
相互侵入高分子網目シート材料を製造する改良された方法及びその有用な物品
相互侵入高分子網目(IPN)シート材料を製造する新規な方法である。特に、そのようなシート材料を製造し、そのシート材料を裏材料層に結合させて、種々の創傷被覆材及び傷跡処理製品を製造する改良された方法である。新しい方法は、a)単一通過方法、b)接着剤としての作用が要求される液状ポリマーの被覆が無いこと、c)溶媒又はその他の処理助剤を必要としないこと、d)要求される滞留時間を実施するためにオーブン長さの追加を必要としないこと、e)先行技術よりもライン速度が向上すること、並びにg)キャリヤー基材20はその片側のみに剥離表面を被覆すればよいことを含む、先行技術を上回る改良点を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
(発明の背景)
技術分野
本発明は、相互侵入高分子網目(interpenetrating polymer network (IPN))のシート材料を製造する新しい方法に関する。特に、この発明は、種々の型の創傷被覆材(wound dressings)及び傷跡処理(scar management)製品として用いるためのシート材料状材料を製造する改良された方法に関する。
【0002】
先行技術の説明
米国特許第4,832,009号(1989年5月23日発行、Mark E. Dillon、その後Bio Med Sciences, Inc社(米国、ペンシルベニア州、Allentown)へ譲渡された)、及び同第5,980,923号(1999年11月9日発行、Mark E. Dillon、その後Bio Med Sciences, Inc社へ譲渡された)は、相互侵入高分子網目のシート材料、特にポリジメチルシロキサン(PDMS)及びポリテトラフルオロエチレン(PTFE)の相互侵入高分子網目シート材料を含む創傷被覆材及び傷跡処理材料を記載している。相互侵入高分子網目(又は入れ子型ポリマーネットワーク)は、2種又はそれ以上のポリマー材料の配合物であって、各材料が連続的網目構造(network)を形成しており、各網目構造が他方の網目構造と相互侵入しているものと規定されている(Sperling、Interpenetrating Polymer Network and Related Materials Plexem Press、New York、1981年)。従って、IPNは、1種のポリマー/ポリマー複合材料(composite)である。上記特許文献においてはいずれも、PTFE/PDMS IPNシート材料を製造するために、液状のPDMS組成物をミクロポーラス(微小孔性又は微細な多孔質構造の(microporous))又は引き延ばしたPTFE(ePTFE)膜に含浸させる方法が用いられている。この方法は、液状PDMSをePTFE膜上に流延(cast)するか、又はキャリヤー基材(carrier substrate)上に液状PDMSを流延して、その液状PDMSの上にePTFE膜を載置することを含んでいる。いずれの場合にも、液状PDMSをePTFE膜の中へ含浸させる作用をする毛細管現象(capillary action)に起因する自然な吸い込み(wicking)が生じる。得られるIPNシート材料をその後、熱にさらしたり又はその他の可硫化方法(method of vulcanization)にさらしたりして、液状PDMSを固体エラストマー若しくはゲルの中で架橋させて、それによってIPNシート材料が生成する。
【0003】
この技術には、IPNの単一シート材料のために静的システム(static system)を用いることもできるし、又はいずれかの所望の長さのIPNロールを製造するために連続的システム(continuous system)を用いることもできる。PDMS配合物(formulations)を熱的に架橋させるためには、一般にオーブン(oven)を使用してPDMSの架橋を行っている。静的システムアプローチでは、閉じた対流式オーブンを用いることができる。連続法では、IPNシート材料にトンネル型のオーブンを通過させて、ロールに巻き取る。
【0004】
出願人は、上述の方法を用いて、種々のIPNシート材料を製造している。例えば、創傷被覆シート材料のために、薄い(0.002インチ又は50マイクロメートル)のPTFE/PDMS IPNシート材料を連続ロールに形成した後、追加のPDMS層を用いて被覆し、IPNシート材料の一方の側に接着性表面を提供する。このことは、IPNシート材料をこのシステムに2回パス(通過)させることによって達成される。即ち、1回目のパスはIPNシート材料を形成するためであり、2回目のパスはIPNシート材料の皮膚接触側に追加のPDMSの層を付与することによって、向上した接着性を与えるためである。
【0005】
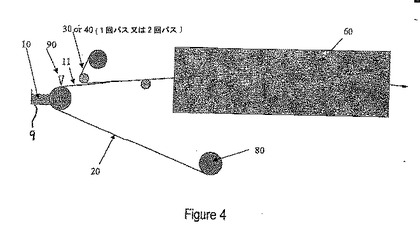
もう1つの例は、傷跡処理シート材料の製造に関する。この場合には、図4に示すように、キャリヤー基材20の上に、液状PDMSの比較的厚い層10(0.025インチ又は635マイクロメートル)を流延し、該液状PDMS層10の頂部(又は上側)にePTFE膜30を載置し、毛細管現象の吸い込みによって含浸プロセスを行う。この技術はIPNの層及び純粋なPDMSの層を含むシート材料12を提供し、従って、1回パスプロセスを用いながら、シート材料状材料の一方の側面を他方の側面よりもより接着性に形成することができる。これは生じる吸い込みプロセスの程度による。ePTFE膜30の中の小さな細孔は毛細管として作用し、毛細管壁と液状PDMSとの間の表面張力によってePTFE膜30のボイド空間の中に液状PDMSを引き込む。小さな細孔寸法を有する薄い膜30には、この力は液体を、膜30の遠位側(若しくは遠い側の)表面又は上側表面25の部分であって、その部分では毛細管の中で表面張力が緩和され、吸い込みプロセスが終了する部分へ移すのに十分である。得られるシート材料は、皮膚接触表面15上においては本質的に100%のPDMSであり、遠位側又は上側表面25はIPNポリマー配合物構造を有している。
【0006】
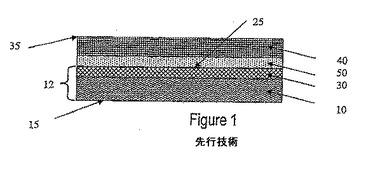
2つの表面15及び25の接着性レベルの差は大きくてもよいが、差があまり大きくないことが望ましい場合もある。例えば、出願人は傷跡処理製品(Oleeva(登録商標)として市販されている。OLEEVA(登録商標)は、バイオ・メッド・サイエンシーズ・インコーポレイテッド(Bio Med Sciences, Inc.)の商標であって、皮膚の傷の処置及び予防のための局所的シート材料について、登録番号第2446261号として、2001年4月24日に登録されている。)を製造している。この傷跡処理製品では、IPNシート材料12の遠位側又は上側表面25が繊維ファブリック40に結合されており、製品の上側を覆う衣類(garments)がファブリック40上を容易にスライドして、シート材料12がその衣類に巻き付いたり又はまとわりついたりする傾向が小さくなるか又は排除されるようになっている。この構成は、2回パス(two-pass)プロセスを用いることによって達成されており、前の例のIPNシート材料において、IPN上側表面25上を液状PDMSの追加の層50により被覆し、その上側にファブリック40が重ねられている。液状PDMSの追加の層50(図1)は接着剤として機能し、ファブリック40をIPN上側表面25に結合させる。2回パス・プロセスは明らかな理由(処理時間及び操作コスト等の経済的ファクター、並びに問題点の増加などの品質面(quality aspect)のファクター)により望ましくないが、Oleeva(登録商標)ファブリック・プロセスを1回パス(single pass)にしようとする種々の試みは成功していなかった。
【0007】
連続法のために、プロセスを1回パスへ減らそうとする1つのアプローチは、トンネルオーブンの2つの領域の間に第2の塗布ステーションを設けて、PDMSの第2の層50及び繊維ファブリック40をインライン(in-line)で適用するというものであった。このアプローチは、第2のトンネルオーブンを設けるために追加的なフロアスペースが必要となるので、出願人の選択肢ではなかった。既存のオーブンを半分に切断して、その中央部に第2の塗布ステーションを設けるということは、プロセスのライン速度を半分にし得るので、あまり望ましいものではなかった。PDMSの架橋反応は、オーブン内の滞留時間(dwell time)に依存する。オーブンの長さが短いということは、同じ滞留時間を維持するためには、ライン速度をより遅くすることを意味する。IPNシート材料の第1の層12は、いずれかの機械の部分又はローラに接触する前に十分に硬化させる必要があるので(そうでなければ貼り付く傾向を示したり及び/又はPDMSを移動させたりし得る)、第2の被覆プロセスに必要とされるローラを材料が通過し得るように、ライン速度を二分の一に減らすことが必要となる。このアプローチは、材料を処理するために必要な時間を本質的に2倍にすることになり、第2の被覆ステーションに著しい資本投資(capital investment)を必要とすることになり得る。
【0008】
発明の概要
発明者は、Oleeva(登録商標)ファブリックのような製品を、常套の2回パス・プロセスではなく、1回パス技術を用いて達成し得ることを、予想外に見出した。本発明の方法を達成するためには、上述したように、液状PDMS層10の表面にePTFE膜30を適用する。しかしながら、新しい方法では、ファブリック40が適用された後まで、IPNシート材料12の加硫は行わない。最初の試みでは、この技術は成功せず、ファブリック40とIPN上側表面25との間に著しい結合は形成されなかった。このことは、吸い込みプロセスがePTFE膜30の上側表面25にて停止しようとする自然な傾向によるものであって、ファブリック40への十分な結合を達成しなかったと考えられる。
【0009】
ファブリック40への結合を達成するのに十分な量で液状PDMSをePTFE膜30の上側表面25へ流れさせることを支援するために、圧力を適用する試みがなされたが、いくつかの理由から問題があった。適用した圧力は、圧力ポイントから下側の液状シリコーンを移動させて、最終生成物の全体の厚みを低減させた。更に、これによって、圧力ポイントの上流側に材料の不規則な堆積が生じた。これらの問題点があっても、IPN表面25とファブリック40との間の十分な結合は達成されなかった。
【0010】
圧力適用プロセスの欠点は、処理助剤(processing aid)として溶媒を使用することによって、部分的に克服された。液状PDMSの中にトリクロロエタンを混合することによって、その粘度は十分に低くなり、溶媒が揮発することによる引き込み(pull through)又はより十分な吸い込みによって、IPNシート材料12とファブリック40との間の接着のレベルが達成された。しかしながら、この技術は、キャリヤー基材20から最終生成物(複合材料52)を引き離そうとする際に、IPNシート材料12からファブリック40を剥離させようとする傾向によって示されるような著しいレベルのピーリング・ストレス(peeling stress)に耐え得る結合を提供するものではなかった。この技術は、そのような処理助剤を用いるという追加のコストをもたらし、そして溶媒を揮発させる必要があるという生態学的に好ましくない結果をもたらしている。
【0011】
プロセスを第2のパスに通過させたり、溶媒の使用を必要としたりすることなく、IPNシート材料12とファブリック40との間の高品質の結合を達成する満足できる方法が、硬化プロセスの間にトンネルオーブン60を通過させる際に、ファブリック複合材料シート材料52の表面にわずかな圧力を連続的に適用することによって達成された。このことは、オーブン内の1又はそれ以上のポイントにて(図5及び6)、オーブンの中を通り蛇行するパス、即ち、ウェブのパスを、1つのアイドラー(idler)・ローラの上側、次のローラの下側、次のローラの上側というように「S」字形状の曲線70を形成することによって達成された。この技術は、プロセスの全体を通じてファブリック複合材料シート材料の表面にわずかに圧力を適用するものであって、液状PDMSの移動を生じることなく、IPNシート材料12とファブリック40との間の有効な結合が形成される。
【0012】
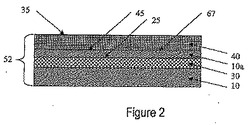
ファブリック40の表面に減圧(vacuum)を適用すると、本発明の新しい方法を更に向上させ得るということが見出された。この減圧は、オーブン60(図6)の中に入って蛇行する「S」字形状パス70をたどる前に、減圧ローラを用いて繊維ファブリック(textile fabric)40の上側表面に適用された。このように減圧を適用することによって、十分な量のPDMS(図2)がIPNシート材料12の上側表面25を通って移動し、及びファブリック40の底部表面45へ移動して、層40と層10aとの間に高品質の結合67を提供すると考えられる。
【0013】
本発明の更なる方法は、裏材料(backing material)に前もってラミネートされているePTFE膜を利用する。この方法は、裏材料とIPNとの間の高品質の結合を達成することに関して、効果的な含浸の感受性を排除する。例えば、ホットメルト接着剤結合又は熱接着(thermobonding)などの十分に確立されている方法を用いて、ePTFE膜を繊維ファブリックにラミネートすることができる。ホットメルト技術では、ePTFE膜又は裏材料のいずれかに溶融した接着剤のドットパターンを適用し、通常はニップローラ装置などを用いて加圧下で両者を接触させる。熱接着では、2つの要素を十分に加熱して一方の要素の少なくとも一部を溶融させ、ニップローラ等の装置を用いて材料に圧力を適用することによって、結合を達成する。いずれの技術も本発明の方法に用いることができる。
【0014】
この発明の新しい方法は、従来の技術と比べて、以下のような改良点(improvement)を提供する:
1)1回パス・プロセス。
2)接着剤として作用することが要求されるPDMSの第2の層50が無いこと。
3)溶媒又はその他の処理助剤を必要としないこと。
4)要求される滞留時間を実施するために、オーブン長さの追加を必要としないこと。
5)PDMS層10はプロセスの終わりまで十分に架橋させる必要がないので、ライン速度が向上すること。ファブリック層40の上側表面35がダウンライン装置の部分及びローラに接触するので、材料がローラ等に付着する傾向はない。
6)キャリヤー基材20は、その片側のみに剥離表面を被覆すればよいこと。従来の技術では、IPNシート材料12の上側表面25は、1回目のパスにおいてシート材料がロールに巻き取られる際に、ペーパー・キャリヤー基材20の裏材料に最終的に接触するので、両側にポリマー樹脂が被覆されたベース・ペーパー・キャリヤー基材を必要としていた。第2の剥離被覆は、IPNシート材料のキャリヤー基材20の裏側への意図しない接着を防止するために必要とされていた。1回目のパスの間にファブリック40が存在することによって、この傾向が排除される。
【0015】
(好ましい態様例についての説明)
本発明の以下の態様例は、本発明を限定するものではなく、本発明の発明としての広い思想から離れることなく、これらの構成及び方法は変更することができる。同様に、この方法において、いくつかの材料を置き換えて、創傷被覆材及び傷跡処理材料以外の種々の用途に有用な生成物を製造し得るとも考えられる。特に、繊維ファブリック以外の材料、例えば不織布フィルム、発泡体(フォーム(foam))などを用いることもできる。
【0016】
実施例1:
ポリマー被覆されたキャリヤー基材20の15インチ(38cm)幅のロール80を、毎分約1フィート(30cm)の速度で巻き出した。次に、キャリヤー基材20は、キャリヤー基材20の11.5インチ(29cm)幅の領域に液状PDMSの被覆11を付着させるように、液状PDMS10のリザーバ9を有するナイフ・オーバーロール被覆ステーションを通過させた。キャリヤー基材20の表面とナイフ90との間の隙間は、0.020インチ(500マイクロメートル)に設定した。0.0003インチ(3マイクロメートル)厚み及び12インチ(30cm)幅のロール31のePTFE膜30を、液状PDMS被覆11の表面に巻き出した(繰り出して供給した)。14インチ(36cm)幅のロール41のトリコット繊維ファブリック40をePTFE膜30の表面に巻き出した。
【0017】
ePTFE膜30のための巻き出し装置31を、ナイフ・アセンブリ90から約6インチ(15cm)下手側に設けた。ファブリック巻き出し装置41を、ePTFE膜30巻き出し装置31から約8インチ(20cm)下手側に設けた。いずれの場合にも、ロールした物品を基材20のわずかに上方に位置するアイドラー・ローラ33及び43に巻き付けるように、巻き出し装置を配置した。その次の下手側のサポートアイドラー46は、液状PDMS被覆11を有する基材20がePTFE膜30及びファブリック40に緩やかに接触するように、アイドラー43に対して相対的にわずかな角度をなして配置されている。
【0018】
材料はそれから、「S」字形状に蛇行する構成70が採用されている、12フィート(3.7メートル)の長さのトンネル型オーブン60の中を通過した。オーブン内の空気温度は華氏約180°(約82℃)であった。トンネル・オーブン60の端部に材料が出ると、張力が調節された巻き取り装置(図示せず)を用いて、材料はロールに巻き取られる。ロール物品はロータリー式ダイ切断装置へ送られて、最終用途の個々のピースに切断される。
【0019】
実施例2
巻き出し装置の配置を、ePTFE膜30がファブリック40の上側を引っ張られて、2つの材料が同時に液状PDMS被覆11に接触するような構成に変更して(図6)、実施例1の方法を繰り返した。このことによって、張力に対して非常に敏感で、機械的変形を受けやすいePTFE膜30の巻き出しが簡略化された。更に、ePTFE膜/ファブリックの下手側とオーブン60の入口部との間に、減圧ローラ100を設けた。減圧ローラ100の活性表面(active face)は、12インチ(30cm)幅とされ、巻き付け角は約180°とされた。
【0020】
実施例3
繊維ファブリックを、ドットパターンのホットメルトポリウレタン接着剤10bを用いてオフラインにてePTFEフィルムにラミネートしたこと以外は、実施例1の方法を繰り返した。前もってラミネートした材料110のロールを液状シリコーン上に巻き出して、ラミネートのePTFE側をシリコーンに接触させた。ホットメルト接着剤は、PTFEと繊維製品裏材料との間に高品質の結合を提供し、それによって減圧ローラや溶剤処理エイドの必要がなくなる。この技術はePTFEと繊維製品裏材料とを個別に巻き出さない点で、巻き出しプロセスを簡略化し得る。前もってラミネートする技術はプロセスに前工程を導入するが、繊維製品裏材料との効果的な結合を達成する上で、シリコーンの効率よい含浸に依存することによって、装置の変更等を行う必要がなくなる。従って、含浸及び結合プロセスのライン速度及び温度パラメータへの感受性を大きく低下させ、それによって製造効率が向上して、予備的ラミネート工程のコストを相殺し得る。ePTFEの細孔寸法及び厚みのパラメータの組み合わせは、シリコーンをePTFEへ十分に含浸させてIPN構造を形成し、IPN材料と繊維製品裏材料との間に適度の結合整合性を生じることができる。
【0021】
各実施例では、図2に示すような、層間に高品質の結合を有する最終的繊維製品複合材料シート材料52を製造した。得られた材料は、繊維ファブリック層40とIPNシート材料12との剥離を生じることなく、裏材料ペーパー・キャリヤー基材20から取り外すことができた。
【図面の簡単な説明】
【0022】
【図1】図1は、先行技術の材料の断面図を示しており、ePTFE(引き延ばしたポリテトラフルオロエチレン)膜30にPDMS層10を含浸させ、その遠位側表面若しくは上側表面25において、追加のPDMS接着層50を介して繊維ファブリック40が結合されている。
【図2】図2は、本発明の好ましい態様の断面図を示しており、ePTFE膜30にPDMS層10を含浸させ、そのIPN膜30の遠位側表面若しくは上側表面25の上側に追加のPDMS層10aを存在させて、PDMS層10aとファブリック40との界面45に高品質の結合を提供している。
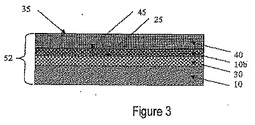
【図3】図3は、本発明の好ましい態様の断面図を示しており、接着剤10bのドットパターンを用いて裏材料ファブリック40に前もってラミネートされているePTFE膜30に、PDMS層10を含浸させており、接着剤10bは接着剤層10bとファブリック40との間の界面45に高品質の結合を提供している。
【図4】図4は、先行技術の方法の模式図を示しており、キャリヤー基材20のロール80は液状PDMS10のリザーバ9を通過している。ドクターブレード90によって被覆11の過剰なPDMSが落されて、方法の第1のパスであるか又は第2のパスであるかに応じて、ePTFE膜30又は繊維ファブリック40のいずれかが適用される。材料はその後トンネルオーブン60の中を通過する。
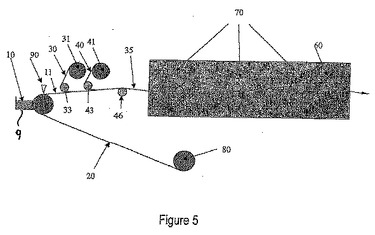
【図5】図5は、本発明の好ましい態様(実施例1)の模式図を示している。キャリヤー基材20上の被覆11に対して、繊維ファブリック40の手前側(直前)でePTFE膜30を適用し、キャリヤー基材20のパスは符号70で示すようにローラの上側及び下側を通る「S字形状」に蛇行させている。繊維ファブリック40の上側表面35がローラなどの下流側の機械パーツに接触して、付着を防止している。
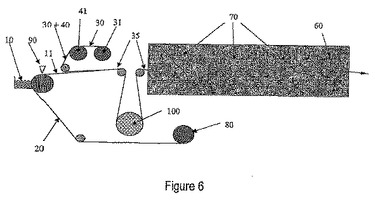
【図6】図6は、本発明の好ましい態様(実施例2)の模式図を示している。ePTFE膜30に繊維ファブリック40のロール41上を通過させて、ePTFE膜30及びファブリック40の両者をPDMS被覆11上に同時に適用する。減圧ロール100を用いて、繊維ファブリック40が約180°の減圧作動領域(図6において、9時の位置から3時の位置)を通過する際に、繊維ファブリック40の表面35に対して減圧を適用する。
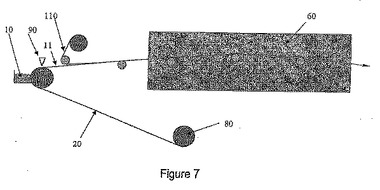
【図7】図7は、本発明の好ましい態様(実施例3)の模式図を示している。この態様では、ホットメルトポリウレタン接着剤10bを用いて、繊維ファブリックをPTFE膜に前もってラミネートしている。前もってラミネートした材料110のロールを液状シリコーンの中を通して巻き出し、その場でIPN材料を生成させる。
【技術分野】
【0001】
(発明の背景)
技術分野
本発明は、相互侵入高分子網目(interpenetrating polymer network (IPN))のシート材料を製造する新しい方法に関する。特に、この発明は、種々の型の創傷被覆材(wound dressings)及び傷跡処理(scar management)製品として用いるためのシート材料状材料を製造する改良された方法に関する。
【0002】
先行技術の説明
米国特許第4,832,009号(1989年5月23日発行、Mark E. Dillon、その後Bio Med Sciences, Inc社(米国、ペンシルベニア州、Allentown)へ譲渡された)、及び同第5,980,923号(1999年11月9日発行、Mark E. Dillon、その後Bio Med Sciences, Inc社へ譲渡された)は、相互侵入高分子網目のシート材料、特にポリジメチルシロキサン(PDMS)及びポリテトラフルオロエチレン(PTFE)の相互侵入高分子網目シート材料を含む創傷被覆材及び傷跡処理材料を記載している。相互侵入高分子網目(又は入れ子型ポリマーネットワーク)は、2種又はそれ以上のポリマー材料の配合物であって、各材料が連続的網目構造(network)を形成しており、各網目構造が他方の網目構造と相互侵入しているものと規定されている(Sperling、Interpenetrating Polymer Network and Related Materials Plexem Press、New York、1981年)。従って、IPNは、1種のポリマー/ポリマー複合材料(composite)である。上記特許文献においてはいずれも、PTFE/PDMS IPNシート材料を製造するために、液状のPDMS組成物をミクロポーラス(微小孔性又は微細な多孔質構造の(microporous))又は引き延ばしたPTFE(ePTFE)膜に含浸させる方法が用いられている。この方法は、液状PDMSをePTFE膜上に流延(cast)するか、又はキャリヤー基材(carrier substrate)上に液状PDMSを流延して、その液状PDMSの上にePTFE膜を載置することを含んでいる。いずれの場合にも、液状PDMSをePTFE膜の中へ含浸させる作用をする毛細管現象(capillary action)に起因する自然な吸い込み(wicking)が生じる。得られるIPNシート材料をその後、熱にさらしたり又はその他の可硫化方法(method of vulcanization)にさらしたりして、液状PDMSを固体エラストマー若しくはゲルの中で架橋させて、それによってIPNシート材料が生成する。
【0003】
この技術には、IPNの単一シート材料のために静的システム(static system)を用いることもできるし、又はいずれかの所望の長さのIPNロールを製造するために連続的システム(continuous system)を用いることもできる。PDMS配合物(formulations)を熱的に架橋させるためには、一般にオーブン(oven)を使用してPDMSの架橋を行っている。静的システムアプローチでは、閉じた対流式オーブンを用いることができる。連続法では、IPNシート材料にトンネル型のオーブンを通過させて、ロールに巻き取る。
【0004】
出願人は、上述の方法を用いて、種々のIPNシート材料を製造している。例えば、創傷被覆シート材料のために、薄い(0.002インチ又は50マイクロメートル)のPTFE/PDMS IPNシート材料を連続ロールに形成した後、追加のPDMS層を用いて被覆し、IPNシート材料の一方の側に接着性表面を提供する。このことは、IPNシート材料をこのシステムに2回パス(通過)させることによって達成される。即ち、1回目のパスはIPNシート材料を形成するためであり、2回目のパスはIPNシート材料の皮膚接触側に追加のPDMSの層を付与することによって、向上した接着性を与えるためである。
【0005】
もう1つの例は、傷跡処理シート材料の製造に関する。この場合には、図4に示すように、キャリヤー基材20の上に、液状PDMSの比較的厚い層10(0.025インチ又は635マイクロメートル)を流延し、該液状PDMS層10の頂部(又は上側)にePTFE膜30を載置し、毛細管現象の吸い込みによって含浸プロセスを行う。この技術はIPNの層及び純粋なPDMSの層を含むシート材料12を提供し、従って、1回パスプロセスを用いながら、シート材料状材料の一方の側面を他方の側面よりもより接着性に形成することができる。これは生じる吸い込みプロセスの程度による。ePTFE膜30の中の小さな細孔は毛細管として作用し、毛細管壁と液状PDMSとの間の表面張力によってePTFE膜30のボイド空間の中に液状PDMSを引き込む。小さな細孔寸法を有する薄い膜30には、この力は液体を、膜30の遠位側(若しくは遠い側の)表面又は上側表面25の部分であって、その部分では毛細管の中で表面張力が緩和され、吸い込みプロセスが終了する部分へ移すのに十分である。得られるシート材料は、皮膚接触表面15上においては本質的に100%のPDMSであり、遠位側又は上側表面25はIPNポリマー配合物構造を有している。
【0006】
2つの表面15及び25の接着性レベルの差は大きくてもよいが、差があまり大きくないことが望ましい場合もある。例えば、出願人は傷跡処理製品(Oleeva(登録商標)として市販されている。OLEEVA(登録商標)は、バイオ・メッド・サイエンシーズ・インコーポレイテッド(Bio Med Sciences, Inc.)の商標であって、皮膚の傷の処置及び予防のための局所的シート材料について、登録番号第2446261号として、2001年4月24日に登録されている。)を製造している。この傷跡処理製品では、IPNシート材料12の遠位側又は上側表面25が繊維ファブリック40に結合されており、製品の上側を覆う衣類(garments)がファブリック40上を容易にスライドして、シート材料12がその衣類に巻き付いたり又はまとわりついたりする傾向が小さくなるか又は排除されるようになっている。この構成は、2回パス(two-pass)プロセスを用いることによって達成されており、前の例のIPNシート材料において、IPN上側表面25上を液状PDMSの追加の層50により被覆し、その上側にファブリック40が重ねられている。液状PDMSの追加の層50(図1)は接着剤として機能し、ファブリック40をIPN上側表面25に結合させる。2回パス・プロセスは明らかな理由(処理時間及び操作コスト等の経済的ファクター、並びに問題点の増加などの品質面(quality aspect)のファクター)により望ましくないが、Oleeva(登録商標)ファブリック・プロセスを1回パス(single pass)にしようとする種々の試みは成功していなかった。
【0007】
連続法のために、プロセスを1回パスへ減らそうとする1つのアプローチは、トンネルオーブンの2つの領域の間に第2の塗布ステーションを設けて、PDMSの第2の層50及び繊維ファブリック40をインライン(in-line)で適用するというものであった。このアプローチは、第2のトンネルオーブンを設けるために追加的なフロアスペースが必要となるので、出願人の選択肢ではなかった。既存のオーブンを半分に切断して、その中央部に第2の塗布ステーションを設けるということは、プロセスのライン速度を半分にし得るので、あまり望ましいものではなかった。PDMSの架橋反応は、オーブン内の滞留時間(dwell time)に依存する。オーブンの長さが短いということは、同じ滞留時間を維持するためには、ライン速度をより遅くすることを意味する。IPNシート材料の第1の層12は、いずれかの機械の部分又はローラに接触する前に十分に硬化させる必要があるので(そうでなければ貼り付く傾向を示したり及び/又はPDMSを移動させたりし得る)、第2の被覆プロセスに必要とされるローラを材料が通過し得るように、ライン速度を二分の一に減らすことが必要となる。このアプローチは、材料を処理するために必要な時間を本質的に2倍にすることになり、第2の被覆ステーションに著しい資本投資(capital investment)を必要とすることになり得る。
【0008】
発明の概要
発明者は、Oleeva(登録商標)ファブリックのような製品を、常套の2回パス・プロセスではなく、1回パス技術を用いて達成し得ることを、予想外に見出した。本発明の方法を達成するためには、上述したように、液状PDMS層10の表面にePTFE膜30を適用する。しかしながら、新しい方法では、ファブリック40が適用された後まで、IPNシート材料12の加硫は行わない。最初の試みでは、この技術は成功せず、ファブリック40とIPN上側表面25との間に著しい結合は形成されなかった。このことは、吸い込みプロセスがePTFE膜30の上側表面25にて停止しようとする自然な傾向によるものであって、ファブリック40への十分な結合を達成しなかったと考えられる。
【0009】
ファブリック40への結合を達成するのに十分な量で液状PDMSをePTFE膜30の上側表面25へ流れさせることを支援するために、圧力を適用する試みがなされたが、いくつかの理由から問題があった。適用した圧力は、圧力ポイントから下側の液状シリコーンを移動させて、最終生成物の全体の厚みを低減させた。更に、これによって、圧力ポイントの上流側に材料の不規則な堆積が生じた。これらの問題点があっても、IPN表面25とファブリック40との間の十分な結合は達成されなかった。
【0010】
圧力適用プロセスの欠点は、処理助剤(processing aid)として溶媒を使用することによって、部分的に克服された。液状PDMSの中にトリクロロエタンを混合することによって、その粘度は十分に低くなり、溶媒が揮発することによる引き込み(pull through)又はより十分な吸い込みによって、IPNシート材料12とファブリック40との間の接着のレベルが達成された。しかしながら、この技術は、キャリヤー基材20から最終生成物(複合材料52)を引き離そうとする際に、IPNシート材料12からファブリック40を剥離させようとする傾向によって示されるような著しいレベルのピーリング・ストレス(peeling stress)に耐え得る結合を提供するものではなかった。この技術は、そのような処理助剤を用いるという追加のコストをもたらし、そして溶媒を揮発させる必要があるという生態学的に好ましくない結果をもたらしている。
【0011】
プロセスを第2のパスに通過させたり、溶媒の使用を必要としたりすることなく、IPNシート材料12とファブリック40との間の高品質の結合を達成する満足できる方法が、硬化プロセスの間にトンネルオーブン60を通過させる際に、ファブリック複合材料シート材料52の表面にわずかな圧力を連続的に適用することによって達成された。このことは、オーブン内の1又はそれ以上のポイントにて(図5及び6)、オーブンの中を通り蛇行するパス、即ち、ウェブのパスを、1つのアイドラー(idler)・ローラの上側、次のローラの下側、次のローラの上側というように「S」字形状の曲線70を形成することによって達成された。この技術は、プロセスの全体を通じてファブリック複合材料シート材料の表面にわずかに圧力を適用するものであって、液状PDMSの移動を生じることなく、IPNシート材料12とファブリック40との間の有効な結合が形成される。
【0012】
ファブリック40の表面に減圧(vacuum)を適用すると、本発明の新しい方法を更に向上させ得るということが見出された。この減圧は、オーブン60(図6)の中に入って蛇行する「S」字形状パス70をたどる前に、減圧ローラを用いて繊維ファブリック(textile fabric)40の上側表面に適用された。このように減圧を適用することによって、十分な量のPDMS(図2)がIPNシート材料12の上側表面25を通って移動し、及びファブリック40の底部表面45へ移動して、層40と層10aとの間に高品質の結合67を提供すると考えられる。
【0013】
本発明の更なる方法は、裏材料(backing material)に前もってラミネートされているePTFE膜を利用する。この方法は、裏材料とIPNとの間の高品質の結合を達成することに関して、効果的な含浸の感受性を排除する。例えば、ホットメルト接着剤結合又は熱接着(thermobonding)などの十分に確立されている方法を用いて、ePTFE膜を繊維ファブリックにラミネートすることができる。ホットメルト技術では、ePTFE膜又は裏材料のいずれかに溶融した接着剤のドットパターンを適用し、通常はニップローラ装置などを用いて加圧下で両者を接触させる。熱接着では、2つの要素を十分に加熱して一方の要素の少なくとも一部を溶融させ、ニップローラ等の装置を用いて材料に圧力を適用することによって、結合を達成する。いずれの技術も本発明の方法に用いることができる。
【0014】
この発明の新しい方法は、従来の技術と比べて、以下のような改良点(improvement)を提供する:
1)1回パス・プロセス。
2)接着剤として作用することが要求されるPDMSの第2の層50が無いこと。
3)溶媒又はその他の処理助剤を必要としないこと。
4)要求される滞留時間を実施するために、オーブン長さの追加を必要としないこと。
5)PDMS層10はプロセスの終わりまで十分に架橋させる必要がないので、ライン速度が向上すること。ファブリック層40の上側表面35がダウンライン装置の部分及びローラに接触するので、材料がローラ等に付着する傾向はない。
6)キャリヤー基材20は、その片側のみに剥離表面を被覆すればよいこと。従来の技術では、IPNシート材料12の上側表面25は、1回目のパスにおいてシート材料がロールに巻き取られる際に、ペーパー・キャリヤー基材20の裏材料に最終的に接触するので、両側にポリマー樹脂が被覆されたベース・ペーパー・キャリヤー基材を必要としていた。第2の剥離被覆は、IPNシート材料のキャリヤー基材20の裏側への意図しない接着を防止するために必要とされていた。1回目のパスの間にファブリック40が存在することによって、この傾向が排除される。
【0015】
(好ましい態様例についての説明)
本発明の以下の態様例は、本発明を限定するものではなく、本発明の発明としての広い思想から離れることなく、これらの構成及び方法は変更することができる。同様に、この方法において、いくつかの材料を置き換えて、創傷被覆材及び傷跡処理材料以外の種々の用途に有用な生成物を製造し得るとも考えられる。特に、繊維ファブリック以外の材料、例えば不織布フィルム、発泡体(フォーム(foam))などを用いることもできる。
【0016】
実施例1:
ポリマー被覆されたキャリヤー基材20の15インチ(38cm)幅のロール80を、毎分約1フィート(30cm)の速度で巻き出した。次に、キャリヤー基材20は、キャリヤー基材20の11.5インチ(29cm)幅の領域に液状PDMSの被覆11を付着させるように、液状PDMS10のリザーバ9を有するナイフ・オーバーロール被覆ステーションを通過させた。キャリヤー基材20の表面とナイフ90との間の隙間は、0.020インチ(500マイクロメートル)に設定した。0.0003インチ(3マイクロメートル)厚み及び12インチ(30cm)幅のロール31のePTFE膜30を、液状PDMS被覆11の表面に巻き出した(繰り出して供給した)。14インチ(36cm)幅のロール41のトリコット繊維ファブリック40をePTFE膜30の表面に巻き出した。
【0017】
ePTFE膜30のための巻き出し装置31を、ナイフ・アセンブリ90から約6インチ(15cm)下手側に設けた。ファブリック巻き出し装置41を、ePTFE膜30巻き出し装置31から約8インチ(20cm)下手側に設けた。いずれの場合にも、ロールした物品を基材20のわずかに上方に位置するアイドラー・ローラ33及び43に巻き付けるように、巻き出し装置を配置した。その次の下手側のサポートアイドラー46は、液状PDMS被覆11を有する基材20がePTFE膜30及びファブリック40に緩やかに接触するように、アイドラー43に対して相対的にわずかな角度をなして配置されている。
【0018】
材料はそれから、「S」字形状に蛇行する構成70が採用されている、12フィート(3.7メートル)の長さのトンネル型オーブン60の中を通過した。オーブン内の空気温度は華氏約180°(約82℃)であった。トンネル・オーブン60の端部に材料が出ると、張力が調節された巻き取り装置(図示せず)を用いて、材料はロールに巻き取られる。ロール物品はロータリー式ダイ切断装置へ送られて、最終用途の個々のピースに切断される。
【0019】
実施例2
巻き出し装置の配置を、ePTFE膜30がファブリック40の上側を引っ張られて、2つの材料が同時に液状PDMS被覆11に接触するような構成に変更して(図6)、実施例1の方法を繰り返した。このことによって、張力に対して非常に敏感で、機械的変形を受けやすいePTFE膜30の巻き出しが簡略化された。更に、ePTFE膜/ファブリックの下手側とオーブン60の入口部との間に、減圧ローラ100を設けた。減圧ローラ100の活性表面(active face)は、12インチ(30cm)幅とされ、巻き付け角は約180°とされた。
【0020】
実施例3
繊維ファブリックを、ドットパターンのホットメルトポリウレタン接着剤10bを用いてオフラインにてePTFEフィルムにラミネートしたこと以外は、実施例1の方法を繰り返した。前もってラミネートした材料110のロールを液状シリコーン上に巻き出して、ラミネートのePTFE側をシリコーンに接触させた。ホットメルト接着剤は、PTFEと繊維製品裏材料との間に高品質の結合を提供し、それによって減圧ローラや溶剤処理エイドの必要がなくなる。この技術はePTFEと繊維製品裏材料とを個別に巻き出さない点で、巻き出しプロセスを簡略化し得る。前もってラミネートする技術はプロセスに前工程を導入するが、繊維製品裏材料との効果的な結合を達成する上で、シリコーンの効率よい含浸に依存することによって、装置の変更等を行う必要がなくなる。従って、含浸及び結合プロセスのライン速度及び温度パラメータへの感受性を大きく低下させ、それによって製造効率が向上して、予備的ラミネート工程のコストを相殺し得る。ePTFEの細孔寸法及び厚みのパラメータの組み合わせは、シリコーンをePTFEへ十分に含浸させてIPN構造を形成し、IPN材料と繊維製品裏材料との間に適度の結合整合性を生じることができる。
【0021】
各実施例では、図2に示すような、層間に高品質の結合を有する最終的繊維製品複合材料シート材料52を製造した。得られた材料は、繊維ファブリック層40とIPNシート材料12との剥離を生じることなく、裏材料ペーパー・キャリヤー基材20から取り外すことができた。
【図面の簡単な説明】
【0022】
【図1】図1は、先行技術の材料の断面図を示しており、ePTFE(引き延ばしたポリテトラフルオロエチレン)膜30にPDMS層10を含浸させ、その遠位側表面若しくは上側表面25において、追加のPDMS接着層50を介して繊維ファブリック40が結合されている。
【図2】図2は、本発明の好ましい態様の断面図を示しており、ePTFE膜30にPDMS層10を含浸させ、そのIPN膜30の遠位側表面若しくは上側表面25の上側に追加のPDMS層10aを存在させて、PDMS層10aとファブリック40との界面45に高品質の結合を提供している。
【図3】図3は、本発明の好ましい態様の断面図を示しており、接着剤10bのドットパターンを用いて裏材料ファブリック40に前もってラミネートされているePTFE膜30に、PDMS層10を含浸させており、接着剤10bは接着剤層10bとファブリック40との間の界面45に高品質の結合を提供している。
【図4】図4は、先行技術の方法の模式図を示しており、キャリヤー基材20のロール80は液状PDMS10のリザーバ9を通過している。ドクターブレード90によって被覆11の過剰なPDMSが落されて、方法の第1のパスであるか又は第2のパスであるかに応じて、ePTFE膜30又は繊維ファブリック40のいずれかが適用される。材料はその後トンネルオーブン60の中を通過する。
【図5】図5は、本発明の好ましい態様(実施例1)の模式図を示している。キャリヤー基材20上の被覆11に対して、繊維ファブリック40の手前側(直前)でePTFE膜30を適用し、キャリヤー基材20のパスは符号70で示すようにローラの上側及び下側を通る「S字形状」に蛇行させている。繊維ファブリック40の上側表面35がローラなどの下流側の機械パーツに接触して、付着を防止している。
【図6】図6は、本発明の好ましい態様(実施例2)の模式図を示している。ePTFE膜30に繊維ファブリック40のロール41上を通過させて、ePTFE膜30及びファブリック40の両者をPDMS被覆11上に同時に適用する。減圧ロール100を用いて、繊維ファブリック40が約180°の減圧作動領域(図6において、9時の位置から3時の位置)を通過する際に、繊維ファブリック40の表面35に対して減圧を適用する。
【図7】図7は、本発明の好ましい態様(実施例3)の模式図を示している。この態様では、ホットメルトポリウレタン接着剤10bを用いて、繊維ファブリックをPTFE膜に前もってラミネートしている。前もってラミネートした材料110のロールを液状シリコーンの中を通して巻き出し、その場でIPN材料を生成させる。
【特許請求の範囲】
【請求項1】
裏材料40に結合した相互侵入高分子網目シート材料12を製造するワンステップ方法であって、
a)キャリヤー基材20上に被覆11として液状ポリマー配合物10を流延すること;
b)前記被覆11の表面に微小孔性ポリマーシート材料膜30を適用して、液状ポリマー層10を前記微小孔性ポリマー膜30に含浸させること;
c)含浸させた膜30の遠位側表面25に裏材料40を適用すること;
d)裏材料40と含浸させた膜30との間に結合を生じさせて、複合シート材料52を形成すること;並びに
e)液状ポリマー配合物を固化させること
を含んでなる方法。
【請求項2】
液状ポリマー配合物10がポリジメチルシロキサンである請求項1記載の方法。
【請求項3】
微小孔性ポリマー膜30が、引き延ばしたポリテトラフルオロエチレンである請求項1記載の方法。
【請求項4】
裏材料が、繊維ファブリック40である請求項1記載の方法。
【請求項5】
裏材料が、非繊維ファブリック又は発泡体である請求項1記載の方法。
【請求項6】
液状ポリマー配合物を固化させる前に、裏材料40の遠位側表面若しくは上側表面35に接触するように配置された減圧ローラデバイス100を用いて減圧にさらすことによって、裏材料40と膜30の遠位側表面若しくは上側表面との間の結合を向上させる請求項1記載の方法。
【請求項7】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマー膜30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が繊維ファブリックである請求項1記載の方法。
【請求項8】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマーシート材料30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が非繊維材料である請求項1記載の方法。
【請求項9】
種々の型の微小孔性裏材料、例えば繊維材料に対してその場で(in situ)結合する相互侵入高分子網目を製造する方法であって、a)1回パスプロセスであること、b)接着剤としての機能が要求されるPDMSの第2の被覆が無いこと、c)溶媒又はその他の処理助剤を必要としないこと、d)要求される滞留時間を実施するために、オーブン長さの追加を必要としないこと、e)PDMSを方法の終わりまでに十分に架橋させる必要がないのでライン速度が向上すること、並びにg)キャリヤー基材20はその片側のみに剥離表面を被覆すればよいことを含む改良点を有する方法。
【請求項10】
1回パスにより創傷被覆材及び傷跡処理製品を製造する方法であって、
キャリヤー基材20上に液状PDMSの層10を形成すること;
液状PDMS層10の頂部にePTFEの層30を載置すること;
前記ePTFEの層は細孔を有しており、ePTFEの層30に液状PDMSを含浸させ、ePTFE層の毛細管として作用する細孔の中を通して、毛細管現象にて液状PDMSを膜30の上側表面へ移し、IPNシート材料12を形成すること、
IPNシート材料12の上側表面25を繊維ファブリック40に結合させて、シート材料12が衣類に巻き付いたり又はまとわりついたりする傾向を低減し又は排除して、製品の上側を覆う衣類が繊維ファブリック40の上側を容易にスライドするように、複合ファブリックシート材料52を形成すること、
繊維ファブリック40をIPNシート材料12に適用した後に、IPNシート材料12を加硫すること、
硬化プロセスの間で、トンネルオーブン60の中を通過する際に、該オーブン内で、1つのアイドラー・ローラの上側、次のアイドラー・ローラの下側、次のアイドラー・ローラの上側を通し、該オーブン内でウェブの経路をS字形状に設けて蛇行する経路を通すことによって、ファブリック複合シート材料52に連続的に圧力をかけて、IPNシート材料12と繊維ファブリック40との間に有効な結合を形成させること
を含んでなる方法。
【請求項11】
ePTFE膜30をファブリック40上を通して引っ張り、2つの材料を同時に液状PDMSに接触させる請求項10記載の方法。
【請求項12】
繊維ファブリック40がオーブン60の中へ入る前に、繊維ファブリック40の上側表面35に減圧を適用して、IPNシート材料12と繊維ファブリック40との間の結合を向上させる請求項10記載の方法。
【請求項13】
裏材料40に結合した相互侵入高分子網目シート材料12を製造する方法であって、a)キャリヤー基材20上に被覆11として液状ポリマー配合物10を流延させること;b)被覆11の表面に、微小孔性ポリマーシート材料膜及び裏材料のラミネート110を適用して、液状ポリマー層10をその微小孔性ポリマー膜に含浸させること;並びにc)該液状ポリマー配合物を固化させることを含んでなる方法。
【請求項14】
液状ポリマー配合物10がポリジメチルシロキサンである請求項13記載の方法。
【請求項15】
微小孔性ポリマー膜30が、引き延ばしたポリテトラフルオロエチレンである請求項13記載の方法。
【請求項16】
裏材料が、繊維ファブリック40である請求項13記載の方法。
【請求項17】
裏材料が、非繊維ファブリック又は発泡体である請求項13記載の方法。
【請求項18】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマー膜30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が繊維ファブリックである請求項13記載の方法。
【請求項19】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマーシート材料30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が非繊維材料である請求項13記載の方法。
【請求項20】
種々の型の微小孔性裏材料、例えば繊維材料に対してその場で(in situ)結合する相互侵入高分子網目を製造する方法であって、a)1回パスプロセスであること、b)接着剤としての機能が要求されるPDMSの第2の被覆が無いこと、c)溶媒又はその他の処理助剤を必要としないこと、d)要求される滞留時間を実施するために、オーブン長さの追加を必要としないこと、e)PDMSを方法の終わりまでに十分に架橋させる必要がないのでライン速度が向上すること、並びにg)キャリヤー基材20はその片側のみに剥離表面を被覆すればよいことを含む改良点を有する方法。
【請求項21】
1回パスにより創傷被覆材及び傷跡処理製品を製造する方法であって、
キャリヤー基材20上に液状ポリマー配合物の層10を形成すること;
液状ポリマー配合物層10の頂部に、裏材料にラミネートされた微小孔性ポリマーシート材料膜の層30を載置すること;
前記微小孔性ポリマーシート材料の細孔の中を通して毛細管現象の吸い込みによって、前記微小孔性ポリマーシート材料膜層30に液状ポリマー配合物を含浸させ、IPNシート材料12を形成すること、並びに
液状ポリマー配合物を固化させること
を含んでなる方法。
【請求項22】
液状ポリマー配合物10がポリジメチルシロキサンである請求項21記載の方法。
【請求項23】
微小孔性ポリマー膜30が、引き延ばしたポリテトラフルオロエチレンである請求項21記載の方法。
【請求項24】
裏材料が、繊維ファブリック40である請求項21記載の方法。
【請求項25】
裏材料が、非繊維ファブリック(non-textile fabric)又は発泡体である請求項21記載の方法。
【請求項26】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマー膜30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が繊維ファブリックである請求項21記載の方法。
【請求項27】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマーシート材料30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が非繊維材料である請求項21記載の方法。
【請求項1】
裏材料40に結合した相互侵入高分子網目シート材料12を製造するワンステップ方法であって、
a)キャリヤー基材20上に被覆11として液状ポリマー配合物10を流延すること;
b)前記被覆11の表面に微小孔性ポリマーシート材料膜30を適用して、液状ポリマー層10を前記微小孔性ポリマー膜30に含浸させること;
c)含浸させた膜30の遠位側表面25に裏材料40を適用すること;
d)裏材料40と含浸させた膜30との間に結合を生じさせて、複合シート材料52を形成すること;並びに
e)液状ポリマー配合物を固化させること
を含んでなる方法。
【請求項2】
液状ポリマー配合物10がポリジメチルシロキサンである請求項1記載の方法。
【請求項3】
微小孔性ポリマー膜30が、引き延ばしたポリテトラフルオロエチレンである請求項1記載の方法。
【請求項4】
裏材料が、繊維ファブリック40である請求項1記載の方法。
【請求項5】
裏材料が、非繊維ファブリック又は発泡体である請求項1記載の方法。
【請求項6】
液状ポリマー配合物を固化させる前に、裏材料40の遠位側表面若しくは上側表面35に接触するように配置された減圧ローラデバイス100を用いて減圧にさらすことによって、裏材料40と膜30の遠位側表面若しくは上側表面との間の結合を向上させる請求項1記載の方法。
【請求項7】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマー膜30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が繊維ファブリックである請求項1記載の方法。
【請求項8】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマーシート材料30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が非繊維材料である請求項1記載の方法。
【請求項9】
種々の型の微小孔性裏材料、例えば繊維材料に対してその場で(in situ)結合する相互侵入高分子網目を製造する方法であって、a)1回パスプロセスであること、b)接着剤としての機能が要求されるPDMSの第2の被覆が無いこと、c)溶媒又はその他の処理助剤を必要としないこと、d)要求される滞留時間を実施するために、オーブン長さの追加を必要としないこと、e)PDMSを方法の終わりまでに十分に架橋させる必要がないのでライン速度が向上すること、並びにg)キャリヤー基材20はその片側のみに剥離表面を被覆すればよいことを含む改良点を有する方法。
【請求項10】
1回パスにより創傷被覆材及び傷跡処理製品を製造する方法であって、
キャリヤー基材20上に液状PDMSの層10を形成すること;
液状PDMS層10の頂部にePTFEの層30を載置すること;
前記ePTFEの層は細孔を有しており、ePTFEの層30に液状PDMSを含浸させ、ePTFE層の毛細管として作用する細孔の中を通して、毛細管現象にて液状PDMSを膜30の上側表面へ移し、IPNシート材料12を形成すること、
IPNシート材料12の上側表面25を繊維ファブリック40に結合させて、シート材料12が衣類に巻き付いたり又はまとわりついたりする傾向を低減し又は排除して、製品の上側を覆う衣類が繊維ファブリック40の上側を容易にスライドするように、複合ファブリックシート材料52を形成すること、
繊維ファブリック40をIPNシート材料12に適用した後に、IPNシート材料12を加硫すること、
硬化プロセスの間で、トンネルオーブン60の中を通過する際に、該オーブン内で、1つのアイドラー・ローラの上側、次のアイドラー・ローラの下側、次のアイドラー・ローラの上側を通し、該オーブン内でウェブの経路をS字形状に設けて蛇行する経路を通すことによって、ファブリック複合シート材料52に連続的に圧力をかけて、IPNシート材料12と繊維ファブリック40との間に有効な結合を形成させること
を含んでなる方法。
【請求項11】
ePTFE膜30をファブリック40上を通して引っ張り、2つの材料を同時に液状PDMSに接触させる請求項10記載の方法。
【請求項12】
繊維ファブリック40がオーブン60の中へ入る前に、繊維ファブリック40の上側表面35に減圧を適用して、IPNシート材料12と繊維ファブリック40との間の結合を向上させる請求項10記載の方法。
【請求項13】
裏材料40に結合した相互侵入高分子網目シート材料12を製造する方法であって、a)キャリヤー基材20上に被覆11として液状ポリマー配合物10を流延させること;b)被覆11の表面に、微小孔性ポリマーシート材料膜及び裏材料のラミネート110を適用して、液状ポリマー層10をその微小孔性ポリマー膜に含浸させること;並びにc)該液状ポリマー配合物を固化させることを含んでなる方法。
【請求項14】
液状ポリマー配合物10がポリジメチルシロキサンである請求項13記載の方法。
【請求項15】
微小孔性ポリマー膜30が、引き延ばしたポリテトラフルオロエチレンである請求項13記載の方法。
【請求項16】
裏材料が、繊維ファブリック40である請求項13記載の方法。
【請求項17】
裏材料が、非繊維ファブリック又は発泡体である請求項13記載の方法。
【請求項18】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマー膜30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が繊維ファブリックである請求項13記載の方法。
【請求項19】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマーシート材料30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が非繊維材料である請求項13記載の方法。
【請求項20】
種々の型の微小孔性裏材料、例えば繊維材料に対してその場で(in situ)結合する相互侵入高分子網目を製造する方法であって、a)1回パスプロセスであること、b)接着剤としての機能が要求されるPDMSの第2の被覆が無いこと、c)溶媒又はその他の処理助剤を必要としないこと、d)要求される滞留時間を実施するために、オーブン長さの追加を必要としないこと、e)PDMSを方法の終わりまでに十分に架橋させる必要がないのでライン速度が向上すること、並びにg)キャリヤー基材20はその片側のみに剥離表面を被覆すればよいことを含む改良点を有する方法。
【請求項21】
1回パスにより創傷被覆材及び傷跡処理製品を製造する方法であって、
キャリヤー基材20上に液状ポリマー配合物の層10を形成すること;
液状ポリマー配合物層10の頂部に、裏材料にラミネートされた微小孔性ポリマーシート材料膜の層30を載置すること;
前記微小孔性ポリマーシート材料の細孔の中を通して毛細管現象の吸い込みによって、前記微小孔性ポリマーシート材料膜層30に液状ポリマー配合物を含浸させ、IPNシート材料12を形成すること、並びに
液状ポリマー配合物を固化させること
を含んでなる方法。
【請求項22】
液状ポリマー配合物10がポリジメチルシロキサンである請求項21記載の方法。
【請求項23】
微小孔性ポリマー膜30が、引き延ばしたポリテトラフルオロエチレンである請求項21記載の方法。
【請求項24】
裏材料が、繊維ファブリック40である請求項21記載の方法。
【請求項25】
裏材料が、非繊維ファブリック(non-textile fabric)又は発泡体である請求項21記載の方法。
【請求項26】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマー膜30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が繊維ファブリックである請求項21記載の方法。
【請求項27】
液状ポリマー配合物層10がポリジメチルシロキサンであり、微小孔性ポリマーシート材料30が引き延ばしたポリテトラフルオロエチレンであり、裏材料40が非繊維材料である請求項21記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2007−515312(P2007−515312A)
【公表日】平成19年6月14日(2007.6.14)
【国際特許分類】
【出願番号】特願2006−539910(P2006−539910)
【出願日】平成16年11月12日(2004.11.12)
【国際出願番号】PCT/US2004/037847
【国際公開番号】WO2005/049723
【国際公開日】平成17年6月2日(2005.6.2)
【出願人】(506163652)バイオ・メッド・サイエンシーズ・インコーポレイテッド (1)
【氏名又は名称原語表記】Bio Med Sciences, Inc.
【Fターム(参考)】
【公表日】平成19年6月14日(2007.6.14)
【国際特許分類】
【出願日】平成16年11月12日(2004.11.12)
【国際出願番号】PCT/US2004/037847
【国際公開番号】WO2005/049723
【国際公開日】平成17年6月2日(2005.6.2)
【出願人】(506163652)バイオ・メッド・サイエンシーズ・インコーポレイテッド (1)
【氏名又は名称原語表記】Bio Med Sciences, Inc.
【Fターム(参考)】
[ Back to top ]