
真空成膜装置及び真空成膜装置の運転方法

【課題】チャンバ内を大気圧に復帰させるまでの時間を短縮できる真空成膜装置を提供する。
【解決手段】その内部で成膜を行うためのチャンバ10と、該チャンバ10の内部を排気する排気装置18と、加圧ドライエアを供給するドライエア供給源20と、前記チャンバ10と前記ドライエア供給源20とを接続するドライエア供給配管30と、該ドライエア供給配管30に設けられた空気導入バルブ50と、該空気導入バルブ50が設けられた位置よりも上流のドライエア供給配管30に設けられた、該ドライエア供給配管30を連通及び非連通にする連通/非連通バルブ40と、を備える。
【解決手段】その内部で成膜を行うためのチャンバ10と、該チャンバ10の内部を排気する排気装置18と、加圧ドライエアを供給するドライエア供給源20と、前記チャンバ10と前記ドライエア供給源20とを接続するドライエア供給配管30と、該ドライエア供給配管30に設けられた空気導入バルブ50と、該空気導入バルブ50が設けられた位置よりも上流のドライエア供給配管30に設けられた、該ドライエア供給配管30を連通及び非連通にする連通/非連通バルブ40と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、真空成膜装置及び真空成膜装置の運転方法に係り、特に、真空成膜装置の成膜用のチャンバを真空状態から大気圧に復帰させるときの技術に関する。
【背景技術】
【0002】
従来、真空成膜装置において真空容器に対し被処理物を搬出及び搬入した後に成膜する際には、真空容器を大気開放した後に排気をする必要がある。しかし、真空容器を大気開放すると水分が含まれた大気が真空容器内に入り込むため、この水分を除去するために排気時間が長くなるという問題があった。そこで、真空容器を大気開放する際に、大気よりも水分濃度の小さいガス(以下、ドライエアという)を真空容器内に導入すると共に、外部の空気が真空容器の開口部からその内部に進入することを妨げるような方向にガスの流れを形成した真空装置が開示されている(特許文献1参照)。この真空装置によると、大気開放後の排気時間が短縮される。
【特許文献1】特開平6−31154号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、特許文献1の構成においては、真空容器内が大気圧に復帰するまでの時間については全く言及しておらず、真空容器内が大気圧に復帰するまでに時間がかかるという課題が未解決のままであった。
【0004】
本発明は上記のような課題を解決するためになされたもので、チャンバ内を大気圧に復帰させるまでの時間を短縮することが可能な真空成膜装置及び真空成膜装置の運転方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
そこで、上記課題を解決するために、本発明の真空成膜装置は、その内部で成膜を行うためのチャンバと、該チャンバの内部を排気する排気装置と、加圧ドライエアを供給するドライエア供給源と、前記チャンバと前記ドライエア供給源とを接続するドライエア供給配管と、該ドライエア供給配管に設けられた空気導入バルブと、該空気導入バルブが設けられた位置よりも上流のドライエア供給配管に設けられた、該ドライエア供給配管を連通及び非連通にする(以下、単に、連通及び非連通にするという)連通/非連通バルブと、を備える。
【0006】
このような構成とすると、チャンバに加圧ドライエアを空気導入バルブを介して供給するので、チャンバ内を大気圧に復帰させるまでの時間を短縮することができる。この場合において、加圧ドライエアをチャンバに流した状態で連通/非連通バルブを非連通にした(閉止した)後、空気導入バルブを閉止することにより、ドライエア供給配管における空気導入バルブが設けられた部分とストップバルブが設けられた部分との間にほぼ大気圧に等しいドライエアを封止することができるので、チャンバ内に加圧ドライエアの供給を開始する場合において、加圧ドライエアによって印加される圧力により空気導入バルブが開けなくなるという不都合が解消される。
【0007】
本発明の真空成膜装置においては、前記連通/非連通バルブが、前記空気導入バルブが設けられた位置よりも上流のドライエア供給配管に、並列に、複数、設けられていてもよい。
【0008】
このような構成とすると、たとえ連通/非連通バルブとして口径の小さいものを用いたとしても、複数の連通/非連通バルブにより加圧ドライエアを供給するため、加圧ドライエアの全体での流量を確保することができる。これにより、チャンバ内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0009】
本発明の真空成膜装置においては、前記空気導入バルブがL型バルブであってもよい。
【0010】
このような構成とすると、チャンバからドライエア供給配管への成膜材料の流入が抑制される。したがって、付着した成膜材料からの放出ガスによる膜性能の低下を低減することができると共に、メンテナンス性が向上する。
【0011】
本発明の真空成膜装置においては、前記L型バルブとして、その口径が4インチ以上6インチ以下の範囲のものを用いることが好ましい。
【0012】
このような構成とすると、加圧ドライエアの流量を多く確保することができ、チャンバ内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0013】
本発明の真空成膜装置においては、前記連通/非連通バルブがストップバルブであってもよい。
【0014】
本発明の真空成膜装置においては、前記連通/非連通バルブが切替バルブであってもよい。
【0015】
本発明の真空成膜装置は、その内部で成膜を行うためのチャンバと、該チャンバの内部を排気する排気装置と、加圧ドライエアを供給するドライエア供給源と、前記チャンバと前記ドライエア供給源とを接続するドライエア供給配管と、該ドライエア供給配管に並列に設けられた、複数の空気導入バルブと、を備える。
【0016】
この場合には、空気導入バルブの口径を小さくすることが可能になる。具体的には、複数の空気導入バルブを設ける場合、空気導入バルブとして、口径が1インチ以上2インチ以下の範囲のものを用いることが好ましい。このような構成とすると、空気導入バルブの弁板(弁体)にかかる圧力が小さくなるので、加圧ドライエアによって印加される圧力により空気導入バルブが開けなくなるという不都合が解消される。また、チャンバ内に加圧ドライエアを複数の空気導入バルブを介して供給するので、加圧ドライエアの全体での流量を確保することができる。したがって、チャンバ内を大気圧に復帰させるまでの時間をより短縮することができる。
【0017】
本発明の真空成膜装置の運転方法は、前記空気導入バルブが設けられた位置よりも上流のドライエア供給配管に設けられた、ドライエア供給配管を連通及び非連通にする連通/非連通バルブを備えた真空成膜装置の運転方法であって、前記空気導入バルブを開きかつ前記連通/非連通バルブを連通にし、前記チャンバを開放して、前記チャンバ内を大気圧の状態にしかつ前記ドライエア供給源からドライエアをチャンバ内に流した状態で、前記連通/非連通バルブを非連通にする工程Aと、該工程Aの後に前記空気導入バルブを閉じる工程Bと、該工程Bの後に前記真空チャンバ内を排気する工程Cと、該工程Cの後に前記真空チャンバ内において成膜を行う工程Dと、該工程Dの後に前記空気導入バルブを開く工程Eと、該工程Eの後に前記連通/非連通バルブを連通にする工程Fと、を有する。
【0018】
このような構成とすると、ドライエア供給配管における空気導入バルブが設けられた部分とストップバルブが設けられた部分との間にほぼ大気圧に等しいドライエアを封止するので、加圧ドライエアにより空気導入バルブにかかる圧力が低減され、空気導入バルブが開けなくなるという不都合が解消される。
【0019】
また、本発明の真空成膜装置の運転方法は、前記連通/非連通バルブが、前記空気導入バルブが設けられた位置よりも上流のドライエア供給配管に、並列に、複数、設けられた真空成膜装置の運転方法であって、前記空気導入バルブを開きかつ前記複数の連通/非連通バルブを連通にし、前記チャンバを開放して、前記チャンバ内を大気圧の状態にしかつ前記ドライエア供給源からドライエアをチャンバ内に流した状態で、前記複数の連通/非連通バルブを非連通にする工程Aと、該工程Aの後に前記空気導入バルブを閉じる工程Bと、該工程Bの後に前記真空チャンバ内を排気する工程Cと、該工程Cの後に前記真空チャンバ内において成膜を行う工程Dと、該工程Dの後に前記空気導入バルブを開く工程Eと、該工程Eの後に前記複数の連通/非連通バルブを連通にする工程Fと、を有する。
【0020】
このような構成とすると、たとえ連通/非連通バルブとして口径の小さいものを用いたとしても、複数の連通/非連通バルブにより加圧ドライエアを供給するため、加圧ドライエアの全体での流量を確保することができる。これにより、チャンバ内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0021】
本発明の真空成膜装置の運転方法においては、前記空気導入バルブがL型バルブであってもよい。
【0022】
このような構成とすると、チャンバからドライエア供給配管への成膜材料の流入が抑制される。したがって、付着した成膜材料からの放出ガスによる膜性能の低下を低減することができると共に、メンテナンス性が向上する。
【0023】
本発明の真空成膜装置の運転方法においては、前記L型バルブとして、その口径が4インチ以上6インチ以下の範囲のものを用いることが好ましい。
【0024】
このような構成とすると、加圧ドライエアの流量を多く確保することができ、チャンバ内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0025】
本発明の真空成膜装置の運転方法においては、前記連通/非連通バルブがストップバルブであってもよい。
【0026】
本発明の真空成膜装置の運転方法においては、前記連通/非連通バルブが切替バルブであってもよい。
【発明の効果】
【0027】
本発明の真空成膜装置及び真空成膜装置の運転方法は、上記のような構成としたため、チャンバ内を大気圧に復帰させるまでの時間を短縮できるという効果を奏する。
【発明を実施するための最良の形態】
【0028】
以下、本発明の実施形態を、図面を参照しながら説明する。
【0029】
(第1実施形態)
図1は、本発明の第1実施形態に係る真空成膜装置の概略構成を示す配管図である。図2は、図1の真空成膜装置の空気導入バルブの構成を示す断面図である。図3は、図1の真空成膜装置の運転方法を示すフローチャートである。以下、図1乃至図3を参照しながら、本実施形態に係る真空成膜装置について説明する。
【0030】
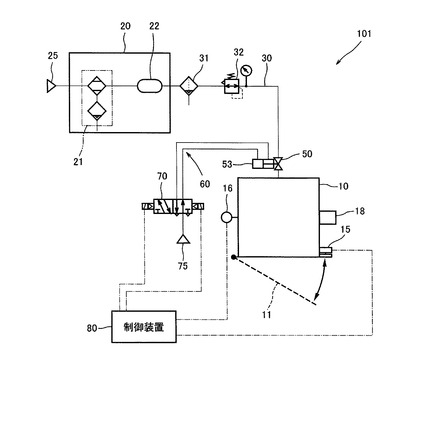
図1に示すように、本実施形態の真空成膜装置100は、チャンバ10と、このチャンバ10にドライエアを供給するためのドライエア供給源20と、チャンバ10とドライエア供給源20とを接続するドライエア供給配管30とを備えている。
【0031】
チャンバ10は、ワーク(被処理物、図示せず)を搬入及び搬出するための扉11を備えている。チャンバ10には、扉11が開いているか閉じているかを検知する開閉センサ15と、チャンバ10内の圧力を測定する圧力監視センサ16と、チャンバ10の内部を排気する排気装置18とが設けられている。排気装置18は、例えば、真空ポンプで構成される。
【0032】
真空成膜装置100は、ここでは蒸着装置であり、チャンバ10の内部には、ワークを保持するためのワークホルダ(図示せず)と蒸発源(図示せず)とが配設されている。蒸発源は、成膜材料を蓄積し、これをチャンバ10内に蒸発させる。蒸発源から蒸散した成膜材料によって、ワークに膜が形成される。
【0033】
ドライエア供給源20は、エアドライア21とリザーバタンク22とを備えている。エアドライア21には、エアコンプレッサ25が接続されている。エアコンプレッサ25は、所定の圧力のエアを供給する。エアドライア21は、エアコンプレッサ25から送出された加圧エア(例えば、工場エア)を除湿する。リザーバタンク22は、除湿されたエア(加圧ドライエア)を蓄積する。
【0034】
ドライエア供給配管30には、その上流側から順に、フィルタ31と、レギュレータ32と、連通/非連通バルブとしてのストップバルブ40と、空気導入バルブとしてのベントバルブ50と、が配設されている。ドライエア供給配管30の上流端は、リザーバタンク22に接続されている。
【0035】
ドライエア供給源20からドライエア供給配管30に送出されたドライエアは、ドライエア供給配管30を通流する過程でフィルタ31により濾過される。これにより、ドライエア中に含まれる粉塵等が除去される。
【0036】
このように濾過されたドライエアの圧力が、ドライエア供給配管30に配設されたレギュレータ32により調整される。ここでは、ドライエアの圧力は、0.2MPaに設定されている。このようにして所定の圧力に調整された加圧ドライエアが、連通/非連通バルブとしてのストップバルブ40及び空気導入バルブとしてのベントバルブ50を介してチャンバ10に導入される。
【0037】
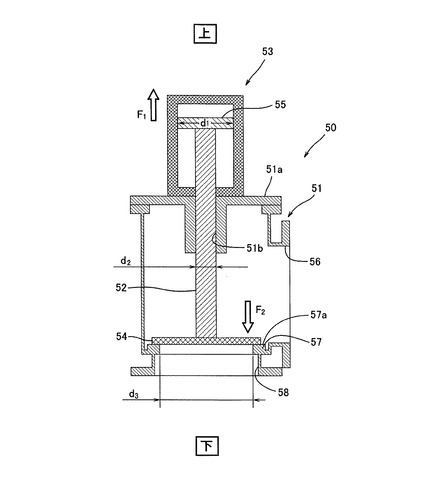
ドライエア供給配管30には、空気導入バルブが配設されている。本発明において、空気導入バルブとは、チャンバ10内に空気を導入するためのバルブをいう。空気導入バルブには、短時間で大量の気体をチャンバ10内に導入することが可能なことが要求され、そのような要求を満たすことが可能な構造を備えている。空気導入バルブとして、本実施形態では、図2に示すようなL型バルブからなるベントバルブ50が用いられている。なお、図2においては、説明の便宜上、上下それぞれの方向を記載している。ベントバルブ50は、筒状の本体部51と、エアシリンダ53とを備えている。筒状の本体部51の周面(側面)には、加圧ドライエアが流入するガス入口56が形成されている。本体部51の下端面には、加圧ドライエアが流出するガス出口58が形成されている。ガス入口56は、ドライエア供給源20側のドライエア供給配管30に接続されている(図1参照)。ガス出口58は、チャンバ10側のドライエア供給配管30に接続されている(図1参照)。ガス入口56及びガス出口58の口径d3は、大量の空気(ここではドライエア)を短時間で導入可能なように、可能な限り大きいことが好ましく、本実施形態では、0.14メートルである。実用上は、ベントバルブ50としては、ガス入口56及びガス出口58の口径d3が、4インチ(約0.10メートル)以上6インチ(約0.15メートル)以下の範囲のものを用いることができる。また、ガス出口58の上端部(本体部51の内部側の端部)には、弁板(弁体)54が着座する(当接する)環状の平坦な着座面57aを有する弁座57が形成されている。
【0038】
筒状の本体部51の上端は板状の蓋体51aによって閉鎖されている。蓋体51aのほぼ中心には、貫通孔51bが形成されている。そして、蓋体51aの上にエアシリンダ53が配設されている。エアシリンダ53はその中心軸(図示せず)が筒状の本体部51の軸方向に沿うように配設され、かつそのピストンロッド52が本体部51の蓋体51aの貫通孔51bに挿通されるようにして配設されている。ピストンロッド52は、蓋体51aに対し軸方向に気密的に摺動自在なように貫通孔51bに挿通されている。ピストンロッド52の先端(下端)には、ピストンロッド52の軸方向に垂直な方向(水平方向)に延在するように弁板54が設けられている。弁板54は、ピストン55の上下方向の進退に伴って下降及び上昇する。弁板54が下降して本体部51の弁座57に着座(当接)すると、ガス出口58が閉止される。弁板54が上昇して弁座57から離座するとガス出口58が開放される。このような構成によれば、空気がそれぞれ流入及び流出する本体部51のガス入口56及びガス出口58の口径が大きく、しかも、ガス出口58を開放する(ベントバルブ50を開く)場合に、弁板54が弁座57の着座面57aに対し垂直な方向に離脱するので、ベントバルブ50の開度がこの弁板54の着座面57aからの離脱とほぼ同時に100%となる。このため、短時間で大量のドライエアをチャンバ10に導入することができる。その一方、ベントバルブ50を開放する場合には、弁板54には本体部51内のドライエアとチャンバ10内の圧力との差圧がかかる。この場合、ガス出口58の口径が大きいことからこれに比例して弁板54の面積が大きくなり、この面積に比例して弁板54にかかる押圧力も大きくなる。しかも、弁板54を離座させるためには、押圧力と逆方向に弁板54に対しこれを引き上げるための引き上げ力を作用させなければならない。このため、本体部51内のドライエアとチャンバ10内の圧力との差圧が大きいと、後述するように、弁板54に対しこれを閉じる方向にかかる押圧力(F2)がピストン55によって弁板54を引き上げる力(F1)よりも大きくなって、ガス出口58が開かなくなる。この対策については後述する。
【0039】
エアシリンダ53にはエア配管60を通じてエアコンプレッサ75が接続されている。エア配管60の途中にはソレノイドバルブ70が設けられていて、このソレノイドバルブ70により、エアコンプレッサ75からエアシリンダ53に供給する加圧エア(例えば、工場エア)を制御することにより、エアシリンダ53のピストンロッド52の進退、ひいては弁板54の昇降が制御される。ソレノイドバルブ70の制御動作は、後述する制御装置80によって制御される。
【0040】
ドライエア供給配管30のベントバルブ50の配設された部分の上流側には、連通/非連通バルブとしてのストップバルブ40が配設されている。本発明において、ストップバルブ40とは、完全閉止が可能な開閉弁をいう。ストップバルブ40は、完全閉止を重視する構造上、ベントバルブ50に比べてそのガス出口の口径が小さく、従って、ベントバルブ50に比べて、閉止状態から開放状態に移行するよう弁体を移動させるのに大きな力を必要とはしない。ストップバルブ40としては、例えば、弁体がダイヤフラムであるダイヤフラムバルブ、弁体が棒であるニードルバルブ等が用いられる。本実施形態では、ストップバルブ40としては、該ストップバルブ40の上流と下流との差圧が0.2MPa以上であっても開閉可能なものが用いられる。
【0041】
本実施形態の真空成膜装置100は、制御装置80を備えている。制御装置80には、開閉センサ15、圧力監視センサ16の検出情報が入力されている。制御装置80は、これらの検出情報を含む所要の情報に基づいて、ストップバルブ40、ベントバルブ50、ソレノイドバルブ70を含む真空成膜装置100の所要の構成要素を制御する。制御装置80は、マイコン等の演算装置で構成されている。ここで、本明細書においては、制御装置とは、単独の制御装置だけでなく、複数の制御装置が協働して制御を実行する制御装置群をも意味する。よって、制御装置80は、必ずしも単独の制御装置で構成される必要はなく、複数の制御装置が分散配置されていて、それらが協働して真空成膜装置100の動作を制御するよう構成されていてもよい。
【0042】
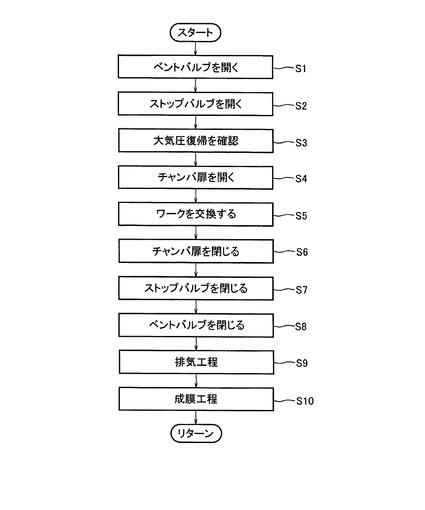
次に、本実施形態の真空成膜装置100の運転方法について、図3を参照しながら説明する。この運転方法は、ストップバルブ40を閉じる(非連通にする)工程Aと、該工程Aの後にベントバルブ50を閉じる工程Bと、該工程Bの後にチャンバ10内を排気装置によって排気する工程Cと、該工程Cの後にチャンバ10内において成膜を行う工程Dと、該工程Dの後にベントバルブ50を開く工程Eと、該工程Eの後にストップバルブ40を開く(連通にする)工程Fとを含んで構成される。以下では、成膜を行う工程Dの完了後を初期状態として説明する。なお、真空成膜装置100の制御は制御装置80によって行われる。
【0043】
ドライエア供給源20を動作させた状態において、ベントバルブ50を開き(ステップS1(工程E))、その後、ストップバルブ40を開く(ステップS2(工程F))。これにより、チャンバ10内に加圧ドライエアが通流される。
【0044】
次に、チャンバ10に設けられた圧力監視センサ16を介して、チャンバ10内が大気圧に復帰したかどうかを確認する(ステップS3)。大気圧に復帰していればチャンバ10の扉11を開き(ステップS4)、チャンバ10内に配設されたワークを交換する(ステップS5)。この場合において、ドライエア供給源20からチャンバ10内にドライエアが供給され続ける。
【0045】
チャンバ10内に配設されたワークの交換が終了したら、チャンバ10の扉11を閉じる(ステップS6)。そして、開閉センサ15により、チャンバ10の扉11が閉じられていることが確認されれば、ストップバルブ40を閉じる(ステップS7(工程A))。そして、ストップバルブ40が閉じられた後に、ベントバルブ50を閉じる(ステップS8(工程B))。このように、ストップバルブ40を閉止することによって加圧ドライエアの供給が停止された後に、ベントバルブ50を閉じるので、ドライエア供給配管30におけるベントバルブ50が配設された部分とストップバルブ40が配設された部分との間にドライエアが封止され、かつこのドライエアの圧力が大気圧とほぼ等しくなる。
【0046】
次に、チャンバ10内を排気装置18により排気して真空引きする(ステップS9(工程C))。そして、成膜が可能になる所定の圧力にまでチャンバ10内が真空引きされると、チャンバ10内において、ワークに対する成膜が行われる(ステップS10(工程D))。
【0047】
ワークに対する成膜が完了すると、ステップS1に戻り、ベントバルブ50を開く(ステップS1(工程E))。このとき、ベントバルブ50の上流側のドライエア供給配管30には大気圧にほぼ等しいドライエアが封止されているので、次に説明するように、ベントバルブ50を容易に開くことができる。次に、ストップバルブ40を開く(ステップS2(工程F))。これにより、チャンバ10内に加圧ドライエアが通流される。以下、上記の工程が繰り返される。
【0048】
次に、本発明の効果の理解を容易にするため、本発明を比較形態と比較して説明する。
【0049】
図4は、比較形態に係る真空成膜装置の概略構成を示す配管図である。以下、図4を参照しながら、本比較形態の真空成膜装置について説明する。
【0050】
本比較形態の真空成膜装置101においては、ベントバルブ50の上流側のドライエア供給配管30にストップバルブが設けられていない。それ以外の構成については、第1実施形態の真空成膜装置100の構成と同様である。
【0051】
以下、本実施形態の真空成膜装置100について、比較形態の真空成膜装置101と対比しながら詳細な検討を行う。
【0052】
本実施形態の真空成膜装置100及び比較形態の真空成膜装置101においては、エアシリンダ53の駆動圧力P1を0.4MPaとした。また、前述のとおり、ベントバルブ50として、そのガス入口56及びガス出口58の口径d3が0.14メートル、ピストン55の直径d1が0.10メートル、ピストンロッド52の直径d2が0.03メートルのものを用いた。この場合において、ベントバルブ50をエアシリンダ53によって開放しようとする力(エアシリンダ53の理論推力)F1は、以下の式(1)のようにして計算される。
【0053】
【数1】

【0054】
一方、ドライエア供給源20からチャンバ10に供給される加圧ドライエアの供給圧力をレギュレータ32により0.2MPaに設定した。また、チャンバ10内の圧力はマイナス0.1MPaに設定した。比較形態の真空成膜装置101においては、加圧ドライエアの圧力とチャンバ10内の圧力との差圧P2である0.3MPaが、ベントバルブ50にかかる。したがって、比較形態の真空成膜装置101において、加圧ドライエアの圧力によりベントバルブ50を閉じようとする力F2は、以下の式(2)のようにして計算される。
【0055】
【数2】
【0056】
比較形態の真空成膜装置101においては、上記の式(1)及び式(2)より明らかなようにF1<F2となって、ベントバルブ50を開くことができなくなるという問題が生じる。
【0057】
一方、本実施形態の真空成膜装置100においては、ベントバルブ50の上流側の圧力(大気圧)とチャンバ10内の圧力との差圧P2は、約0.1MPaとなる。したがって、加圧ドライエアの圧力によりベントバルブ50を閉じようとする力F2´は、以下の式(3)のようにして計算される。
【0058】
【数3】
【0059】
したがって、本実施形態の真空成膜装置100においては、上記の式(1)及び式(3)より明らかなようにF1>F2´となるので、ベントバルブ50が開けなくなるという不都合が解消される。
【0060】
本実施形態の真空成膜装置100は、上記のような構成としたため、ベントバルブ50の上流側の圧力と下流側の圧力との差圧が比較形態の真空成膜装置101よりも小さくなるため、ベントバルブ50が開けなくなるという不都合が解消される。これにより、チャンバ10内に加圧ドライエアを導入することが可能になり、大気圧復帰までにかかる時間が短縮される。あわせて、チャンバ10内に導入される水分の量が減少されるので、チャンバ10内の排気時間が短縮される。これにより、成膜の前後の工程にかかる時間が短縮されるので、製品の生産性が向上する。
【0061】
また、本実施形態の真空成膜装置100では、ベントバルブ50としてL型バルブを用いたので、チャンバ10からドライエア供給配管30への成膜材料の流入が抑制される。したがって、付着した成膜材料からの放出ガスによる膜性能の低下を低減することができると共に、メンテナンス性が向上する。
【0062】
また、ベントバルブ50としてのL型バルブの口径として4インチ(約0.10メートル)以上6インチ(約0.15メートル)以下の範囲のものを用いた場合には、加圧ドライエアの流量を多く確保することができ、チャンバ10内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0063】
[変形例]
図5は、図3の真空成膜装置の運転方法の変形例を示すフローチャートである。以下、本変形例の運転方法について説明する。
【0064】
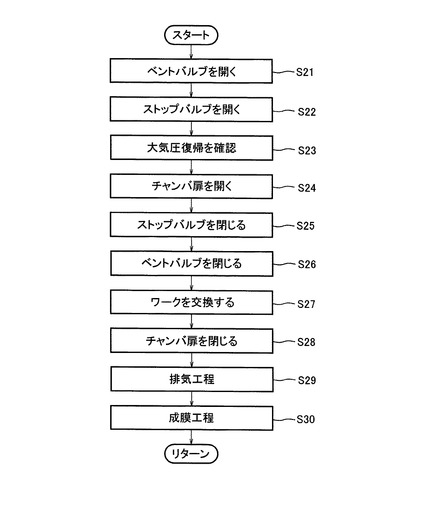
本変形例の運転方法では、図3の運転方法において、ワーク交換前後の工程を変更している。すなわち、本変形例の運転方法においては、大気圧復帰を確認した後の工程が、図3の運転方法と異なっている。
【0065】
すなわち、ステップS21〜S24は、図3のステップS1〜S4と同じである。そして、ストップバルブ40を閉じ(非連通にし)(ステップS25(工程A))、その後、ベントバルブ50を閉じる(ステップS26(工程B))。これにより、チャンバ10へのドライエアの供給が停止される。その後、チャンバ10内に配設されたワークを交換し(ステップS27)、チャンバの扉を閉じる(ステップS28)。
【0066】
その後、排気装置18によってチャンバ10内を排気する(ステップS29(工程C))。これにより、チャンバ10内が成膜可能な所定の圧力になれば、チャンバ10内においてワークに対する成膜が行われる(ステップ30(工程D))。
【0067】
ワークに対する成膜が完了すれば、ステップS21に戻り、ベントバルブ50を開く(ステップ21(工程E))。このとき、ベントバルブ50の上流側のドライエア供給配管30には大気圧にほぼ等しいドライエアが封止されているので、上記第1実施形態の場合と同様に、ベントバルブ50を容易に開くことができる。次に、ストップバルブ40を開く(連通にする)(ステップ22(工程F))。これにより、チャンバ10内にドライエアが通流される。
【0068】
(第2実施形態)
図6は、本発明の第2実施形態に係る真空成膜装置の概略構成を示す配管図である。図7は、図6の真空成膜装置の運転方法を示すフローチャートである。以下、図6及び図7を参照しながら、本実施形態の真空成膜装置について説明する。
【0069】
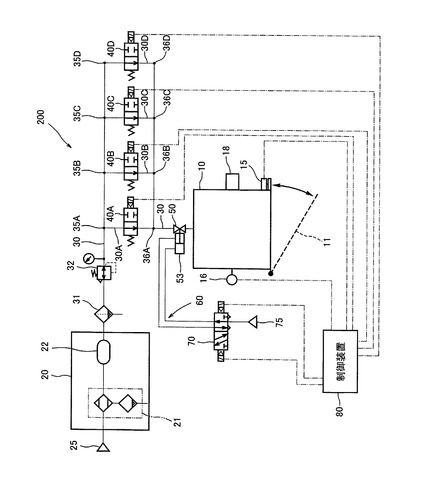
図6に示すように、本実施形態の真空成膜装置200では、連通/非連通バルブとしてのストップバルブ40が、並列に、複数(本実施形態では4個)、設けられている。
【0070】
具体的には、ベントバルブ50が設けられた位置よりも上流のドライエア供給配管30に、分岐部35A,35B,35C,35Dと、合流部36A,36B,36C,36Dとが設けられている。分岐部35A,35B,35C,35Dと合流部36A,36B,36C,36Dとの間は、それぞれ4本のドライエア供給配管30A,30B,30C,30Dで接続されている。各ドライエア供給配管30A,30B,30C,30Dには、それぞれ第1ストップバルブ40A、第2ストップバルブ40B、第3ストップバルブ40C、第4ストップバルブ40Dが設けられている。第1ストップバルブ40A乃至第4ストップバルブ40Dとしては、第1実施形態で用いたストップバルブを用いることができる。それ以外の構成については、図1の真空成膜装置100と同様である。
【0071】
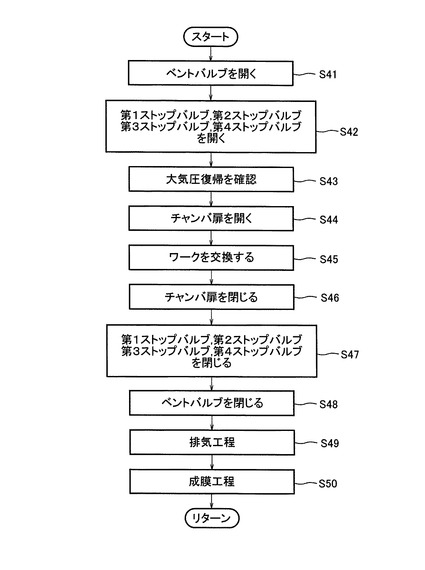
次に、本実施形態の真空成膜装置200の運転方法について、図7を参照しながら説明する。この運転方法は、各ストップバルブ40A,40B,40C,40Dを閉じる(非連通にする)工程Aと、該工程Aの後にベントバルブ50を閉じる工程Bと、該工程Bの後にチャンバ10内を排気装置によって排気する工程Cと、該工程Cの後にチャンバ10内において成膜を行う工程Dと、該工程Dの後にベントバルブ50を開く工程Eと、該工程Eの後に各ストップバルブ40A,40B,40C,40Dを開く(連通にする)工程Fと、を含んで構成される。ここで、各ストップバルブ40A,40B,40C,40Dを閉じる場合には、ほぼ同時に閉じることが好ましいが、多少のずれがあってもかまわない。同様に、各ストップバルブ40A,40B,40C,40Dを開く場合には、ほぼ同時に開くことが好ましいが、多少のずれがあってもかまわない。以下では、成膜を行う工程Dの完了後を初期状態として説明する。
【0072】
ドライエア供給源20を動作させた状態において、ベントバルブ50を開き(ステップS41(工程E))、その後、各ストップバルブ40A,40B,40C,40Dを開く(ステップS42(工程F))。これにより、チャンバ10内に加圧ドライエアが通流される。
【0073】
次に、チャンバ10に設けられた圧力監視センサ16を介して、チャンバ10内が大気圧に復帰したかどうかを確認する(ステップS43)。大気圧に復帰していればチャンバ10の扉11を開き(ステップS44)、チャンバ10内に配設されたワークを交換する(ステップS45)。この場合において、ドライエア供給源20からチャンバ10内にドライエアが供給され続ける。
【0074】
チャンバ10内に配設されたワークの交換が終了したら、チャンバ10の扉11を閉じる(ステップS46)。そして、開閉センサ15により、チャンバ10の扉11が閉じられていることが確認されれば、各ストップバルブ40A,40B,40C,40Dを閉じる(ステップS47(工程A))。そして、各ストップバルブ40A,40B,40C,40Dが閉じられた後に、ベントバルブ50を閉じる(ステップS48(工程B))。このように、各ストップバルブ40A,40B,40C,40Dを閉じ、加圧ドライエアの供給が停止された後にベントバルブ50を閉じるので、ドライエア供給配管30におけるベントバルブ50が配設された部分と各ストップバルブ40A,40B,40C,40Dが配設された部分との間の圧力が大気圧とほぼ等しくなる。
【0075】
次に、チャンバ10内を排気装置18により排気して真空引きする(ステップS49(工程C))。そして、成膜が可能になる所定の圧力にまでチャンバ10内が真空引きされると、チャンバ10内において、ワークに対する成膜が行われる(ステップS10(工程D))。
【0076】
ワークに対する成膜が完了すると、ステップS41に戻り、ベントバルブ50を開く(ステップS41(工程E))。このとき、ベントバルブ50の上流側の圧力が大気圧にほぼ等しくなっているので、ベントバルブ50を容易に開くことができる。次に、各ストップバルブ40A,40B,40C,40Dを開く(ステップS42(工程F))。これにより、チャンバ10内に加圧ドライエアが通流される。以下、上記の工程が繰り返される。
【0077】
このような構成としても、第1実施形態の真空成膜装置と同様の効果を奏する。
【0078】
また、このような構成とすると、各ストップバルブ40A,40B,40C,40Dとしてその口径が小さいものを用いた場合においても、複数のストップバルブが設けられているため、加圧ドライエアの流量を低下させることなく、加圧ドライエアをチャンバ10内に導入することができる。これにより、大気圧復帰までにかかる時間が、より短縮される。したがって、成膜の前後の工程に要する時間が、より短縮されるので、製品の生産性がさらに向上する。
【0079】
また、ベントバルブ50としてのL型バルブの口径として4インチ(約0.10メートル)以上6インチ(約0.15メートル)以下の範囲のものを用いた場合には、加圧ドライエアの流量を多く確保することができ、チャンバ10内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0080】
なお、本実施形態の真空成膜装置200においても、第1実施形態の変形例(図5)と同様の運転方法を行うことが可能である。すなわち、各ストップバルブ40A,40B,40C,40Dを閉じる工程A及びベントバルブ50を閉じる工程Bと、ワークを交換する工程及びチャンバ扉を閉じる工程とを入れ替えた運転方法としても構わない。このような構成としても、ベントバルブ50を容易に開くことができる。
【0081】
また、本実施形態の真空成膜装置200においては、ベントバルブ50の上流のドライエア供給配管に、4個のストップバルブ40A,40B,40C,40Dが並列に設けられていた。しかし、設けられるストップバルブの数はこれに限定されない。例えば、2個以上4個以下の範囲で設けることが好ましい。加圧ドライエアの圧力、及びベントバルブ50の口径等を考慮して、適宜、最適なストップバルブの口径及び数を選択することができる。一例としては、ベントバルブ50で規制される加圧ドライエアの流量よりも少なくなるよう、ストップバルブの口径及び個数を選択することができる。
【0082】
なお、上述の第1実施形態及び第2実施形態の真空成膜装置に用いたストップバルブ40,40A,40B,40C,40Dのかわりに、切替バルブを用いることも可能である。切替バルブは、ドライエア供給配管30を通じてベントバルブ50をドライエア供給源20と大気とに択一的に連通させる。
【0083】
このような構成とすると、チャンバ10内にドライエアを供給する前に、ベントバルブ50の連通先をドライエア供給源20から大気に切り替える際に、ドライエア供給配管30における切替バルブの配設された部分と、ベントバルブ50が配設された部分との間に切替バルブによって大気が導入されるため、チャンバ10内にドライエアのみならず通常の大気も導入されることになる。したがって、加圧ドライエアのみを導入した場合に比べると、その後のチャンバ10内の排気に時間がかかる可能性があるが、ベントバルブ50を容易に開くことができる。
【0084】
(第3実施形態)
図8は、第3実施形態に係る真空成膜装置の概略構成を示す配管図である。図9は、図8の真空成膜装置の運転方法を示すフローチャートである。なお、図8においては、各空気導入バルブを動作させるソレノイドバルブの図示を省略している。以下、図8及び図9を参照しながら、本実施形態の真空成膜装置について説明する。
【0085】
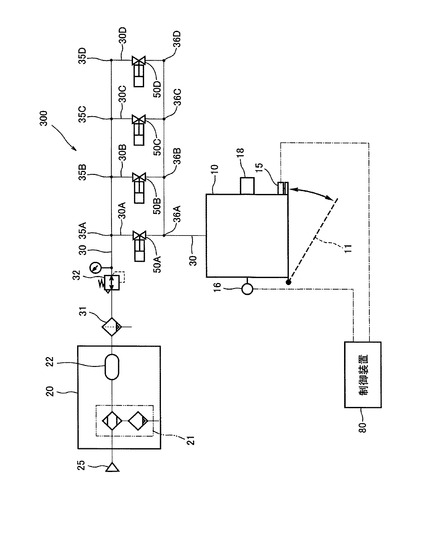
本実施形態の真空成膜装置300においては、空気導入バルブとしてのベントバルブ50A,50B,50C,50Dが並列に複数(本実施形態では4個)、設けられている。
【0086】
具体的には、レギュレータ32が設けられた位置よりも下流のドライエア供給配管30に、分岐部35A,35B,35C,35Dと、合流部36A,36B,36C,36Dとが設けられている。分岐部35A,35B,35C,35Dと合流部36A,36B,36C,36Dとの間は、それぞれ4本のドライエア供給配管30A,30B,30C,30Dで接続されている。各ドライエア供給配管30A,30B,30C,30Dには、それぞれ第1ベントバルブ50A、第2ベントバルブ50B、第3ベントバルブ50C、第4ベントバルブ50Dが設けられている。第1ベントバルブ50A、第2ベントバルブ50B、第3ベントバルブ50C、第4ベントバルブ50Dとしては、第1実施形態と同様に、それぞれL型バルブが用いられる。ここで、L型バルブの口径は、第1実施形態で用いたL型バルブの口径よりも小さいものを用いることができる。具体的には、本実施形態における各ベントバルブ50A,50B,50C,50Dの口径は、1インチ以上2インチ以下の範囲であることが好ましい。
【0087】
また、本実施形態の真空成膜装置300においては、各ベントバルブが設けられた位置よりも上流側のドライエア供給配管30に、ストップバルブが配設されていない。それ以外の構成については、第1実施形態又は第2実施形態の真空成膜装置と同様である。
【0088】
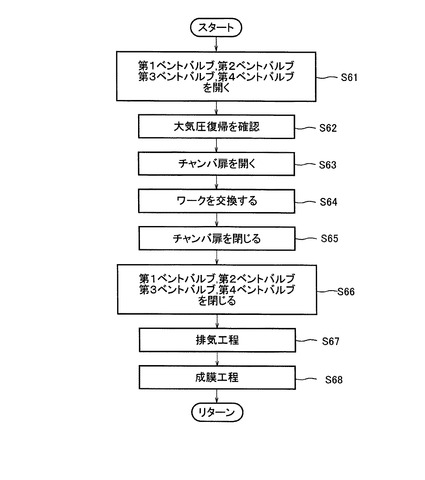
次に、本実施形態の真空成膜装置300の運転方法について、図9を参照しながら説明する。本実施形態の真空成膜装置300においてはストップバルブが配設されていないので、本実施形態の真空成膜装置300の運転方法においては、ストップバルブを開閉する工程が省略されている。また、ベントバルブが複数設けられているので、ベントバルブを開く工程においては、各ベントバルブをほぼ同時に開くようにする(ステップS61)。同様に、ベントバルブを閉じる工程においては、各ベントバルブをほぼ同時に閉じるようにする(ステップS66)。それ以外の工程については、第1実施形態の真空成膜装置の運転方法(図3)と同様である。
【0089】
このような構成とすると、各ベントバルブ50A,50B,50C,50Dの口径を小さくすることにより弁板(弁体)にかかる圧力が小さくなるので、加圧ドライエアによって印加される圧力により各ベントバルブ50A,50B,50C,50Dが開けなくなるという不都合が解消される。また、チャンバ10内に加圧ドライエアを複数のベントバルブ50A,50B,50C,50Dを介して供給するので、加圧ドライエアの流量を低下させることなく、加圧ドライエアをチャンバ10内に導入することができる。これにより、チャンバ10内を大気圧に復帰させるまでの時間が、より短縮される。
【0090】
また、本実施形態の真空成膜装置300においては、ドライエア供給配管30に、4個のベントバルブ50A,50B,50C,50Dが並列に設けられていた。しかし、設けられるベントバルブの数はこれに限定されない。具体的には、加圧ドライエアの圧力、及びベントバルブの口径等を考慮して、適宜、最適なベントバルブの個数を選択することができる。例えば、2個以上4個以下の範囲で設けることが好ましい。
【0091】
なお、本実施形態の真空成膜装置300においても、第1実施形態の変形例(図5)と同様の運転方法を行うことが可能である。すなわち、各ベントバルブ50A,50B,50C,50Dを閉じる工程と、ワークを交換する工程及びチャンバ扉を閉じる工程とを入れ替えた運転方法としても構わない。このような構成としても、各ベントバルブ50A,50B,50C,50Dを容易に開くことができる。
【産業上の利用可能性】
【0092】
本発明の真空成膜装置及び真空成膜装置の運転方法は、チャンバ内を大気圧に復帰させるまでの時間を短縮できる真空成膜装置及びその運転方法として有用である。
【図面の簡単な説明】
【0093】
【図1】本発明の第1実施形態に係る真空成膜装置の概略構成を示す配管図である。
【図2】図1の真空成膜装置の空気導入バルブの構成を示す断面図である。
【図3】図1の真空成膜装置の運転方法を示すフローチャートである。
【図4】比較形態に係る真空成膜装置の概略構成を示す配管図である。
【図5】図3の真空成膜装置の運転方法の変形例を示すフローチャートである。
【図6】本発明の第2実施形態に係る真空成膜装置の概略構成を示す配管図である。
【図7】図6の真空成膜装置の運転方法を示すフローチャートである。
【図8】本発明の第3実施形態に係る真空成膜装置の概略構成を示す配管図である。
【図9】図8の真空成膜装置の運転方法を示すフローチャートである。
【符号の説明】
【0094】
10 チャンバ
11 チャンバの扉
15 開閉センサ
16 圧力監視センサ
18 排気装置
20 ドライエア供給源
21 エアドライア
22 リザーバタンク
25,75 エアコンプレッサ
30,30A,30B,30C,30D ドライエア供給配管
35A,35B,35C,35D 分岐部
36A,36B,36C,36D 合流部
31 フィルタ
32 レギュレータ
40 ストップバルブ(連通/非連通バルブ)
40A 第1ストップバルブ(連通/非連通バルブ)
40B 第2ストップバルブ(連通/非連通バルブ)
40C 第3ストップバルブ(連通/非連通バルブ)
40D 第4ストップバルブ(連通/非連通バルブ)
50 ベントバルブ(空気導入バルブ)
50A 第1ベントバルブ(空気導入バルブ)
50B 第2ベントバルブ(空気導入バルブ)
50C 第3ベントバルブ(空気導入バルブ)
50D 第4ベントバルブ(空気導入バルブ)
51 本体部
51a 蓋体
51b 貫通孔
52 ピストンロッド
53 エアシリンダ
54 弁板
55 ピストン
56 ガス入口
57 弁座
57a 着座面
58 ガス出口
60 エア配管
70 ソレノイドバルブ
80 制御装置
100,101,200,300 真空成膜装置
d1 ピストンの直径
d2 ピストンロッドの直径
d3 ガス出口(ガス入口)の口径
F1 ベントバルブを開放しようとする力(エアシリンダの駆動推力)
F2 ベントバルブを閉じようとする力
【技術分野】
【0001】
本発明は、真空成膜装置及び真空成膜装置の運転方法に係り、特に、真空成膜装置の成膜用のチャンバを真空状態から大気圧に復帰させるときの技術に関する。
【背景技術】
【0002】
従来、真空成膜装置において真空容器に対し被処理物を搬出及び搬入した後に成膜する際には、真空容器を大気開放した後に排気をする必要がある。しかし、真空容器を大気開放すると水分が含まれた大気が真空容器内に入り込むため、この水分を除去するために排気時間が長くなるという問題があった。そこで、真空容器を大気開放する際に、大気よりも水分濃度の小さいガス(以下、ドライエアという)を真空容器内に導入すると共に、外部の空気が真空容器の開口部からその内部に進入することを妨げるような方向にガスの流れを形成した真空装置が開示されている(特許文献1参照)。この真空装置によると、大気開放後の排気時間が短縮される。
【特許文献1】特開平6−31154号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、特許文献1の構成においては、真空容器内が大気圧に復帰するまでの時間については全く言及しておらず、真空容器内が大気圧に復帰するまでに時間がかかるという課題が未解決のままであった。
【0004】
本発明は上記のような課題を解決するためになされたもので、チャンバ内を大気圧に復帰させるまでの時間を短縮することが可能な真空成膜装置及び真空成膜装置の運転方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
そこで、上記課題を解決するために、本発明の真空成膜装置は、その内部で成膜を行うためのチャンバと、該チャンバの内部を排気する排気装置と、加圧ドライエアを供給するドライエア供給源と、前記チャンバと前記ドライエア供給源とを接続するドライエア供給配管と、該ドライエア供給配管に設けられた空気導入バルブと、該空気導入バルブが設けられた位置よりも上流のドライエア供給配管に設けられた、該ドライエア供給配管を連通及び非連通にする(以下、単に、連通及び非連通にするという)連通/非連通バルブと、を備える。
【0006】
このような構成とすると、チャンバに加圧ドライエアを空気導入バルブを介して供給するので、チャンバ内を大気圧に復帰させるまでの時間を短縮することができる。この場合において、加圧ドライエアをチャンバに流した状態で連通/非連通バルブを非連通にした(閉止した)後、空気導入バルブを閉止することにより、ドライエア供給配管における空気導入バルブが設けられた部分とストップバルブが設けられた部分との間にほぼ大気圧に等しいドライエアを封止することができるので、チャンバ内に加圧ドライエアの供給を開始する場合において、加圧ドライエアによって印加される圧力により空気導入バルブが開けなくなるという不都合が解消される。
【0007】
本発明の真空成膜装置においては、前記連通/非連通バルブが、前記空気導入バルブが設けられた位置よりも上流のドライエア供給配管に、並列に、複数、設けられていてもよい。
【0008】
このような構成とすると、たとえ連通/非連通バルブとして口径の小さいものを用いたとしても、複数の連通/非連通バルブにより加圧ドライエアを供給するため、加圧ドライエアの全体での流量を確保することができる。これにより、チャンバ内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0009】
本発明の真空成膜装置においては、前記空気導入バルブがL型バルブであってもよい。
【0010】
このような構成とすると、チャンバからドライエア供給配管への成膜材料の流入が抑制される。したがって、付着した成膜材料からの放出ガスによる膜性能の低下を低減することができると共に、メンテナンス性が向上する。
【0011】
本発明の真空成膜装置においては、前記L型バルブとして、その口径が4インチ以上6インチ以下の範囲のものを用いることが好ましい。
【0012】
このような構成とすると、加圧ドライエアの流量を多く確保することができ、チャンバ内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0013】
本発明の真空成膜装置においては、前記連通/非連通バルブがストップバルブであってもよい。
【0014】
本発明の真空成膜装置においては、前記連通/非連通バルブが切替バルブであってもよい。
【0015】
本発明の真空成膜装置は、その内部で成膜を行うためのチャンバと、該チャンバの内部を排気する排気装置と、加圧ドライエアを供給するドライエア供給源と、前記チャンバと前記ドライエア供給源とを接続するドライエア供給配管と、該ドライエア供給配管に並列に設けられた、複数の空気導入バルブと、を備える。
【0016】
この場合には、空気導入バルブの口径を小さくすることが可能になる。具体的には、複数の空気導入バルブを設ける場合、空気導入バルブとして、口径が1インチ以上2インチ以下の範囲のものを用いることが好ましい。このような構成とすると、空気導入バルブの弁板(弁体)にかかる圧力が小さくなるので、加圧ドライエアによって印加される圧力により空気導入バルブが開けなくなるという不都合が解消される。また、チャンバ内に加圧ドライエアを複数の空気導入バルブを介して供給するので、加圧ドライエアの全体での流量を確保することができる。したがって、チャンバ内を大気圧に復帰させるまでの時間をより短縮することができる。
【0017】
本発明の真空成膜装置の運転方法は、前記空気導入バルブが設けられた位置よりも上流のドライエア供給配管に設けられた、ドライエア供給配管を連通及び非連通にする連通/非連通バルブを備えた真空成膜装置の運転方法であって、前記空気導入バルブを開きかつ前記連通/非連通バルブを連通にし、前記チャンバを開放して、前記チャンバ内を大気圧の状態にしかつ前記ドライエア供給源からドライエアをチャンバ内に流した状態で、前記連通/非連通バルブを非連通にする工程Aと、該工程Aの後に前記空気導入バルブを閉じる工程Bと、該工程Bの後に前記真空チャンバ内を排気する工程Cと、該工程Cの後に前記真空チャンバ内において成膜を行う工程Dと、該工程Dの後に前記空気導入バルブを開く工程Eと、該工程Eの後に前記連通/非連通バルブを連通にする工程Fと、を有する。
【0018】
このような構成とすると、ドライエア供給配管における空気導入バルブが設けられた部分とストップバルブが設けられた部分との間にほぼ大気圧に等しいドライエアを封止するので、加圧ドライエアにより空気導入バルブにかかる圧力が低減され、空気導入バルブが開けなくなるという不都合が解消される。
【0019】
また、本発明の真空成膜装置の運転方法は、前記連通/非連通バルブが、前記空気導入バルブが設けられた位置よりも上流のドライエア供給配管に、並列に、複数、設けられた真空成膜装置の運転方法であって、前記空気導入バルブを開きかつ前記複数の連通/非連通バルブを連通にし、前記チャンバを開放して、前記チャンバ内を大気圧の状態にしかつ前記ドライエア供給源からドライエアをチャンバ内に流した状態で、前記複数の連通/非連通バルブを非連通にする工程Aと、該工程Aの後に前記空気導入バルブを閉じる工程Bと、該工程Bの後に前記真空チャンバ内を排気する工程Cと、該工程Cの後に前記真空チャンバ内において成膜を行う工程Dと、該工程Dの後に前記空気導入バルブを開く工程Eと、該工程Eの後に前記複数の連通/非連通バルブを連通にする工程Fと、を有する。
【0020】
このような構成とすると、たとえ連通/非連通バルブとして口径の小さいものを用いたとしても、複数の連通/非連通バルブにより加圧ドライエアを供給するため、加圧ドライエアの全体での流量を確保することができる。これにより、チャンバ内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0021】
本発明の真空成膜装置の運転方法においては、前記空気導入バルブがL型バルブであってもよい。
【0022】
このような構成とすると、チャンバからドライエア供給配管への成膜材料の流入が抑制される。したがって、付着した成膜材料からの放出ガスによる膜性能の低下を低減することができると共に、メンテナンス性が向上する。
【0023】
本発明の真空成膜装置の運転方法においては、前記L型バルブとして、その口径が4インチ以上6インチ以下の範囲のものを用いることが好ましい。
【0024】
このような構成とすると、加圧ドライエアの流量を多く確保することができ、チャンバ内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0025】
本発明の真空成膜装置の運転方法においては、前記連通/非連通バルブがストップバルブであってもよい。
【0026】
本発明の真空成膜装置の運転方法においては、前記連通/非連通バルブが切替バルブであってもよい。
【発明の効果】
【0027】
本発明の真空成膜装置及び真空成膜装置の運転方法は、上記のような構成としたため、チャンバ内を大気圧に復帰させるまでの時間を短縮できるという効果を奏する。
【発明を実施するための最良の形態】
【0028】
以下、本発明の実施形態を、図面を参照しながら説明する。
【0029】
(第1実施形態)
図1は、本発明の第1実施形態に係る真空成膜装置の概略構成を示す配管図である。図2は、図1の真空成膜装置の空気導入バルブの構成を示す断面図である。図3は、図1の真空成膜装置の運転方法を示すフローチャートである。以下、図1乃至図3を参照しながら、本実施形態に係る真空成膜装置について説明する。
【0030】
図1に示すように、本実施形態の真空成膜装置100は、チャンバ10と、このチャンバ10にドライエアを供給するためのドライエア供給源20と、チャンバ10とドライエア供給源20とを接続するドライエア供給配管30とを備えている。
【0031】
チャンバ10は、ワーク(被処理物、図示せず)を搬入及び搬出するための扉11を備えている。チャンバ10には、扉11が開いているか閉じているかを検知する開閉センサ15と、チャンバ10内の圧力を測定する圧力監視センサ16と、チャンバ10の内部を排気する排気装置18とが設けられている。排気装置18は、例えば、真空ポンプで構成される。
【0032】
真空成膜装置100は、ここでは蒸着装置であり、チャンバ10の内部には、ワークを保持するためのワークホルダ(図示せず)と蒸発源(図示せず)とが配設されている。蒸発源は、成膜材料を蓄積し、これをチャンバ10内に蒸発させる。蒸発源から蒸散した成膜材料によって、ワークに膜が形成される。
【0033】
ドライエア供給源20は、エアドライア21とリザーバタンク22とを備えている。エアドライア21には、エアコンプレッサ25が接続されている。エアコンプレッサ25は、所定の圧力のエアを供給する。エアドライア21は、エアコンプレッサ25から送出された加圧エア(例えば、工場エア)を除湿する。リザーバタンク22は、除湿されたエア(加圧ドライエア)を蓄積する。
【0034】
ドライエア供給配管30には、その上流側から順に、フィルタ31と、レギュレータ32と、連通/非連通バルブとしてのストップバルブ40と、空気導入バルブとしてのベントバルブ50と、が配設されている。ドライエア供給配管30の上流端は、リザーバタンク22に接続されている。
【0035】
ドライエア供給源20からドライエア供給配管30に送出されたドライエアは、ドライエア供給配管30を通流する過程でフィルタ31により濾過される。これにより、ドライエア中に含まれる粉塵等が除去される。
【0036】
このように濾過されたドライエアの圧力が、ドライエア供給配管30に配設されたレギュレータ32により調整される。ここでは、ドライエアの圧力は、0.2MPaに設定されている。このようにして所定の圧力に調整された加圧ドライエアが、連通/非連通バルブとしてのストップバルブ40及び空気導入バルブとしてのベントバルブ50を介してチャンバ10に導入される。
【0037】
ドライエア供給配管30には、空気導入バルブが配設されている。本発明において、空気導入バルブとは、チャンバ10内に空気を導入するためのバルブをいう。空気導入バルブには、短時間で大量の気体をチャンバ10内に導入することが可能なことが要求され、そのような要求を満たすことが可能な構造を備えている。空気導入バルブとして、本実施形態では、図2に示すようなL型バルブからなるベントバルブ50が用いられている。なお、図2においては、説明の便宜上、上下それぞれの方向を記載している。ベントバルブ50は、筒状の本体部51と、エアシリンダ53とを備えている。筒状の本体部51の周面(側面)には、加圧ドライエアが流入するガス入口56が形成されている。本体部51の下端面には、加圧ドライエアが流出するガス出口58が形成されている。ガス入口56は、ドライエア供給源20側のドライエア供給配管30に接続されている(図1参照)。ガス出口58は、チャンバ10側のドライエア供給配管30に接続されている(図1参照)。ガス入口56及びガス出口58の口径d3は、大量の空気(ここではドライエア)を短時間で導入可能なように、可能な限り大きいことが好ましく、本実施形態では、0.14メートルである。実用上は、ベントバルブ50としては、ガス入口56及びガス出口58の口径d3が、4インチ(約0.10メートル)以上6インチ(約0.15メートル)以下の範囲のものを用いることができる。また、ガス出口58の上端部(本体部51の内部側の端部)には、弁板(弁体)54が着座する(当接する)環状の平坦な着座面57aを有する弁座57が形成されている。
【0038】
筒状の本体部51の上端は板状の蓋体51aによって閉鎖されている。蓋体51aのほぼ中心には、貫通孔51bが形成されている。そして、蓋体51aの上にエアシリンダ53が配設されている。エアシリンダ53はその中心軸(図示せず)が筒状の本体部51の軸方向に沿うように配設され、かつそのピストンロッド52が本体部51の蓋体51aの貫通孔51bに挿通されるようにして配設されている。ピストンロッド52は、蓋体51aに対し軸方向に気密的に摺動自在なように貫通孔51bに挿通されている。ピストンロッド52の先端(下端)には、ピストンロッド52の軸方向に垂直な方向(水平方向)に延在するように弁板54が設けられている。弁板54は、ピストン55の上下方向の進退に伴って下降及び上昇する。弁板54が下降して本体部51の弁座57に着座(当接)すると、ガス出口58が閉止される。弁板54が上昇して弁座57から離座するとガス出口58が開放される。このような構成によれば、空気がそれぞれ流入及び流出する本体部51のガス入口56及びガス出口58の口径が大きく、しかも、ガス出口58を開放する(ベントバルブ50を開く)場合に、弁板54が弁座57の着座面57aに対し垂直な方向に離脱するので、ベントバルブ50の開度がこの弁板54の着座面57aからの離脱とほぼ同時に100%となる。このため、短時間で大量のドライエアをチャンバ10に導入することができる。その一方、ベントバルブ50を開放する場合には、弁板54には本体部51内のドライエアとチャンバ10内の圧力との差圧がかかる。この場合、ガス出口58の口径が大きいことからこれに比例して弁板54の面積が大きくなり、この面積に比例して弁板54にかかる押圧力も大きくなる。しかも、弁板54を離座させるためには、押圧力と逆方向に弁板54に対しこれを引き上げるための引き上げ力を作用させなければならない。このため、本体部51内のドライエアとチャンバ10内の圧力との差圧が大きいと、後述するように、弁板54に対しこれを閉じる方向にかかる押圧力(F2)がピストン55によって弁板54を引き上げる力(F1)よりも大きくなって、ガス出口58が開かなくなる。この対策については後述する。
【0039】
エアシリンダ53にはエア配管60を通じてエアコンプレッサ75が接続されている。エア配管60の途中にはソレノイドバルブ70が設けられていて、このソレノイドバルブ70により、エアコンプレッサ75からエアシリンダ53に供給する加圧エア(例えば、工場エア)を制御することにより、エアシリンダ53のピストンロッド52の進退、ひいては弁板54の昇降が制御される。ソレノイドバルブ70の制御動作は、後述する制御装置80によって制御される。
【0040】
ドライエア供給配管30のベントバルブ50の配設された部分の上流側には、連通/非連通バルブとしてのストップバルブ40が配設されている。本発明において、ストップバルブ40とは、完全閉止が可能な開閉弁をいう。ストップバルブ40は、完全閉止を重視する構造上、ベントバルブ50に比べてそのガス出口の口径が小さく、従って、ベントバルブ50に比べて、閉止状態から開放状態に移行するよう弁体を移動させるのに大きな力を必要とはしない。ストップバルブ40としては、例えば、弁体がダイヤフラムであるダイヤフラムバルブ、弁体が棒であるニードルバルブ等が用いられる。本実施形態では、ストップバルブ40としては、該ストップバルブ40の上流と下流との差圧が0.2MPa以上であっても開閉可能なものが用いられる。
【0041】
本実施形態の真空成膜装置100は、制御装置80を備えている。制御装置80には、開閉センサ15、圧力監視センサ16の検出情報が入力されている。制御装置80は、これらの検出情報を含む所要の情報に基づいて、ストップバルブ40、ベントバルブ50、ソレノイドバルブ70を含む真空成膜装置100の所要の構成要素を制御する。制御装置80は、マイコン等の演算装置で構成されている。ここで、本明細書においては、制御装置とは、単独の制御装置だけでなく、複数の制御装置が協働して制御を実行する制御装置群をも意味する。よって、制御装置80は、必ずしも単独の制御装置で構成される必要はなく、複数の制御装置が分散配置されていて、それらが協働して真空成膜装置100の動作を制御するよう構成されていてもよい。
【0042】
次に、本実施形態の真空成膜装置100の運転方法について、図3を参照しながら説明する。この運転方法は、ストップバルブ40を閉じる(非連通にする)工程Aと、該工程Aの後にベントバルブ50を閉じる工程Bと、該工程Bの後にチャンバ10内を排気装置によって排気する工程Cと、該工程Cの後にチャンバ10内において成膜を行う工程Dと、該工程Dの後にベントバルブ50を開く工程Eと、該工程Eの後にストップバルブ40を開く(連通にする)工程Fとを含んで構成される。以下では、成膜を行う工程Dの完了後を初期状態として説明する。なお、真空成膜装置100の制御は制御装置80によって行われる。
【0043】
ドライエア供給源20を動作させた状態において、ベントバルブ50を開き(ステップS1(工程E))、その後、ストップバルブ40を開く(ステップS2(工程F))。これにより、チャンバ10内に加圧ドライエアが通流される。
【0044】
次に、チャンバ10に設けられた圧力監視センサ16を介して、チャンバ10内が大気圧に復帰したかどうかを確認する(ステップS3)。大気圧に復帰していればチャンバ10の扉11を開き(ステップS4)、チャンバ10内に配設されたワークを交換する(ステップS5)。この場合において、ドライエア供給源20からチャンバ10内にドライエアが供給され続ける。
【0045】
チャンバ10内に配設されたワークの交換が終了したら、チャンバ10の扉11を閉じる(ステップS6)。そして、開閉センサ15により、チャンバ10の扉11が閉じられていることが確認されれば、ストップバルブ40を閉じる(ステップS7(工程A))。そして、ストップバルブ40が閉じられた後に、ベントバルブ50を閉じる(ステップS8(工程B))。このように、ストップバルブ40を閉止することによって加圧ドライエアの供給が停止された後に、ベントバルブ50を閉じるので、ドライエア供給配管30におけるベントバルブ50が配設された部分とストップバルブ40が配設された部分との間にドライエアが封止され、かつこのドライエアの圧力が大気圧とほぼ等しくなる。
【0046】
次に、チャンバ10内を排気装置18により排気して真空引きする(ステップS9(工程C))。そして、成膜が可能になる所定の圧力にまでチャンバ10内が真空引きされると、チャンバ10内において、ワークに対する成膜が行われる(ステップS10(工程D))。
【0047】
ワークに対する成膜が完了すると、ステップS1に戻り、ベントバルブ50を開く(ステップS1(工程E))。このとき、ベントバルブ50の上流側のドライエア供給配管30には大気圧にほぼ等しいドライエアが封止されているので、次に説明するように、ベントバルブ50を容易に開くことができる。次に、ストップバルブ40を開く(ステップS2(工程F))。これにより、チャンバ10内に加圧ドライエアが通流される。以下、上記の工程が繰り返される。
【0048】
次に、本発明の効果の理解を容易にするため、本発明を比較形態と比較して説明する。
【0049】
図4は、比較形態に係る真空成膜装置の概略構成を示す配管図である。以下、図4を参照しながら、本比較形態の真空成膜装置について説明する。
【0050】
本比較形態の真空成膜装置101においては、ベントバルブ50の上流側のドライエア供給配管30にストップバルブが設けられていない。それ以外の構成については、第1実施形態の真空成膜装置100の構成と同様である。
【0051】
以下、本実施形態の真空成膜装置100について、比較形態の真空成膜装置101と対比しながら詳細な検討を行う。
【0052】
本実施形態の真空成膜装置100及び比較形態の真空成膜装置101においては、エアシリンダ53の駆動圧力P1を0.4MPaとした。また、前述のとおり、ベントバルブ50として、そのガス入口56及びガス出口58の口径d3が0.14メートル、ピストン55の直径d1が0.10メートル、ピストンロッド52の直径d2が0.03メートルのものを用いた。この場合において、ベントバルブ50をエアシリンダ53によって開放しようとする力(エアシリンダ53の理論推力)F1は、以下の式(1)のようにして計算される。
【0053】
【数1】
【0054】
一方、ドライエア供給源20からチャンバ10に供給される加圧ドライエアの供給圧力をレギュレータ32により0.2MPaに設定した。また、チャンバ10内の圧力はマイナス0.1MPaに設定した。比較形態の真空成膜装置101においては、加圧ドライエアの圧力とチャンバ10内の圧力との差圧P2である0.3MPaが、ベントバルブ50にかかる。したがって、比較形態の真空成膜装置101において、加圧ドライエアの圧力によりベントバルブ50を閉じようとする力F2は、以下の式(2)のようにして計算される。
【0055】
【数2】
【0056】
比較形態の真空成膜装置101においては、上記の式(1)及び式(2)より明らかなようにF1<F2となって、ベントバルブ50を開くことができなくなるという問題が生じる。
【0057】
一方、本実施形態の真空成膜装置100においては、ベントバルブ50の上流側の圧力(大気圧)とチャンバ10内の圧力との差圧P2は、約0.1MPaとなる。したがって、加圧ドライエアの圧力によりベントバルブ50を閉じようとする力F2´は、以下の式(3)のようにして計算される。
【0058】
【数3】
【0059】
したがって、本実施形態の真空成膜装置100においては、上記の式(1)及び式(3)より明らかなようにF1>F2´となるので、ベントバルブ50が開けなくなるという不都合が解消される。
【0060】
本実施形態の真空成膜装置100は、上記のような構成としたため、ベントバルブ50の上流側の圧力と下流側の圧力との差圧が比較形態の真空成膜装置101よりも小さくなるため、ベントバルブ50が開けなくなるという不都合が解消される。これにより、チャンバ10内に加圧ドライエアを導入することが可能になり、大気圧復帰までにかかる時間が短縮される。あわせて、チャンバ10内に導入される水分の量が減少されるので、チャンバ10内の排気時間が短縮される。これにより、成膜の前後の工程にかかる時間が短縮されるので、製品の生産性が向上する。
【0061】
また、本実施形態の真空成膜装置100では、ベントバルブ50としてL型バルブを用いたので、チャンバ10からドライエア供給配管30への成膜材料の流入が抑制される。したがって、付着した成膜材料からの放出ガスによる膜性能の低下を低減することができると共に、メンテナンス性が向上する。
【0062】
また、ベントバルブ50としてのL型バルブの口径として4インチ(約0.10メートル)以上6インチ(約0.15メートル)以下の範囲のものを用いた場合には、加圧ドライエアの流量を多く確保することができ、チャンバ10内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0063】
[変形例]
図5は、図3の真空成膜装置の運転方法の変形例を示すフローチャートである。以下、本変形例の運転方法について説明する。
【0064】
本変形例の運転方法では、図3の運転方法において、ワーク交換前後の工程を変更している。すなわち、本変形例の運転方法においては、大気圧復帰を確認した後の工程が、図3の運転方法と異なっている。
【0065】
すなわち、ステップS21〜S24は、図3のステップS1〜S4と同じである。そして、ストップバルブ40を閉じ(非連通にし)(ステップS25(工程A))、その後、ベントバルブ50を閉じる(ステップS26(工程B))。これにより、チャンバ10へのドライエアの供給が停止される。その後、チャンバ10内に配設されたワークを交換し(ステップS27)、チャンバの扉を閉じる(ステップS28)。
【0066】
その後、排気装置18によってチャンバ10内を排気する(ステップS29(工程C))。これにより、チャンバ10内が成膜可能な所定の圧力になれば、チャンバ10内においてワークに対する成膜が行われる(ステップ30(工程D))。
【0067】
ワークに対する成膜が完了すれば、ステップS21に戻り、ベントバルブ50を開く(ステップ21(工程E))。このとき、ベントバルブ50の上流側のドライエア供給配管30には大気圧にほぼ等しいドライエアが封止されているので、上記第1実施形態の場合と同様に、ベントバルブ50を容易に開くことができる。次に、ストップバルブ40を開く(連通にする)(ステップ22(工程F))。これにより、チャンバ10内にドライエアが通流される。
【0068】
(第2実施形態)
図6は、本発明の第2実施形態に係る真空成膜装置の概略構成を示す配管図である。図7は、図6の真空成膜装置の運転方法を示すフローチャートである。以下、図6及び図7を参照しながら、本実施形態の真空成膜装置について説明する。
【0069】
図6に示すように、本実施形態の真空成膜装置200では、連通/非連通バルブとしてのストップバルブ40が、並列に、複数(本実施形態では4個)、設けられている。
【0070】
具体的には、ベントバルブ50が設けられた位置よりも上流のドライエア供給配管30に、分岐部35A,35B,35C,35Dと、合流部36A,36B,36C,36Dとが設けられている。分岐部35A,35B,35C,35Dと合流部36A,36B,36C,36Dとの間は、それぞれ4本のドライエア供給配管30A,30B,30C,30Dで接続されている。各ドライエア供給配管30A,30B,30C,30Dには、それぞれ第1ストップバルブ40A、第2ストップバルブ40B、第3ストップバルブ40C、第4ストップバルブ40Dが設けられている。第1ストップバルブ40A乃至第4ストップバルブ40Dとしては、第1実施形態で用いたストップバルブを用いることができる。それ以外の構成については、図1の真空成膜装置100と同様である。
【0071】
次に、本実施形態の真空成膜装置200の運転方法について、図7を参照しながら説明する。この運転方法は、各ストップバルブ40A,40B,40C,40Dを閉じる(非連通にする)工程Aと、該工程Aの後にベントバルブ50を閉じる工程Bと、該工程Bの後にチャンバ10内を排気装置によって排気する工程Cと、該工程Cの後にチャンバ10内において成膜を行う工程Dと、該工程Dの後にベントバルブ50を開く工程Eと、該工程Eの後に各ストップバルブ40A,40B,40C,40Dを開く(連通にする)工程Fと、を含んで構成される。ここで、各ストップバルブ40A,40B,40C,40Dを閉じる場合には、ほぼ同時に閉じることが好ましいが、多少のずれがあってもかまわない。同様に、各ストップバルブ40A,40B,40C,40Dを開く場合には、ほぼ同時に開くことが好ましいが、多少のずれがあってもかまわない。以下では、成膜を行う工程Dの完了後を初期状態として説明する。
【0072】
ドライエア供給源20を動作させた状態において、ベントバルブ50を開き(ステップS41(工程E))、その後、各ストップバルブ40A,40B,40C,40Dを開く(ステップS42(工程F))。これにより、チャンバ10内に加圧ドライエアが通流される。
【0073】
次に、チャンバ10に設けられた圧力監視センサ16を介して、チャンバ10内が大気圧に復帰したかどうかを確認する(ステップS43)。大気圧に復帰していればチャンバ10の扉11を開き(ステップS44)、チャンバ10内に配設されたワークを交換する(ステップS45)。この場合において、ドライエア供給源20からチャンバ10内にドライエアが供給され続ける。
【0074】
チャンバ10内に配設されたワークの交換が終了したら、チャンバ10の扉11を閉じる(ステップS46)。そして、開閉センサ15により、チャンバ10の扉11が閉じられていることが確認されれば、各ストップバルブ40A,40B,40C,40Dを閉じる(ステップS47(工程A))。そして、各ストップバルブ40A,40B,40C,40Dが閉じられた後に、ベントバルブ50を閉じる(ステップS48(工程B))。このように、各ストップバルブ40A,40B,40C,40Dを閉じ、加圧ドライエアの供給が停止された後にベントバルブ50を閉じるので、ドライエア供給配管30におけるベントバルブ50が配設された部分と各ストップバルブ40A,40B,40C,40Dが配設された部分との間の圧力が大気圧とほぼ等しくなる。
【0075】
次に、チャンバ10内を排気装置18により排気して真空引きする(ステップS49(工程C))。そして、成膜が可能になる所定の圧力にまでチャンバ10内が真空引きされると、チャンバ10内において、ワークに対する成膜が行われる(ステップS10(工程D))。
【0076】
ワークに対する成膜が完了すると、ステップS41に戻り、ベントバルブ50を開く(ステップS41(工程E))。このとき、ベントバルブ50の上流側の圧力が大気圧にほぼ等しくなっているので、ベントバルブ50を容易に開くことができる。次に、各ストップバルブ40A,40B,40C,40Dを開く(ステップS42(工程F))。これにより、チャンバ10内に加圧ドライエアが通流される。以下、上記の工程が繰り返される。
【0077】
このような構成としても、第1実施形態の真空成膜装置と同様の効果を奏する。
【0078】
また、このような構成とすると、各ストップバルブ40A,40B,40C,40Dとしてその口径が小さいものを用いた場合においても、複数のストップバルブが設けられているため、加圧ドライエアの流量を低下させることなく、加圧ドライエアをチャンバ10内に導入することができる。これにより、大気圧復帰までにかかる時間が、より短縮される。したがって、成膜の前後の工程に要する時間が、より短縮されるので、製品の生産性がさらに向上する。
【0079】
また、ベントバルブ50としてのL型バルブの口径として4インチ(約0.10メートル)以上6インチ(約0.15メートル)以下の範囲のものを用いた場合には、加圧ドライエアの流量を多く確保することができ、チャンバ10内を大気圧に復帰させるまでの時間をさらに短縮することができる。
【0080】
なお、本実施形態の真空成膜装置200においても、第1実施形態の変形例(図5)と同様の運転方法を行うことが可能である。すなわち、各ストップバルブ40A,40B,40C,40Dを閉じる工程A及びベントバルブ50を閉じる工程Bと、ワークを交換する工程及びチャンバ扉を閉じる工程とを入れ替えた運転方法としても構わない。このような構成としても、ベントバルブ50を容易に開くことができる。
【0081】
また、本実施形態の真空成膜装置200においては、ベントバルブ50の上流のドライエア供給配管に、4個のストップバルブ40A,40B,40C,40Dが並列に設けられていた。しかし、設けられるストップバルブの数はこれに限定されない。例えば、2個以上4個以下の範囲で設けることが好ましい。加圧ドライエアの圧力、及びベントバルブ50の口径等を考慮して、適宜、最適なストップバルブの口径及び数を選択することができる。一例としては、ベントバルブ50で規制される加圧ドライエアの流量よりも少なくなるよう、ストップバルブの口径及び個数を選択することができる。
【0082】
なお、上述の第1実施形態及び第2実施形態の真空成膜装置に用いたストップバルブ40,40A,40B,40C,40Dのかわりに、切替バルブを用いることも可能である。切替バルブは、ドライエア供給配管30を通じてベントバルブ50をドライエア供給源20と大気とに択一的に連通させる。
【0083】
このような構成とすると、チャンバ10内にドライエアを供給する前に、ベントバルブ50の連通先をドライエア供給源20から大気に切り替える際に、ドライエア供給配管30における切替バルブの配設された部分と、ベントバルブ50が配設された部分との間に切替バルブによって大気が導入されるため、チャンバ10内にドライエアのみならず通常の大気も導入されることになる。したがって、加圧ドライエアのみを導入した場合に比べると、その後のチャンバ10内の排気に時間がかかる可能性があるが、ベントバルブ50を容易に開くことができる。
【0084】
(第3実施形態)
図8は、第3実施形態に係る真空成膜装置の概略構成を示す配管図である。図9は、図8の真空成膜装置の運転方法を示すフローチャートである。なお、図8においては、各空気導入バルブを動作させるソレノイドバルブの図示を省略している。以下、図8及び図9を参照しながら、本実施形態の真空成膜装置について説明する。
【0085】
本実施形態の真空成膜装置300においては、空気導入バルブとしてのベントバルブ50A,50B,50C,50Dが並列に複数(本実施形態では4個)、設けられている。
【0086】
具体的には、レギュレータ32が設けられた位置よりも下流のドライエア供給配管30に、分岐部35A,35B,35C,35Dと、合流部36A,36B,36C,36Dとが設けられている。分岐部35A,35B,35C,35Dと合流部36A,36B,36C,36Dとの間は、それぞれ4本のドライエア供給配管30A,30B,30C,30Dで接続されている。各ドライエア供給配管30A,30B,30C,30Dには、それぞれ第1ベントバルブ50A、第2ベントバルブ50B、第3ベントバルブ50C、第4ベントバルブ50Dが設けられている。第1ベントバルブ50A、第2ベントバルブ50B、第3ベントバルブ50C、第4ベントバルブ50Dとしては、第1実施形態と同様に、それぞれL型バルブが用いられる。ここで、L型バルブの口径は、第1実施形態で用いたL型バルブの口径よりも小さいものを用いることができる。具体的には、本実施形態における各ベントバルブ50A,50B,50C,50Dの口径は、1インチ以上2インチ以下の範囲であることが好ましい。
【0087】
また、本実施形態の真空成膜装置300においては、各ベントバルブが設けられた位置よりも上流側のドライエア供給配管30に、ストップバルブが配設されていない。それ以外の構成については、第1実施形態又は第2実施形態の真空成膜装置と同様である。
【0088】
次に、本実施形態の真空成膜装置300の運転方法について、図9を参照しながら説明する。本実施形態の真空成膜装置300においてはストップバルブが配設されていないので、本実施形態の真空成膜装置300の運転方法においては、ストップバルブを開閉する工程が省略されている。また、ベントバルブが複数設けられているので、ベントバルブを開く工程においては、各ベントバルブをほぼ同時に開くようにする(ステップS61)。同様に、ベントバルブを閉じる工程においては、各ベントバルブをほぼ同時に閉じるようにする(ステップS66)。それ以外の工程については、第1実施形態の真空成膜装置の運転方法(図3)と同様である。
【0089】
このような構成とすると、各ベントバルブ50A,50B,50C,50Dの口径を小さくすることにより弁板(弁体)にかかる圧力が小さくなるので、加圧ドライエアによって印加される圧力により各ベントバルブ50A,50B,50C,50Dが開けなくなるという不都合が解消される。また、チャンバ10内に加圧ドライエアを複数のベントバルブ50A,50B,50C,50Dを介して供給するので、加圧ドライエアの流量を低下させることなく、加圧ドライエアをチャンバ10内に導入することができる。これにより、チャンバ10内を大気圧に復帰させるまでの時間が、より短縮される。
【0090】
また、本実施形態の真空成膜装置300においては、ドライエア供給配管30に、4個のベントバルブ50A,50B,50C,50Dが並列に設けられていた。しかし、設けられるベントバルブの数はこれに限定されない。具体的には、加圧ドライエアの圧力、及びベントバルブの口径等を考慮して、適宜、最適なベントバルブの個数を選択することができる。例えば、2個以上4個以下の範囲で設けることが好ましい。
【0091】
なお、本実施形態の真空成膜装置300においても、第1実施形態の変形例(図5)と同様の運転方法を行うことが可能である。すなわち、各ベントバルブ50A,50B,50C,50Dを閉じる工程と、ワークを交換する工程及びチャンバ扉を閉じる工程とを入れ替えた運転方法としても構わない。このような構成としても、各ベントバルブ50A,50B,50C,50Dを容易に開くことができる。
【産業上の利用可能性】
【0092】
本発明の真空成膜装置及び真空成膜装置の運転方法は、チャンバ内を大気圧に復帰させるまでの時間を短縮できる真空成膜装置及びその運転方法として有用である。
【図面の簡単な説明】
【0093】
【図1】本発明の第1実施形態に係る真空成膜装置の概略構成を示す配管図である。
【図2】図1の真空成膜装置の空気導入バルブの構成を示す断面図である。
【図3】図1の真空成膜装置の運転方法を示すフローチャートである。
【図4】比較形態に係る真空成膜装置の概略構成を示す配管図である。
【図5】図3の真空成膜装置の運転方法の変形例を示すフローチャートである。
【図6】本発明の第2実施形態に係る真空成膜装置の概略構成を示す配管図である。
【図7】図6の真空成膜装置の運転方法を示すフローチャートである。
【図8】本発明の第3実施形態に係る真空成膜装置の概略構成を示す配管図である。
【図9】図8の真空成膜装置の運転方法を示すフローチャートである。
【符号の説明】
【0094】
10 チャンバ
11 チャンバの扉
15 開閉センサ
16 圧力監視センサ
18 排気装置
20 ドライエア供給源
21 エアドライア
22 リザーバタンク
25,75 エアコンプレッサ
30,30A,30B,30C,30D ドライエア供給配管
35A,35B,35C,35D 分岐部
36A,36B,36C,36D 合流部
31 フィルタ
32 レギュレータ
40 ストップバルブ(連通/非連通バルブ)
40A 第1ストップバルブ(連通/非連通バルブ)
40B 第2ストップバルブ(連通/非連通バルブ)
40C 第3ストップバルブ(連通/非連通バルブ)
40D 第4ストップバルブ(連通/非連通バルブ)
50 ベントバルブ(空気導入バルブ)
50A 第1ベントバルブ(空気導入バルブ)
50B 第2ベントバルブ(空気導入バルブ)
50C 第3ベントバルブ(空気導入バルブ)
50D 第4ベントバルブ(空気導入バルブ)
51 本体部
51a 蓋体
51b 貫通孔
52 ピストンロッド
53 エアシリンダ
54 弁板
55 ピストン
56 ガス入口
57 弁座
57a 着座面
58 ガス出口
60 エア配管
70 ソレノイドバルブ
80 制御装置
100,101,200,300 真空成膜装置
d1 ピストンの直径
d2 ピストンロッドの直径
d3 ガス出口(ガス入口)の口径
F1 ベントバルブを開放しようとする力(エアシリンダの駆動推力)
F2 ベントバルブを閉じようとする力
【特許請求の範囲】
【請求項1】
その内部で成膜を行うためのチャンバと、
該チャンバの内部を排気する排気装置と、
加圧ドライエアを供給するドライエア供給源と、
前記チャンバと前記ドライエア供給源とを接続するドライエア供給配管と、
該ドライエア供給配管に設けられた空気導入バルブと、
該空気導入バルブが設けられた位置よりも上流のドライエア供給配管に設けられた、該ドライエア供給配管を連通及び非連通にする(以下、単に、連通及び非連通にするという)連通/非連通バルブと、を備えた、真空成膜装置。
【請求項2】
前記連通/非連通バルブが、前記空気導入バルブが設けられた位置よりも上流のドライエア供給配管に、並列に、複数、設けられている、請求項1に記載の真空成膜装置。
【請求項3】
前記空気導入バルブがL型バルブである、請求項1又は2に記載の真空成膜装置。
【請求項4】
前記L型バルブとして、その口径が4インチ以上6インチ以下の範囲のものを用いた、請求項3に記載の真空成膜装置。
【請求項5】
前記連通/非連通バルブがストップバルブである、請求項1又は2に記載の真空成膜装置。
【請求項6】
前記連通/非連通バルブが切替バルブである、請求項1又は2に記載の真空成膜装置。
【請求項7】
その内部で成膜を行うためのチャンバと、
該チャンバの内部を排気する排気装置と、
加圧ドライエアを供給するドライエア供給源と、
前記チャンバと前記ドライエア供給源とを接続するドライエア供給配管と、
該ドライエア供給配管に並列に設けられた、複数の空気導入バルブと、を備えた、真空成膜装置。
【請求項8】
請求項1に記載の真空成膜装置の運転方法であって、
前記空気導入バルブを開きかつ前記連通/非連通バルブを連通にし、前記チャンバを開放して、前記チャンバ内を大気圧の状態にしかつ前記ドライエア供給源からドライエアをチャンバ内に流した状態で、前記連通/非連通バルブを非連通にする工程Aと、
該工程Aの後に前記空気導入バルブを閉じる工程Bと、
該工程Bの後に前記真空チャンバ内を排気する工程Cと、
該工程Cの後に前記真空チャンバ内において成膜を行う工程Dと、
該工程Dの後に前記空気導入バルブを開く工程Eと、
該工程Eの後に前記連通/非連通バルブを連通にする工程Fと、を有する、真空成膜装置の運転方法。
【請求項9】
請求項2に記載の真空成膜装置の運転方法であって、
前記空気導入バルブを開きかつ前記複数の連通/非連通バルブを連通にし、前記チャンバを開放して、前記チャンバ内を大気圧の状態にしかつ前記ドライエア供給源からドライエアをチャンバ内に流した状態で、前記複数の連通/非連通バルブを非連通にする工程Aと、
該工程Aの後に前記空気導入バルブを閉じる工程Bと、
該工程Bの後に前記真空チャンバ内を排気する工程Cと、
該工程Cの後に前記真空チャンバ内において成膜を行う工程Dと、
該工程Dの後に前記空気導入バルブを開く工程Eと、
該工程Eの後に前記複数の連通/非連通バルブを連通にする工程Fと、を有する、真空成膜装置の運転方法。
【請求項10】
前記空気導入バルブがL型バルブである、請求項8又は9に記載の真空成膜装置の運転方法。
【請求項11】
前記L型バルブとして、その口径が4インチ以上6インチ以下の範囲のものを用いた、請求項10に記載の真空成膜装置の運転方法。
【請求項12】
前記連通/非連通バルブがストップバルブである、請求項8又は9に記載の真空成膜装置の運転方法。
【請求項13】
前記連通/非連通バルブが切替バルブである、請求項8又は9に記載の真空成膜装置の運転方法。
【請求項1】
その内部で成膜を行うためのチャンバと、
該チャンバの内部を排気する排気装置と、
加圧ドライエアを供給するドライエア供給源と、
前記チャンバと前記ドライエア供給源とを接続するドライエア供給配管と、
該ドライエア供給配管に設けられた空気導入バルブと、
該空気導入バルブが設けられた位置よりも上流のドライエア供給配管に設けられた、該ドライエア供給配管を連通及び非連通にする(以下、単に、連通及び非連通にするという)連通/非連通バルブと、を備えた、真空成膜装置。
【請求項2】
前記連通/非連通バルブが、前記空気導入バルブが設けられた位置よりも上流のドライエア供給配管に、並列に、複数、設けられている、請求項1に記載の真空成膜装置。
【請求項3】
前記空気導入バルブがL型バルブである、請求項1又は2に記載の真空成膜装置。
【請求項4】
前記L型バルブとして、その口径が4インチ以上6インチ以下の範囲のものを用いた、請求項3に記載の真空成膜装置。
【請求項5】
前記連通/非連通バルブがストップバルブである、請求項1又は2に記載の真空成膜装置。
【請求項6】
前記連通/非連通バルブが切替バルブである、請求項1又は2に記載の真空成膜装置。
【請求項7】
その内部で成膜を行うためのチャンバと、
該チャンバの内部を排気する排気装置と、
加圧ドライエアを供給するドライエア供給源と、
前記チャンバと前記ドライエア供給源とを接続するドライエア供給配管と、
該ドライエア供給配管に並列に設けられた、複数の空気導入バルブと、を備えた、真空成膜装置。
【請求項8】
請求項1に記載の真空成膜装置の運転方法であって、
前記空気導入バルブを開きかつ前記連通/非連通バルブを連通にし、前記チャンバを開放して、前記チャンバ内を大気圧の状態にしかつ前記ドライエア供給源からドライエアをチャンバ内に流した状態で、前記連通/非連通バルブを非連通にする工程Aと、
該工程Aの後に前記空気導入バルブを閉じる工程Bと、
該工程Bの後に前記真空チャンバ内を排気する工程Cと、
該工程Cの後に前記真空チャンバ内において成膜を行う工程Dと、
該工程Dの後に前記空気導入バルブを開く工程Eと、
該工程Eの後に前記連通/非連通バルブを連通にする工程Fと、を有する、真空成膜装置の運転方法。
【請求項9】
請求項2に記載の真空成膜装置の運転方法であって、
前記空気導入バルブを開きかつ前記複数の連通/非連通バルブを連通にし、前記チャンバを開放して、前記チャンバ内を大気圧の状態にしかつ前記ドライエア供給源からドライエアをチャンバ内に流した状態で、前記複数の連通/非連通バルブを非連通にする工程Aと、
該工程Aの後に前記空気導入バルブを閉じる工程Bと、
該工程Bの後に前記真空チャンバ内を排気する工程Cと、
該工程Cの後に前記真空チャンバ内において成膜を行う工程Dと、
該工程Dの後に前記空気導入バルブを開く工程Eと、
該工程Eの後に前記複数の連通/非連通バルブを連通にする工程Fと、を有する、真空成膜装置の運転方法。
【請求項10】
前記空気導入バルブがL型バルブである、請求項8又は9に記載の真空成膜装置の運転方法。
【請求項11】
前記L型バルブとして、その口径が4インチ以上6インチ以下の範囲のものを用いた、請求項10に記載の真空成膜装置の運転方法。
【請求項12】
前記連通/非連通バルブがストップバルブである、請求項8又は9に記載の真空成膜装置の運転方法。
【請求項13】
前記連通/非連通バルブが切替バルブである、請求項8又は9に記載の真空成膜装置の運転方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−214696(P2008−214696A)
【公開日】平成20年9月18日(2008.9.18)
【国際特許分類】
【出願番号】特願2007−54144(P2007−54144)
【出願日】平成19年3月5日(2007.3.5)
【出願人】(000002358)新明和工業株式会社 (919)
【Fターム(参考)】
【公開日】平成20年9月18日(2008.9.18)
【国際特許分類】
【出願日】平成19年3月5日(2007.3.5)
【出願人】(000002358)新明和工業株式会社 (919)
【Fターム(参考)】
[ Back to top ]