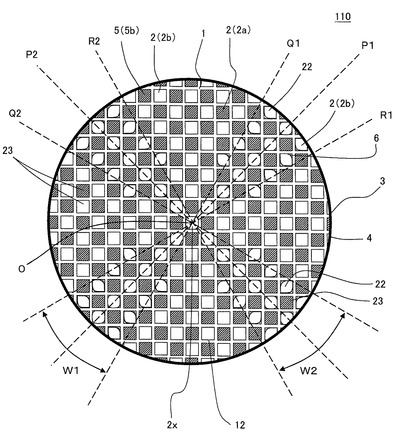
流出セル2bのうちの、「ハニカム構造体100のセル2の延びる方向に垂直な断面において、この断面の重心Oを含む又は重心Oからの距離が最も短い位置に存在する重心セル2x内に描かれる少なくとも一の対角線(図1及び図2においては、2つの対角線P1,P2)を中心として、±15°の夾角内に含まれる一以上の流出セル2b」は、セル2の延びる方向に垂直な断面における隔壁1が交差する少なくとも一の角部21aに、流出セル2bを補強する補強部6が形成された補強セル22である。
【0029】
また、流入セル2a、及び上記補強セル22以外の流出セル2bは、セル2の延びる方向に垂直な断面における隔壁1が交差する全ての角部21に、上記補強部6が形成されていない非補強セル23である。
【0030】
即ち、本実施形態の目封止ハニカム構造体100は、流体が流入する流入セル2aには、上記補強部6が形成されておらず、例えば、比較的に均一な隔壁厚さの隔壁1によって、セルが区画形成されている。目封止ハニカム構造体100に形成される流入セル2aの全てが、このような非補強セル23である。
【0031】
一方、流体が流出する流出セル2bのうちの少なくとも一のセルには、隔壁1が交差する少なくとも一の角部21aに、補強部6が形成されている。このような角部21aにより補強された流出セル2bが補強セル22となっている。この補強セル22が形成される範囲は、上記重心セル2x内に描かれる対角線P1,P2を中心として、±15°の夾角内の範囲である。
【0032】
「重心セル」とは、図2に示すように、ハニカム構造体100のセルの延びる方向に垂直な断面において、断面の重心を含む又は重心からの距離が最も短い位置に存在するセルのことをいう。即ち、上記断面の重心に、セルが存在する場合には、そのセルが、重心セルとなる。一方、上記断面の重心に、セル存在せずに隔壁が存在する場合には、ハニカム構造体の断面の重心からの距離が最も短い位置に存在するセルを、重心セルとする。「ハニカム構造体の断面の重心からの距離」とは、ハニカム構造体の断面の重心と、この断面上に配列する各セルの重心との距離のことをいう。このため、上記断面の重心に、セルが存在する場合には、このセルが、「ハニカム構造体の断面の重心からの距離が最も短い位置に存在するセル」となる。「重心セル内に描かれる対角線」とは、ハニカム構造体のセルの延びる方向に垂直な断面の重心セルの四つの角部のうち、対向する角部同士を結ぶ直線のことである。
【0033】
「対角線を中心として、±15°の夾角内の範囲」というときは、図2に示すように、重心セル2x内に描かれる対角線P1,P2の延長線を想定し、重心を中心として+15°の角度(ここでは、時計回りを正とする)で交差する線分R1,R2と、重心を中心として−15°の角度で交差する線分Q1,Q2とに挟まれる範囲W1,W2とする。なお、角度を考慮する場合には、「0°方向(即ち、対角線P1,P2)」から時計回りの角度であっても、反時計回りの角度であってもよいが、一つのハニカム構造体について複数の角度を考慮する場合には、考慮する角度は全て同じ方向回りの角度とする。「夾角」とは、互いに交わる2本の直線に挟まれた角のことをいう。
【0034】
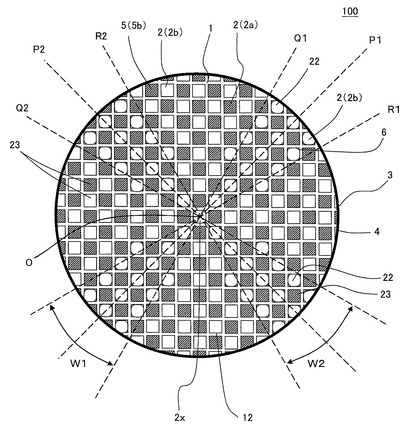
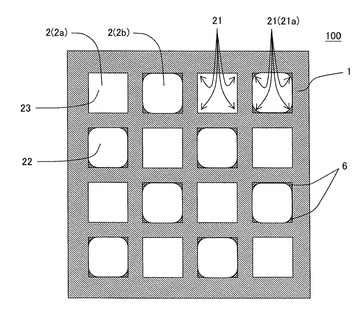
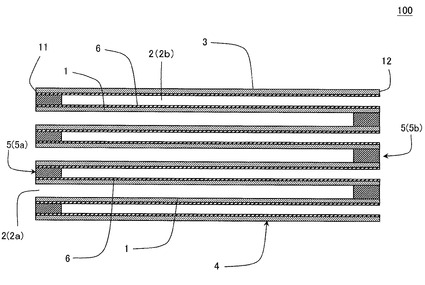
ここで、図1は、本発明の目封止ハニカム構造体の一実施形態を模式的に示す斜視図である。図2は、本発明の目封止ハニカム構造体の一実施形態の、流出側端面を示す模式図である。図3は、本発明の目封止ハニカム構造体の一実施形態の、流入側端面を拡大して示す模式図である。図4は、本発明の目封止ハニカム構造体の一実施形態の、流出側端面を拡大して示す模式図である。図5は、本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に垂直な断面を拡大して示す模式図である。図6は、本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に平行な断面を示す模式図である。なお、図3及び図4は、重心セルの対角線を中心として±15°の夾角内において、補強セルと非補強セルとが交互に配置された例を示している。
【0035】
本実施形態の目封止ハニカム構造体100は、補強部6が形成されていない流入セル2a(即ち、非補強セル23)の容積、及びこの流入セル2aの開口部の面積(濾過面積)を十分に確保することができる。このため、目封止ハニカム構造体の圧力損失の増加を良好に抑制することができる。一方、圧力損失に対する影響が、流入セル2aに比して少ない流出セル2bの一部には、隔壁1が交差する少なくとも一の角部21aに補強部6を形成することで、目封止ハニカム構造体100の耐久性を良好に向上させることができる。これにより、目封止ハニカム構造体100を機械的強度に優れたものとすることができる。
【0036】
特に、本実施形態の目封止ハニカム構造体100は、流入セルと流出セルとの両方に補強部を形成した従来のハニカム構造体に比して、補強部6が流路(セル2)に占める容積が半分以下であるが、ハニカム構造体の耐久性は、上記補強部6の容積比率以上の割合で向上させることができる。
【0037】
また、目封止ハニカム構造体100に生じる熱応力が最大となる流出セル2bのみを補強することで、目封止ハニカム構造体100の質量の過剰な増加を抑制することができる。このため、目封止ハニカム構造体100を内燃機関の排ガス流路に設置して用いた場合に、目封止ハニカム構造体100が加熱され易くなり、排気ガスに対する浄化性能の劣化を良好に抑制することができる。なお、排気ガスの温度によって目封止ハニカム構造体100の温度を調整する場合であっても、目封止ハニカム構造体100が加熱され易いため、自動車等の内燃機関の燃費の悪化を抑制することができる。
【0038】
更に、本実施形態の目封止ハニカム構造体は、DPFとして用いることができ、DPFにて捕集した粒子状物質を燃焼除去する再生時における端面クラックの発生を良好に抑制することができる。即ち、上記再生時においては、流出側端面における重心セルの対角線方向に沿って端面クラックが頻繁に発生する。本実施形態の目封止ハニカム構造体は、「流出セルのうちの、ハニカム構造体のセルの延びる方向に垂直な断面において、断面の重心を含む又は重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれるセル」を、角部が補強された補強セルとすることにより、端面クラックが発生し易い箇所が補強され、端面クラックの発生を良好に抑制することができる。また、本実施形態の目封止ハニカム構造体は、灰(Ash)の堆積容量の悪化が一切なく、灰(Ash)が堆積した後の圧力損失上昇、及び灰(Ash)の洗浄や排ガス浄化フィルタ(例えば、DPF)の取替え間隔に対して影響を与えずに、ハニカム構造体の強度を向上することができる。
【0039】
「補強部」とは、セルを区画形成する隔壁が交差する角部に配置され、ハニカム構造体の実体部分である隔壁の強度(耐久性)を補強する部位のことをいう。例えば、「補強部」は、隔壁が交差する角部に対して、当該角部を補強するために別途配設された別部材(例えば、凹部や梁等の補強部材)からなるものであってもよい。また、「補強部」は、隔壁が交差する角部が、予め、他の角部(例えば、非補強セルの角部や、補強セルであっても補強部が形成されていない角部)とは異なるように、R形状やC形状等の肉厚に形成された部位であってもよい。
【0040】
補強部が、角部を補強するために別途配設された別部材からなるものの場合には、ハニカム構造体の作製時において、任意の形状の補強部を、所定の角部に配設することができる。このため、ハニカム構造体成形用の口金の形状によらず、多彩な補強セルのバリエーションを実現することができる。一方、補強部が、角部が肉厚に形成された部位からなるものの場合には、ハニカム構造体の製造時(より具体的には、ハニカム成形体の成形時)において、所定の流出セル(補強セル)に補強部を形成することができ、補強部の形成を極めて簡便に行うことができる。
【0041】
「補強セル」は、セルの外周部分に形成される角部のうちの少なくとも一の角部が、上記「補強部」によって補強されたセルである。即ち、「補強セル」は、補強部が形成された補強角部と、補強部が形成されていない非補強角度部とを含むものであってもよい。また、「補強セル」は、補強セルにおける全ての角部に補強部が形成されたもの(即ち、全ての角部が補強角部であるもの)であってもよい。
【0042】
例えば、補強角部と非補強角度部とを含む補強セルは、流出セルの容積の減少を抑制することができ、圧力損失の上昇を更に抑制することができる。一方、全ての角部が補強角部である補強セルは、目封止ハニカム構造体の耐久性を良好に向上させることができる。
【0043】
これまでに説明したように、本実施形態の目封止ハニカム構造体においては、「少なくとも一の対角線を中心として、±15°の夾角内に含まれる一以上の流出セル」が、補強セルであればよい。即ち、図2に示すように、重心セル2x内に描かれる対角線P1,P2を中心として、±15°の夾角内の範囲に含まれる流出セル2bの全てが、上記補強セル22であってもよいし、図示は省略するが、図2における流出セル2bのうちの一部のセルが上記補強セル22であり、且つ、補強セル22以外の流出セル2bが、流入セル2aや上記±15°の夾角内の範囲以外の流出セル2bと同様に補強部6が形成されていない非補強セル23であってもよい。
【0044】
なお、上記±15°の夾角内の範囲以外の流出セルを更に補強したとしても、目封止ハニカム構造体の耐久性を更に向上させる効果が得られ難く、目封止ハニカム構造体の圧力損失が増大してしまう。即ち、上記±15°の夾角内の範囲の流出セルについて補強を行うことにより、目封止ハニカム構造体の耐久性を良好に向上させることができるとともに、圧力損失の増大を良好に抑制することができる。また、上記±15°の夾角内の範囲以外の流出セルを補強したとしても、端面クラック(特に、対角線方向(45°方向)に沿って生じる端面クラック)の発生を抑制する効果が得られ難くなる。
【0045】
本実施形態の目封止ハニカム構造体においては、少なくとも1の対角線上に位置する流出セルの全てが、補強セルであることが好ましく、両方(2つの)の対角線上に位置する流出セルの全てが、補強セルであることがより好ましい。更に、一の対角線を中心として、±15°の夾角内の流出セルのうち、少なくともそれぞれの夾角の中央に位置する対角線に平行な向きに配された角部が補強されたセルであることが特に好ましい。
【0046】
例えば、図7に示す目封止ハニカム構造体110のように、2本の対角線P1,P2上に位置する流出セル2bの全てが、当該流出セル2bの全ての角部に補強部6が形成されたもの(即ち、全ての角部が補強されたもの)であり、且つ、それ以外の線Q1と線R1の夾角内の流出セル2bが、対角線P1に平行な向きに配された角部のみに補強部6が形成されたものであり、線Q2と線R2の夾角内の流出セル2bが、対角線P2に平行な向きに配された角部のみに補強部6がされたものであることが好ましい。このように構成することによって、流出セル2bの容積の減少をより抑制しつつ耐久性を良好に向上させることができる。ここで、図7は、本発明の目封止ハニカム構造体の他の実施形態の、流出側端面を示す模式図である。
【0047】
本実施形態の目封止ハニカム構造体100において、ハニカム構造体4の形状は、特に限定されないが、円筒形状、端面が楕円形の筒形状、端面が「正方形、長方形、三角形、五角形、六角形、八角形等」の多角形の角柱状等が好ましい。図1〜図6に示すハニカム構造体4は、円筒形状の場合の例を示している。また、図1〜図6に示すハニカム構造体4は、外周壁3を有しているが、外周壁3を有さなくてもよい。外周壁3は、ハニカム構造体を作製する過程において、ハニカム成形体を押出成形する際に、隔壁とともに形成されることが好ましい。また、外周壁3は、セラミック材料をハニカム構造体の外周に塗工して形成したものであってもよい。
【0048】
「流入セル」は、流出側端面におけるセルの開口部に流出側目封止部が配設されたセルである。この流入セルの流入側端面の開口部から、排ガス等の流体が流入する。一方、「流出セル」は、流入側端面におけるセルの開口部に流入側目封止部が配設されたセルである。この流出セルには、排ガス等の流体が直接流入することはできず、流入セルに流入した流体が、隔壁を通過して流出セル内に流入し、流出セルの流出側端面の開口部から流出される。流入セルから流出セルに流体が移動する際に、多孔質の隔壁によって流体中の粒子状物質が捕集される。
【0049】
流入セルと流出セルとの配置、換言すれば、流出側目封止部と流入側目封止部との配置については、特に制限はない。例えば、流入セルと流出セルとが、隔壁を隔てて交互に配置されるものであってもよい。また、流入セルの一部、或いは流出セルの一部が、ハニカム構造体の端面の一ヶ所に集合するように配置されたものであってもよい。但し、流体中の粒子状物質を隔壁によって良好に捕集するという観点からは、流入セルと流出セルと隔壁を隔てて交互に配置されていることが好ましい。
【0050】
流出セルの形状(セルの延びる方向に垂直な断面における開口形状)は、四角形である。なお、上記セルの形状は、補強部が形成されたセルについては、補強部が除かれた状態の形状のことである。更に、本実施形態の目封止ハニカム構造体においては、流入セルの、セルの延びる方向に垂直な断面における開口形状(以下、単に、「流入セルの開口形状」ということがある)と、流出セルの、セルの延びる方向に垂直な断面における補強部が除かれた開口形状(以下、単に、「流出セルの開口形状」ということがある)とが、同一形状であってもよいし、異なる形状であってもよい。流出セルの形状は、矩形であることが好ましく、正方形であることが好ましい。
【0051】
なお、本実施形態の目封止ハニカム構造体においては、ハニカム構造体を構成する隔壁の、セルの延びる方向に垂直な断面における厚さ(以下、単に、「隔壁の厚さ」ということがある)は、基本的に均一なものとする。「基本的に均一」とは、成形時の変形等により、僅かに隔壁の厚さに差異が生じた場合を除き、隔壁の厚さが均一であることを意味する。即ち、本実施形態の目封止ハニカム構造体においては、意図的に隔壁の厚さに差異を生じさせることはなく、上記断面において、隔壁の厚さは均一なものとする。例えば、ハニカム構造体を押出成形する口金(金型)のスリットを、スライサー加工により製造した場合に、上記均一な厚さの隔壁が実現される。そして、本実施形態の目封止ハニカム構造体においては、本来、均一な厚さであるはずの隔壁において、その隔壁の一部(特に角部)が、他部分に比べ厚く形成されている部位を、補強部が形成された部位とみなすことができる。
【0052】
隔壁の厚さは、100〜600μmであることが好ましく、110〜560μmであることが更に好ましく、280〜420μmであることが特に好ましい。100μmより薄いと、目封止ハニカム構造体の強度が低くなることがある。600μmより厚いと、目封止ハニカム構造体の初期の圧力損失が高くなることがある。
【0053】
隔壁の気孔率は、30〜85%であることが好ましく、35〜70%であることが更に好ましく、40〜65%であることが特に好ましい。気孔率が30%より小さいと、目封止ハニカム構造体の初期の圧力損失が高くなることがある。気孔率が85%より大きいと、目封止ハニカム構造体の強度が低くなることがある。気孔率は、水銀ポロシメータによって測定した値である。
【0054】
隔壁の平均細孔径は、5〜40μmであることが好ましく、10〜25μmであることが更に好ましく、13〜23μmであることが特に好ましい。平均細孔径5μmより小さいと、目封止ハニカム構造体の初期の圧力損失が高くなることがある。平均細孔径40μmより大きいと、目封止ハニカム構造体の強度が低くなることがある。平均細孔径は、水銀ポロシメータによって測定した値である。
【0055】
ハニカム構造体のセル密度は、特に制限されないが、10〜70個/cm2であることが好ましく、15〜50個/cm2であることが更に好ましい。セル密度が、10個/cm2より小さいと、目封止ハニカム構造体の強度が低くなることがある。セル密度が、70個/cm2より大きいと、セルの断面積(セルの延びる方向に直交する断面の面積)が小さくなるため、圧力損失が高くなる。
【0056】
隔壁の材料としては、セラミックが好ましく、強度及び耐熱性に優れることより、コージェライト、炭化珪素、珪素−炭化珪素系複合材料、ムライト、アルミナ、チタン酸アルミニウム、窒化珪素、及び炭化珪素−コージェライト系複合材料からなる群から選択される少なくとも1種が更に好ましい。これらの中でも、コージェライトが特に好ましい。
【0057】
補強部の材料については特に制限はないが、セラミックが好ましく、上記隔壁の好ましい材料として挙げられた材料を好適に用いることができる。本実施形態の目封止ハニカム構造体においては、隔壁の熱膨張係数と、補強部の熱膨張係数とが同じ値又は近い値になることがより好ましい。更に、隔壁の材料と補強部の材料とが同じ材料であることがより好ましい。このように構成することによって、目封止ハニカム構造体に熱応力がかかっても、補強部がハニカム構造体から剥れたり、補強部と隔壁との接合部分が破損したりすることを防ぐことができる。なお、隔壁と補強部とが一体的に形成されたものの場合には、隔壁の材料と補強部の材料とが同じ材料となる。
【0058】
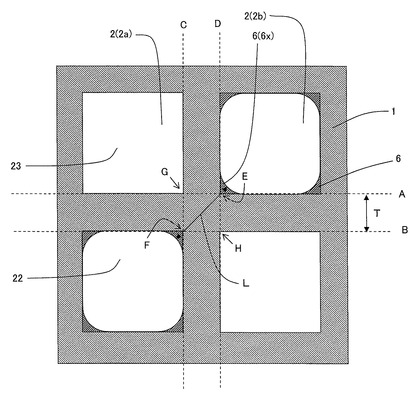
補強部の大きさは、流出セルを区画形成する隔壁の少なくとも一の角部に配設され、実質的に流出セルの開口部分を完全に塞がない程度の大きさであれば特に制限はない。但し、流出セルの開口部分が、補強部によって大きく塞がれてしまうと圧力損失が増大してしまう。このため、図8に示すように、本実施形態の目封止ハニカム構造体においては、「補強部6を除く隔壁1の平均厚さT(以下、「隔壁1の平均厚さT」ということがある)」に対する、「補強セル22(流出セル2b)の補強部6の表面から、補強セル22を区画形成する隔壁1の交差点を隔てて配置された他のセル(図8においては、紙面の対角線上に配設された補強セル22)の表面までの隔壁交差部分の交差距離L」の比の値(L/T)が、1.5〜9.3であることが好ましい。このように構成することによって、圧力損失の増加抑制と、耐久性向上とをバランスよく実現することができる。図8は、本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に垂直な断面を拡大して示す模式図である。
【0059】
ここで、「補強部6を除く隔壁1の平均厚さT(以下、「隔壁1の平均厚さT」ということがある)」に対する、「補強セル22の補強部6の表面から、補強セル22を区画形成する隔壁1の交差点を隔てて配置された他のセルの表面までの隔壁交差部分の交差距離L(以下、「隔壁交差部分の交差距離L」ということがある)」の比の値(L/T)について説明する。図8に示すように、まず、補強部6が形成されていない部分の隔壁1に沿って平行線AB及びCDを引き、その平均距離を「隔壁1の平均厚さT」とする。また、平行線AB及びCDの交点をそれぞれE,F,G,Hとする。ここで、測定対象の補強部6xに最も近い交点(交点E)と、隔壁1の交差点を隔てて配置された他のセル(図8においては、他のセルも補強セル22である)に最も近い交点(交点F)とを通るように、両セル間の距離を測定した長さを、「隔壁交差部分の交差距離L」と定義する。上記方法により測定される「隔壁交差部分の交差距離L」の値を、「隔壁1の平均厚さT」の値で除算した値が、上記「比の値(L/T)」である。
【0060】
図8においては、測定対象の補強部6xを有する補強セル22と、隔壁1の交差点を隔てて配置された他のセルとの両方が、共に補強セル22の場合を示しているが、例えば、補強部6xの配置によっては、隔壁1の交差点を隔てて配置された他のセルが、非補強セル23の場合や、補強セル22であっても隔壁の角部に補強部を有していない場合もある。このような場合でも、上述した方法により、「比の値(L/T)」を求めることができる。上記「比の値(L/T)」の測定は、オプティカルマイクロスコープによって行うことができる。
【0061】
「隔壁1の平均厚さT」に対する「隔壁交差部分の交差距離L」の比の値(L/T)が1.5未満であると、補強部による耐久性向上の効果が十分に得られないことがある。一方、「隔壁1の平均厚さT」に対する「隔壁交差部分の交差距離L」の比の値(L/T)が9.3を超えると、補強セル22の開口面積が減少し過ぎて、圧力損失が過剰に増加してしまうことがある。また、9.3を超えても、耐久性が更に向上し難く、圧力損失の増加する比率が増大してしまうことがある。なお、上記比の値(L/T)は、1.6〜5.0であることが更に好ましく、1.7〜2.7であることが特に好ましい。
【0062】
なお、本実施形態のハニカム構造体における非補強セルは、隔壁が交差する角部に補強部が形成されていないものである。但し、意図して補強部を形成しない非補強セルであっても、ハニカム構造体を押出成形する口金の磨耗等により、補強部を形成していないはずの角部に、極めて僅かな肉厚部分が生じることがある。そこで、本実施形態のハニカム構造体においては、上記比の値(L/T)を測定した際に、その値が、1.5未満の場合については、補強部が形成されていない角部とする。なお、例えば、開口部分の形状が正方形のセルにおいて、角部に全く補強部が形成されず、意図しない肉厚部分も形成されていない場合には、上記比の値(L/T)は、1.41となる。
【0063】
また、各補強部(1個の補強部)は、セルの延びる方向に垂直な断面における補強部が除かれた開口部分の面積の0.05〜20%に相当する範囲を占める大きさのものであることが好ましい。補強部が占める面積が、開口部分の面積の0.05%未満であると、補強部による補強効果が十分に発現しないことがある。また、補強部が占める面積が、開口部分の面積の20%を超えると、例えば、四角形のセルの四個の角部全てに補強部が形成された場合、補強セルの開口面積が小さくなり過ぎて、目封止ハニカム構造体の圧力損失が増大してしまうことがある。なお、各補強部の大きさは、セルの延びる方向に垂直な断面における補強部が除かれた開口部分の面積の0.1〜12%に相当する範囲を占める大きさのものであることが更に好ましく、0.4〜5%に相当する範囲を占める大きさのものであることが特に好ましい。
【0064】
また、各補強部は、補強セルの流入側端面から流出側端面までの全域に形成されたものであってもよいし、補強セルの流入側端面から、ハニカム構造体の長手方向(セルの延びる方向)の一部に形成されていてもよい。例えば、補強セルの流入側端面から流出側端面までの全域に形成されたものの場合には、目封止ハニカム構造体の長手方向全体の耐久性を良好に向上させることができる。一方、補強セルの流入側端面から、ハニカム構造体の長手方向の一部に形成されたものの場合には、流出側端面における耐久性を向上しつつ、流出セルの容積を大きくして圧力損失の増大をより抑制することができる。
【0065】
(2)目封止ハニカム構造体の製造方法:
本実施形態の目封止ハニカム構造体の製造方法について説明する。まず、ハニカム構造体を作製するための坏土を調整し、この坏土を成形して、ハニカム成形体を作製する(成形工程)。この成形時において、得られる目封止ハニカム構造体において流出セルとなるセルの少なくとも一部(即ち、重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれるセル)に、補強部を形成し、補強済みのハニカム成形体を形成することが好ましい。また、成形時においては、セルに補強部を形成せずに、ハニカム成形体を得た後に、ハニカム成形体、ハニカム成形体を乾燥したハニカム乾燥体、又は、ハニカム乾燥体を焼成したハニカム構造体のいずれかに、補強部を形成することもできる。具体的な方法については、後述する各工程において更に詳細に説明する。
【0066】
また、ハニカム成形体を製造する時点において、目封止ハニカム構造体として用いる際の、流入側端面と、流出側端面とを決定しておくことが好ましい。即ち、本実施形態の目封止ハニカム構造体は、流入側端面と流出側端面とで(換言すれば、流入セルと流出セルとで)、セルの形状(即ち、補強部の有無)が異なるため、予め、柱状のハニカム成形体の方向性を決定しておくことが好ましい。
【0067】
次に、得られたハニカム成形体(或いは、必要に応じて行われた乾燥後のハニカム乾燥体)を焼成してハニカム構造体を作製する(ハニカム構造体作製工程)。成形時に補強部を形成していない場合には、焼成の前後のいずれかにおいて、流出セルとなるセルの少なくとも一部に、補強部を形成する。
【0068】
次に、ハニカム成形体の流入側端面における所定のセルの開口部、及び流出側端面における残余のセルの開口部に目封止を施して、流入側目封止部及び流出側目封止部を形成する(目封止工程)。このようにして本実施形態の目封止ハニカム構造体を製造することができる。以下、各製造工程について更に詳細に説明する。
【0069】
(2−1)成形工程:
まず、成形工程においては、セラミック原料を含有するセラミック成形原料を成形して、流体の流路となる複数のセルを区画形成するハニカム成形体を形成する。
【0070】
セラミック成形原料に含有されるセラミック原料としては、コージェライト化原料、コージェライト、ムライト、アルミナ、チタニア、炭化珪素、及びチタン酸アルミニウムからなる群から選択された少なくとも1種を含むものであることが好ましく、コージェライト化原料、コージェライト、ムライト、アルミナ、チタニア、炭化珪素、及びチタン酸アルミニウムからなる群から選択された少なくとも1種であることが更に好ましく、コージェライト化原料、コージェライト、ムライト、アルミナ、チタニア、炭化珪素、及びチタン酸アルミニウムからなる群から選択された1種であることが特に好ましい。なお、コージェライト化原料とは、シリカが42〜56質量%、アルミナが30〜45質量%、マグネシアが12〜16質量%の範囲に入る化学組成となるように配合されたセラミック原料であって、焼成されてコージェライトになるものである。
【0071】
また、このセラミック成形原料は、上記セラミック原料に、分散媒、有機バインダ、無機バインダ、造孔材、界面活性剤等を混合して調製することが好ましい。各原料の組成比は、特に限定されず、作製しようとするハニカム構造体の構造、材質等に合わせた組成比とすることが好ましい。
【0072】
セラミック成形原料を成形する際には、まず成形原料を混練して坏土とし、得られた坏土をハニカム形状に成形することが好ましい。成形原料を混練して坏土を形成する方法としては特に制限はなく、例えば、ニーダー、真空土練機等を用いる方法を挙げることができる。坏土を成形してハニカム成形体を形成する方法としては特に制限はなく、押出成形、射出成形等の従来公知の成形方法を用いることができる。例えば、所望のセル形状、隔壁厚さ、セル密度を有する口金を用いて押出成形してハニカム成形体を形成する方法等を好適例として挙げることができる。口金の材質としては、摩耗し難い超硬合金が好ましい。
【0073】
この成形時において、得られる目封止ハニカム構造体において流出セルとなるセルのうちの、特定の一以上のセルに、補強部を形成し、補強済みのハニカム成形体を形成することができる。例えば、ハニカム構造体成形用の口金のスリットの形状が、上記補強部を有するセル(補強セル)と、補強部を有しないセル(非補強セル)とを選択的に形成することができるように構成された口金を用いることが好ましい。上記「特定の一以上のセル」とは、ハニカム構造体のセルの延びる方向に垂直な断面において、上記断面の重心を含む又は重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれるセルのことである。
【0074】
補強セルと非補強セルとを選択的に形成することが可能な口金としては、二つの面を有し、一方の面にハニカム形状のスリットが格子状に形成されるとともに、他方の面にスリットと連通し、成形原料を導入するための裏孔が形成された口金基体からなる口金を挙げることができる。そして、この口金は、スリットが交差する交点のうち、得られるハニカム構造体において流体が流出する流出セルが形成される交点における角部のうちの少なくとも一の角部の頂点が、曲線状又は平面上に面取りされていることが好ましい。このような口金を用いることにより、ハニカム成形時に、所望のセルに、選択的に補強部を形成することができる。また、口金のスリットの交点に、流出セルの角部が補強されるように凹部や梁を設けてもよい。
【0075】
ハニカム成形体の形状は、特に限定されず、円筒形状(円柱状)、中心軸に直交する断面が楕円形、レーストラック形状、三角形、四角形、五角形、六角形、八角形等の多角形の筒形状(柱状)等を挙げることができる。作製しようとするハニカム構造体が、複数のハニカムセグメントが接合されて形成されたものである場合には、ハニカム成形体の形状は、中心軸に直交する断面が三角形、四角形、五角形、六角形、八角形等の多角形の筒形状(柱状)であることが好ましい。
【0076】
また、上記成形後に、得られたハニカム成形体を乾燥してもよい。乾燥方法は、特に限定されるものではないが、例えば、熱風乾燥、マイクロ波乾燥、誘電乾燥、減圧乾燥、真空乾燥、凍結乾燥等を挙げることができ、なかでも、誘電乾燥、マイクロ波乾燥又は熱風乾燥を単独で又は組合せて行うことが好ましい。
【0077】
(2−2)ハニカム構造体作製工程:
次に、得られたハニカム成形体を焼成してハニカム構造体を得ることが好ましい。なお、ハニカム成形体の焼成は、ハニカム成形体に目封止部を配設した後に行ってもよい。
【0078】
また、ハニカム成形体を焼成(本焼成)する前には、そのハニカム成形体を仮焼することが好ましい。仮焼は、脱脂のために行うものである。仮焼の方法は、特に制限はなく、成形体中の有機物(有機バインダ、分散剤、造孔材等)を除去することができればよい。一般に、有機バインダの燃焼温度は100〜300℃程度、造孔材の燃焼温度は200〜800℃程度であるので、仮焼の条件としては、酸化雰囲気において、200〜1000℃程度で、3〜100時間程度加熱することが好ましい。
【0079】
ハニカム成形体の焼成(本焼成)は、仮焼した成形体を構成する成形原料を焼結させて緻密化し、所定の強度を確保するために行われる。焼成条件(温度、時間、雰囲気)は、成形原料の種類により異なるため、その種類に応じて適当な条件を選択すればよい。例えば、コージェライト化原料を使用している場合には、焼成温度は、1410〜1440℃が好ましい。また、焼成時間は、最高温度でのキープ時間として、4〜6時間が好ましい。
【0080】
また、ハニカム成形体の成形時に補強部を形成しなかった場合には、焼成の前後において、凹状や梁状の補強材を、流出セルの角部に塗布することにより、補強部を形成することが好ましい。
【0081】
具体的には、ある容器にスラリー状で準備された補強材に、焼成前又は焼成後の目封止ハニカム構造体を、その流出側端面側から浸漬させるディッピング方式を用いて補強部を形成することができる。また、同様のスラリー状の補強材に、目封止ハニカム構造体の流出側端面を接触させ、この状態から、目封止ハニカム構造体の流入側端面より上記補強材を吸引するサッキング方式を用いて補強部を形成することもできる。更に、同様のスラリーの補強材を目封止ハニカム構造体の流出側端面より注入するインジェクション方式を用いて補強部を形成することもできる。この際、補強材が流入セル側に含浸してしまうことを避けるため、補強材成分の粒子径が、ハニカム構造体の隔壁の平均細孔径より大きく調整されていることが好ましい。また、実使用下での補強材又はハニカム構造体の破損を避けるため、補強材の熱膨張係数は、目封止ハニカム構造体の熱膨張係数と同等に調整することが好ましい。
【0082】
このようにして、流出セルとなる特定のセルの、セルの延びる方向に垂直な断面における隔壁が交差する少なくとも一の角部に補強部が形成されたハニカム構造体を得ることができる。
【0083】
(2−3)目封止工程:
次に、ハニカム構造体の、流体の流入側端面における流出セルの開口部と、流体の流出側の端面における流入セルの開口部とに、目封止材料を充填して、流入側端面における流出セルの開口部と、流出側端面における流入セルの開口部とに、目封止部を形成する。
【0084】
ハニカム構造体に目封止材料を充填する際には、まず、一方の端部側に目封止材料を充填し、その後、他方の端部側に目封止材料を充填する。一方の端部側に目封止材料を充填する方法としては、ハニカム構造体の一方の端面(例えば、流入側端面)にシートを貼り付け、シートにおける、「目封止部を形成しようとするセル」と重なる位置に孔を開けるマスキング工程と、「ハニカム構造体の、シートが貼り付けられた側の端部」を目封止材料が貯留された容器内に圧入して、目封止材料をハニカム構造体のセル内に圧入する圧入工程と、を有する方法を挙げることができる。目封止材料をハニカム構造体のセル内に圧入する際には、目封止材料は、シートに形成された孔を通過し、シートに形成された孔と連通するセルのみに充填される。
【0085】
また、ハニカム構造体の他方の端部(例えば、流出側端面)側に目封止材料を充填する方法も、上記、ハニカム構造体の一方の端部側に目封止材料を充填する方法と同様の方法とすることが好ましい。また、ハニカム構造体の両端部に、目封止材料を同時に充填してもよい。
【0086】
次に、ハニカム構造体に充填された目封止材料を乾燥させて、目封止部を形成し、目封止ハニカム構造体を得ることが好ましい。なお、ハニカム構造体の両端部に目封止材料を充填した後に、目封止材料を乾燥させてもよいし、ハニカム構造体の一方の端部に充填した目封止材料を乾燥させた後に、他方の端部に目封止材料を充填し、その後、他方の端部に充填した目封止材料を乾燥させてもよい。更に、目封止材料を、より確実に固定化する目的で、焼成してもよい。また、乾燥前のハニカム成形体又は乾燥後のハニカム成形体に目封止材料を充填し、乾燥前のハニカム成形体又は乾燥後のハニカム成形体と共に、目封止材料を焼成してもよい。
【0087】
このように構成することによって、本実施形態の目封止ハニカム構造体を製造することができる。但し、本実施形態の目封止ハニカム構造体の製造方法は、上述した製造方法に限定されることはない。
【実施例】
【0088】
以下、本発明の目封止ハニカム構造体を実施例により更に具体的に説明するが、本発明は、これらの実施例によって何ら限定されるものではない。
【0089】
(実施例1)
セラミック原料として、コージェライト化原料(アルミナ、タルク、カオリン)を用いた。アルミナ、タルク、カオリンの質量比は、焼成後、コージェライトが得られる質量比とした。セラミック原料に、バインダ(メチルセルロース)、水を混合してセラミック成形原料を得た。得られたセラミック成形原料を、ニーダーを用いて混練して、坏土を得た。
【0090】
次に、得られた坏土を、真空押出成形機を用いて成形し、ハニカム成形体を得た。得られたハニカム成形体は、このハニカム成形体を焼成した後のハニカム構造体において、隔壁厚さが0.305mmとなり、セル密度が46.5個/cm2となり、セルピッチが1.47mmとなるような形状のものとした。また、このハニカム成形体を焼成した後のハニカム構造体の全体形状は、円筒形(端面の直径が143.8mm、セルの延びる方向における長さが152.4mm)であった。ハニカム成形体は、その全体形状を一体的に形成したもの(一体構造)であり、表1における「ハニカム構造体の構造」の欄において「モノリス」と示す。
【0091】
また、このハニカム成形体には、成形時において、重心セル内に描かれる2本の対角線の延長線上に存在する流出セル(後に流出セルとするセル)における隔壁が交差する角部に補強部を形成した。表1における「補強セルの位置」の欄において「対角線」と示す。
【0092】
補強部が形成された流出セル(補強セル)は、「補強部を除く隔壁の平均厚さT」に対する、「補強セルの補強部の表面から、この補強セルを区画形成する隔壁の交差点を隔てて配置された他のセルの表面までの隔壁交差部分の交差距離L」の比の値(以下、「補強セルの交点比(L/T)」という)が、2.200であった。交点比の測定は、オプティカルマイクロスコープによって行った。
【0093】
一方、補強部が形成されていない流入セル及び流出セルは、「補強部を除く隔壁の平均厚さT」に対する、「補強部が形成されていないセルの表面から、このセルを区画形成する隔壁の交差点を隔てて配置された他のセルの表面までの隔壁交差部分の交差距離L」の比の値(以下、「非補強セルの交点比(L/T)」という)が、1.410であった。交点比(L/T)の測定は、図8を用いて説明した上述の測定方法に従って測定した。
【0094】
次に、ハニカム成形体の端面(流入側及び流出側の端面)における複数のセル開口部の中の一部に、マスクを施した。このとき、マスクを施したセルとマスクを施さないセルとが交互に並ぶようにした。即ち、流出セルと流入セルとが、隔壁を隔てて交互に並ぶようにした。そして、マスクを施した側の端部を、コージェライト化原料を含有する目封止スラリーに浸漬して、マスクが施されていないセルの開口部に目封止スラリーを充填した。これにより、流入側端面における流出セルの開口部及び流出側端面における流入セルの開口部に目封止部が配設された目封止ハニカム成形体を得た。
【0095】
次に、目封止ハニカム成形体について、450℃で5時間加熱することにより脱脂を行い、更に、1425℃で7時間加熱することにより焼成を行い、目封止ハニカム構造体を得た。
【0096】
得られた目封止ハニカム構造体について、以下に示す方法で、「最大主応力(MPa)」、「圧力損失(kPa)」、及び「端面クラックの有無」の測定を行った。測定結果を表1に示す。
【0097】
[最大主応力(MPa)]
目封止ハニカム構造体の幾何学構造をCADモデルより構築し、アンシス・ジャパン社製の有限要素法解析ソフト(商品名:ANSYS Release 11.0)にて、モデル構築した構造体に発生する最大主応力を求める。その際、構造体の幾何学構造パラメータとしては、「隔壁の厚さ」、「セル密度」、「セルピッチ」、「底面の直径」、「セルの延びる方向における長さ」、「流入セル又は流出セルの交点比」、「目封じ長さ」、「外壁の厚さ」をそれぞれ与え、また有限要素法解析においては事前に測定されたハニカム構造体の「ヤング率」、「ポアソン比」、「熱膨張係数」を与えると同時に、事前に実施した煤の燃焼試験にて得られた目封じハニカム構造体内で発生する温度分布を適宜与えることで目的とする最大主応力を得ることができる。表1においては、この最大主応力を、「6g/LDTI再生時最大応力(MPa)」と示す。
【0098】
また、「比較例1の最大応力(MPa)に対する、実施例1、6、7、8及び比較例4〜6の最大応力(MPa)の比の値」、「比較例2の最大応力(MPa)に対する、実施例2、及び4の最大応力(MPa)の比の値」、及び「比較例3の最大応力(MPa)に対する、実施例3、及び5の最大応力(MPa)の比の値」を、最大応力の「ベース比」として示す。
【0099】
[圧力損失(kPa)]
特開2005−172652号公報に記載の「フィルタの圧力損失測定装置」を用いて、目封止ハニカム構造体の圧力損失を測定した。測定条件としては、流体の流量を10Nm3/分とし、実験時の流体温度を25℃とした。
【0100】
また、「比較例1の圧力損失(kPa)に対する、実施例1、6、7、8及び比較例4〜6の圧力損失(kPa)の比の値」、「比較例2の圧力損失(kPa)に対する、実施例2、及び4の圧力損失(kPa)の比の値」、及び「比較例3の圧力損失(kPa)に対する、実施例3、及び5の圧力損失(kPa)の比の値」を、圧力損失のベース比として示す。
【0101】
[端面クラックの有無]
煤の燃焼試験後におけるハニカム構造体の端面部のクラック発生を目視にて判断し、クラックが発生した場合を「有り」と評価し、クラックが発生していない場合を「無し」と評価した。煤の燃焼試験としては、以下の方法にて行うこととする。目封止ハニカム構造体をDPFとして用い、煤(スート)を堆積させて、再生(煤の燃焼)を行う。まず、得られた目封止ハニカム構造体の外周に、保持材としてセラミック製非熱膨張性マットを巻き、ステンレス鋼(SUS409)製のキャニング用缶体に押し込んで、キャニング構造体とする。その後、ディーゼル燃料(軽油)の燃焼により発生させた煤を含む燃焼ガスを、目封止ハニカム構造体の一方の端面より流入させ、他方の端面より流出させる。これにより、目封止ハニカム構造体内に、上記煤を、目封止ハニカム構造体の容積1リットル当り6g堆積させる。そして、一旦、室温(25℃)まで冷却した後、目封止ハニカム構造体の一方の端面より、680℃の燃焼ガスを流入させる。堆積させた煤が燃焼することにより、目封止ハニカム構造体の圧力損失が低下したときに、燃焼ガスの流量を減少させることによって、煤を急燃焼させる。
【0102】
【表1】

【0103】
(実施例2〜8、比較例1〜5)
ハニカム構造体の隔壁厚さ、セルピッチ、及び補強部を形成するセル(補強部の有無)を表1に示すように変更し、且つ、補強セルの交点比(L/T)及び非補強セルの交点比(L/T)を表1に示すように変更した以外は、実施例1と同様の方法で目封止ハニカム構造体を製造した。得られた目封止ハニカム構造体について、実施例1の場合と同様の評価を行った。結果を表1に示す。なお、実施例8においては、ハニカム成形体の成形時には補強部を形成せずに、ハニカム成形体を形成した後に、別途、補強部を形成するための補強材を用いて補強部を形成した。具体的には、まず、ハニカム成形体に用いたセラミック成形原料(コージェライト化原料)と同じ材料を用い、スラリー状で準備された補強材を調製した。なお、この補強材は、ハニカム成形体に用いたセラミック成形原料よりも水分量が多くなるように調製した。次に、この補強材を容器に入れ、目封止ハニカム成形体を、その流出側端面より浸漬させて補強部を形成した。補強部の形状は、実施例1における補強部と同様の形状になるようにした。
【0104】
なお、実施例6においては、重心セルの対角線を中心として、±15°の夾角内に含まれる全ての流出セルを補強セルとし、比較例4においては、重心セルの対角線を中心として、±20°の夾角内に含まれる全ての流出セルを補強セルとした。また、比較例1〜3については、全ての流出セルに補強部を形成せず、流入セルと流出セルとを非補強セルとした。比較例5においては、全ての流出セルに補強部を形成し、補強セルを形成した。
【0105】
(結果)
表1に示すように、実施例1〜8の目封止ハニカム構造体は、最大応力が小さく、耐久性に優れるものであった。また、比較例4及び5の目封止ハニカム構造体と比較して、圧力損失が抑制されたものであった。即ち、補強セルを過剰に多くしても、耐久性向上の効果が大幅に増大することはなく、逆に、比較例4及び5の目封止ハニカム構造体のように圧力損失が大きく増大してしまうことが判明した。また、比較例1〜3の全く補強部を形成しない目封止ハニカム構造体と比較した場合には、実施例1〜8の目封止ハニカム構造体は、顕著に耐久性(最大応力)の向上が確認され、特に、比較例1で発生していた端面クラックは実施例1では確認されなかった。その反面、圧力損失については、大きな増加が見られなかった。
【産業上の利用可能性】
【0106】
本発明の目封止ハニカム構造体は、ディーゼルエンジン等の内燃機関や各種の燃焼装置等から排出されるガスを浄化するためのフィルタとして好適に利用することができる。
【符号の説明】
【0107】
1:隔壁、2:セル、2a:流入セル、2b:流出セル、2x:重心セル、3:外周壁、4:ハニカム構造体、5a:流入側目封止部、5b:流出側目封止部、6,6x:補強部、11:流入側端面、12:流出側端面、21,21a:角部、22:補強セル、23:非補強セル、100,110:目封止ハニカム構造体、A,B,C,D:線(平行線)、E,F,G,H:交点、L:隔壁交差部分の交差距離、T:隔壁の平均厚さ、P1,P2:対角線(対角線の延長線)、Q1,Q2,R1,R2:線。
【技術分野】
【0001】
本発明は、目封止ハニカム構造体に関する。更に詳しくは、圧力損失の増加を抑制することができるとともに、その耐久性を良好に向上させることが可能な目封止ハニカム構造体に関する。
【背景技術】
【0002】
ディーゼルエンジン等の内燃機関や各種の燃焼装置等から排出されるガスには、煤(soot)を主体とする粒子状物質(パティキュレートマター(PM))が、多量に含まれている。このPMがそのまま大気中に放出されると、環境汚染を引き起こすため、排出ガスの排気系には、PMを捕集するためのディーゼルパティキュレートフィルタ(DPF)が搭載されている。
【0003】
このようなDPFとしては、例えば、流体(排ガス、浄化ガス)の流路となる複数のセルを区画形成する多孔質の隔壁を有するハニカム構造体が用いられている。このようにハニカム構造体は、流体(浄化ガス)の流出側の端面における所定のセル(流入セル)の開口部と、流体(排ガス)の流入側端面における残余のセル(流出セル)の開口部とに、セルの開口部を封止するための目封止部が配設され、目封止ハニカム構造体(ハニカムフィルタ)として利用される。
【0004】
上記目封止ハニカム構造体では、流入セルから排ガスを流入させると、排ガスが隔壁を通過する際に排ガス中のパティキュレートが隔壁に捕集され、パティキュレートが除去された浄化ガスが流出セルから流出する。
【0005】
従来、ハニカム構造体の隔壁の交差点に生じる過大な熱衝撃や機械的衝撃による破損を防止するために、少なくとも一部の流路(セル)の軸方向に直交する断面形状が、一方の対向する隅角部に略円弧状のR部を有するセラミックハニカム構造体が提案されている(例えば、特許文献1参照)。また、多孔質の隔壁により区画形成されたセルの角部に隅肉を形成し、セルの補強を行ったハニカム構造体も提案されている(例えば、特許文献2参照)。このようなハニカム構造体によれば、隔壁の交差部分の厚さが厚くなり、機械的強度(即ち、耐久性)を向上させることができる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−269131号公報
【特許文献2】特表2009−532197号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記特許文献1に記載されたハニカム構造体は、全てのセルの角部に円弧状のR部を形成するため、流体が通過する流路の容積が著しく減少してしまう。この結果、排ガスに含まれる灰(Ash)の堆積の観点から、目封止ハニカム構造体の耐久性が低下してしまうこととなる。
【0008】
また、特許文献1及び2に記載されたハニカム構造体においては、流体が流入する流入セルにも補強が行われるため、流路の容積(特に、流体が流入する側の容積)が減少する。このため、フィルタとして実質的に機能する濾過面の面積が減少し、目封止ハニカム構造体の圧力損失が増大してしまう。
【0009】
更に、補強部を形成することにより、目封止ハニカム構造体の質量も当然増加するため、過剰に補強部を形成することは、目封止ハニカム構造体の性能面において不利益を生じることがある。例えば、目封止ハニカム構造体の質量が増加すれば、排気ガス等の浄化に必要な温度に達するまでの時間が増大し、排気ガスの浄化性能を損なうこととなる。また、上記浄化性能を維持するために、排気ガスの温度を上昇させることも考えられるが、このような場合には、自動車等の内燃機関の燃料消費量(燃費)が悪化してしまう。
【0010】
即ち、従来のハニカム構造体においては、単にハニカム構造体の強度を向上させることを目的として、上述したような補強部を形成することは行われていたが、補強部を形成して耐久性を向上させることにより、圧力損失や浄化性能等のフィルタとしての他の特性が犠牲となっていた。特に、ハニカム構造体の強度の向上と、圧力損失の増加抑制とは、従来、二律背反の関係にあるとされ、両者を同時に解決することは極めて困難であるとされていた。
【0011】
また、目封止ハニカム構造体は、DPFとして用いた場合に、捕集した粒子状物質を燃焼除去する再生を行うことがある。この際、目封止ハニカム構造体は、その端面にクラック(以下、「端面クラック」ともいう)等の破損を生じることがある。この端面クラックが発生する箇所には、特定の傾向があり、端面クラックに対する対策がなされた目封止ハニカム構造体の開発も要望されている。
【0012】
本発明は、上述した問題に鑑みてなされたものであり、流体が流入するセル(流入セル)の容積を十分に確保することにより、圧力損失の増加を抑制することができるとともに、その耐久性を良好に向上させることが可能な目封止ハニカム構造体を提供する。
【課題を解決するための手段】
【0013】
本発明によれば、以下に示す、目封止ハニカム構造体が提供される。
【0014】
[1] 流入側端面から流出側端面まで延びる流体の流路となる複数のセルを区画形成する多孔質の隔壁を有するハニカム構造体と、前記流出側端面における所定のセルの開口部に配設されて、前記流入側端面が開口し且つ前記流出側端面が封止された流入セルを形成する流出側目封止部と、前記流入側端面における残余のセルの開口部に配設されて、前記流出側端面が開口し且つ前記流入側端面が封止された流出セルを形成する流入側目封止部と、を備え、前記セルの、前記セルの延びる方向に垂直な断面における前記流出セルの開口形状が四角形であり、前記流出セルのうちの、前記ハニカム構造体の前記セルの延びる方向に垂直な断面において、前記断面の重心を含む又は前記重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれる一以上の流出セルは、前記セルの延びる方向に垂直な断面における前記隔壁が交差する少なくとも一の角部に、前記流出セルを補強する補強部が形成された補強セルであり、且つ、前記流入セル及び前記補強セル以外の前記流出セルは、前記セルの延びる方向に垂直な断面における前記隔壁が交差する全ての角部に、前記補強部が形成されていない非補強セルである目封止ハニカム構造体。
【0015】
[2] 前記補強セルは、前記補強部が形成された補強角部と、前記補強部が形成されていない非補強角度部とを含むものである前記[1]に記載の目封止ハニカム構造体。
【0016】
[3] 前記補強セルは、前記補強セルにおける全ての角部に前記補強部が形成されたものである前記[1]に記載の目封止ハニカム構造体。
【0017】
[4] 少なくとも前記対角線上に位置する前記流出セルが、前記補強セルである前記[1]〜[3]のいずれかに記載の目封止ハニカム構造体。
【0018】
[5] 前記流入セルと前記流出セルとが、前記隔壁を隔てて交互に配置されている前記[1]〜[4]のいずれかに記載の目封止ハニカム構造体。
【0019】
[6] 前記流入セルの前記セルの延びる方向に垂直な断面における開口形状と、前記流出セルの前記セルの延びる方向に垂直な断面における前記補強部が除かれた開口形状とが、同一形状である前記[1]〜[5]のいずれかに記載の目封止ハニカム構造体。
【0020】
[7] 前記補強部を除く前記隔壁の平均厚さに対する、前記補強セルの前記補強部の表面から、前記補強セルを区画形成する前記隔壁の交差点を隔てて配置された他のセルの表面までの隔壁交差部分の交差距離の比の値が、1.5〜9.3である前記[1]〜[6]のいずれかに記載の目封止ハニカム構造体。
【0021】
[8] 各前記補強部は、前記セルの延びる方向に垂直な断面における前記補強部が除かれた開口部分の面積の0.05〜20%に相当する範囲を占める大きさのものである前記[1]〜[7]のいずれかに記載の目封止ハニカム構造体。
【発明の効果】
【0022】
本発明の目封止ハニカム構造体は、「流出側端面が開口し且つ流入側端面が封止された流出セル」のうちの、「流出セルのうちの、ハニカム構造体のセルの延びる方向に垂直な断面において、断面の重心を含む又は重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれるセル」が、セルの延びる方向に垂直な断面における隔壁が交差する少なくとも一の角部に、流出セルを補強する補強部が形成された補強セルであり、且つ、「流入側端面が開口し且つ流出側端面が封止された流入セル」及び「前記補強セル以外の流出セル」が、セルの延びる方向に垂直な断面における隔壁が交差する全ての角部に、上記補強部が形成されていない非補強セルである。このため、補強部が形成されていない流入セル(即ち、非補強セル)の容積、及びこの流入セルの開口部の面積を十分に確保することができ、圧力損失の増加を抑制することができる。一方、圧力損失に対する影響が、上記流入セルに比して少ない流出セルの一部には、隔壁が交差する少なくとも一の角部に補強部を形成することで、目封止ハニカム構造体の耐久性を良好に向上させることができる。これにより、目封止ハニカム構造体を機械的強度に優れたものとすることができる。
【0023】
特に、本発明の目封止ハニカム構造体は、流入セルと流出セルとの両方に補強部を形成した従来のハニカム構造体に比して、補強部が流路に占める容積が半分以下であるが、ハニカム構造体の耐久性は、上記補強部の容積比率以上の割合で向上させることができる。また、目封止ハニカム構造体に生じる熱応力が最大となる流出セルのみを補強することで、目封止ハニカム構造体の質量の過剰な増加を抑制することができる。このため、目封止ハニカム構造体を内燃機関の排ガス流路に設置して用いた場合に、目封止ハニカム構造体が加熱され易く、排気ガスに対する浄化性能の劣化を良好に抑制することができる。なお、排気ガスの温度によって目封止ハニカム構造体の温度を調整する場合であっても、目封止ハニカム構造体が加熱され易いため、自動車等の内燃機関の燃費の悪化を抑制することができる。このように、本発明の目封止ハニカム構造体によれば、従来、二律背反の関係にあるとされた、ハニカム構造体の耐久性向上と、圧力損失の増加抑制とを両立させることができる。更に、浄化性能の劣化や内燃機関の燃費の悪化も抑制することができる。
【0024】
更に、本発明の目封止ハニカム構造体は、DPFとして用いることができ、DPFにて捕集した粒子状物質を燃焼除去する再生時における端面クラックの発生を良好に抑制することができる。即ち、上記再生時においては、流出側端面における重心セルの対角線方向に沿って端面クラックが頻繁に発生する。本発明の目封止ハニカム構造体は、「流出セルのうちの、ハニカム構造体のセルの延びる方向に垂直な断面において、断面の重心を含む又は重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれるセル」を、角部が補強された補強セルとすることにより、端面クラックが発生し易い箇所が補強され、端面クラックの発生を良好に抑制することができる。
【図面の簡単な説明】
【0025】
【図1】本発明の目封止ハニカム構造体の一実施形態を模式的に示す斜視図である。
【図2】本発明の目封止ハニカム構造体の一実施形態の、流出側端面を示す模式図である。
【図3】本発明の目封止ハニカム構造体の一実施形態の、流入側端面を拡大して示す模式図である。
【図4】本発明の目封止ハニカム構造体の一実施形態の、流出側端面を拡大して示す模式図である。
【図5】本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に垂直な断面を拡大して示す模式図である。
【図6】本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に平行な断面を示す模式図である。
【図7】本発明の目封止ハニカム構造体の他の実施形態の、流出側端面を示す模式図である。
【図8】本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に垂直な断面を拡大して示す模式図である。
【発明を実施するための形態】
【0026】
以下、本発明の実施の形態について、図面を参照しながら具体的に説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、以下の実施の形態に対し適宜変更、改良等が加えられたものも本発明の範囲に入ることが理解されるべきである。
【0027】
(1)目封止ハニカム構造体:
図1〜図6に示すように、本発明の目封止ハニカム構造体の一実施形態(目封止ハニカム構造体100)は、「流入側端面11から流出側端面12まで延びる流体の流路となる複数のセル2を区画形成する多孔質の隔壁1を有するハニカム構造体4」と、「流出側端面12における所定のセルの開口部に配設されて、流入側端面11が開口し且つ流出側端面12が封止された流入セル2aを形成する流出側目封止部5b」と、「流入側端面11における残余のセルの開口部に配設されて、流出側端面12が開口し且つ流入側端面11が封止された流出セル2bを形成する流入側目封止部5a」と、を備えた目封止ハニカム構造体100である。本実施形態のハニカム構造体100のセル2の、セルの延びる方向に垂直な断面における流出セル2bの開口形状は、四角形である。なお、上記断面における流入セル2aの開口形状については特に制限はなく、流出セル2bの開口形状と同様に、四角形であってもよいし、三角形、六角形、及び八角形形からなる群より選択される少なくとも一の形状であってもよい。
【0028】
流出セル2bのうちの、「ハニカム構造体100のセル2の延びる方向に垂直な断面において、この断面の重心Oを含む又は重心Oからの距離が最も短い位置に存在する重心セル2x内に描かれる少なくとも一の対角線(図1及び図2においては、2つの対角線P1,P2)を中心として、±15°の夾角内に含まれる一以上の流出セル2b」は、セル2の延びる方向に垂直な断面における隔壁1が交差する少なくとも一の角部21aに、流出セル2bを補強する補強部6が形成された補強セル22である。
【0029】
また、流入セル2a、及び上記補強セル22以外の流出セル2bは、セル2の延びる方向に垂直な断面における隔壁1が交差する全ての角部21に、上記補強部6が形成されていない非補強セル23である。
【0030】
即ち、本実施形態の目封止ハニカム構造体100は、流体が流入する流入セル2aには、上記補強部6が形成されておらず、例えば、比較的に均一な隔壁厚さの隔壁1によって、セルが区画形成されている。目封止ハニカム構造体100に形成される流入セル2aの全てが、このような非補強セル23である。
【0031】
一方、流体が流出する流出セル2bのうちの少なくとも一のセルには、隔壁1が交差する少なくとも一の角部21aに、補強部6が形成されている。このような角部21aにより補強された流出セル2bが補強セル22となっている。この補強セル22が形成される範囲は、上記重心セル2x内に描かれる対角線P1,P2を中心として、±15°の夾角内の範囲である。
【0032】
「重心セル」とは、図2に示すように、ハニカム構造体100のセルの延びる方向に垂直な断面において、断面の重心を含む又は重心からの距離が最も短い位置に存在するセルのことをいう。即ち、上記断面の重心に、セルが存在する場合には、そのセルが、重心セルとなる。一方、上記断面の重心に、セル存在せずに隔壁が存在する場合には、ハニカム構造体の断面の重心からの距離が最も短い位置に存在するセルを、重心セルとする。「ハニカム構造体の断面の重心からの距離」とは、ハニカム構造体の断面の重心と、この断面上に配列する各セルの重心との距離のことをいう。このため、上記断面の重心に、セルが存在する場合には、このセルが、「ハニカム構造体の断面の重心からの距離が最も短い位置に存在するセル」となる。「重心セル内に描かれる対角線」とは、ハニカム構造体のセルの延びる方向に垂直な断面の重心セルの四つの角部のうち、対向する角部同士を結ぶ直線のことである。
【0033】
「対角線を中心として、±15°の夾角内の範囲」というときは、図2に示すように、重心セル2x内に描かれる対角線P1,P2の延長線を想定し、重心を中心として+15°の角度(ここでは、時計回りを正とする)で交差する線分R1,R2と、重心を中心として−15°の角度で交差する線分Q1,Q2とに挟まれる範囲W1,W2とする。なお、角度を考慮する場合には、「0°方向(即ち、対角線P1,P2)」から時計回りの角度であっても、反時計回りの角度であってもよいが、一つのハニカム構造体について複数の角度を考慮する場合には、考慮する角度は全て同じ方向回りの角度とする。「夾角」とは、互いに交わる2本の直線に挟まれた角のことをいう。
【0034】
ここで、図1は、本発明の目封止ハニカム構造体の一実施形態を模式的に示す斜視図である。図2は、本発明の目封止ハニカム構造体の一実施形態の、流出側端面を示す模式図である。図3は、本発明の目封止ハニカム構造体の一実施形態の、流入側端面を拡大して示す模式図である。図4は、本発明の目封止ハニカム構造体の一実施形態の、流出側端面を拡大して示す模式図である。図5は、本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に垂直な断面を拡大して示す模式図である。図6は、本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に平行な断面を示す模式図である。なお、図3及び図4は、重心セルの対角線を中心として±15°の夾角内において、補強セルと非補強セルとが交互に配置された例を示している。
【0035】
本実施形態の目封止ハニカム構造体100は、補強部6が形成されていない流入セル2a(即ち、非補強セル23)の容積、及びこの流入セル2aの開口部の面積(濾過面積)を十分に確保することができる。このため、目封止ハニカム構造体の圧力損失の増加を良好に抑制することができる。一方、圧力損失に対する影響が、流入セル2aに比して少ない流出セル2bの一部には、隔壁1が交差する少なくとも一の角部21aに補強部6を形成することで、目封止ハニカム構造体100の耐久性を良好に向上させることができる。これにより、目封止ハニカム構造体100を機械的強度に優れたものとすることができる。
【0036】
特に、本実施形態の目封止ハニカム構造体100は、流入セルと流出セルとの両方に補強部を形成した従来のハニカム構造体に比して、補強部6が流路(セル2)に占める容積が半分以下であるが、ハニカム構造体の耐久性は、上記補強部6の容積比率以上の割合で向上させることができる。
【0037】
また、目封止ハニカム構造体100に生じる熱応力が最大となる流出セル2bのみを補強することで、目封止ハニカム構造体100の質量の過剰な増加を抑制することができる。このため、目封止ハニカム構造体100を内燃機関の排ガス流路に設置して用いた場合に、目封止ハニカム構造体100が加熱され易くなり、排気ガスに対する浄化性能の劣化を良好に抑制することができる。なお、排気ガスの温度によって目封止ハニカム構造体100の温度を調整する場合であっても、目封止ハニカム構造体100が加熱され易いため、自動車等の内燃機関の燃費の悪化を抑制することができる。
【0038】
更に、本実施形態の目封止ハニカム構造体は、DPFとして用いることができ、DPFにて捕集した粒子状物質を燃焼除去する再生時における端面クラックの発生を良好に抑制することができる。即ち、上記再生時においては、流出側端面における重心セルの対角線方向に沿って端面クラックが頻繁に発生する。本実施形態の目封止ハニカム構造体は、「流出セルのうちの、ハニカム構造体のセルの延びる方向に垂直な断面において、断面の重心を含む又は重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれるセル」を、角部が補強された補強セルとすることにより、端面クラックが発生し易い箇所が補強され、端面クラックの発生を良好に抑制することができる。また、本実施形態の目封止ハニカム構造体は、灰(Ash)の堆積容量の悪化が一切なく、灰(Ash)が堆積した後の圧力損失上昇、及び灰(Ash)の洗浄や排ガス浄化フィルタ(例えば、DPF)の取替え間隔に対して影響を与えずに、ハニカム構造体の強度を向上することができる。
【0039】
「補強部」とは、セルを区画形成する隔壁が交差する角部に配置され、ハニカム構造体の実体部分である隔壁の強度(耐久性)を補強する部位のことをいう。例えば、「補強部」は、隔壁が交差する角部に対して、当該角部を補強するために別途配設された別部材(例えば、凹部や梁等の補強部材)からなるものであってもよい。また、「補強部」は、隔壁が交差する角部が、予め、他の角部(例えば、非補強セルの角部や、補強セルであっても補強部が形成されていない角部)とは異なるように、R形状やC形状等の肉厚に形成された部位であってもよい。
【0040】
補強部が、角部を補強するために別途配設された別部材からなるものの場合には、ハニカム構造体の作製時において、任意の形状の補強部を、所定の角部に配設することができる。このため、ハニカム構造体成形用の口金の形状によらず、多彩な補強セルのバリエーションを実現することができる。一方、補強部が、角部が肉厚に形成された部位からなるものの場合には、ハニカム構造体の製造時(より具体的には、ハニカム成形体の成形時)において、所定の流出セル(補強セル)に補強部を形成することができ、補強部の形成を極めて簡便に行うことができる。
【0041】
「補強セル」は、セルの外周部分に形成される角部のうちの少なくとも一の角部が、上記「補強部」によって補強されたセルである。即ち、「補強セル」は、補強部が形成された補強角部と、補強部が形成されていない非補強角度部とを含むものであってもよい。また、「補強セル」は、補強セルにおける全ての角部に補強部が形成されたもの(即ち、全ての角部が補強角部であるもの)であってもよい。
【0042】
例えば、補強角部と非補強角度部とを含む補強セルは、流出セルの容積の減少を抑制することができ、圧力損失の上昇を更に抑制することができる。一方、全ての角部が補強角部である補強セルは、目封止ハニカム構造体の耐久性を良好に向上させることができる。
【0043】
これまでに説明したように、本実施形態の目封止ハニカム構造体においては、「少なくとも一の対角線を中心として、±15°の夾角内に含まれる一以上の流出セル」が、補強セルであればよい。即ち、図2に示すように、重心セル2x内に描かれる対角線P1,P2を中心として、±15°の夾角内の範囲に含まれる流出セル2bの全てが、上記補強セル22であってもよいし、図示は省略するが、図2における流出セル2bのうちの一部のセルが上記補強セル22であり、且つ、補強セル22以外の流出セル2bが、流入セル2aや上記±15°の夾角内の範囲以外の流出セル2bと同様に補強部6が形成されていない非補強セル23であってもよい。
【0044】
なお、上記±15°の夾角内の範囲以外の流出セルを更に補強したとしても、目封止ハニカム構造体の耐久性を更に向上させる効果が得られ難く、目封止ハニカム構造体の圧力損失が増大してしまう。即ち、上記±15°の夾角内の範囲の流出セルについて補強を行うことにより、目封止ハニカム構造体の耐久性を良好に向上させることができるとともに、圧力損失の増大を良好に抑制することができる。また、上記±15°の夾角内の範囲以外の流出セルを補強したとしても、端面クラック(特に、対角線方向(45°方向)に沿って生じる端面クラック)の発生を抑制する効果が得られ難くなる。
【0045】
本実施形態の目封止ハニカム構造体においては、少なくとも1の対角線上に位置する流出セルの全てが、補強セルであることが好ましく、両方(2つの)の対角線上に位置する流出セルの全てが、補強セルであることがより好ましい。更に、一の対角線を中心として、±15°の夾角内の流出セルのうち、少なくともそれぞれの夾角の中央に位置する対角線に平行な向きに配された角部が補強されたセルであることが特に好ましい。
【0046】
例えば、図7に示す目封止ハニカム構造体110のように、2本の対角線P1,P2上に位置する流出セル2bの全てが、当該流出セル2bの全ての角部に補強部6が形成されたもの(即ち、全ての角部が補強されたもの)であり、且つ、それ以外の線Q1と線R1の夾角内の流出セル2bが、対角線P1に平行な向きに配された角部のみに補強部6が形成されたものであり、線Q2と線R2の夾角内の流出セル2bが、対角線P2に平行な向きに配された角部のみに補強部6がされたものであることが好ましい。このように構成することによって、流出セル2bの容積の減少をより抑制しつつ耐久性を良好に向上させることができる。ここで、図7は、本発明の目封止ハニカム構造体の他の実施形態の、流出側端面を示す模式図である。
【0047】
本実施形態の目封止ハニカム構造体100において、ハニカム構造体4の形状は、特に限定されないが、円筒形状、端面が楕円形の筒形状、端面が「正方形、長方形、三角形、五角形、六角形、八角形等」の多角形の角柱状等が好ましい。図1〜図6に示すハニカム構造体4は、円筒形状の場合の例を示している。また、図1〜図6に示すハニカム構造体4は、外周壁3を有しているが、外周壁3を有さなくてもよい。外周壁3は、ハニカム構造体を作製する過程において、ハニカム成形体を押出成形する際に、隔壁とともに形成されることが好ましい。また、外周壁3は、セラミック材料をハニカム構造体の外周に塗工して形成したものであってもよい。
【0048】
「流入セル」は、流出側端面におけるセルの開口部に流出側目封止部が配設されたセルである。この流入セルの流入側端面の開口部から、排ガス等の流体が流入する。一方、「流出セル」は、流入側端面におけるセルの開口部に流入側目封止部が配設されたセルである。この流出セルには、排ガス等の流体が直接流入することはできず、流入セルに流入した流体が、隔壁を通過して流出セル内に流入し、流出セルの流出側端面の開口部から流出される。流入セルから流出セルに流体が移動する際に、多孔質の隔壁によって流体中の粒子状物質が捕集される。
【0049】
流入セルと流出セルとの配置、換言すれば、流出側目封止部と流入側目封止部との配置については、特に制限はない。例えば、流入セルと流出セルとが、隔壁を隔てて交互に配置されるものであってもよい。また、流入セルの一部、或いは流出セルの一部が、ハニカム構造体の端面の一ヶ所に集合するように配置されたものであってもよい。但し、流体中の粒子状物質を隔壁によって良好に捕集するという観点からは、流入セルと流出セルと隔壁を隔てて交互に配置されていることが好ましい。
【0050】
流出セルの形状(セルの延びる方向に垂直な断面における開口形状)は、四角形である。なお、上記セルの形状は、補強部が形成されたセルについては、補強部が除かれた状態の形状のことである。更に、本実施形態の目封止ハニカム構造体においては、流入セルの、セルの延びる方向に垂直な断面における開口形状(以下、単に、「流入セルの開口形状」ということがある)と、流出セルの、セルの延びる方向に垂直な断面における補強部が除かれた開口形状(以下、単に、「流出セルの開口形状」ということがある)とが、同一形状であってもよいし、異なる形状であってもよい。流出セルの形状は、矩形であることが好ましく、正方形であることが好ましい。
【0051】
なお、本実施形態の目封止ハニカム構造体においては、ハニカム構造体を構成する隔壁の、セルの延びる方向に垂直な断面における厚さ(以下、単に、「隔壁の厚さ」ということがある)は、基本的に均一なものとする。「基本的に均一」とは、成形時の変形等により、僅かに隔壁の厚さに差異が生じた場合を除き、隔壁の厚さが均一であることを意味する。即ち、本実施形態の目封止ハニカム構造体においては、意図的に隔壁の厚さに差異を生じさせることはなく、上記断面において、隔壁の厚さは均一なものとする。例えば、ハニカム構造体を押出成形する口金(金型)のスリットを、スライサー加工により製造した場合に、上記均一な厚さの隔壁が実現される。そして、本実施形態の目封止ハニカム構造体においては、本来、均一な厚さであるはずの隔壁において、その隔壁の一部(特に角部)が、他部分に比べ厚く形成されている部位を、補強部が形成された部位とみなすことができる。
【0052】
隔壁の厚さは、100〜600μmであることが好ましく、110〜560μmであることが更に好ましく、280〜420μmであることが特に好ましい。100μmより薄いと、目封止ハニカム構造体の強度が低くなることがある。600μmより厚いと、目封止ハニカム構造体の初期の圧力損失が高くなることがある。
【0053】
隔壁の気孔率は、30〜85%であることが好ましく、35〜70%であることが更に好ましく、40〜65%であることが特に好ましい。気孔率が30%より小さいと、目封止ハニカム構造体の初期の圧力損失が高くなることがある。気孔率が85%より大きいと、目封止ハニカム構造体の強度が低くなることがある。気孔率は、水銀ポロシメータによって測定した値である。
【0054】
隔壁の平均細孔径は、5〜40μmであることが好ましく、10〜25μmであることが更に好ましく、13〜23μmであることが特に好ましい。平均細孔径5μmより小さいと、目封止ハニカム構造体の初期の圧力損失が高くなることがある。平均細孔径40μmより大きいと、目封止ハニカム構造体の強度が低くなることがある。平均細孔径は、水銀ポロシメータによって測定した値である。
【0055】
ハニカム構造体のセル密度は、特に制限されないが、10〜70個/cm2であることが好ましく、15〜50個/cm2であることが更に好ましい。セル密度が、10個/cm2より小さいと、目封止ハニカム構造体の強度が低くなることがある。セル密度が、70個/cm2より大きいと、セルの断面積(セルの延びる方向に直交する断面の面積)が小さくなるため、圧力損失が高くなる。
【0056】
隔壁の材料としては、セラミックが好ましく、強度及び耐熱性に優れることより、コージェライト、炭化珪素、珪素−炭化珪素系複合材料、ムライト、アルミナ、チタン酸アルミニウム、窒化珪素、及び炭化珪素−コージェライト系複合材料からなる群から選択される少なくとも1種が更に好ましい。これらの中でも、コージェライトが特に好ましい。
【0057】
補強部の材料については特に制限はないが、セラミックが好ましく、上記隔壁の好ましい材料として挙げられた材料を好適に用いることができる。本実施形態の目封止ハニカム構造体においては、隔壁の熱膨張係数と、補強部の熱膨張係数とが同じ値又は近い値になることがより好ましい。更に、隔壁の材料と補強部の材料とが同じ材料であることがより好ましい。このように構成することによって、目封止ハニカム構造体に熱応力がかかっても、補強部がハニカム構造体から剥れたり、補強部と隔壁との接合部分が破損したりすることを防ぐことができる。なお、隔壁と補強部とが一体的に形成されたものの場合には、隔壁の材料と補強部の材料とが同じ材料となる。
【0058】
補強部の大きさは、流出セルを区画形成する隔壁の少なくとも一の角部に配設され、実質的に流出セルの開口部分を完全に塞がない程度の大きさであれば特に制限はない。但し、流出セルの開口部分が、補強部によって大きく塞がれてしまうと圧力損失が増大してしまう。このため、図8に示すように、本実施形態の目封止ハニカム構造体においては、「補強部6を除く隔壁1の平均厚さT(以下、「隔壁1の平均厚さT」ということがある)」に対する、「補強セル22(流出セル2b)の補強部6の表面から、補強セル22を区画形成する隔壁1の交差点を隔てて配置された他のセル(図8においては、紙面の対角線上に配設された補強セル22)の表面までの隔壁交差部分の交差距離L」の比の値(L/T)が、1.5〜9.3であることが好ましい。このように構成することによって、圧力損失の増加抑制と、耐久性向上とをバランスよく実現することができる。図8は、本発明の目封止ハニカム構造体の一実施形態の、セルの延びる方向に垂直な断面を拡大して示す模式図である。
【0059】
ここで、「補強部6を除く隔壁1の平均厚さT(以下、「隔壁1の平均厚さT」ということがある)」に対する、「補強セル22の補強部6の表面から、補強セル22を区画形成する隔壁1の交差点を隔てて配置された他のセルの表面までの隔壁交差部分の交差距離L(以下、「隔壁交差部分の交差距離L」ということがある)」の比の値(L/T)について説明する。図8に示すように、まず、補強部6が形成されていない部分の隔壁1に沿って平行線AB及びCDを引き、その平均距離を「隔壁1の平均厚さT」とする。また、平行線AB及びCDの交点をそれぞれE,F,G,Hとする。ここで、測定対象の補強部6xに最も近い交点(交点E)と、隔壁1の交差点を隔てて配置された他のセル(図8においては、他のセルも補強セル22である)に最も近い交点(交点F)とを通るように、両セル間の距離を測定した長さを、「隔壁交差部分の交差距離L」と定義する。上記方法により測定される「隔壁交差部分の交差距離L」の値を、「隔壁1の平均厚さT」の値で除算した値が、上記「比の値(L/T)」である。
【0060】
図8においては、測定対象の補強部6xを有する補強セル22と、隔壁1の交差点を隔てて配置された他のセルとの両方が、共に補強セル22の場合を示しているが、例えば、補強部6xの配置によっては、隔壁1の交差点を隔てて配置された他のセルが、非補強セル23の場合や、補強セル22であっても隔壁の角部に補強部を有していない場合もある。このような場合でも、上述した方法により、「比の値(L/T)」を求めることができる。上記「比の値(L/T)」の測定は、オプティカルマイクロスコープによって行うことができる。
【0061】
「隔壁1の平均厚さT」に対する「隔壁交差部分の交差距離L」の比の値(L/T)が1.5未満であると、補強部による耐久性向上の効果が十分に得られないことがある。一方、「隔壁1の平均厚さT」に対する「隔壁交差部分の交差距離L」の比の値(L/T)が9.3を超えると、補強セル22の開口面積が減少し過ぎて、圧力損失が過剰に増加してしまうことがある。また、9.3を超えても、耐久性が更に向上し難く、圧力損失の増加する比率が増大してしまうことがある。なお、上記比の値(L/T)は、1.6〜5.0であることが更に好ましく、1.7〜2.7であることが特に好ましい。
【0062】
なお、本実施形態のハニカム構造体における非補強セルは、隔壁が交差する角部に補強部が形成されていないものである。但し、意図して補強部を形成しない非補強セルであっても、ハニカム構造体を押出成形する口金の磨耗等により、補強部を形成していないはずの角部に、極めて僅かな肉厚部分が生じることがある。そこで、本実施形態のハニカム構造体においては、上記比の値(L/T)を測定した際に、その値が、1.5未満の場合については、補強部が形成されていない角部とする。なお、例えば、開口部分の形状が正方形のセルにおいて、角部に全く補強部が形成されず、意図しない肉厚部分も形成されていない場合には、上記比の値(L/T)は、1.41となる。
【0063】
また、各補強部(1個の補強部)は、セルの延びる方向に垂直な断面における補強部が除かれた開口部分の面積の0.05〜20%に相当する範囲を占める大きさのものであることが好ましい。補強部が占める面積が、開口部分の面積の0.05%未満であると、補強部による補強効果が十分に発現しないことがある。また、補強部が占める面積が、開口部分の面積の20%を超えると、例えば、四角形のセルの四個の角部全てに補強部が形成された場合、補強セルの開口面積が小さくなり過ぎて、目封止ハニカム構造体の圧力損失が増大してしまうことがある。なお、各補強部の大きさは、セルの延びる方向に垂直な断面における補強部が除かれた開口部分の面積の0.1〜12%に相当する範囲を占める大きさのものであることが更に好ましく、0.4〜5%に相当する範囲を占める大きさのものであることが特に好ましい。
【0064】
また、各補強部は、補強セルの流入側端面から流出側端面までの全域に形成されたものであってもよいし、補強セルの流入側端面から、ハニカム構造体の長手方向(セルの延びる方向)の一部に形成されていてもよい。例えば、補強セルの流入側端面から流出側端面までの全域に形成されたものの場合には、目封止ハニカム構造体の長手方向全体の耐久性を良好に向上させることができる。一方、補強セルの流入側端面から、ハニカム構造体の長手方向の一部に形成されたものの場合には、流出側端面における耐久性を向上しつつ、流出セルの容積を大きくして圧力損失の増大をより抑制することができる。
【0065】
(2)目封止ハニカム構造体の製造方法:
本実施形態の目封止ハニカム構造体の製造方法について説明する。まず、ハニカム構造体を作製するための坏土を調整し、この坏土を成形して、ハニカム成形体を作製する(成形工程)。この成形時において、得られる目封止ハニカム構造体において流出セルとなるセルの少なくとも一部(即ち、重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれるセル)に、補強部を形成し、補強済みのハニカム成形体を形成することが好ましい。また、成形時においては、セルに補強部を形成せずに、ハニカム成形体を得た後に、ハニカム成形体、ハニカム成形体を乾燥したハニカム乾燥体、又は、ハニカム乾燥体を焼成したハニカム構造体のいずれかに、補強部を形成することもできる。具体的な方法については、後述する各工程において更に詳細に説明する。
【0066】
また、ハニカム成形体を製造する時点において、目封止ハニカム構造体として用いる際の、流入側端面と、流出側端面とを決定しておくことが好ましい。即ち、本実施形態の目封止ハニカム構造体は、流入側端面と流出側端面とで(換言すれば、流入セルと流出セルとで)、セルの形状(即ち、補強部の有無)が異なるため、予め、柱状のハニカム成形体の方向性を決定しておくことが好ましい。
【0067】
次に、得られたハニカム成形体(或いは、必要に応じて行われた乾燥後のハニカム乾燥体)を焼成してハニカム構造体を作製する(ハニカム構造体作製工程)。成形時に補強部を形成していない場合には、焼成の前後のいずれかにおいて、流出セルとなるセルの少なくとも一部に、補強部を形成する。
【0068】
次に、ハニカム成形体の流入側端面における所定のセルの開口部、及び流出側端面における残余のセルの開口部に目封止を施して、流入側目封止部及び流出側目封止部を形成する(目封止工程)。このようにして本実施形態の目封止ハニカム構造体を製造することができる。以下、各製造工程について更に詳細に説明する。
【0069】
(2−1)成形工程:
まず、成形工程においては、セラミック原料を含有するセラミック成形原料を成形して、流体の流路となる複数のセルを区画形成するハニカム成形体を形成する。
【0070】
セラミック成形原料に含有されるセラミック原料としては、コージェライト化原料、コージェライト、ムライト、アルミナ、チタニア、炭化珪素、及びチタン酸アルミニウムからなる群から選択された少なくとも1種を含むものであることが好ましく、コージェライト化原料、コージェライト、ムライト、アルミナ、チタニア、炭化珪素、及びチタン酸アルミニウムからなる群から選択された少なくとも1種であることが更に好ましく、コージェライト化原料、コージェライト、ムライト、アルミナ、チタニア、炭化珪素、及びチタン酸アルミニウムからなる群から選択された1種であることが特に好ましい。なお、コージェライト化原料とは、シリカが42〜56質量%、アルミナが30〜45質量%、マグネシアが12〜16質量%の範囲に入る化学組成となるように配合されたセラミック原料であって、焼成されてコージェライトになるものである。
【0071】
また、このセラミック成形原料は、上記セラミック原料に、分散媒、有機バインダ、無機バインダ、造孔材、界面活性剤等を混合して調製することが好ましい。各原料の組成比は、特に限定されず、作製しようとするハニカム構造体の構造、材質等に合わせた組成比とすることが好ましい。
【0072】
セラミック成形原料を成形する際には、まず成形原料を混練して坏土とし、得られた坏土をハニカム形状に成形することが好ましい。成形原料を混練して坏土を形成する方法としては特に制限はなく、例えば、ニーダー、真空土練機等を用いる方法を挙げることができる。坏土を成形してハニカム成形体を形成する方法としては特に制限はなく、押出成形、射出成形等の従来公知の成形方法を用いることができる。例えば、所望のセル形状、隔壁厚さ、セル密度を有する口金を用いて押出成形してハニカム成形体を形成する方法等を好適例として挙げることができる。口金の材質としては、摩耗し難い超硬合金が好ましい。
【0073】
この成形時において、得られる目封止ハニカム構造体において流出セルとなるセルのうちの、特定の一以上のセルに、補強部を形成し、補強済みのハニカム成形体を形成することができる。例えば、ハニカム構造体成形用の口金のスリットの形状が、上記補強部を有するセル(補強セル)と、補強部を有しないセル(非補強セル)とを選択的に形成することができるように構成された口金を用いることが好ましい。上記「特定の一以上のセル」とは、ハニカム構造体のセルの延びる方向に垂直な断面において、上記断面の重心を含む又は重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれるセルのことである。
【0074】
補強セルと非補強セルとを選択的に形成することが可能な口金としては、二つの面を有し、一方の面にハニカム形状のスリットが格子状に形成されるとともに、他方の面にスリットと連通し、成形原料を導入するための裏孔が形成された口金基体からなる口金を挙げることができる。そして、この口金は、スリットが交差する交点のうち、得られるハニカム構造体において流体が流出する流出セルが形成される交点における角部のうちの少なくとも一の角部の頂点が、曲線状又は平面上に面取りされていることが好ましい。このような口金を用いることにより、ハニカム成形時に、所望のセルに、選択的に補強部を形成することができる。また、口金のスリットの交点に、流出セルの角部が補強されるように凹部や梁を設けてもよい。
【0075】
ハニカム成形体の形状は、特に限定されず、円筒形状(円柱状)、中心軸に直交する断面が楕円形、レーストラック形状、三角形、四角形、五角形、六角形、八角形等の多角形の筒形状(柱状)等を挙げることができる。作製しようとするハニカム構造体が、複数のハニカムセグメントが接合されて形成されたものである場合には、ハニカム成形体の形状は、中心軸に直交する断面が三角形、四角形、五角形、六角形、八角形等の多角形の筒形状(柱状)であることが好ましい。
【0076】
また、上記成形後に、得られたハニカム成形体を乾燥してもよい。乾燥方法は、特に限定されるものではないが、例えば、熱風乾燥、マイクロ波乾燥、誘電乾燥、減圧乾燥、真空乾燥、凍結乾燥等を挙げることができ、なかでも、誘電乾燥、マイクロ波乾燥又は熱風乾燥を単独で又は組合せて行うことが好ましい。
【0077】
(2−2)ハニカム構造体作製工程:
次に、得られたハニカム成形体を焼成してハニカム構造体を得ることが好ましい。なお、ハニカム成形体の焼成は、ハニカム成形体に目封止部を配設した後に行ってもよい。
【0078】
また、ハニカム成形体を焼成(本焼成)する前には、そのハニカム成形体を仮焼することが好ましい。仮焼は、脱脂のために行うものである。仮焼の方法は、特に制限はなく、成形体中の有機物(有機バインダ、分散剤、造孔材等)を除去することができればよい。一般に、有機バインダの燃焼温度は100〜300℃程度、造孔材の燃焼温度は200〜800℃程度であるので、仮焼の条件としては、酸化雰囲気において、200〜1000℃程度で、3〜100時間程度加熱することが好ましい。
【0079】
ハニカム成形体の焼成(本焼成)は、仮焼した成形体を構成する成形原料を焼結させて緻密化し、所定の強度を確保するために行われる。焼成条件(温度、時間、雰囲気)は、成形原料の種類により異なるため、その種類に応じて適当な条件を選択すればよい。例えば、コージェライト化原料を使用している場合には、焼成温度は、1410〜1440℃が好ましい。また、焼成時間は、最高温度でのキープ時間として、4〜6時間が好ましい。
【0080】
また、ハニカム成形体の成形時に補強部を形成しなかった場合には、焼成の前後において、凹状や梁状の補強材を、流出セルの角部に塗布することにより、補強部を形成することが好ましい。
【0081】
具体的には、ある容器にスラリー状で準備された補強材に、焼成前又は焼成後の目封止ハニカム構造体を、その流出側端面側から浸漬させるディッピング方式を用いて補強部を形成することができる。また、同様のスラリー状の補強材に、目封止ハニカム構造体の流出側端面を接触させ、この状態から、目封止ハニカム構造体の流入側端面より上記補強材を吸引するサッキング方式を用いて補強部を形成することもできる。更に、同様のスラリーの補強材を目封止ハニカム構造体の流出側端面より注入するインジェクション方式を用いて補強部を形成することもできる。この際、補強材が流入セル側に含浸してしまうことを避けるため、補強材成分の粒子径が、ハニカム構造体の隔壁の平均細孔径より大きく調整されていることが好ましい。また、実使用下での補強材又はハニカム構造体の破損を避けるため、補強材の熱膨張係数は、目封止ハニカム構造体の熱膨張係数と同等に調整することが好ましい。
【0082】
このようにして、流出セルとなる特定のセルの、セルの延びる方向に垂直な断面における隔壁が交差する少なくとも一の角部に補強部が形成されたハニカム構造体を得ることができる。
【0083】
(2−3)目封止工程:
次に、ハニカム構造体の、流体の流入側端面における流出セルの開口部と、流体の流出側の端面における流入セルの開口部とに、目封止材料を充填して、流入側端面における流出セルの開口部と、流出側端面における流入セルの開口部とに、目封止部を形成する。
【0084】
ハニカム構造体に目封止材料を充填する際には、まず、一方の端部側に目封止材料を充填し、その後、他方の端部側に目封止材料を充填する。一方の端部側に目封止材料を充填する方法としては、ハニカム構造体の一方の端面(例えば、流入側端面)にシートを貼り付け、シートにおける、「目封止部を形成しようとするセル」と重なる位置に孔を開けるマスキング工程と、「ハニカム構造体の、シートが貼り付けられた側の端部」を目封止材料が貯留された容器内に圧入して、目封止材料をハニカム構造体のセル内に圧入する圧入工程と、を有する方法を挙げることができる。目封止材料をハニカム構造体のセル内に圧入する際には、目封止材料は、シートに形成された孔を通過し、シートに形成された孔と連通するセルのみに充填される。
【0085】
また、ハニカム構造体の他方の端部(例えば、流出側端面)側に目封止材料を充填する方法も、上記、ハニカム構造体の一方の端部側に目封止材料を充填する方法と同様の方法とすることが好ましい。また、ハニカム構造体の両端部に、目封止材料を同時に充填してもよい。
【0086】
次に、ハニカム構造体に充填された目封止材料を乾燥させて、目封止部を形成し、目封止ハニカム構造体を得ることが好ましい。なお、ハニカム構造体の両端部に目封止材料を充填した後に、目封止材料を乾燥させてもよいし、ハニカム構造体の一方の端部に充填した目封止材料を乾燥させた後に、他方の端部に目封止材料を充填し、その後、他方の端部に充填した目封止材料を乾燥させてもよい。更に、目封止材料を、より確実に固定化する目的で、焼成してもよい。また、乾燥前のハニカム成形体又は乾燥後のハニカム成形体に目封止材料を充填し、乾燥前のハニカム成形体又は乾燥後のハニカム成形体と共に、目封止材料を焼成してもよい。
【0087】
このように構成することによって、本実施形態の目封止ハニカム構造体を製造することができる。但し、本実施形態の目封止ハニカム構造体の製造方法は、上述した製造方法に限定されることはない。
【実施例】
【0088】
以下、本発明の目封止ハニカム構造体を実施例により更に具体的に説明するが、本発明は、これらの実施例によって何ら限定されるものではない。
【0089】
(実施例1)
セラミック原料として、コージェライト化原料(アルミナ、タルク、カオリン)を用いた。アルミナ、タルク、カオリンの質量比は、焼成後、コージェライトが得られる質量比とした。セラミック原料に、バインダ(メチルセルロース)、水を混合してセラミック成形原料を得た。得られたセラミック成形原料を、ニーダーを用いて混練して、坏土を得た。
【0090】
次に、得られた坏土を、真空押出成形機を用いて成形し、ハニカム成形体を得た。得られたハニカム成形体は、このハニカム成形体を焼成した後のハニカム構造体において、隔壁厚さが0.305mmとなり、セル密度が46.5個/cm2となり、セルピッチが1.47mmとなるような形状のものとした。また、このハニカム成形体を焼成した後のハニカム構造体の全体形状は、円筒形(端面の直径が143.8mm、セルの延びる方向における長さが152.4mm)であった。ハニカム成形体は、その全体形状を一体的に形成したもの(一体構造)であり、表1における「ハニカム構造体の構造」の欄において「モノリス」と示す。
【0091】
また、このハニカム成形体には、成形時において、重心セル内に描かれる2本の対角線の延長線上に存在する流出セル(後に流出セルとするセル)における隔壁が交差する角部に補強部を形成した。表1における「補強セルの位置」の欄において「対角線」と示す。
【0092】
補強部が形成された流出セル(補強セル)は、「補強部を除く隔壁の平均厚さT」に対する、「補強セルの補強部の表面から、この補強セルを区画形成する隔壁の交差点を隔てて配置された他のセルの表面までの隔壁交差部分の交差距離L」の比の値(以下、「補強セルの交点比(L/T)」という)が、2.200であった。交点比の測定は、オプティカルマイクロスコープによって行った。
【0093】
一方、補強部が形成されていない流入セル及び流出セルは、「補強部を除く隔壁の平均厚さT」に対する、「補強部が形成されていないセルの表面から、このセルを区画形成する隔壁の交差点を隔てて配置された他のセルの表面までの隔壁交差部分の交差距離L」の比の値(以下、「非補強セルの交点比(L/T)」という)が、1.410であった。交点比(L/T)の測定は、図8を用いて説明した上述の測定方法に従って測定した。
【0094】
次に、ハニカム成形体の端面(流入側及び流出側の端面)における複数のセル開口部の中の一部に、マスクを施した。このとき、マスクを施したセルとマスクを施さないセルとが交互に並ぶようにした。即ち、流出セルと流入セルとが、隔壁を隔てて交互に並ぶようにした。そして、マスクを施した側の端部を、コージェライト化原料を含有する目封止スラリーに浸漬して、マスクが施されていないセルの開口部に目封止スラリーを充填した。これにより、流入側端面における流出セルの開口部及び流出側端面における流入セルの開口部に目封止部が配設された目封止ハニカム成形体を得た。
【0095】
次に、目封止ハニカム成形体について、450℃で5時間加熱することにより脱脂を行い、更に、1425℃で7時間加熱することにより焼成を行い、目封止ハニカム構造体を得た。
【0096】
得られた目封止ハニカム構造体について、以下に示す方法で、「最大主応力(MPa)」、「圧力損失(kPa)」、及び「端面クラックの有無」の測定を行った。測定結果を表1に示す。
【0097】
[最大主応力(MPa)]
目封止ハニカム構造体の幾何学構造をCADモデルより構築し、アンシス・ジャパン社製の有限要素法解析ソフト(商品名:ANSYS Release 11.0)にて、モデル構築した構造体に発生する最大主応力を求める。その際、構造体の幾何学構造パラメータとしては、「隔壁の厚さ」、「セル密度」、「セルピッチ」、「底面の直径」、「セルの延びる方向における長さ」、「流入セル又は流出セルの交点比」、「目封じ長さ」、「外壁の厚さ」をそれぞれ与え、また有限要素法解析においては事前に測定されたハニカム構造体の「ヤング率」、「ポアソン比」、「熱膨張係数」を与えると同時に、事前に実施した煤の燃焼試験にて得られた目封じハニカム構造体内で発生する温度分布を適宜与えることで目的とする最大主応力を得ることができる。表1においては、この最大主応力を、「6g/LDTI再生時最大応力(MPa)」と示す。
【0098】
また、「比較例1の最大応力(MPa)に対する、実施例1、6、7、8及び比較例4〜6の最大応力(MPa)の比の値」、「比較例2の最大応力(MPa)に対する、実施例2、及び4の最大応力(MPa)の比の値」、及び「比較例3の最大応力(MPa)に対する、実施例3、及び5の最大応力(MPa)の比の値」を、最大応力の「ベース比」として示す。
【0099】
[圧力損失(kPa)]
特開2005−172652号公報に記載の「フィルタの圧力損失測定装置」を用いて、目封止ハニカム構造体の圧力損失を測定した。測定条件としては、流体の流量を10Nm3/分とし、実験時の流体温度を25℃とした。
【0100】
また、「比較例1の圧力損失(kPa)に対する、実施例1、6、7、8及び比較例4〜6の圧力損失(kPa)の比の値」、「比較例2の圧力損失(kPa)に対する、実施例2、及び4の圧力損失(kPa)の比の値」、及び「比較例3の圧力損失(kPa)に対する、実施例3、及び5の圧力損失(kPa)の比の値」を、圧力損失のベース比として示す。
【0101】
[端面クラックの有無]
煤の燃焼試験後におけるハニカム構造体の端面部のクラック発生を目視にて判断し、クラックが発生した場合を「有り」と評価し、クラックが発生していない場合を「無し」と評価した。煤の燃焼試験としては、以下の方法にて行うこととする。目封止ハニカム構造体をDPFとして用い、煤(スート)を堆積させて、再生(煤の燃焼)を行う。まず、得られた目封止ハニカム構造体の外周に、保持材としてセラミック製非熱膨張性マットを巻き、ステンレス鋼(SUS409)製のキャニング用缶体に押し込んで、キャニング構造体とする。その後、ディーゼル燃料(軽油)の燃焼により発生させた煤を含む燃焼ガスを、目封止ハニカム構造体の一方の端面より流入させ、他方の端面より流出させる。これにより、目封止ハニカム構造体内に、上記煤を、目封止ハニカム構造体の容積1リットル当り6g堆積させる。そして、一旦、室温(25℃)まで冷却した後、目封止ハニカム構造体の一方の端面より、680℃の燃焼ガスを流入させる。堆積させた煤が燃焼することにより、目封止ハニカム構造体の圧力損失が低下したときに、燃焼ガスの流量を減少させることによって、煤を急燃焼させる。
【0102】
【表1】
【0103】
(実施例2〜8、比較例1〜5)
ハニカム構造体の隔壁厚さ、セルピッチ、及び補強部を形成するセル(補強部の有無)を表1に示すように変更し、且つ、補強セルの交点比(L/T)及び非補強セルの交点比(L/T)を表1に示すように変更した以外は、実施例1と同様の方法で目封止ハニカム構造体を製造した。得られた目封止ハニカム構造体について、実施例1の場合と同様の評価を行った。結果を表1に示す。なお、実施例8においては、ハニカム成形体の成形時には補強部を形成せずに、ハニカム成形体を形成した後に、別途、補強部を形成するための補強材を用いて補強部を形成した。具体的には、まず、ハニカム成形体に用いたセラミック成形原料(コージェライト化原料)と同じ材料を用い、スラリー状で準備された補強材を調製した。なお、この補強材は、ハニカム成形体に用いたセラミック成形原料よりも水分量が多くなるように調製した。次に、この補強材を容器に入れ、目封止ハニカム成形体を、その流出側端面より浸漬させて補強部を形成した。補強部の形状は、実施例1における補強部と同様の形状になるようにした。
【0104】
なお、実施例6においては、重心セルの対角線を中心として、±15°の夾角内に含まれる全ての流出セルを補強セルとし、比較例4においては、重心セルの対角線を中心として、±20°の夾角内に含まれる全ての流出セルを補強セルとした。また、比較例1〜3については、全ての流出セルに補強部を形成せず、流入セルと流出セルとを非補強セルとした。比較例5においては、全ての流出セルに補強部を形成し、補強セルを形成した。
【0105】
(結果)
表1に示すように、実施例1〜8の目封止ハニカム構造体は、最大応力が小さく、耐久性に優れるものであった。また、比較例4及び5の目封止ハニカム構造体と比較して、圧力損失が抑制されたものであった。即ち、補強セルを過剰に多くしても、耐久性向上の効果が大幅に増大することはなく、逆に、比較例4及び5の目封止ハニカム構造体のように圧力損失が大きく増大してしまうことが判明した。また、比較例1〜3の全く補強部を形成しない目封止ハニカム構造体と比較した場合には、実施例1〜8の目封止ハニカム構造体は、顕著に耐久性(最大応力)の向上が確認され、特に、比較例1で発生していた端面クラックは実施例1では確認されなかった。その反面、圧力損失については、大きな増加が見られなかった。
【産業上の利用可能性】
【0106】
本発明の目封止ハニカム構造体は、ディーゼルエンジン等の内燃機関や各種の燃焼装置等から排出されるガスを浄化するためのフィルタとして好適に利用することができる。
【符号の説明】
【0107】
1:隔壁、2:セル、2a:流入セル、2b:流出セル、2x:重心セル、3:外周壁、4:ハニカム構造体、5a:流入側目封止部、5b:流出側目封止部、6,6x:補強部、11:流入側端面、12:流出側端面、21,21a:角部、22:補強セル、23:非補強セル、100,110:目封止ハニカム構造体、A,B,C,D:線(平行線)、E,F,G,H:交点、L:隔壁交差部分の交差距離、T:隔壁の平均厚さ、P1,P2:対角線(対角線の延長線)、Q1,Q2,R1,R2:線。
【特許請求の範囲】
【請求項1】
流入側端面から流出側端面まで延びる流体の流路となる複数のセルを区画形成する多孔質の隔壁を有するハニカム構造体と、
前記流出側端面における所定のセルの開口部に配設されて、前記流入側端面が開口し且つ前記流出側端面が封止された流入セルを形成する流出側目封止部と、
前記流入側端面における残余のセルの開口部に配設されて、前記流出側端面が開口し且つ前記流入側端面が封止された流出セルを形成する流入側目封止部と、を備え、
前記セルの、前記セルの延びる方向に垂直な断面における前記流出セルの開口形状が四角形であり、
前記流出セルのうちの、前記ハニカム構造体の前記セルの延びる方向に垂直な断面において、前記断面の重心を含む又は前記重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれる一以上の流出セルは、前記セルの延びる方向に垂直な断面における前記隔壁が交差する少なくとも一の角部に、前記流出セルを補強する補強部が形成された補強セルであり、且つ、
前記流入セル及び前記補強セル以外の前記流出セルは、前記セルの延びる方向に垂直な断面における前記隔壁が交差する全ての角部に、前記補強部が形成されていない非補強セルである目封止ハニカム構造体。
【請求項2】
前記補強セルは、前記補強部が形成された補強角部と、前記補強部が形成されていない非補強角度部とを含むものである請求項1に記載の目封止ハニカム構造体。
【請求項3】
前記補強セルは、前記補強セルにおける全ての角部に前記補強部が形成されたものである請求項1に記載の目封止ハニカム構造体。
【請求項4】
少なくとも前記対角線上に位置する前記流出セルが、前記補強セルである請求項1〜3のいずれか一項に記載の目封止ハニカム構造体。
【請求項5】
前記流入セルと前記流出セルとが、前記隔壁を隔てて交互に配置されている請求項1〜4のいずれか一項に記載の目封止ハニカム構造体。
【請求項6】
前記流入セルの前記セルの延びる方向に垂直な断面における開口形状と、前記流出セルの前記セルの延びる方向に垂直な断面における前記補強部が除かれた開口形状とが、同一形状である請求項1〜5のいずれか一項に記載の目封止ハニカム構造体。
【請求項7】
前記補強部を除く前記隔壁の平均厚さに対する、前記補強セルの前記補強部の表面から、前記補強セルを区画形成する前記隔壁の交差点を隔てて配置された他のセルの表面までの隔壁交差部分の交差距離の比の値が、1.5〜9.3である請求項1〜6のいずれか一項に記載の目封止ハニカム構造体。
【請求項8】
各前記補強部は、前記セルの延びる方向に垂直な断面における前記補強部が除かれた開口部分の面積の0.05〜20%に相当する範囲を占める大きさのものである請求項1〜7のいずれか一項に記載の目封止ハニカム構造体。
【請求項1】
流入側端面から流出側端面まで延びる流体の流路となる複数のセルを区画形成する多孔質の隔壁を有するハニカム構造体と、
前記流出側端面における所定のセルの開口部に配設されて、前記流入側端面が開口し且つ前記流出側端面が封止された流入セルを形成する流出側目封止部と、
前記流入側端面における残余のセルの開口部に配設されて、前記流出側端面が開口し且つ前記流入側端面が封止された流出セルを形成する流入側目封止部と、を備え、
前記セルの、前記セルの延びる方向に垂直な断面における前記流出セルの開口形状が四角形であり、
前記流出セルのうちの、前記ハニカム構造体の前記セルの延びる方向に垂直な断面において、前記断面の重心を含む又は前記重心からの距離が最も短い位置に存在する重心セル内に描かれる少なくとも一の対角線を中心として、±15°の夾角内に含まれる一以上の流出セルは、前記セルの延びる方向に垂直な断面における前記隔壁が交差する少なくとも一の角部に、前記流出セルを補強する補強部が形成された補強セルであり、且つ、
前記流入セル及び前記補強セル以外の前記流出セルは、前記セルの延びる方向に垂直な断面における前記隔壁が交差する全ての角部に、前記補強部が形成されていない非補強セルである目封止ハニカム構造体。
【請求項2】
前記補強セルは、前記補強部が形成された補強角部と、前記補強部が形成されていない非補強角度部とを含むものである請求項1に記載の目封止ハニカム構造体。
【請求項3】
前記補強セルは、前記補強セルにおける全ての角部に前記補強部が形成されたものである請求項1に記載の目封止ハニカム構造体。
【請求項4】
少なくとも前記対角線上に位置する前記流出セルが、前記補強セルである請求項1〜3のいずれか一項に記載の目封止ハニカム構造体。
【請求項5】
前記流入セルと前記流出セルとが、前記隔壁を隔てて交互に配置されている請求項1〜4のいずれか一項に記載の目封止ハニカム構造体。
【請求項6】
前記流入セルの前記セルの延びる方向に垂直な断面における開口形状と、前記流出セルの前記セルの延びる方向に垂直な断面における前記補強部が除かれた開口形状とが、同一形状である請求項1〜5のいずれか一項に記載の目封止ハニカム構造体。
【請求項7】
前記補強部を除く前記隔壁の平均厚さに対する、前記補強セルの前記補強部の表面から、前記補強セルを区画形成する前記隔壁の交差点を隔てて配置された他のセルの表面までの隔壁交差部分の交差距離の比の値が、1.5〜9.3である請求項1〜6のいずれか一項に記載の目封止ハニカム構造体。
【請求項8】
各前記補強部は、前記セルの延びる方向に垂直な断面における前記補強部が除かれた開口部分の面積の0.05〜20%に相当する範囲を占める大きさのものである請求項1〜7のいずれか一項に記載の目封止ハニカム構造体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−210610(P2012−210610A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−78703(P2011−78703)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000004064)日本碍子株式会社 (2,325)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000004064)日本碍子株式会社 (2,325)
【Fターム(参考)】
[ Back to top ]