
直接法による複合材料部品の製造のための一定の幅を有する新規の中間材
本発明は、その面の各々において、ポリマー結合剤(2a、2b)と結合する強化糸(1)又は長繊維のバンド(I)を調製する方法に関し、前記リボンはその全長(1)に沿って実質的に一定な所与の幅(L)を有し、糸又は長繊維がバンドの長さに平行な方向に伸長し、その方法は、次のa)バンドの幅を、寸法取り手段(13)を用いて所望の幅に調整するステップと、b)バンドを、その各面上で結合剤と結合してリボンの均一な密着を確実にし、その結果、結合剤の総重量が、得られたバンドの総重量の25%を超えないステップを含むことを特徴とする。本発明は、さらに、そのような方法で得ることができるバンドにも関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複合材料部品の作製に適合する強化材の技術分野に関する。より具体的には、本発明は、熱硬化性樹脂の後続の射出又は注入による複合材料部品の作製のための新規の中間材、そのような材料の積層から複合材料部品を作製する方法、並びに得られる複合材料部品に関する。
【背景技術】
【0002】
複合材料部品又は物品、すなわち一方では1つ又は複数の強化材又は繊維層を含有し、他方で、熱可塑性樹脂を含めることができる主として熱硬化性マトリックス(「樹脂」)を含有するこれらの部品又は物品の作製は、例えば、「直接的」又は「LCM」(英語では「Liquid Composite Moulding(液体複合材成形)」)と呼ばれる方法により達成することができる。直接法は、1つ又は複数の繊維強化材が「乾燥」状態(すなわち最終マトリックスが無い状態)で調製され、樹脂又はマトリックスが、別に調製されるという事実によって規定され、例えば、繊維強化材を含有する金型に射出すること(「RTM」法、英語では「Resin Transfer Moulding」(樹脂トランスファ成形))による、繊維強化材の厚さを通して注入すること(「LRI」法、英語では「Liquid Resin Infusion(液体樹脂注入)」若しくは「RFI」、英語では「Resin Film Infusion」(樹脂フィルム注入))による、又は別法として金型上に連続して塗布された繊維強化材の各単位層上に、ローラー若しくはブラシにより手作業で交互に被覆/含浸することによる方法である。
【0003】
間接的と呼ばれる他の方法は、所望の複合材料部品を作製するためにすでに十分な割合の樹脂を含有する、予備含浸材料を使用する。そのような材料は、文献US 2005/048280、WO 92/20521及びEP 0 554 950に特に記載されている。
【0004】
RTM、LRI又はRFI法では、一般に、所望の完成品の金型の繊維プリフォームを作ることが最初に必要であり、次に、このプリフォームに樹脂を含浸させる必要がある。樹脂を温度による差圧により射出又は注入し、次いで必要な樹脂の量の全てをプリフォーム中に含めると直ちに、この集合体をより高温とし、重合/網状化サイクルを完了して、これにより集合体を硬化させる。
【0005】
自動車、航空又は造船産業で使用される複合材料部品は、非常に厳密な要件、とりわけそれらの機械的特性に関して特に制約される。したがって、一方で一貫性が高く、他方で取扱い及び加工が容易な材料を使用することが特に重要である。
【0006】
これらの分野では、多数のプリフォームが、補強材、主に炭素繊維、とりわけ一方向のものから作製される。とりわけ航空分野で要求される品質及び生産性の高い基準に対処するためには、オートメーションプロセスを実施することがますます必要である。したがって、ドレープ成形若しくは自動蒸着においては、2つの隣接する強化材の材料間隔(英語で「gap」)又は重なり部分(英語で「overlap」)をできる限り回避するために、規則的な構造を有し特に幅のばらつきの少ない一方向材料に対する需要がある。
【0007】
従来技術は、ストランド間の密着が、強化ストランドに対して横断して伸びる熱可塑性の接着ストランド又はガラス/熱可塑性織布若しくは不織布によって確実なものにされる、強化ストランドの一方向層を提示している。そのような層は、例えばPW−BUDとして、SIGMATEX UK Limited、Runcom Cheshire WA7 1TE、英国から販売されている。
【0008】
これらのリボンに関しては、ストランド間の接着は接着点だけに限定され、強化繊維は、接着ストランド間で緩くなっている。結果として、大きな幅のばらつきが特に接着ストランド間に存在し、0.40から1.00mmの範囲にある標準偏差が幅に生じてしまう。
【0009】
その上、所望の幅を得るために、そのような一方向層を強化ストランドの方向(従来より、0°軸と呼ばれる)に対して平行に切断した場合、切断した端部がきれいに揃っておらず、長繊維の断片でほつれている。これらの切断繊維は、一般に、束の作製、コイル(「リング」と呼ばれる)上での材料の巻き取りなどの後続のプロセスに非常に不便である。
【発明の概要】
【発明が解決しようとする課題】
【0010】
したがって、本発明は、材料の損失を限定しながら、1つ又は複数のストランドから複合材料部品を製造する直接法に適合し、一貫性の高い所与の幅を有する一方向層を達成する方法を提供することを目的とする。
【0011】
本発明の別の目的は、主要な方向に沿って切断された繊維のない一方向層を製造する方法を提供することである。
【課題を解決するための手段】
【0012】
この態様において、本発明は、その各面上で、ポリマー接着剤と結合した強化ストランド又は長繊維のリボンを調製する方法であって、前記リボンは、その全長にわたり実質的に一定な所与の幅を有し、ストランド又は長繊維はリボンの長さに平行な方向に伸長する方法において、次の
a)寸法取り器により、リボンの幅を所望の幅に調整するステップ
b)その各面上で、リボンをポリマー接着剤と結合して、リボンの均一な密着を確実にし、その結果、接着剤の総重量が得られるリボンの総重量の15%未満となるステップ
を含むことを特徴とする方法を提供することを目的とする。
【0013】
ポリマー接着剤は、例えば、1つ又は複数の熱可塑性及び/又は熱硬化性ポリマーの粉体、又は1つ又は複数の熱可塑性及び/又は熱硬化性ポリマーの不織布である。リボンの両側に不織布を使用することが特に好ましい。
【0014】
ポリマー接着剤が、ポリマー接着剤としての熱硬化性若しくは好ましくは熱可塑性繊維の不織布又は布である場合、調整後に得られる幅を維持するために、これをリボンの幅の調整後にリボンと結合することが有利である。したがって、リボンをこの全長にわたり本質的に一定な所望の幅の寸法に合わせて作り、繊維のリボンがポリマー接着剤と粘着により結合することによって得られる寸法を一定に固定することができ、そのため幅のばらつきが最小にされる。
【0015】
実施変形形態の1つによると、繊維のリボンを、その各面上で、リボンの幅より大きい幅の不織材料又は布に結合させ、不織材料又は布をリボンの各端部でホットカットする。そのような方法により、切断がストランド上でなされずにストランドの端部及びストランド外部に沿って行われるので、特に、ほつれていないきれいに揃った端部を得ることが可能になる。さらに、不織材料は、ポリマー接着剤の少なくとも部分的な溶融が達成されるまで、切断中に加熱される。冷却されるとすぐに、ポリマーによりさらにリボンの寸法取りを維持することが可能になる。とりわけ不織材料又は布がリボンの端部を超えて切断のために十分はみ出る場合、及び切断がリボンの端部にあまり近づいて行われない場合、ストランド又は長繊維のリボンを接着剤の膜内に本質的に封入するように、リボンの各面上の2つの接着剤が接着されるのが理想的である。
【0016】
この最後の変形形態の一部として、きれいに揃った端部及びリボン幅の良好な制御の達成をさらに促進するために、一方でリボンを、他方でその各端部から切断される部分を、フィードローラー又は吸引などの手段で取り出す。
【0017】
本発明による方法により、材料の長さに平行な方向に沿って伸長する単一の強化ストランド又は複数の強化ストランドから材料の所与の幅を作製することが可能になる。
【0018】
本発明の文脈において、本質的に一定の幅を有するリボン、すなわち、この全長にわたり幅のばらつきが非常に小さいリボンが得られる。長さは、最低でもおよそ数百メートルの意味と理解される。リボン又はストリップは、この幅よりはるかに大きい長さを有する材料の層の意味と理解される。概して、本発明の方法によって調製されるリボンは、非常に大きい長さを有し、特に市場で利用可能な長さのストランドに合わせることができる。本発明による方法によれば、その全長にわたるリボンの幅は、特に0.25mm未満、好ましくは0.22mm未満、及び優先的には0.20mm以下の標準偏差を有する。リボンの幅及び標準偏差は、表3の結果の例に記載した方法に従って決定することができる。標準偏差は、
【数1】
式中、
n=値の個数
xi=それぞれの値
【数2】
のように、平均からの偏差の二乗平均平方根として定義することができる。
【0019】
この本質的に一定な幅により、本発明によるリボンは、面密度のばらつきも非常に小さいことを示す。
【0020】
本発明による方法を、それぞれ単一のストランド(長繊維の集合体に相当する)からリボンを作製するために、並びにそれぞれ複数のストランドからリボンを作製するために、実行することができる。
【0021】
複数のリボンを同時に作製するために、本発明による方法を実行することが同様に可能である。
【0022】
本発明は、ストランド又は長繊維がリボンの長さに平行な方向に伸長する、その各面上でポリマー接着剤と結合した強化ストランド又は長繊維のリボンであって、前記リボンがその全長にわたり本質的に一定の所与の幅を有し、特に0.25mm未満、好ましくは0.22mm未満、及び優先的に0.20mm以下の標準偏差を有することを特徴とするリボンもまた目的とする。
【0023】
本発明は、上記及び以下で規定されるように、様々な方法の変形形態に従って得ることができるリボンもまた目的とする。
【0024】
様々な他の特徴は、添付の図面を参照して以下の説明から明らかになる。
【図面の簡単な説明】
【0025】
【図1】2つの不織材料が結合した一方向層の場合の、本発明の文脈で得られるリボンの透視切り欠き図である。
【図2】2つの不織材料が結合した一方向層の場合の、本発明の文脈で得られるリボンの断面図である。
【図3】その各面上で粉体と結合した一方向層の場合の、本発明の文脈で得られるリボンの上から見た図である。
【図4】その非常にきれいな端部を示す、本発明の文脈で得られるリボンの写真である。
【図5】その広い面の各々で不織材料と結合したリボンを作製するための装置の全体像を概略的に表した図である。
【図6】拡幅器及び寸法取り器を通って移動するストランド又はストランドの集合体を概略的に示す図である。
【図7】単一のストランドをベースにして複数のリボンを同時に作製する場合の、ポリマー接着剤との結合前の寸法取り要素に対応する図3のアイテムDを表す図である。
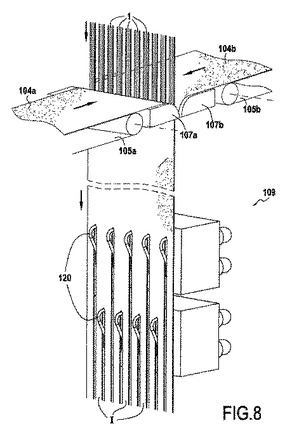
【図8】数個のリボンを並行して作製する場合の、切断器の部分図である。
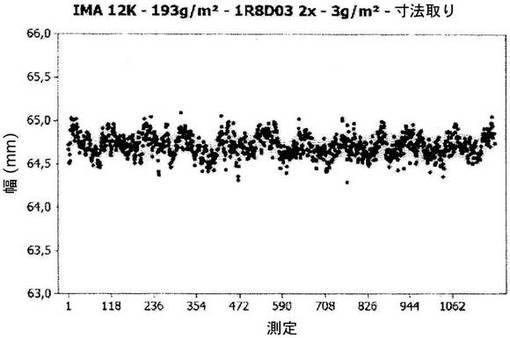
【図9A】一方では(幅64.7mmの、IMA GS 12K及び446テックスの28本のストランドで得られた)193g/m2の一方向層を2つの不織材料と結合する本発明によるリボンにより得られた平均幅と標準偏差を、他方では同じであるが寸法取りを行わないストランドと同じ2つの不織材料で製造されたリボンにより得られた平均幅と標準偏差と比較する図である。
【図9B】一方では(幅64.7mmの、IMA GS 12K及び446テックスの28本のストランドで得られた)193g/m2の一方向層を2つの不織材料と結合する本発明によるリボンにより得られた平均幅と標準偏差を、他方では同じであるが寸法取りを行わないストランドと同じ2つの不織材料で製造されたリボンにより得られた平均幅と標準偏差を比較する図である。
【図10】一方では(幅64.7mmの、IMA GS 12K及び446テックスの28本のストランドで得られた)193g/m2の一方向層を2つの不織材料と結合する本発明によるリボンにより得られた平均幅と標準偏差を、他方では同じであるが寸法取りを行わないストランドと同じ2つの不織材料で製造されたリボンにより得られた平均幅と標準偏差と比較する図である。
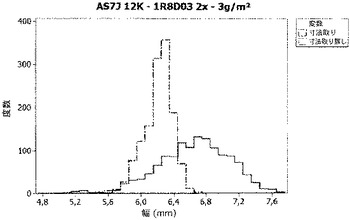
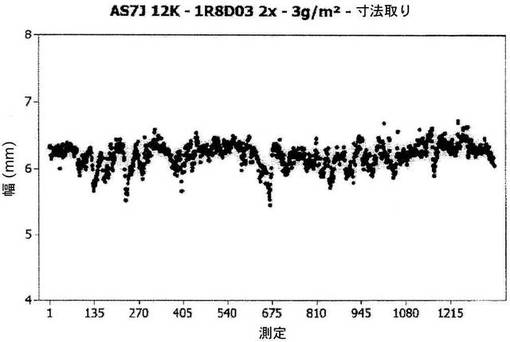
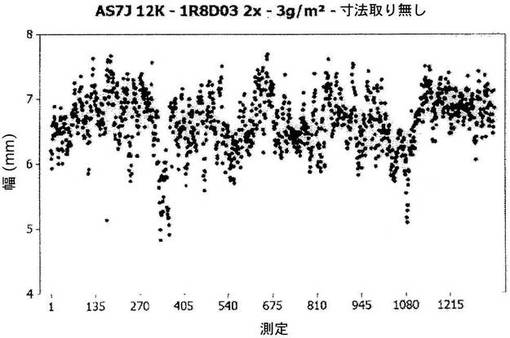
【図11】一方では(6.21mmの平均幅を有し、785テックス、AS7JK 12Kの1本のストランドで得られた)126g/m2の一方向層を2つの不織材料と結合する本発明によるリボンを、他方では寸法取りを行わないが同じストランド及び同じ2つの不織材料で得られたリボンと比較する図である。
【図12A】一方では(6.21mmの平均幅を有し、785テックス、AS7JK 12Kの1本のストランドで得られた)126g/m2の一方向層を2つの不織材料と結合する本発明によるリボンを、他方では寸法取りを行わないが同じストランド及び同じ2つの不織材料で得られたリボンと比較する図である。
【図12B】一方では(6.21mmの平均幅を有し、785テックス、AS7JK 12Kの1本のストランドで得られた)126g/m2の一方向層を2つの不織材料と結合する本発明によるリボンを、他方では寸法取りを行わないが同じストランド及び同じ2つの不織材料で得られたリボンと比較する図である。
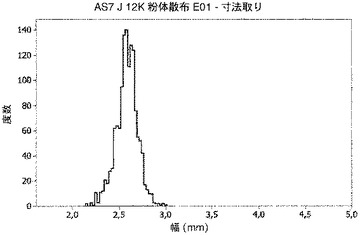
【図13】(2.58mmの平均幅にわたり785テックス、AS7JK 12Kの1本のストランドで得られた)304g/m2の一方向層を粉体と結合する本発明によるリボンの幅分布を示す図である。
【発明を実施するための形態】
【0026】
本発明による方法により、一方向繊維のリボンの幅を寸法取り制御すること、及び一方向の強化繊維にポリマー接着剤を結合することによりリボンのサイズを設定することが可能になり、均一な接着が確実にされる。そのようなリボンは、特に3から600mmの幅を示すことができ、したがって、長繊維の集合体から成る1つ又は複数のストランドから得ることができる。1つ又は複数の非常に微細な1K又は3Kのストランドを使用する場合、より細いリボンでさえ得ることができる。
【0027】
図1に示すように、本発明の文脈で作製されるリボンIは、長さIと幅Lを有している。これらのリボンは、リボンの幅に平行に伸長する長繊維の集合体(単一のストランド1の場合)又はストランド1の集合体(各々が長繊維の集合体から成る)から成る。図2に示すように、リボンは概して長方形の形状であり、この広い面1a及び1bの各々にポリマー接着剤が結合する。図1及び図2は、ポリマー接着剤が2つの不織材料2a及び2bである場合を示し、図3は、ポリマー接着剤が、リボンIの2つの面にわたって分布する粉体3である場合を示している。
【0028】
強化長繊維又は繊維は、リボンの全面にわたり準完全被覆を確実にするように配置される。特に、リボンが複数のストランドの一方向層から成る場合、ストランドは、接近して配置される。リボン作製の前に、幅の標準偏差が最小で、一方向層の全幅を一定にするように調整する場合、層の幅は、材料中のいかなる間隔(英語で「gap」)又は重なり部分(英語で「overlap」)をも最小にし、さらに回避することによって調整する。
【0029】
ストランドは、概してストランド又は長繊維の集合体から成り、一般に、炭素ストランドの場合、1,000から80,000本の長繊維を含み、12,000から24,000本の長繊維を含むのが有利である。本発明の文脈で使用される強化ストランドは、好ましくは、炭素、セラミックス、ガラス、シリカ、玄武岩若しくはアラミド、又は複合材料の分野で使用される任意の他の材料の中から選択される材料であり、繊維は天然又は合成である。しかし、炭素が特に好ましい。使用できるセラミックスは、特に、炭化ケイ素並びにアルミナ及びジルコニアなどの耐火性酸化物である。本発明の文脈における使用に特に好ましいものは、1から24K、優先的に12及び24Kの炭素ストランドである。構成繊維は、好ましくは連続繊維である。概して、使用されるストランドは、本質的に円形の横断面(円形ストランドとして認定される)又は好ましくは本質的に平行六面体(parallelepipedic)若しくは楕円形(扁平ストランド(flat strand)として認定される)の横断面を有す。これらのストランドは、特定の幅と厚さを有する。例として、扁平の3K及び200テックスの炭素ストランドは、概して、1から3mmの幅を有し、扁平の12K及び446テックスの炭素ストランドは、2から5mmの幅を有し、12K及び800テックスの扁平ストランドは、3から7mmの幅を有し、24K及び1600テックスの扁平炭素ストランドは、5から12mmの幅を有し、24K及び1040テックスの扁平炭素ストランドは、5から10mmの幅を有する。したがって、3,000から24,000本の長繊維の扁平炭素ストランドは、ほとんどの場合、1から12mmの幅を有することになる。炭素ストランドの中では、引張弾性率が220から241GPaの間にあり、破断点応力が3450から4830MPaの間にある、高耐性(High Resistance、HR)ストランド、引張弾性率が290から297GPaの間にあり、引張り破断点応力が3450から6200MPaの間にある中間弾性(Intermediate Modulus、IM)ストランド、及び引張弾性率が345から448GPaの間にあり、引張り破断点応力が3450から5520Paの間にある高弾性(High Modulus、HM)ストランドが注目に値する(「ASMハンドブック」、ISBN 0−87170−703−9、ASM International 2001年より)。
【0030】
リボンは、1つ又は複数のストランドから作製される。リボンが複数のストランドから成る場合、これは、所与の幅の層を製造するために寸法取りされるストランド(それぞれが個別のストランドではない)の集合体である。ストランド(単数又は複数)は、スプールから紡ぎ取ることができ、寸法合わせの段階の前に拡幅することができる。この目的を達成するために、ストランド(単数又は複数)は、例えば、図6に示すように1つ又は複数の拡幅バー12を備える拡幅器に入れることができる。この拡幅ステップは、単位面積当たりの所望の重量に依存して、寸法取りの後に所望される幅より広い層若しくはストランドの幅を寸法取りの前に得るためにも、また必要となり得る。この寸法取りシステムは、図6に示すように、寸法取り器13のすぐ前方にあるバー10及び11の出口に位置し、その長さに沿って振動するバー12によって補完され得る。同様に、目の詰んだストランドの結合を非常に低い面密度で使用する場合、このような装置をバー12と類似する複数の振動バーにより補完してもよい。
【0031】
寸法取り段階は、所与の幅の開口部、特に、ローラーに切れ込む平底の溝の形状にある開口部とすることができる寸法取り器、又は1つ又は複数のストランドをベースにした単一のリボンの場合における、2個の歯の間の開口部の寸法取り器、又は図7に示すように、並行して複数のリボンを作製する場合における、複数のストランドに寸法取りをする開口部を規定する寸法取りコームの寸法取り器上で、層又はストランドを通過させることによって行われる。複数のストランドからなる層を作製する場合、実際、厳密に言えば、層の幅の寸法取りは外側の2本のストランド上においてのみ行われ、他のストランドは拡幅ユニットの前方に配置されたコームにより案内され、その結果、層の内側のストランド間に緩い空間が存在しない。
【0032】
寸法取り器の出口では、寸法取りされた一方向層は、この全長にわたり準一定の幅を有し、この幅は最終リボンが得られるまでプロセスの間中保持されることになる。好ましくは、寸法取り器の出口では、寸法取りされた一方向層の幅は、一方向層の全長にわたり、特に0.25mm未満、好ましくは0.24mm未満及び優先的には0.20mm以下の標準偏差を有することになる。一方向繊維のリボンがその各面上で粉体と結合している場合、寸法取りは、粉体との結合前及び/又は後に行うことができる。ポリマー接着剤が布又は不織布の場合、寸法取りは、一方向リボンとのこの結合の前に行うことになる。
【0033】
また、ポリマー接着剤が布又は不織布、特に熱可塑性材料の場合、寸法取り器の出口において得られた寸法取りされた一方向層は、例えばローラーで駆動するコンベヤーベルト上で、この各面上で熱可塑性布又は不織布と結合する。寸法取り器の出口と、層をポリマー接着剤に結合する機器(図示した例におけるコンベヤーベルト)の間の距離は、得られた寸法取りを保持するために、およそ数ミリメートルの非常に短い距離となることが好ましい。冷却後にストランド又は長繊維とのこれらの接着を可能にするためには、不織布をリボンとの結合に先立って加熱段階にかけて、ポリマーを軟化及びさらに融解させる。不織布の幅は、一方向層の両側を超えて広がるように選択される。加熱及び圧力条件を、不織布を構成する材料及びこの厚さに適合させる。ほとんどの場合、熱圧着の段階は、Tf nonwoven−15℃からTf nonwoven+60℃の範囲の温度(Tf nonwovenは、不織材料の融解温度を表す)及び0.1から0.6MPaの圧力下で行われる。したがって、結合の前後で、不織布に関して圧縮比を1から10に達成することができる。炭素の一方向材料上への不織材料のラミネート加工段階は、中間製品の最終的な厚さを正確に制御するために、同様に決定的に重要である。実際、温度及び圧力、特にラミネート加工中の温度及び圧力条件に依存して、中間製品の各側の不織材料の厚さを変更し、それゆえ調整することが可能である。
【0034】
一方向層と結合する前の不織材料の厚さは、これが一方向繊維の層と結合する様式に依存して選択される。ほとんどの場合、この厚さはリボンの所望される厚さに非常に近いものになる。所望する厚さに到達するように、結合段階中の温度下でラミネート加工されるより厚い不織材料の使用を選択することもまた可能である。好ましい様式では、完全に対称形の中間製品を得るために、一方向繊維の層は、この広い面の各々上で2つの本質的に同等な不織材料に結合される。一方向層と結合する前の不織材料の厚さは、0.5から200μmの間、好ましくは10から170μmの間で変化する。本発明による中間製品において、各不織材料の厚さは、0.5から50ミクロンの範囲、及び好ましくは3から35ミクロンの範囲にある。結合前の異なる不織材料の厚さは、方法Aを用い、2827mm2の試験範囲(60mm直径のディスク)及び0.5kPaの付加圧力で、標準規格NF EN ISO9073−2により決定される。
【0035】
次に、リボンはフィードローラー(3つの延伸ローラー)を用いてコンベヤーベルトから引き出され、ホットカット器及び特に加熱したナイフを用いて、この長手方向の端部の各々に沿って切断される。ほつれを避けるために、切断はストランド内では行われず、ストランドの端部のすぐ隣で行われる。リボンの各端部における不織材料のホットカットは、後で特定の収縮を引き起こす。2つの不織材料は一方向層の幅より広いので、これらは互いにスポット付着することを示し、優先的には炭素の端部において一方向層を捕捉する。したがって、得られたリボンは、図4に示すように、切断された長繊維の断片のない非常にきれいな端部4を有している。
【0036】
次に、リボンは3つの延伸ローラーにより引き出される。フィードローラー又は吸引を用いて不織材料の屑を除去することで、非常にきれいな端部の作製をさらに促進することも同様に可能である。
【0037】
図5は、その広い面の各々上で不織材料、特に熱可塑性材料に結合した、ストランドの一方向層、特に炭素の一方向層を使用して、本発明によるリボンの作製を可能にする装置の簡易概略図である。
【0038】
炭素ストランド又は複数のストランド1は、クリール101に装着された炭素スプール100から巻き戻され、コーム102を通過し、ガイドローラー103によって機械の軸中に誘導される。炭素ストランドは、次に、加熱バー11及び拡幅バー12により拡幅され、次に、寸法取り器で寸法取りをされ、所望の幅を有する一方向層が得られる。不織材料104a及び104bのロールは、伸張されずに巻き戻され、自由回転ローラー106a、106b、106c、106dと加熱バー107a、107bの間に装着されたコンベヤーベルト105a及び105bにより移送される。不織材料2a及び2bは、炭素ストランド1と接触する前に区域108a及び108b内で予備加熱され、空隙が制御された2つの加熱バー107a及び107bの各側でラミネート加工される。次に、冷却可能な艶出し機108が、両側に不織材料を有する一方向層に圧力を加え、この層は、次に切断器109へ誘導される。リターンローラー110により、リボンIは、巻き取りローラー112が後に続く、3つの延伸ローラー111から成るけん引システムへ向きを変えることができ、リボンIから成るロールを形成する。
【0039】
複数のリボンを同時に製造することも同様に可能であり、その場合、リボンを構成する各ストランド又はストランドの集合体は、必要ならば拡幅され、個々に寸法取りがなされ、切断を可能にするために各ストランド間に十分な間隔を置き、異なるリボンが互いに間隔をあけて配列される。ストランドと間隔を覆う単一の不織材料が、次に、図8に示すように、リボンの各面上で全てのリボンと結合される。次に、図8に示したような機器、及び平行で、リボンの幅ごとに間隔をあけられ片寄らされた切断器120の複数(図示した例では2つ)のラインを用いて、切断間に不織材料の屑を生じることなく各リボンの間で切断を優先的に行うことができる。
【0040】
きれいな端部の製造及びリボンの幅の良好な制御をさらに促進するため、この端部の両側で切り取られた部分が、フィードローラーを用いて又は吸引で除去される。この場合、屑に相当する先端部はストランドを含有するが、この不織材料は片側においてのみ切り取ることができるので、フィードローラー又は吸引による屑の除去が促進される。リボンの作製に使用されるものとは異なる性質のストランドを、切断される予定で屑の役割を担う端部に設置することもまた可能であると考えられる。このことは、単一のリボンの作製、並びに並行して作製される複数のリボンの場合の両方に適用される。
【0041】
この様式で作製されるリボン(単数又は複数)の幅は、貯蔵前に光学測定系により制御することができる。このような連続プロセスにより、一方向繊維のリボンを非常に長い長さで製造することができる。この可塑性のため、リボンを直ちに巻き取り、製造ラインから出る時にロールとして貯蔵することができる。これらのスプールは、ムービースプール(movie spool)の様式でフランジを有することができ、又は先進適用では、供給業者により提供される炭素ストランドのスプールのような、機械の出口部にある円筒型スプールで直接巻き取られる。
【0042】
リボンが、熱可塑性又は熱硬化性粉体によりその各面を覆われる場合、いずれの切断も行うことは有益ではない。リボンは、リボンを粉体と結合させる前及び/又は後に、上記の寸法取り器によって寸法取りすることができる。
【0043】
好ましい実施方法に従うと、優先的に加熱され寸法取りされたリボンが、特に静電散粉用筐体(electrostatic powdering enclosure)を通過することにより、その各面上に粉体が結合されよう。次に、事前に得られた寸法取りを維持しながら冷却が有利にも達成され、粉体を保持するリボンは、再び以前に記載したような寸法取り器へ送達される。得られたリボンの数により1つ又は複数の通路を有する図7に示した円形コームなどのこの装置により、粉体の塗布及びリボンの冷却中、リボンがこの一定の幅を維持することができるようになる。
【0044】
本発明による方法は、寸法取りされたストランド又は乾燥繊維の一方向シートの作製、すなわち、「直接的」と呼ばれる方法を目的とする作製に関する。また、ポリマー接着剤の重量は、リボンの総重量の15%未満であり、好ましくは、0.1から10%であり、リボンの総重量の3から10%が有利である。
【0045】
本発明の文脈では、不規則及び等方性の被覆を与える粉体接着剤又は不織接着剤の使用が好ましいものとなり、そのため、間隔を置いたストランドの作製とは違い、全ての方向で均一な密着を確実にすることが可能になる。ポリマー接着剤と一方向リボンの間の接着は、ポリマー接着剤の高温で粘着性である性質を利用して加熱し、その後冷却することにより達成される。取扱いの容易さと繊維との結合前に密着性を提供するので、不織接着剤の使用が特に好ましい。
【0046】
例えば、ポリマー接着剤は、ポリアミド(PA:PA6、PA12、PA11、PA6.6、PA6.10、PA6.12など)、コポリアミド(CoPA)、ポリエーテル又はポリエステルブロックアミド(PEBAX、PEBA)、ポリフタルアミド(PPA)、ポリエステル(テレフタル酸ポリエチレン−PET−、テレフタル酸ポリブチレン−PBT−など)、コポリエステル(CoPE)、熱可塑性ポリウレタン(TPU)、ポリアセタール(POMなど)、ポリオレフィン(PP、HDPE、LDPE、LLDPEなど)、ポリエーテルスルホン(PES)、ポリスルホン(PSUなど)、ポリフェニレンスルホン(PPSUなど)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリ(フェニレンスルフィド)(PPS)、ポリエーテルイミド(PEI)、熱可塑性ポリイミド、液晶ポリマー(LCP)、フェノキシ樹脂、スチレン−ブタジエン−メタクリル酸メチルのコポリマー(SBM)、メタクリル酸メチル−アクリル酸ブチル−メタクリル酸メチルのコポリマーなどのブロックコポリマー(MAM)及びこれらの混合物の中で選択される熱可塑性材料とすることができる。
【0047】
ポリマー接着剤は、また、エポキシ、不飽和ポリエステル、ビニルエステル、ポリウレタン、フェノール樹脂、ポリイミド、ビスマレイミドなどの熱硬化性のもの、又は熱可塑性/熱硬化性のものの混合物とすることも可能である。
【0048】
ポリマー接着剤が不織布の形態にある場合、上記で言及した材料又は上記で言及した様々な熱可塑性材料の繊維の混合物の、熱可塑性繊維の不織布を使用するのが好ましい。特に、使用可能な熱可塑性繊維の不織材料は、例えば企業、Protechnic(66、rue des Fabriques 68702−CERNAY Cedex−フランス)又はSpunfab Ltd./Keuchel Associates、Inc.(175 Muffin Lane Cuyahoga Falls、OH、44223、米国)により販売される不織材料とすることができる。ベールとも名付けられたそのような不織材料は、連続繊維又は短繊維から成り得る。とりわけ、不織布を構成する繊維は、(一方向層との結合前は)0.5から70μmの平均直径を有することとなる。短繊維の不織布の場合では、繊維は、例えば1から100mmの長さを有することとなる。
【0049】
本発明による一方向繊維のリボンは、高度な機械的性能が要求される航空部品、特に、主要な部品、例えば胴体、翼パネル又はファンブレードなど任意の他の複雑な部品の作製に使用することができる。そのような部品を、樹脂注入又は射出などの任意の既知の直接法により作製することができる。
【0050】
以下の実施例により本発明が説明されるが、制限性はない。
【0051】
炭素ストランド、AS7 J、GS 12K及びIMA GS 12Kは、企業、HEXCEL Corporation、Stamford、CT、米国により販売されている。
【0052】
3g/m2のコポリアミドの不織材料1R8D03は、企業、Protechnicにより販売されている。
【0053】
参照として、寸法取りをせず、50mmごとの横断性のホットメルトストランド以外はポリマー接着剤が結合していない、一方向層(面密度321g/m2には208本のストランド、面密度250g/m2には158本のストランド、及び面密度125g/m2には78本のストランド)の幅を、5mごとに手動測定で500mの長さにわたって測定した。得られた結果を以下の表1に示す。
【表1】
【0054】
標準偏差は、0.3から1.8mmの間で変動すると思われる。
【0055】
本発明による方法を、次に実施した[訳者注:原本では不完全文]。図5に示すような機械を使用した。加熱される切断器のカタログ番号は、企業、LOEPFE BROTHER、LIMITED、Wetzikon、スイスのThermocut TC−1である。
【0056】
運転条件は、表2に示す。
【表2】
【0057】
得られたリボンの特性を、表3に提示する。
【0058】
幅の平均及び標準偏差は、以下の機器で測定した。リボンは、200から400cNの一定の張力で、この支持具から1分当たり1.2mの一定速度で巻き戻し、次に、支持の無いその位置で、焦点距離20mm、1624×1236ピクセルで、モデルBaumer Optronic タイプFWX20のカメラ(Baumer Optronic Gmbh、ドイツ)の前の265mmの距離に運んだ。カメラの設定は、1ピクセルが0.05mmに等しくし、これは1640ピクセル×0.05=82mmのフォトサイズに相当する。最低で1315個の幅の測定値に対応する50mの最小長さにわたり、38mmごとに写真を撮った。
【0059】
次に、プログラム、NEUROCHECK 5.1(Neurocheck、Gmbh、ドイツ)により画像を分析し、幅の値をファイルに保存し、プログラム、MINITAB(Minitab、Inc、米国)で統計処理する。
【表3】
【0060】
標準偏差は、0.12から0.21mmの間で変動し、リボンの幅には依存しないと思われる。
【0061】
図9A、9B及び10では、(幅64.7mmの、446テックス、IMA GS 12 Kの28本のストランドで得られた)本発明による193g/m2のリボンの平均幅と標準偏差を、同じであるが寸法取りを行わないストランドと同じ不織材料で製造されたリボンと比較する。本発明によるリボンの場合、得られた標準偏差は0.12mmであり、一方、寸法取りを行わないリボンの標準偏差は0.57mmである。
【0062】
図11、12A及び12Bでは、(6.21mmの平均幅にわたり785テックス、AS7JK 12Kの1本のストランドで作製された)126g/m2の一方向シートと2つの不織材料を結合させた本発明によるリボンを、同じであるが寸法取りを行わないストランドと同じ2つの不織材料で作製されたリボンと比較する。本発明によるリボンの場合、得られた標準偏差は0.18mmであり、一方、寸法取りを行わないリボンの標準偏差は0.44mmである。
【0063】
本発明による方法をまた実施して、その各面上に、粉体を有するリボンを作製した。下記の機械を、表4に記載した運転条件の下で使用した。機械には、
−図6及び7に示したような拡幅装置10、11及び12、並びに定寸装置13が含まれ、
−円形コームの形状の寸法取り器13の出口で、ストランドの一方向シートが静電散粉用筐体内へ運ばれることであって、その中で静電ガンがストランドから距離dの位置に置かれ、後者と角度aを形成し、
−散粉用筐体の出口において、粉体が短時間の赤外線照射でストランド上に固着され、
−次に、リボンが図7に示すような新たな円形コーム上を通り、単一バーを通って空冷される。
【0064】
使用される粉体は、硬化剤を含有するエポキシ樹脂(企業、Akzo Nobelから販売される7 P160)である。静電ガンは、商標GEMAのモデルOPTIGUN OA02(ITW GEMA GmbH、スイス)である。撹拌機は、粉体の融合を避けるために、散粉中のみに作動させる。
【表4】
【0065】
得られたリボンの特性を、表5に示す。
【表5】
【0066】
図13は、(平均幅が2.58mmの785テックスAS7JK 12Kの1本のストランドで作製した)304g/m2の一方向シートと粉体と結合した、本発明によるリボンの幅分布を示す。得られた標準偏差は、0.12mmであり、一方、寸法取りを行わないリボンは0.44mmである。
【技術分野】
【0001】
本発明は、複合材料部品の作製に適合する強化材の技術分野に関する。より具体的には、本発明は、熱硬化性樹脂の後続の射出又は注入による複合材料部品の作製のための新規の中間材、そのような材料の積層から複合材料部品を作製する方法、並びに得られる複合材料部品に関する。
【背景技術】
【0002】
複合材料部品又は物品、すなわち一方では1つ又は複数の強化材又は繊維層を含有し、他方で、熱可塑性樹脂を含めることができる主として熱硬化性マトリックス(「樹脂」)を含有するこれらの部品又は物品の作製は、例えば、「直接的」又は「LCM」(英語では「Liquid Composite Moulding(液体複合材成形)」)と呼ばれる方法により達成することができる。直接法は、1つ又は複数の繊維強化材が「乾燥」状態(すなわち最終マトリックスが無い状態)で調製され、樹脂又はマトリックスが、別に調製されるという事実によって規定され、例えば、繊維強化材を含有する金型に射出すること(「RTM」法、英語では「Resin Transfer Moulding」(樹脂トランスファ成形))による、繊維強化材の厚さを通して注入すること(「LRI」法、英語では「Liquid Resin Infusion(液体樹脂注入)」若しくは「RFI」、英語では「Resin Film Infusion」(樹脂フィルム注入))による、又は別法として金型上に連続して塗布された繊維強化材の各単位層上に、ローラー若しくはブラシにより手作業で交互に被覆/含浸することによる方法である。
【0003】
間接的と呼ばれる他の方法は、所望の複合材料部品を作製するためにすでに十分な割合の樹脂を含有する、予備含浸材料を使用する。そのような材料は、文献US 2005/048280、WO 92/20521及びEP 0 554 950に特に記載されている。
【0004】
RTM、LRI又はRFI法では、一般に、所望の完成品の金型の繊維プリフォームを作ることが最初に必要であり、次に、このプリフォームに樹脂を含浸させる必要がある。樹脂を温度による差圧により射出又は注入し、次いで必要な樹脂の量の全てをプリフォーム中に含めると直ちに、この集合体をより高温とし、重合/網状化サイクルを完了して、これにより集合体を硬化させる。
【0005】
自動車、航空又は造船産業で使用される複合材料部品は、非常に厳密な要件、とりわけそれらの機械的特性に関して特に制約される。したがって、一方で一貫性が高く、他方で取扱い及び加工が容易な材料を使用することが特に重要である。
【0006】
これらの分野では、多数のプリフォームが、補強材、主に炭素繊維、とりわけ一方向のものから作製される。とりわけ航空分野で要求される品質及び生産性の高い基準に対処するためには、オートメーションプロセスを実施することがますます必要である。したがって、ドレープ成形若しくは自動蒸着においては、2つの隣接する強化材の材料間隔(英語で「gap」)又は重なり部分(英語で「overlap」)をできる限り回避するために、規則的な構造を有し特に幅のばらつきの少ない一方向材料に対する需要がある。
【0007】
従来技術は、ストランド間の密着が、強化ストランドに対して横断して伸びる熱可塑性の接着ストランド又はガラス/熱可塑性織布若しくは不織布によって確実なものにされる、強化ストランドの一方向層を提示している。そのような層は、例えばPW−BUDとして、SIGMATEX UK Limited、Runcom Cheshire WA7 1TE、英国から販売されている。
【0008】
これらのリボンに関しては、ストランド間の接着は接着点だけに限定され、強化繊維は、接着ストランド間で緩くなっている。結果として、大きな幅のばらつきが特に接着ストランド間に存在し、0.40から1.00mmの範囲にある標準偏差が幅に生じてしまう。
【0009】
その上、所望の幅を得るために、そのような一方向層を強化ストランドの方向(従来より、0°軸と呼ばれる)に対して平行に切断した場合、切断した端部がきれいに揃っておらず、長繊維の断片でほつれている。これらの切断繊維は、一般に、束の作製、コイル(「リング」と呼ばれる)上での材料の巻き取りなどの後続のプロセスに非常に不便である。
【発明の概要】
【発明が解決しようとする課題】
【0010】
したがって、本発明は、材料の損失を限定しながら、1つ又は複数のストランドから複合材料部品を製造する直接法に適合し、一貫性の高い所与の幅を有する一方向層を達成する方法を提供することを目的とする。
【0011】
本発明の別の目的は、主要な方向に沿って切断された繊維のない一方向層を製造する方法を提供することである。
【課題を解決するための手段】
【0012】
この態様において、本発明は、その各面上で、ポリマー接着剤と結合した強化ストランド又は長繊維のリボンを調製する方法であって、前記リボンは、その全長にわたり実質的に一定な所与の幅を有し、ストランド又は長繊維はリボンの長さに平行な方向に伸長する方法において、次の
a)寸法取り器により、リボンの幅を所望の幅に調整するステップ
b)その各面上で、リボンをポリマー接着剤と結合して、リボンの均一な密着を確実にし、その結果、接着剤の総重量が得られるリボンの総重量の15%未満となるステップ
を含むことを特徴とする方法を提供することを目的とする。
【0013】
ポリマー接着剤は、例えば、1つ又は複数の熱可塑性及び/又は熱硬化性ポリマーの粉体、又は1つ又は複数の熱可塑性及び/又は熱硬化性ポリマーの不織布である。リボンの両側に不織布を使用することが特に好ましい。
【0014】
ポリマー接着剤が、ポリマー接着剤としての熱硬化性若しくは好ましくは熱可塑性繊維の不織布又は布である場合、調整後に得られる幅を維持するために、これをリボンの幅の調整後にリボンと結合することが有利である。したがって、リボンをこの全長にわたり本質的に一定な所望の幅の寸法に合わせて作り、繊維のリボンがポリマー接着剤と粘着により結合することによって得られる寸法を一定に固定することができ、そのため幅のばらつきが最小にされる。
【0015】
実施変形形態の1つによると、繊維のリボンを、その各面上で、リボンの幅より大きい幅の不織材料又は布に結合させ、不織材料又は布をリボンの各端部でホットカットする。そのような方法により、切断がストランド上でなされずにストランドの端部及びストランド外部に沿って行われるので、特に、ほつれていないきれいに揃った端部を得ることが可能になる。さらに、不織材料は、ポリマー接着剤の少なくとも部分的な溶融が達成されるまで、切断中に加熱される。冷却されるとすぐに、ポリマーによりさらにリボンの寸法取りを維持することが可能になる。とりわけ不織材料又は布がリボンの端部を超えて切断のために十分はみ出る場合、及び切断がリボンの端部にあまり近づいて行われない場合、ストランド又は長繊維のリボンを接着剤の膜内に本質的に封入するように、リボンの各面上の2つの接着剤が接着されるのが理想的である。
【0016】
この最後の変形形態の一部として、きれいに揃った端部及びリボン幅の良好な制御の達成をさらに促進するために、一方でリボンを、他方でその各端部から切断される部分を、フィードローラー又は吸引などの手段で取り出す。
【0017】
本発明による方法により、材料の長さに平行な方向に沿って伸長する単一の強化ストランド又は複数の強化ストランドから材料の所与の幅を作製することが可能になる。
【0018】
本発明の文脈において、本質的に一定の幅を有するリボン、すなわち、この全長にわたり幅のばらつきが非常に小さいリボンが得られる。長さは、最低でもおよそ数百メートルの意味と理解される。リボン又はストリップは、この幅よりはるかに大きい長さを有する材料の層の意味と理解される。概して、本発明の方法によって調製されるリボンは、非常に大きい長さを有し、特に市場で利用可能な長さのストランドに合わせることができる。本発明による方法によれば、その全長にわたるリボンの幅は、特に0.25mm未満、好ましくは0.22mm未満、及び優先的には0.20mm以下の標準偏差を有する。リボンの幅及び標準偏差は、表3の結果の例に記載した方法に従って決定することができる。標準偏差は、
【数1】
式中、
n=値の個数
xi=それぞれの値
【数2】
のように、平均からの偏差の二乗平均平方根として定義することができる。
【0019】
この本質的に一定な幅により、本発明によるリボンは、面密度のばらつきも非常に小さいことを示す。
【0020】
本発明による方法を、それぞれ単一のストランド(長繊維の集合体に相当する)からリボンを作製するために、並びにそれぞれ複数のストランドからリボンを作製するために、実行することができる。
【0021】
複数のリボンを同時に作製するために、本発明による方法を実行することが同様に可能である。
【0022】
本発明は、ストランド又は長繊維がリボンの長さに平行な方向に伸長する、その各面上でポリマー接着剤と結合した強化ストランド又は長繊維のリボンであって、前記リボンがその全長にわたり本質的に一定の所与の幅を有し、特に0.25mm未満、好ましくは0.22mm未満、及び優先的に0.20mm以下の標準偏差を有することを特徴とするリボンもまた目的とする。
【0023】
本発明は、上記及び以下で規定されるように、様々な方法の変形形態に従って得ることができるリボンもまた目的とする。
【0024】
様々な他の特徴は、添付の図面を参照して以下の説明から明らかになる。
【図面の簡単な説明】
【0025】
【図1】2つの不織材料が結合した一方向層の場合の、本発明の文脈で得られるリボンの透視切り欠き図である。
【図2】2つの不織材料が結合した一方向層の場合の、本発明の文脈で得られるリボンの断面図である。
【図3】その各面上で粉体と結合した一方向層の場合の、本発明の文脈で得られるリボンの上から見た図である。
【図4】その非常にきれいな端部を示す、本発明の文脈で得られるリボンの写真である。
【図5】その広い面の各々で不織材料と結合したリボンを作製するための装置の全体像を概略的に表した図である。
【図6】拡幅器及び寸法取り器を通って移動するストランド又はストランドの集合体を概略的に示す図である。
【図7】単一のストランドをベースにして複数のリボンを同時に作製する場合の、ポリマー接着剤との結合前の寸法取り要素に対応する図3のアイテムDを表す図である。
【図8】数個のリボンを並行して作製する場合の、切断器の部分図である。
【図9A】一方では(幅64.7mmの、IMA GS 12K及び446テックスの28本のストランドで得られた)193g/m2の一方向層を2つの不織材料と結合する本発明によるリボンにより得られた平均幅と標準偏差を、他方では同じであるが寸法取りを行わないストランドと同じ2つの不織材料で製造されたリボンにより得られた平均幅と標準偏差と比較する図である。
【図9B】一方では(幅64.7mmの、IMA GS 12K及び446テックスの28本のストランドで得られた)193g/m2の一方向層を2つの不織材料と結合する本発明によるリボンにより得られた平均幅と標準偏差を、他方では同じであるが寸法取りを行わないストランドと同じ2つの不織材料で製造されたリボンにより得られた平均幅と標準偏差を比較する図である。
【図10】一方では(幅64.7mmの、IMA GS 12K及び446テックスの28本のストランドで得られた)193g/m2の一方向層を2つの不織材料と結合する本発明によるリボンにより得られた平均幅と標準偏差を、他方では同じであるが寸法取りを行わないストランドと同じ2つの不織材料で製造されたリボンにより得られた平均幅と標準偏差と比較する図である。
【図11】一方では(6.21mmの平均幅を有し、785テックス、AS7JK 12Kの1本のストランドで得られた)126g/m2の一方向層を2つの不織材料と結合する本発明によるリボンを、他方では寸法取りを行わないが同じストランド及び同じ2つの不織材料で得られたリボンと比較する図である。
【図12A】一方では(6.21mmの平均幅を有し、785テックス、AS7JK 12Kの1本のストランドで得られた)126g/m2の一方向層を2つの不織材料と結合する本発明によるリボンを、他方では寸法取りを行わないが同じストランド及び同じ2つの不織材料で得られたリボンと比較する図である。
【図12B】一方では(6.21mmの平均幅を有し、785テックス、AS7JK 12Kの1本のストランドで得られた)126g/m2の一方向層を2つの不織材料と結合する本発明によるリボンを、他方では寸法取りを行わないが同じストランド及び同じ2つの不織材料で得られたリボンと比較する図である。
【図13】(2.58mmの平均幅にわたり785テックス、AS7JK 12Kの1本のストランドで得られた)304g/m2の一方向層を粉体と結合する本発明によるリボンの幅分布を示す図である。
【発明を実施するための形態】
【0026】
本発明による方法により、一方向繊維のリボンの幅を寸法取り制御すること、及び一方向の強化繊維にポリマー接着剤を結合することによりリボンのサイズを設定することが可能になり、均一な接着が確実にされる。そのようなリボンは、特に3から600mmの幅を示すことができ、したがって、長繊維の集合体から成る1つ又は複数のストランドから得ることができる。1つ又は複数の非常に微細な1K又は3Kのストランドを使用する場合、より細いリボンでさえ得ることができる。
【0027】
図1に示すように、本発明の文脈で作製されるリボンIは、長さIと幅Lを有している。これらのリボンは、リボンの幅に平行に伸長する長繊維の集合体(単一のストランド1の場合)又はストランド1の集合体(各々が長繊維の集合体から成る)から成る。図2に示すように、リボンは概して長方形の形状であり、この広い面1a及び1bの各々にポリマー接着剤が結合する。図1及び図2は、ポリマー接着剤が2つの不織材料2a及び2bである場合を示し、図3は、ポリマー接着剤が、リボンIの2つの面にわたって分布する粉体3である場合を示している。
【0028】
強化長繊維又は繊維は、リボンの全面にわたり準完全被覆を確実にするように配置される。特に、リボンが複数のストランドの一方向層から成る場合、ストランドは、接近して配置される。リボン作製の前に、幅の標準偏差が最小で、一方向層の全幅を一定にするように調整する場合、層の幅は、材料中のいかなる間隔(英語で「gap」)又は重なり部分(英語で「overlap」)をも最小にし、さらに回避することによって調整する。
【0029】
ストランドは、概してストランド又は長繊維の集合体から成り、一般に、炭素ストランドの場合、1,000から80,000本の長繊維を含み、12,000から24,000本の長繊維を含むのが有利である。本発明の文脈で使用される強化ストランドは、好ましくは、炭素、セラミックス、ガラス、シリカ、玄武岩若しくはアラミド、又は複合材料の分野で使用される任意の他の材料の中から選択される材料であり、繊維は天然又は合成である。しかし、炭素が特に好ましい。使用できるセラミックスは、特に、炭化ケイ素並びにアルミナ及びジルコニアなどの耐火性酸化物である。本発明の文脈における使用に特に好ましいものは、1から24K、優先的に12及び24Kの炭素ストランドである。構成繊維は、好ましくは連続繊維である。概して、使用されるストランドは、本質的に円形の横断面(円形ストランドとして認定される)又は好ましくは本質的に平行六面体(parallelepipedic)若しくは楕円形(扁平ストランド(flat strand)として認定される)の横断面を有す。これらのストランドは、特定の幅と厚さを有する。例として、扁平の3K及び200テックスの炭素ストランドは、概して、1から3mmの幅を有し、扁平の12K及び446テックスの炭素ストランドは、2から5mmの幅を有し、12K及び800テックスの扁平ストランドは、3から7mmの幅を有し、24K及び1600テックスの扁平炭素ストランドは、5から12mmの幅を有し、24K及び1040テックスの扁平炭素ストランドは、5から10mmの幅を有する。したがって、3,000から24,000本の長繊維の扁平炭素ストランドは、ほとんどの場合、1から12mmの幅を有することになる。炭素ストランドの中では、引張弾性率が220から241GPaの間にあり、破断点応力が3450から4830MPaの間にある、高耐性(High Resistance、HR)ストランド、引張弾性率が290から297GPaの間にあり、引張り破断点応力が3450から6200MPaの間にある中間弾性(Intermediate Modulus、IM)ストランド、及び引張弾性率が345から448GPaの間にあり、引張り破断点応力が3450から5520Paの間にある高弾性(High Modulus、HM)ストランドが注目に値する(「ASMハンドブック」、ISBN 0−87170−703−9、ASM International 2001年より)。
【0030】
リボンは、1つ又は複数のストランドから作製される。リボンが複数のストランドから成る場合、これは、所与の幅の層を製造するために寸法取りされるストランド(それぞれが個別のストランドではない)の集合体である。ストランド(単数又は複数)は、スプールから紡ぎ取ることができ、寸法合わせの段階の前に拡幅することができる。この目的を達成するために、ストランド(単数又は複数)は、例えば、図6に示すように1つ又は複数の拡幅バー12を備える拡幅器に入れることができる。この拡幅ステップは、単位面積当たりの所望の重量に依存して、寸法取りの後に所望される幅より広い層若しくはストランドの幅を寸法取りの前に得るためにも、また必要となり得る。この寸法取りシステムは、図6に示すように、寸法取り器13のすぐ前方にあるバー10及び11の出口に位置し、その長さに沿って振動するバー12によって補完され得る。同様に、目の詰んだストランドの結合を非常に低い面密度で使用する場合、このような装置をバー12と類似する複数の振動バーにより補完してもよい。
【0031】
寸法取り段階は、所与の幅の開口部、特に、ローラーに切れ込む平底の溝の形状にある開口部とすることができる寸法取り器、又は1つ又は複数のストランドをベースにした単一のリボンの場合における、2個の歯の間の開口部の寸法取り器、又は図7に示すように、並行して複数のリボンを作製する場合における、複数のストランドに寸法取りをする開口部を規定する寸法取りコームの寸法取り器上で、層又はストランドを通過させることによって行われる。複数のストランドからなる層を作製する場合、実際、厳密に言えば、層の幅の寸法取りは外側の2本のストランド上においてのみ行われ、他のストランドは拡幅ユニットの前方に配置されたコームにより案内され、その結果、層の内側のストランド間に緩い空間が存在しない。
【0032】
寸法取り器の出口では、寸法取りされた一方向層は、この全長にわたり準一定の幅を有し、この幅は最終リボンが得られるまでプロセスの間中保持されることになる。好ましくは、寸法取り器の出口では、寸法取りされた一方向層の幅は、一方向層の全長にわたり、特に0.25mm未満、好ましくは0.24mm未満及び優先的には0.20mm以下の標準偏差を有することになる。一方向繊維のリボンがその各面上で粉体と結合している場合、寸法取りは、粉体との結合前及び/又は後に行うことができる。ポリマー接着剤が布又は不織布の場合、寸法取りは、一方向リボンとのこの結合の前に行うことになる。
【0033】
また、ポリマー接着剤が布又は不織布、特に熱可塑性材料の場合、寸法取り器の出口において得られた寸法取りされた一方向層は、例えばローラーで駆動するコンベヤーベルト上で、この各面上で熱可塑性布又は不織布と結合する。寸法取り器の出口と、層をポリマー接着剤に結合する機器(図示した例におけるコンベヤーベルト)の間の距離は、得られた寸法取りを保持するために、およそ数ミリメートルの非常に短い距離となることが好ましい。冷却後にストランド又は長繊維とのこれらの接着を可能にするためには、不織布をリボンとの結合に先立って加熱段階にかけて、ポリマーを軟化及びさらに融解させる。不織布の幅は、一方向層の両側を超えて広がるように選択される。加熱及び圧力条件を、不織布を構成する材料及びこの厚さに適合させる。ほとんどの場合、熱圧着の段階は、Tf nonwoven−15℃からTf nonwoven+60℃の範囲の温度(Tf nonwovenは、不織材料の融解温度を表す)及び0.1から0.6MPaの圧力下で行われる。したがって、結合の前後で、不織布に関して圧縮比を1から10に達成することができる。炭素の一方向材料上への不織材料のラミネート加工段階は、中間製品の最終的な厚さを正確に制御するために、同様に決定的に重要である。実際、温度及び圧力、特にラミネート加工中の温度及び圧力条件に依存して、中間製品の各側の不織材料の厚さを変更し、それゆえ調整することが可能である。
【0034】
一方向層と結合する前の不織材料の厚さは、これが一方向繊維の層と結合する様式に依存して選択される。ほとんどの場合、この厚さはリボンの所望される厚さに非常に近いものになる。所望する厚さに到達するように、結合段階中の温度下でラミネート加工されるより厚い不織材料の使用を選択することもまた可能である。好ましい様式では、完全に対称形の中間製品を得るために、一方向繊維の層は、この広い面の各々上で2つの本質的に同等な不織材料に結合される。一方向層と結合する前の不織材料の厚さは、0.5から200μmの間、好ましくは10から170μmの間で変化する。本発明による中間製品において、各不織材料の厚さは、0.5から50ミクロンの範囲、及び好ましくは3から35ミクロンの範囲にある。結合前の異なる不織材料の厚さは、方法Aを用い、2827mm2の試験範囲(60mm直径のディスク)及び0.5kPaの付加圧力で、標準規格NF EN ISO9073−2により決定される。
【0035】
次に、リボンはフィードローラー(3つの延伸ローラー)を用いてコンベヤーベルトから引き出され、ホットカット器及び特に加熱したナイフを用いて、この長手方向の端部の各々に沿って切断される。ほつれを避けるために、切断はストランド内では行われず、ストランドの端部のすぐ隣で行われる。リボンの各端部における不織材料のホットカットは、後で特定の収縮を引き起こす。2つの不織材料は一方向層の幅より広いので、これらは互いにスポット付着することを示し、優先的には炭素の端部において一方向層を捕捉する。したがって、得られたリボンは、図4に示すように、切断された長繊維の断片のない非常にきれいな端部4を有している。
【0036】
次に、リボンは3つの延伸ローラーにより引き出される。フィードローラー又は吸引を用いて不織材料の屑を除去することで、非常にきれいな端部の作製をさらに促進することも同様に可能である。
【0037】
図5は、その広い面の各々上で不織材料、特に熱可塑性材料に結合した、ストランドの一方向層、特に炭素の一方向層を使用して、本発明によるリボンの作製を可能にする装置の簡易概略図である。
【0038】
炭素ストランド又は複数のストランド1は、クリール101に装着された炭素スプール100から巻き戻され、コーム102を通過し、ガイドローラー103によって機械の軸中に誘導される。炭素ストランドは、次に、加熱バー11及び拡幅バー12により拡幅され、次に、寸法取り器で寸法取りをされ、所望の幅を有する一方向層が得られる。不織材料104a及び104bのロールは、伸張されずに巻き戻され、自由回転ローラー106a、106b、106c、106dと加熱バー107a、107bの間に装着されたコンベヤーベルト105a及び105bにより移送される。不織材料2a及び2bは、炭素ストランド1と接触する前に区域108a及び108b内で予備加熱され、空隙が制御された2つの加熱バー107a及び107bの各側でラミネート加工される。次に、冷却可能な艶出し機108が、両側に不織材料を有する一方向層に圧力を加え、この層は、次に切断器109へ誘導される。リターンローラー110により、リボンIは、巻き取りローラー112が後に続く、3つの延伸ローラー111から成るけん引システムへ向きを変えることができ、リボンIから成るロールを形成する。
【0039】
複数のリボンを同時に製造することも同様に可能であり、その場合、リボンを構成する各ストランド又はストランドの集合体は、必要ならば拡幅され、個々に寸法取りがなされ、切断を可能にするために各ストランド間に十分な間隔を置き、異なるリボンが互いに間隔をあけて配列される。ストランドと間隔を覆う単一の不織材料が、次に、図8に示すように、リボンの各面上で全てのリボンと結合される。次に、図8に示したような機器、及び平行で、リボンの幅ごとに間隔をあけられ片寄らされた切断器120の複数(図示した例では2つ)のラインを用いて、切断間に不織材料の屑を生じることなく各リボンの間で切断を優先的に行うことができる。
【0040】
きれいな端部の製造及びリボンの幅の良好な制御をさらに促進するため、この端部の両側で切り取られた部分が、フィードローラーを用いて又は吸引で除去される。この場合、屑に相当する先端部はストランドを含有するが、この不織材料は片側においてのみ切り取ることができるので、フィードローラー又は吸引による屑の除去が促進される。リボンの作製に使用されるものとは異なる性質のストランドを、切断される予定で屑の役割を担う端部に設置することもまた可能であると考えられる。このことは、単一のリボンの作製、並びに並行して作製される複数のリボンの場合の両方に適用される。
【0041】
この様式で作製されるリボン(単数又は複数)の幅は、貯蔵前に光学測定系により制御することができる。このような連続プロセスにより、一方向繊維のリボンを非常に長い長さで製造することができる。この可塑性のため、リボンを直ちに巻き取り、製造ラインから出る時にロールとして貯蔵することができる。これらのスプールは、ムービースプール(movie spool)の様式でフランジを有することができ、又は先進適用では、供給業者により提供される炭素ストランドのスプールのような、機械の出口部にある円筒型スプールで直接巻き取られる。
【0042】
リボンが、熱可塑性又は熱硬化性粉体によりその各面を覆われる場合、いずれの切断も行うことは有益ではない。リボンは、リボンを粉体と結合させる前及び/又は後に、上記の寸法取り器によって寸法取りすることができる。
【0043】
好ましい実施方法に従うと、優先的に加熱され寸法取りされたリボンが、特に静電散粉用筐体(electrostatic powdering enclosure)を通過することにより、その各面上に粉体が結合されよう。次に、事前に得られた寸法取りを維持しながら冷却が有利にも達成され、粉体を保持するリボンは、再び以前に記載したような寸法取り器へ送達される。得られたリボンの数により1つ又は複数の通路を有する図7に示した円形コームなどのこの装置により、粉体の塗布及びリボンの冷却中、リボンがこの一定の幅を維持することができるようになる。
【0044】
本発明による方法は、寸法取りされたストランド又は乾燥繊維の一方向シートの作製、すなわち、「直接的」と呼ばれる方法を目的とする作製に関する。また、ポリマー接着剤の重量は、リボンの総重量の15%未満であり、好ましくは、0.1から10%であり、リボンの総重量の3から10%が有利である。
【0045】
本発明の文脈では、不規則及び等方性の被覆を与える粉体接着剤又は不織接着剤の使用が好ましいものとなり、そのため、間隔を置いたストランドの作製とは違い、全ての方向で均一な密着を確実にすることが可能になる。ポリマー接着剤と一方向リボンの間の接着は、ポリマー接着剤の高温で粘着性である性質を利用して加熱し、その後冷却することにより達成される。取扱いの容易さと繊維との結合前に密着性を提供するので、不織接着剤の使用が特に好ましい。
【0046】
例えば、ポリマー接着剤は、ポリアミド(PA:PA6、PA12、PA11、PA6.6、PA6.10、PA6.12など)、コポリアミド(CoPA)、ポリエーテル又はポリエステルブロックアミド(PEBAX、PEBA)、ポリフタルアミド(PPA)、ポリエステル(テレフタル酸ポリエチレン−PET−、テレフタル酸ポリブチレン−PBT−など)、コポリエステル(CoPE)、熱可塑性ポリウレタン(TPU)、ポリアセタール(POMなど)、ポリオレフィン(PP、HDPE、LDPE、LLDPEなど)、ポリエーテルスルホン(PES)、ポリスルホン(PSUなど)、ポリフェニレンスルホン(PPSUなど)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリ(フェニレンスルフィド)(PPS)、ポリエーテルイミド(PEI)、熱可塑性ポリイミド、液晶ポリマー(LCP)、フェノキシ樹脂、スチレン−ブタジエン−メタクリル酸メチルのコポリマー(SBM)、メタクリル酸メチル−アクリル酸ブチル−メタクリル酸メチルのコポリマーなどのブロックコポリマー(MAM)及びこれらの混合物の中で選択される熱可塑性材料とすることができる。
【0047】
ポリマー接着剤は、また、エポキシ、不飽和ポリエステル、ビニルエステル、ポリウレタン、フェノール樹脂、ポリイミド、ビスマレイミドなどの熱硬化性のもの、又は熱可塑性/熱硬化性のものの混合物とすることも可能である。
【0048】
ポリマー接着剤が不織布の形態にある場合、上記で言及した材料又は上記で言及した様々な熱可塑性材料の繊維の混合物の、熱可塑性繊維の不織布を使用するのが好ましい。特に、使用可能な熱可塑性繊維の不織材料は、例えば企業、Protechnic(66、rue des Fabriques 68702−CERNAY Cedex−フランス)又はSpunfab Ltd./Keuchel Associates、Inc.(175 Muffin Lane Cuyahoga Falls、OH、44223、米国)により販売される不織材料とすることができる。ベールとも名付けられたそのような不織材料は、連続繊維又は短繊維から成り得る。とりわけ、不織布を構成する繊維は、(一方向層との結合前は)0.5から70μmの平均直径を有することとなる。短繊維の不織布の場合では、繊維は、例えば1から100mmの長さを有することとなる。
【0049】
本発明による一方向繊維のリボンは、高度な機械的性能が要求される航空部品、特に、主要な部品、例えば胴体、翼パネル又はファンブレードなど任意の他の複雑な部品の作製に使用することができる。そのような部品を、樹脂注入又は射出などの任意の既知の直接法により作製することができる。
【0050】
以下の実施例により本発明が説明されるが、制限性はない。
【0051】
炭素ストランド、AS7 J、GS 12K及びIMA GS 12Kは、企業、HEXCEL Corporation、Stamford、CT、米国により販売されている。
【0052】
3g/m2のコポリアミドの不織材料1R8D03は、企業、Protechnicにより販売されている。
【0053】
参照として、寸法取りをせず、50mmごとの横断性のホットメルトストランド以外はポリマー接着剤が結合していない、一方向層(面密度321g/m2には208本のストランド、面密度250g/m2には158本のストランド、及び面密度125g/m2には78本のストランド)の幅を、5mごとに手動測定で500mの長さにわたって測定した。得られた結果を以下の表1に示す。
【表1】
【0054】
標準偏差は、0.3から1.8mmの間で変動すると思われる。
【0055】
本発明による方法を、次に実施した[訳者注:原本では不完全文]。図5に示すような機械を使用した。加熱される切断器のカタログ番号は、企業、LOEPFE BROTHER、LIMITED、Wetzikon、スイスのThermocut TC−1である。
【0056】
運転条件は、表2に示す。
【表2】
【0057】
得られたリボンの特性を、表3に提示する。
【0058】
幅の平均及び標準偏差は、以下の機器で測定した。リボンは、200から400cNの一定の張力で、この支持具から1分当たり1.2mの一定速度で巻き戻し、次に、支持の無いその位置で、焦点距離20mm、1624×1236ピクセルで、モデルBaumer Optronic タイプFWX20のカメラ(Baumer Optronic Gmbh、ドイツ)の前の265mmの距離に運んだ。カメラの設定は、1ピクセルが0.05mmに等しくし、これは1640ピクセル×0.05=82mmのフォトサイズに相当する。最低で1315個の幅の測定値に対応する50mの最小長さにわたり、38mmごとに写真を撮った。
【0059】
次に、プログラム、NEUROCHECK 5.1(Neurocheck、Gmbh、ドイツ)により画像を分析し、幅の値をファイルに保存し、プログラム、MINITAB(Minitab、Inc、米国)で統計処理する。
【表3】
【0060】
標準偏差は、0.12から0.21mmの間で変動し、リボンの幅には依存しないと思われる。
【0061】
図9A、9B及び10では、(幅64.7mmの、446テックス、IMA GS 12 Kの28本のストランドで得られた)本発明による193g/m2のリボンの平均幅と標準偏差を、同じであるが寸法取りを行わないストランドと同じ不織材料で製造されたリボンと比較する。本発明によるリボンの場合、得られた標準偏差は0.12mmであり、一方、寸法取りを行わないリボンの標準偏差は0.57mmである。
【0062】
図11、12A及び12Bでは、(6.21mmの平均幅にわたり785テックス、AS7JK 12Kの1本のストランドで作製された)126g/m2の一方向シートと2つの不織材料を結合させた本発明によるリボンを、同じであるが寸法取りを行わないストランドと同じ2つの不織材料で作製されたリボンと比較する。本発明によるリボンの場合、得られた標準偏差は0.18mmであり、一方、寸法取りを行わないリボンの標準偏差は0.44mmである。
【0063】
本発明による方法をまた実施して、その各面上に、粉体を有するリボンを作製した。下記の機械を、表4に記載した運転条件の下で使用した。機械には、
−図6及び7に示したような拡幅装置10、11及び12、並びに定寸装置13が含まれ、
−円形コームの形状の寸法取り器13の出口で、ストランドの一方向シートが静電散粉用筐体内へ運ばれることであって、その中で静電ガンがストランドから距離dの位置に置かれ、後者と角度aを形成し、
−散粉用筐体の出口において、粉体が短時間の赤外線照射でストランド上に固着され、
−次に、リボンが図7に示すような新たな円形コーム上を通り、単一バーを通って空冷される。
【0064】
使用される粉体は、硬化剤を含有するエポキシ樹脂(企業、Akzo Nobelから販売される7 P160)である。静電ガンは、商標GEMAのモデルOPTIGUN OA02(ITW GEMA GmbH、スイス)である。撹拌機は、粉体の融合を避けるために、散粉中のみに作動させる。
【表4】
【0065】
得られたリボンの特性を、表5に示す。
【表5】
【0066】
図13は、(平均幅が2.58mmの785テックスAS7JK 12Kの1本のストランドで作製した)304g/m2の一方向シートと粉体と結合した、本発明によるリボンの幅分布を示す。得られた標準偏差は、0.12mmであり、一方、寸法取りを行わないリボンは0.44mmである。
【特許請求の範囲】
【請求項1】
その各面上でポリマー接着剤と結合した、強化ストランド又は長繊維のリボンの調製方法であって、前記リボンは、その全長にわたり本質的に一定な所与の幅を有し、ストランド又は長繊維はリボンの長さに平行な方向に伸長する方法において、次の
a)寸法取り器により、リボンの幅を所望の幅に調整する段階、
b)その各面上でリボンを接着剤と結合して、リボンの均一な密着を確実にし、その結果、接着剤の総重量が、得られるリボンの総重量の15%未満である段階
を含むことを特徴とする上記方法。
【請求項2】
ポリマー接着剤が、1つ又は複数の熱可塑性及び/又は熱硬化性ポリマーの粉体であることを特徴とする、請求項1に記載の方法。
【請求項3】
接着剤が、1つ又は複数の熱可塑性及び/又は熱硬化性ポリマーの不織材料又は不織布であることを特徴とする、請求項1に記載の方法。
【請求項4】
調整後に得られる幅を維持するように、接着剤を、リボンの幅の調整後にリボンと結合することを特徴とする、請求項3に記載の方法。
【請求項5】
不織材料又は不織布の幅がリボンの幅より広く、不織材料又は不織布のホットカットがリボンの各端部において行われることを特徴とする、請求項4に記載の方法。
【請求項6】
一方でリボンが、及び、他方でその両端部から切断される部分が、フィードローラー又は吸引によって除去されることを特徴とする、請求項5に記載の方法。
【請求項7】
その全長にわたるリボンの幅の標準偏差が、0.25mm未満、好ましくは0.22mm未満、及び優先的に0.20mm未満であることを特徴とする、請求項1から6までのいずれか一項に記載の方法。
【請求項8】
リボンが、長繊維の集合体に相当する単一のストランドから作製されることを特徴とする、請求項1から7までのいずれか一項に記載の方法。
【請求項9】
リボンが複数のストランドから作製されることを特徴とする、請求項1から8までのいずれか一項に記載の方法。
【請求項10】
複数のリボンが同時に作製されることを特徴とする、請求項1から9までのいずれか一項に記載の方法。
【請求項11】
ポリマー接着剤の重量が、リボンの総重量の0.1から10%、好ましくは3から10%に相当することを特徴とする、請求項1から10までのいずれか一項に記載の方法。
【請求項12】
ストランド又は長繊維の材料が、次の材料、すなわち、炭素、ガラス、アラミド、シリカ、セラミック及びこれらの混合物の中から選択されることを特徴とする、請求項1から11までのいずれか一項に記載の方法。
【請求項13】
ポリマー接着剤が、ポリアミド(PA:PA6、PA12、PA11、PA6.6、PA6.10、PA6.12など)、コポリアミド(CoPA)、ポリエーテル又はポリエステルブロックアミド(PEBAX、PEBA)、ポリフタルアミド(PPA)、ポリエステル(テレフタル酸ポリエチレン−PET−、テレフタル酸ポリブチレン−PBT−など)、コポリエステル(CoPE)、熱可塑性ポリウレタン(TPU)、ポリアセタール(POMなど)、ポリオレフィン(PP、HDPE、LDPE、LLDPEなど)、ポリエーテルスルホン(PES)、ポリスルホン(PSUなど)、ポリフェニレンスルホン(PPSUなど)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリ(フェニレンスルフィド)(PPS)、ポリエーテルイミド(PEI)、熱可塑性ポリイミド、液晶ポリマー(LCP)、フェノキシ樹脂、スチレン−ブタジエン−メタクリル酸メチルのコポリマー(SBM)、メタクリル酸メチル−アクリル酸ブチル−メタクリル酸メチルのコポリマー(MAM)などのブロックコポリマー及びこれらの混合物から選択される材料であることを特徴とする、請求項1から12までのいずれか一項に記載の方法。
【請求項14】
ストランド又は長繊維が、リボンの長さに平行な方向に伸長する、その各面上でポリマー接着剤と結合した強化ストランド又は長繊維のリボンであって、リボンの所与の幅がその全長にわたり本質的に一定であり、標準偏差が特に0.25mm未満、好ましくは0.22mm未満、及び優先的に0.20mm以下であることを特徴とする、上記リボン。
【請求項15】
その長手方向の端部に沿って切断された繊維を有しないことを特徴とする、請求項14に記載のリボン。
【請求項16】
請求項1から13までのいずれか一項に記載の方法に従って得られうる、請求項14又は15に記載のリボン。
【請求項1】
その各面上でポリマー接着剤と結合した、強化ストランド又は長繊維のリボンの調製方法であって、前記リボンは、その全長にわたり本質的に一定な所与の幅を有し、ストランド又は長繊維はリボンの長さに平行な方向に伸長する方法において、次の
a)寸法取り器により、リボンの幅を所望の幅に調整する段階、
b)その各面上でリボンを接着剤と結合して、リボンの均一な密着を確実にし、その結果、接着剤の総重量が、得られるリボンの総重量の15%未満である段階
を含むことを特徴とする上記方法。
【請求項2】
ポリマー接着剤が、1つ又は複数の熱可塑性及び/又は熱硬化性ポリマーの粉体であることを特徴とする、請求項1に記載の方法。
【請求項3】
接着剤が、1つ又は複数の熱可塑性及び/又は熱硬化性ポリマーの不織材料又は不織布であることを特徴とする、請求項1に記載の方法。
【請求項4】
調整後に得られる幅を維持するように、接着剤を、リボンの幅の調整後にリボンと結合することを特徴とする、請求項3に記載の方法。
【請求項5】
不織材料又は不織布の幅がリボンの幅より広く、不織材料又は不織布のホットカットがリボンの各端部において行われることを特徴とする、請求項4に記載の方法。
【請求項6】
一方でリボンが、及び、他方でその両端部から切断される部分が、フィードローラー又は吸引によって除去されることを特徴とする、請求項5に記載の方法。
【請求項7】
その全長にわたるリボンの幅の標準偏差が、0.25mm未満、好ましくは0.22mm未満、及び優先的に0.20mm未満であることを特徴とする、請求項1から6までのいずれか一項に記載の方法。
【請求項8】
リボンが、長繊維の集合体に相当する単一のストランドから作製されることを特徴とする、請求項1から7までのいずれか一項に記載の方法。
【請求項9】
リボンが複数のストランドから作製されることを特徴とする、請求項1から8までのいずれか一項に記載の方法。
【請求項10】
複数のリボンが同時に作製されることを特徴とする、請求項1から9までのいずれか一項に記載の方法。
【請求項11】
ポリマー接着剤の重量が、リボンの総重量の0.1から10%、好ましくは3から10%に相当することを特徴とする、請求項1から10までのいずれか一項に記載の方法。
【請求項12】
ストランド又は長繊維の材料が、次の材料、すなわち、炭素、ガラス、アラミド、シリカ、セラミック及びこれらの混合物の中から選択されることを特徴とする、請求項1から11までのいずれか一項に記載の方法。
【請求項13】
ポリマー接着剤が、ポリアミド(PA:PA6、PA12、PA11、PA6.6、PA6.10、PA6.12など)、コポリアミド(CoPA)、ポリエーテル又はポリエステルブロックアミド(PEBAX、PEBA)、ポリフタルアミド(PPA)、ポリエステル(テレフタル酸ポリエチレン−PET−、テレフタル酸ポリブチレン−PBT−など)、コポリエステル(CoPE)、熱可塑性ポリウレタン(TPU)、ポリアセタール(POMなど)、ポリオレフィン(PP、HDPE、LDPE、LLDPEなど)、ポリエーテルスルホン(PES)、ポリスルホン(PSUなど)、ポリフェニレンスルホン(PPSUなど)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリ(フェニレンスルフィド)(PPS)、ポリエーテルイミド(PEI)、熱可塑性ポリイミド、液晶ポリマー(LCP)、フェノキシ樹脂、スチレン−ブタジエン−メタクリル酸メチルのコポリマー(SBM)、メタクリル酸メチル−アクリル酸ブチル−メタクリル酸メチルのコポリマー(MAM)などのブロックコポリマー及びこれらの混合物から選択される材料であることを特徴とする、請求項1から12までのいずれか一項に記載の方法。
【請求項14】
ストランド又は長繊維が、リボンの長さに平行な方向に伸長する、その各面上でポリマー接着剤と結合した強化ストランド又は長繊維のリボンであって、リボンの所与の幅がその全長にわたり本質的に一定であり、標準偏差が特に0.25mm未満、好ましくは0.22mm未満、及び優先的に0.20mm以下であることを特徴とする、上記リボン。
【請求項15】
その長手方向の端部に沿って切断された繊維を有しないことを特徴とする、請求項14に記載のリボン。
【請求項16】
請求項1から13までのいずれか一項に記載の方法に従って得られうる、請求項14又は15に記載のリボン。
【図1】


【図2】

【図3】

【図4】

【図5】

【図6】

【図7】

【図8】
【図10】

【図11】
【図13】
【図9A】
【図9B】

【図12A】
【図12B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図10】
【図11】
【図13】
【図9A】
【図9B】
【図12A】
【図12B】
【公表番号】特表2012−510385(P2012−510385A)
【公表日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願番号】特願2011−538026(P2011−538026)
【出願日】平成21年11月23日(2009.11.23)
【国際出願番号】PCT/FR2009/052265
【国際公開番号】WO2010/061114
【国際公開日】平成22年6月3日(2010.6.3)
【出願人】(509341374)
【Fターム(参考)】
【公表日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願日】平成21年11月23日(2009.11.23)
【国際出願番号】PCT/FR2009/052265
【国際公開番号】WO2010/061114
【国際公開日】平成22年6月3日(2010.6.3)
【出願人】(509341374)
【Fターム(参考)】
[ Back to top ]