
真空断熱パネル
【課題】 被測定物と熱抵抗材の間で熱を発生させて、被測定物内部と熱抵抗材内部に熱を流し、熱抵抗材の少なくとも2箇所の温度差から被測定物の熱伝導率を測定する手法において、真空断熱パネルを被測定物とする場合に、該熱伝導率測定が、精度が高く信頼性が高い適切な方法にし、その結果として長期に亘り優れた断熱性能を維持できる真空断熱パネルを提供し、更には消費電力量の少ない冷蔵庫を提供することにある。
【解決手段】 真空断熱パネル11上に、直径50mmの円を包含できる大きさで、かつ凹凸が0.1mm以内の凸形平坦部15又は凹形平坦部16を配設し、該凸形平坦部15又は凹形平坦部16上に熱伝導率測定装置21を配置して熱伝導率測定を行う。
【解決手段】 真空断熱パネル11上に、直径50mmの円を包含できる大きさで、かつ凹凸が0.1mm以内の凸形平坦部15又は凹形平坦部16を配設し、該凸形平坦部15又は凹形平坦部16上に熱伝導率測定装置21を配置して熱伝導率測定を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、冷蔵庫等用に用いる真空断熱パネルの形状及びその熱伝導率測定方法に関する。
【背景技術】
【0002】
近年、地球温暖化に対する観点から、家電品の消費電力量削減の必要性が叫ばれている。特に、冷蔵庫は家電品の中で特に消費電力量を費やす製品であり、冷蔵庫の消費電力量削減は地球温暖化対策として必要不可欠な状況にある。冷蔵庫の消費電力は、庫内の負荷量が一定であれば、庫内冷却用圧縮機の効率と庫内からの熱漏洩量に関係する断熱材の断熱性能によってその大部分が決まるため、冷蔵庫の技術開発では圧縮機の効率と断熱材の性能向上を行う必要がある。断熱材の高性能化の例として、コア材をガスバリヤ性フィルムからなる外被材で覆って内部を減圧封止した真空断熱パネルを用いることが行われるようになってきている。その真空断熱パネルの熱伝導率性能は、冷蔵庫の消費電力量に直接的に影響するパラメータの1つであり、真空漏れを起こしている真空断熱パネルを搭載した冷蔵庫で消費電力量を低減することは不可能である。そのため真空断熱パネルは、冷蔵庫に組む前段階で熱伝導率測定を実施し、性能確認を行う必要がある。熱伝導率測定は従来、JIS A1412の平板比較法により、即ち、試験体と標準板を重ねて温度差を与え、それぞれの表面温度差を測定して、その比と標準板の熱伝導率から試験体の熱伝導率を求めることにより行っている。また、真空断熱パネルの場合は、真空断熱パネルをチャンバー等の容器の中に入れ、真空にすることにより真空断熱パネルの膨らみを目視で検査する、いわゆる逆真空法により測定している。しかし、平板比較法では、測定に長時間を要するので、大量生産による製品の全数検査には不向きであり、また、逆真空法では、正確な熱伝導率を測定できず、しかも徐々に空気が入り込むような場合には目視では判断が困難である。
【0003】
最新の、従来の真空断熱パネルの熱伝導率測定において、特開2002−131257号公報に示されたものがある。ここで示されている真空断熱パネルの熱伝導率測定方法は、被測定物と熱抵抗材の間で熱を発生させて、被測定物内部と熱抵抗材内部に熱を流し、熱抵抗材の少なくとも2箇所の温度差から被測定物の熱伝導率を求めることを特徴とするものである。
【0004】
【特許文献1】特開2002−131257号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献による真空断熱パネルの熱伝導率測定方法のみでは、全ての真空断熱パネルの熱伝導率測定に対応することはできない。本文献による真空断熱パネルの熱伝導率測定方法では、被測定物と、該被測定物と直接接触する熱発生装置との界面が間隙なく接触している必要がある。該被測定物と熱発生装置との間に間隙が存在すると、熱発生装置から熱が発生される際、被測定物の代わりにその隙間の空気を温めることになり、適切な熱伝導率測定を行うことができない。特許文献による熱伝導率測定方法に対応するためには、熱発生装置と被測定物との接触界面に間隙がなくなるような平坦なコア材を作製する必要がある。最近の真空断熱パネルには、コア材としてガラス短繊維材を積層したものが主流になってきているため、表面が平坦なコア材を作製するためには、ガラス短繊維材を、バインダ等を用いてボードにする方法を採用しなければならない。しかしバインダ等を用いてボードにする方法を採用することにより、熱伝導性がよくなり、断熱材としての役割を果たせなくなるとの課題があった。また、表面が平坦でないコア材を用いた真空断熱パネルでは、先述の理由により真空断熱パネルの適切な熱伝導率測定が行えないという課題があった。
【0006】
本発明の目的は、真空断熱パネル上に凸形又は凹形の平坦部を配設し、その平坦部上に特許文献に示された熱伝導率測定装置を配置して測定を行うことにより、該熱伝導率測定をより精度が高く信頼性の高い適切な方法にし、その結果として長期に亘る優れた断熱性能を維持できる真空断熱パネルを提供し、更には消費電力量の少ない冷蔵庫を提供することにある。
【課題を解決するための手段】
【0007】
前記目的を達成するために、本発明は、コア材と、水蒸気及び有機ガスを吸着する吸着部材と、ガスバリヤ性フィルムからなる外包材とからなる真空断熱パネルにおいて、該真空断熱パネル上に凸形又は凹形の平坦部を配設することを特徴とするものである。
【発明の効果】
【0008】
本発明によれば、被測定物と熱抵抗材の間で熱を発生させて、被測定物内部と熱抵抗材内部に熱を流し、熱抵抗材の少なくとも2箇所の温度差から被測定物の熱伝導率を求めることを特徴とする熱伝導率測定方法において、凸形又は凹形の平坦部を配設した真空断熱パネルを被測定物とし、該真空断熱パネルの平坦部上に熱伝導率測定装置を配置して測定を行うことにより、該熱伝導率測定をより精度が高く信頼性の高い適切な方法にし、その結果として長期に亘る優れた断熱性能を維持できる真空断熱パネルを提供し、更には消費電力量の少ない冷蔵庫を提供することにある。
【発明を実施するための最良の形態】
【0009】
[実施例1]
以下、本発明の一実施例の真空断熱パネルを、図1を用いて説明する。本発明で示す真空断熱パネルは、家庭用及び業務用の冷蔵・冷凍庫の他に、自動販売機、商品陳列棚、商品陳列ケース、保冷庫、クーラボックス、冷蔵・冷凍車等に適用可能である。
【0010】
真空断熱パネル11は、コア材2と、吸着部材3と、コア材2及び吸着部材3を収納し且つガスバリヤ性フィルムからなる外被材4とを備えて構成されている。この真空断熱パネル11は、コア材2と吸着部材3とを外被材4に挿入した状態で、外被材4の内部を減圧し、外被材4の周縁部を熱融着することにより封止することによって作製されている。真空断熱パネル11の形状は、特に限定されず、適用される箇所と作業性に応じて各種形状及び厚さのものが適用可能である。
【0011】
コア材2には、一例として、平均繊維径2μm以上4μm以下のガラス短繊維材をホウ酸バインダで接着させ、200℃以上で1時間エージング処理を行うことにより作製される、バインダ付きコア材が用いられる。エージング処理により、バインダ付きコア材に付着している微量の水分を除去することが可能である。なお、平均繊維径2μm以上4μm以下のガラス短繊維材を水ガラスバインダで接着し、200℃以上で1時間エージング処理を行うことによりバインダ付きコア材を作製するようにしてもよい。
【0012】
バインダ付きコア材の場合、水蒸気及びガスが吸着し易い。そこで、バインダ付きコア材の脱水、脱ガスを目的として、外被材4への挿入前にバインダ付きコア材のエージングを施すことは有効である。このときの加熱温度は最低限付着水の除去が可能であるということから、110℃以上であることが望ましく、180℃以上がより好ましい。最適エージング処理温度について、含水率および吸水率等の検討を行った結果、180℃×1時間のエージング処理ではバインダ付きコア材の含水率はバインダ付き処理無しコア材に比べ70分の1にまで減少し、吸水率も110℃、1時間エージング処理より少なくなることが判ってきた。そこで、バインダ付きコア材のエージング温度は180℃以上で実施することがより好ましい。
【0013】
また、コア材2には、上記と別の例として、平均繊維径2μm以上4μm以下のガラス短繊維材と吸着部材3をポリエチレン製の袋に挿入し、プレス機で圧縮しながら、ポリエチレン製の袋の挿入口を仮封止することにより作製される、バインダレスコア材が用いられる。バインダレスコア材の場合、バインダ付きコア材と比べて水蒸気及びガスが吸着し難いことが判っている。しかし、真空封止にかかる時間の短縮、並びに、水蒸気及びガスによる経時的な真空断熱パネル内真空度の低真空化の要因を排除する目的で、バインダ付きコア材と同様に、予めガラス短繊維材を180℃以上でエージングすることが好ましい。
【0014】
上記、コア材の形態について2例を挙げたが、外被材4に挿入して外被材4内部を減圧し、外被材4の周縁部を熱融着することにより封止することによって作製後、形状を保持できるものであれば不問であり、公知材料が使用可能である。
【0015】
ガラス短繊維材としては、平均繊維径が2〜4μmであることが好ましい。ガラス短繊維材は平均繊維径により熱伝導率特性及びコストに大きく影響する。ガラス繊維の主流として用いられてきた平均繊維径が5μm以上のグラスウール等はコストの点では安価なため実用化し易い素材であるが、熱伝導率及び経時劣化が大きく劣る。その理由は、繊維が同一方向に配列して繊維の接触が線に近く繊維同士がバインダで二重に接着され接触熱抵抗が小さくなり、熱伝導率が高くなり経時劣化も急激に進行すると考えられる。一方、平均繊維径が2μm未満では1枚当たりの厚みが薄く断熱性能が劣るため、シート状の無機繊維集合体を重ねて厚みを稼ぐことで熱伝導率と経時劣化の低減は可能である。しかし、シート状の無機繊維集合体を重ねて厚みを稼ぐことでコア材に用いる枚数が増え、生産性が劣ると共にコストも高騰する。また、平均繊維径が2μm未満で真空断熱パネルを作製すると、封止前後でコア材の厚み減少率が大きくなることも判明した。
【0016】
このように、繊維径が5μm以上になると熱伝導率が高くなるために、伝熱方向に不連続で素材間の接触抵抗を有効に活用する繊維材を選定した。また、接触熱抵抗の他に熱流路がジグザグとなり、熱抵抗が増大して熱伝導率が低くなる多くの繊維材の中から、平均繊維径が3〜5μmのガラス短繊維材を選定することにより、熱伝導率や経時劣化の低減、厚み減少率の低減及び低コスト化を両立することが可能である。
【0017】
なお、ガラス短繊維材の繊維方向については、真空断熱パネルの厚み方向に対し水平方向に並んで配列するものが断熱性能の点で好ましい。
【0018】
外被材4の片面側のフィルム構成については、構成Aとして、外層より表面保護層としてアルミニウムを蒸着したポリエチレンテレフタラートフィルム(12μm)、ガスバリヤ層としてアルミニウム箔(6μm)、熱融着層として高密度ポリエチレンフィルム(50μm)、更に耐傷つき性向上のために最外層に表面保護層としてポリアミドフィルム(15μm)を用いたラミネートフィルム、また、構成Bとして、外層より表面保護層兼ガスバリヤ層としてアルミニウムを蒸着したポリエチレンテレフタラートフィルム(12μm)、アルミニウムを蒸着したエチレン−ビニルアルコール共重合体樹脂(商品名エバール、クラレ(株)製)(12μm)、熱融着層として高密度ポリエチレンフィルム(50μm)、更に耐傷つき性向上のために最外層に表面保護層としてポリアミドフィルム(15μm)を用いたラミネートフィルムが使用できる。外被材4の構成としては、上記の、構成A+構成A(両面箔外被材)、構成A+構成B(箔+蒸着外被材)、構成B+構成B(両面蒸着外被材)の組み合わせが可能であり、これらの構成のフィルムにおいて熱融着層同士を端面で貼り合わせた袋として使用される。
【0019】
外被材4において、最外層は衝撃などに対応するためであり、中間層はガスバリヤ性を確保するためであり、最内層は熱融着によって密閉するためである。したがって、これらの目的に適うものであれば、全ての公知材料が使用可能である。また、更に改善する手段として、中間層にアルミニウム蒸着層を有するフィルムを2層設けてもよい。熱融着する最内層としては、ポリプロピレン樹脂やポリアクリルニトリル樹脂などを用いてもよい。
【0020】
吸着部材3とは、水蒸気及び有機ガスを吸着する合成ゼオライトであり、コア材2から放出される水蒸気、外被材4を通して外部より浸入する水蒸気および空気、および外被材4から発生する有機ガスを吸収し、真空断熱パネル11の経時劣化を低く抑えるものが好ましい。また、合成ゼオライトの形状は、粉末、細粒、顆粒、錠剤、固形状等特に限定されるものではない。
【0021】
また、本実施例では、吸着部材3として合成ゼオライトを使用しているが、真空断熱パネル11の信頼性を向上させるためには、必要に応じて生石灰、ドーソナイト、ハイドロタルサイト、金属水酸化物等のガス吸着剤やバリウム−リチウム合金等の合金を使用することも有効である。
【0022】
また、吸着部材3は、真空断熱パネル11の製造時に、コア材2の繊維層内に挿入される。この挿入により、真空断熱パネル11の製造後において、外被材4には大気圧相当の外力が加わるが、吸着部材3の粒によって外被材4を傷つけたり破断したりすることがなく、真空断熱パネル11の断熱性能に対する信頼性を損なうことがない。
【0023】
真空断熱パネル11上に配設する凸形平坦部15は、コア材2上に平坦な薄板17を載せて外被材4に挿入し、外被材4の内部を減圧し、外被材4の周縁部を熱融着して封止することにより作製できる。平坦な薄板17の材質は、金属板やガラス板等、全ての公知材料が使用可能であるが、熱伝導率測定時のヒートブリッジによる誤判定を避けるため、熱伝導率が比較的低い材質が好ましく、特にコア材2と同じ材質であるガラス短繊維材を、バインダ等を用いて焼き固めたものが最も好ましい。
【0024】
また、真空断熱パネル11上に、凸形平坦部15の代わりに凹形平坦部16を配設することも可能である。凹形平坦部16を配設する場合、コア材2上には何も載せずにコア材2を外被材4に挿入し、外被材4の内部を減圧し、外被材4の周縁部を熱融着して封止した後、真空断熱パネル11外部より圧力を加え、後加工することにより作製できる。
【0025】
熱伝導率測定時においては、熱伝導率測定装置21の被測定物への接触部分である熱発生装置22の大きさが直径50mmであることにより、真空断熱パネル11上に配設する凸形平坦部15の大きさは、直径50mmの円を包含できる大きさでなければならない。また、熱伝導率測定装置21を真空断熱パネル11の凸形平坦部15上に配置した場合、凸形平坦部15の凹凸がゼロであり、熱伝導率測定装置21の熱発生装置22と凸形平坦部15との間隙が完全にゼロであることが最も好ましい。しかし、凸形平坦部15に、外被材4の厚み相当である0.1mmの凹凸が存在しても熱伝導率測定装置21の熱発生装置22と凸形平坦部15との間隙はゼロに等しいことが判っており、凸形平坦部15の凹凸は0.1mm以内が好ましいと言える。真空断熱パネル11の厚さは約10mmであるため、凸形平坦部15の高さは、真空断熱パネル11全体の熱伝導率性能に与える影響が少なく、真空断熱パネル11の厚さの10分の1以下である1mm以下が好ましい。
【0026】
例えば、凸形平坦部15の大きさが直径60mmの円形状かつ高さが1mmであり、熱伝導率が2.5mW/m・Kである真空断熱パネル11において、凸形平坦部上15に熱伝導率測定装置21を配置して熱伝導率測定検査を行うことにより、表1に示される通り、熱伝導率測定装置21による出力電圧は閾電圧よりも高くなるためOKと判定され、その結果、長期に亘り優れた断熱性能を維持できる真空断熱パネルを提供できる。
[実施例2]
真空断熱パネルを構成する各種部材については、全て[実施例1]に記載のものと同様である。凹形平坦部16の大きさが直径50mmの円形状であり高さが0.5mmである真空断熱パネル11において、凹形平坦部16上に熱伝導率測定装置21を配置して熱伝導率測定検査を行うことにより、表1に示される通り、熱伝導率測定装置21による出力電圧は閾電圧よりも高くなるためOKと判定され、その結果、長期に亘り優れた断熱性能を維持できる真空断熱パネルを提供できる。
[比較例1]
真空断熱パネルを構成する各種部材については、凸形平坦部に関するもの以外は[実施例1]に記載のものと同様である。凸形平坦部を配設しない真空断熱パネル1においては、コア材2の表面の凹形状部の深さが0.2mm存在する。熱伝導率測定装置21の熱発生装置22をこの凹形状部に配置して熱伝導率測定検査を行うことにより、表1に示される通り、熱伝導率測定装置21による出力電圧は閾電圧よりも低くなるためNGと判定され、高い精度の結果が得られず、その結果、性能信頼性の高い真空断熱パネルを提供することができない。
[比較例2]
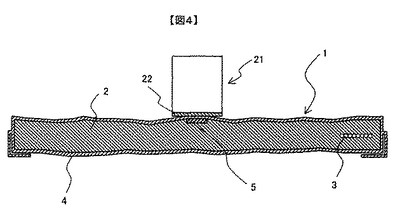
真空断熱パネルを構成する各種部材については、凸形平坦部に関するもの以外は[実施例1]に記載のものと同様である。凸形平坦部5の大きさが直径40mmの円形状であり高さが1mmである真空断熱パネル1において、凸形平坦部5上に熱伝導率測定装置21を配置して熱伝導率測定検査を行うことにより、熱発生装置22と凸形平坦部との間に間隙が生じるため、表1に示される通り、熱伝導率測定装置21による出力電圧は閾電圧よりも低くなることによりNGと判定され、その結果、性能信頼性の高い真空断熱パネルを提供することができない。
【0027】
尚、熱発生装置22の大きさが直径40mm以下であれば平坦部の大きさが直径40mmでもよいことは云うまでもない。
【0028】
【表1】

【0029】
実施例及び比較例で使用した真空断熱パネルの仕様、及び熱伝導率測定検査の結果を示す。
【図面の簡単な説明】
【0030】
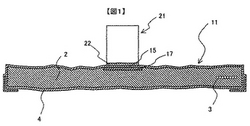
【図1】本発明・実施例1の真空断熱パネルの断面図である。
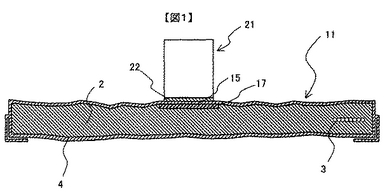
【図2】本発明・実施例2の真空断熱パネルの断面図である。
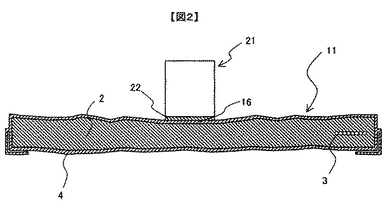
【図3】従来又は比較例1に示される真空断熱パネルの断面図である。
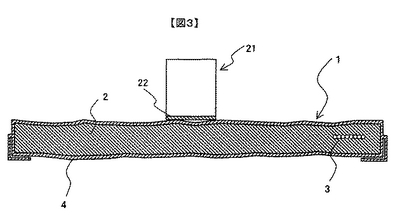
【図4】比較例2に示される真空断熱パネルの断面図である。
【符号の説明】
【0031】
1…従来又は比較例で示される真空断熱パネル、2…コア材、3…吸着部材、4…外被材、5…比較例2で示される凸形平坦部、11…本発明の真空断熱パネル、15…本発明・実施例1で示される凸形平坦部、16…本発明・実施例2で示される凹形平坦部、17…平坦な薄板、21…熱伝導率測定装置、22…熱発生装置。
【技術分野】
【0001】
本発明は、冷蔵庫等用に用いる真空断熱パネルの形状及びその熱伝導率測定方法に関する。
【背景技術】
【0002】
近年、地球温暖化に対する観点から、家電品の消費電力量削減の必要性が叫ばれている。特に、冷蔵庫は家電品の中で特に消費電力量を費やす製品であり、冷蔵庫の消費電力量削減は地球温暖化対策として必要不可欠な状況にある。冷蔵庫の消費電力は、庫内の負荷量が一定であれば、庫内冷却用圧縮機の効率と庫内からの熱漏洩量に関係する断熱材の断熱性能によってその大部分が決まるため、冷蔵庫の技術開発では圧縮機の効率と断熱材の性能向上を行う必要がある。断熱材の高性能化の例として、コア材をガスバリヤ性フィルムからなる外被材で覆って内部を減圧封止した真空断熱パネルを用いることが行われるようになってきている。その真空断熱パネルの熱伝導率性能は、冷蔵庫の消費電力量に直接的に影響するパラメータの1つであり、真空漏れを起こしている真空断熱パネルを搭載した冷蔵庫で消費電力量を低減することは不可能である。そのため真空断熱パネルは、冷蔵庫に組む前段階で熱伝導率測定を実施し、性能確認を行う必要がある。熱伝導率測定は従来、JIS A1412の平板比較法により、即ち、試験体と標準板を重ねて温度差を与え、それぞれの表面温度差を測定して、その比と標準板の熱伝導率から試験体の熱伝導率を求めることにより行っている。また、真空断熱パネルの場合は、真空断熱パネルをチャンバー等の容器の中に入れ、真空にすることにより真空断熱パネルの膨らみを目視で検査する、いわゆる逆真空法により測定している。しかし、平板比較法では、測定に長時間を要するので、大量生産による製品の全数検査には不向きであり、また、逆真空法では、正確な熱伝導率を測定できず、しかも徐々に空気が入り込むような場合には目視では判断が困難である。
【0003】
最新の、従来の真空断熱パネルの熱伝導率測定において、特開2002−131257号公報に示されたものがある。ここで示されている真空断熱パネルの熱伝導率測定方法は、被測定物と熱抵抗材の間で熱を発生させて、被測定物内部と熱抵抗材内部に熱を流し、熱抵抗材の少なくとも2箇所の温度差から被測定物の熱伝導率を求めることを特徴とするものである。
【0004】
【特許文献1】特開2002−131257号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献による真空断熱パネルの熱伝導率測定方法のみでは、全ての真空断熱パネルの熱伝導率測定に対応することはできない。本文献による真空断熱パネルの熱伝導率測定方法では、被測定物と、該被測定物と直接接触する熱発生装置との界面が間隙なく接触している必要がある。該被測定物と熱発生装置との間に間隙が存在すると、熱発生装置から熱が発生される際、被測定物の代わりにその隙間の空気を温めることになり、適切な熱伝導率測定を行うことができない。特許文献による熱伝導率測定方法に対応するためには、熱発生装置と被測定物との接触界面に間隙がなくなるような平坦なコア材を作製する必要がある。最近の真空断熱パネルには、コア材としてガラス短繊維材を積層したものが主流になってきているため、表面が平坦なコア材を作製するためには、ガラス短繊維材を、バインダ等を用いてボードにする方法を採用しなければならない。しかしバインダ等を用いてボードにする方法を採用することにより、熱伝導性がよくなり、断熱材としての役割を果たせなくなるとの課題があった。また、表面が平坦でないコア材を用いた真空断熱パネルでは、先述の理由により真空断熱パネルの適切な熱伝導率測定が行えないという課題があった。
【0006】
本発明の目的は、真空断熱パネル上に凸形又は凹形の平坦部を配設し、その平坦部上に特許文献に示された熱伝導率測定装置を配置して測定を行うことにより、該熱伝導率測定をより精度が高く信頼性の高い適切な方法にし、その結果として長期に亘る優れた断熱性能を維持できる真空断熱パネルを提供し、更には消費電力量の少ない冷蔵庫を提供することにある。
【課題を解決するための手段】
【0007】
前記目的を達成するために、本発明は、コア材と、水蒸気及び有機ガスを吸着する吸着部材と、ガスバリヤ性フィルムからなる外包材とからなる真空断熱パネルにおいて、該真空断熱パネル上に凸形又は凹形の平坦部を配設することを特徴とするものである。
【発明の効果】
【0008】
本発明によれば、被測定物と熱抵抗材の間で熱を発生させて、被測定物内部と熱抵抗材内部に熱を流し、熱抵抗材の少なくとも2箇所の温度差から被測定物の熱伝導率を求めることを特徴とする熱伝導率測定方法において、凸形又は凹形の平坦部を配設した真空断熱パネルを被測定物とし、該真空断熱パネルの平坦部上に熱伝導率測定装置を配置して測定を行うことにより、該熱伝導率測定をより精度が高く信頼性の高い適切な方法にし、その結果として長期に亘る優れた断熱性能を維持できる真空断熱パネルを提供し、更には消費電力量の少ない冷蔵庫を提供することにある。
【発明を実施するための最良の形態】
【0009】
[実施例1]
以下、本発明の一実施例の真空断熱パネルを、図1を用いて説明する。本発明で示す真空断熱パネルは、家庭用及び業務用の冷蔵・冷凍庫の他に、自動販売機、商品陳列棚、商品陳列ケース、保冷庫、クーラボックス、冷蔵・冷凍車等に適用可能である。
【0010】
真空断熱パネル11は、コア材2と、吸着部材3と、コア材2及び吸着部材3を収納し且つガスバリヤ性フィルムからなる外被材4とを備えて構成されている。この真空断熱パネル11は、コア材2と吸着部材3とを外被材4に挿入した状態で、外被材4の内部を減圧し、外被材4の周縁部を熱融着することにより封止することによって作製されている。真空断熱パネル11の形状は、特に限定されず、適用される箇所と作業性に応じて各種形状及び厚さのものが適用可能である。
【0011】
コア材2には、一例として、平均繊維径2μm以上4μm以下のガラス短繊維材をホウ酸バインダで接着させ、200℃以上で1時間エージング処理を行うことにより作製される、バインダ付きコア材が用いられる。エージング処理により、バインダ付きコア材に付着している微量の水分を除去することが可能である。なお、平均繊維径2μm以上4μm以下のガラス短繊維材を水ガラスバインダで接着し、200℃以上で1時間エージング処理を行うことによりバインダ付きコア材を作製するようにしてもよい。
【0012】
バインダ付きコア材の場合、水蒸気及びガスが吸着し易い。そこで、バインダ付きコア材の脱水、脱ガスを目的として、外被材4への挿入前にバインダ付きコア材のエージングを施すことは有効である。このときの加熱温度は最低限付着水の除去が可能であるということから、110℃以上であることが望ましく、180℃以上がより好ましい。最適エージング処理温度について、含水率および吸水率等の検討を行った結果、180℃×1時間のエージング処理ではバインダ付きコア材の含水率はバインダ付き処理無しコア材に比べ70分の1にまで減少し、吸水率も110℃、1時間エージング処理より少なくなることが判ってきた。そこで、バインダ付きコア材のエージング温度は180℃以上で実施することがより好ましい。
【0013】
また、コア材2には、上記と別の例として、平均繊維径2μm以上4μm以下のガラス短繊維材と吸着部材3をポリエチレン製の袋に挿入し、プレス機で圧縮しながら、ポリエチレン製の袋の挿入口を仮封止することにより作製される、バインダレスコア材が用いられる。バインダレスコア材の場合、バインダ付きコア材と比べて水蒸気及びガスが吸着し難いことが判っている。しかし、真空封止にかかる時間の短縮、並びに、水蒸気及びガスによる経時的な真空断熱パネル内真空度の低真空化の要因を排除する目的で、バインダ付きコア材と同様に、予めガラス短繊維材を180℃以上でエージングすることが好ましい。
【0014】
上記、コア材の形態について2例を挙げたが、外被材4に挿入して外被材4内部を減圧し、外被材4の周縁部を熱融着することにより封止することによって作製後、形状を保持できるものであれば不問であり、公知材料が使用可能である。
【0015】
ガラス短繊維材としては、平均繊維径が2〜4μmであることが好ましい。ガラス短繊維材は平均繊維径により熱伝導率特性及びコストに大きく影響する。ガラス繊維の主流として用いられてきた平均繊維径が5μm以上のグラスウール等はコストの点では安価なため実用化し易い素材であるが、熱伝導率及び経時劣化が大きく劣る。その理由は、繊維が同一方向に配列して繊維の接触が線に近く繊維同士がバインダで二重に接着され接触熱抵抗が小さくなり、熱伝導率が高くなり経時劣化も急激に進行すると考えられる。一方、平均繊維径が2μm未満では1枚当たりの厚みが薄く断熱性能が劣るため、シート状の無機繊維集合体を重ねて厚みを稼ぐことで熱伝導率と経時劣化の低減は可能である。しかし、シート状の無機繊維集合体を重ねて厚みを稼ぐことでコア材に用いる枚数が増え、生産性が劣ると共にコストも高騰する。また、平均繊維径が2μm未満で真空断熱パネルを作製すると、封止前後でコア材の厚み減少率が大きくなることも判明した。
【0016】
このように、繊維径が5μm以上になると熱伝導率が高くなるために、伝熱方向に不連続で素材間の接触抵抗を有効に活用する繊維材を選定した。また、接触熱抵抗の他に熱流路がジグザグとなり、熱抵抗が増大して熱伝導率が低くなる多くの繊維材の中から、平均繊維径が3〜5μmのガラス短繊維材を選定することにより、熱伝導率や経時劣化の低減、厚み減少率の低減及び低コスト化を両立することが可能である。
【0017】
なお、ガラス短繊維材の繊維方向については、真空断熱パネルの厚み方向に対し水平方向に並んで配列するものが断熱性能の点で好ましい。
【0018】
外被材4の片面側のフィルム構成については、構成Aとして、外層より表面保護層としてアルミニウムを蒸着したポリエチレンテレフタラートフィルム(12μm)、ガスバリヤ層としてアルミニウム箔(6μm)、熱融着層として高密度ポリエチレンフィルム(50μm)、更に耐傷つき性向上のために最外層に表面保護層としてポリアミドフィルム(15μm)を用いたラミネートフィルム、また、構成Bとして、外層より表面保護層兼ガスバリヤ層としてアルミニウムを蒸着したポリエチレンテレフタラートフィルム(12μm)、アルミニウムを蒸着したエチレン−ビニルアルコール共重合体樹脂(商品名エバール、クラレ(株)製)(12μm)、熱融着層として高密度ポリエチレンフィルム(50μm)、更に耐傷つき性向上のために最外層に表面保護層としてポリアミドフィルム(15μm)を用いたラミネートフィルムが使用できる。外被材4の構成としては、上記の、構成A+構成A(両面箔外被材)、構成A+構成B(箔+蒸着外被材)、構成B+構成B(両面蒸着外被材)の組み合わせが可能であり、これらの構成のフィルムにおいて熱融着層同士を端面で貼り合わせた袋として使用される。
【0019】
外被材4において、最外層は衝撃などに対応するためであり、中間層はガスバリヤ性を確保するためであり、最内層は熱融着によって密閉するためである。したがって、これらの目的に適うものであれば、全ての公知材料が使用可能である。また、更に改善する手段として、中間層にアルミニウム蒸着層を有するフィルムを2層設けてもよい。熱融着する最内層としては、ポリプロピレン樹脂やポリアクリルニトリル樹脂などを用いてもよい。
【0020】
吸着部材3とは、水蒸気及び有機ガスを吸着する合成ゼオライトであり、コア材2から放出される水蒸気、外被材4を通して外部より浸入する水蒸気および空気、および外被材4から発生する有機ガスを吸収し、真空断熱パネル11の経時劣化を低く抑えるものが好ましい。また、合成ゼオライトの形状は、粉末、細粒、顆粒、錠剤、固形状等特に限定されるものではない。
【0021】
また、本実施例では、吸着部材3として合成ゼオライトを使用しているが、真空断熱パネル11の信頼性を向上させるためには、必要に応じて生石灰、ドーソナイト、ハイドロタルサイト、金属水酸化物等のガス吸着剤やバリウム−リチウム合金等の合金を使用することも有効である。
【0022】
また、吸着部材3は、真空断熱パネル11の製造時に、コア材2の繊維層内に挿入される。この挿入により、真空断熱パネル11の製造後において、外被材4には大気圧相当の外力が加わるが、吸着部材3の粒によって外被材4を傷つけたり破断したりすることがなく、真空断熱パネル11の断熱性能に対する信頼性を損なうことがない。
【0023】
真空断熱パネル11上に配設する凸形平坦部15は、コア材2上に平坦な薄板17を載せて外被材4に挿入し、外被材4の内部を減圧し、外被材4の周縁部を熱融着して封止することにより作製できる。平坦な薄板17の材質は、金属板やガラス板等、全ての公知材料が使用可能であるが、熱伝導率測定時のヒートブリッジによる誤判定を避けるため、熱伝導率が比較的低い材質が好ましく、特にコア材2と同じ材質であるガラス短繊維材を、バインダ等を用いて焼き固めたものが最も好ましい。
【0024】
また、真空断熱パネル11上に、凸形平坦部15の代わりに凹形平坦部16を配設することも可能である。凹形平坦部16を配設する場合、コア材2上には何も載せずにコア材2を外被材4に挿入し、外被材4の内部を減圧し、外被材4の周縁部を熱融着して封止した後、真空断熱パネル11外部より圧力を加え、後加工することにより作製できる。
【0025】
熱伝導率測定時においては、熱伝導率測定装置21の被測定物への接触部分である熱発生装置22の大きさが直径50mmであることにより、真空断熱パネル11上に配設する凸形平坦部15の大きさは、直径50mmの円を包含できる大きさでなければならない。また、熱伝導率測定装置21を真空断熱パネル11の凸形平坦部15上に配置した場合、凸形平坦部15の凹凸がゼロであり、熱伝導率測定装置21の熱発生装置22と凸形平坦部15との間隙が完全にゼロであることが最も好ましい。しかし、凸形平坦部15に、外被材4の厚み相当である0.1mmの凹凸が存在しても熱伝導率測定装置21の熱発生装置22と凸形平坦部15との間隙はゼロに等しいことが判っており、凸形平坦部15の凹凸は0.1mm以内が好ましいと言える。真空断熱パネル11の厚さは約10mmであるため、凸形平坦部15の高さは、真空断熱パネル11全体の熱伝導率性能に与える影響が少なく、真空断熱パネル11の厚さの10分の1以下である1mm以下が好ましい。
【0026】
例えば、凸形平坦部15の大きさが直径60mmの円形状かつ高さが1mmであり、熱伝導率が2.5mW/m・Kである真空断熱パネル11において、凸形平坦部上15に熱伝導率測定装置21を配置して熱伝導率測定検査を行うことにより、表1に示される通り、熱伝導率測定装置21による出力電圧は閾電圧よりも高くなるためOKと判定され、その結果、長期に亘り優れた断熱性能を維持できる真空断熱パネルを提供できる。
[実施例2]
真空断熱パネルを構成する各種部材については、全て[実施例1]に記載のものと同様である。凹形平坦部16の大きさが直径50mmの円形状であり高さが0.5mmである真空断熱パネル11において、凹形平坦部16上に熱伝導率測定装置21を配置して熱伝導率測定検査を行うことにより、表1に示される通り、熱伝導率測定装置21による出力電圧は閾電圧よりも高くなるためOKと判定され、その結果、長期に亘り優れた断熱性能を維持できる真空断熱パネルを提供できる。
[比較例1]
真空断熱パネルを構成する各種部材については、凸形平坦部に関するもの以外は[実施例1]に記載のものと同様である。凸形平坦部を配設しない真空断熱パネル1においては、コア材2の表面の凹形状部の深さが0.2mm存在する。熱伝導率測定装置21の熱発生装置22をこの凹形状部に配置して熱伝導率測定検査を行うことにより、表1に示される通り、熱伝導率測定装置21による出力電圧は閾電圧よりも低くなるためNGと判定され、高い精度の結果が得られず、その結果、性能信頼性の高い真空断熱パネルを提供することができない。
[比較例2]
真空断熱パネルを構成する各種部材については、凸形平坦部に関するもの以外は[実施例1]に記載のものと同様である。凸形平坦部5の大きさが直径40mmの円形状であり高さが1mmである真空断熱パネル1において、凸形平坦部5上に熱伝導率測定装置21を配置して熱伝導率測定検査を行うことにより、熱発生装置22と凸形平坦部との間に間隙が生じるため、表1に示される通り、熱伝導率測定装置21による出力電圧は閾電圧よりも低くなることによりNGと判定され、その結果、性能信頼性の高い真空断熱パネルを提供することができない。
【0027】
尚、熱発生装置22の大きさが直径40mm以下であれば平坦部の大きさが直径40mmでもよいことは云うまでもない。
【0028】
【表1】
【0029】
実施例及び比較例で使用した真空断熱パネルの仕様、及び熱伝導率測定検査の結果を示す。
【図面の簡単な説明】
【0030】
【図1】本発明・実施例1の真空断熱パネルの断面図である。
【図2】本発明・実施例2の真空断熱パネルの断面図である。
【図3】従来又は比較例1に示される真空断熱パネルの断面図である。
【図4】比較例2に示される真空断熱パネルの断面図である。
【符号の説明】
【0031】
1…従来又は比較例で示される真空断熱パネル、2…コア材、3…吸着部材、4…外被材、5…比較例2で示される凸形平坦部、11…本発明の真空断熱パネル、15…本発明・実施例1で示される凸形平坦部、16…本発明・実施例2で示される凹形平坦部、17…平坦な薄板、21…熱伝導率測定装置、22…熱発生装置。
【特許請求の範囲】
【請求項1】
コア材と、水蒸気及び有機ガスを吸着する吸着部材と、ガスバリヤ性フィルムからなる外包材とからなる真空断熱パネルにおいて、該真空断熱パネル上に平坦部を配設することを特徴とする真空断熱パネル。
【請求項2】
真空断熱パネル上に配設した平坦部が、平坦部以外の部分に対して凸形であることを特徴とする、請求項1に記載の真空断熱パネル。
【請求項3】
真空断熱パネル上に配設した平坦部が、平坦部以外の部分に対して凹形であることを特徴とする、請求項1に記載の真空断熱パネル。
【請求項4】
真空断熱パネル上に配設した平坦部の大きさが、直径50mmの円を包含できることを特徴とする、請求項2又は3に記載の真空断熱パネル。
【請求項5】
真空断熱パネル上に配設した平坦部の凹凸が0.1mm以内であることを特徴とする、請求項4に記載の真空断熱パネル。
【請求項6】
被測定物と熱抵抗材の間で熱を発生させて、被測定物内部と熱抵抗材内部に熱を流し、熱抵抗材の少なくとも2箇所の温度差から被測定物の熱伝導率を求めることを特徴とする熱伝導率測定方法において、請求項1〜5に記載の真空断熱パネルを被測定物とし、該真空断熱パネルの平坦部上に熱伝導率測定装置を配置して測定を行うことを特徴とする熱伝導率測定方法。
【請求項1】
コア材と、水蒸気及び有機ガスを吸着する吸着部材と、ガスバリヤ性フィルムからなる外包材とからなる真空断熱パネルにおいて、該真空断熱パネル上に平坦部を配設することを特徴とする真空断熱パネル。
【請求項2】
真空断熱パネル上に配設した平坦部が、平坦部以外の部分に対して凸形であることを特徴とする、請求項1に記載の真空断熱パネル。
【請求項3】
真空断熱パネル上に配設した平坦部が、平坦部以外の部分に対して凹形であることを特徴とする、請求項1に記載の真空断熱パネル。
【請求項4】
真空断熱パネル上に配設した平坦部の大きさが、直径50mmの円を包含できることを特徴とする、請求項2又は3に記載の真空断熱パネル。
【請求項5】
真空断熱パネル上に配設した平坦部の凹凸が0.1mm以内であることを特徴とする、請求項4に記載の真空断熱パネル。
【請求項6】
被測定物と熱抵抗材の間で熱を発生させて、被測定物内部と熱抵抗材内部に熱を流し、熱抵抗材の少なくとも2箇所の温度差から被測定物の熱伝導率を求めることを特徴とする熱伝導率測定方法において、請求項1〜5に記載の真空断熱パネルを被測定物とし、該真空断熱パネルの平坦部上に熱伝導率測定装置を配置して測定を行うことを特徴とする熱伝導率測定方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−125527(P2006−125527A)
【公開日】平成18年5月18日(2006.5.18)
【国際特許分類】
【出願番号】特願2004−314963(P2004−314963)
【出願日】平成16年10月29日(2004.10.29)
【出願人】(502131431)日立ホーム・アンド・ライフ・ソリューション株式会社 (302)
【Fターム(参考)】
【公開日】平成18年5月18日(2006.5.18)
【国際特許分類】
【出願日】平成16年10月29日(2004.10.29)
【出願人】(502131431)日立ホーム・アンド・ライフ・ソリューション株式会社 (302)
【Fターム(参考)】
[ Back to top ]