
真空成型装置及び凸部成型方法並びに凸部を有した成型品

【課題】部分的な凸部を不具合無く形成することができる真空成型装置及び凸部成型方法並びに凸部を有した成型品を提供する。
【解決手段】金型172の各小孔252に負圧を供給し金型172を軟化された基材162へ向けて下降すると、生じた負圧によって基材162が金型172に吸引され密着する。これにより、基材162を金型172の凹凸形状に応じて変形し所定時間待機した後、各小孔252からエアを噴出して基材162を離反させる。このとき、金型172の第一及び第二凸状形成部242,262の小孔252から噴出されるエアによって基材162の係合部73及び被係合部92天面76,95を付勢することができる。これにより、係合部73及び被係合部92を、その延在方向に移動して型抜きすることができる。
【解決手段】金型172の各小孔252に負圧を供給し金型172を軟化された基材162へ向けて下降すると、生じた負圧によって基材162が金型172に吸引され密着する。これにより、基材162を金型172の凹凸形状に応じて変形し所定時間待機した後、各小孔252からエアを噴出して基材162を離反させる。このとき、金型172の第一及び第二凸状形成部242,262の小孔252から噴出されるエアによって基材162の係合部73及び被係合部92天面76,95を付勢することができる。これにより、係合部73及び被係合部92を、その延在方向に移動して型抜きすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、部分的な凸部を有した成型品を形成する真空成型装置及び凸部成型方法並びに凸部を有した成型品に関する。
【背景技術】
【0002】
従来、製品を収容するケース体としては、透明のプラスチックで形成されたパッケージが知られている(例えば、特許文献1参照。)。
【0003】
このパッケージは、パッケージ本体を折り畳んで使用するように構成されており、折り畳んだ状態で前面側を構成する前面構成部と、後面側を構成する後面構成部とが形成されている。
【0004】
前記前面構成部と前記後面構成部との対向部位には、製品収容部が凹設されており、前記前面構成部に形成された製品収容部と前記後面構成部に形成された製品収容部とによって形成される収容空間に製品を収容できるように構成されている。
【0005】
また、前記後面構成部の上部側を構成するフランジ部には、係合凹部が形成されており、前記前面構成部の上部側を構成するフランジ部には、有底円筒状の係合凸部が形成されている。
【0006】
これにより、前記収容空間内に前記製品を収容して前記前面構成部を前記後面構成部に重ねた状態で、前記前面構成部の前記係合凸部が前記後面構成部の前記係合凹部に嵌合して係合するように構成されており、この係合状態を形成することで、前記前面構成部と前記後面構成部との間に前記製品を保持した状態に維持できるように構成されている。
【0007】
このパッケージを成型する際には、真空成型装置が用いられている(例えば、特許文献2〜4参照。)。
【0008】
このような真空成型装置で前記パッケージを成型する際には、熱可塑性のプラスチックシートを加熱して軟化させ、凹凸が形成された金型上に配置する。この状態において、金型表面に開口した小孔から負圧を供給し、前記プラスチックシートと金型間に生じた負圧によって前記プラスチックシートを金型表面に密着させることにより、前記プラスチックシートに前記金型に対応した凹凸形状を形成する。
【0009】
そして、前記小孔からエアを噴出して前記プラスチックシートを前記金型から取り外すことによって、表面に凹凸が形成された前記パッケージを形成できるように構成されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2009−001341公報
【特許文献2】特開昭62−101417公報
【特許文献3】特開平05−212781号公報
【特許文献4】特開2002−144414公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、このような従来のパッケージにあっては、前記係合凸部が有底円筒状に形成されており、形成可能な高さ寸法が限られていた。
【0012】
すなわち、前記係合凸部の高さ寸法を高く設定すると、前記金型からの前記係合凸部の抜けが悪くなり、所謂引っ掛かりが生ずる。このため、前記プラスチックシートにエアを吹き付けて前記金型から取り外す際には、当該プラスチックシートに傾きが生じてしまう。
【0013】
この場合、前記係合凸部が前記フランジ部に対して傾いてしまい、この状態で固化されると、前記係合凹部への嵌入状態の悪化を招いてしまう。
【0014】
本発明は、このような従来の課題に鑑みてなされたものであり、部分的な凸部を不具合無く形成することができる真空成型装置及び凸部成型方法並びに凸部を有した成型品を提供することを目的とするものである。
【課題を解決するための手段】
【0015】
前記課題を解決するために本発明の請求項1の真空成型装置にあっては、基材と金型との間に負圧を供給して軟化した前記基材を前記金型に密着し、部分的な凸部を備えた成型品を形成する真空成型装置において、前記金型の表面に前記凸部を形成する為に突出又は後退した凸状形成部を設けるとともに、該凸状形成部の天部又は底部に流体を噴出する為の小孔を設けた。
【0016】
すなわち、成型品を成型する金型の表面には、成型品に部分的な凸部を形成する為の突出又は後退した凸状形成部が設けられており、この凸状形成部の天部又は底部には、流体を噴出する為の小孔が設けられている。
【0017】
このため、部分的な凸部が形成された成型品を前記金型から取り外す際には、前記凸状形成部の天部又は底部の前記小孔から流体を噴出することによって、前記凸部の天面を付勢することができる。
【0018】
これにより、前記金型に密着した前記成型品は、前記凸部の天面に噴出された流体によって付勢され、当該凸部の形成部分が前記金型から離反される。
【0019】
また、請求項2の真空成型装置においては、前記小孔が開設された前記天部又は前記底部に、前記小孔から噴出された流体を周縁に案内するガイド溝を形成した。
【0020】
すなわち、前記小孔から噴出された流体は、前記天部又は前記底部に形成されたガイド溝によって周縁に案内された後、当該凸部の周壁面に沿って通流可能となる。
【0021】
これにより、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0022】
また、本発明の請求項3の凸部成型方法にあっては、基材と金型との間に負圧を供給して軟化した前記基材を前記金型に密着することで金型表面に突出又は後退形成された凸状形成部によって成型品に部分的な凸部を形成する凸部成型方法において、前記基材を前記金型から取り外す際に前記凸状形成部の前記天部又は前記底部に設けられた小孔から流体を噴出する。
【0023】
すなわち、成型品を形成する際には、基材と金型との間に負圧を供給して軟化した前記基材を前記金型に密着し、金型表面に突出又は後退形成された凸状形成部によって部分的な凸部を成型品に形成する。
【0024】
この成型品を前記金型から取り外す際には、前記凸状形成部の天部又は底部に設けられた小孔から流体を噴出する。すると、前記凸部の天面は、噴出された流体によって付勢され、前記金型に密着した前記成型品は、前記凸部の形成部分が前記金型から離反される。
【0025】
さらに、請求項4の凸部成型方法においては、前記小孔から噴出された流体を前記天部又は前記底部に形成されたガイド溝によって周縁に案内する。
【0026】
すなわち、前記金型から前記成型品を取り外す際に前記小孔から噴出された流体は、前記天部又は前記底部に形成されたガイド溝で周縁に案内されることにより当該凸部の周壁面に沿った通流可能となる。
【0027】
これにより、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0028】
また、本発明の請求項5の凸部を有した成型品にあっては、軟化した基材を負圧により金型に密着して金型表面に突出又は後退形成された凸状形成部によって部分的な凸部が形成された凸部を有した成型品において、前記基材を前記金型から取り外す際に前記凸状形成部の前記天部又は前記底部に設けられた小孔からの流体を周縁に案内する為のガイド溝によって前記凸部の天面にリブを形成した。
【0029】
すなわち、軟化した基材を負圧により金型に密着することによって、金型表面に突出又は後退形成された凸状形成部により成型品に部分的な凸部が形成される。
【0030】
この成型品を前記金型から取り外す際には、前記凸状形成部の天部又は底部に設けられた小孔から流体が噴出される。これにより、前記凸部の天面は、噴出された流体によって付勢され、前記金型に密着した前記成型品は、前記凸部の形成部分が前記金型から離反される。
【0031】
このとき、前記小孔から噴出された流体は、前記天部又は前記底部に形成されたガイド溝によって周縁に案内され、当該凸部の周壁面に沿った通流可能とされ、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0032】
このように形成された成型品には、前記小孔からの流体を周縁に案内する為の前記ガイド溝によって前記凸部の天面にリブが形成されている。
【0033】
これにより、前記天面は、前記リブによって補強される。また、前記天面にリブを形成することによって前記小孔により形成された窪みの表出が抑えられる。
【発明の効果】
【0034】
以上説明したように本発明の請求項1の真空成型装置にあっては、部分的な凸部が形成された成型品を金型から取り外す際に、金型の凸状形成部の天部又は底部の小孔から噴出された流体によって前記凸部の天面を付勢することができる。
【0035】
これにより、当該凸部の形成部分を前記金型から離反できるので、当該凸部を、その延在方向に移動して型抜きすることができる。
【0036】
このため、成型品を金型から取り外す際に、該金型への前記凸部の所謂引っかかりが生じ、成型品の型抜き方向が傾斜してしまう従来と比較して、形成される凸部が傾いた状態で固化されるといった不具合を解消することができる。
【0037】
したがって、部分的な凸部を不具合無く形成することができるとともに、当該凸部の高さ寸法を高く設定することも可能となる。
【0038】
また、請求項2の真空成型装置においては、前記小孔から噴出された流体を前記天部又は前記底部に形成されたガイド溝によって周縁に案内した後、当該凸部の周壁面に沿って通流させることにより、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0039】
これにより、前記金型からの前記凸部の型抜きを、さらに容易とすることができる。
【0040】
また、本発明の請求項3の凸部成型方法にあっては、成型品を金型から取り外す際に、金型の凸状形成部の天部又は底部に設けられた小孔から流体を噴出することで、前記凸部の天面を、この噴出された流体によって付勢することができる。
【0041】
これにより、当該凸部の形成部分を前記金型から離反できるので、当該凸部を、その延在方向に移動して型抜きすることができる。
【0042】
このため、成型品を金型から取り外す際に、該金型への前記凸部の所謂引っかかりが生じ、成型品の型抜き方向が傾斜してしまう従来と比較して、形成される凸部が傾いた状態で固化されるといった不具合を解消することができる。
【0043】
したがって、部分的な凸部を不具合無く形成することができるとともに、当該凸部の高さ寸法を高く設定することも可能となる。
【0044】
さらに、請求項4の凸部成型方法においては、前記小孔から噴出された流体を前記天部又は前記底部に形成されたガイド溝によって周縁に案内した後、当該凸部の周壁面に沿って通流させることにより、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0045】
これにより、前記金型からの前記凸部の型抜きを、さらに容易とすることができる。
【0046】
また、本発明の請求項5の凸部を有した成型品にあっては、成型された成型品を金型から取り外す際に、金型の凸状形成部の天部又は底部に設けられた小孔から流体を噴出することで、前記凸部の天面を、この噴出された流体によって付勢することができる。
【0047】
これにより、当該凸部の形成部分を前記金型から離反できるので、当該凸部を、その延在方向に移動して型抜きすることができる。
【0048】
このため、成型品を金型から取り外す際に、該金型への前記凸部の所謂引っかかりが生じ、成型品の型抜き方向が傾斜してしまう従来と比較して、形成される凸部が傾いた状態で固化されるといった不具合を解消することができる。
【0049】
したがって、部分的な凸部を不具合無く形成することができるとともに、当該凸部の高さ寸法を高く設定することも可能となる。
【0050】
このとき、前記小孔から噴出された流体を前記天部又は前記底部に形成されたガイド溝によって周縁に案内した後、当該凸部の周壁面に沿って通流させることにより、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0051】
これにより、前記金型からの前記凸部の型抜きを、さらに容易とすることができる。
【0052】
このように形成された成型品には、前記小孔からの流体を周縁に案内する為の前記ガイド溝によって前記凸部の天面にリブを形成することができる。
【0053】
これにより、前記天面を前記リブによって補強することができる。また、前記天面にリブを形成することによって、前記小孔により形成された窪みの表出を防止することができ、外観品質を高めることができる。
【図面の簡単な説明】
【0054】
【図1】本発明の一実施の形態を示す平面図である。
【図2】同実施の形態の側面図である。
【図3】同実施の形態の使用例を示す説明図で、(a)は閉鎖状態を形成する直前の説明図であり、(a)は閉鎖状態を形成した状態を示す説明図である。
【図4】同実施の形態の真空成型装置を示す模式図である。
【図5】同実施の形態の成型装置を示す説明図である。
【図6】同実施の形態の各凸状形成部を示す平面図である。
【発明を実施するための形態】
【0055】
以下、本発明の一実施の形態を図に従って説明する。
【0056】
図1は、本実施の形態にかかる凸部を有した成型品であるパッケージ1を示す図であり、該パッケージ1は、製品を収容するものである。
【0057】
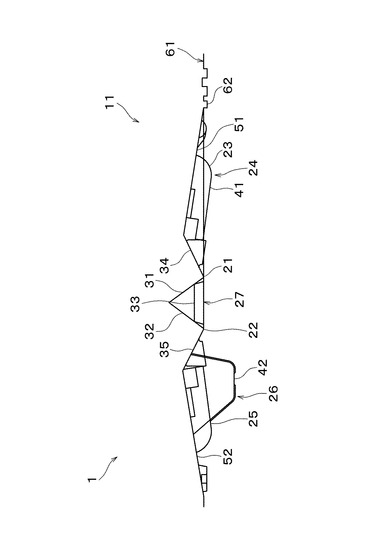
このパッケージ1のパッケージ本体11は、図1及び図2に示すように、所定の剛性を有した無色透明のプラスチックシートで構成されており、長方形状のプラスチックシートが真空成型によって形成されている。
【0058】
このパッケージ本体11は、略中央部に平行して設けられた第一折曲線21及び第二折曲線22が横断して設けられており、各折曲線21,22を中心として折曲できるように構成されている。前記第一折曲線21より図2中右側の部分は、起立した状態(図3参照)でパッケージ1の前面23側を形成する前面構成部24を構成しており、前記第二折曲線22より図2中左側の部分は、起立した状態(図3参照)でパッケージ1の後面25側を形成する後面構成部26を構成している。また、前記第一折曲線21と前記第二折曲線22間の部位は、前記前面構成部24及び前記後面構成部26を起立した状態で底部を形成する底部構成部27を構成している。
【0059】
該底部構成部27は、前斜面31と後斜面32とを備えた山形状に形成されており、その一部には、平坦に形成された平面部33が形成されている。前記前面構成部24には、図2及び図3に示すように、起立した状態で前記前斜面31に沿って延在する前面側斜面34が基端側に形成されており、前記後面構成部26には、起立した状態で前記後斜面32に沿って延在する後面側斜面35が基端側に形成されている。
【0060】
これにより、図3に示したように、前記前面構成部24及び前記後面構成部26を起立した状態で、前記前面構成部24及び前記後面構成部26を前記底部構成部27に対して略垂直に起立できるように構成されている。
【0061】
前記前面構成部24には、図1から図3に示したように、前側に突出した前面膨出部41が膨出形成されており、この前面膨出部41に対向する前記後面構成部26の部位には、後側に突出した後面膨出部42が膨出形成されている。これにより、図3に示したように、前記前面構成部24に形成された前記前面膨出部41と前記後面構成部26に形成された前記後面膨出部42と前記底部構成部27に形成された前記平面部33とによって包囲された収容空間43に製品を収容して保持できるように構成されている。
【0062】
前記前面構成部24における前記前面膨出部41の外周部には、平坦な前面フランジ部51が形成されており、前記後面構成部26の前記後面膨出部42の外周部には、平坦な後面フランジ部52が形成されている。これにより、図3に示したように、前記前面構成部24及び前記後面構成部26を起立した状態で、前記前面構成部24の前記前面フランジ部51と、前記後面構成部26の前記後面フランジ部52とが対面するように構成されている。
【0063】
前記前面構成部24の自由端側の縁部からは、図1及び図2に示したように、横長の長方形状の延出片61が延出しており、当該延出片61の基端には、前記前面構成部24に沿って横断する上部折曲線62がU字溝によって形成されている。これにより、図3の(a)から図3の(b)に示すように、前記延出片61を前記上部折曲線62で折曲して前記後面構成部26に沿って配置できるように構成されている。
【0064】
前記延出片61の基端側の中央部には、図1に示したように、第一楕円穴71が開設されており、この延出片61には、前記第一楕円穴71を回避するように当該延出片61の幅方向に延在する矩形状の没入部72が外面側へ向けて没入形成されている。
【0065】
この没入部72内には、一対の凸部である係合部73,73が前記没入部72の底面74から内面側へ向けて膨出形成されており、両係合部73,73は、円筒状の周壁面75と、該周壁面75の上縁に架橋した天面76とによって有底円筒状に形成されている。該天面76には、内側に後退したU字溝が縦横に形成されており、当該天面76には、その中心で交差した十字状の係合部側補強リブ77が形成されている。
【0066】
前記延出片61が折り返された状態で重合する前記後面構成部26の前記後面フランジ部52の部位には、第二楕円穴81が前記第一楕円穴71と合致する位置に開設されており、これらの楕円穴71,81が対向する前記前面構成部24の前記前面フランジ部51の部位には、円形穴82が開設されている。
【0067】
これにより、この円形穴82と前記各楕円穴71,81とによって前後に貫通する吊り下げ穴が形成されるように構成されており、この吊り下げ穴を利用して当該パッケージ1を陳列フックに係止できるように構成されている。
【0068】
前記延出片61が重合する前記後面構成部26の前記後面フランジ部52の部位、すなわち前記後面構成部26の自由端部側の部位には、前記第二楕円穴81を回避するように横方向に延在する矩形状の突出部91が外面側へ向けて膨出形成されており、当該突出部91は、その高さ寸法が当該後面構成部26の先端部から基端部へ向かうに従って高くなるように傾斜している。この突出部91は、前記延出片61に形成された前記没入部72に内嵌できる形状に形成されており、当該突出部91を前記没入部72に内嵌した状態で両者を係合できるように構成されている。
【0069】
また、前記突出部91内には、一対の凸部である被係合部92,92が前記突出部91,91の段差面93から内面側へ向けて没入形成されており、両被係合部92,92は、円筒状の周壁面94と、該周壁面94の上縁に架橋した天面95とによって有底円筒状に形成されている。
【0070】
各被係合部92,92は、図3の(b)に示したように、折り返された前記延出片61の前記各係合部73,73と合致する位置に設けられており、各係合部73,73を対応する被係合部92,92に嵌入した状態で係合できるように構成されている。
【0071】
これにより、前記前面構成部24と前記後面構成部26とを、その自由端部で結合できるように構成されており、前記収容空間43に収容された製品を当該パッケージ1内に保持できるように構成されている。
【0072】
また、このような係合構造とすることで、前記前面構成部24の周縁部を平坦な状態に維持することができる。このため、この平坦部分の内側に印刷が施された厚紙を挟持したり、この平坦部分に印刷を施す等することによって、当該平坦部分も表示領域101として利用できるように構成されている。
【0073】
前記各被係合部92,92の前記天面95には、内側に後退したU字溝が縦横に形成されており、当該天面95には、その中心で交差した十字状の被係合部側補強リブ111が形成されている。
【0074】
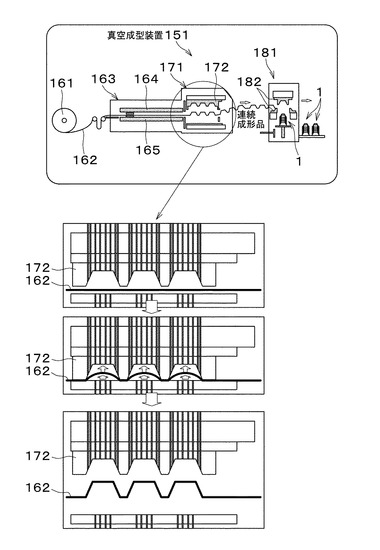
図4は、前記パッケージ1を製造する際に用いる真空成型装置151を示す模式図である。
【0075】
この真空成型装置151は、原反ロール161から引き出された熱可塑性プラスチックフィルムからなる基材162を加熱する加熱装置163を備えており、通過する前記基材162を上ヒータ164と下ヒータ165とによって上下から加熱して軟化できるように構成されている。
【0076】
この加熱装置163の下流側には、成型装置171が設けられており、前記加熱装置163で軟化された前記基材162を金型172によって変形し、前記パッケージ1の原型を前記基材162に連続形成できるように構成されている。
【0077】
この成型装置171の下流側には、パンチャー181が設けられており、前記パッケージ1形状が連続形成された前記基材162を打ち抜き金型182で打ち抜くことによって、前記パッケージ1が得られるように構成されている。
【0078】
前記金型172には、図5に示すように、その表面232に、前記パッケージ本体11に山形状の前記底部構成部27を形成する為の底部形成部233や、前記前面構成部24に前記前面膨出部41を形成する為の前面膨出部形成部234や、前記後面構成部26に前記後面膨出部42を形成する為の後面膨出部形成部235等が凹凸に形成されている。
【0079】
この金型172の図5中左端部には、前記没入部72を形成する為の没入部形成部241や、前記没入部72内に前記係合部73,73を形成する為の第一凸状形成部242が形成されており、該第一凸状形成部242は、円柱状に形成されている。この第一凸状形成部242は、前記没入部形成部241内に形成されることによって大きな高低差を有している。
【0080】
この第一凸状形成部242は、その周壁がほぼ垂直に起立しており、抜きテーパーの設定が無い局部的な凸形状に形成されている。このような抜きテーパーの設定が無い局部的な凸形状を一般的な真空成型装置の金型172に形成する場合、その高さ寸法の上限値が定められており、当該第一凸状形成部242は、この上限値を超える高さ寸法に設定されている。
【0081】
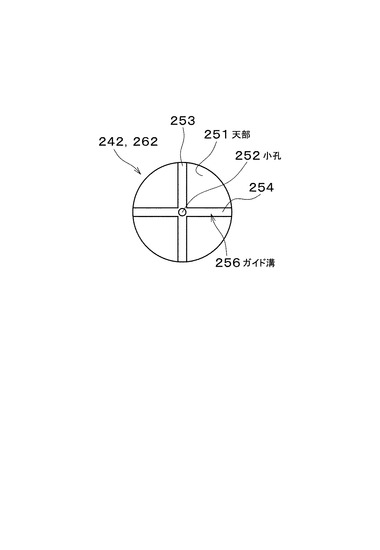
この第一凸状形成部242には、図6に示すように、その天部251に小孔252が開設されており、該小孔252からエアを出し入れできるように構成されている。前記天部251には、前記小孔252を中心として交差した縦溝253及び横溝254からなる十字状のガイド溝256が形成されており、前記小孔252から噴出されたエアを周縁に案内できるように構成されている。
【0082】
また、前記金型172の図5中右端部には、前記突出部91を形成する為の突出部形成部261や、前記突出部91内に前記被係合部92,92を形成する為の第二凸状形成部262が形成されており、該第二凸状形成部262は、円柱状に形成されている。この第二凸状形成部262は、前記突出部形成部261内に形成されることによって大きな高低差を有している。
【0083】
この第二凸状形成部262は、その周壁がほぼ垂直に起立しており、抜きテーパーの設定が無い局部的な凸形状に形成されている。このような抜きテーパーの設定が無い局部的な凸形状を一般的な真空成型装置の金型172に形成する場合、その高さ寸法の上限値が定められており、当該第二凸状形成部262は、この上限値を超える高さ寸法に設定されている。
【0084】
この第二凸状形成部262にも、図6に示したように、その天部251に小孔252が開設されており、該小孔252からエアを出し入れできるうように構成されている。前記天部251には、前記小孔252を中心として交差した縦溝253及び横溝254からなる十字状のガイド溝256が形成されており、前記小孔252から噴出されたエアを周縁に案内できるように構成されている。
【0085】
なお、本実施の形態にあっては、成型品であるパッケージ本体11に、基材162の上面側へ局部的に突出した凸部である係合部73,73及び被係合部92,92を形成する為の前記各凸状形成部242,262を前記金型172表面232に突出形成した場合を例に挙げて説明するが、これに限定されるものではなく、前記金型172表面232に前記各凸状形成部242,262を形成する為の凸状形成部を没入形成しても良い。この場合、前記小孔252や前記ガイド溝256は、前記凸状形成部の底部に形成するものとする。
【0086】
また、エアを出し入れする前記小孔252は、図5に示したように、前記底部形成部233や、前記前面膨出部形成部234や、前記後面膨出部形成部235等にも形成されており、各小孔252,・・・は、エア制御装置271に接続されている。
【0087】
該エア制御装置271は、前記金型172を昇降する昇降装置や前記加熱装置163を制御する図外の制御装置に接続されており、当該制御装置からの制御信号に従って前記各小孔252,・・・に負圧を供給してエアを吸引したり、正圧を供給してエアを噴出できるように構成されている。
【0088】
以上の構成にかかる本実施の形態において、前記真空成型装置151を用いて前記パッケージ1を形成する際には、前記原反ロール161から引き出された基材162を加熱装置163の上ヒータ164及び下ヒータ165で上下から加熱して軟化する。
【0089】
そして、この加熱装置163で軟化された前記基材162を成型装置171の金型172によって変形し、前記パッケージ1の原型を前記基材162に連続形成する。
【0090】
具体的に説明すると、前記成型装置171では、前記昇降装置によって前記金型172を前記基材162へ向けて下降した後、前記エア制御装置271から前記各小孔252,・・・に負圧を供給するように構成されている。
【0091】
これにより、前記基材162と前記金型172間に負圧を生じさせ、前記基材162が前記金型172に吸引され密着する。このとき、前記基材162は、軟化されているので、前記金型172の表面232に形成された凹凸形状に応じて変形する。
【0092】
この状態において、前記基材162の形状を安定化するまで所定時間待機する。
【0093】
その後、前記エア制御装置271から前記各小孔252,・・・に正圧を供給して各小孔252,・・・からエアを噴出し、前記金型172表面232に密着した前記基材162を金型172から離反させ凹凸形状を有するパッケージ1が形成された基材162を金型172から取り外す。
【0094】
このとき、前記パッケージ1を成型する前記金型172の表面232には、前記パッケージ1に局部的な凸部である前記係合部73,73及び被係合部92,92を形成する為の第一及び第二凸状形成部242,242、262,262が形成されており、これらの凸状形成部242,242、262,262の天部251には、エアを噴出する為の小孔252,・・・が設けられている。
【0095】
このため、部分的な凸部が形成された成型品である前記パッケージ1を前記金型172から取り外す際には、前記凸状形成部242,242、262,262の前記各小孔252,・・・からエアを噴出することによって、前記係合部73,73及び前記被係合部92,92の天面76,76、95,95を前記エアで付勢することができる。
【0096】
これにより、前記金型172に密着した前記パッケージ1は、前記係合部73,73及び前記被係合部92,92の天面76,76、95,95に吹き付けられるエアによって付勢され、前記係合部73,73及び前記被係合部92,92の形成部分を前記金型172から離反することができる。
【0097】
このように、前記係合部73,73及び前記被係合部92,92形成部分を前記金型172から離反することで、前記係合部73,73及び前記被係合部92,92を、その延在方向に移動して型抜きすることができる。
【0098】
このため、成型品を金型から取り外す際に、金型への凸部の所謂引っかかりが生じ、成型品の型抜き方向が傾斜してしまう従来と比較して、形成される前記係合部73,73及び前記被係合部92,92が傾いた状態で固化されるといった不具合を解消することができる。
【0099】
特に、本実施の形態にあっては、比較的長さ寸法を有した横長形状のパッケージ1の両端部に上方へ向けて突出した有底円筒状の前記係合部73,73及び前記被係合部92,92が形成されており、通常の真空成型を行った場合、両端部に設けられた前記係合部73又は前記被係合部92のいずれか一方に所謂引っかかりが生じてしまう。
【0100】
しかし、このような形状のパッケージ1であっても、両端部に設けられた前記係合部73,73及び前記被係合部92,92を曲げること無く、真っ直ぐに延在した状態で形成することができる。これにより、使用時において、前記係合部73,73と前記被係合部92,92との係合状態を維持することができる。
【0101】
したがって、部分的な凸部を構成する前記係合部73,73及び前記被係合部92,92を、不具合無く形成することができ、製品状態で互いに係合される前記係合部73,73及び前記被係合部92,92の不用意な外れを確実に防止することができる。
【0102】
また、前記係合部73,73及び前記被係合部92,92の高さ寸法を高く設定することも可能となるため、前記係合状態の保持効果をさらに高めることができる。
【0103】
そして、前記各小孔252,・・・から噴出されたエアを前記凸状形成部242,242、262,262の天部251,・・・に形成されたガイド溝256,・・・によって、その周縁に案内することができる。
【0104】
これにより、周縁に案内されたエアの前記係合部73,73及び前記被係合部92,92の周壁面に沿った通流可能とし、前記係合部73,73及び前記被係合部92,92の周壁と、前記金型172の前記凸状形成部242,242、262,262の周壁面との間に前記エアを通流することができる。
【0105】
したがって、前記金型172からの前記係合部73,73及び前記被係合部92,92での型抜きを、さらに容易とすることができる。
【0106】
このような前記パッケージ1形状が連続形成された前記基材162は、前記パンチャー181の打ち抜き金型182で打ち抜かれる。これにより、当該基材162から複数のパッケージ1が取得される。
【0107】
そして、これにより形成された前記パッケージ1には、前記小孔252からのエアを周縁に案内する為の前記ガイド溝256によって、前記係合部73,73及び前記被係合部92,92の天面76,95に十字状の係合側及び被係合部側補強リブ77,111が形成されている。
【0108】
これにより、前記係合部73,73及び前記被係合部92,92は、その天面76,95に形成された前記各補強リブ77,111によって補強することができる。
【0109】
また、前記天面76,95に前記各補強リブ77,111を形成することによって、前記小孔252,・・・により形成された窪みの表出を防止することができ、外観品質を高めることができる。
【符号の説明】
【0110】
1 パッケージ
11 パッケージ本体
73 係合部
76 天面
77 係合部側補強リブ
92 被係合部
95 天面
111 被係合部側補強リブ
151 真空成型装置
162 基材
172 金型
232 表面
251 天部
252 小孔
256 ガイド溝
262 第二凸状形成部
【技術分野】
【0001】
本発明は、部分的な凸部を有した成型品を形成する真空成型装置及び凸部成型方法並びに凸部を有した成型品に関する。
【背景技術】
【0002】
従来、製品を収容するケース体としては、透明のプラスチックで形成されたパッケージが知られている(例えば、特許文献1参照。)。
【0003】
このパッケージは、パッケージ本体を折り畳んで使用するように構成されており、折り畳んだ状態で前面側を構成する前面構成部と、後面側を構成する後面構成部とが形成されている。
【0004】
前記前面構成部と前記後面構成部との対向部位には、製品収容部が凹設されており、前記前面構成部に形成された製品収容部と前記後面構成部に形成された製品収容部とによって形成される収容空間に製品を収容できるように構成されている。
【0005】
また、前記後面構成部の上部側を構成するフランジ部には、係合凹部が形成されており、前記前面構成部の上部側を構成するフランジ部には、有底円筒状の係合凸部が形成されている。
【0006】
これにより、前記収容空間内に前記製品を収容して前記前面構成部を前記後面構成部に重ねた状態で、前記前面構成部の前記係合凸部が前記後面構成部の前記係合凹部に嵌合して係合するように構成されており、この係合状態を形成することで、前記前面構成部と前記後面構成部との間に前記製品を保持した状態に維持できるように構成されている。
【0007】
このパッケージを成型する際には、真空成型装置が用いられている(例えば、特許文献2〜4参照。)。
【0008】
このような真空成型装置で前記パッケージを成型する際には、熱可塑性のプラスチックシートを加熱して軟化させ、凹凸が形成された金型上に配置する。この状態において、金型表面に開口した小孔から負圧を供給し、前記プラスチックシートと金型間に生じた負圧によって前記プラスチックシートを金型表面に密着させることにより、前記プラスチックシートに前記金型に対応した凹凸形状を形成する。
【0009】
そして、前記小孔からエアを噴出して前記プラスチックシートを前記金型から取り外すことによって、表面に凹凸が形成された前記パッケージを形成できるように構成されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2009−001341公報
【特許文献2】特開昭62−101417公報
【特許文献3】特開平05−212781号公報
【特許文献4】特開2002−144414公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、このような従来のパッケージにあっては、前記係合凸部が有底円筒状に形成されており、形成可能な高さ寸法が限られていた。
【0012】
すなわち、前記係合凸部の高さ寸法を高く設定すると、前記金型からの前記係合凸部の抜けが悪くなり、所謂引っ掛かりが生ずる。このため、前記プラスチックシートにエアを吹き付けて前記金型から取り外す際には、当該プラスチックシートに傾きが生じてしまう。
【0013】
この場合、前記係合凸部が前記フランジ部に対して傾いてしまい、この状態で固化されると、前記係合凹部への嵌入状態の悪化を招いてしまう。
【0014】
本発明は、このような従来の課題に鑑みてなされたものであり、部分的な凸部を不具合無く形成することができる真空成型装置及び凸部成型方法並びに凸部を有した成型品を提供することを目的とするものである。
【課題を解決するための手段】
【0015】
前記課題を解決するために本発明の請求項1の真空成型装置にあっては、基材と金型との間に負圧を供給して軟化した前記基材を前記金型に密着し、部分的な凸部を備えた成型品を形成する真空成型装置において、前記金型の表面に前記凸部を形成する為に突出又は後退した凸状形成部を設けるとともに、該凸状形成部の天部又は底部に流体を噴出する為の小孔を設けた。
【0016】
すなわち、成型品を成型する金型の表面には、成型品に部分的な凸部を形成する為の突出又は後退した凸状形成部が設けられており、この凸状形成部の天部又は底部には、流体を噴出する為の小孔が設けられている。
【0017】
このため、部分的な凸部が形成された成型品を前記金型から取り外す際には、前記凸状形成部の天部又は底部の前記小孔から流体を噴出することによって、前記凸部の天面を付勢することができる。
【0018】
これにより、前記金型に密着した前記成型品は、前記凸部の天面に噴出された流体によって付勢され、当該凸部の形成部分が前記金型から離反される。
【0019】
また、請求項2の真空成型装置においては、前記小孔が開設された前記天部又は前記底部に、前記小孔から噴出された流体を周縁に案内するガイド溝を形成した。
【0020】
すなわち、前記小孔から噴出された流体は、前記天部又は前記底部に形成されたガイド溝によって周縁に案内された後、当該凸部の周壁面に沿って通流可能となる。
【0021】
これにより、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0022】
また、本発明の請求項3の凸部成型方法にあっては、基材と金型との間に負圧を供給して軟化した前記基材を前記金型に密着することで金型表面に突出又は後退形成された凸状形成部によって成型品に部分的な凸部を形成する凸部成型方法において、前記基材を前記金型から取り外す際に前記凸状形成部の前記天部又は前記底部に設けられた小孔から流体を噴出する。
【0023】
すなわち、成型品を形成する際には、基材と金型との間に負圧を供給して軟化した前記基材を前記金型に密着し、金型表面に突出又は後退形成された凸状形成部によって部分的な凸部を成型品に形成する。
【0024】
この成型品を前記金型から取り外す際には、前記凸状形成部の天部又は底部に設けられた小孔から流体を噴出する。すると、前記凸部の天面は、噴出された流体によって付勢され、前記金型に密着した前記成型品は、前記凸部の形成部分が前記金型から離反される。
【0025】
さらに、請求項4の凸部成型方法においては、前記小孔から噴出された流体を前記天部又は前記底部に形成されたガイド溝によって周縁に案内する。
【0026】
すなわち、前記金型から前記成型品を取り外す際に前記小孔から噴出された流体は、前記天部又は前記底部に形成されたガイド溝で周縁に案内されることにより当該凸部の周壁面に沿った通流可能となる。
【0027】
これにより、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0028】
また、本発明の請求項5の凸部を有した成型品にあっては、軟化した基材を負圧により金型に密着して金型表面に突出又は後退形成された凸状形成部によって部分的な凸部が形成された凸部を有した成型品において、前記基材を前記金型から取り外す際に前記凸状形成部の前記天部又は前記底部に設けられた小孔からの流体を周縁に案内する為のガイド溝によって前記凸部の天面にリブを形成した。
【0029】
すなわち、軟化した基材を負圧により金型に密着することによって、金型表面に突出又は後退形成された凸状形成部により成型品に部分的な凸部が形成される。
【0030】
この成型品を前記金型から取り外す際には、前記凸状形成部の天部又は底部に設けられた小孔から流体が噴出される。これにより、前記凸部の天面は、噴出された流体によって付勢され、前記金型に密着した前記成型品は、前記凸部の形成部分が前記金型から離反される。
【0031】
このとき、前記小孔から噴出された流体は、前記天部又は前記底部に形成されたガイド溝によって周縁に案内され、当該凸部の周壁面に沿った通流可能とされ、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0032】
このように形成された成型品には、前記小孔からの流体を周縁に案内する為の前記ガイド溝によって前記凸部の天面にリブが形成されている。
【0033】
これにより、前記天面は、前記リブによって補強される。また、前記天面にリブを形成することによって前記小孔により形成された窪みの表出が抑えられる。
【発明の効果】
【0034】
以上説明したように本発明の請求項1の真空成型装置にあっては、部分的な凸部が形成された成型品を金型から取り外す際に、金型の凸状形成部の天部又は底部の小孔から噴出された流体によって前記凸部の天面を付勢することができる。
【0035】
これにより、当該凸部の形成部分を前記金型から離反できるので、当該凸部を、その延在方向に移動して型抜きすることができる。
【0036】
このため、成型品を金型から取り外す際に、該金型への前記凸部の所謂引っかかりが生じ、成型品の型抜き方向が傾斜してしまう従来と比較して、形成される凸部が傾いた状態で固化されるといった不具合を解消することができる。
【0037】
したがって、部分的な凸部を不具合無く形成することができるとともに、当該凸部の高さ寸法を高く設定することも可能となる。
【0038】
また、請求項2の真空成型装置においては、前記小孔から噴出された流体を前記天部又は前記底部に形成されたガイド溝によって周縁に案内した後、当該凸部の周壁面に沿って通流させることにより、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0039】
これにより、前記金型からの前記凸部の型抜きを、さらに容易とすることができる。
【0040】
また、本発明の請求項3の凸部成型方法にあっては、成型品を金型から取り外す際に、金型の凸状形成部の天部又は底部に設けられた小孔から流体を噴出することで、前記凸部の天面を、この噴出された流体によって付勢することができる。
【0041】
これにより、当該凸部の形成部分を前記金型から離反できるので、当該凸部を、その延在方向に移動して型抜きすることができる。
【0042】
このため、成型品を金型から取り外す際に、該金型への前記凸部の所謂引っかかりが生じ、成型品の型抜き方向が傾斜してしまう従来と比較して、形成される凸部が傾いた状態で固化されるといった不具合を解消することができる。
【0043】
したがって、部分的な凸部を不具合無く形成することができるとともに、当該凸部の高さ寸法を高く設定することも可能となる。
【0044】
さらに、請求項4の凸部成型方法においては、前記小孔から噴出された流体を前記天部又は前記底部に形成されたガイド溝によって周縁に案内した後、当該凸部の周壁面に沿って通流させることにより、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0045】
これにより、前記金型からの前記凸部の型抜きを、さらに容易とすることができる。
【0046】
また、本発明の請求項5の凸部を有した成型品にあっては、成型された成型品を金型から取り外す際に、金型の凸状形成部の天部又は底部に設けられた小孔から流体を噴出することで、前記凸部の天面を、この噴出された流体によって付勢することができる。
【0047】
これにより、当該凸部の形成部分を前記金型から離反できるので、当該凸部を、その延在方向に移動して型抜きすることができる。
【0048】
このため、成型品を金型から取り外す際に、該金型への前記凸部の所謂引っかかりが生じ、成型品の型抜き方向が傾斜してしまう従来と比較して、形成される凸部が傾いた状態で固化されるといった不具合を解消することができる。
【0049】
したがって、部分的な凸部を不具合無く形成することができるとともに、当該凸部の高さ寸法を高く設定することも可能となる。
【0050】
このとき、前記小孔から噴出された流体を前記天部又は前記底部に形成されたガイド溝によって周縁に案内した後、当該凸部の周壁面に沿って通流させることにより、前記凸部の周壁面と前記金型との接触面との間に前記流体を通流することができる。
【0051】
これにより、前記金型からの前記凸部の型抜きを、さらに容易とすることができる。
【0052】
このように形成された成型品には、前記小孔からの流体を周縁に案内する為の前記ガイド溝によって前記凸部の天面にリブを形成することができる。
【0053】
これにより、前記天面を前記リブによって補強することができる。また、前記天面にリブを形成することによって、前記小孔により形成された窪みの表出を防止することができ、外観品質を高めることができる。
【図面の簡単な説明】
【0054】
【図1】本発明の一実施の形態を示す平面図である。
【図2】同実施の形態の側面図である。
【図3】同実施の形態の使用例を示す説明図で、(a)は閉鎖状態を形成する直前の説明図であり、(a)は閉鎖状態を形成した状態を示す説明図である。
【図4】同実施の形態の真空成型装置を示す模式図である。
【図5】同実施の形態の成型装置を示す説明図である。
【図6】同実施の形態の各凸状形成部を示す平面図である。
【発明を実施するための形態】
【0055】
以下、本発明の一実施の形態を図に従って説明する。
【0056】
図1は、本実施の形態にかかる凸部を有した成型品であるパッケージ1を示す図であり、該パッケージ1は、製品を収容するものである。
【0057】
このパッケージ1のパッケージ本体11は、図1及び図2に示すように、所定の剛性を有した無色透明のプラスチックシートで構成されており、長方形状のプラスチックシートが真空成型によって形成されている。
【0058】
このパッケージ本体11は、略中央部に平行して設けられた第一折曲線21及び第二折曲線22が横断して設けられており、各折曲線21,22を中心として折曲できるように構成されている。前記第一折曲線21より図2中右側の部分は、起立した状態(図3参照)でパッケージ1の前面23側を形成する前面構成部24を構成しており、前記第二折曲線22より図2中左側の部分は、起立した状態(図3参照)でパッケージ1の後面25側を形成する後面構成部26を構成している。また、前記第一折曲線21と前記第二折曲線22間の部位は、前記前面構成部24及び前記後面構成部26を起立した状態で底部を形成する底部構成部27を構成している。
【0059】
該底部構成部27は、前斜面31と後斜面32とを備えた山形状に形成されており、その一部には、平坦に形成された平面部33が形成されている。前記前面構成部24には、図2及び図3に示すように、起立した状態で前記前斜面31に沿って延在する前面側斜面34が基端側に形成されており、前記後面構成部26には、起立した状態で前記後斜面32に沿って延在する後面側斜面35が基端側に形成されている。
【0060】
これにより、図3に示したように、前記前面構成部24及び前記後面構成部26を起立した状態で、前記前面構成部24及び前記後面構成部26を前記底部構成部27に対して略垂直に起立できるように構成されている。
【0061】
前記前面構成部24には、図1から図3に示したように、前側に突出した前面膨出部41が膨出形成されており、この前面膨出部41に対向する前記後面構成部26の部位には、後側に突出した後面膨出部42が膨出形成されている。これにより、図3に示したように、前記前面構成部24に形成された前記前面膨出部41と前記後面構成部26に形成された前記後面膨出部42と前記底部構成部27に形成された前記平面部33とによって包囲された収容空間43に製品を収容して保持できるように構成されている。
【0062】
前記前面構成部24における前記前面膨出部41の外周部には、平坦な前面フランジ部51が形成されており、前記後面構成部26の前記後面膨出部42の外周部には、平坦な後面フランジ部52が形成されている。これにより、図3に示したように、前記前面構成部24及び前記後面構成部26を起立した状態で、前記前面構成部24の前記前面フランジ部51と、前記後面構成部26の前記後面フランジ部52とが対面するように構成されている。
【0063】
前記前面構成部24の自由端側の縁部からは、図1及び図2に示したように、横長の長方形状の延出片61が延出しており、当該延出片61の基端には、前記前面構成部24に沿って横断する上部折曲線62がU字溝によって形成されている。これにより、図3の(a)から図3の(b)に示すように、前記延出片61を前記上部折曲線62で折曲して前記後面構成部26に沿って配置できるように構成されている。
【0064】
前記延出片61の基端側の中央部には、図1に示したように、第一楕円穴71が開設されており、この延出片61には、前記第一楕円穴71を回避するように当該延出片61の幅方向に延在する矩形状の没入部72が外面側へ向けて没入形成されている。
【0065】
この没入部72内には、一対の凸部である係合部73,73が前記没入部72の底面74から内面側へ向けて膨出形成されており、両係合部73,73は、円筒状の周壁面75と、該周壁面75の上縁に架橋した天面76とによって有底円筒状に形成されている。該天面76には、内側に後退したU字溝が縦横に形成されており、当該天面76には、その中心で交差した十字状の係合部側補強リブ77が形成されている。
【0066】
前記延出片61が折り返された状態で重合する前記後面構成部26の前記後面フランジ部52の部位には、第二楕円穴81が前記第一楕円穴71と合致する位置に開設されており、これらの楕円穴71,81が対向する前記前面構成部24の前記前面フランジ部51の部位には、円形穴82が開設されている。
【0067】
これにより、この円形穴82と前記各楕円穴71,81とによって前後に貫通する吊り下げ穴が形成されるように構成されており、この吊り下げ穴を利用して当該パッケージ1を陳列フックに係止できるように構成されている。
【0068】
前記延出片61が重合する前記後面構成部26の前記後面フランジ部52の部位、すなわち前記後面構成部26の自由端部側の部位には、前記第二楕円穴81を回避するように横方向に延在する矩形状の突出部91が外面側へ向けて膨出形成されており、当該突出部91は、その高さ寸法が当該後面構成部26の先端部から基端部へ向かうに従って高くなるように傾斜している。この突出部91は、前記延出片61に形成された前記没入部72に内嵌できる形状に形成されており、当該突出部91を前記没入部72に内嵌した状態で両者を係合できるように構成されている。
【0069】
また、前記突出部91内には、一対の凸部である被係合部92,92が前記突出部91,91の段差面93から内面側へ向けて没入形成されており、両被係合部92,92は、円筒状の周壁面94と、該周壁面94の上縁に架橋した天面95とによって有底円筒状に形成されている。
【0070】
各被係合部92,92は、図3の(b)に示したように、折り返された前記延出片61の前記各係合部73,73と合致する位置に設けられており、各係合部73,73を対応する被係合部92,92に嵌入した状態で係合できるように構成されている。
【0071】
これにより、前記前面構成部24と前記後面構成部26とを、その自由端部で結合できるように構成されており、前記収容空間43に収容された製品を当該パッケージ1内に保持できるように構成されている。
【0072】
また、このような係合構造とすることで、前記前面構成部24の周縁部を平坦な状態に維持することができる。このため、この平坦部分の内側に印刷が施された厚紙を挟持したり、この平坦部分に印刷を施す等することによって、当該平坦部分も表示領域101として利用できるように構成されている。
【0073】
前記各被係合部92,92の前記天面95には、内側に後退したU字溝が縦横に形成されており、当該天面95には、その中心で交差した十字状の被係合部側補強リブ111が形成されている。
【0074】
図4は、前記パッケージ1を製造する際に用いる真空成型装置151を示す模式図である。
【0075】
この真空成型装置151は、原反ロール161から引き出された熱可塑性プラスチックフィルムからなる基材162を加熱する加熱装置163を備えており、通過する前記基材162を上ヒータ164と下ヒータ165とによって上下から加熱して軟化できるように構成されている。
【0076】
この加熱装置163の下流側には、成型装置171が設けられており、前記加熱装置163で軟化された前記基材162を金型172によって変形し、前記パッケージ1の原型を前記基材162に連続形成できるように構成されている。
【0077】
この成型装置171の下流側には、パンチャー181が設けられており、前記パッケージ1形状が連続形成された前記基材162を打ち抜き金型182で打ち抜くことによって、前記パッケージ1が得られるように構成されている。
【0078】
前記金型172には、図5に示すように、その表面232に、前記パッケージ本体11に山形状の前記底部構成部27を形成する為の底部形成部233や、前記前面構成部24に前記前面膨出部41を形成する為の前面膨出部形成部234や、前記後面構成部26に前記後面膨出部42を形成する為の後面膨出部形成部235等が凹凸に形成されている。
【0079】
この金型172の図5中左端部には、前記没入部72を形成する為の没入部形成部241や、前記没入部72内に前記係合部73,73を形成する為の第一凸状形成部242が形成されており、該第一凸状形成部242は、円柱状に形成されている。この第一凸状形成部242は、前記没入部形成部241内に形成されることによって大きな高低差を有している。
【0080】
この第一凸状形成部242は、その周壁がほぼ垂直に起立しており、抜きテーパーの設定が無い局部的な凸形状に形成されている。このような抜きテーパーの設定が無い局部的な凸形状を一般的な真空成型装置の金型172に形成する場合、その高さ寸法の上限値が定められており、当該第一凸状形成部242は、この上限値を超える高さ寸法に設定されている。
【0081】
この第一凸状形成部242には、図6に示すように、その天部251に小孔252が開設されており、該小孔252からエアを出し入れできるように構成されている。前記天部251には、前記小孔252を中心として交差した縦溝253及び横溝254からなる十字状のガイド溝256が形成されており、前記小孔252から噴出されたエアを周縁に案内できるように構成されている。
【0082】
また、前記金型172の図5中右端部には、前記突出部91を形成する為の突出部形成部261や、前記突出部91内に前記被係合部92,92を形成する為の第二凸状形成部262が形成されており、該第二凸状形成部262は、円柱状に形成されている。この第二凸状形成部262は、前記突出部形成部261内に形成されることによって大きな高低差を有している。
【0083】
この第二凸状形成部262は、その周壁がほぼ垂直に起立しており、抜きテーパーの設定が無い局部的な凸形状に形成されている。このような抜きテーパーの設定が無い局部的な凸形状を一般的な真空成型装置の金型172に形成する場合、その高さ寸法の上限値が定められており、当該第二凸状形成部262は、この上限値を超える高さ寸法に設定されている。
【0084】
この第二凸状形成部262にも、図6に示したように、その天部251に小孔252が開設されており、該小孔252からエアを出し入れできるうように構成されている。前記天部251には、前記小孔252を中心として交差した縦溝253及び横溝254からなる十字状のガイド溝256が形成されており、前記小孔252から噴出されたエアを周縁に案内できるように構成されている。
【0085】
なお、本実施の形態にあっては、成型品であるパッケージ本体11に、基材162の上面側へ局部的に突出した凸部である係合部73,73及び被係合部92,92を形成する為の前記各凸状形成部242,262を前記金型172表面232に突出形成した場合を例に挙げて説明するが、これに限定されるものではなく、前記金型172表面232に前記各凸状形成部242,262を形成する為の凸状形成部を没入形成しても良い。この場合、前記小孔252や前記ガイド溝256は、前記凸状形成部の底部に形成するものとする。
【0086】
また、エアを出し入れする前記小孔252は、図5に示したように、前記底部形成部233や、前記前面膨出部形成部234や、前記後面膨出部形成部235等にも形成されており、各小孔252,・・・は、エア制御装置271に接続されている。
【0087】
該エア制御装置271は、前記金型172を昇降する昇降装置や前記加熱装置163を制御する図外の制御装置に接続されており、当該制御装置からの制御信号に従って前記各小孔252,・・・に負圧を供給してエアを吸引したり、正圧を供給してエアを噴出できるように構成されている。
【0088】
以上の構成にかかる本実施の形態において、前記真空成型装置151を用いて前記パッケージ1を形成する際には、前記原反ロール161から引き出された基材162を加熱装置163の上ヒータ164及び下ヒータ165で上下から加熱して軟化する。
【0089】
そして、この加熱装置163で軟化された前記基材162を成型装置171の金型172によって変形し、前記パッケージ1の原型を前記基材162に連続形成する。
【0090】
具体的に説明すると、前記成型装置171では、前記昇降装置によって前記金型172を前記基材162へ向けて下降した後、前記エア制御装置271から前記各小孔252,・・・に負圧を供給するように構成されている。
【0091】
これにより、前記基材162と前記金型172間に負圧を生じさせ、前記基材162が前記金型172に吸引され密着する。このとき、前記基材162は、軟化されているので、前記金型172の表面232に形成された凹凸形状に応じて変形する。
【0092】
この状態において、前記基材162の形状を安定化するまで所定時間待機する。
【0093】
その後、前記エア制御装置271から前記各小孔252,・・・に正圧を供給して各小孔252,・・・からエアを噴出し、前記金型172表面232に密着した前記基材162を金型172から離反させ凹凸形状を有するパッケージ1が形成された基材162を金型172から取り外す。
【0094】
このとき、前記パッケージ1を成型する前記金型172の表面232には、前記パッケージ1に局部的な凸部である前記係合部73,73及び被係合部92,92を形成する為の第一及び第二凸状形成部242,242、262,262が形成されており、これらの凸状形成部242,242、262,262の天部251には、エアを噴出する為の小孔252,・・・が設けられている。
【0095】
このため、部分的な凸部が形成された成型品である前記パッケージ1を前記金型172から取り外す際には、前記凸状形成部242,242、262,262の前記各小孔252,・・・からエアを噴出することによって、前記係合部73,73及び前記被係合部92,92の天面76,76、95,95を前記エアで付勢することができる。
【0096】
これにより、前記金型172に密着した前記パッケージ1は、前記係合部73,73及び前記被係合部92,92の天面76,76、95,95に吹き付けられるエアによって付勢され、前記係合部73,73及び前記被係合部92,92の形成部分を前記金型172から離反することができる。
【0097】
このように、前記係合部73,73及び前記被係合部92,92形成部分を前記金型172から離反することで、前記係合部73,73及び前記被係合部92,92を、その延在方向に移動して型抜きすることができる。
【0098】
このため、成型品を金型から取り外す際に、金型への凸部の所謂引っかかりが生じ、成型品の型抜き方向が傾斜してしまう従来と比較して、形成される前記係合部73,73及び前記被係合部92,92が傾いた状態で固化されるといった不具合を解消することができる。
【0099】
特に、本実施の形態にあっては、比較的長さ寸法を有した横長形状のパッケージ1の両端部に上方へ向けて突出した有底円筒状の前記係合部73,73及び前記被係合部92,92が形成されており、通常の真空成型を行った場合、両端部に設けられた前記係合部73又は前記被係合部92のいずれか一方に所謂引っかかりが生じてしまう。
【0100】
しかし、このような形状のパッケージ1であっても、両端部に設けられた前記係合部73,73及び前記被係合部92,92を曲げること無く、真っ直ぐに延在した状態で形成することができる。これにより、使用時において、前記係合部73,73と前記被係合部92,92との係合状態を維持することができる。
【0101】
したがって、部分的な凸部を構成する前記係合部73,73及び前記被係合部92,92を、不具合無く形成することができ、製品状態で互いに係合される前記係合部73,73及び前記被係合部92,92の不用意な外れを確実に防止することができる。
【0102】
また、前記係合部73,73及び前記被係合部92,92の高さ寸法を高く設定することも可能となるため、前記係合状態の保持効果をさらに高めることができる。
【0103】
そして、前記各小孔252,・・・から噴出されたエアを前記凸状形成部242,242、262,262の天部251,・・・に形成されたガイド溝256,・・・によって、その周縁に案内することができる。
【0104】
これにより、周縁に案内されたエアの前記係合部73,73及び前記被係合部92,92の周壁面に沿った通流可能とし、前記係合部73,73及び前記被係合部92,92の周壁と、前記金型172の前記凸状形成部242,242、262,262の周壁面との間に前記エアを通流することができる。
【0105】
したがって、前記金型172からの前記係合部73,73及び前記被係合部92,92での型抜きを、さらに容易とすることができる。
【0106】
このような前記パッケージ1形状が連続形成された前記基材162は、前記パンチャー181の打ち抜き金型182で打ち抜かれる。これにより、当該基材162から複数のパッケージ1が取得される。
【0107】
そして、これにより形成された前記パッケージ1には、前記小孔252からのエアを周縁に案内する為の前記ガイド溝256によって、前記係合部73,73及び前記被係合部92,92の天面76,95に十字状の係合側及び被係合部側補強リブ77,111が形成されている。
【0108】
これにより、前記係合部73,73及び前記被係合部92,92は、その天面76,95に形成された前記各補強リブ77,111によって補強することができる。
【0109】
また、前記天面76,95に前記各補強リブ77,111を形成することによって、前記小孔252,・・・により形成された窪みの表出を防止することができ、外観品質を高めることができる。
【符号の説明】
【0110】
1 パッケージ
11 パッケージ本体
73 係合部
76 天面
77 係合部側補強リブ
92 被係合部
95 天面
111 被係合部側補強リブ
151 真空成型装置
162 基材
172 金型
232 表面
251 天部
252 小孔
256 ガイド溝
262 第二凸状形成部
【特許請求の範囲】
【請求項1】
基材と金型との間に負圧を供給して軟化した前記基材を前記金型に密着し、部分的な凸部を備えた成型品を形成する真空成型装置において、
前記金型の表面に前記凸部を形成する為に突出又は後退した凸状形成部を設けるとともに、該凸状形成部の天部又は底部に流体を噴出する為の小孔を設けたことを特徴とする真空成型装置。
【請求項2】
前記小孔が開設された前記天部又は前記底部に、前記小孔から噴出された流体を周縁に案内するガイド溝を形成したことを特徴とする請求項1記載の真空成型装置。
【請求項3】
基材と金型との間に負圧を供給して軟化した前記基材を前記金型に密着することで金型表面に突出又は後退形成された凸状形成部によって成型品に部分的な凸部を形成する凸部成型方法において、
前記基材を前記金型から取り外す際に前記凸状形成部の前記天部又は前記底部に設けられた小孔から流体を噴出することを特徴とした凸部成型方法。
【請求項4】
前記小孔から噴出された流体を前記天部又は前記底部に形成されたガイド溝によって周縁に案内することを特徴とした請求項3記載の凸部成型方法。
【請求項5】
軟化した基材を負圧により金型に密着して金型表面に突出又は後退形成された凸状形成部によって部分的な凸部が形成された凸部を有した成型品において、
前記基材を前記金型から取り外す際に前記凸状形成部の前記天部又は前記底部に設けられた小孔からの流体を周縁に案内する為のガイド溝によって前記凸部の天面にリブを形成したことを特徴とする凸部を有した成型品。
【請求項1】
基材と金型との間に負圧を供給して軟化した前記基材を前記金型に密着し、部分的な凸部を備えた成型品を形成する真空成型装置において、
前記金型の表面に前記凸部を形成する為に突出又は後退した凸状形成部を設けるとともに、該凸状形成部の天部又は底部に流体を噴出する為の小孔を設けたことを特徴とする真空成型装置。
【請求項2】
前記小孔が開設された前記天部又は前記底部に、前記小孔から噴出された流体を周縁に案内するガイド溝を形成したことを特徴とする請求項1記載の真空成型装置。
【請求項3】
基材と金型との間に負圧を供給して軟化した前記基材を前記金型に密着することで金型表面に突出又は後退形成された凸状形成部によって成型品に部分的な凸部を形成する凸部成型方法において、
前記基材を前記金型から取り外す際に前記凸状形成部の前記天部又は前記底部に設けられた小孔から流体を噴出することを特徴とした凸部成型方法。
【請求項4】
前記小孔から噴出された流体を前記天部又は前記底部に形成されたガイド溝によって周縁に案内することを特徴とした請求項3記載の凸部成型方法。
【請求項5】
軟化した基材を負圧により金型に密着して金型表面に突出又は後退形成された凸状形成部によって部分的な凸部が形成された凸部を有した成型品において、
前記基材を前記金型から取り外す際に前記凸状形成部の前記天部又は前記底部に設けられた小孔からの流体を周縁に案内する為のガイド溝によって前記凸部の天面にリブを形成したことを特徴とする凸部を有した成型品。
【図1】



【図2】
【図3】

【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−37046(P2011−37046A)
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願番号】特願2009−184031(P2009−184031)
【出願日】平成21年8月7日(2009.8.7)
【出願人】(000102544)エステー株式会社 (127)
【Fターム(参考)】
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願日】平成21年8月7日(2009.8.7)
【出願人】(000102544)エステー株式会社 (127)
【Fターム(参考)】
[ Back to top ]