
直流油浸電力ケーブル
【課題】直流耐電圧特性を向上させた直流油浸電力ケーブルを製造する。
【解決手段】ケーブル1は、導体側2と外部遮蔽層4側にクラフト紙テープを巻き回してクラフト紙層6、8を形成し、その間にプラスチックラミネート紙テープを巻き回してプラスチックラミネート紙層7を形成し、これらの層6、7、8に高粘度絶縁油を含浸してなる油浸絶縁層3を有する。クラフト紙テープを巻き回す工程を、クラフト紙テープの相対湿度を20%以下に保ちつつ実施するとともに、プラスチックラミネート紙テープを巻き回す工程を、プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ実施することにより、直流耐電圧特性が改善され且つ油浸絶縁層の座屈によるしわの発生が少ないケーブル1を製造することができる。
【解決手段】ケーブル1は、導体側2と外部遮蔽層4側にクラフト紙テープを巻き回してクラフト紙層6、8を形成し、その間にプラスチックラミネート紙テープを巻き回してプラスチックラミネート紙層7を形成し、これらの層6、7、8に高粘度絶縁油を含浸してなる油浸絶縁層3を有する。クラフト紙テープを巻き回す工程を、クラフト紙テープの相対湿度を20%以下に保ちつつ実施するとともに、プラスチックラミネート紙テープを巻き回す工程を、プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ実施することにより、直流耐電圧特性が改善され且つ油浸絶縁層の座屈によるしわの発生が少ないケーブル1を製造することができる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、主に長尺海底電力ケーブル等に好適に用いられ、高粘度の絶縁油を含浸した非加圧タイプの直流油浸電力ケーブルの製造方法に関する。
【背景技術】
【0002】
直流電力ケーブルとしては、近年一部にポリマー絶縁ケーブルも使用されつつあるが、直流高電界での空間電荷形成の問題から、300kV〜500kVクラスの超高圧直流送電ケーブルには油浸絶縁ケーブルが用いられている。また、直流送電ケーブルは、長尺の海底ケーブルに適用されることが多い。このため超高圧直流送電用の長尺海底ケーブルとしては、条長が極めて長くなることから、低粘度の絶縁油を含浸した油加圧タイプの油浸絶縁ケーブルでは油圧の伝播に限度があるため、高粘度の絶縁油を含浸した無油加圧タイプの油浸絶縁ケーブル、いわゆるMIND(Mass Impregnated Non Draining)ケーブルが用いられることになる。
【0003】
一方、油浸絶縁ケーブルの直流絶縁特性を向上させるために、絶縁紙としてポリプロピレンなどの無極性プラスチックフィルムの両面にクラフト紙を貼り合せたプラスチックラミネート紙テープを導体の周囲に巻き回して絶縁層を形成することが使われている。これは直流では電圧は抵抗で分担されることになり、プラスチックラミネート紙ではプラスチックフィルム層の絶縁抵抗がクラフト紙層の絶縁抵抗よりかなり大きいために、絶縁破壊の弱点となる油隙(オイルギャップ)と接するクラフト紙層の分担電圧が低減されるためである。
【0004】
このようなプラスチックラミネート紙を絶縁層に用いたMINDケーブルにあっては、絶縁油が完全に含浸されている状態では良好な直流破壊特性を示す。
しかしながら、例えばヒートサイクルなどが加わったりすると、温度上昇時に絶縁層に含浸されている絶縁油が熱膨張により外部遮蔽層側に押し出され、温度降下時には押し出された絶縁油が非加圧のために完全に元に戻り切らず、冷却収縮に基づく脱油ボイド(気泡)が生成することになる。
【0005】
特に、ヒートサイクルの冷却中では、この脱油ボイドは負圧ボイドとなるため部分放電が発生し易く、この放電が起点となって絶縁層テープの層間に沿った(ケーブル長手方向)の絶縁破壊が生じ易くなる。
【0006】
このような破壊現象を防止するためには、絶縁層を構成する紙間の面圧を高く維持して、紙間に沿う方向の破壊耐電圧を向上させることが有効である(非特許文献1)。
具体的には、絶縁層としてクラフト紙のみを用いた電力ケーブルの場合は、低湿度の環境で高張力で紙巻きを行うことによって、紙間に沿う方向の破壊耐電圧の向上を達成できる。紙巻き後の真空加熱乾燥時に紙の水分が除去されることにより紙厚が減少し紙間の面圧が減少するため、予め低湿度・高張力という条件で紙巻きを行うことにより、できるだけ乾燥処理に伴う紙間の面圧低下を防ぐことが重要である。
【0007】
一方、絶縁層としてプラスチックラミネート紙を用いた電力ケーブルの場合は、真空加熱乾燥後に高粘度の絶縁油が注油されるが、絶縁油の含浸を十分にするために高温度の環境で絶縁油の粘度を小さくして注油を行うことが望ましい。例えば、プラスチックラミネート紙のクラフト紙層の乾燥温度は通常120℃であり、真空加熱乾燥後にこの高温状態で引き続き注油を行うことが効率的である。プラスチックラミネート紙のプラスチック層として、最も代表的には、無極性で電気特性に優れるポリプロピレン等の結晶性炭化水素系ポリマーが用いられる。電力ケーブルにおいて使用される絶縁油もやはり多くの場合炭化水素系の絶縁油であるため、結晶性炭化水素系ポリマーとの親和性が良好である。特に高温では絶縁油によるプラスチック層の膨潤により紙厚が増加し、さらにプラスチック層の熱膨張による紙厚増加も加わる。この影響により一般的にはクラフト紙の場合よりもテープ間の面圧がかなり大きくなり、ケーブルの屈曲時に絶縁層の座屈によるしわが発生する原因になる。そのため、プラスチックラミネート紙を使用する場合には、テープ間の面圧の過大な増加を避けるため、クラフト紙の場合とは逆に中〜高湿度の状態で低張力で紙巻きが実施される。ただし、あまりにも高湿度且つ低張力で紙巻きを行ったのでは絶縁油の注油・含浸によりプラスチック層が膨潤した後でもテープ間の面圧が不十分となり、ヒートサイクルにおける冷却中に絶縁破壊が発生しやすくなるので、紙巻き時における湿度と張力を共に適切に選定することが必要である。
【0008】
直流油浸電力ケーブルの電気性能上有利な絶縁層の構造として、導体側または外部遮蔽層側もしくはその両方にクラフト紙テープを巻き回し、残りの部分にプラスチックラミネート紙テープを巻き回した構造がある(特許文献1)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平10−21762号公報
【非特許文献】
【0010】
【非特許文献1】2000年 CIGRE paper Ref.No..21-302,21-303
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかし、特許文献1記載の直流油浸電力ケーブルにおける絶縁層の構造を上述した紙巻き条件で実現する場合、クラフト紙テープの条件が「低湿度且つ高張力」、プラスチックラミネート紙テープの条件が「中〜高湿度且つ低張力」となり、両者の紙巻き条件が相反するものとなる。このため同一の直流油浸電力ケーブルの絶縁層にクラフト紙層とプラスチックラミネート紙層の両者が含まれる場合に適切な紙間面圧を付与できる紙巻き条件が必要とされていた。
【0012】
本発明が解決しようとする課題は、クラフト紙の巻き回しとプラスチックラミネート紙の巻き回しを各々適切な条件で実施することにより、直流耐電圧特性を向上させた直流油浸電力ケーブルを製造する方法を実現することにある。
【課題を解決するための手段】
【0013】
上記課題を解決するために、本発明の直流油浸電力ケーブルの製造方法は、導体側又は外部遮蔽層側若しくはその両方にクラフト紙テープ、残りの部分にプラスチックラミネート紙テープを巻き回し、これに高粘度絶縁油を含浸した非加圧タイプの直流油浸電力ケーブルの製造方法であって、
前記クラフト紙テープを巻き回す工程を、前記クラフト紙テープの相対湿度を20%以下に保ちつつ実施するとともに、前記プラスチックラミネート紙テープを巻き回す工程を、前記プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ実施することを特徴とする。
【0014】
本発明の直流油浸電力ケーブルの製造方法において、前記プラスチックラミネート紙テープの巻き回し時の張力は、前記クラフト紙テープの巻き回し時の張力の50%以下であることが望ましい。
また、前記プラスチックラミネート紙テープは、プラスチックフィルムの両面にクラフト紙を貼り合わせてなり、前記導体側又は前記外部遮蔽層側若しくはその両方にクラフト紙を巻き回してなるクラフト紙層の厚さが0.3〜5mmであることが望ましい。
【発明の効果】
【0015】
本発明によれば、クラフト紙テープの相対湿度を20%以下に保ちつつその巻き回し工程を実施するとともに、プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつその巻き回し工程を実施することにより、直流耐電圧特性が改善され且つ絶縁層の座屈によるしわの発生が少ない直流油浸電力ケーブルを製造することができる。
【図面の簡単な説明】
【0016】
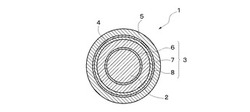
【図1】本発明に係る製造方法により製造される直流油浸電力ケーブルの構造を例示する概略断面図
【発明を実施するための形態】
【0017】
以下、本発明の実施形態について説明する。
図1に例示する直流油浸電力ケーブル1は、導体2の外側に油浸絶縁層3を介して外部遮蔽層4を設け、外部遮蔽層4の外側にシース5を被せて構成されている。
【0018】
油浸絶縁層3は、導体2側から順に導体遮蔽のカーボン紙層(図示せず)、内部クラフト紙層6、プラスチックラミネート紙層7、外部クラフト紙層8を積層し、これに高粘度の絶縁油を含浸してなり、ケーブル1の絶縁体として機能する。高粘度の絶縁油としては、温度60℃での動粘度が500センチストークス以上の例えばナフテン系鉱油、ポリブテン油などが使われる。
【0019】
内部クラフト紙層6はクラフト紙テープに巻き回して形成され、プラスチックラミネート紙層7は、内部クラフト紙層6の外側にプラスチックラミネート紙テープを巻き回してなる。プラスチックラミネート紙テープは、プラスチックフィルムの両面にクラフト紙を貼り合せたもので、押出成形直後の溶融状態のプラスチックフィルムにクラフト紙を加圧してラミネートすることによって製造される。
なお、外部クラフト紙層8は、プラスチックラミネート紙層7の外側に内部クラフト紙層6と同様のクラフト紙テープを巻き回して形成される。
【0020】
外部遮蔽層4は、カーボン紙、金属化紙などの導電性の材料からなるテープを外部クラフト紙層8の外側に巻回して形成される。
シース5は、海底ケーブル用途等の場合、一般的には鉛被の外側にポリエチレンなどの樹脂を管状に押し出すことにより外部遮蔽層4の外側に被せて設けられている。
【0021】
上述では、直流油浸電力ケーブル1の構造について説明したが、以下に油浸絶縁層3の形成方法について説明する。
油浸絶縁層3の内部クラフト紙層6及び外部クラフト紙層8を形成する工程、すなわちクラフト紙テープを巻き回す工程は、クラフト紙テープの相対湿度を20%以下に保ちつつ行われる。一方、プラスチックラミネート紙層7を形成する工程、すなわちプラスチックラミネート紙テープを巻き回す工程は、プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ行われる。これらの工程は、例えば以下のようにして行うことができる。
【0022】
クラフト紙テープ及びプラスチックラミネート紙テープの巻き回し処理を行う紙巻き室内の相対湿度を20%以上に保ち、内部クラフト紙層6及び外部クラフト紙層8を形成するための紙巻きヘッドには予め相対湿度20%以下に前処理したクラフト紙テープの供給体をセットし、且つその紙巻きヘッド内のみを低湿度に維持するように乾燥空気を供給しつつ、クラフト紙テープ及びプラスチックラミネート紙テープの巻き回し処理を行う。これにより、内部クラフト紙層6及び外部クラフト紙層8はクラフト紙テープの相対湿度を20%以下に保ちつつ紙巻きが行われて形成され、その中間のプラスチックラミネート紙層7はプラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ紙巻きが行われて形成される。
【0023】
また、プラスチックラミネート紙テープの巻き回しは、クラフト紙テープの巻き回し時の張力の50%以下の張力で行われる。これはプラスチックラミネート紙テープを巻き回す紙巻きヘッドの張力をクラフト紙テープを巻き回す紙巻きヘッドの張力の半分以下の値に設定することにより実現される。
【0024】
上述のように内部クラフト紙層6、外部クラフト紙層8及びプラスチックラミネート紙層7が形成され、これらの紙層6、7及び8に高粘度の絶縁油を含浸してなる油浸絶縁層3が設けられた直流油浸電力ケーブル1は、導体2側および外部遮蔽層4側での電界が緩和され、インパルス破壊特性の低下が少ないものとなる。また、クラフト紙の材料特性により、インパルス極性効果も小さいものとなる。
【0025】
そして、この直流油浸電力ケーブル1は、内部クラフト紙層6及び外部クラフト紙層8を形成する工程で、クラフト紙テープの相対湿度を20%以下に保ちつつ紙巻きを実施するため、クラフト紙テープの水分を予め少なくして真空加熱乾燥による紙厚減少とそれに伴うテープ間面圧の減少を抑えることができる。また、プラスチックラミネート紙層7を形成する工程で、プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ紙巻きを実施するため、真空加熱乾燥後の紙厚減少量を大きくし、その後の絶縁油含浸によるプラスチック層の膨潤による紙厚増加量と相殺させて、紙間の面圧の過大な増加及びそれに起因するケーブル屈曲時の座屈じわの発生を抑えることができる。
【0026】
また、テープの巻き回し時の張力はテープ間の面圧に直接反映するパラメータであるが、上記のようにプラスチックラミネート紙テープの巻き回しを、クラフト紙テープの巻き回し時の張力の50%以下の張力で行うことにより、クラフト紙層6、8においては真空加熱乾燥による紙厚減少に伴うテープ間面圧の減少を抑え、プラスチックラミネート紙層7においては絶縁油含浸によるプラスチック層の膨潤によるテープ間面圧の増加を抑えることができる。テープの巻き回し時の張力及び湿度の組み合わせは、例えばプラスチックラミネート紙テープのプラスチック分率等に応じて適宜選定することができる。
【0027】
クラフト紙層6、8の厚さは0.3〜5mmであることが望ましい。クラフト紙はプラスチックラミネート紙よりも誘電率が大きいため、これを絶縁破壊が起こりやすい導体2側や外部遮蔽層4に配置することにより、インパルス電圧に対する電界飽和によって耐電圧特性を改善でき、プラスチックラミネート紙よりも体積抵抗率が低いため、直流電圧の電界を緩和して直流耐電圧特性を改善することができる。このような電界緩和によるインパルス破壊特性及び直流耐電圧特性の改善は、クラフト紙層2の厚さが0.3mm未満では効果がなく、5mmを越えると効果が飽和する。また、導体2側は絶縁破壊が起こりやすい部分であるため、内部クラフト紙層6に使用するクラフト紙テープは、テープ間面圧を小さくできる厚さ40〜100μmのものが望ましく、密度0.9〜1.1g/cm3の高密度紙であることが望ましい。
【0028】
プラスチックラミネート紙テープのプラスチックフィルムとしては、ポリプロピレン、ポリ−4−メチルペンテン−1、ポリブテン−1、ポリエチレンなどの無極性ポリオレフィンやテトラフルオロエチレン−ヘキサフルオロポリプロピレン共重合体、エチレン−テトラフルオロエチレン共重合体などのフッ素樹脂からなるものが用いられる。これらのなかでもポリプロピレンホモポリマーからなるものが好ましい。
また、プラスチックラミネート紙テープとして、ポリプロピレンラミネート紙(PPLP)テープを用いた場合、ポリプロピレンの分率が重量比で30〜60%程度で、厚さが100〜200μmであることが好ましい。
【0029】
さらに、プラスチックラミネート紙テープとして、巻き回した後の真空乾燥および絶縁油含浸を容易とし、その作業時間を短縮するために、ラミネート紙の表面に微細な凹凸を形成するエンボス処理を施したものや、プラスチックラミネート紙の表面の幅方向に微少な溝を多数形成したものなどを用いてもよい。
さらに、プラスチックラミネート紙として、表面にエンボス加工や溝付加工を施したものを用いれば、巻き回し後の真空乾燥、絶縁油含浸が容易に短時間で行うことができる。
さらに、クラフト紙層7は、導体2側または外部遮蔽層4側のいずれか一方に設けてもよく、好ましくは脱油ボイドが形成されやすい導体2側に設けることが望ましい。
【実施例】
【0030】
以下、具体例を示して作用、効果を明確にする。
断面積が1400mm2、導体占有率が95%以上のセグメンタル導体2に、導体遮蔽のカーボン紙、絶縁層として厚さ70μm、密度1.0g/cmのクラフト紙テープを巻き回して厚さ2mmの内部クラフト紙層6を形成し、その外側に厚さ125μm、ポリプロピレンの分率40%のPPLPテープを巻き回して厚さ16mmのプラスチックラミネート紙層7を形成し、更にその外側に厚さ100μm、密度1.0g/cmのクラフト紙テープを巻き回して厚さ2mmの外部クラフト紙層8を形成し、その外側にカーボン紙/金属化紙テープを巻き回して外部遮蔽層4を形成した後、120℃の温度で真空加熱乾燥処理した後、これらの紙層6〜8に、高粘度絶縁油として温度60℃での動粘度が500センチストークス以上のナフテン系鉱油を含浸して油浸絶縁層3を形成した。外部遮蔽層4の外側にシース5を設けて直流油浸電力ケーブル1を得た。
【0031】
油浸絶縁層3を構成するクラフト紙テープとPPLPテープの紙巻き時の相対湿度及び張力は表1に示す条件とした。表1中の相対湿度は、紙巻き工程を開始するに際しての前処理段階での相対湿度と紙巻き工程実行中の相対湿度の両方を意味する。クラフト紙テープとPPLPテープとで相対湿度が異なる場合は紙巻き室全体の湿度をPPLPテープの湿度とし、クラフト紙テープのセットしてある紙巻きヘッド内に所定湿度の乾燥空気を吹き流すことにより湿度調整を行った。また、紙巻き時の張力に関しては、絶縁層にクラフト紙のみを使用した一般的な直流油浸ソリッドケーブルの紙巻き時の張力を1.0とした相対値で表1に示してある。
【0032】
【表1】

【0033】
相対湿度及び張力を変えて製造した各々のケーブルについて、所定の曲げ試験を行った後における紙しわの発生状況を観察し、紙しわが発生しないケーブルについて、ヒートサイクル冷却中に直流破壊試験を行った。直流破壊試験は、導体温度が80℃になるように所定時間通電する加熱処理と所定時間非通電にする冷却処理とを繰り返すヒートサイクル(8時間通電、16時間非通電)下で冷却中の破壊電圧を測定する方法により実施した。試験結果は表2のとおりであった。なお、この種のケーブルに要求されるヒートサイクル直流試験電圧は運転電圧の1.8倍程度であるので、本ケーブルが500kVクラスに適用される直流ケーブルとすると900kV以上の直流破壊電圧が要求される。
【0034】
【表2】
【0035】
表2に示す試験結果によれば、比較例1では、クラフト紙もPPLPも共に相対湿度を20%以下とし、クラフト紙とPPLPの紙巻き張力を同一としたことにより、PPLPの膨潤によりテープ間面圧が過大となり、曲げ試験後に紙しわが発生している。
また、比較例2では、クラフト紙もPPLPも共に相対湿度を20%以上としたことにより、乾燥後のクラフト紙層のテープ間面圧の低下が大きくなることからヒートサイクル冷却中の直流破壊電圧が低下している。
一方、実施例1及び実施例2では、クラフト紙の相対湿度を20%以下、PPLPの相対湿度を20%以上とし、PPLPの紙巻き張力をクラフト紙の50%以下としているため、曲げ試験後の紙しわの発生もなく、ヒートサイクル冷却中の直流破壊電圧も良好である。
【符号の説明】
【0036】
1 直流油浸電力ケーブル
2 導体
3 油浸絶縁層
4 外部遮蔽層
5 シース
6 内部クラフト紙層
7 プラスチックラミネート紙層
8 外部クラフト紙層
【技術分野】
【0001】
この発明は、主に長尺海底電力ケーブル等に好適に用いられ、高粘度の絶縁油を含浸した非加圧タイプの直流油浸電力ケーブルの製造方法に関する。
【背景技術】
【0002】
直流電力ケーブルとしては、近年一部にポリマー絶縁ケーブルも使用されつつあるが、直流高電界での空間電荷形成の問題から、300kV〜500kVクラスの超高圧直流送電ケーブルには油浸絶縁ケーブルが用いられている。また、直流送電ケーブルは、長尺の海底ケーブルに適用されることが多い。このため超高圧直流送電用の長尺海底ケーブルとしては、条長が極めて長くなることから、低粘度の絶縁油を含浸した油加圧タイプの油浸絶縁ケーブルでは油圧の伝播に限度があるため、高粘度の絶縁油を含浸した無油加圧タイプの油浸絶縁ケーブル、いわゆるMIND(Mass Impregnated Non Draining)ケーブルが用いられることになる。
【0003】
一方、油浸絶縁ケーブルの直流絶縁特性を向上させるために、絶縁紙としてポリプロピレンなどの無極性プラスチックフィルムの両面にクラフト紙を貼り合せたプラスチックラミネート紙テープを導体の周囲に巻き回して絶縁層を形成することが使われている。これは直流では電圧は抵抗で分担されることになり、プラスチックラミネート紙ではプラスチックフィルム層の絶縁抵抗がクラフト紙層の絶縁抵抗よりかなり大きいために、絶縁破壊の弱点となる油隙(オイルギャップ)と接するクラフト紙層の分担電圧が低減されるためである。
【0004】
このようなプラスチックラミネート紙を絶縁層に用いたMINDケーブルにあっては、絶縁油が完全に含浸されている状態では良好な直流破壊特性を示す。
しかしながら、例えばヒートサイクルなどが加わったりすると、温度上昇時に絶縁層に含浸されている絶縁油が熱膨張により外部遮蔽層側に押し出され、温度降下時には押し出された絶縁油が非加圧のために完全に元に戻り切らず、冷却収縮に基づく脱油ボイド(気泡)が生成することになる。
【0005】
特に、ヒートサイクルの冷却中では、この脱油ボイドは負圧ボイドとなるため部分放電が発生し易く、この放電が起点となって絶縁層テープの層間に沿った(ケーブル長手方向)の絶縁破壊が生じ易くなる。
【0006】
このような破壊現象を防止するためには、絶縁層を構成する紙間の面圧を高く維持して、紙間に沿う方向の破壊耐電圧を向上させることが有効である(非特許文献1)。
具体的には、絶縁層としてクラフト紙のみを用いた電力ケーブルの場合は、低湿度の環境で高張力で紙巻きを行うことによって、紙間に沿う方向の破壊耐電圧の向上を達成できる。紙巻き後の真空加熱乾燥時に紙の水分が除去されることにより紙厚が減少し紙間の面圧が減少するため、予め低湿度・高張力という条件で紙巻きを行うことにより、できるだけ乾燥処理に伴う紙間の面圧低下を防ぐことが重要である。
【0007】
一方、絶縁層としてプラスチックラミネート紙を用いた電力ケーブルの場合は、真空加熱乾燥後に高粘度の絶縁油が注油されるが、絶縁油の含浸を十分にするために高温度の環境で絶縁油の粘度を小さくして注油を行うことが望ましい。例えば、プラスチックラミネート紙のクラフト紙層の乾燥温度は通常120℃であり、真空加熱乾燥後にこの高温状態で引き続き注油を行うことが効率的である。プラスチックラミネート紙のプラスチック層として、最も代表的には、無極性で電気特性に優れるポリプロピレン等の結晶性炭化水素系ポリマーが用いられる。電力ケーブルにおいて使用される絶縁油もやはり多くの場合炭化水素系の絶縁油であるため、結晶性炭化水素系ポリマーとの親和性が良好である。特に高温では絶縁油によるプラスチック層の膨潤により紙厚が増加し、さらにプラスチック層の熱膨張による紙厚増加も加わる。この影響により一般的にはクラフト紙の場合よりもテープ間の面圧がかなり大きくなり、ケーブルの屈曲時に絶縁層の座屈によるしわが発生する原因になる。そのため、プラスチックラミネート紙を使用する場合には、テープ間の面圧の過大な増加を避けるため、クラフト紙の場合とは逆に中〜高湿度の状態で低張力で紙巻きが実施される。ただし、あまりにも高湿度且つ低張力で紙巻きを行ったのでは絶縁油の注油・含浸によりプラスチック層が膨潤した後でもテープ間の面圧が不十分となり、ヒートサイクルにおける冷却中に絶縁破壊が発生しやすくなるので、紙巻き時における湿度と張力を共に適切に選定することが必要である。
【0008】
直流油浸電力ケーブルの電気性能上有利な絶縁層の構造として、導体側または外部遮蔽層側もしくはその両方にクラフト紙テープを巻き回し、残りの部分にプラスチックラミネート紙テープを巻き回した構造がある(特許文献1)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平10−21762号公報
【非特許文献】
【0010】
【非特許文献1】2000年 CIGRE paper Ref.No..21-302,21-303
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかし、特許文献1記載の直流油浸電力ケーブルにおける絶縁層の構造を上述した紙巻き条件で実現する場合、クラフト紙テープの条件が「低湿度且つ高張力」、プラスチックラミネート紙テープの条件が「中〜高湿度且つ低張力」となり、両者の紙巻き条件が相反するものとなる。このため同一の直流油浸電力ケーブルの絶縁層にクラフト紙層とプラスチックラミネート紙層の両者が含まれる場合に適切な紙間面圧を付与できる紙巻き条件が必要とされていた。
【0012】
本発明が解決しようとする課題は、クラフト紙の巻き回しとプラスチックラミネート紙の巻き回しを各々適切な条件で実施することにより、直流耐電圧特性を向上させた直流油浸電力ケーブルを製造する方法を実現することにある。
【課題を解決するための手段】
【0013】
上記課題を解決するために、本発明の直流油浸電力ケーブルの製造方法は、導体側又は外部遮蔽層側若しくはその両方にクラフト紙テープ、残りの部分にプラスチックラミネート紙テープを巻き回し、これに高粘度絶縁油を含浸した非加圧タイプの直流油浸電力ケーブルの製造方法であって、
前記クラフト紙テープを巻き回す工程を、前記クラフト紙テープの相対湿度を20%以下に保ちつつ実施するとともに、前記プラスチックラミネート紙テープを巻き回す工程を、前記プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ実施することを特徴とする。
【0014】
本発明の直流油浸電力ケーブルの製造方法において、前記プラスチックラミネート紙テープの巻き回し時の張力は、前記クラフト紙テープの巻き回し時の張力の50%以下であることが望ましい。
また、前記プラスチックラミネート紙テープは、プラスチックフィルムの両面にクラフト紙を貼り合わせてなり、前記導体側又は前記外部遮蔽層側若しくはその両方にクラフト紙を巻き回してなるクラフト紙層の厚さが0.3〜5mmであることが望ましい。
【発明の効果】
【0015】
本発明によれば、クラフト紙テープの相対湿度を20%以下に保ちつつその巻き回し工程を実施するとともに、プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつその巻き回し工程を実施することにより、直流耐電圧特性が改善され且つ絶縁層の座屈によるしわの発生が少ない直流油浸電力ケーブルを製造することができる。
【図面の簡単な説明】
【0016】
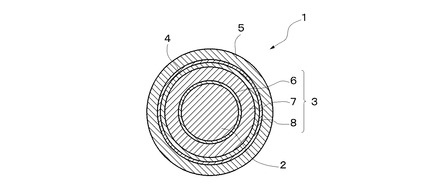
【図1】本発明に係る製造方法により製造される直流油浸電力ケーブルの構造を例示する概略断面図
【発明を実施するための形態】
【0017】
以下、本発明の実施形態について説明する。
図1に例示する直流油浸電力ケーブル1は、導体2の外側に油浸絶縁層3を介して外部遮蔽層4を設け、外部遮蔽層4の外側にシース5を被せて構成されている。
【0018】
油浸絶縁層3は、導体2側から順に導体遮蔽のカーボン紙層(図示せず)、内部クラフト紙層6、プラスチックラミネート紙層7、外部クラフト紙層8を積層し、これに高粘度の絶縁油を含浸してなり、ケーブル1の絶縁体として機能する。高粘度の絶縁油としては、温度60℃での動粘度が500センチストークス以上の例えばナフテン系鉱油、ポリブテン油などが使われる。
【0019】
内部クラフト紙層6はクラフト紙テープに巻き回して形成され、プラスチックラミネート紙層7は、内部クラフト紙層6の外側にプラスチックラミネート紙テープを巻き回してなる。プラスチックラミネート紙テープは、プラスチックフィルムの両面にクラフト紙を貼り合せたもので、押出成形直後の溶融状態のプラスチックフィルムにクラフト紙を加圧してラミネートすることによって製造される。
なお、外部クラフト紙層8は、プラスチックラミネート紙層7の外側に内部クラフト紙層6と同様のクラフト紙テープを巻き回して形成される。
【0020】
外部遮蔽層4は、カーボン紙、金属化紙などの導電性の材料からなるテープを外部クラフト紙層8の外側に巻回して形成される。
シース5は、海底ケーブル用途等の場合、一般的には鉛被の外側にポリエチレンなどの樹脂を管状に押し出すことにより外部遮蔽層4の外側に被せて設けられている。
【0021】
上述では、直流油浸電力ケーブル1の構造について説明したが、以下に油浸絶縁層3の形成方法について説明する。
油浸絶縁層3の内部クラフト紙層6及び外部クラフト紙層8を形成する工程、すなわちクラフト紙テープを巻き回す工程は、クラフト紙テープの相対湿度を20%以下に保ちつつ行われる。一方、プラスチックラミネート紙層7を形成する工程、すなわちプラスチックラミネート紙テープを巻き回す工程は、プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ行われる。これらの工程は、例えば以下のようにして行うことができる。
【0022】
クラフト紙テープ及びプラスチックラミネート紙テープの巻き回し処理を行う紙巻き室内の相対湿度を20%以上に保ち、内部クラフト紙層6及び外部クラフト紙層8を形成するための紙巻きヘッドには予め相対湿度20%以下に前処理したクラフト紙テープの供給体をセットし、且つその紙巻きヘッド内のみを低湿度に維持するように乾燥空気を供給しつつ、クラフト紙テープ及びプラスチックラミネート紙テープの巻き回し処理を行う。これにより、内部クラフト紙層6及び外部クラフト紙層8はクラフト紙テープの相対湿度を20%以下に保ちつつ紙巻きが行われて形成され、その中間のプラスチックラミネート紙層7はプラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ紙巻きが行われて形成される。
【0023】
また、プラスチックラミネート紙テープの巻き回しは、クラフト紙テープの巻き回し時の張力の50%以下の張力で行われる。これはプラスチックラミネート紙テープを巻き回す紙巻きヘッドの張力をクラフト紙テープを巻き回す紙巻きヘッドの張力の半分以下の値に設定することにより実現される。
【0024】
上述のように内部クラフト紙層6、外部クラフト紙層8及びプラスチックラミネート紙層7が形成され、これらの紙層6、7及び8に高粘度の絶縁油を含浸してなる油浸絶縁層3が設けられた直流油浸電力ケーブル1は、導体2側および外部遮蔽層4側での電界が緩和され、インパルス破壊特性の低下が少ないものとなる。また、クラフト紙の材料特性により、インパルス極性効果も小さいものとなる。
【0025】
そして、この直流油浸電力ケーブル1は、内部クラフト紙層6及び外部クラフト紙層8を形成する工程で、クラフト紙テープの相対湿度を20%以下に保ちつつ紙巻きを実施するため、クラフト紙テープの水分を予め少なくして真空加熱乾燥による紙厚減少とそれに伴うテープ間面圧の減少を抑えることができる。また、プラスチックラミネート紙層7を形成する工程で、プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ紙巻きを実施するため、真空加熱乾燥後の紙厚減少量を大きくし、その後の絶縁油含浸によるプラスチック層の膨潤による紙厚増加量と相殺させて、紙間の面圧の過大な増加及びそれに起因するケーブル屈曲時の座屈じわの発生を抑えることができる。
【0026】
また、テープの巻き回し時の張力はテープ間の面圧に直接反映するパラメータであるが、上記のようにプラスチックラミネート紙テープの巻き回しを、クラフト紙テープの巻き回し時の張力の50%以下の張力で行うことにより、クラフト紙層6、8においては真空加熱乾燥による紙厚減少に伴うテープ間面圧の減少を抑え、プラスチックラミネート紙層7においては絶縁油含浸によるプラスチック層の膨潤によるテープ間面圧の増加を抑えることができる。テープの巻き回し時の張力及び湿度の組み合わせは、例えばプラスチックラミネート紙テープのプラスチック分率等に応じて適宜選定することができる。
【0027】
クラフト紙層6、8の厚さは0.3〜5mmであることが望ましい。クラフト紙はプラスチックラミネート紙よりも誘電率が大きいため、これを絶縁破壊が起こりやすい導体2側や外部遮蔽層4に配置することにより、インパルス電圧に対する電界飽和によって耐電圧特性を改善でき、プラスチックラミネート紙よりも体積抵抗率が低いため、直流電圧の電界を緩和して直流耐電圧特性を改善することができる。このような電界緩和によるインパルス破壊特性及び直流耐電圧特性の改善は、クラフト紙層2の厚さが0.3mm未満では効果がなく、5mmを越えると効果が飽和する。また、導体2側は絶縁破壊が起こりやすい部分であるため、内部クラフト紙層6に使用するクラフト紙テープは、テープ間面圧を小さくできる厚さ40〜100μmのものが望ましく、密度0.9〜1.1g/cm3の高密度紙であることが望ましい。
【0028】
プラスチックラミネート紙テープのプラスチックフィルムとしては、ポリプロピレン、ポリ−4−メチルペンテン−1、ポリブテン−1、ポリエチレンなどの無極性ポリオレフィンやテトラフルオロエチレン−ヘキサフルオロポリプロピレン共重合体、エチレン−テトラフルオロエチレン共重合体などのフッ素樹脂からなるものが用いられる。これらのなかでもポリプロピレンホモポリマーからなるものが好ましい。
また、プラスチックラミネート紙テープとして、ポリプロピレンラミネート紙(PPLP)テープを用いた場合、ポリプロピレンの分率が重量比で30〜60%程度で、厚さが100〜200μmであることが好ましい。
【0029】
さらに、プラスチックラミネート紙テープとして、巻き回した後の真空乾燥および絶縁油含浸を容易とし、その作業時間を短縮するために、ラミネート紙の表面に微細な凹凸を形成するエンボス処理を施したものや、プラスチックラミネート紙の表面の幅方向に微少な溝を多数形成したものなどを用いてもよい。
さらに、プラスチックラミネート紙として、表面にエンボス加工や溝付加工を施したものを用いれば、巻き回し後の真空乾燥、絶縁油含浸が容易に短時間で行うことができる。
さらに、クラフト紙層7は、導体2側または外部遮蔽層4側のいずれか一方に設けてもよく、好ましくは脱油ボイドが形成されやすい導体2側に設けることが望ましい。
【実施例】
【0030】
以下、具体例を示して作用、効果を明確にする。
断面積が1400mm2、導体占有率が95%以上のセグメンタル導体2に、導体遮蔽のカーボン紙、絶縁層として厚さ70μm、密度1.0g/cmのクラフト紙テープを巻き回して厚さ2mmの内部クラフト紙層6を形成し、その外側に厚さ125μm、ポリプロピレンの分率40%のPPLPテープを巻き回して厚さ16mmのプラスチックラミネート紙層7を形成し、更にその外側に厚さ100μm、密度1.0g/cmのクラフト紙テープを巻き回して厚さ2mmの外部クラフト紙層8を形成し、その外側にカーボン紙/金属化紙テープを巻き回して外部遮蔽層4を形成した後、120℃の温度で真空加熱乾燥処理した後、これらの紙層6〜8に、高粘度絶縁油として温度60℃での動粘度が500センチストークス以上のナフテン系鉱油を含浸して油浸絶縁層3を形成した。外部遮蔽層4の外側にシース5を設けて直流油浸電力ケーブル1を得た。
【0031】
油浸絶縁層3を構成するクラフト紙テープとPPLPテープの紙巻き時の相対湿度及び張力は表1に示す条件とした。表1中の相対湿度は、紙巻き工程を開始するに際しての前処理段階での相対湿度と紙巻き工程実行中の相対湿度の両方を意味する。クラフト紙テープとPPLPテープとで相対湿度が異なる場合は紙巻き室全体の湿度をPPLPテープの湿度とし、クラフト紙テープのセットしてある紙巻きヘッド内に所定湿度の乾燥空気を吹き流すことにより湿度調整を行った。また、紙巻き時の張力に関しては、絶縁層にクラフト紙のみを使用した一般的な直流油浸ソリッドケーブルの紙巻き時の張力を1.0とした相対値で表1に示してある。
【0032】
【表1】
【0033】
相対湿度及び張力を変えて製造した各々のケーブルについて、所定の曲げ試験を行った後における紙しわの発生状況を観察し、紙しわが発生しないケーブルについて、ヒートサイクル冷却中に直流破壊試験を行った。直流破壊試験は、導体温度が80℃になるように所定時間通電する加熱処理と所定時間非通電にする冷却処理とを繰り返すヒートサイクル(8時間通電、16時間非通電)下で冷却中の破壊電圧を測定する方法により実施した。試験結果は表2のとおりであった。なお、この種のケーブルに要求されるヒートサイクル直流試験電圧は運転電圧の1.8倍程度であるので、本ケーブルが500kVクラスに適用される直流ケーブルとすると900kV以上の直流破壊電圧が要求される。
【0034】
【表2】
【0035】
表2に示す試験結果によれば、比較例1では、クラフト紙もPPLPも共に相対湿度を20%以下とし、クラフト紙とPPLPの紙巻き張力を同一としたことにより、PPLPの膨潤によりテープ間面圧が過大となり、曲げ試験後に紙しわが発生している。
また、比較例2では、クラフト紙もPPLPも共に相対湿度を20%以上としたことにより、乾燥後のクラフト紙層のテープ間面圧の低下が大きくなることからヒートサイクル冷却中の直流破壊電圧が低下している。
一方、実施例1及び実施例2では、クラフト紙の相対湿度を20%以下、PPLPの相対湿度を20%以上とし、PPLPの紙巻き張力をクラフト紙の50%以下としているため、曲げ試験後の紙しわの発生もなく、ヒートサイクル冷却中の直流破壊電圧も良好である。
【符号の説明】
【0036】
1 直流油浸電力ケーブル
2 導体
3 油浸絶縁層
4 外部遮蔽層
5 シース
6 内部クラフト紙層
7 プラスチックラミネート紙層
8 外部クラフト紙層
【特許請求の範囲】
【請求項1】
導体側又は外部遮蔽層側若しくはその両方にクラフト紙テープ、残りの部分にプラスチックラミネート紙テープを巻き回し、これに高粘度絶縁油を含浸した非加圧タイプの直流油浸電力ケーブルの製造方法であって、
前記クラフト紙テープを巻き回す工程を、前記クラフト紙テープの相対湿度を20%以下に保ちつつ実施するとともに、前記プラスチックラミネート紙テープを巻き回す工程を、前記プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ実施することを特徴とする、直流油浸電力ケーブルの製造方法。
【請求項2】
前記プラスチックラミネート紙テープの巻き回し時のテープ断面積当りの張力(張力=紙巻力/(テープ幅×テープ厚)、以下単に張力と言う)は、前記クラフト紙テープの巻き回し時の張力の50%以下である、請求項1記載の直流油浸電力ケーブルの製造方法。
【請求項3】
前記プラスチックラミネート紙テープは、プラスチックフィルムの両面にクラフト紙を貼り合わせてなり、前記導体側又は前記外部遮蔽層側若しくはその両方にクラフト紙テープを巻き回してなるクラフト紙層の厚さが0.3〜5mmであることを特徴とする、請求項1又は2記載の直流油浸電力ケーブルの製造方法。
【請求項1】
導体側又は外部遮蔽層側若しくはその両方にクラフト紙テープ、残りの部分にプラスチックラミネート紙テープを巻き回し、これに高粘度絶縁油を含浸した非加圧タイプの直流油浸電力ケーブルの製造方法であって、
前記クラフト紙テープを巻き回す工程を、前記クラフト紙テープの相対湿度を20%以下に保ちつつ実施するとともに、前記プラスチックラミネート紙テープを巻き回す工程を、前記プラスチックラミネート紙テープの相対湿度を20%以上に保ちつつ実施することを特徴とする、直流油浸電力ケーブルの製造方法。
【請求項2】
前記プラスチックラミネート紙テープの巻き回し時のテープ断面積当りの張力(張力=紙巻力/(テープ幅×テープ厚)、以下単に張力と言う)は、前記クラフト紙テープの巻き回し時の張力の50%以下である、請求項1記載の直流油浸電力ケーブルの製造方法。
【請求項3】
前記プラスチックラミネート紙テープは、プラスチックフィルムの両面にクラフト紙を貼り合わせてなり、前記導体側又は前記外部遮蔽層側若しくはその両方にクラフト紙テープを巻き回してなるクラフト紙層の厚さが0.3〜5mmであることを特徴とする、請求項1又は2記載の直流油浸電力ケーブルの製造方法。
【図1】

【公開番号】特開2011−216262(P2011−216262A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−82062(P2010−82062)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(000005186)株式会社フジクラ (4,463)
【出願人】(502308387)株式会社ビスキャス (205)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(000005186)株式会社フジクラ (4,463)
【出願人】(502308387)株式会社ビスキャス (205)
【Fターム(参考)】
[ Back to top ]