
真空成型方法及び真空成型品
【課題】
成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することにある。
【解決手段】
成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことにより、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することにある。
【解決手段】
成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことにより、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂シートを真空成型により成型する真空成型方法及び真空成型品に関する。
【背景技術】
【0002】
従来より、加熱軟化させた樹脂シートを成形型により真空成型することにより、真空成型品を成型することが行われている。例えば、特許文献1に示されるような雄型の成形型を用いて、樹脂製のシート材の成型を行うのが通常である。具体的には、加熱軟化させたシート材を、雄型に押し当てると共に、雄型に穿設された連通孔により、シート材と雄型表面の空気を抜いて真空にする。これにより、シート材が雄型に密着し、シート材が成型されることになる。雄型を使用する理由は、雄型に当接するのとは反対のシート材の面を、製品表面になるように設定するためで、この製品表面を型当たり面にしないようにするためである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−67032号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
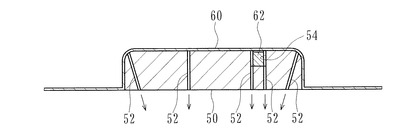
しかしながら、従来の雄型を用いた成型では、成型された樹脂シートにボスやナット等の部品をインサート部品として成型品の内側に一体成型することができない。具体的には、図6の従来例を示す図面を用いて説明する。この図6に示されるような雄型の成形型50で、インサート部品62を含めて成型したい場合、あらかじめ成形型50にインサート部品62を成形型50に設けるためにインサート部品孔54を穿設しておく。このインサート部品孔54は、成形型50の成型面に設ける。そして、このインサート部品孔54にインサート部品62を挿入した後に、加熱軟化させた樹脂シート60を成形型50に押しつけつつ、成形型50に穿設された脱気孔52から成形型50と樹脂シート60との間の空気を抜いて真空にさせて、樹脂シート60を成形型50に密着させて成型する。しかしながら、従来の雄型の成形型50では、成型された樹脂シート60でインサート部品62を保持することができず、インサート部品62を成型品の内側に一体成型することができない。
【0005】
本発明は、このような事情に鑑みてなされたもので、成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することにある。
【課題を解決するための手段】
【0006】
請求項1記載の真空成型方法は、成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことにより、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
【0007】
請求項2記載の真空成型方法は、雌型のインサート部品を載置又は固定する位置の周囲に脱気孔を穿設し、インサート部品周辺の真空度を高めつつ真空成型を行うことを特徴とする。
【0008】
請求項3記載の真空成型方法は、雌型のインサート部品を載置又は固定する位置に、インサート部品を保持する保持手段を有し、保持手段でインサート部品を保持した状態で樹脂シートの真空成型を行うことを特徴とする。
【0009】
請求項4記載の真空成型方法は、インサート部品の樹脂シートと密着する部分に突起を有し、突起が樹脂シートに係止した状態で、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
【0010】
請求項5記載の真空成型品は、請求項1〜請求項4のいずれかの真空成型方法で成型されたことを特徴とする。
【発明の効果】
【0011】
請求項1の発明によれば、成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことで、成型品の内側に突出する形でインサート部品を一体成型することが可能である。
【0012】
請求項2の発明によれば、雌型のインサート部品を載置又は固定する位置の周囲に脱気孔を穿設し、インサート部品周辺の真空度を高めつつ真空成型を行うことで、樹脂シートがインサート部品により強固に密着して成型され、インサート部品が樹脂シートから脱落しにくくなる。
【0013】
請求項3の発明によれば、雌型のインサート部品を載置又は固定する位置に、インサート部品を保持する保持手段を有し、保持手段でインサート部品を保持した状態で樹脂シートの真空成型を行うことから、インサート部品の正確な位置決めが可能であり、また、真空成型中にインサート部品がずれたり転倒したりすることを防止することができる。
【0014】
請求項4の発明によれば、インサート部品の樹脂シートと密着する部分に突起を有し、突起が樹脂シートに係止した状態で、インサート部品が樹脂シートと一体的に成型されることから、突起が樹脂シートに係止し、インサート部品が樹脂シートから脱落しにくくなる。
【0015】
請求項5の発明の成型品は、成型品の内側に突出する形でインサート部品を一体成型できたもので、また、そのインサート部品は樹脂シートから脱落しにくく、さらに、インサート部品の位置も正確である。
【図面の簡単な説明】
【0016】
【図1】本発明に係る成型品の成型手順を示す説明図である。
【図2】同成型手順の最終段階を示す説明図である。
【図3】同成型手順で成型された成型品の一例を示す説明図である。
【図4】同成型手順で成型された成型品に設けられたインサート部品の一例を示す説明図である。
【図5】同成型手順で成型された成型品に設けられたインサート部品の他の例を示す説明図である。
【図6】従来の真空成型の様子を示す説明図である。
【発明を実施するための形態】
【0017】
本実施の形態における真空成型方法は、樹脂シートを真空成型により成型する方法である。図1は、本発明に係る成型品の成型手順を示す説明図である。図2は、同成型手順の最終段階を示す説明図である。図3は、同成型手順で成型された成型品の一例を示す説明図である。図4は、同成型手順で成型された成型品に設けられたインサート部品の一例を示す説明図である。図5は、同成型手順で成型された成型品に設けられたインサート部品の他の例を示す説明図である。
【0018】
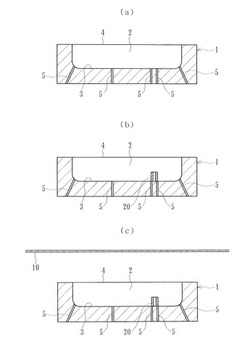
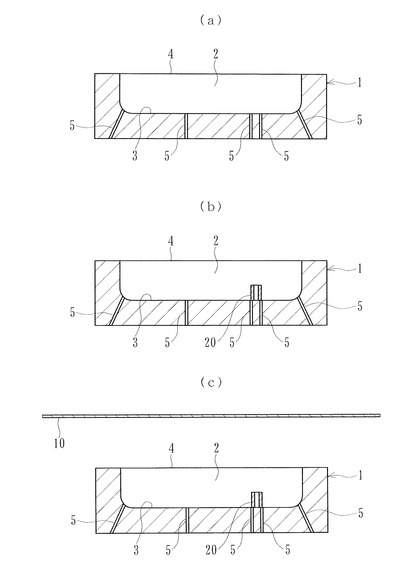
図1(a)に示すように、成形型1は、真空成型用の雌型で、キャビティ2の上方に開口部4を備えている。また、成形型1は、キャビティ2の空気を抜くための脱気孔5が複数穿設されている。次に、この成形型1を用いた真空成型の方法を説明する。
【0019】
まず、図1(b)に示すように、成形型1のキャビティ2のキャビティ面3にインサート部品20を載置する。このインサート部品20は、ボスやナットやアンカープラグ等の樹脂シート10と共に一体成型したい部品であり、その形状や材質や機能により限定されるものではない。このインサート部品20を載置するキャビティ面3の位置は、インサート部品20を成型品12において配置したい位置である。尚、図1〜図3に示すインサート部品20は、例えば、樹脂製のアンカープラグで、円筒形で内側に内孔22が穿設されている。また、キャビティ面3のインサート部品20を載置する位置の周囲の成形型1には、脱気孔5が複数穿設されている。これは、後述する真空成型時に、インサート部品20の周辺の真空度をより高めるためである。
【0020】
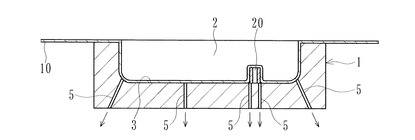
次に、図1(c)に示すように、加熱硬化させた樹脂シート10を、成形型1の開口部4の上方に配置し、樹脂シート10を開口部4に密着させる。そして、脱気孔5を介してキャビティ2内の空気を吸引し、キャビティ2内を真空にしていく。これにより、加熱硬化させた樹脂シート10が、キャビティ面3に密着していき、キャビティ面3に沿って樹脂シート10が真空成型されていく(図2)。このとき、図2に示すように、インサート部品20の周辺の空気がインサート部品20の周囲の脱気孔5から吸引されることで、その真空圧で樹脂シート10がインサート部品20に強固に締め付けられ、インサート部品20が樹脂シート10で覆われた形で一体的に成型されることになる。
【0021】
尚、インサート部品20の周囲の脱気孔5を穿設する位置は、樹脂シート10が成型時にインサート部品20に強固に締め付けられるのに十分な真空圧をインサート部品20の周辺に発生させられる位置である。図1及び図2の例では、脱気孔5を、キャビティ面3にインサート部品20を載置した場合には、脱気孔5がインサート部品20の外周に掛かる位置に穿設するようにしている。図1及び図2は、あくまでも例示であり、脱気孔5は、インサート部品の形状により適宜定めるようにすればよい。
【0022】
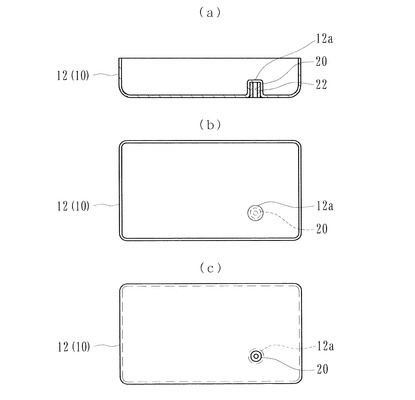
そして、真空成型された樹脂シート10を成形型1から取り外し、周囲の不要な部分をカットすれば、図3に示すように成型品12が完成する。この成型品12には、インサート部品20が、成型品12の内側に突出する形で一体成型されている。また、インサート部品20の一部が、成型品12(樹脂シート10)の外側に露出している。
【0023】
例えば、成型品12を、何らかの装置のケースのような形で使用したい場合、装置側に設けられたボスからネジを突出させ、インサート部品20を覆う樹脂シート10のインサート部品受け12aの方から、インサート部品20の内孔22にネジを螺合し、インサート部品20と装置側に設けられたボスとの間に樹脂シート10を挟むような形で、成型品12を固定するようにすればよい。
【0024】
また、成型品12の外側に他の部品等を固定したい場合等は、成型品12の外側からインサート部品20の内孔22にネジ等を挿入又は螺合し、インサート部品20を介して、部品を成型品12に固定するようにすればよい。
【0025】
尚、図1及び図2の成形型1では、インサート部品20を載置する位置のキャビティ面3に、インサート部品20を保持させるための手段を設けていないが、何らかの保持手段を設けることもできる。この保持手段としては、例えば、インサート部品20の内孔22に挿嵌させる固定ピンがある。この固定ピンを、インサート部品20を一体成型したキャビティ面3の位置から起立させておき、インサート部品20をキャビティ面3に設置する時に、インサート部品20を固定ピンに挿着させるようにすればよい。
【0026】
このように、成形型1のインサート部品20を載置又は固定する位置に、インサート部品20を保持する保持手段を有し、保持手段でインサート部品20を保持した状態で樹脂シート10の真空成型を行うことで、インサート部品20の正確な位置決めが可能であり、また、真空成型中にインサート部品20がずれたり転倒したりすることを防止することができる。尚、インサート部品20の保持手段は、固定ピンに限られたものではなく、インサート部品20をキャビティ面3に保持できれば形状により制限されるものではない。
【0027】
以上のような真空成型方法によれば、成型品12の内側に突出する形でインサート部品20を一体成型することが可能である。また、成形型1のキャビティ面3のインサート部品20を載置又は固定する位置の周囲に脱気孔5を穿設し、インサート部品20周辺の真空度を高めつつ真空成型を行うことで、樹脂シート10がインサート部品20により強固に密着して成型され、インサート部品が樹脂シートから脱落しにくくなる。すなわち、上記真空成型方法で成型された成型品12は、成型品12の内側に突出する形でインサート部品20を一体成型できたもので、また、そのインサート部品20は樹脂シート10から脱落しにくく、さらに、インサート部品20の位置も正確である。
【0028】
上述のインサート部品20は、円筒形で樹脂シート10が外周に強く密着することで、強固に一体化されるが、インサート部品の形状としては、単純な円筒形状に限られるものではない。例えば、図4や図5に示すインサート部品30,40の様な異形であってもよい。
【0029】
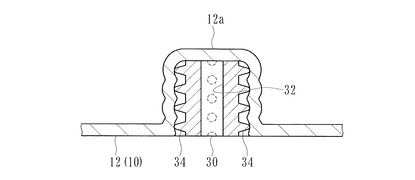
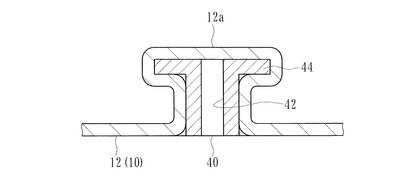
図4に示すインサート部品30は、インサート部品20と同様に円筒形で、中央に内孔32が穿設されている。一方、外周には、略円錐状の突起34が、複数設けられている。また、図5に示すインサート部品40は、インサート部品20と同様に円筒形で、中央に内孔42が穿設されている。一方、外周の一部が拡径した鍔部44となっている。インサート部品30もインサート部品40も、真空成型時に、突起34や鍔部44に樹脂シート10が強固に密着する。そして、突起34や鍔部44が樹脂シート10に係止する形で、一体成型される。このように、インサート部品30,40の樹脂シート10と密着する部分に突起34や鍔部44を有し、突起34や鍔部44が樹脂シート10に係止した状態で、インサート部品30,40が樹脂シート10と一体的に成型されることで、突起34や鍔部44が樹脂シート10に係止し、インサート部品30,40が樹脂シート10から脱落しにくくなる。
【0030】
尚、上記の実施例では、成形型1のキャビティ面3で底になる部分にインサート部品20を載置して真空成型しているが、インサート部品20を一体成型する部分は、上記説明に限られるものではなく、位置により限定されるものではない。また、インサート部品20,30,40は、いずれもその表面の一部しか成型品12(樹脂シート10)の外側に露出していないが、露出面積が大きくなるようなインサート部品を一体成型することも可能である。露出面積が大きなインサート部品としては、板状のパネル等の部品が考えられる。
【産業上の利用可能性】
【0031】
以上のように、本発明によれば、成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することができる。
【符号の説明】
【0032】
1・・・・・成形型
2・・・・・キャビティ
3・・・・・キャビティ面
4・・・・・開口部
5・・・・・脱気孔
10・・・・樹脂シート
12・・・・成型品
12a・・・インサート部品受け
20・・・・インサート部品
22・・・・内孔
30・・・・インサート部品
32・・・・内孔
34・・・・突起
40・・・・インサート部品
42・・・・内孔
44・・・・鍔部
【技術分野】
【0001】
本発明は、樹脂シートを真空成型により成型する真空成型方法及び真空成型品に関する。
【背景技術】
【0002】
従来より、加熱軟化させた樹脂シートを成形型により真空成型することにより、真空成型品を成型することが行われている。例えば、特許文献1に示されるような雄型の成形型を用いて、樹脂製のシート材の成型を行うのが通常である。具体的には、加熱軟化させたシート材を、雄型に押し当てると共に、雄型に穿設された連通孔により、シート材と雄型表面の空気を抜いて真空にする。これにより、シート材が雄型に密着し、シート材が成型されることになる。雄型を使用する理由は、雄型に当接するのとは反対のシート材の面を、製品表面になるように設定するためで、この製品表面を型当たり面にしないようにするためである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−67032号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の雄型を用いた成型では、成型された樹脂シートにボスやナット等の部品をインサート部品として成型品の内側に一体成型することができない。具体的には、図6の従来例を示す図面を用いて説明する。この図6に示されるような雄型の成形型50で、インサート部品62を含めて成型したい場合、あらかじめ成形型50にインサート部品62を成形型50に設けるためにインサート部品孔54を穿設しておく。このインサート部品孔54は、成形型50の成型面に設ける。そして、このインサート部品孔54にインサート部品62を挿入した後に、加熱軟化させた樹脂シート60を成形型50に押しつけつつ、成形型50に穿設された脱気孔52から成形型50と樹脂シート60との間の空気を抜いて真空にさせて、樹脂シート60を成形型50に密着させて成型する。しかしながら、従来の雄型の成形型50では、成型された樹脂シート60でインサート部品62を保持することができず、インサート部品62を成型品の内側に一体成型することができない。
【0005】
本発明は、このような事情に鑑みてなされたもので、成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することにある。
【課題を解決するための手段】
【0006】
請求項1記載の真空成型方法は、成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことにより、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
【0007】
請求項2記載の真空成型方法は、雌型のインサート部品を載置又は固定する位置の周囲に脱気孔を穿設し、インサート部品周辺の真空度を高めつつ真空成型を行うことを特徴とする。
【0008】
請求項3記載の真空成型方法は、雌型のインサート部品を載置又は固定する位置に、インサート部品を保持する保持手段を有し、保持手段でインサート部品を保持した状態で樹脂シートの真空成型を行うことを特徴とする。
【0009】
請求項4記載の真空成型方法は、インサート部品の樹脂シートと密着する部分に突起を有し、突起が樹脂シートに係止した状態で、インサート部品が樹脂シートと一体的に成型されることを特徴とする。
【0010】
請求項5記載の真空成型品は、請求項1〜請求項4のいずれかの真空成型方法で成型されたことを特徴とする。
【発明の効果】
【0011】
請求項1の発明によれば、成形型である雌型のキャビティ面にインサート部品を載置又は固定し、雌型のキャビティの開口部に加熱軟化させた樹脂シートを配置し、雌型に穿設された脱気孔を介してキャビティ内の空気を吸引し、加熱軟化された樹脂シートをキャビティ面に密着させて真空成型を施すことで、成型品の内側に突出する形でインサート部品を一体成型することが可能である。
【0012】
請求項2の発明によれば、雌型のインサート部品を載置又は固定する位置の周囲に脱気孔を穿設し、インサート部品周辺の真空度を高めつつ真空成型を行うことで、樹脂シートがインサート部品により強固に密着して成型され、インサート部品が樹脂シートから脱落しにくくなる。
【0013】
請求項3の発明によれば、雌型のインサート部品を載置又は固定する位置に、インサート部品を保持する保持手段を有し、保持手段でインサート部品を保持した状態で樹脂シートの真空成型を行うことから、インサート部品の正確な位置決めが可能であり、また、真空成型中にインサート部品がずれたり転倒したりすることを防止することができる。
【0014】
請求項4の発明によれば、インサート部品の樹脂シートと密着する部分に突起を有し、突起が樹脂シートに係止した状態で、インサート部品が樹脂シートと一体的に成型されることから、突起が樹脂シートに係止し、インサート部品が樹脂シートから脱落しにくくなる。
【0015】
請求項5の発明の成型品は、成型品の内側に突出する形でインサート部品を一体成型できたもので、また、そのインサート部品は樹脂シートから脱落しにくく、さらに、インサート部品の位置も正確である。
【図面の簡単な説明】
【0016】
【図1】本発明に係る成型品の成型手順を示す説明図である。
【図2】同成型手順の最終段階を示す説明図である。
【図3】同成型手順で成型された成型品の一例を示す説明図である。
【図4】同成型手順で成型された成型品に設けられたインサート部品の一例を示す説明図である。
【図5】同成型手順で成型された成型品に設けられたインサート部品の他の例を示す説明図である。
【図6】従来の真空成型の様子を示す説明図である。
【発明を実施するための形態】
【0017】
本実施の形態における真空成型方法は、樹脂シートを真空成型により成型する方法である。図1は、本発明に係る成型品の成型手順を示す説明図である。図2は、同成型手順の最終段階を示す説明図である。図3は、同成型手順で成型された成型品の一例を示す説明図である。図4は、同成型手順で成型された成型品に設けられたインサート部品の一例を示す説明図である。図5は、同成型手順で成型された成型品に設けられたインサート部品の他の例を示す説明図である。
【0018】
図1(a)に示すように、成形型1は、真空成型用の雌型で、キャビティ2の上方に開口部4を備えている。また、成形型1は、キャビティ2の空気を抜くための脱気孔5が複数穿設されている。次に、この成形型1を用いた真空成型の方法を説明する。
【0019】
まず、図1(b)に示すように、成形型1のキャビティ2のキャビティ面3にインサート部品20を載置する。このインサート部品20は、ボスやナットやアンカープラグ等の樹脂シート10と共に一体成型したい部品であり、その形状や材質や機能により限定されるものではない。このインサート部品20を載置するキャビティ面3の位置は、インサート部品20を成型品12において配置したい位置である。尚、図1〜図3に示すインサート部品20は、例えば、樹脂製のアンカープラグで、円筒形で内側に内孔22が穿設されている。また、キャビティ面3のインサート部品20を載置する位置の周囲の成形型1には、脱気孔5が複数穿設されている。これは、後述する真空成型時に、インサート部品20の周辺の真空度をより高めるためである。
【0020】
次に、図1(c)に示すように、加熱硬化させた樹脂シート10を、成形型1の開口部4の上方に配置し、樹脂シート10を開口部4に密着させる。そして、脱気孔5を介してキャビティ2内の空気を吸引し、キャビティ2内を真空にしていく。これにより、加熱硬化させた樹脂シート10が、キャビティ面3に密着していき、キャビティ面3に沿って樹脂シート10が真空成型されていく(図2)。このとき、図2に示すように、インサート部品20の周辺の空気がインサート部品20の周囲の脱気孔5から吸引されることで、その真空圧で樹脂シート10がインサート部品20に強固に締め付けられ、インサート部品20が樹脂シート10で覆われた形で一体的に成型されることになる。
【0021】
尚、インサート部品20の周囲の脱気孔5を穿設する位置は、樹脂シート10が成型時にインサート部品20に強固に締め付けられるのに十分な真空圧をインサート部品20の周辺に発生させられる位置である。図1及び図2の例では、脱気孔5を、キャビティ面3にインサート部品20を載置した場合には、脱気孔5がインサート部品20の外周に掛かる位置に穿設するようにしている。図1及び図2は、あくまでも例示であり、脱気孔5は、インサート部品の形状により適宜定めるようにすればよい。
【0022】
そして、真空成型された樹脂シート10を成形型1から取り外し、周囲の不要な部分をカットすれば、図3に示すように成型品12が完成する。この成型品12には、インサート部品20が、成型品12の内側に突出する形で一体成型されている。また、インサート部品20の一部が、成型品12(樹脂シート10)の外側に露出している。
【0023】
例えば、成型品12を、何らかの装置のケースのような形で使用したい場合、装置側に設けられたボスからネジを突出させ、インサート部品20を覆う樹脂シート10のインサート部品受け12aの方から、インサート部品20の内孔22にネジを螺合し、インサート部品20と装置側に設けられたボスとの間に樹脂シート10を挟むような形で、成型品12を固定するようにすればよい。
【0024】
また、成型品12の外側に他の部品等を固定したい場合等は、成型品12の外側からインサート部品20の内孔22にネジ等を挿入又は螺合し、インサート部品20を介して、部品を成型品12に固定するようにすればよい。
【0025】
尚、図1及び図2の成形型1では、インサート部品20を載置する位置のキャビティ面3に、インサート部品20を保持させるための手段を設けていないが、何らかの保持手段を設けることもできる。この保持手段としては、例えば、インサート部品20の内孔22に挿嵌させる固定ピンがある。この固定ピンを、インサート部品20を一体成型したキャビティ面3の位置から起立させておき、インサート部品20をキャビティ面3に設置する時に、インサート部品20を固定ピンに挿着させるようにすればよい。
【0026】
このように、成形型1のインサート部品20を載置又は固定する位置に、インサート部品20を保持する保持手段を有し、保持手段でインサート部品20を保持した状態で樹脂シート10の真空成型を行うことで、インサート部品20の正確な位置決めが可能であり、また、真空成型中にインサート部品20がずれたり転倒したりすることを防止することができる。尚、インサート部品20の保持手段は、固定ピンに限られたものではなく、インサート部品20をキャビティ面3に保持できれば形状により制限されるものではない。
【0027】
以上のような真空成型方法によれば、成型品12の内側に突出する形でインサート部品20を一体成型することが可能である。また、成形型1のキャビティ面3のインサート部品20を載置又は固定する位置の周囲に脱気孔5を穿設し、インサート部品20周辺の真空度を高めつつ真空成型を行うことで、樹脂シート10がインサート部品20により強固に密着して成型され、インサート部品が樹脂シートから脱落しにくくなる。すなわち、上記真空成型方法で成型された成型品12は、成型品12の内側に突出する形でインサート部品20を一体成型できたもので、また、そのインサート部品20は樹脂シート10から脱落しにくく、さらに、インサート部品20の位置も正確である。
【0028】
上述のインサート部品20は、円筒形で樹脂シート10が外周に強く密着することで、強固に一体化されるが、インサート部品の形状としては、単純な円筒形状に限られるものではない。例えば、図4や図5に示すインサート部品30,40の様な異形であってもよい。
【0029】
図4に示すインサート部品30は、インサート部品20と同様に円筒形で、中央に内孔32が穿設されている。一方、外周には、略円錐状の突起34が、複数設けられている。また、図5に示すインサート部品40は、インサート部品20と同様に円筒形で、中央に内孔42が穿設されている。一方、外周の一部が拡径した鍔部44となっている。インサート部品30もインサート部品40も、真空成型時に、突起34や鍔部44に樹脂シート10が強固に密着する。そして、突起34や鍔部44が樹脂シート10に係止する形で、一体成型される。このように、インサート部品30,40の樹脂シート10と密着する部分に突起34や鍔部44を有し、突起34や鍔部44が樹脂シート10に係止した状態で、インサート部品30,40が樹脂シート10と一体的に成型されることで、突起34や鍔部44が樹脂シート10に係止し、インサート部品30,40が樹脂シート10から脱落しにくくなる。
【0030】
尚、上記の実施例では、成形型1のキャビティ面3で底になる部分にインサート部品20を載置して真空成型しているが、インサート部品20を一体成型する部分は、上記説明に限られるものではなく、位置により限定されるものではない。また、インサート部品20,30,40は、いずれもその表面の一部しか成型品12(樹脂シート10)の外側に露出していないが、露出面積が大きくなるようなインサート部品を一体成型することも可能である。露出面積が大きなインサート部品としては、板状のパネル等の部品が考えられる。
【産業上の利用可能性】
【0031】
以上のように、本発明によれば、成型品の内側に突出する形でインサート部品を強固に一体成型することが可能な真空成型方法及び真空成型品を提供することができる。
【符号の説明】
【0032】
1・・・・・成形型
2・・・・・キャビティ
3・・・・・キャビティ面
4・・・・・開口部
5・・・・・脱気孔
10・・・・樹脂シート
12・・・・成型品
12a・・・インサート部品受け
20・・・・インサート部品
22・・・・内孔
30・・・・インサート部品
32・・・・内孔
34・・・・突起
40・・・・インサート部品
42・・・・内孔
44・・・・鍔部
【特許請求の範囲】
【請求項1】
樹脂シートを真空成型により成型する真空成型方法において、
成形型である雌型のキャビティ面にインサート部品を載置又は固定し、
該雌型のキャビティの開口部に加熱軟化させた該樹脂シートを配置し、
該雌型に穿設された脱気孔を介して該キャビティ内の空気を吸引し、該加熱軟化された樹脂シートを該キャビティ面に密着させて真空成型を施すことにより、該インサート部品が該樹脂シートと一体的に成型されることを特徴とする真空成型方法。
【請求項2】
前記雌型の前記インサート部品を載置又は固定する位置の周囲に前記脱気孔を穿設し、
該インサート部品周辺の真空度を高めつつ真空成型を行うことを特徴とする請求項1記載の真空成型方法。
【請求項3】
前記雌型の前記インサート部品を載置又は固定する位置に、該インサート部品を保持する保持手段を有し、
該保持手段で該インサート部品を保持した状態で前記樹脂シートの真空成型を行うことを特徴とする請求項1又は請求項2記載の真空成型方法。
【請求項4】
前記インサート部品の前記樹脂シートと密着する部分に突起を有し、
該突起が該樹脂シートに係止した状態で、該インサート部品が該樹脂シートと一体的に成型されることを特徴とする請求項1〜請求項3のいずれかに記載の真空成型方法。
【請求項5】
請求項1〜請求項4のいずれかの真空成型方法で成型されたことを特徴とする真空成型品。
【請求項1】
樹脂シートを真空成型により成型する真空成型方法において、
成形型である雌型のキャビティ面にインサート部品を載置又は固定し、
該雌型のキャビティの開口部に加熱軟化させた該樹脂シートを配置し、
該雌型に穿設された脱気孔を介して該キャビティ内の空気を吸引し、該加熱軟化された樹脂シートを該キャビティ面に密着させて真空成型を施すことにより、該インサート部品が該樹脂シートと一体的に成型されることを特徴とする真空成型方法。
【請求項2】
前記雌型の前記インサート部品を載置又は固定する位置の周囲に前記脱気孔を穿設し、
該インサート部品周辺の真空度を高めつつ真空成型を行うことを特徴とする請求項1記載の真空成型方法。
【請求項3】
前記雌型の前記インサート部品を載置又は固定する位置に、該インサート部品を保持する保持手段を有し、
該保持手段で該インサート部品を保持した状態で前記樹脂シートの真空成型を行うことを特徴とする請求項1又は請求項2記載の真空成型方法。
【請求項4】
前記インサート部品の前記樹脂シートと密着する部分に突起を有し、
該突起が該樹脂シートに係止した状態で、該インサート部品が該樹脂シートと一体的に成型されることを特徴とする請求項1〜請求項3のいずれかに記載の真空成型方法。
【請求項5】
請求項1〜請求項4のいずれかの真空成型方法で成型されたことを特徴とする真空成型品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−78915(P2013−78915A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−220781(P2011−220781)
【出願日】平成23年10月5日(2011.10.5)
【出願人】(509251556)不二化成品株式会社 (2)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月5日(2011.10.5)
【出願人】(509251556)不二化成品株式会社 (2)
【Fターム(参考)】
[ Back to top ]