
直流用複合紙ソリッドケーブル
【課題】長距離・大容量の電力供給線路の構築に好適な直流用複合紙ソリッドケーブルを提供する。
【解決手段】複合紙ソリッドケーブル10は、絶縁紙3bと樹脂3aとが積層された複合紙(半合成絶縁紙)が導体1の外周に巻回されて、絶縁油が含浸された絶縁層3を具える。複合紙に絶縁油を含浸させる前後における樹脂の厚さの変化率を膨潤指標とするとき、絶縁層3には、複合紙ソリッドケーブル10の全長に亘って、膨潤指標のばらつきが所定の範囲内(例えば、膨潤指標の基準値をAとするとき、A±1%以内)に管理された複合紙が用いられている。複合紙ソリッドケーブル10は、その長手方向に亘って膨潤指標のばらつきが小さく、機械的特性の弱点が局所的に存在し難いことから、長距離・大容量の海底電力線路の構成部材として好適に利用できる。
【解決手段】複合紙ソリッドケーブル10は、絶縁紙3bと樹脂3aとが積層された複合紙(半合成絶縁紙)が導体1の外周に巻回されて、絶縁油が含浸された絶縁層3を具える。複合紙に絶縁油を含浸させる前後における樹脂の厚さの変化率を膨潤指標とするとき、絶縁層3には、複合紙ソリッドケーブル10の全長に亘って、膨潤指標のばらつきが所定の範囲内(例えば、膨潤指標の基準値をAとするとき、A±1%以内)に管理された複合紙が用いられている。複合紙ソリッドケーブル10は、その長手方向に亘って膨潤指標のばらつきが小さく、機械的特性の弱点が局所的に存在し難いことから、長距離・大容量の海底電力線路の構成部材として好適に利用できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、導体の外周に複合紙(半合成絶縁紙)を用いた油浸絶縁層を具える直流用複合紙ソリッドケーブルに関する。特に、長距離で大容量の海底電力線路の構成部材に好適な直流用複合紙ソリッドケーブルに関するものである。
【背景技術】
【0002】
海底電力線路を構成する電力ケーブルとして、導体の外周に絶縁テープが巻回され、この巻回層に絶縁油が含浸された絶縁層を具えるソリッドケーブルがある。絶縁テープには、従来、クラフト紙が利用されている。特許文献1では、絶縁テープとして、クラフト紙とポリオレフィン系樹脂とを複合した複合紙(半合成絶縁紙)、例えば、PPLP(住友電気工業株式会社の登録商標)を利用することを提案している。PPLP(登録商標)を利用することで、直流送電にあたり、DCストレスの多くを樹脂成分(PP成分)が負担したり、樹脂によって絶縁油の移動を抑制して脱油の影響を低減したりすることができる。
【0003】
PPLP(登録商標)といった複合紙は、従来、OFケーブル用の絶縁テープとして設計されたものである。含浸可能な粘度となる温度(一般に高温)にした絶縁油が含浸されるソリッドケーブルと異なり、OFケーブルは、常温の絶縁油が含浸され、運転時に絶縁油が供給、加圧されて使用される。また、OFケーブルでは、運転時の導体の温度上昇によって絶縁油の温度が上昇して、複合紙中の樹脂が膨潤する。そのため、従来の複合紙は、OFケーブルの運転時の最高使用温度における最大膨潤量が所定の範囲を満たすように製造される。OFケーブルでは、この最大膨潤量以下であれば、ケーブル性能上問題ないことが確認されている。
【0004】
OFケーブルでは、運転前において複合紙中の樹脂が膨潤しておらず、複合紙中の絶縁紙の乾燥に起因する絶縁厚さの低減によって、絶縁層を構成する絶縁紙間に多くの隙間が存在すると推測される。しかし、運転時、この隙間に絶縁油が充填されて加圧されることで、OFケーブルは、所定の電気絶縁性能が得られる。
【0005】
また、OFケーブルに代表される一般的な絶縁紙ケーブルでは、絶縁紙中の水分を除去するために真空乾燥を行う。乾燥温度が高いほど、真空乾燥時間を短くできるため、上記真空乾燥は、通常、135℃程度までの高温でなされる。一方、絶縁油の含浸は、温度が高いほど熱劣化の要素が入ることから、OFケーブルでは可能な限り低い温度で行われる。このようにOFケーブルでは、乾燥温度と、絶縁油の含浸温度とが異なっている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11-224546号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
非常に長距離(例えば、数百km)に及ぶ大容量の海底電力線路を構築するには、長距離であることから、直流電力ケーブルの適用が必須となる。大容量の直流電力ケーブルには、複合紙ソリッドケーブルが適すると考えられる。しかし、用いる複合紙によっては、長距離海底電力線路に求められる所定の電気絶縁性能を満たすために必要な機械的特性(曲げなど)を十分に満たすことができない恐れがある、との知見を得た。
【0008】
そこで、本発明の目的は、長距離海底電力線路の構築に好適な直流用複合紙ソリッドケーブルを提供することにある。
【課題を解決するための手段】
【0009】
上述した所定の電気絶縁性能を満たすために必要な機械的特性が不十分となった理由の一つとして、複合紙ソリッドケーブルとOFケーブルとでは、樹脂が膨潤する時期が異なることが考えられる。
【0010】
OFケーブルでは、上述のように運転前に樹脂が膨潤しておらず、運転時の温度履歴によって経時的に膨潤量が変化する。
【0011】
一方、複合紙ソリッドケーブルでは、比較的高粘度の絶縁油を利用する必然性から、製造時に絶縁油を含浸するにあたり、上述のように含浸可能な粘度となるように絶縁油を高い温度にする。この温度は、実際に運転する温度よりもはるかに高い温度、代表的には、OFケーブルの最高使用温度(85℃)よりも高い温度にする。特に、複合紙ソリッドケーブルでは、樹脂の存在によって含浸時間が長くなることから、含浸時の絶縁油の粘度を低くするためにも、含浸温度を高くする傾向にある。従って、複合紙ソリッドケーブルは、製造段階における絶縁油の含浸時に膨潤する。
【0012】
このような複合紙ソリッドケーブルに対して、OFケーブルと同様に、許容し得る最大膨潤量に基づいて設計・製造すると、例えば、膨潤量が小さい複合紙を使用すれば絶縁紙間に隙間が生じ、絶縁油によって加圧されないソリッドケーブルでは電気絶縁性能の低下を招く。或いは、現実的で、かつ平均的な膨潤量に基づいて複合紙ソリッドケーブルを設計・製造すると、膨潤量のばらつきによって、最大膨潤量が許容し得ない恐れがある。従って、当該複合紙ソリッドケーブルに対して、上記最大膨潤量や上記平均的な膨潤量は適切な指標とはいえない。
【0013】
複合紙ソリッドケーブルの製造にあたり、予め使用する複合紙の膨潤特性が分かり、所定のばらつき内であれば、例えば、複合紙の紙巻条件などを調整することで所定の性能を有する複合紙ソリッドケーブルを製造可能である。しかし、長距離海底電力線路に利用するような複合紙ソリッドケーブルを製造する場合、その構成材料である複合紙が大量に必要であり、長期間に亘って製造された複数の製造ロットのものを利用することになる。この製造ロットの平均値が変動した場合、長距離海底電力線路に適した複合紙ソリッドケーブルを同一の製造条件で製造することが困難である。
【0014】
従って、長距離海底電力線路に利用する直流用複合紙ソリッドケーブルには、は膨潤量の平均値(基準値)とばらつきとの両方を管理した複合紙を使用する必要がある。
【0015】
上記の事情から、本発明者らは、長距離海底電力線路に利用する複合紙ソリッドケーブルの製造にあたり、複数の製造ロットの複合紙を利用する場合、製造ロットごとに、絶縁油の含浸前後における膨潤状態を確認し、特定の範囲を満たす複合紙のみを用いることが好ましい、と考えた。このような特定の複合紙を用いて製造した複合紙ソリッドケーブルは、所定の電気絶縁性能を満たすために必要な機械的特性をその全長に亘って均一的に有し、機械的弱点などが局所的に存在し難い、と期待される。本発明は、上記知見に基づくものである。
【0016】
本発明は、絶縁紙と樹脂とが積層された複合紙が導体の外周に巻回されて、絶縁油が含浸された絶縁層を具える直流用複合紙ソリッドケーブルに係るものであり、上記複合紙に絶縁油を含浸させる前後における上記樹脂の厚さの変化率を膨潤指標とするとき、上記絶縁層には、当該直流用複合紙ソリッドケーブルの全長に亘って、上記膨潤指標のばらつきが所定の範囲内に管理された複合紙が用いられていることを特徴とする。膨潤指標の詳細は後述する。
【0017】
本発明ソリッドケーブルは、絶縁層が上記特定の複合紙(半合成絶縁紙)により構成されていることで、その全長に亘って膨潤状態が均一的である。従って、曲げなどの機械的特性における弱点や絶縁特性における弱点が局所的に存在せず、長距離海底電力線路、特に大容量の線路であっても、その構成部材に好適に利用することができる。
【0018】
本発明の一形態として、上記絶縁層には、上記膨潤指標の基準値をAとするとき、上記膨潤指標のばらつきがA±1%以内である複合紙が用いられた形態が挙げられる。
【0019】
上記形態は、膨潤指標のばらつきが十分に小さく、長距離海底電力線路の構成部材に好適に利用することができる。
【0020】
上記膨潤指標のばらつきがA±1%以内である形態として、上記膨潤指標の測定に用いる絶縁油がT-2015である形態が挙げられる。
【0021】
T-2015は、クラフト紙ソリッドケーブルの絶縁油として従来から利用されており、標準的な測定用油として利用し易い。膨潤指標の測定にT-2015を利用した上記形態では、膨潤指標のばらつきがA±1%以内を満たすように管理された複合紙を用いることで、長手方向に均一的な機械的特性を有する直流用複合紙ソリッドケーブルとすることができる。
【0022】
本発明の一形態として、上記膨潤指標の測定において絶縁油の含浸温度を110℃〜120℃とする形態が挙げられる。
【0023】
含浸温度が高いほど(例えば、85℃以上、更に100℃以上)、比較的高粘度の絶縁油であっても含浸させ易くなる。含浸温度が上記範囲を満たす上記形態は、比較的高粘度な絶縁油であっても、良好に含浸することができる。
【0024】
上記絶縁油がT-2015である形態として、上記膨張指標の基準値:Aが7%以下である形態が挙げられる。
【0025】
膨潤指標の基準値:Aが大き過ぎると、絶縁油が含浸し難くなったり、膨潤によってケーブルの絶縁層が固くなって可撓性を低下させたりする。上記形態は、基準値:Aが小さいことから、膨潤指標の範囲(基準値:A±ばらつき)が十分に小さく、絶縁油をT-2015とする複合紙ソリッドケーブルとした場合、このケーブルは、その全長に亘って膨潤指標のばらつきが十分に小さい上に、曲げなどの機械的特性にも優れる。また、膨潤指標の基準値:Aが小さいと、ばらつきが所定の範囲にあれば、例えば、紙巻条件などを調整することで良好な特性を有するケーブルが得られるため、製造管理面での問題が生じない。クラフト紙ソリッドケーブルを構成するクラフト紙が膨潤しないことからも、上記膨潤指標は、絶縁層が固くなり過ぎない条件を規格化することに相当するといえる。
【0026】
本発明の一形態として、上記絶縁層には、上前記膨潤指標の基準値をAとするとき、上記膨潤指標のばらつきがA±(A×0.15)%以内である複合紙が用いられた形態が挙げられる。
【0027】
上記形態は、膨潤指標のばらつきが十分に小さく、長距離海底電力線路の構成部材に好適に利用することができる。
【0028】
上記膨潤指標のばらつきがA±(A×0.15)%以内である形態として、上記膨潤指標の測定に用いる絶縁油が当該直流用複合紙ソリッドケーブルに使用する絶縁油と同じものとする形態が挙げられる。また、この絶縁油として、ポリブデン系絶縁油が挙げられる。
【0029】
上述のT-2015によって膨潤指標を規格化すると、含浸する絶縁油の種類を変更した場合、T-2015を含浸した場合への換算が必要となる。膨潤指標の基準値:Aは、含浸する絶縁油の種類によって異なる。また、膨潤指標の基準値:Aは、温度と比例関係がある。従って、膨潤指標のばらつきをその基準値:Aに連動して変化させた値を利用することが合理的であるといえる。上記形態は、直流用複合紙ソリッドケーブルに使用する絶縁油に応じた膨潤指標を確実に把握できる。絶縁油としてポリブデン系絶縁油を利用する場合、膨潤指標のばらつきがA±(A×0.15)%以内、好ましくはA±(A×0.08)%以内を満たすように管理された複合紙を用いることで、長手方向により均一的な特性を有する直流用複合紙ソリッドケーブルとすることができる。
【0030】
本発明の一形態として、上記複合紙の厚さが70μm以上200μm以下である形態が挙げられる。
【0031】
上記範囲を満たす厚さの複合紙は、複合紙ソリッドケーブルの絶縁層に好適に利用することができる。
【0032】
本発明の一形態として、上記複合紙がクラフト紙とポリオレフィン系樹脂とが積層されたラミネート材である形態が挙げられる。
【0033】
上記ラミネート材(好ましくはPPLP(登録商標))を直流用複合紙ソリッドケーブルの絶縁層に利用した上記形態は、(1)絶縁層の厚さを小さくでき、ケーブル径を小さくできる、(2)運転時の最高到達温度を高められ、大容量化が可能である、といった利点を有する。
【0034】
本発明の一形態として、上記複合紙がスーパーカレンダー加工を施していないものである形態が挙げられる。
【0035】
上記形態は、絶縁紙に機械的なクッション性を期待できる。クッション性を有することで、膨潤のばらつきをある程度吸収することができると期待される。
【発明の効果】
【0036】
本発明直流用複合紙ソリッドケーブルは、長距離海底電力線路の構成部材に好適に利用することができる。
【図面の簡単な説明】
【0037】
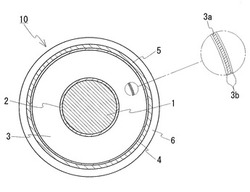
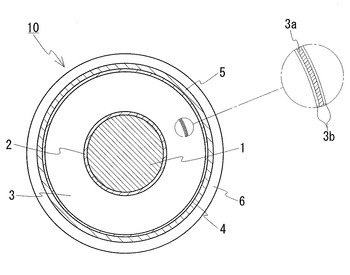
【図1】本発明直流用複合紙ソリッドケーブルの一例を示す断面図である。
【発明を実施するための形態】
【0038】
以下、図面を適宜参照して、本発明の実施の形態を説明する。
【0039】
(全体構成)
複合紙ソリッドケーブル10は、基本的構成は従来のソリッドケーブルと同様であり、代表的には、中心から順に導体1、内部半導電層2、絶縁層3、外部半導電層4を具えるケーブルコアを具え、このケーブルコアが金属シース5に収納されている。金属シース5の外周には、防食層6、更にその外周には鉄線鎧装(図示せず)が形成される。金属シース5上、又は防食層6上にステンレステープなどで構成した補強層(図示せず)を具える形態とすることができる。
【0040】
絶縁層3は、絶縁紙3bと樹脂3aとが積層された複合紙(半合成絶縁紙)を巻回してなる巻回層と、この巻回層に含浸された絶縁油とから構成される油浸絶縁層である。絶縁層3の内外には、複合紙よりも抵抗率:ρが小さい材料、具体的にはクラフト紙といった絶縁紙を巻回してなる低ρ層(図示せず)を設けている。低ρ層は、絶縁層3において、ストレスが高く導体1の影響を受け易い部分が受けるストレスを低減して、絶縁性能を高められる。
【0041】
複合紙ソリッドケーブル10は、例えば、以下のようにして製造する。導体1の外周に、内部半導電層2、絶縁層3、外部半導電層4を順に形成し、ケーブルコアを作製する。得られたケーブルコアをタンク内に巻き取って、水分や空気などを除去するために真空中で加熱乾燥した後、所定の温度の絶縁油を複合紙の巻回層に加圧含浸する。このケーブルコアの上に金属シース5、防食層6、鉄線鎧装などを順に形成する。
【0042】
複合紙ソリッドケーブル10の特徴とするところは、絶縁層3を構成する複合紙として、膨潤指標のばらつきが所定の範囲に管理されたものが用いられている点にある。以下、この特徴点を詳細に説明する。
【0043】
(複合紙)
絶縁紙3aは、クラフト紙、樹脂3aは、ポリオレフィン系樹脂が代表的である。ポリオレフィン系樹脂は、ポリプロピレン:PP、ポリエチレン:PE、ポリメチルペンテン:PMPなどが挙げられる。ポリオレフィン系樹脂を具える複合紙として、ポリプロピレン層の両面にクラフト紙が積層された構造であるPPLP(登録商標)が挙げられる。
【0044】
複合紙の厚さは、70μm以上200μm以下が好ましく、特に、80μm〜150μmがより好ましい。この複合紙の厚さ:Ttotalにおける樹脂3aの厚さ:TRの割合:TR/Ttotal(以下、この割合をk値と呼ぶ)は、適宜選択することができるが、0.4〜0.8程度が利用し易い。複合紙にスーパーカレンダー加工を施すと、k値を高められ、スーパーカレンダー加工を施さない場合、絶縁紙が当該加工によって圧縮されないことで、クッション性を期待できる。クッション性があると、樹脂の膨潤による厚さの増加をある程度吸収でき、複合紙の座屈といった不具合が生じ難く、巻回層を構成する隣接する複合紙における絶縁紙間に電気的弱点(絶縁破壊の起点)となり得る空隙が生じ難い。
【0045】
(絶縁油)
絶縁油は、例えば、60℃における動粘度が500mm2/s(500cst)以上の高粘度油、60℃における動粘度が10mm2/s(10cst)以上500mm2/s(500cst)未満である中粘度油などが挙げられる。具体的には、ナフテン系油(例えば、H&R社製商品名:T-2015)、ポリスチレン系絶縁油、鉱油、アルキルベンゼンやポリブデン系の合成油、及び重質アルキレートから選択される1種、或いは、これら2種以上の混合油などが挙げられる。絶縁油は、粘度−温度特性、膨潤指標、その他、経済性、供給性などを考慮して選択するとよい。
【0046】
(膨潤指標の定義)
膨潤指標とは、複合紙に絶縁油を含浸させる前後における樹脂の厚さの変化率とし、以下のように測定する。
【0047】
複合紙の絶縁紙部分を除去した樹脂の質量を樹脂の比重で除した値(体積)を求め、この除した値(体積)を単位面積あたりに換算した値(体積/面積)を初期の厚さ:Tcとする。また、含浸温度にした絶縁油にこの樹脂を含浸して膨潤させる前後の樹脂の厚さ変化(差)を膨潤による厚さ変化:Tppとする。
【0048】
上述のk値が分かっている場合、k値と複合紙の厚さとを利用して、初期の厚さ:Tcを求めることができる。具体的には、初期の厚さ:Tcは、絶縁油の含浸前における複合紙の厚さ:Tctotalとk値との積:Tctotal×kによって求められる。
【0049】
初期の厚さ:Tc及び絶縁油の含浸前後の厚さ変化:Tppの測定はいずれも、対象を1枚のみとしてもよいし、複数枚とし、複数枚の積層体の厚さを測定し、1枚あたりの厚さに換算してもよい。複数枚の積層体の厚さを測定する場合、厚さの変化の絶対値が1枚のときよりも大きくなることから、測定対象の厚さの測定が行い易く、かつ平均的な厚さを測定できる傾向にあることから、測定誤差を低減できると期待される。
【0050】
特に、上記含浸前後の厚さ変化は、複合紙の状態で測定することが合理的である。この場合、含浸前後の厚さ変化の測定には、代表的には、通常の膨潤特性の測定と同様に一定の荷重を複合紙に印加して行う。ここで、荷重を印加した状態で乾燥を行うと、複合紙中の絶縁紙において乾燥に起因する厚さ変化が生じる。この後に絶縁油の含浸を行うと、絶縁油の含浸前後で絶縁紙の厚さが実質的に変化しない。従って、絶縁紙の厚さの変化を伴わない測定を行える。
【0051】
上述のようにして求めた初期の厚さTc及び含浸前後の厚さ変化:Tppを用いて、膨潤指標は、(Tpp/Tc)×100(%)とする。
【0052】
ここで、直流用複合紙ソリッドケーブルの製造にあたり、上述のように真空乾燥後に絶縁油を含浸する場合であって、絶縁油の含浸温度を高い温度とする場合、絶縁油の含浸前後において温度を変えない、つまり、上述の乾燥工程での乾燥温度と絶縁油の含浸温度とを同一にして製造すると、製造の効率化が図れる場合がある。勿論、上述の一般の紙絶縁ケーブルのように、直流用複合紙ソリッドケーブルの製造においても、乾燥温度と含浸温度とを異ならせることができる。
【0053】
一方、膨潤指標は、乾燥温度と含浸温度との異同に係わらず、使用する複合紙そのものの特性の管理に資するものである。従って、乾燥温度と含浸温度との差に基づく熱膨張による厚さ変化を膨潤指標に含めることは、合理的ではないと考えられる。また、膨潤指標の測定時における作業性の向上も考慮すると、膨潤指標は、乾燥温度と含浸温度とを同じ温度として測定することが好ましい、といえる。そこで、本発明では、膨潤指標は、基本的には、絶縁油の含浸前後の温度を同じにして測定し、温度変化による熱膨張による厚さの変化は含まないものとする。乾燥温度と絶縁油の含浸温度とが異なる場合には、熱膨張分を考慮して、当該含浸温度における絶縁油の含浸前の厚さを換算して、膨潤指標を算出する。
【0054】
(膨潤指標のばらつき)
上記膨潤指標は、複合紙の製造ロットごとに調べる。一つの製造ロットの複合紙について、少なくとも一箇所(例えば、端部)、好ましくは長手方向の複数箇所(例えば、両端の二箇所)から試験片をとり、複数の試験片について膨潤指標を調べる。そして、この試験片の膨潤指標(複数の試験片の膨潤指標を調べた場合には、その平均値)をその製造ロットの膨潤指標とする。
【0055】
膨潤指標を測定するときの絶縁油と、実際に製造する複合紙ソリッドケーブルに用いる絶縁油とは、異なったものとすることができる。例えば、膨潤指標の測定に用いる絶縁油のみ、上述のT-2015を利用することができる。ここで、含浸温度を高くすると膨潤し易くなり、膨潤指標の値やばらつきが大きくなる傾向にある。そこで、クラフト紙ソリッドケーブルに利用されているT-2015を高い温度で含浸することで、複合紙の膨潤指標の値やばらつきを高く設定することができる。そして、膨潤指標の測定にT-2015などの含浸温度を高くする絶縁油を利用し、実際のケーブルには含浸温度がより低い絶縁油、又は膨潤量そのものが小さい絶縁油を利用する場合、上記設定した膨潤指標の絶対値やばらつきは、実際のケーブルの膨潤指標に対して尤度を見込んだ値となる。従って、この膨潤指標のばらつきが特定の範囲内である複合紙を用いて実際に製造した直流用複合紙ソリッドケーブルは、膨潤指標の絶対値が小さく、かつ膨潤指標のばらつきも小さく、所定の電気絶縁性能を満たすために必要な機械的特性をその全長に亘って均一的に有することができる。
【0056】
一方、膨潤指標の測定に用いる絶縁油と、実際に製造する複合紙ソリッドケーブルに用いる絶縁油とを同じものとすると、測定した膨潤指標の絶対値やばらつきは、そのまま実際のケーブルの絶縁層の値となる。従って、この形態は、実際のケーブルの膨潤指標を把握することができる。
【0057】
膨潤指標の基準値は、適宜設定することができる。例えば、複合紙の仕様(厚さやk値など)、絶縁油の種類、含浸温度などを変化させたときの膨潤指標をそれぞれ予め測定し、この蓄積したデータを参照して、複合紙の仕様や絶縁油の種類に応じた基準値を決定することができる。或いは、複数の製造ロットの平均値を基準値とすることができる。或いは、上記蓄積データをリファレンスとして、上記平均値をリファレンスに基づいて補正した値を基準値とすることができる。
【0058】
膨潤指標が大き過ぎると、過度に膨潤していることで、ケーブルの径方向における内部圧力が増大し、曲げなどの機械的特性に劣る。従って、膨潤指標は低い方が好ましい。例えば、T-2015といった高粘度の絶縁油を用いる場合、上述のように膨潤し易く膨潤指標が高くなる傾向にあることから、膨潤指標の基準値は、7%以下が好ましい。ポリブデン系絶縁油では、選択する粘度によって膨潤量が異なるが、膨潤指標の基準値は、T-2015の場合よりも小さい方が好ましく、5%以下が好ましい。
【0059】
また、基準値:Aに対するずれの許容範囲(ばらつきの範囲)も、複合紙の仕様(厚さやk値など)、絶縁油の種類、含浸温度などに応じて、適宜設定することができる。例えば、T-2015といった高粘度の絶縁油を用いる場合、A±1%以内が好ましく、ポリブデン系絶縁油を用いる場合、その絶縁油の膨潤指標の基準値に則してA±(A×0.15)%以内が好ましい。
【0060】
そして、製造ロットごとに測定した膨潤指標と設定した基準値とを比較し、基準値からのずれを調べ、基準値からのずれ(標準指標のばらつき)が所定の範囲内である製造ロットの複合紙のみをケーブルの材料に用いる。
【0061】
<試験例>
複数の製造ロットの複合紙を用意して、各製造ロットの複合紙を用いて試験用ケーブルをそれぞれ作製し、機械的特性を調べた。
【0062】
いずれの試験用ケーブルについても、複合紙には、厚さ:100μm、k値(PP比率):0.56であるPPLP(登録商標)を用いた。ロットNo.1の複合紙は、スーパーカレンダー掛けを行い、ロットNo.2,3の複合紙は、スーパーカレンダー掛けを行っていない。これらロットNo.1〜3の複合紙の膨潤指標を測定した結果を表1に示す。膨潤指標は、絶縁油にT-2015を用い(含浸温度:110℃〜120℃)、各製造ロットからサンプリングされた試験片によって測定された値である。
【0063】
ロットNo.1〜3の複合紙をそれぞれ用いて、試料No.1〜3の試験用ケーブルを作製した。各試験用ケーブルは、異なる製造ロットの複合紙を用いた以外の構成は同じとした。そして、作製した各試験用ケーブルの機械的特性を調べた。その結果を表1に示す。ここでは、機械的特性は、製造時の機械履歴に相当する機械試験(曲げ試験)を行った。
【0064】
【表1】

【0065】
表1に示すように、製造ロットによって膨潤指標が大きく変動する場合があることがわかる。また、この膨潤指標測定条件(表1に示すPPLP(登録商標)及びT-2015使用、含浸温度:110℃〜120℃)では、膨潤指標が9.5%であると機械的特性に劣り、膨潤指標の上限は、8.0%であるといえる。更に、膨潤指標が6.7%であると、機械的特性に優れるといえる。
【0066】
以上の試験結果から、膨潤指標の基準値を7%とすると、基準値:7%±1%以内であるロットNo.2,3の複合紙のみを用いて、直流用複合紙ソリッドケーブルを作製することで、その長手方向に亘って膨潤指標のばらつきが小さく、機械的特性の弱点が局所的に存在し難いケーブルが得られるといえる。そして、得られた直流用複合紙ソリッドケーブルは、その長手方向に亘って均一的なケーブル特性を有することで、長距離の海底電力線路の構成部材として好適に利用できる。
【0067】
なお、ロットNo.2,3における膨潤指標の差に基づく機械的特性の差異は、例えば、複合紙の巻き付け張力を変えるなどの操作を行うことで、ある程度是正できると期待される。また、膨潤指標が小さくなり過ぎると、所定の紙巻条件では絶縁紙間に隙間が生じる可能性がある。従って、定められた製造条件の範囲内で、長距離・大容量の線路に利用可能な直流用複合紙ソリッドケーブルを製造するためには、本発明で規定する膨潤指標の管理が重要である。
【0068】
本発明は、上述した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で適宜変更することが可能である。例えば、複合紙の厚さ・k値、絶縁油の材質などを適宜変更することができる。
【産業上の利用可能性】
【0069】
本発明直流用複合紙ソリッドケーブルは、長距離・大容量の電力供給線路、特に海底電力線路の構成部材に好適に利用することができる。
【符号の説明】
【0070】
10 複合紙ソリッドケーブル
1 導体 2 内部半導電層 3 絶縁層 3a 樹脂 3b 絶縁紙
4 外部半導電層 5 金属シース 6 防食層
【技術分野】
【0001】
本発明は、導体の外周に複合紙(半合成絶縁紙)を用いた油浸絶縁層を具える直流用複合紙ソリッドケーブルに関する。特に、長距離で大容量の海底電力線路の構成部材に好適な直流用複合紙ソリッドケーブルに関するものである。
【背景技術】
【0002】
海底電力線路を構成する電力ケーブルとして、導体の外周に絶縁テープが巻回され、この巻回層に絶縁油が含浸された絶縁層を具えるソリッドケーブルがある。絶縁テープには、従来、クラフト紙が利用されている。特許文献1では、絶縁テープとして、クラフト紙とポリオレフィン系樹脂とを複合した複合紙(半合成絶縁紙)、例えば、PPLP(住友電気工業株式会社の登録商標)を利用することを提案している。PPLP(登録商標)を利用することで、直流送電にあたり、DCストレスの多くを樹脂成分(PP成分)が負担したり、樹脂によって絶縁油の移動を抑制して脱油の影響を低減したりすることができる。
【0003】
PPLP(登録商標)といった複合紙は、従来、OFケーブル用の絶縁テープとして設計されたものである。含浸可能な粘度となる温度(一般に高温)にした絶縁油が含浸されるソリッドケーブルと異なり、OFケーブルは、常温の絶縁油が含浸され、運転時に絶縁油が供給、加圧されて使用される。また、OFケーブルでは、運転時の導体の温度上昇によって絶縁油の温度が上昇して、複合紙中の樹脂が膨潤する。そのため、従来の複合紙は、OFケーブルの運転時の最高使用温度における最大膨潤量が所定の範囲を満たすように製造される。OFケーブルでは、この最大膨潤量以下であれば、ケーブル性能上問題ないことが確認されている。
【0004】
OFケーブルでは、運転前において複合紙中の樹脂が膨潤しておらず、複合紙中の絶縁紙の乾燥に起因する絶縁厚さの低減によって、絶縁層を構成する絶縁紙間に多くの隙間が存在すると推測される。しかし、運転時、この隙間に絶縁油が充填されて加圧されることで、OFケーブルは、所定の電気絶縁性能が得られる。
【0005】
また、OFケーブルに代表される一般的な絶縁紙ケーブルでは、絶縁紙中の水分を除去するために真空乾燥を行う。乾燥温度が高いほど、真空乾燥時間を短くできるため、上記真空乾燥は、通常、135℃程度までの高温でなされる。一方、絶縁油の含浸は、温度が高いほど熱劣化の要素が入ることから、OFケーブルでは可能な限り低い温度で行われる。このようにOFケーブルでは、乾燥温度と、絶縁油の含浸温度とが異なっている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11-224546号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
非常に長距離(例えば、数百km)に及ぶ大容量の海底電力線路を構築するには、長距離であることから、直流電力ケーブルの適用が必須となる。大容量の直流電力ケーブルには、複合紙ソリッドケーブルが適すると考えられる。しかし、用いる複合紙によっては、長距離海底電力線路に求められる所定の電気絶縁性能を満たすために必要な機械的特性(曲げなど)を十分に満たすことができない恐れがある、との知見を得た。
【0008】
そこで、本発明の目的は、長距離海底電力線路の構築に好適な直流用複合紙ソリッドケーブルを提供することにある。
【課題を解決するための手段】
【0009】
上述した所定の電気絶縁性能を満たすために必要な機械的特性が不十分となった理由の一つとして、複合紙ソリッドケーブルとOFケーブルとでは、樹脂が膨潤する時期が異なることが考えられる。
【0010】
OFケーブルでは、上述のように運転前に樹脂が膨潤しておらず、運転時の温度履歴によって経時的に膨潤量が変化する。
【0011】
一方、複合紙ソリッドケーブルでは、比較的高粘度の絶縁油を利用する必然性から、製造時に絶縁油を含浸するにあたり、上述のように含浸可能な粘度となるように絶縁油を高い温度にする。この温度は、実際に運転する温度よりもはるかに高い温度、代表的には、OFケーブルの最高使用温度(85℃)よりも高い温度にする。特に、複合紙ソリッドケーブルでは、樹脂の存在によって含浸時間が長くなることから、含浸時の絶縁油の粘度を低くするためにも、含浸温度を高くする傾向にある。従って、複合紙ソリッドケーブルは、製造段階における絶縁油の含浸時に膨潤する。
【0012】
このような複合紙ソリッドケーブルに対して、OFケーブルと同様に、許容し得る最大膨潤量に基づいて設計・製造すると、例えば、膨潤量が小さい複合紙を使用すれば絶縁紙間に隙間が生じ、絶縁油によって加圧されないソリッドケーブルでは電気絶縁性能の低下を招く。或いは、現実的で、かつ平均的な膨潤量に基づいて複合紙ソリッドケーブルを設計・製造すると、膨潤量のばらつきによって、最大膨潤量が許容し得ない恐れがある。従って、当該複合紙ソリッドケーブルに対して、上記最大膨潤量や上記平均的な膨潤量は適切な指標とはいえない。
【0013】
複合紙ソリッドケーブルの製造にあたり、予め使用する複合紙の膨潤特性が分かり、所定のばらつき内であれば、例えば、複合紙の紙巻条件などを調整することで所定の性能を有する複合紙ソリッドケーブルを製造可能である。しかし、長距離海底電力線路に利用するような複合紙ソリッドケーブルを製造する場合、その構成材料である複合紙が大量に必要であり、長期間に亘って製造された複数の製造ロットのものを利用することになる。この製造ロットの平均値が変動した場合、長距離海底電力線路に適した複合紙ソリッドケーブルを同一の製造条件で製造することが困難である。
【0014】
従って、長距離海底電力線路に利用する直流用複合紙ソリッドケーブルには、は膨潤量の平均値(基準値)とばらつきとの両方を管理した複合紙を使用する必要がある。
【0015】
上記の事情から、本発明者らは、長距離海底電力線路に利用する複合紙ソリッドケーブルの製造にあたり、複数の製造ロットの複合紙を利用する場合、製造ロットごとに、絶縁油の含浸前後における膨潤状態を確認し、特定の範囲を満たす複合紙のみを用いることが好ましい、と考えた。このような特定の複合紙を用いて製造した複合紙ソリッドケーブルは、所定の電気絶縁性能を満たすために必要な機械的特性をその全長に亘って均一的に有し、機械的弱点などが局所的に存在し難い、と期待される。本発明は、上記知見に基づくものである。
【0016】
本発明は、絶縁紙と樹脂とが積層された複合紙が導体の外周に巻回されて、絶縁油が含浸された絶縁層を具える直流用複合紙ソリッドケーブルに係るものであり、上記複合紙に絶縁油を含浸させる前後における上記樹脂の厚さの変化率を膨潤指標とするとき、上記絶縁層には、当該直流用複合紙ソリッドケーブルの全長に亘って、上記膨潤指標のばらつきが所定の範囲内に管理された複合紙が用いられていることを特徴とする。膨潤指標の詳細は後述する。
【0017】
本発明ソリッドケーブルは、絶縁層が上記特定の複合紙(半合成絶縁紙)により構成されていることで、その全長に亘って膨潤状態が均一的である。従って、曲げなどの機械的特性における弱点や絶縁特性における弱点が局所的に存在せず、長距離海底電力線路、特に大容量の線路であっても、その構成部材に好適に利用することができる。
【0018】
本発明の一形態として、上記絶縁層には、上記膨潤指標の基準値をAとするとき、上記膨潤指標のばらつきがA±1%以内である複合紙が用いられた形態が挙げられる。
【0019】
上記形態は、膨潤指標のばらつきが十分に小さく、長距離海底電力線路の構成部材に好適に利用することができる。
【0020】
上記膨潤指標のばらつきがA±1%以内である形態として、上記膨潤指標の測定に用いる絶縁油がT-2015である形態が挙げられる。
【0021】
T-2015は、クラフト紙ソリッドケーブルの絶縁油として従来から利用されており、標準的な測定用油として利用し易い。膨潤指標の測定にT-2015を利用した上記形態では、膨潤指標のばらつきがA±1%以内を満たすように管理された複合紙を用いることで、長手方向に均一的な機械的特性を有する直流用複合紙ソリッドケーブルとすることができる。
【0022】
本発明の一形態として、上記膨潤指標の測定において絶縁油の含浸温度を110℃〜120℃とする形態が挙げられる。
【0023】
含浸温度が高いほど(例えば、85℃以上、更に100℃以上)、比較的高粘度の絶縁油であっても含浸させ易くなる。含浸温度が上記範囲を満たす上記形態は、比較的高粘度な絶縁油であっても、良好に含浸することができる。
【0024】
上記絶縁油がT-2015である形態として、上記膨張指標の基準値:Aが7%以下である形態が挙げられる。
【0025】
膨潤指標の基準値:Aが大き過ぎると、絶縁油が含浸し難くなったり、膨潤によってケーブルの絶縁層が固くなって可撓性を低下させたりする。上記形態は、基準値:Aが小さいことから、膨潤指標の範囲(基準値:A±ばらつき)が十分に小さく、絶縁油をT-2015とする複合紙ソリッドケーブルとした場合、このケーブルは、その全長に亘って膨潤指標のばらつきが十分に小さい上に、曲げなどの機械的特性にも優れる。また、膨潤指標の基準値:Aが小さいと、ばらつきが所定の範囲にあれば、例えば、紙巻条件などを調整することで良好な特性を有するケーブルが得られるため、製造管理面での問題が生じない。クラフト紙ソリッドケーブルを構成するクラフト紙が膨潤しないことからも、上記膨潤指標は、絶縁層が固くなり過ぎない条件を規格化することに相当するといえる。
【0026】
本発明の一形態として、上記絶縁層には、上前記膨潤指標の基準値をAとするとき、上記膨潤指標のばらつきがA±(A×0.15)%以内である複合紙が用いられた形態が挙げられる。
【0027】
上記形態は、膨潤指標のばらつきが十分に小さく、長距離海底電力線路の構成部材に好適に利用することができる。
【0028】
上記膨潤指標のばらつきがA±(A×0.15)%以内である形態として、上記膨潤指標の測定に用いる絶縁油が当該直流用複合紙ソリッドケーブルに使用する絶縁油と同じものとする形態が挙げられる。また、この絶縁油として、ポリブデン系絶縁油が挙げられる。
【0029】
上述のT-2015によって膨潤指標を規格化すると、含浸する絶縁油の種類を変更した場合、T-2015を含浸した場合への換算が必要となる。膨潤指標の基準値:Aは、含浸する絶縁油の種類によって異なる。また、膨潤指標の基準値:Aは、温度と比例関係がある。従って、膨潤指標のばらつきをその基準値:Aに連動して変化させた値を利用することが合理的であるといえる。上記形態は、直流用複合紙ソリッドケーブルに使用する絶縁油に応じた膨潤指標を確実に把握できる。絶縁油としてポリブデン系絶縁油を利用する場合、膨潤指標のばらつきがA±(A×0.15)%以内、好ましくはA±(A×0.08)%以内を満たすように管理された複合紙を用いることで、長手方向により均一的な特性を有する直流用複合紙ソリッドケーブルとすることができる。
【0030】
本発明の一形態として、上記複合紙の厚さが70μm以上200μm以下である形態が挙げられる。
【0031】
上記範囲を満たす厚さの複合紙は、複合紙ソリッドケーブルの絶縁層に好適に利用することができる。
【0032】
本発明の一形態として、上記複合紙がクラフト紙とポリオレフィン系樹脂とが積層されたラミネート材である形態が挙げられる。
【0033】
上記ラミネート材(好ましくはPPLP(登録商標))を直流用複合紙ソリッドケーブルの絶縁層に利用した上記形態は、(1)絶縁層の厚さを小さくでき、ケーブル径を小さくできる、(2)運転時の最高到達温度を高められ、大容量化が可能である、といった利点を有する。
【0034】
本発明の一形態として、上記複合紙がスーパーカレンダー加工を施していないものである形態が挙げられる。
【0035】
上記形態は、絶縁紙に機械的なクッション性を期待できる。クッション性を有することで、膨潤のばらつきをある程度吸収することができると期待される。
【発明の効果】
【0036】
本発明直流用複合紙ソリッドケーブルは、長距離海底電力線路の構成部材に好適に利用することができる。
【図面の簡単な説明】
【0037】
【図1】本発明直流用複合紙ソリッドケーブルの一例を示す断面図である。
【発明を実施するための形態】
【0038】
以下、図面を適宜参照して、本発明の実施の形態を説明する。
【0039】
(全体構成)
複合紙ソリッドケーブル10は、基本的構成は従来のソリッドケーブルと同様であり、代表的には、中心から順に導体1、内部半導電層2、絶縁層3、外部半導電層4を具えるケーブルコアを具え、このケーブルコアが金属シース5に収納されている。金属シース5の外周には、防食層6、更にその外周には鉄線鎧装(図示せず)が形成される。金属シース5上、又は防食層6上にステンレステープなどで構成した補強層(図示せず)を具える形態とすることができる。
【0040】
絶縁層3は、絶縁紙3bと樹脂3aとが積層された複合紙(半合成絶縁紙)を巻回してなる巻回層と、この巻回層に含浸された絶縁油とから構成される油浸絶縁層である。絶縁層3の内外には、複合紙よりも抵抗率:ρが小さい材料、具体的にはクラフト紙といった絶縁紙を巻回してなる低ρ層(図示せず)を設けている。低ρ層は、絶縁層3において、ストレスが高く導体1の影響を受け易い部分が受けるストレスを低減して、絶縁性能を高められる。
【0041】
複合紙ソリッドケーブル10は、例えば、以下のようにして製造する。導体1の外周に、内部半導電層2、絶縁層3、外部半導電層4を順に形成し、ケーブルコアを作製する。得られたケーブルコアをタンク内に巻き取って、水分や空気などを除去するために真空中で加熱乾燥した後、所定の温度の絶縁油を複合紙の巻回層に加圧含浸する。このケーブルコアの上に金属シース5、防食層6、鉄線鎧装などを順に形成する。
【0042】
複合紙ソリッドケーブル10の特徴とするところは、絶縁層3を構成する複合紙として、膨潤指標のばらつきが所定の範囲に管理されたものが用いられている点にある。以下、この特徴点を詳細に説明する。
【0043】
(複合紙)
絶縁紙3aは、クラフト紙、樹脂3aは、ポリオレフィン系樹脂が代表的である。ポリオレフィン系樹脂は、ポリプロピレン:PP、ポリエチレン:PE、ポリメチルペンテン:PMPなどが挙げられる。ポリオレフィン系樹脂を具える複合紙として、ポリプロピレン層の両面にクラフト紙が積層された構造であるPPLP(登録商標)が挙げられる。
【0044】
複合紙の厚さは、70μm以上200μm以下が好ましく、特に、80μm〜150μmがより好ましい。この複合紙の厚さ:Ttotalにおける樹脂3aの厚さ:TRの割合:TR/Ttotal(以下、この割合をk値と呼ぶ)は、適宜選択することができるが、0.4〜0.8程度が利用し易い。複合紙にスーパーカレンダー加工を施すと、k値を高められ、スーパーカレンダー加工を施さない場合、絶縁紙が当該加工によって圧縮されないことで、クッション性を期待できる。クッション性があると、樹脂の膨潤による厚さの増加をある程度吸収でき、複合紙の座屈といった不具合が生じ難く、巻回層を構成する隣接する複合紙における絶縁紙間に電気的弱点(絶縁破壊の起点)となり得る空隙が生じ難い。
【0045】
(絶縁油)
絶縁油は、例えば、60℃における動粘度が500mm2/s(500cst)以上の高粘度油、60℃における動粘度が10mm2/s(10cst)以上500mm2/s(500cst)未満である中粘度油などが挙げられる。具体的には、ナフテン系油(例えば、H&R社製商品名:T-2015)、ポリスチレン系絶縁油、鉱油、アルキルベンゼンやポリブデン系の合成油、及び重質アルキレートから選択される1種、或いは、これら2種以上の混合油などが挙げられる。絶縁油は、粘度−温度特性、膨潤指標、その他、経済性、供給性などを考慮して選択するとよい。
【0046】
(膨潤指標の定義)
膨潤指標とは、複合紙に絶縁油を含浸させる前後における樹脂の厚さの変化率とし、以下のように測定する。
【0047】
複合紙の絶縁紙部分を除去した樹脂の質量を樹脂の比重で除した値(体積)を求め、この除した値(体積)を単位面積あたりに換算した値(体積/面積)を初期の厚さ:Tcとする。また、含浸温度にした絶縁油にこの樹脂を含浸して膨潤させる前後の樹脂の厚さ変化(差)を膨潤による厚さ変化:Tppとする。
【0048】
上述のk値が分かっている場合、k値と複合紙の厚さとを利用して、初期の厚さ:Tcを求めることができる。具体的には、初期の厚さ:Tcは、絶縁油の含浸前における複合紙の厚さ:Tctotalとk値との積:Tctotal×kによって求められる。
【0049】
初期の厚さ:Tc及び絶縁油の含浸前後の厚さ変化:Tppの測定はいずれも、対象を1枚のみとしてもよいし、複数枚とし、複数枚の積層体の厚さを測定し、1枚あたりの厚さに換算してもよい。複数枚の積層体の厚さを測定する場合、厚さの変化の絶対値が1枚のときよりも大きくなることから、測定対象の厚さの測定が行い易く、かつ平均的な厚さを測定できる傾向にあることから、測定誤差を低減できると期待される。
【0050】
特に、上記含浸前後の厚さ変化は、複合紙の状態で測定することが合理的である。この場合、含浸前後の厚さ変化の測定には、代表的には、通常の膨潤特性の測定と同様に一定の荷重を複合紙に印加して行う。ここで、荷重を印加した状態で乾燥を行うと、複合紙中の絶縁紙において乾燥に起因する厚さ変化が生じる。この後に絶縁油の含浸を行うと、絶縁油の含浸前後で絶縁紙の厚さが実質的に変化しない。従って、絶縁紙の厚さの変化を伴わない測定を行える。
【0051】
上述のようにして求めた初期の厚さTc及び含浸前後の厚さ変化:Tppを用いて、膨潤指標は、(Tpp/Tc)×100(%)とする。
【0052】
ここで、直流用複合紙ソリッドケーブルの製造にあたり、上述のように真空乾燥後に絶縁油を含浸する場合であって、絶縁油の含浸温度を高い温度とする場合、絶縁油の含浸前後において温度を変えない、つまり、上述の乾燥工程での乾燥温度と絶縁油の含浸温度とを同一にして製造すると、製造の効率化が図れる場合がある。勿論、上述の一般の紙絶縁ケーブルのように、直流用複合紙ソリッドケーブルの製造においても、乾燥温度と含浸温度とを異ならせることができる。
【0053】
一方、膨潤指標は、乾燥温度と含浸温度との異同に係わらず、使用する複合紙そのものの特性の管理に資するものである。従って、乾燥温度と含浸温度との差に基づく熱膨張による厚さ変化を膨潤指標に含めることは、合理的ではないと考えられる。また、膨潤指標の測定時における作業性の向上も考慮すると、膨潤指標は、乾燥温度と含浸温度とを同じ温度として測定することが好ましい、といえる。そこで、本発明では、膨潤指標は、基本的には、絶縁油の含浸前後の温度を同じにして測定し、温度変化による熱膨張による厚さの変化は含まないものとする。乾燥温度と絶縁油の含浸温度とが異なる場合には、熱膨張分を考慮して、当該含浸温度における絶縁油の含浸前の厚さを換算して、膨潤指標を算出する。
【0054】
(膨潤指標のばらつき)
上記膨潤指標は、複合紙の製造ロットごとに調べる。一つの製造ロットの複合紙について、少なくとも一箇所(例えば、端部)、好ましくは長手方向の複数箇所(例えば、両端の二箇所)から試験片をとり、複数の試験片について膨潤指標を調べる。そして、この試験片の膨潤指標(複数の試験片の膨潤指標を調べた場合には、その平均値)をその製造ロットの膨潤指標とする。
【0055】
膨潤指標を測定するときの絶縁油と、実際に製造する複合紙ソリッドケーブルに用いる絶縁油とは、異なったものとすることができる。例えば、膨潤指標の測定に用いる絶縁油のみ、上述のT-2015を利用することができる。ここで、含浸温度を高くすると膨潤し易くなり、膨潤指標の値やばらつきが大きくなる傾向にある。そこで、クラフト紙ソリッドケーブルに利用されているT-2015を高い温度で含浸することで、複合紙の膨潤指標の値やばらつきを高く設定することができる。そして、膨潤指標の測定にT-2015などの含浸温度を高くする絶縁油を利用し、実際のケーブルには含浸温度がより低い絶縁油、又は膨潤量そのものが小さい絶縁油を利用する場合、上記設定した膨潤指標の絶対値やばらつきは、実際のケーブルの膨潤指標に対して尤度を見込んだ値となる。従って、この膨潤指標のばらつきが特定の範囲内である複合紙を用いて実際に製造した直流用複合紙ソリッドケーブルは、膨潤指標の絶対値が小さく、かつ膨潤指標のばらつきも小さく、所定の電気絶縁性能を満たすために必要な機械的特性をその全長に亘って均一的に有することができる。
【0056】
一方、膨潤指標の測定に用いる絶縁油と、実際に製造する複合紙ソリッドケーブルに用いる絶縁油とを同じものとすると、測定した膨潤指標の絶対値やばらつきは、そのまま実際のケーブルの絶縁層の値となる。従って、この形態は、実際のケーブルの膨潤指標を把握することができる。
【0057】
膨潤指標の基準値は、適宜設定することができる。例えば、複合紙の仕様(厚さやk値など)、絶縁油の種類、含浸温度などを変化させたときの膨潤指標をそれぞれ予め測定し、この蓄積したデータを参照して、複合紙の仕様や絶縁油の種類に応じた基準値を決定することができる。或いは、複数の製造ロットの平均値を基準値とすることができる。或いは、上記蓄積データをリファレンスとして、上記平均値をリファレンスに基づいて補正した値を基準値とすることができる。
【0058】
膨潤指標が大き過ぎると、過度に膨潤していることで、ケーブルの径方向における内部圧力が増大し、曲げなどの機械的特性に劣る。従って、膨潤指標は低い方が好ましい。例えば、T-2015といった高粘度の絶縁油を用いる場合、上述のように膨潤し易く膨潤指標が高くなる傾向にあることから、膨潤指標の基準値は、7%以下が好ましい。ポリブデン系絶縁油では、選択する粘度によって膨潤量が異なるが、膨潤指標の基準値は、T-2015の場合よりも小さい方が好ましく、5%以下が好ましい。
【0059】
また、基準値:Aに対するずれの許容範囲(ばらつきの範囲)も、複合紙の仕様(厚さやk値など)、絶縁油の種類、含浸温度などに応じて、適宜設定することができる。例えば、T-2015といった高粘度の絶縁油を用いる場合、A±1%以内が好ましく、ポリブデン系絶縁油を用いる場合、その絶縁油の膨潤指標の基準値に則してA±(A×0.15)%以内が好ましい。
【0060】
そして、製造ロットごとに測定した膨潤指標と設定した基準値とを比較し、基準値からのずれを調べ、基準値からのずれ(標準指標のばらつき)が所定の範囲内である製造ロットの複合紙のみをケーブルの材料に用いる。
【0061】
<試験例>
複数の製造ロットの複合紙を用意して、各製造ロットの複合紙を用いて試験用ケーブルをそれぞれ作製し、機械的特性を調べた。
【0062】
いずれの試験用ケーブルについても、複合紙には、厚さ:100μm、k値(PP比率):0.56であるPPLP(登録商標)を用いた。ロットNo.1の複合紙は、スーパーカレンダー掛けを行い、ロットNo.2,3の複合紙は、スーパーカレンダー掛けを行っていない。これらロットNo.1〜3の複合紙の膨潤指標を測定した結果を表1に示す。膨潤指標は、絶縁油にT-2015を用い(含浸温度:110℃〜120℃)、各製造ロットからサンプリングされた試験片によって測定された値である。
【0063】
ロットNo.1〜3の複合紙をそれぞれ用いて、試料No.1〜3の試験用ケーブルを作製した。各試験用ケーブルは、異なる製造ロットの複合紙を用いた以外の構成は同じとした。そして、作製した各試験用ケーブルの機械的特性を調べた。その結果を表1に示す。ここでは、機械的特性は、製造時の機械履歴に相当する機械試験(曲げ試験)を行った。
【0064】
【表1】
【0065】
表1に示すように、製造ロットによって膨潤指標が大きく変動する場合があることがわかる。また、この膨潤指標測定条件(表1に示すPPLP(登録商標)及びT-2015使用、含浸温度:110℃〜120℃)では、膨潤指標が9.5%であると機械的特性に劣り、膨潤指標の上限は、8.0%であるといえる。更に、膨潤指標が6.7%であると、機械的特性に優れるといえる。
【0066】
以上の試験結果から、膨潤指標の基準値を7%とすると、基準値:7%±1%以内であるロットNo.2,3の複合紙のみを用いて、直流用複合紙ソリッドケーブルを作製することで、その長手方向に亘って膨潤指標のばらつきが小さく、機械的特性の弱点が局所的に存在し難いケーブルが得られるといえる。そして、得られた直流用複合紙ソリッドケーブルは、その長手方向に亘って均一的なケーブル特性を有することで、長距離の海底電力線路の構成部材として好適に利用できる。
【0067】
なお、ロットNo.2,3における膨潤指標の差に基づく機械的特性の差異は、例えば、複合紙の巻き付け張力を変えるなどの操作を行うことで、ある程度是正できると期待される。また、膨潤指標が小さくなり過ぎると、所定の紙巻条件では絶縁紙間に隙間が生じる可能性がある。従って、定められた製造条件の範囲内で、長距離・大容量の線路に利用可能な直流用複合紙ソリッドケーブルを製造するためには、本発明で規定する膨潤指標の管理が重要である。
【0068】
本発明は、上述した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で適宜変更することが可能である。例えば、複合紙の厚さ・k値、絶縁油の材質などを適宜変更することができる。
【産業上の利用可能性】
【0069】
本発明直流用複合紙ソリッドケーブルは、長距離・大容量の電力供給線路、特に海底電力線路の構成部材に好適に利用することができる。
【符号の説明】
【0070】
10 複合紙ソリッドケーブル
1 導体 2 内部半導電層 3 絶縁層 3a 樹脂 3b 絶縁紙
4 外部半導電層 5 金属シース 6 防食層
【特許請求の範囲】
【請求項1】
絶縁紙と樹脂とが積層された複合紙が導体の外周に巻回されて、絶縁油が含浸された絶縁層を具える直流用複合紙ソリッドケーブルであって、
前記複合紙に絶縁油を含浸させる前後における前記樹脂の厚さの変化率を膨潤指標とするとき、
前記絶縁層には、当該直流用複合紙ソリッドケーブルの全長に亘って、前記膨潤指標のばらつきが所定の範囲内に管理された複合紙が用いられていることを特徴とする直流用複合紙ソリッドケーブル。
【請求項2】
前記絶縁層には、前記膨潤指標の基準値をAとするとき、前記膨潤指標のばらつきがA±1%以内である複合紙が用いられていることを特徴とする請求項1に記載の直流用複合紙ソリッドケーブル。
【請求項3】
前記膨潤指標の測定に用いる絶縁油がT-2015であることを特徴とする請求項2に記載の直流用複合紙ソリッドケーブル。
【請求項4】
前記膨潤指標の測定において絶縁油の含浸温度を110℃〜120℃とすることを特徴とする請求項1〜3のいずれか1項に記載の直流用複合紙ソリッドケーブル。
【請求項5】
前記膨張指標の基準値:Aが7%以下であることを特徴とする請求項3に記載の直流用複合紙ソリッドケーブル。
【請求項6】
前記絶縁層には、前記膨潤指標の基準値をAとするとき、前記膨潤指標のばらつきがA±(A×0.15)%以内である複合紙が用いられていることを特徴とする請求項1に記載の直流用複合紙ソリッドケーブル。
【請求項7】
前記膨潤指標の測定に用いる絶縁油は、当該直流用複合紙ソリッドケーブルに使用する絶縁油と同じものであることを特徴とする請求項6に記載の直流用複合紙ソリッドケーブル。
【請求項8】
前記絶縁油がポリブデン系絶縁油であることを特徴とする請求項7に記載の直流用複合紙ソリッドケーブル。
【請求項9】
前記複合紙の厚さが70μm以上200μm以下であることを特徴とする請求項1〜8のいずれか1項に記載の直流用複合紙ソリッドケーブル。
【請求項10】
前記複合紙は、クラフト紙とポリオレフィン系樹脂とが積層されたラミネート材であることを特徴とする請求項1〜9のいずれか1項に記載の直流用複合紙ソリッドケーブル。
【請求項11】
前記複合紙は、スーパーカレンダー加工を施していないものであることを特徴とする請求項1〜10のいずれか1項に記載の直流用複合紙ソリッドケーブル。
【請求項1】
絶縁紙と樹脂とが積層された複合紙が導体の外周に巻回されて、絶縁油が含浸された絶縁層を具える直流用複合紙ソリッドケーブルであって、
前記複合紙に絶縁油を含浸させる前後における前記樹脂の厚さの変化率を膨潤指標とするとき、
前記絶縁層には、当該直流用複合紙ソリッドケーブルの全長に亘って、前記膨潤指標のばらつきが所定の範囲内に管理された複合紙が用いられていることを特徴とする直流用複合紙ソリッドケーブル。
【請求項2】
前記絶縁層には、前記膨潤指標の基準値をAとするとき、前記膨潤指標のばらつきがA±1%以内である複合紙が用いられていることを特徴とする請求項1に記載の直流用複合紙ソリッドケーブル。
【請求項3】
前記膨潤指標の測定に用いる絶縁油がT-2015であることを特徴とする請求項2に記載の直流用複合紙ソリッドケーブル。
【請求項4】
前記膨潤指標の測定において絶縁油の含浸温度を110℃〜120℃とすることを特徴とする請求項1〜3のいずれか1項に記載の直流用複合紙ソリッドケーブル。
【請求項5】
前記膨張指標の基準値:Aが7%以下であることを特徴とする請求項3に記載の直流用複合紙ソリッドケーブル。
【請求項6】
前記絶縁層には、前記膨潤指標の基準値をAとするとき、前記膨潤指標のばらつきがA±(A×0.15)%以内である複合紙が用いられていることを特徴とする請求項1に記載の直流用複合紙ソリッドケーブル。
【請求項7】
前記膨潤指標の測定に用いる絶縁油は、当該直流用複合紙ソリッドケーブルに使用する絶縁油と同じものであることを特徴とする請求項6に記載の直流用複合紙ソリッドケーブル。
【請求項8】
前記絶縁油がポリブデン系絶縁油であることを特徴とする請求項7に記載の直流用複合紙ソリッドケーブル。
【請求項9】
前記複合紙の厚さが70μm以上200μm以下であることを特徴とする請求項1〜8のいずれか1項に記載の直流用複合紙ソリッドケーブル。
【請求項10】
前記複合紙は、クラフト紙とポリオレフィン系樹脂とが積層されたラミネート材であることを特徴とする請求項1〜9のいずれか1項に記載の直流用複合紙ソリッドケーブル。
【請求項11】
前記複合紙は、スーパーカレンダー加工を施していないものであることを特徴とする請求項1〜10のいずれか1項に記載の直流用複合紙ソリッドケーブル。
【図1】

【公開番号】特開2013−98136(P2013−98136A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−242621(P2011−242621)
【出願日】平成23年11月4日(2011.11.4)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月4日(2011.11.4)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]