
真空成形用成形型及び樹脂成形品
【課題】真空成形において熱可塑性樹脂シートと良好に接触させることができる真空成形用成形型を提供し、ひいては、樹脂成形品の製造効率を向上させること。
【解決手段】熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴とする真空成形用成形型等を提供する。
【解決手段】熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴とする真空成形用成形型等を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、真空成形用成形型、及び、樹脂成形品に関し、より詳しくは、熱可塑性樹脂シートの真空成形に用いられる真空成形用成形型、及び、このような真空成形用成形型によって熱可塑性樹脂シートが真空成形されてなる樹脂成形品に関する。
【背景技術】
【0002】
従来、熱可塑性樹脂が用いられてなる発泡シートや透明フィルムといった熱可塑性樹脂シートをロール状に巻き取った原反ロールを用いて食品トレーや該食品トレー用の蓋などの樹脂成形品が生産されている。
例えば、熱可塑性樹脂シートを変形可能な軟化状態となるように加熱する加熱ゾーンと、該加熱ゾーンで軟化された熱可塑性樹脂シートを熱成形するための成形型を備えた成形ゾーンと、前記成形型で製品形状の形成された熱可塑性樹脂シートをトムソン刃型などで打抜いて製品と製品外の部分とを切り分ける打抜きゾーンとを有する製造設備に前記原反ロールから繰り出した帯状の熱可塑性樹脂シートを供給して樹脂成形品を連続生産することが従来広く行われている。
【0003】
なお、前記成形型としては、通常、製品形状に対応した成形用凹部を有するものが用いられており、前記熱成形に際しては軟化した熱可塑性樹脂シートと成形型とを対面させて接触させ、前記成形用凹部内を真空引き(真空成形)するか、成形用凹部とは逆側から熱可塑性樹脂シートを加圧(圧空成形)するか、あるいは、該加圧を伴う前記真空成形(所謂「真空・圧空成形」)を実施するかして前記成形用凹部の内面形状に沿わせて熱可塑性樹脂シートを変形させるとともにこの成形用凹部の内面に熱可塑性樹脂シートを当接させて成形型から脱離させても十分に形状保持可能なレベルにまで熱可塑性樹脂シートを冷却させることが行われている。
また、通常、前記トムソン刃型での打抜きにおいては、前記成形用凹部によって賦形された部分よりも一回り大きく熱可塑性樹脂シートが切断されて外周に鍔部を有する製品が製造されているために、前記熱成形に際しては、成形用凹部に接する部分のみならず鍔部となる部分までも十分に冷却させることが行われている。
【0004】
ところで、このような樹脂成形品の連続生産においては、一般に成形ゾーンでの熱成形に要する時間が律速となってラインスピードが決定される。
即ち、加熱ゾーンは、その設定温度を高くしたりゾーン長さを長くさせることでラインスピードが速くなっても必要な加熱能力を確保することができ、打抜きゾーンもトムソン刃型による打抜き速度をラインスピードにあわせてある程度向上させることが容易である一方で、成形ゾーンにおいては、加熱ゾーンで軟化された熱可塑性樹脂シートを成形型の表面に接触させて十分に冷却させないと製品に変形を生じたりするおそれがあることから、一般的には、この成形ゾーンでの熱可塑性樹脂シートの冷却に要する時間が樹脂成形品を連続生産する上において律速となっている。
【0005】
このことから、例えば、下記特許文献1においては、真空成形用成形型に冷却水を流通させてその冷却能力を向上させることが検討されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−47804号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
樹脂成形品の製造に際して、上記のような真空成形用成形型を用いれば、加熱ゾーンで軟化された熱可塑性樹脂シートをすばやく冷却させることができ樹脂成形品の製造速度を向上させて製造効率を向上させることができる。
しかし、真空成形に用いる成形型を十分に冷却させたとしても熱可塑性樹脂シートが真空成形用成形型の表面に十分接触しないようであればその効果が大きく損なわれることになる。
【0008】
このことについて本発明者が鋭意検討したところ、通常、真空成形に際しては、成形用凹部の周囲における熱可塑性樹脂シートの接触状態が成形用凹部における接触状態に比べて十分なものになっておらず、成形用凹部の周囲においては成形型の表面から熱可塑性樹脂シートが僅かに浮き上がるような状態となって十分な冷却がなされていないことを見出した。
また、成形用凹部の周囲の冷却が不十分な場合には、成形用凹部に沿わせて熱可塑性樹脂シートを変形させるのに際して熱可塑性樹脂シートに“うねり”や“シワ”を発生させるおそれがあり、得られる樹脂成形品が不良品となるおそれがあることを見出した。
【0009】
本発明は、このような問題の解決を図ることを課題としており、真空成形に際して、製品として利用される範囲全般にわたって熱可塑性樹脂シートを良好に接触させることができる真空成形用成形型を提供し、ひいては、樹脂成形品の製造効率を向上させることを課題としている。
【課題を解決するための手段】
【0010】
上記課題を解決するための真空成形用成形型に係る本発明は、熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴としている。
【0011】
なお、本明細書における“真空成形”との用語は、単に成形型側からの真空引きのみを実施する狭義な意味での“真空成形”を意図するものではなく、所謂“真空・圧空成形”と呼ばれる成形方法をも包含する意味で用いている。
【発明の効果】
【0012】
本発明の真空成形用成形型には、成形用凹部を包囲するような形で溝部が形成されている。
該溝部は、製品外となる部分において熱可塑性樹脂シートに溝を形成させことができ、しかも、真空成形において真空引き可能な状態で備えられている。
従って、真空成形を実施する際に、成形用凹部と該成形用凹部を包囲する溝部との間において熱可塑性樹脂シートに張力を発生させることができる。
即ち、成形用凹部のみならず、成形用凹部の周囲においてまで熱可塑性樹脂シートと成形型との接触状態を良好なものとすることができ、熱可塑性樹脂シートを効率よく冷却させ得るとともにシワ等による不良の発生を抑制させ得る。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施形態に係る真空成形用成形型によって製造される樹脂成形品(カット豆腐用容器)を示す概略斜視図。
【図2】一実施形態の真空成形用成形型を示す概略平面図(a)、及び、概略部分断面図(b)。
【図3】他実施形態の真空成形用成形型を示す概略平面図。
【発明を実施するための形態】
【0014】
以下に、図面を参照しつつ本発明の実施の形態について説明する。
以下には、カット豆腐用容器を真空成形によって形成させるための真空成形用成形型について説明する。
【0015】
図1は、本実施形態の真空成形用成形型によって製造する樹脂成形品であるカット豆腐用容器の概略斜視図であり、この図にも示されているように、該カット豆腐用容器100は、略正方形の底面部111と、該底面部111の外周に沿って立設された周側壁112とによってカット豆腐を収容する収容凹部110が形成されている。
該カット豆腐用容器1の前記収容凹部110は、その上方を前記底面部111よりも僅かに大きな正方形となるように開口させており、前記周側壁112の上縁側から前記底面部111に向けて連続的に断面形状を縮小させている。
即ち、前記収容凹部110は、逆四角錘台形状の収容スペースを有している。
【0016】
本実施形態におけるカット豆腐用容器100は、該収容凹部110の開口縁110e(周側壁112の上縁)から外側に延びる鍔部113をさらに備えており、鍔部113は、その外方への突出長さを前記開口縁周りにおいて略一定させている。
従って、前記鍔部113の外縁113eによって画定されるカット豆腐用容器100の上面視における輪郭形状は、前記収容凹部110の開口縁110eに比べて一回り大きな正方形となっている。
なお、前記鍔部113は、カット豆腐用容器100の外縁を画定している先端から基端(収容凹部110の開口縁110e)に至るまで凹凸を有しておらず平坦な状態となっている。
即ち、前記鍔部113は、その全体が収容凹部110の開口と略面一な状態となってカット豆腐用容器100に備えられている。
【0017】
本実施形態におけるカット豆腐用容器1は、非発泡な熱可塑性樹脂シート(樹脂フィルム)に対して真空成形が実施されて形成されたものであり、前記樹脂フィルムに前記収容凹部110に相当する凹部が形成された後で、前記凹部よりも一回り大きなトムソン刃で前記凹部の外側が切断されて形成されたものである。
より具体的には、本実施形態におけるカット豆腐用容器100は、該カット豆腐用容器100に比べて大面積となる樹脂フィルムに対して複数の前記凹部が一度の真空成形によって形成された後に、該凹部の配置に対応して複数のトムソン刃が基板に装着されたトムソン刃型によって打抜かれて形成されたものである。
【0018】
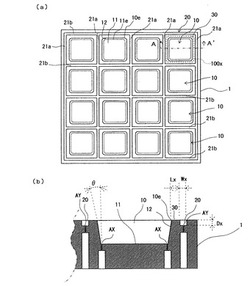
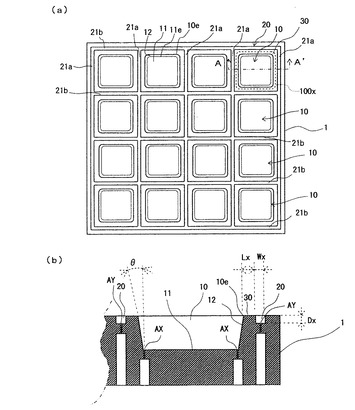
図2は、このカット豆腐用容器100の形成に用いる真空成形用成形型の概略平面図(a)と、概略部分断面図(b)とを示すものであり、該部分断面図(b)は、前記平面図(a)中に示すA−A’線矢視方向における概略の断面構造を示したものである。
この図にも示されているように、本実施形態における真空成形用成形型1(以下、単に「成形型」ともいう)は、一度の真空成形によって合計16個の収容凹部110を樹脂フィルムに形成させうるように前記収容凹部110に対応した凹入形状を有する成形用凹部10が縦横に4個ずつ配列されている。
また、本実施形態の前記成形型1は、カット豆腐用容器100の鍔部113を形成させるための平坦面を備えた平坦部30が各成形用凹部10の周囲に備えられており、該平坦部30の外側から前記成形用凹部10を包囲する溝部20がさらに備えられている。
【0019】
本実施形態の成形型1においては、前記溝部20が格子状に形成されており、縦方向に延在する5条のタテ溝21aと該タテ溝21aに直交するように横方向に延在する5条のヨコ溝21bとによって前記溝部20が格子状に形成されている。
より具体的には、本実施形態の成形型1においては、縦方向、及び、横方向に等間隔に設けられた溝21a,21bによって前記溝部20が構成されており、これらの溝21a,21bによって四方が包囲された正方形の升目が縦横に4個ずつ形成され、各升目の中央部に前記溝21a,21bと開口縁10eとを平行させるようにして前記成形用凹部10が備えられている。
そして、本実施形態の成形型1は、この成形用凹部10と該成形用凹部10を包囲する溝部20との間が全体にわたって前記平坦面となっている。
【0020】
なお、該溝部20を構成する各溝と前記成形用凹部10との間の距離は、カット豆腐用容器100の鍔部113の突出長さよりも長くなっている。
即ち、真空成形に際して前記平坦部30に当接される樹脂フィルムの内、成形用凹部10に近い部分はカット豆腐用容器100として利用されるものの成形用凹部10から遠く離れた溝21a,21bに近い部分は、該溝21a,21bによって溝形状が形成される部分も含めて製品外となる。
【0021】
即ち、前記溝部20は、カット豆腐用容器100として利用される領域外(製品外)において前記樹脂フィルムに溝を形成させ得るように備えられている。
より具体的には、本実施形態の成形型1によって真空成形がなされた樹脂フィルムは、図2(a)正面視左上に位置する部分を例にすると破線100xによって示す領域が製品としてトムソン刃によって打抜かれ、この製品領域100x以外の残りが抜桟となるが、前記溝部20は、この製品外領域となる前記抜桟に対して溝を形成させうるように備えられている。
【0022】
該成形型1の各構成についてより詳細に説明すると、前記成形用凹部10は、その底面11の外周に沿った複数箇所に真空孔AXを開口させており、真空成形に際して内部空間を真空引きして前記樹脂フィルムにカット豆腐用容器100の収容凹部100となる部分を形成させ得るように備えられている。
即ち、前記成形用凹部10は、その開口縁10eが、前記カット豆腐用容器100の開口縁110eよりも樹脂フィルムの厚み分だけ大きな正方形となっており、前記底面11と、該底面11の外縁に向けて前記開口縁10eから垂下する側周面12とによって収容凹部110の外表面の形状に一致する逆四角錐台形状の内部空間を画定させている。
従って、本実施形態の前記成形型1は、前記側周面12が垂直面とはなっておらず僅かな傾斜を有し、該側周面12によって抜き勾配(図2(b)の角度“θ”)が賦与されている。
【0023】
また、溝部20は、成形用凹部10の深さ方向に切断した際の断面形状が長方形となるように凹入しており、成形型の上面からの凹入深さは成形用凹部10に比べて浅くなっている。
この溝部20は、真空成形に際して成形用凹部10との間に樹脂フィルムに張力を発生させてカット豆腐用容器100にシワ等の不良が発生することを抑制させるためのもので当該溝部20を構成している各溝21a,21bにも前記成形用凹部10と同様に底部に真空孔AYが開口されており、前記真空成形において真空引き可能となっている。
【0024】
以下に、該溝部20によるシワ等の抑制効果について説明する。
本実施形態の成形型1を用いて真空成形を行う場合には、成形用凹部10の底面外周において開口している真空孔AXから真空引きが実施されて樹脂フィルムが変形しつつ成形用凹部内に引き込まれるとともに前記溝部20において開口している真空孔AYからも真空引きが実施されて溝内にも樹脂フィルムが引き込まれることになる。
従って、溝部20と成形用凹部10との両方に樹脂フィルムが引き込まれることにより溝部20から成形用凹部10までの間において樹脂フィルムに張力を発生させることができ樹脂フィルムと前記平坦部30との接触状態を良好なものとすることができる。
即ち、この平坦部30における樹脂フィルムの冷却効率を向上させ得る。
【0025】
なお、平坦部における樹脂フィルムの冷却が不十分な場合には、温度バラツキ等によって樹脂フィルムに“うねり”や“シワ”を生じさせ易くなって製品が不良品となってしまうおそれを有する。
また、平坦部における樹脂フィルムの冷却が不十分な段階で樹脂フィルムに加わる力が不均一になった場合にも樹脂フィルムに“うねり”や“シワ”を生じさせ易くなって製品が不良品となってしまうおそれを有する。
例えば、成形用凹部の開口縁の形状が真円に近いような場合であれば、真空成形に際して樹脂フィルムに作用する力は開口縁の全周において略一定することになるが、本実施形態のように正方形の開口縁10eを有する場合においては、正方形の角部において樹脂フィルムに作用する力と辺中央部において樹脂フィルムに作用する力とを大きく相違させることになる。
従って、本実施形態において例示しているカット豆腐用容器100のような樹脂成形品を製造するのに際しては、成形用凹部の周辺において素早く樹脂フィルムを冷却しなければ樹脂フィルムに“うねり”や“シワ”を特に生じさせ易い状況になる。
しかし、本実施形態における成形型1には、前記溝部20が備えられており、成形用凹部10の周辺の樹脂フィルムを真空成形の早い段階で平坦部30の表面に接触させて冷却させ得ることからシワ等の不具合が発生することを抑制させ得る。
【0026】
また、“うねり”や“シワ”といった目視判定可能な不具合が生じないまでも、カット豆腐用容器の鍔部を場所によって冷却条件が異なるような状態にさせると、仮に製造段階において鍔部が平坦な状態で得られたとしても、例えば、この鍔部を使ってヒートシールするような場合に鍔部に熱歪みを生じさせるおそれを有する。
即ち、本実施形態の成形型1を用いることで上記のような潜在的な不具合が生じることを抑制させることができ、カット豆腐用容器の使用時に不具合が顕在化されて問題となることを防止することができる。
【0027】
なお、平坦部30における樹脂フィルムの密着性を向上させて上記のような効果をより顕著に発揮させ得る点において、本実施形態の成形型1は、当該成形型側からの真空引きのみならず樹脂フィルムの背面側からの加圧をも同時に実施する“真空・圧空成形”などと呼ばれる真空成形に用いられることが好ましい。
【0028】
そして、このような真空成形に際して本実施形態の成形型1を用いることで樹脂フィルムの冷却に要する時間を従来の成形型を用いる場合に比べて短縮させることができるため、長尺帯状の樹脂フィルムを用いて樹脂成形品を連続生産するような場合においてラインスピードを従来に比べて向上させることができる。
即ち、本実施形態の成形型1を用いることで単位時間当たりの樹脂成形品の形成数量を増大させ得るとともに歩留まりを向上させ得ることから製造効率の向上を図ることができる。
【0029】
なお、本実施形態の成形型1は、真空成形によって賦形する樹脂フィルムを特に限定するものではなく、例えば、ポリエチレン系樹脂フィルムやポリプロピレン系樹脂フィルムといったポリオレフィン系樹脂フィルム;ポリエチレンテレフタレート樹脂フィルム、ポリブチレンテレフタレート樹脂フィルム、ポリ乳酸樹脂フィルムといったポリエステル系樹脂フィルム;ポリスチレン系樹脂フィルム;又は、これらのものの内の複数が積層されてなる積層フィルムや、これらのものの内の1種以上と他のフィルムとが積層されてなる積層フィルム等の真空成形に利用可能である。
また、樹脂フィルムは、延伸品であっても非延伸品であってもよい。
【0030】
なお、前記成形用凹部10の周囲における樹脂フィルムの冷却効率を向上させることができて樹脂成形品の製造効率の向上を図り得る点においては前記溝部等に特段の限定を必要とするものではないが、前記溝部20と前記成形用凹部10との間において発生させる張力が成形用凹部10の外周において不均一になることを抑制させる効果をさらに発揮させ得る点においては、図2に例示するように成形用凹部10の開口縁11eから溝部20までの距離が周方向に一定していることが好ましい。
【0031】
また、この成形用凹部の開口縁から溝部までの距離(図2(b)の「Lx」)については、用いる樹脂フィルムの種類や作製する樹脂成形品の形状などにもよって異なるが、例えば、厚みが0.2mm〜1.3mmのポリプロピレン系樹脂フィルムの真空成形に用いる場合であれば、一般的には前記距離(Lx)を5mm〜15mmとすることが好ましい。
また、溝の幅(Wx)や深さ(Dx)といった溝の大きさについても特に限定されるものではないが、上記のようなポリプロピレン系樹脂フィルムの真空成形に用いる場合であれば、前記溝幅(Wx)は、4.5mm〜10mmとすることが好ましく、前記溝深さ(Dx)は、1.5mm〜5.5mmとすることが好ましい。
【0032】
なお、図においては、断面形状が長方形の溝を例示しているが、成形用凹部との間において樹脂フィルムに適度な張力を発生させる機能においては、溝の断面形状は特に差異が生じるものではなく、逆台形、逆三角形(V字状)、半円形等種々の断面形状の溝を、図に示した断面長方形の溝に代えて採用することができる。
【0033】
また、前記溝部20を構成する全ての溝は、同じ大きさ、且つ、同一形状であることが好ましいものではあるが、要すれば、前記溝部20を構成する一つの溝と他の溝とを大きさや形状が異なるようにしても良い。
【0034】
なお、本実施形態においては、本発明の効果をより顕著に発揮させうる点において、被収容物たるカット豆腐を収容させるための収容凹部110と、該収容凹部110の開口縁110eから外方に延びる平坦な鍔部113とを有するカット豆腐用容器100の製造に用いる成形型を例示しており、前記収容凹部110に対応する前記成形用凹部10の外側に前記鍔部13を形成させるための平坦面を備えた平坦部30が形成され、前記溝部20が該平坦面の外側から前記成形用凹部10を包囲している成形型を例示しているが本発明は製造する樹脂成形品をこのような平坦な鍔部を有するカット豆腐用容器に限定するものではない。
即ち、平坦部に相当する部分に凹凸を設け、該凹凸形状を有する鍔部を備えたカット豆腐用容器の製造にも本発明の真空成形用成形型は利用可能なものであり、例えば、容器中心部から放射状に延びる複数のリブが鍔部に形成された容器や、鍔部に沿って収容凹部の外側を周回するリブが鍔部に形成された容器等の形成に用いられるような真空成形用成形型も本発明の真空成形用成形型として意図する範囲のものである。
【0035】
また、カット豆腐用容器以外の樹脂成形品においても、本発明の真空成形用成形型が用いられて形成される限りにおいては、製造容易で品質に優れたものとなりうる点においては変わりがなく、カット豆腐用容器以外の樹脂成形品の製造に用いられる真空成形用成形型も本発明の真空成形用成形型として意図する範囲のものである。
【0036】
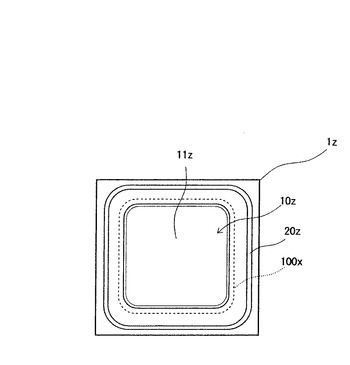
さらに、本実施形態においては、ワンショットの真空成形によって良好な製品を多数形成させ得る点において溝部20が格子状に設けられて複数の升目が形成されており、該複数の升目のそれぞれに成形用凹部10が備えられている真空成形用成形型1を例示しているが、例えば、図3に示すような一つの成形用凹部1zのみを備えた真空成形用成形型1zも前記成形用凹部1zを包囲する溝部20zが備えられている限りにおいては本発明が意図する範囲のものである。
【0037】
また、本実施形態においては、本発明の効果がより顕著に発揮されやすい点において、熱可塑性樹脂シートとして樹脂フィルムを用いる場合を例示しているが、樹脂フィルムと樹脂発泡シートとが積層された積層発泡シートや、樹脂発泡シートなどの熱可塑性樹脂シートの真空成形に用いられる場合も本発明が意図する範囲のものである。
なお、ここではこれ以上の詳述を行わないが、真空成形用成形型や樹脂成形品の製造方法などに関して従来公知の技術事項を、本発明に適宜採用しうることは説明するまでもなく当然の事柄である。
【符号の説明】
【0038】
1:真空成形用成形型、10,10z:成形用凹部、20,20z:溝部、30:平坦部、100:カット豆腐用容器(樹脂成形品)、100x:製品領域、110:収容凹部、113:鍔部
【技術分野】
【0001】
本発明は、真空成形用成形型、及び、樹脂成形品に関し、より詳しくは、熱可塑性樹脂シートの真空成形に用いられる真空成形用成形型、及び、このような真空成形用成形型によって熱可塑性樹脂シートが真空成形されてなる樹脂成形品に関する。
【背景技術】
【0002】
従来、熱可塑性樹脂が用いられてなる発泡シートや透明フィルムといった熱可塑性樹脂シートをロール状に巻き取った原反ロールを用いて食品トレーや該食品トレー用の蓋などの樹脂成形品が生産されている。
例えば、熱可塑性樹脂シートを変形可能な軟化状態となるように加熱する加熱ゾーンと、該加熱ゾーンで軟化された熱可塑性樹脂シートを熱成形するための成形型を備えた成形ゾーンと、前記成形型で製品形状の形成された熱可塑性樹脂シートをトムソン刃型などで打抜いて製品と製品外の部分とを切り分ける打抜きゾーンとを有する製造設備に前記原反ロールから繰り出した帯状の熱可塑性樹脂シートを供給して樹脂成形品を連続生産することが従来広く行われている。
【0003】
なお、前記成形型としては、通常、製品形状に対応した成形用凹部を有するものが用いられており、前記熱成形に際しては軟化した熱可塑性樹脂シートと成形型とを対面させて接触させ、前記成形用凹部内を真空引き(真空成形)するか、成形用凹部とは逆側から熱可塑性樹脂シートを加圧(圧空成形)するか、あるいは、該加圧を伴う前記真空成形(所謂「真空・圧空成形」)を実施するかして前記成形用凹部の内面形状に沿わせて熱可塑性樹脂シートを変形させるとともにこの成形用凹部の内面に熱可塑性樹脂シートを当接させて成形型から脱離させても十分に形状保持可能なレベルにまで熱可塑性樹脂シートを冷却させることが行われている。
また、通常、前記トムソン刃型での打抜きにおいては、前記成形用凹部によって賦形された部分よりも一回り大きく熱可塑性樹脂シートが切断されて外周に鍔部を有する製品が製造されているために、前記熱成形に際しては、成形用凹部に接する部分のみならず鍔部となる部分までも十分に冷却させることが行われている。
【0004】
ところで、このような樹脂成形品の連続生産においては、一般に成形ゾーンでの熱成形に要する時間が律速となってラインスピードが決定される。
即ち、加熱ゾーンは、その設定温度を高くしたりゾーン長さを長くさせることでラインスピードが速くなっても必要な加熱能力を確保することができ、打抜きゾーンもトムソン刃型による打抜き速度をラインスピードにあわせてある程度向上させることが容易である一方で、成形ゾーンにおいては、加熱ゾーンで軟化された熱可塑性樹脂シートを成形型の表面に接触させて十分に冷却させないと製品に変形を生じたりするおそれがあることから、一般的には、この成形ゾーンでの熱可塑性樹脂シートの冷却に要する時間が樹脂成形品を連続生産する上において律速となっている。
【0005】
このことから、例えば、下記特許文献1においては、真空成形用成形型に冷却水を流通させてその冷却能力を向上させることが検討されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−47804号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
樹脂成形品の製造に際して、上記のような真空成形用成形型を用いれば、加熱ゾーンで軟化された熱可塑性樹脂シートをすばやく冷却させることができ樹脂成形品の製造速度を向上させて製造効率を向上させることができる。
しかし、真空成形に用いる成形型を十分に冷却させたとしても熱可塑性樹脂シートが真空成形用成形型の表面に十分接触しないようであればその効果が大きく損なわれることになる。
【0008】
このことについて本発明者が鋭意検討したところ、通常、真空成形に際しては、成形用凹部の周囲における熱可塑性樹脂シートの接触状態が成形用凹部における接触状態に比べて十分なものになっておらず、成形用凹部の周囲においては成形型の表面から熱可塑性樹脂シートが僅かに浮き上がるような状態となって十分な冷却がなされていないことを見出した。
また、成形用凹部の周囲の冷却が不十分な場合には、成形用凹部に沿わせて熱可塑性樹脂シートを変形させるのに際して熱可塑性樹脂シートに“うねり”や“シワ”を発生させるおそれがあり、得られる樹脂成形品が不良品となるおそれがあることを見出した。
【0009】
本発明は、このような問題の解決を図ることを課題としており、真空成形に際して、製品として利用される範囲全般にわたって熱可塑性樹脂シートを良好に接触させることができる真空成形用成形型を提供し、ひいては、樹脂成形品の製造効率を向上させることを課題としている。
【課題を解決するための手段】
【0010】
上記課題を解決するための真空成形用成形型に係る本発明は、熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴としている。
【0011】
なお、本明細書における“真空成形”との用語は、単に成形型側からの真空引きのみを実施する狭義な意味での“真空成形”を意図するものではなく、所謂“真空・圧空成形”と呼ばれる成形方法をも包含する意味で用いている。
【発明の効果】
【0012】
本発明の真空成形用成形型には、成形用凹部を包囲するような形で溝部が形成されている。
該溝部は、製品外となる部分において熱可塑性樹脂シートに溝を形成させことができ、しかも、真空成形において真空引き可能な状態で備えられている。
従って、真空成形を実施する際に、成形用凹部と該成形用凹部を包囲する溝部との間において熱可塑性樹脂シートに張力を発生させることができる。
即ち、成形用凹部のみならず、成形用凹部の周囲においてまで熱可塑性樹脂シートと成形型との接触状態を良好なものとすることができ、熱可塑性樹脂シートを効率よく冷却させ得るとともにシワ等による不良の発生を抑制させ得る。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施形態に係る真空成形用成形型によって製造される樹脂成形品(カット豆腐用容器)を示す概略斜視図。
【図2】一実施形態の真空成形用成形型を示す概略平面図(a)、及び、概略部分断面図(b)。
【図3】他実施形態の真空成形用成形型を示す概略平面図。
【発明を実施するための形態】
【0014】
以下に、図面を参照しつつ本発明の実施の形態について説明する。
以下には、カット豆腐用容器を真空成形によって形成させるための真空成形用成形型について説明する。
【0015】
図1は、本実施形態の真空成形用成形型によって製造する樹脂成形品であるカット豆腐用容器の概略斜視図であり、この図にも示されているように、該カット豆腐用容器100は、略正方形の底面部111と、該底面部111の外周に沿って立設された周側壁112とによってカット豆腐を収容する収容凹部110が形成されている。
該カット豆腐用容器1の前記収容凹部110は、その上方を前記底面部111よりも僅かに大きな正方形となるように開口させており、前記周側壁112の上縁側から前記底面部111に向けて連続的に断面形状を縮小させている。
即ち、前記収容凹部110は、逆四角錘台形状の収容スペースを有している。
【0016】
本実施形態におけるカット豆腐用容器100は、該収容凹部110の開口縁110e(周側壁112の上縁)から外側に延びる鍔部113をさらに備えており、鍔部113は、その外方への突出長さを前記開口縁周りにおいて略一定させている。
従って、前記鍔部113の外縁113eによって画定されるカット豆腐用容器100の上面視における輪郭形状は、前記収容凹部110の開口縁110eに比べて一回り大きな正方形となっている。
なお、前記鍔部113は、カット豆腐用容器100の外縁を画定している先端から基端(収容凹部110の開口縁110e)に至るまで凹凸を有しておらず平坦な状態となっている。
即ち、前記鍔部113は、その全体が収容凹部110の開口と略面一な状態となってカット豆腐用容器100に備えられている。
【0017】
本実施形態におけるカット豆腐用容器1は、非発泡な熱可塑性樹脂シート(樹脂フィルム)に対して真空成形が実施されて形成されたものであり、前記樹脂フィルムに前記収容凹部110に相当する凹部が形成された後で、前記凹部よりも一回り大きなトムソン刃で前記凹部の外側が切断されて形成されたものである。
より具体的には、本実施形態におけるカット豆腐用容器100は、該カット豆腐用容器100に比べて大面積となる樹脂フィルムに対して複数の前記凹部が一度の真空成形によって形成された後に、該凹部の配置に対応して複数のトムソン刃が基板に装着されたトムソン刃型によって打抜かれて形成されたものである。
【0018】
図2は、このカット豆腐用容器100の形成に用いる真空成形用成形型の概略平面図(a)と、概略部分断面図(b)とを示すものであり、該部分断面図(b)は、前記平面図(a)中に示すA−A’線矢視方向における概略の断面構造を示したものである。
この図にも示されているように、本実施形態における真空成形用成形型1(以下、単に「成形型」ともいう)は、一度の真空成形によって合計16個の収容凹部110を樹脂フィルムに形成させうるように前記収容凹部110に対応した凹入形状を有する成形用凹部10が縦横に4個ずつ配列されている。
また、本実施形態の前記成形型1は、カット豆腐用容器100の鍔部113を形成させるための平坦面を備えた平坦部30が各成形用凹部10の周囲に備えられており、該平坦部30の外側から前記成形用凹部10を包囲する溝部20がさらに備えられている。
【0019】
本実施形態の成形型1においては、前記溝部20が格子状に形成されており、縦方向に延在する5条のタテ溝21aと該タテ溝21aに直交するように横方向に延在する5条のヨコ溝21bとによって前記溝部20が格子状に形成されている。
より具体的には、本実施形態の成形型1においては、縦方向、及び、横方向に等間隔に設けられた溝21a,21bによって前記溝部20が構成されており、これらの溝21a,21bによって四方が包囲された正方形の升目が縦横に4個ずつ形成され、各升目の中央部に前記溝21a,21bと開口縁10eとを平行させるようにして前記成形用凹部10が備えられている。
そして、本実施形態の成形型1は、この成形用凹部10と該成形用凹部10を包囲する溝部20との間が全体にわたって前記平坦面となっている。
【0020】
なお、該溝部20を構成する各溝と前記成形用凹部10との間の距離は、カット豆腐用容器100の鍔部113の突出長さよりも長くなっている。
即ち、真空成形に際して前記平坦部30に当接される樹脂フィルムの内、成形用凹部10に近い部分はカット豆腐用容器100として利用されるものの成形用凹部10から遠く離れた溝21a,21bに近い部分は、該溝21a,21bによって溝形状が形成される部分も含めて製品外となる。
【0021】
即ち、前記溝部20は、カット豆腐用容器100として利用される領域外(製品外)において前記樹脂フィルムに溝を形成させ得るように備えられている。
より具体的には、本実施形態の成形型1によって真空成形がなされた樹脂フィルムは、図2(a)正面視左上に位置する部分を例にすると破線100xによって示す領域が製品としてトムソン刃によって打抜かれ、この製品領域100x以外の残りが抜桟となるが、前記溝部20は、この製品外領域となる前記抜桟に対して溝を形成させうるように備えられている。
【0022】
該成形型1の各構成についてより詳細に説明すると、前記成形用凹部10は、その底面11の外周に沿った複数箇所に真空孔AXを開口させており、真空成形に際して内部空間を真空引きして前記樹脂フィルムにカット豆腐用容器100の収容凹部100となる部分を形成させ得るように備えられている。
即ち、前記成形用凹部10は、その開口縁10eが、前記カット豆腐用容器100の開口縁110eよりも樹脂フィルムの厚み分だけ大きな正方形となっており、前記底面11と、該底面11の外縁に向けて前記開口縁10eから垂下する側周面12とによって収容凹部110の外表面の形状に一致する逆四角錐台形状の内部空間を画定させている。
従って、本実施形態の前記成形型1は、前記側周面12が垂直面とはなっておらず僅かな傾斜を有し、該側周面12によって抜き勾配(図2(b)の角度“θ”)が賦与されている。
【0023】
また、溝部20は、成形用凹部10の深さ方向に切断した際の断面形状が長方形となるように凹入しており、成形型の上面からの凹入深さは成形用凹部10に比べて浅くなっている。
この溝部20は、真空成形に際して成形用凹部10との間に樹脂フィルムに張力を発生させてカット豆腐用容器100にシワ等の不良が発生することを抑制させるためのもので当該溝部20を構成している各溝21a,21bにも前記成形用凹部10と同様に底部に真空孔AYが開口されており、前記真空成形において真空引き可能となっている。
【0024】
以下に、該溝部20によるシワ等の抑制効果について説明する。
本実施形態の成形型1を用いて真空成形を行う場合には、成形用凹部10の底面外周において開口している真空孔AXから真空引きが実施されて樹脂フィルムが変形しつつ成形用凹部内に引き込まれるとともに前記溝部20において開口している真空孔AYからも真空引きが実施されて溝内にも樹脂フィルムが引き込まれることになる。
従って、溝部20と成形用凹部10との両方に樹脂フィルムが引き込まれることにより溝部20から成形用凹部10までの間において樹脂フィルムに張力を発生させることができ樹脂フィルムと前記平坦部30との接触状態を良好なものとすることができる。
即ち、この平坦部30における樹脂フィルムの冷却効率を向上させ得る。
【0025】
なお、平坦部における樹脂フィルムの冷却が不十分な場合には、温度バラツキ等によって樹脂フィルムに“うねり”や“シワ”を生じさせ易くなって製品が不良品となってしまうおそれを有する。
また、平坦部における樹脂フィルムの冷却が不十分な段階で樹脂フィルムに加わる力が不均一になった場合にも樹脂フィルムに“うねり”や“シワ”を生じさせ易くなって製品が不良品となってしまうおそれを有する。
例えば、成形用凹部の開口縁の形状が真円に近いような場合であれば、真空成形に際して樹脂フィルムに作用する力は開口縁の全周において略一定することになるが、本実施形態のように正方形の開口縁10eを有する場合においては、正方形の角部において樹脂フィルムに作用する力と辺中央部において樹脂フィルムに作用する力とを大きく相違させることになる。
従って、本実施形態において例示しているカット豆腐用容器100のような樹脂成形品を製造するのに際しては、成形用凹部の周辺において素早く樹脂フィルムを冷却しなければ樹脂フィルムに“うねり”や“シワ”を特に生じさせ易い状況になる。
しかし、本実施形態における成形型1には、前記溝部20が備えられており、成形用凹部10の周辺の樹脂フィルムを真空成形の早い段階で平坦部30の表面に接触させて冷却させ得ることからシワ等の不具合が発生することを抑制させ得る。
【0026】
また、“うねり”や“シワ”といった目視判定可能な不具合が生じないまでも、カット豆腐用容器の鍔部を場所によって冷却条件が異なるような状態にさせると、仮に製造段階において鍔部が平坦な状態で得られたとしても、例えば、この鍔部を使ってヒートシールするような場合に鍔部に熱歪みを生じさせるおそれを有する。
即ち、本実施形態の成形型1を用いることで上記のような潜在的な不具合が生じることを抑制させることができ、カット豆腐用容器の使用時に不具合が顕在化されて問題となることを防止することができる。
【0027】
なお、平坦部30における樹脂フィルムの密着性を向上させて上記のような効果をより顕著に発揮させ得る点において、本実施形態の成形型1は、当該成形型側からの真空引きのみならず樹脂フィルムの背面側からの加圧をも同時に実施する“真空・圧空成形”などと呼ばれる真空成形に用いられることが好ましい。
【0028】
そして、このような真空成形に際して本実施形態の成形型1を用いることで樹脂フィルムの冷却に要する時間を従来の成形型を用いる場合に比べて短縮させることができるため、長尺帯状の樹脂フィルムを用いて樹脂成形品を連続生産するような場合においてラインスピードを従来に比べて向上させることができる。
即ち、本実施形態の成形型1を用いることで単位時間当たりの樹脂成形品の形成数量を増大させ得るとともに歩留まりを向上させ得ることから製造効率の向上を図ることができる。
【0029】
なお、本実施形態の成形型1は、真空成形によって賦形する樹脂フィルムを特に限定するものではなく、例えば、ポリエチレン系樹脂フィルムやポリプロピレン系樹脂フィルムといったポリオレフィン系樹脂フィルム;ポリエチレンテレフタレート樹脂フィルム、ポリブチレンテレフタレート樹脂フィルム、ポリ乳酸樹脂フィルムといったポリエステル系樹脂フィルム;ポリスチレン系樹脂フィルム;又は、これらのものの内の複数が積層されてなる積層フィルムや、これらのものの内の1種以上と他のフィルムとが積層されてなる積層フィルム等の真空成形に利用可能である。
また、樹脂フィルムは、延伸品であっても非延伸品であってもよい。
【0030】
なお、前記成形用凹部10の周囲における樹脂フィルムの冷却効率を向上させることができて樹脂成形品の製造効率の向上を図り得る点においては前記溝部等に特段の限定を必要とするものではないが、前記溝部20と前記成形用凹部10との間において発生させる張力が成形用凹部10の外周において不均一になることを抑制させる効果をさらに発揮させ得る点においては、図2に例示するように成形用凹部10の開口縁11eから溝部20までの距離が周方向に一定していることが好ましい。
【0031】
また、この成形用凹部の開口縁から溝部までの距離(図2(b)の「Lx」)については、用いる樹脂フィルムの種類や作製する樹脂成形品の形状などにもよって異なるが、例えば、厚みが0.2mm〜1.3mmのポリプロピレン系樹脂フィルムの真空成形に用いる場合であれば、一般的には前記距離(Lx)を5mm〜15mmとすることが好ましい。
また、溝の幅(Wx)や深さ(Dx)といった溝の大きさについても特に限定されるものではないが、上記のようなポリプロピレン系樹脂フィルムの真空成形に用いる場合であれば、前記溝幅(Wx)は、4.5mm〜10mmとすることが好ましく、前記溝深さ(Dx)は、1.5mm〜5.5mmとすることが好ましい。
【0032】
なお、図においては、断面形状が長方形の溝を例示しているが、成形用凹部との間において樹脂フィルムに適度な張力を発生させる機能においては、溝の断面形状は特に差異が生じるものではなく、逆台形、逆三角形(V字状)、半円形等種々の断面形状の溝を、図に示した断面長方形の溝に代えて採用することができる。
【0033】
また、前記溝部20を構成する全ての溝は、同じ大きさ、且つ、同一形状であることが好ましいものではあるが、要すれば、前記溝部20を構成する一つの溝と他の溝とを大きさや形状が異なるようにしても良い。
【0034】
なお、本実施形態においては、本発明の効果をより顕著に発揮させうる点において、被収容物たるカット豆腐を収容させるための収容凹部110と、該収容凹部110の開口縁110eから外方に延びる平坦な鍔部113とを有するカット豆腐用容器100の製造に用いる成形型を例示しており、前記収容凹部110に対応する前記成形用凹部10の外側に前記鍔部13を形成させるための平坦面を備えた平坦部30が形成され、前記溝部20が該平坦面の外側から前記成形用凹部10を包囲している成形型を例示しているが本発明は製造する樹脂成形品をこのような平坦な鍔部を有するカット豆腐用容器に限定するものではない。
即ち、平坦部に相当する部分に凹凸を設け、該凹凸形状を有する鍔部を備えたカット豆腐用容器の製造にも本発明の真空成形用成形型は利用可能なものであり、例えば、容器中心部から放射状に延びる複数のリブが鍔部に形成された容器や、鍔部に沿って収容凹部の外側を周回するリブが鍔部に形成された容器等の形成に用いられるような真空成形用成形型も本発明の真空成形用成形型として意図する範囲のものである。
【0035】
また、カット豆腐用容器以外の樹脂成形品においても、本発明の真空成形用成形型が用いられて形成される限りにおいては、製造容易で品質に優れたものとなりうる点においては変わりがなく、カット豆腐用容器以外の樹脂成形品の製造に用いられる真空成形用成形型も本発明の真空成形用成形型として意図する範囲のものである。
【0036】
さらに、本実施形態においては、ワンショットの真空成形によって良好な製品を多数形成させ得る点において溝部20が格子状に設けられて複数の升目が形成されており、該複数の升目のそれぞれに成形用凹部10が備えられている真空成形用成形型1を例示しているが、例えば、図3に示すような一つの成形用凹部1zのみを備えた真空成形用成形型1zも前記成形用凹部1zを包囲する溝部20zが備えられている限りにおいては本発明が意図する範囲のものである。
【0037】
また、本実施形態においては、本発明の効果がより顕著に発揮されやすい点において、熱可塑性樹脂シートとして樹脂フィルムを用いる場合を例示しているが、樹脂フィルムと樹脂発泡シートとが積層された積層発泡シートや、樹脂発泡シートなどの熱可塑性樹脂シートの真空成形に用いられる場合も本発明が意図する範囲のものである。
なお、ここではこれ以上の詳述を行わないが、真空成形用成形型や樹脂成形品の製造方法などに関して従来公知の技術事項を、本発明に適宜採用しうることは説明するまでもなく当然の事柄である。
【符号の説明】
【0038】
1:真空成形用成形型、10,10z:成形用凹部、20,20z:溝部、30:平坦部、100:カット豆腐用容器(樹脂成形品)、100x:製品領域、110:収容凹部、113:鍔部
【特許請求の範囲】
【請求項1】
熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、
前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴とする真空成形用成形型。
【請求項2】
被収容物を収容させるための収容凹部と、該収容凹部の開口縁から外方に延びる平坦な鍔部とを有する容器の製造に用いられ、前記収容凹部に対応する前記成形用凹部の外側に前記鍔部を形成させるための平坦面が形成されており、前記溝部が該平坦面の外側から前記成形用凹部を包囲している請求項1記載の真空成形用成形型。
【請求項3】
前記溝部が格子状に設けられて複数の升目が形成されており、該複数の升目のそれぞれに前記成形用凹部が備えられている請求項1又は2記載の真空成形用成形型。
【請求項4】
真空成形用成形型を用いて熱可塑性樹脂シートを真空成形してなる樹脂成形品であって、
前記真空成形用成形型として、請求項1乃至3の何れか1項に記載の真空成形用成形型が用いられてなることを特徴とする樹脂成形品。
【請求項1】
熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、
前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴とする真空成形用成形型。
【請求項2】
被収容物を収容させるための収容凹部と、該収容凹部の開口縁から外方に延びる平坦な鍔部とを有する容器の製造に用いられ、前記収容凹部に対応する前記成形用凹部の外側に前記鍔部を形成させるための平坦面が形成されており、前記溝部が該平坦面の外側から前記成形用凹部を包囲している請求項1記載の真空成形用成形型。
【請求項3】
前記溝部が格子状に設けられて複数の升目が形成されており、該複数の升目のそれぞれに前記成形用凹部が備えられている請求項1又は2記載の真空成形用成形型。
【請求項4】
真空成形用成形型を用いて熱可塑性樹脂シートを真空成形してなる樹脂成形品であって、
前記真空成形用成形型として、請求項1乃至3の何れか1項に記載の真空成形用成形型が用いられてなることを特徴とする樹脂成形品。
【図1】



【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−59945(P2013−59945A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−200849(P2011−200849)
【出願日】平成23年9月14日(2011.9.14)
【出願人】(000158943)株式会社積水技研 (35)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月14日(2011.9.14)
【出願人】(000158943)株式会社積水技研 (35)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
[ Back to top ]