
真空バルブ用接点およびその製造方法

【課題】導電率のよいベース板に、所定の厚さを有するCrを多量に含有した合金層を設けた接点を得る。
【解決手段】接離自在の一対の接点5を有する真空バルブに用いられる真空バルブ用接点において、接点5は、例えば縦磁界を発生させる電極2に固着されるとともに、導電率のよいベース板からなる導電層3と、この導電層3面に形成された合金層4とで構成され、合金層4は、Cu−Cr合金からなる溶接ワイヤを用いた溶接による肉盛りにより、所定厚さで形成されたことを特徴とする。
【解決手段】接離自在の一対の接点5を有する真空バルブに用いられる真空バルブ用接点において、接点5は、例えば縦磁界を発生させる電極2に固着されるとともに、導電率のよいベース板からなる導電層3と、この導電層3面に形成された合金層4とで構成され、合金層4は、Cu−Cr合金からなる溶接ワイヤを用いた溶接による肉盛りにより、所定厚さで形成されたことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の実施形態は、接離自在の一対の接点を有する真空バルブに用いられる真空バルブ用接点およびその製造方法に関する。
【背景技術】
【0002】
真空開閉機器は、優れた環境調和性により適用範囲の拡大が進められており、特に、高電圧領域への適用が進んでいる。高電圧用の真空バルブの接点材料としては、耐弧性成分のCrを導電性成分のCuマトリックス中に分散したものが多用されている。Crの含有量が多いほどよく、Cu−50wt%Crのような接点が焼結法、溶浸法などで製造されている(例えば、特許文献1参照)。
【0003】
しかしながら、Crを多量に含有させると、導電率が低下し、通電電流による温度上昇を招く恐れがある。このため、接点を二層構造とし、導電率のよい導電層面に、Crを含有した合金を蒸着などで設けるものがある。しかしながら、合金層の厚さを数μm程度しか形成することができず、遮断時の消耗に耐え得るなど接点としての機能を充分に発揮させることができなかった(例えば、特許文献2参照)。
【0004】
一方、溶接などで肉盛りをして比較的厚い合金層を設けることが知られている。しかしながら、Crを含有した溶接ワイヤとしては、Crが脆性を有していることから、含有量が21wt%以下と低く、Crを多量に含有させることは困難であった(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−77375号公報
【特許文献2】特開平9−245589号公報
【特許文献3】特開平9−104935号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
真空バルブ用接点においては、通電性能に優れ、所定の厚さを有しCrを多量に含有した合金層を設け、接点としての機能を充分に発揮できるものが望まれていた。ここで、Crが多量とは、Cr含有量が21wt%超過をいう。
【0007】
本発明は上記課題を解決するためになされたもので、Crを多量に含有した合金層を所定の厚さで導電層面に形成し、耐電圧特性を向上し得る真空バルブ用接点およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、実施形態の真空バルブ用接点は、接離自在の一対の接点を有する真空バルブに用いられる真空バルブ用接点において、前記接点は、電極に固着された導電層と、前記導電層面に形成された合金層とで構成され、前記合金層は、Cu−Cr合金からなる溶接ワイヤを用いた溶接による肉盛りで形成されたことを特徴とする。
【図面の簡単な説明】
【0009】
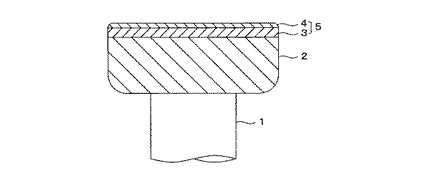
【図1】本発明の実施例に係る真空バルブ用接点の構成を示す断面図。
【図2】本発明の実施例に係る真空バルブ用接点の製造方法を示すフロー図。
【図3】本発明の実施例に係る真空バルブ用接点に用いる溶接ワイヤを説明する図。
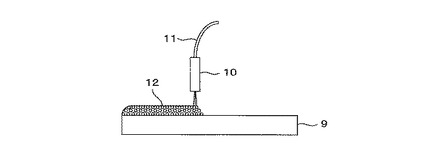
【図4】本発明の実施例に係る真空バルブ用接点の溶接方法を説明する図。
【発明を実施するための形態】
【0010】
以下、図面を参照して本発明の実施例を説明する。
【実施例】
【0011】
本発明の実施例に係る真空バルブ用接点を図1〜図4を参照して説明する。図1は、本発明の実施例に係る真空バルブ用接点の構成を示す断面図、図2は、本発明の実施例に係る真空バルブ用接点の製造方法を示すフロー図、図3は、本発明の実施例に係る真空バルブ用接点に用いる溶接ワイヤを説明する図、図4は、本発明の実施例に係る真空バルブ用接点の溶接方法を説明する図である。
【0012】
図1に示すように、通電軸1端には、例えば縦磁界を発生させる電極2の一方面がろう付けなどで固着されている。他方面には、導電性成分のCuからなる円板状の導電層3の一方面が固着されている。導電層3の他方面には、Cu−Cr合金からなる円板状の合金層4が設けられている。ここで、導電層3と合金層4で接点5を構成し、合金層4側が接触面となる。固定側と可動側は、同様である。
【0013】
次に、接点5の製造方法を図2〜図4を参照して説明する。
【0014】
図2に示すように、先ず、真空溶解法によりφ70mmのCu−25wt%Crの合金体を製造する(st1)。製造においては、合金の溶解時にるつぼから不可避な酸化物を除く不純物が混入することがない。この状態を図3(a)に示すが、Cuマトリックス6中に球状のCr粒子7が一様に分散している。
【0015】
次に、第1の加工として、Cu−Cu合金体を温度600℃で熱間鍛造し、一辺25mmの角材とする(st2)。そして、第2の加工として、室温でのスエージングと温度600℃での焼鈍を2回繰り返し、φ3mmの棒状に加工する(st3)。その後、室温での線引き加工により、φ1mmの線材とする(st4)。加工後の状態を図3(b)に示すが、Cr粒子8が楕円状に変形する。
【0016】
一般的に、Crを多量に含有する合金は脆いとされているが、合金体に不純物が少なく、また、上述の加工により、球状のCr粒子7が長さ方向に延伸され、楕円状(長円側が数10μmの繊維状)のCr粒子8となるため、強度向上に寄与したものと考えられる。これにより、断線を防ぐことができ、溶接に用いられるような所定の大きさまで細径となった線材を得ることができる。
【0017】
次に、シールドガスに不活性ガスを用いたミグ溶接により肉盛りを行う(st5)。図4に示すように、導電層3の相当するCuからなるt1mmのベース板9と溶接トーチ10間に所定の電源を接続し、上述したφ1mmの線材を溶接ワイヤ11として用い、肉盛り溶接を行う。ベース板9面上には、数100μm以上の厚さを有する合金層4に相当する肉盛り部12が形成される。
【0018】
このような厚さを有することにより、遮断時の消耗などに耐え得るものとなる。なお、肉盛り部12は、必要により機械加工をし、端部に曲率を持たせたり、接触面を平滑とすることができる。肉盛り部12の成分は、溶接ワイヤ11と同様のCu−25wt%Crとなる。
【0019】
上記実施例の真空バルブ用接点によれば、接点5を導電層3と合金層4の二層構造で構成し、合金層4を、Crを多量に含有する溶接ワイヤ11を用いて肉盛りして設けているので、所定の厚さを容易に形成することができ、通電性能を低下させることなく、Crを多量に含有した接点を得ることができる。
【0020】
なお、本発明は、上記実施例に限定されるものではなく、発明の要旨を逸脱しない範囲で、種々変形して実施することができる。上記実施例では、導電層3をCuで説明したが、合金層4よりもCr含有量が少ないCu−Cr合金とすることができる。即ち、導電層3を、合金層4よりもCr含有量の少ないものにすることができ、通電特性を改善することができる。
【0021】
また、溶接ワイヤ11をCu−25wt%Crで説明したが、Cr含有量を一般的に用いられている50wt%Cr程度まで増加させることができる。更には、補助成分を添加することもできる。
【0022】
以上述べたような実施形態によれば、通電性能を低下させることなく、Crを多量に含有させ、耐電圧特性を向上し得る真空バルブの接点を得ることができる。
【0023】
以上において幾つかの実施形態を述べたが、これらの実施形態は、単に例として示したもので、本発明の範囲を限定することを意図したものではない。実際、ここにおいて述べた新規な装置および方法は、種々の他の形態に具体化されてもよいし、さらに、本発明の主旨またはスピリットから逸脱することなく、ここにおいて述べた装置および方法の形態における種々の省略、置き換えおよび変更を行ってもよい。付随する請求項およびそれらの均等物または均等方法は、本発明の範囲および主旨またはスピリットに入るようにそのような形態若しくは変形を含むことを意図している。
【符号の説明】
【0024】
1 通電軸
2 電極
3 導電層
4 合金層
5 接点
6 Cuマトリックス
7、8 Cr粒子
9 ベース板
10 溶接トーチ
11 溶接ワイヤ
12 肉盛り部
【技術分野】
【0001】
本発明の実施形態は、接離自在の一対の接点を有する真空バルブに用いられる真空バルブ用接点およびその製造方法に関する。
【背景技術】
【0002】
真空開閉機器は、優れた環境調和性により適用範囲の拡大が進められており、特に、高電圧領域への適用が進んでいる。高電圧用の真空バルブの接点材料としては、耐弧性成分のCrを導電性成分のCuマトリックス中に分散したものが多用されている。Crの含有量が多いほどよく、Cu−50wt%Crのような接点が焼結法、溶浸法などで製造されている(例えば、特許文献1参照)。
【0003】
しかしながら、Crを多量に含有させると、導電率が低下し、通電電流による温度上昇を招く恐れがある。このため、接点を二層構造とし、導電率のよい導電層面に、Crを含有した合金を蒸着などで設けるものがある。しかしながら、合金層の厚さを数μm程度しか形成することができず、遮断時の消耗に耐え得るなど接点としての機能を充分に発揮させることができなかった(例えば、特許文献2参照)。
【0004】
一方、溶接などで肉盛りをして比較的厚い合金層を設けることが知られている。しかしながら、Crを含有した溶接ワイヤとしては、Crが脆性を有していることから、含有量が21wt%以下と低く、Crを多量に含有させることは困難であった(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−77375号公報
【特許文献2】特開平9−245589号公報
【特許文献3】特開平9−104935号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
真空バルブ用接点においては、通電性能に優れ、所定の厚さを有しCrを多量に含有した合金層を設け、接点としての機能を充分に発揮できるものが望まれていた。ここで、Crが多量とは、Cr含有量が21wt%超過をいう。
【0007】
本発明は上記課題を解決するためになされたもので、Crを多量に含有した合金層を所定の厚さで導電層面に形成し、耐電圧特性を向上し得る真空バルブ用接点およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、実施形態の真空バルブ用接点は、接離自在の一対の接点を有する真空バルブに用いられる真空バルブ用接点において、前記接点は、電極に固着された導電層と、前記導電層面に形成された合金層とで構成され、前記合金層は、Cu−Cr合金からなる溶接ワイヤを用いた溶接による肉盛りで形成されたことを特徴とする。
【図面の簡単な説明】
【0009】
【図1】本発明の実施例に係る真空バルブ用接点の構成を示す断面図。
【図2】本発明の実施例に係る真空バルブ用接点の製造方法を示すフロー図。
【図3】本発明の実施例に係る真空バルブ用接点に用いる溶接ワイヤを説明する図。
【図4】本発明の実施例に係る真空バルブ用接点の溶接方法を説明する図。
【発明を実施するための形態】
【0010】
以下、図面を参照して本発明の実施例を説明する。
【実施例】
【0011】
本発明の実施例に係る真空バルブ用接点を図1〜図4を参照して説明する。図1は、本発明の実施例に係る真空バルブ用接点の構成を示す断面図、図2は、本発明の実施例に係る真空バルブ用接点の製造方法を示すフロー図、図3は、本発明の実施例に係る真空バルブ用接点に用いる溶接ワイヤを説明する図、図4は、本発明の実施例に係る真空バルブ用接点の溶接方法を説明する図である。
【0012】
図1に示すように、通電軸1端には、例えば縦磁界を発生させる電極2の一方面がろう付けなどで固着されている。他方面には、導電性成分のCuからなる円板状の導電層3の一方面が固着されている。導電層3の他方面には、Cu−Cr合金からなる円板状の合金層4が設けられている。ここで、導電層3と合金層4で接点5を構成し、合金層4側が接触面となる。固定側と可動側は、同様である。
【0013】
次に、接点5の製造方法を図2〜図4を参照して説明する。
【0014】
図2に示すように、先ず、真空溶解法によりφ70mmのCu−25wt%Crの合金体を製造する(st1)。製造においては、合金の溶解時にるつぼから不可避な酸化物を除く不純物が混入することがない。この状態を図3(a)に示すが、Cuマトリックス6中に球状のCr粒子7が一様に分散している。
【0015】
次に、第1の加工として、Cu−Cu合金体を温度600℃で熱間鍛造し、一辺25mmの角材とする(st2)。そして、第2の加工として、室温でのスエージングと温度600℃での焼鈍を2回繰り返し、φ3mmの棒状に加工する(st3)。その後、室温での線引き加工により、φ1mmの線材とする(st4)。加工後の状態を図3(b)に示すが、Cr粒子8が楕円状に変形する。
【0016】
一般的に、Crを多量に含有する合金は脆いとされているが、合金体に不純物が少なく、また、上述の加工により、球状のCr粒子7が長さ方向に延伸され、楕円状(長円側が数10μmの繊維状)のCr粒子8となるため、強度向上に寄与したものと考えられる。これにより、断線を防ぐことができ、溶接に用いられるような所定の大きさまで細径となった線材を得ることができる。
【0017】
次に、シールドガスに不活性ガスを用いたミグ溶接により肉盛りを行う(st5)。図4に示すように、導電層3の相当するCuからなるt1mmのベース板9と溶接トーチ10間に所定の電源を接続し、上述したφ1mmの線材を溶接ワイヤ11として用い、肉盛り溶接を行う。ベース板9面上には、数100μm以上の厚さを有する合金層4に相当する肉盛り部12が形成される。
【0018】
このような厚さを有することにより、遮断時の消耗などに耐え得るものとなる。なお、肉盛り部12は、必要により機械加工をし、端部に曲率を持たせたり、接触面を平滑とすることができる。肉盛り部12の成分は、溶接ワイヤ11と同様のCu−25wt%Crとなる。
【0019】
上記実施例の真空バルブ用接点によれば、接点5を導電層3と合金層4の二層構造で構成し、合金層4を、Crを多量に含有する溶接ワイヤ11を用いて肉盛りして設けているので、所定の厚さを容易に形成することができ、通電性能を低下させることなく、Crを多量に含有した接点を得ることができる。
【0020】
なお、本発明は、上記実施例に限定されるものではなく、発明の要旨を逸脱しない範囲で、種々変形して実施することができる。上記実施例では、導電層3をCuで説明したが、合金層4よりもCr含有量が少ないCu−Cr合金とすることができる。即ち、導電層3を、合金層4よりもCr含有量の少ないものにすることができ、通電特性を改善することができる。
【0021】
また、溶接ワイヤ11をCu−25wt%Crで説明したが、Cr含有量を一般的に用いられている50wt%Cr程度まで増加させることができる。更には、補助成分を添加することもできる。
【0022】
以上述べたような実施形態によれば、通電性能を低下させることなく、Crを多量に含有させ、耐電圧特性を向上し得る真空バルブの接点を得ることができる。
【0023】
以上において幾つかの実施形態を述べたが、これらの実施形態は、単に例として示したもので、本発明の範囲を限定することを意図したものではない。実際、ここにおいて述べた新規な装置および方法は、種々の他の形態に具体化されてもよいし、さらに、本発明の主旨またはスピリットから逸脱することなく、ここにおいて述べた装置および方法の形態における種々の省略、置き換えおよび変更を行ってもよい。付随する請求項およびそれらの均等物または均等方法は、本発明の範囲および主旨またはスピリットに入るようにそのような形態若しくは変形を含むことを意図している。
【符号の説明】
【0024】
1 通電軸
2 電極
3 導電層
4 合金層
5 接点
6 Cuマトリックス
7、8 Cr粒子
9 ベース板
10 溶接トーチ
11 溶接ワイヤ
12 肉盛り部
【特許請求の範囲】
【請求項1】
接離自在の一対の接点を有する真空バルブに用いられる真空バルブ用接点において、
前記接点は、電極に固着された導電層と、
前記導電層面に形成された合金層とで構成され、
前記合金層は、Cu−Cr合金からなる溶接ワイヤを用いた溶接による肉盛りで形成されたことを特徴とする真空バルブ用接点。
【請求項2】
前記合金層のCr含有量は、前記導電層よりも多いことを特徴とする請求項1に記載の真空バルブ用接点。
【請求項3】
接離自在の一対の接点を有する真空バルブに用いられる真空バルブ用接点の製造方法において、
先ず、導電性成分を主成分とするベース板を準備し、
次に、Cu−Cr合金体を熱間鍛造、およびスエージングと焼鈍との繰り返しにより棒状に加工し、更に、線引き加工により線材に加工した溶接ワイヤを準備し、
そして、前記ベース板面に、前記溶接ワイヤを用いた溶接によりCu−Cr合金からなる肉盛り部を形成したことを特徴とする真空バルブ用接点の製造方法。
【請求項4】
前記溶接ワイヤのCr粒子は、長さ方向に延伸されていることを特徴とする請求項3に記載の真空バルブ用接点の製造方法。
【請求項5】
前記溶接ワイヤは、前記溶接に用いられるように所定の大きさまで細径に加工されていることを特徴とする請求項3または請求項4に記載の真空バルブ用接点の製造方法。
【請求項1】
接離自在の一対の接点を有する真空バルブに用いられる真空バルブ用接点において、
前記接点は、電極に固着された導電層と、
前記導電層面に形成された合金層とで構成され、
前記合金層は、Cu−Cr合金からなる溶接ワイヤを用いた溶接による肉盛りで形成されたことを特徴とする真空バルブ用接点。
【請求項2】
前記合金層のCr含有量は、前記導電層よりも多いことを特徴とする請求項1に記載の真空バルブ用接点。
【請求項3】
接離自在の一対の接点を有する真空バルブに用いられる真空バルブ用接点の製造方法において、
先ず、導電性成分を主成分とするベース板を準備し、
次に、Cu−Cr合金体を熱間鍛造、およびスエージングと焼鈍との繰り返しにより棒状に加工し、更に、線引き加工により線材に加工した溶接ワイヤを準備し、
そして、前記ベース板面に、前記溶接ワイヤを用いた溶接によりCu−Cr合金からなる肉盛り部を形成したことを特徴とする真空バルブ用接点の製造方法。
【請求項4】
前記溶接ワイヤのCr粒子は、長さ方向に延伸されていることを特徴とする請求項3に記載の真空バルブ用接点の製造方法。
【請求項5】
前記溶接ワイヤは、前記溶接に用いられるように所定の大きさまで細径に加工されていることを特徴とする請求項3または請求項4に記載の真空バルブ用接点の製造方法。
【図1】


【図2】

【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−9402(P2012−9402A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2010−146949(P2010−146949)
【出願日】平成22年6月28日(2010.6.28)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成22年6月28日(2010.6.28)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
[ Back to top ]