
真空断熱材用芯材及び該芯材を用いた真空断熱材
【課題】 製造時およびリサイクル時において環境負荷の極めて低い真空断熱材用芯材であって、取扱い性および作業性に優れ、良好な断熱性を有する真空断熱材用芯材および該芯材を用いた真空断熱材を提供すること。
【解決手段】 融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体を、シート状に加工してなることを特徴とする真空断熱材用芯材。
【解決手段】 融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体を、シート状に加工してなることを特徴とする真空断熱材用芯材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、冷蔵庫、自動販売機、保冷箱、保冷車等の断熱材に用いられる真空断熱材用芯材及び該芯材を用いた真空断熱材に関する。
【背景技術】
【0002】
従来、冷蔵庫、自動販売機、保冷箱、保冷車等には、種々の構造・性能を有する断熱材が使用されている。近年においては、非常に優れた断熱性を有する真空断熱材が上記用途に多く使用されている。真空断熱材とは、一般的には、ガスバリア性の金属蒸着フィルム等からなる外包材に芯材を充填し、その内部を減圧して密封した構造を有するものである。このような真空断熱材の断熱性・生産性・取扱い性能は、上記芯材によって大きく左右されるが、現在汎用される芯材としては、連続気泡ポリウレタンフォーム(特許文献1)、平均繊維径が0.5〜8μm程度のガラス繊維集合体(特許文献2)およびガラス繊維集合体と他の熱可塑性樹脂繊維の複合体(特許文献3)が挙げられる。
【0003】
しかしながら、上記汎用の真空断熱材用芯材は次のような課題を有している。
連続気泡ポリウレタンフォームを用いた芯材は、作業性、取扱い性、軽量性等非常に優れているが、ガラス繊維等の繊維状材料に比較して、断熱性が劣る面がある。
【0004】
平均繊維径が0.5〜8μm程度のガラス繊維集合体を用いた芯材は、アウトガス(芯材から揮発するガス分)の発生もなく、断熱性に極めて優れた性質を有するが、ガラス繊維という材質自身の取扱い性・作業性に大きな難がある。取扱い性を改善すべく、ガラス繊維を重ね合わせたものにニードルパンチを施し、外包材に芯材を挿入する作業について改善したものも見られるが、繊維状材質そのものに由来する取扱い性、作業性の難点を解決し得るものではない。特に、当該芯材をリサイクルする時点における、作業環境性、取扱い性の問題点は以前残ったままである。例えば、リサイクルする時に外包材を開封すると、ガラス繊維集合体芯材が飛散し、取扱い性・作業性が問題となるだけでなく、環境負荷の面においても問題となる。
【0005】
ガラス繊維集合体と他の熱可塑性樹脂繊維との複合体を用いた芯材については、若干の取扱い性の向上は見られるものの満足すべきものではない。特に、特許文献3には、グラスウール80質量%およびポリプロピレン樹脂繊維20質量%の組成を有し、熱プレス法によりマット状に成形した芯材が記載されている。しかしながら、結果的にはグラスウール自体に起因する作業性低下の問題と、ポリプロピレン樹脂繊維から発生するアウトガスに起因する断熱性の経時的低下の問題との、両方が生じる。さらに、有機繊維と無機繊維とを混合して用いる点で、使用後の分別は非常に困難であり、リサイクル性は極めて低い。
【特許文献1】特開平6−213561号公報
【特許文献2】特開平8−28776号公報
【特許文献3】特開2003−155651号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記のような課題を解決するためになされたもので、製造時およびリサイクル時において環境負荷の極めて低い真空断熱材用芯材であって、取扱い性および作業性に優れ、良好な断熱性を有する真空断熱材用芯材および該芯材を用いた真空断熱材を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体からなることを特徴とする真空断熱材用芯材に関する。
【0008】
本発明はまた、少なくとも上記真空断熱材用芯材と該芯材を収納し内部を減圧状態に維持できる外包材とを備えた真空断熱材に関する。
【発明の効果】
【0009】
本発明の真空断熱材用芯材は、融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体からなるため、環境負荷が小さく、使用後のリサイクル性についても非常に優れる。また、有機繊維のみの芯材でありながら断熱性に優れる。また、前記少なくとも2種類のポリエステル繊維はサーマルボンド法により比較的低温でもシート状に加工できるので、アウトガスの発生を抑制しつつ、芯材の取り扱い性・作業性を向上させ得る。特に取り扱い性・作業性は従来の繊維状芯材から比較すれば格段に向上し、ウレタンフォーム板状芯材と比べて、遜色ないレベルにまで向上する。
【発明を実施するための最良の形態】
【0010】
本発明の真空断熱材は少なくとも芯材と該芯材を収容し内部を減圧状態に維持できる外包材とからなる。
【0011】
本発明において芯材は、融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体からなり、すなわち少なくとも、比較的低融点を有するポリエステル繊維(以下、低融点ポリエステル繊維という)および比較的高融点を有するポリエステル繊維(以下、高融点ポリエステル繊維という)を含む繊維集合体である。そのような芯材を使用するため、製造時およびリサイクル時における環境負荷を低減でき、さらには良好な断熱性を発揮できる。また、融点の異なる少なくとも2種類のポリエステル繊維を使用することによって、繊維集合体をサーマルボンド法により比較的低温でもシート状に加工できるようになるので、アウトガスの発生を抑制しつつ、芯材の取扱い性・作業性を向上できる。特にサーマルボンド法を採用すると、得られるシート状芯材の表面はほとんど起毛せず、嵩が有効に低減されるので、芯材の取扱い性・作業性は従来の繊維状芯材から比較すれば格段に向上し、ウレタンフォーム板状芯材と比べて、遜色ないレベルにまで向上する。
【0012】
低融点ポリエステル繊維の融点(TL)は本発明の目的が達成される限り特に制限されない。シート状に賦形する際の必要熱量および生産性を考慮すれば、より低融点側が好ましく、単に熱伝導性能を考えるのであれば、溶融に伴う繊維同士の接触面積が少なくなるため、あまり低融点側は好ましくない。要するに、生産性、コストおよび熱伝導性能を考慮し、最も好ましい融点を設定すればよい。通常、低融点ポリエステル繊維は110〜170℃、好ましくは110〜150℃の低融点を有する。
【0013】
高融点ポリエステル繊維の融点(TH)は低融点ポリエステル繊維の融点(TL)より高い限り特に制限されない。生産性の観点からは、高融点ポリエステル繊維は、好ましくは20℃以上、低融点ポリエステル繊維の融点より高い融点を有する。高融点ポリエステル繊維は通常、240〜280℃、好ましくは250〜270℃の高融点を有する。
【0014】
高融点ポリエステル繊維を使用することなく、低融点ポリエステル繊維のみを用いると、シート状に賦形ができない。すなわち、サーマルボンド法による熱処理によって繊維集合体が溶融し、不定形な樹脂の塊になってしまう。また、低融点ポリエステル繊維を使用することなく、高融点ポリエステル繊維のみを用いた場合、シート状賦形のための低融点ポリエステル繊維を有さないため、ニードルパンチ法等のバインダーを用いないシート状賦形方法しかなく、外包材への芯材の収納性能向上、すなわち作業性の向上が望めない。
【0015】
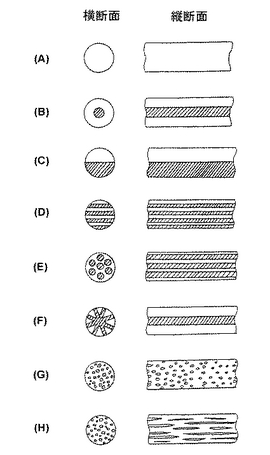
繊維の構造は一般に、図1の模式図に示すように、1成分からなるいわゆるノーマル型構造(図1(A))、および多成分からなる複合型構造(図1(B)〜(F))および混合型構造(図1(G)〜(H))に大別される。複合型構造は複数の成分がそれぞれ繊維の長さ方向に連続した構造で、単繊維内で相互接着しているものである。複合型構造はさらに2成分複合型としていわゆる芯鞘型(図1(B))およびサイドバイサイド(並列)型(図1(C))、ならびに2成分以上の多層複合型としていわゆる多重並列型(図1(D))、多芯型(図1(E))、および放射状型(図1(F))に分類される。混合型構造は少なくとも1成分が繊維の長さ方向に非連続の粒状または針状で、他成分(マトリックス成分)中に分散しているもので、さらに粒状混合型(図1(G))および針状混合型(図1(H))に分類される。
【0016】
本発明において低融点ポリエステル繊維は、前記低融点を有するポリエステルを含有する限り、その繊維構造は特に制限されるものではなく、好ましくは繊維表面の少なくとも一部が前記低融点のポリエステルからなる構造、例えば、図1(A)〜(H)のいずれかの構造を有する。より好ましい低融点ポリエステル繊維は、繊維表面の全部が前記低融点のポリエステルからなる構造、例えば、図1(A)、(B)、(E)、(G)および(H)のいずれかの構造を有する。低融点ポリエステル繊維が図1(A)〜(H)の構造を有する場合において、図1(A)〜(H)の白抜き領域は前記低融点のポリエステルからなり、斜線領域は特に制限されるものではなく、例えば、ポリエステル、ポリエチレン、ポリプロピレン、ナイロン等からなる。このとき、斜線領域を構成するポリマーの融点は特に制限されるものではない。なお、斜線領域を構成し得るポリエステルは前記低融点のポリエステルとは融点または/および原料モノマーが異なるポリエステルである。
【0017】
本明細書中、ポリエステルとは、化学構造単位が主としてエステル結合で結合されてなる高分子を意味し、製造法は特に限定されるものではい。例えば、ジカルボン酸成分とジオール成分との反応により得られるポリエステルであってもよいし、または一分子中にヒドロキシル基とカルボキシル基とを有するヒドロキシカルボン酸成分同士の反応により得られるポリエステルであってもよい。ポリエステルの具体例として、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリプロピレンテレフタレート、ポリアリレートなどが挙げられる。例えば、PETは、テレフタル酸ジメチル(DMT)とエチレングリコール(EG)またはテレフタル酸(TPA)とEGとの反応等により得られ、PBTはDMTとテトラメチレングリコール(TMG)またはTPAとTMGとの反応等により得られる。ポリエステルは量産性及びコストの観点から、ポリエチレンテレフタレート(PET)が好ましい。当然ながら、リサイクルPETを使用しても何ら問題はない。
【0018】
低融点ポリエステル繊維は、シート製造容易性の観点から、図1(B)の芯鞘型構造を有することが最も好ましい。このとき図1(B)において鞘部(白抜き領域)は前記低融点のポリエステル(好ましくはPET)からなり、さらに芯部(斜線領域)は前記高融点のポリエステル(特にPET)からなることが好ましい。
【0019】
高融点ポリエステル繊維は、前記高融点を有するポリエステルを含有する限り、その繊維構造は特に制限されるものではなく、好ましくは繊維表面の少なくとも一部が前記高融点のポリエステルからなる構造、例えば、図1(A)〜(H)のいずれかの構造を有する。より好ましい高融点ポリエステル繊維は、繊維表面の全部が前記高融点のポリエステルからなる構造、例えば、図1(A)、(B)、(E)、(G)および(H)のいずれかの構造を有する。高融点ポリエステル繊維が図1(A)〜(H)の構造を有する場合において、図1(A)〜(H)の白抜き領域は前記高融点のポリエステルからなり、斜線領域は特に制限されるものではなく、例えば、ポリエステル、ポリエチレン、ポリプロピレン、ナイロン等からなる。このとき、斜線領域を構成するポリマーの融点は特に制限されるものではない。なお、斜線領域を構成し得るポリエステルは前記高融点のポリエステルとは融点または/および原料モノマーが異なるポリエステルである。
【0020】
高融点ポリエステル繊維は、シート強度の観点から、図1(A)のノーマル型構造を有することが最も好ましい。このとき図1(A)において繊維は前記高融点のポリエステル(好ましくはPET)のみからなる。
【0021】
図1(A)〜(H)中、いずれの横断面も円形を有しているが、図1(A)〜(H)が低融点ポリエステル繊維または高融点ポリエステル繊維のいずれの繊維構造を示す場合においても、図1(A)〜(H)の横断面は円形に限定されて解釈されるべきではなく、例えば、略円形状、略楕円形状、略星形状、略多角形状等であってよい。
【0022】
本明細書中、融点は、示差走査熱量分析装置(パーキンエルマー社製DSC−7)を用いて測定した値を用いる。詳しくは、示差走査熱量分析により、融点において結晶が熱を吸収して、吸熱ピークが検出される。この吸熱ピークにより融点を決定する。繊維が2成分からなる場合、当該繊維から各成分を削り取るなどして別々に取り出し、上記測定に供することによって各成分の融点を測定することができる。
【0023】
低融点ポリエステル繊維および高融点ポリエステル繊維の繊維太さはそれぞれ独立して1〜6デニール、好ましくは1〜3デニールの範囲内から選択されればよい。上記繊維太を平均繊維径で表すと、それぞれ「9〜25μm」、「好ましくは9〜17μm」に対応する。平均繊維径は、10本の繊維に対し、繊維1本当たり2箇所の径をCCDカメラ画像により処理して測定し、計20箇所の径の平均値を求めて平均繊維径値として用いている。
【0024】
また低融点ポリエステル繊維および高融点ポリエステル繊維の繊維長は特に制限されるものではなく、例えば、それぞれ独立して17〜102mmの範囲内であってよい。
【0025】
低融点ポリエステル繊維および高融点ポリエステル繊維の形成方法は繊維の形成方法として一般に知られている公知の方法が採用可能であり、通常、繊維の構造に依存して選択される。例えば、ノーマル型構造を有する繊維を形成する場合は、いわゆる溶融紡糸法、湿式紡糸法、乾式紡糸法等が採用可能であるが、本発明において好ましくは溶融紡糸法を採用する。溶融紡糸法では、所定融点の高分子の融液を細孔ノズルより空気中に吐出し、吐出された溶融糸条を細化させながら空気で冷却、固化し、その後一定の速度で引き取る。本方法では、1〜6デニール程度の繊維太さを有するポリエステル繊維が容易に製造可能である。
【0026】
また例えば、芯鞘型構造を有する繊維を形成する場合は、高分子相互配列体紡糸法、剥離型複合繊維紡糸法や多層型複合繊維紡糸法等が採用可能であるが、本発明においては、好ましくは海島型複合繊維が得られる高分子相互配列体紡糸法を採用する。高分子相互配列体紡糸法は、溶解性の異なる2種類の繊維を用いて、海成分となる繊維と少量の島成分となる繊維を混繊統合し、トウ状に引き揃える。これをロート状部に入れ、加熱溶融し、ノズルより押し出して1本の繊維として、集束させて紡糸する。
【0027】
本発明において、上記のような低融点ポリエステル繊維および高融点ポリエステル繊維を含む繊維集合体(芯材)は、通常、サーマルボンド法によりシート状に加工される。サーマルボンド法による加工性向上の観点からは、サーマルボンド法による加工に先立って、繊維集合体を予めニードルパンチ法により予備的にシート状に加工しておくことが好ましい。
【0028】
「シート状」とはいわゆる平板形状を有しているという意味である。繊維集合体をそのままのわた状態で使用する場合など、芯材がシート状でないと、芯材の取り扱い性・作業性が低下するので芯材を外包材へ収納する工程が煩雑になりすぎ、作業性が悪化する。特に繊維集合体をそのままのわた状態で使用することは、生産性を考慮すると現実的に採用できない。
【0029】
ニードルパンチ法では、繊維の方向がある程度揃った繊維塊、すなわち繊維ウェブに対し、フックの付いた多数の針を垂直に突き刺したり引き上げたりすることを繰返し、ウェブ中の繊維同士を互いに絡ませることにより、繊維集合体をシート状に加工する。
【0030】
サーマルボンド法では、繊維集合体に対し、2個のローラ間で熱と圧を付与し、低融点ポリエステル繊維の低融点ポリエステル部分を溶融させることによって、繊維の表面同士を接着し、シート状に賦形・加工する。ニードルパンチ法に比較して、より形状保持性が高く、外包材への収納性が格段に良くなる。本発明においては繊維集合体に低融点ポリエステル繊維を含有させるため、当該加工時の加熱温度を有効に低減できる。そのため、アウトガスの発生を有効に防止しながら、芯材の取扱い性・作業性を向上できる。
【0031】
シート状への加工を、例えば、一般的な低融点有機バインダーを用いるケミカルボンド法により行うと、リサイクル性が低下するとともに、アウトガスによる断熱性能の低下が生じる。
【0032】
本発明においてそのようなシート状繊維集合体(芯材)の厚みは本発明の目的が達成される限り特に制限されるものではなく、通常は真空断熱材としたときに1mm〜50mm程度、特に5mm〜20mm程度であればよい。本発明においてシート状芯材は表面に起毛がほとんどなく取扱い性・作業性に優れるので、芯材を外包材に挿入するに際して2層以上積層して使用されることに有利である。また大気圧下での厚みが50mm程度以上のシート状芯材は製造が困難である。よって、シート状芯材の大気圧下での厚みは0.1〜20mm、特に1〜10mmであることが好ましい。なお本発明は、芯材を外包材に挿入するに際してシート状芯材を1層単独で使用することを妨げるものではない。
【0033】
繊維集合体における低融点ポリエステル繊維と高融点ポリエステル繊維との配合割合は、断熱性のさらなる向上の観点から、重量比で5:95〜50:50、特に10:90〜30:70であることが好ましい。
【0034】
繊維集合体における低融点ポリエステル繊維および高融点ポリエステル繊維の合計含有量は本発明の目的が達成される限り特に制限されず、通常はアウトガスをより有効に防止する観点から、繊維集合体全量に対して50重量%以上、好ましくは90〜100重量%である。断熱性のさらなる向上の観点からは、芯材は低融点ポリエステル繊維および高融点ポリエステル繊維のみからなっていることが最も好ましい。
【0035】
低融点ポリエステル繊維および高融点ポリエステル繊維とともに繊維集合体に含有されてもよい他の繊維として、例えば、ポリエチレン繊維、ポリプロピレン繊維、アクリル繊維、アラミド繊維、ナイロン繊維、ポリビニルアルコール繊維、フッ素繊維、ポリウレタン繊維、ポリノジック繊維、レーヨン繊維等の合成繊維、アルミナ、チタン酸カリウム等の無機繊維、麻、絹、綿、羊毛等の天然繊維等が挙げられる。また繊維集合体には前記低融点ポリエステル繊維および高融点ポリエステル繊維とは融点または/および原料モノマーが異なるポリエステル繊維を、他の繊維として含有させてもよい。
【0036】
本発明において芯材の密度は100〜350kg/m3が好ましく、より好ましくは150〜330kg/m3である。密度が小すぎると、芯材としての強度が低下してしまうと共に断熱性が低下する傾向がある。一方、大きすぎると、重くなると共に断熱性が低下する傾向がある。すなわち、密度は軽すぎても、重すぎても断熱性が低下する傾向がある。最も好ましい密度は、200〜300kg/m3である。
【0037】
本明細書中、芯材の密度は、芯材を外包材に収容し、真空引きした後の密度を測定したものである。すなわち、真空断熱材を作成した後、真空断熱材の重量から、あらかじめ測定した外包材及びゲッター材等の重量を引き、芯材の重量を得る。また真空断熱材の体積から、あらかじめ測定したゲッター材等の体積を引き、芯材の体積を得る。なお、外包材は厚みが非常に小さいので、体積算出には考慮しない。得られた芯材の重量および体積から密度を算出する。
【0038】
上記芯材を収納する外包材は、ガスバリア性を有し、内部を減圧に維持できるものであれば、どのようなものでも用いることができ、好ましくはヒートシール可能なものである。好適な具体例として、例えば、最外層から、ナイロン、アルミ蒸着PET(ポリエチレンテレフタレート)、アルミ箔、及び最内層として高密度ポリエチレンの4層構造からなるガスバリアフィルム、最外層から、ポリエチレンテレフタレート樹脂、中間層にアルミ箔、最内層に高密度ポリエチレン樹脂からなるガスバリアフィルム、最外層にPET樹脂、中間層にアルミニウム蒸着層を有するエチレン−ビニルアルコール共重合体樹脂、最内層に高密度ポリエチレン樹脂からなるガスバリアフィルム等が挙げられる。
【0039】
本発明の真空断熱材において外包材の中には芯材のみを入れるだけでも、断熱性に優れた真空断熱材を得ることができるが、経時的な断熱性をより向上させる観点から、さらに水蒸気もしくは空気の構成ガスのうち少なくとも1種類を吸着するガス吸着剤(ゲッター材)を封入することが好ましい。
【0040】
本発明の真空断熱材の製造方法について好ましい一実施形態を以下説明する。
低融点ポリエステル繊維および高融点ポリエステル繊維を含む繊維集合体を均一に混合した後、ある程度繊維に方向をそろえた後、ニードルパンチ法によりまずシート形状に賦形する。つづいて、サーマルボンド法により強固な保形性を有するシート状に成形し、芯材を得る。得られた芯材を、適当な大きさ及び形(例えば、四角形)にカットし、内部に含まれる水分等を除去するために乾燥を行う。当該乾燥は、100℃以上、低融点ポリエステル繊維の融点(TL)未満の温度、好ましくはTL−10〜TL−5(℃)の温度、例えば、100〜105℃で1時間程度の条件にて行われるが、よりポリエステル繊維の水分等を除去するために、当該温度において真空乾燥するのが好ましい。さらに、遠赤外線による乾燥を併用してもよい。真空度については、0.5〜0.01Torr程度で乾燥を行うのが好ましい。
【0041】
次に、該芯材を袋状にシールされた外包材の中に挿入する。なお、この時ゲッター材を一緒に挿入してもよい。この状態で真空引き装置内に入れて、内圧が0.1〜0.01Torr程度の真空度となるよう減圧排気する。その後、外包材の袋状開口部を熱融着により封止し、真空断熱材が得られる。なお、芯材厚みを調整すべく、室温でプレス加工することによって、芯材密度の制御も可能である。
【実施例】
【0042】
<芯材に使用する繊維>
以下のポリエステル繊維を用いた。
ポリエステル繊維A(ノーマル型構造(PET)、繊維太さ1.5d、繊維長51mm、PETの融点260℃)
ポリエステル繊維B(芯鞘型構造(芯部および鞘部;PET)、繊維太さ2d、繊維長51mm、芯部:PET融点260℃(PET)、鞘部:PET融点120℃(PET))
【0043】
<実施例1>
表に記載の繊維を以下の方法に従ってニードルパンチ法およびサーマルボンド法によりシート状に加工した詳しくは、ポリエステル繊維Aを90重量%およびポリエステル繊維Bを10重量%用い、これらの混綿をニードルパンチ法により予備的にシート状にした後に、サーマルボンド法に120℃で熱処理し、シート状芯材を得た。加工直後のシート目付は550g/m2であった。
【0044】
得られたシートを200mm×200mmの大きさに裁断し、温度105℃にて1時間乾燥を行った。乾燥後のシートを4枚積層し、当該積層したものを芯材としてナイロン、アルミ蒸着PET、アルミ箔、高密度ポリエチレンの4層構造からなるガスバリアフィルム製外包材に挿入し、同時にゲッター材(サエス ゲッターズ社製:COMBO)を1個外包材の中に挿入した。その後、真空引き装置にて、内圧が0.01Torrとなるよう真空引きを行い、熱融着により密封した。得られた真空断熱材は、200mm×200mmの大きさで厚み10mmであった。得られた真空断熱材の芯材の密度は220kg/m3であった。
【0045】
<実施例2〜3>
芯材に使用する繊維の種類・使用割合を表に記載のように変更した以外は、実施例1と同様の方法にて真空断熱材を得た。
【0046】
<比較例1>
表に記載の繊維を以下の方法に従ってニードルパンチ法のみによりシート状に加工した芯材を用いたこと以外は、実施例1と同様の方法にて真空断熱材を得た。詳しくは、ポリエステル繊維Aをニードルパンチ法によりウェッブ状にした。加工直後のシート目付は550g/m2であった。
<比較例2>
表に記載の繊維を用いたこと以外は、実施例1と同様の方法により真空断熱材を得ようとしたが、繊維集合体が不定形に溶融し、シートを得られなかった。
<比較例3>
表に記載の繊維をシート状への加工を行うことなく、わた状の繊維88gをそのまま芯材として用いた以外は、実施例1と同様の方法にて真空断熱材を得た。
【0047】
<初期断熱性>
初期断熱性の評価は、「Autoλ HC−074」(英弘精機(株)製)を用いて、平均温度20℃の熱伝導率を測定することにより行った。なお、測定は真空引き工程から1日経過後に測定した。
【0048】
<作業性>
芯材(繊維集合体)を外包材に挿入するときの作業性を以下の基準に従って評価した。
○;芯材を容易に外包材に挿入できる;
×;芯材を外包材に挿入可能であるが、作業性に劣る;
××;芯材が脆く、外包材に繊維集合体を均一に挿入できない。
【0049】
【表1】

【図面の簡単な説明】
【0050】
【図1】(A)〜(H)は低融点ポリエステル繊維および高融点ポリエステル繊維の構造の例を示す模式図である。
【技術分野】
【0001】
本発明は、冷蔵庫、自動販売機、保冷箱、保冷車等の断熱材に用いられる真空断熱材用芯材及び該芯材を用いた真空断熱材に関する。
【背景技術】
【0002】
従来、冷蔵庫、自動販売機、保冷箱、保冷車等には、種々の構造・性能を有する断熱材が使用されている。近年においては、非常に優れた断熱性を有する真空断熱材が上記用途に多く使用されている。真空断熱材とは、一般的には、ガスバリア性の金属蒸着フィルム等からなる外包材に芯材を充填し、その内部を減圧して密封した構造を有するものである。このような真空断熱材の断熱性・生産性・取扱い性能は、上記芯材によって大きく左右されるが、現在汎用される芯材としては、連続気泡ポリウレタンフォーム(特許文献1)、平均繊維径が0.5〜8μm程度のガラス繊維集合体(特許文献2)およびガラス繊維集合体と他の熱可塑性樹脂繊維の複合体(特許文献3)が挙げられる。
【0003】
しかしながら、上記汎用の真空断熱材用芯材は次のような課題を有している。
連続気泡ポリウレタンフォームを用いた芯材は、作業性、取扱い性、軽量性等非常に優れているが、ガラス繊維等の繊維状材料に比較して、断熱性が劣る面がある。
【0004】
平均繊維径が0.5〜8μm程度のガラス繊維集合体を用いた芯材は、アウトガス(芯材から揮発するガス分)の発生もなく、断熱性に極めて優れた性質を有するが、ガラス繊維という材質自身の取扱い性・作業性に大きな難がある。取扱い性を改善すべく、ガラス繊維を重ね合わせたものにニードルパンチを施し、外包材に芯材を挿入する作業について改善したものも見られるが、繊維状材質そのものに由来する取扱い性、作業性の難点を解決し得るものではない。特に、当該芯材をリサイクルする時点における、作業環境性、取扱い性の問題点は以前残ったままである。例えば、リサイクルする時に外包材を開封すると、ガラス繊維集合体芯材が飛散し、取扱い性・作業性が問題となるだけでなく、環境負荷の面においても問題となる。
【0005】
ガラス繊維集合体と他の熱可塑性樹脂繊維との複合体を用いた芯材については、若干の取扱い性の向上は見られるものの満足すべきものではない。特に、特許文献3には、グラスウール80質量%およびポリプロピレン樹脂繊維20質量%の組成を有し、熱プレス法によりマット状に成形した芯材が記載されている。しかしながら、結果的にはグラスウール自体に起因する作業性低下の問題と、ポリプロピレン樹脂繊維から発生するアウトガスに起因する断熱性の経時的低下の問題との、両方が生じる。さらに、有機繊維と無機繊維とを混合して用いる点で、使用後の分別は非常に困難であり、リサイクル性は極めて低い。
【特許文献1】特開平6−213561号公報
【特許文献2】特開平8−28776号公報
【特許文献3】特開2003−155651号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記のような課題を解決するためになされたもので、製造時およびリサイクル時において環境負荷の極めて低い真空断熱材用芯材であって、取扱い性および作業性に優れ、良好な断熱性を有する真空断熱材用芯材および該芯材を用いた真空断熱材を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体からなることを特徴とする真空断熱材用芯材に関する。
【0008】
本発明はまた、少なくとも上記真空断熱材用芯材と該芯材を収納し内部を減圧状態に維持できる外包材とを備えた真空断熱材に関する。
【発明の効果】
【0009】
本発明の真空断熱材用芯材は、融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体からなるため、環境負荷が小さく、使用後のリサイクル性についても非常に優れる。また、有機繊維のみの芯材でありながら断熱性に優れる。また、前記少なくとも2種類のポリエステル繊維はサーマルボンド法により比較的低温でもシート状に加工できるので、アウトガスの発生を抑制しつつ、芯材の取り扱い性・作業性を向上させ得る。特に取り扱い性・作業性は従来の繊維状芯材から比較すれば格段に向上し、ウレタンフォーム板状芯材と比べて、遜色ないレベルにまで向上する。
【発明を実施するための最良の形態】
【0010】
本発明の真空断熱材は少なくとも芯材と該芯材を収容し内部を減圧状態に維持できる外包材とからなる。
【0011】
本発明において芯材は、融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体からなり、すなわち少なくとも、比較的低融点を有するポリエステル繊維(以下、低融点ポリエステル繊維という)および比較的高融点を有するポリエステル繊維(以下、高融点ポリエステル繊維という)を含む繊維集合体である。そのような芯材を使用するため、製造時およびリサイクル時における環境負荷を低減でき、さらには良好な断熱性を発揮できる。また、融点の異なる少なくとも2種類のポリエステル繊維を使用することによって、繊維集合体をサーマルボンド法により比較的低温でもシート状に加工できるようになるので、アウトガスの発生を抑制しつつ、芯材の取扱い性・作業性を向上できる。特にサーマルボンド法を採用すると、得られるシート状芯材の表面はほとんど起毛せず、嵩が有効に低減されるので、芯材の取扱い性・作業性は従来の繊維状芯材から比較すれば格段に向上し、ウレタンフォーム板状芯材と比べて、遜色ないレベルにまで向上する。
【0012】
低融点ポリエステル繊維の融点(TL)は本発明の目的が達成される限り特に制限されない。シート状に賦形する際の必要熱量および生産性を考慮すれば、より低融点側が好ましく、単に熱伝導性能を考えるのであれば、溶融に伴う繊維同士の接触面積が少なくなるため、あまり低融点側は好ましくない。要するに、生産性、コストおよび熱伝導性能を考慮し、最も好ましい融点を設定すればよい。通常、低融点ポリエステル繊維は110〜170℃、好ましくは110〜150℃の低融点を有する。
【0013】
高融点ポリエステル繊維の融点(TH)は低融点ポリエステル繊維の融点(TL)より高い限り特に制限されない。生産性の観点からは、高融点ポリエステル繊維は、好ましくは20℃以上、低融点ポリエステル繊維の融点より高い融点を有する。高融点ポリエステル繊維は通常、240〜280℃、好ましくは250〜270℃の高融点を有する。
【0014】
高融点ポリエステル繊維を使用することなく、低融点ポリエステル繊維のみを用いると、シート状に賦形ができない。すなわち、サーマルボンド法による熱処理によって繊維集合体が溶融し、不定形な樹脂の塊になってしまう。また、低融点ポリエステル繊維を使用することなく、高融点ポリエステル繊維のみを用いた場合、シート状賦形のための低融点ポリエステル繊維を有さないため、ニードルパンチ法等のバインダーを用いないシート状賦形方法しかなく、外包材への芯材の収納性能向上、すなわち作業性の向上が望めない。
【0015】
繊維の構造は一般に、図1の模式図に示すように、1成分からなるいわゆるノーマル型構造(図1(A))、および多成分からなる複合型構造(図1(B)〜(F))および混合型構造(図1(G)〜(H))に大別される。複合型構造は複数の成分がそれぞれ繊維の長さ方向に連続した構造で、単繊維内で相互接着しているものである。複合型構造はさらに2成分複合型としていわゆる芯鞘型(図1(B))およびサイドバイサイド(並列)型(図1(C))、ならびに2成分以上の多層複合型としていわゆる多重並列型(図1(D))、多芯型(図1(E))、および放射状型(図1(F))に分類される。混合型構造は少なくとも1成分が繊維の長さ方向に非連続の粒状または針状で、他成分(マトリックス成分)中に分散しているもので、さらに粒状混合型(図1(G))および針状混合型(図1(H))に分類される。
【0016】
本発明において低融点ポリエステル繊維は、前記低融点を有するポリエステルを含有する限り、その繊維構造は特に制限されるものではなく、好ましくは繊維表面の少なくとも一部が前記低融点のポリエステルからなる構造、例えば、図1(A)〜(H)のいずれかの構造を有する。より好ましい低融点ポリエステル繊維は、繊維表面の全部が前記低融点のポリエステルからなる構造、例えば、図1(A)、(B)、(E)、(G)および(H)のいずれかの構造を有する。低融点ポリエステル繊維が図1(A)〜(H)の構造を有する場合において、図1(A)〜(H)の白抜き領域は前記低融点のポリエステルからなり、斜線領域は特に制限されるものではなく、例えば、ポリエステル、ポリエチレン、ポリプロピレン、ナイロン等からなる。このとき、斜線領域を構成するポリマーの融点は特に制限されるものではない。なお、斜線領域を構成し得るポリエステルは前記低融点のポリエステルとは融点または/および原料モノマーが異なるポリエステルである。
【0017】
本明細書中、ポリエステルとは、化学構造単位が主としてエステル結合で結合されてなる高分子を意味し、製造法は特に限定されるものではい。例えば、ジカルボン酸成分とジオール成分との反応により得られるポリエステルであってもよいし、または一分子中にヒドロキシル基とカルボキシル基とを有するヒドロキシカルボン酸成分同士の反応により得られるポリエステルであってもよい。ポリエステルの具体例として、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリプロピレンテレフタレート、ポリアリレートなどが挙げられる。例えば、PETは、テレフタル酸ジメチル(DMT)とエチレングリコール(EG)またはテレフタル酸(TPA)とEGとの反応等により得られ、PBTはDMTとテトラメチレングリコール(TMG)またはTPAとTMGとの反応等により得られる。ポリエステルは量産性及びコストの観点から、ポリエチレンテレフタレート(PET)が好ましい。当然ながら、リサイクルPETを使用しても何ら問題はない。
【0018】
低融点ポリエステル繊維は、シート製造容易性の観点から、図1(B)の芯鞘型構造を有することが最も好ましい。このとき図1(B)において鞘部(白抜き領域)は前記低融点のポリエステル(好ましくはPET)からなり、さらに芯部(斜線領域)は前記高融点のポリエステル(特にPET)からなることが好ましい。
【0019】
高融点ポリエステル繊維は、前記高融点を有するポリエステルを含有する限り、その繊維構造は特に制限されるものではなく、好ましくは繊維表面の少なくとも一部が前記高融点のポリエステルからなる構造、例えば、図1(A)〜(H)のいずれかの構造を有する。より好ましい高融点ポリエステル繊維は、繊維表面の全部が前記高融点のポリエステルからなる構造、例えば、図1(A)、(B)、(E)、(G)および(H)のいずれかの構造を有する。高融点ポリエステル繊維が図1(A)〜(H)の構造を有する場合において、図1(A)〜(H)の白抜き領域は前記高融点のポリエステルからなり、斜線領域は特に制限されるものではなく、例えば、ポリエステル、ポリエチレン、ポリプロピレン、ナイロン等からなる。このとき、斜線領域を構成するポリマーの融点は特に制限されるものではない。なお、斜線領域を構成し得るポリエステルは前記高融点のポリエステルとは融点または/および原料モノマーが異なるポリエステルである。
【0020】
高融点ポリエステル繊維は、シート強度の観点から、図1(A)のノーマル型構造を有することが最も好ましい。このとき図1(A)において繊維は前記高融点のポリエステル(好ましくはPET)のみからなる。
【0021】
図1(A)〜(H)中、いずれの横断面も円形を有しているが、図1(A)〜(H)が低融点ポリエステル繊維または高融点ポリエステル繊維のいずれの繊維構造を示す場合においても、図1(A)〜(H)の横断面は円形に限定されて解釈されるべきではなく、例えば、略円形状、略楕円形状、略星形状、略多角形状等であってよい。
【0022】
本明細書中、融点は、示差走査熱量分析装置(パーキンエルマー社製DSC−7)を用いて測定した値を用いる。詳しくは、示差走査熱量分析により、融点において結晶が熱を吸収して、吸熱ピークが検出される。この吸熱ピークにより融点を決定する。繊維が2成分からなる場合、当該繊維から各成分を削り取るなどして別々に取り出し、上記測定に供することによって各成分の融点を測定することができる。
【0023】
低融点ポリエステル繊維および高融点ポリエステル繊維の繊維太さはそれぞれ独立して1〜6デニール、好ましくは1〜3デニールの範囲内から選択されればよい。上記繊維太を平均繊維径で表すと、それぞれ「9〜25μm」、「好ましくは9〜17μm」に対応する。平均繊維径は、10本の繊維に対し、繊維1本当たり2箇所の径をCCDカメラ画像により処理して測定し、計20箇所の径の平均値を求めて平均繊維径値として用いている。
【0024】
また低融点ポリエステル繊維および高融点ポリエステル繊維の繊維長は特に制限されるものではなく、例えば、それぞれ独立して17〜102mmの範囲内であってよい。
【0025】
低融点ポリエステル繊維および高融点ポリエステル繊維の形成方法は繊維の形成方法として一般に知られている公知の方法が採用可能であり、通常、繊維の構造に依存して選択される。例えば、ノーマル型構造を有する繊維を形成する場合は、いわゆる溶融紡糸法、湿式紡糸法、乾式紡糸法等が採用可能であるが、本発明において好ましくは溶融紡糸法を採用する。溶融紡糸法では、所定融点の高分子の融液を細孔ノズルより空気中に吐出し、吐出された溶融糸条を細化させながら空気で冷却、固化し、その後一定の速度で引き取る。本方法では、1〜6デニール程度の繊維太さを有するポリエステル繊維が容易に製造可能である。
【0026】
また例えば、芯鞘型構造を有する繊維を形成する場合は、高分子相互配列体紡糸法、剥離型複合繊維紡糸法や多層型複合繊維紡糸法等が採用可能であるが、本発明においては、好ましくは海島型複合繊維が得られる高分子相互配列体紡糸法を採用する。高分子相互配列体紡糸法は、溶解性の異なる2種類の繊維を用いて、海成分となる繊維と少量の島成分となる繊維を混繊統合し、トウ状に引き揃える。これをロート状部に入れ、加熱溶融し、ノズルより押し出して1本の繊維として、集束させて紡糸する。
【0027】
本発明において、上記のような低融点ポリエステル繊維および高融点ポリエステル繊維を含む繊維集合体(芯材)は、通常、サーマルボンド法によりシート状に加工される。サーマルボンド法による加工性向上の観点からは、サーマルボンド法による加工に先立って、繊維集合体を予めニードルパンチ法により予備的にシート状に加工しておくことが好ましい。
【0028】
「シート状」とはいわゆる平板形状を有しているという意味である。繊維集合体をそのままのわた状態で使用する場合など、芯材がシート状でないと、芯材の取り扱い性・作業性が低下するので芯材を外包材へ収納する工程が煩雑になりすぎ、作業性が悪化する。特に繊維集合体をそのままのわた状態で使用することは、生産性を考慮すると現実的に採用できない。
【0029】
ニードルパンチ法では、繊維の方向がある程度揃った繊維塊、すなわち繊維ウェブに対し、フックの付いた多数の針を垂直に突き刺したり引き上げたりすることを繰返し、ウェブ中の繊維同士を互いに絡ませることにより、繊維集合体をシート状に加工する。
【0030】
サーマルボンド法では、繊維集合体に対し、2個のローラ間で熱と圧を付与し、低融点ポリエステル繊維の低融点ポリエステル部分を溶融させることによって、繊維の表面同士を接着し、シート状に賦形・加工する。ニードルパンチ法に比較して、より形状保持性が高く、外包材への収納性が格段に良くなる。本発明においては繊維集合体に低融点ポリエステル繊維を含有させるため、当該加工時の加熱温度を有効に低減できる。そのため、アウトガスの発生を有効に防止しながら、芯材の取扱い性・作業性を向上できる。
【0031】
シート状への加工を、例えば、一般的な低融点有機バインダーを用いるケミカルボンド法により行うと、リサイクル性が低下するとともに、アウトガスによる断熱性能の低下が生じる。
【0032】
本発明においてそのようなシート状繊維集合体(芯材)の厚みは本発明の目的が達成される限り特に制限されるものではなく、通常は真空断熱材としたときに1mm〜50mm程度、特に5mm〜20mm程度であればよい。本発明においてシート状芯材は表面に起毛がほとんどなく取扱い性・作業性に優れるので、芯材を外包材に挿入するに際して2層以上積層して使用されることに有利である。また大気圧下での厚みが50mm程度以上のシート状芯材は製造が困難である。よって、シート状芯材の大気圧下での厚みは0.1〜20mm、特に1〜10mmであることが好ましい。なお本発明は、芯材を外包材に挿入するに際してシート状芯材を1層単独で使用することを妨げるものではない。
【0033】
繊維集合体における低融点ポリエステル繊維と高融点ポリエステル繊維との配合割合は、断熱性のさらなる向上の観点から、重量比で5:95〜50:50、特に10:90〜30:70であることが好ましい。
【0034】
繊維集合体における低融点ポリエステル繊維および高融点ポリエステル繊維の合計含有量は本発明の目的が達成される限り特に制限されず、通常はアウトガスをより有効に防止する観点から、繊維集合体全量に対して50重量%以上、好ましくは90〜100重量%である。断熱性のさらなる向上の観点からは、芯材は低融点ポリエステル繊維および高融点ポリエステル繊維のみからなっていることが最も好ましい。
【0035】
低融点ポリエステル繊維および高融点ポリエステル繊維とともに繊維集合体に含有されてもよい他の繊維として、例えば、ポリエチレン繊維、ポリプロピレン繊維、アクリル繊維、アラミド繊維、ナイロン繊維、ポリビニルアルコール繊維、フッ素繊維、ポリウレタン繊維、ポリノジック繊維、レーヨン繊維等の合成繊維、アルミナ、チタン酸カリウム等の無機繊維、麻、絹、綿、羊毛等の天然繊維等が挙げられる。また繊維集合体には前記低融点ポリエステル繊維および高融点ポリエステル繊維とは融点または/および原料モノマーが異なるポリエステル繊維を、他の繊維として含有させてもよい。
【0036】
本発明において芯材の密度は100〜350kg/m3が好ましく、より好ましくは150〜330kg/m3である。密度が小すぎると、芯材としての強度が低下してしまうと共に断熱性が低下する傾向がある。一方、大きすぎると、重くなると共に断熱性が低下する傾向がある。すなわち、密度は軽すぎても、重すぎても断熱性が低下する傾向がある。最も好ましい密度は、200〜300kg/m3である。
【0037】
本明細書中、芯材の密度は、芯材を外包材に収容し、真空引きした後の密度を測定したものである。すなわち、真空断熱材を作成した後、真空断熱材の重量から、あらかじめ測定した外包材及びゲッター材等の重量を引き、芯材の重量を得る。また真空断熱材の体積から、あらかじめ測定したゲッター材等の体積を引き、芯材の体積を得る。なお、外包材は厚みが非常に小さいので、体積算出には考慮しない。得られた芯材の重量および体積から密度を算出する。
【0038】
上記芯材を収納する外包材は、ガスバリア性を有し、内部を減圧に維持できるものであれば、どのようなものでも用いることができ、好ましくはヒートシール可能なものである。好適な具体例として、例えば、最外層から、ナイロン、アルミ蒸着PET(ポリエチレンテレフタレート)、アルミ箔、及び最内層として高密度ポリエチレンの4層構造からなるガスバリアフィルム、最外層から、ポリエチレンテレフタレート樹脂、中間層にアルミ箔、最内層に高密度ポリエチレン樹脂からなるガスバリアフィルム、最外層にPET樹脂、中間層にアルミニウム蒸着層を有するエチレン−ビニルアルコール共重合体樹脂、最内層に高密度ポリエチレン樹脂からなるガスバリアフィルム等が挙げられる。
【0039】
本発明の真空断熱材において外包材の中には芯材のみを入れるだけでも、断熱性に優れた真空断熱材を得ることができるが、経時的な断熱性をより向上させる観点から、さらに水蒸気もしくは空気の構成ガスのうち少なくとも1種類を吸着するガス吸着剤(ゲッター材)を封入することが好ましい。
【0040】
本発明の真空断熱材の製造方法について好ましい一実施形態を以下説明する。
低融点ポリエステル繊維および高融点ポリエステル繊維を含む繊維集合体を均一に混合した後、ある程度繊維に方向をそろえた後、ニードルパンチ法によりまずシート形状に賦形する。つづいて、サーマルボンド法により強固な保形性を有するシート状に成形し、芯材を得る。得られた芯材を、適当な大きさ及び形(例えば、四角形)にカットし、内部に含まれる水分等を除去するために乾燥を行う。当該乾燥は、100℃以上、低融点ポリエステル繊維の融点(TL)未満の温度、好ましくはTL−10〜TL−5(℃)の温度、例えば、100〜105℃で1時間程度の条件にて行われるが、よりポリエステル繊維の水分等を除去するために、当該温度において真空乾燥するのが好ましい。さらに、遠赤外線による乾燥を併用してもよい。真空度については、0.5〜0.01Torr程度で乾燥を行うのが好ましい。
【0041】
次に、該芯材を袋状にシールされた外包材の中に挿入する。なお、この時ゲッター材を一緒に挿入してもよい。この状態で真空引き装置内に入れて、内圧が0.1〜0.01Torr程度の真空度となるよう減圧排気する。その後、外包材の袋状開口部を熱融着により封止し、真空断熱材が得られる。なお、芯材厚みを調整すべく、室温でプレス加工することによって、芯材密度の制御も可能である。
【実施例】
【0042】
<芯材に使用する繊維>
以下のポリエステル繊維を用いた。
ポリエステル繊維A(ノーマル型構造(PET)、繊維太さ1.5d、繊維長51mm、PETの融点260℃)
ポリエステル繊維B(芯鞘型構造(芯部および鞘部;PET)、繊維太さ2d、繊維長51mm、芯部:PET融点260℃(PET)、鞘部:PET融点120℃(PET))
【0043】
<実施例1>
表に記載の繊維を以下の方法に従ってニードルパンチ法およびサーマルボンド法によりシート状に加工した詳しくは、ポリエステル繊維Aを90重量%およびポリエステル繊維Bを10重量%用い、これらの混綿をニードルパンチ法により予備的にシート状にした後に、サーマルボンド法に120℃で熱処理し、シート状芯材を得た。加工直後のシート目付は550g/m2であった。
【0044】
得られたシートを200mm×200mmの大きさに裁断し、温度105℃にて1時間乾燥を行った。乾燥後のシートを4枚積層し、当該積層したものを芯材としてナイロン、アルミ蒸着PET、アルミ箔、高密度ポリエチレンの4層構造からなるガスバリアフィルム製外包材に挿入し、同時にゲッター材(サエス ゲッターズ社製:COMBO)を1個外包材の中に挿入した。その後、真空引き装置にて、内圧が0.01Torrとなるよう真空引きを行い、熱融着により密封した。得られた真空断熱材は、200mm×200mmの大きさで厚み10mmであった。得られた真空断熱材の芯材の密度は220kg/m3であった。
【0045】
<実施例2〜3>
芯材に使用する繊維の種類・使用割合を表に記載のように変更した以外は、実施例1と同様の方法にて真空断熱材を得た。
【0046】
<比較例1>
表に記載の繊維を以下の方法に従ってニードルパンチ法のみによりシート状に加工した芯材を用いたこと以外は、実施例1と同様の方法にて真空断熱材を得た。詳しくは、ポリエステル繊維Aをニードルパンチ法によりウェッブ状にした。加工直後のシート目付は550g/m2であった。
<比較例2>
表に記載の繊維を用いたこと以外は、実施例1と同様の方法により真空断熱材を得ようとしたが、繊維集合体が不定形に溶融し、シートを得られなかった。
<比較例3>
表に記載の繊維をシート状への加工を行うことなく、わた状の繊維88gをそのまま芯材として用いた以外は、実施例1と同様の方法にて真空断熱材を得た。
【0047】
<初期断熱性>
初期断熱性の評価は、「Autoλ HC−074」(英弘精機(株)製)を用いて、平均温度20℃の熱伝導率を測定することにより行った。なお、測定は真空引き工程から1日経過後に測定した。
【0048】
<作業性>
芯材(繊維集合体)を外包材に挿入するときの作業性を以下の基準に従って評価した。
○;芯材を容易に外包材に挿入できる;
×;芯材を外包材に挿入可能であるが、作業性に劣る;
××;芯材が脆く、外包材に繊維集合体を均一に挿入できない。
【0049】
【表1】
【図面の簡単な説明】
【0050】
【図1】(A)〜(H)は低融点ポリエステル繊維および高融点ポリエステル繊維の構造の例を示す模式図である。
【特許請求の範囲】
【請求項1】
融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体を、シート状に加工してなることを特徴とする真空断熱材用芯材。
【請求項2】
繊維集合体がサーマルボンド法によりシート状に加工されてなる請求項1に記載の真空断熱材用芯材。
【請求項3】
繊維集合体がニードルパンチ法によりシート状に加工された後、さらにサーマルボンド法によりシート状に加工されてなる請求項1または2に記載の真空断熱材用芯材。
【請求項4】
低融点ポリエステル繊維が110〜170℃の低融点を有し、高融点ポリエステル繊維が低融点ポリエステル繊維の融点より20℃以上高い高融点を有する請求項1〜3いずれかに記載の真空断熱材用芯材。
【請求項5】
低融点ポリエステル繊維が芯鞘型構造を有し、該鞘部が前記低融点のポリエチレンテレフタレートからなり、高融点ポリエステル繊維が前記高融点のポリエチレンテレフタレートのみからなる請求項1〜4いずれかに記載の真空断熱材用芯材。
【請求項6】
低融点ポリエステル繊維および高融点ポリエステル繊維の繊維太さが1〜6デニールである請求項1〜5いずれかに真空断熱材用芯材。
【請求項7】
低融点ポリエステル繊維と高融点ポリエステル繊維との配合割合が重量比で10:90〜30:70である請求項1〜6のいずれかに記載の真空断熱材用芯材。
【請求項8】
少なくとも請求項1〜7のいずれかに記載の真空断熱材用芯材と該芯材を収納し内部を減圧状態に維持できる外包材とを備えた真空断熱材。
【特許請求の範囲】
【請求項1】
融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体を、サーマルボンド法によりシート状に加工してなることを特徴とする真空断熱材用芯材。
【請求項2】
繊維集合体がニードルパンチ法によりシート状に加工された後、さらにサーマルボンド法によりシート状に加工されてなる請求項1に記載の真空断熱材用芯材。
【請求項3】
低融点ポリエステル繊維が110〜170℃の低融点を有し、高融点ポリエステル繊維が低融点ポリエステル繊維の融点より20℃以上高い高融点を有する請求項1〜2いずれかに記載の真空断熱材用芯材。
【請求項4】
低融点ポリエステル繊維が芯鞘型構造を有し、該鞘部が前記低融点のポリエチレンテレフタレートからなり、高融点ポリエステル繊維が前記高融点のポリエチレンテレフタレートのみからなる請求項1〜3いずれかに記載の真空断熱材用芯材。
【請求項5】
低融点ポリエステル繊維および高融点ポリエステル繊維の繊維太さが1〜6デニールである請求項1〜4いずれかに真空断熱材用芯材。
【請求項6】
低融点ポリエステル繊維と高融点ポリエステル繊維との配合割合が重量比で10:90〜30:70である請求項1〜5のいずれかに記載の真空断熱材用芯材。
【請求項7】
少なくとも請求項1〜6のいずれかに記載の真空断熱材用芯材と該芯材を収納し内部を減圧状態に維持できる外包材とを備えた真空断熱材。
【請求項1】
融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体を、シート状に加工してなることを特徴とする真空断熱材用芯材。
【請求項2】
繊維集合体がサーマルボンド法によりシート状に加工されてなる請求項1に記載の真空断熱材用芯材。
【請求項3】
繊維集合体がニードルパンチ法によりシート状に加工された後、さらにサーマルボンド法によりシート状に加工されてなる請求項1または2に記載の真空断熱材用芯材。
【請求項4】
低融点ポリエステル繊維が110〜170℃の低融点を有し、高融点ポリエステル繊維が低融点ポリエステル繊維の融点より20℃以上高い高融点を有する請求項1〜3いずれかに記載の真空断熱材用芯材。
【請求項5】
低融点ポリエステル繊維が芯鞘型構造を有し、該鞘部が前記低融点のポリエチレンテレフタレートからなり、高融点ポリエステル繊維が前記高融点のポリエチレンテレフタレートのみからなる請求項1〜4いずれかに記載の真空断熱材用芯材。
【請求項6】
低融点ポリエステル繊維および高融点ポリエステル繊維の繊維太さが1〜6デニールである請求項1〜5いずれかに真空断熱材用芯材。
【請求項7】
低融点ポリエステル繊維と高融点ポリエステル繊維との配合割合が重量比で10:90〜30:70である請求項1〜6のいずれかに記載の真空断熱材用芯材。
【請求項8】
少なくとも請求項1〜7のいずれかに記載の真空断熱材用芯材と該芯材を収納し内部を減圧状態に維持できる外包材とを備えた真空断熱材。
【特許請求の範囲】
【請求項1】
融点の異なる少なくとも2種類のポリエステル繊維を含む繊維集合体を、サーマルボンド法によりシート状に加工してなることを特徴とする真空断熱材用芯材。
【請求項2】
繊維集合体がニードルパンチ法によりシート状に加工された後、さらにサーマルボンド法によりシート状に加工されてなる請求項1に記載の真空断熱材用芯材。
【請求項3】
低融点ポリエステル繊維が110〜170℃の低融点を有し、高融点ポリエステル繊維が低融点ポリエステル繊維の融点より20℃以上高い高融点を有する請求項1〜2いずれかに記載の真空断熱材用芯材。
【請求項4】
低融点ポリエステル繊維が芯鞘型構造を有し、該鞘部が前記低融点のポリエチレンテレフタレートからなり、高融点ポリエステル繊維が前記高融点のポリエチレンテレフタレートのみからなる請求項1〜3いずれかに記載の真空断熱材用芯材。
【請求項5】
低融点ポリエステル繊維および高融点ポリエステル繊維の繊維太さが1〜6デニールである請求項1〜4いずれかに真空断熱材用芯材。
【請求項6】
低融点ポリエステル繊維と高融点ポリエステル繊維との配合割合が重量比で10:90〜30:70である請求項1〜5のいずれかに記載の真空断熱材用芯材。
【請求項7】
少なくとも請求項1〜6のいずれかに記載の真空断熱材用芯材と該芯材を収納し内部を減圧状態に維持できる外包材とを備えた真空断熱材。
【図1】

【公開番号】特開2006−57213(P2006−57213A)
【公開日】平成18年3月2日(2006.3.2)
【国際特許分類】
【出願番号】特願2004−242113(P2004−242113)
【出願日】平成16年8月23日(2004.8.23)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
【公開日】平成18年3月2日(2006.3.2)
【国際特許分類】
【出願日】平成16年8月23日(2004.8.23)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
[ Back to top ]