
真空断熱材

【課題】実使用時においてガス吸着物質がむき出し状態となることなく、また平板状のみではなく、薄物、異形状等の種々の用途に対応可能な真空断熱材を提供することを目的とする。
【解決手段】少なくとも芯材2、ガス吸着剤1並びに該芯材2及び該ガス吸着剤1を収納し内部を減圧状態に維持できる外包材3とを備えてなる真空断熱材において、前記ガス吸着剤1は、少なくともポリエステル製不織布層を有するシート状包装体中にガス吸着物質を内包してなることを特徴とする真空断熱材。
【解決手段】少なくとも芯材2、ガス吸着剤1並びに該芯材2及び該ガス吸着剤1を収納し内部を減圧状態に維持できる外包材3とを備えてなる真空断熱材において、前記ガス吸着剤1は、少なくともポリエステル製不織布層を有するシート状包装体中にガス吸着物質を内包してなることを特徴とする真空断熱材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、冷蔵庫、自動販売機、保冷箱、保冷車、貯湯タンク、貯氷タンク、真空断熱配管、自動車の成形天井、浴槽等の断熱材として用いる真空断熱材に関する。
【背景技術】
【0002】
従来、冷蔵庫、自動販売機、保冷箱、保冷車、貯湯タンク、貯氷タンク、真空断熱配管、自動車の成形天井、浴槽等には、種々の構造・性能を有する断熱材が使用されている。近年においては、非常に優れた断熱性を有する真空断熱材が上記用途に多く使用されている。真空断熱材とは、一般的には、ガスバリア性の金属蒸着フィルム等からなる外包材に芯材を充填し、その内部を減圧して密封した構造を有するものである。このような真空断熱材の断熱性・生産性・取扱い性能は、上記芯材によって大きく左右されるが、現在汎用される芯材としては、繊維状芯材、粉末状芯材、連続気泡樹脂発泡体、連続気泡セラミックス発泡体からなる芯材が挙げられる。
【0003】
真空断熱材等の長期間減圧状態を維持する必要のある物については、真空引き後に系内に発生するガス、例えば芯材から発生するアウトガスや水分、外部から侵入してくるガス・水分を除去する必要がある。このため、ガス吸着材を芯材とともに外包材の中に収納している。
【0004】
ガス吸着物質としては、物理的にガス、水分等を吸着するものとしては、活性炭、シリカゲル、酸化アルミニウム、モレキュラーシーブ、ゼオライト等が使用されており。化学的にガス、水分等を吸着するものとしては、酸化カルシウム、酸化バリウム、塩化カルシウム、酸化マグネシウム、塩化マグネシウム等や、鉄、亜鉛等の金属粉物質、バリウムーリチウム系合金、ジルコニウム系合金等が使用されている。上記ガス吸着物質は、適宜、粉状、粒状、錠剤状等の形態であるが、作業性、取扱いを容易にするため、容器中に入れられた状態で用いられる。従来、バリウムーリチウム系合金、ジルコニウム系合金等が吸着性能に優れるため、多く使用されており、その包装体の形態としては金属容器が用いられている(特許文献1)。その他の例としては、ガラス製容器を用いた例も挙げられる(特許文献2)
【特許文献1】特開平09−47652号
【特許文献2】特開平05−131134号
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記従来に記載される金属製容器、ガラス製容器は非常に硬質であり、ガス吸着材の充填性には優れるのであるが、金属製の場合、実使用時においてガス吸着物質をむき出し状態にする必要があり、芯材のリサイクルを考慮したうえで好ましいものではなく、さらに、厚みの薄い真空断熱材および円筒状真空断熱材には、使用が難しいという欠点が生じていたのである。なお、食品用途に見られるような、フィルムを包装材として用いるものも見られるが、硬質のフィルムが用いられており、吸湿性があり、真空断熱材用としては不十分である。
【0006】
本発明は、上記のような課題を解決するためになされたもので、実使用時においてガス吸着物質がむき出し状態となることなく、また平板状のみではなく、薄物、異形状等の種々の用途に対応可能な真空断熱材を提供することを目的とする
【課題を解決するための手段】
【0007】
本発明によれば、以下の1〜5の発明が提供される。
1.少なくとも芯材、ガス吸着材並びに該芯材及び該ガス吸着材を収納し内部を減圧状態に維持できる外包材を備えてなる真空断熱材において、前記ガス吸着材は、少なくともポリエステル製不織布層を有するシート状包装体中にガス吸着物質を内包してなることを特徴とする真空断熱材。
2.前記ポリエステル製不織布層の目付が、30〜200g/m2で有ることを特徴とする真空断熱材。
3.前記ポリエステル製不織布層は、ポリエチレンテレフタレート製不織布層であることを特徴とする上記1または2に記載の真空断熱材。
4.前記芯材は、ポリエステル繊維集合体であることを特徴とする上記1〜3いずれか一に記載の真空断熱材。
5.前記ポリエステル繊維は、ポリエチレンテレフタレート繊維であることを特徴とする上記4記載の真空断熱材。
【発明の効果】
【0008】
本発明の真空断熱材は、ガス吸着物質が使用時において、ポリエステル製不織布層を有するシート状包袋材に包装されているため、むき出しになることなくリサイクルが容易となる。さらに、ポリエステル製不織布層を有しているため、平板形状のみでなく、薄物、異形状であっても加工性、生産性に優れる。
【発明を実施するための最良の形態】
【0009】
以下、本発明を詳細に説明する。
本発明の真空断熱材の概略断面構造の模式図を図1に示す。またガス吸着材の概略断面構造の模式図を図2に示す。本発明の真空断熱材Aは、芯材2、ポリエステル製不織布層を有するシート状包装体5中にガス吸着物質4を内包してなるガス吸着材1並びに該芯材2及び該ガス吸着材1を収納し内部を減圧状態に維持できる外包材3とを備えてなる。
【0010】
本発明において芯材は、繊維状芯材、連続気泡発泡体製芯材等が使用される。繊維状芯材としては、例えば、ガラス繊維(グラスウール)、アルミナ繊維、スラグウール繊維、シリカ繊維、ロックウール等の無機繊維またはポリエステル繊維、アクリル繊維、ポリエチレン繊維、ポリプロピレン繊維、ナイロン繊維、ポリビニルアルコール繊維、ポリウレタン繊維、ポリノジック繊維、レーヨン繊維等の合成繊維、麻、絹、綿、羊毛、パルプ、椰子の実等の天然繊維等の有機繊維が挙げられ、1種からなる単独繊維または複数種の混合繊維として用いられる。吸湿性が少なく断熱性に優れ、しかも量産性、コスト性に優れる観点から、好ましくはポリエステル繊維である。なお、本発明においてポリエステル繊維とは、化学構造単位が主としてエステル結合で結合されてなる高分子からなる繊維を意味し、製造法は特に限定されるものではないが、例えば、ジカルボン酸成分とジオール成分との反応により得られるポリエステル繊維であってもよいし、または一分子中にヒドロキシル基とカルボキシル基とを有するヒドロキシカルボン酸成分同士の反応により得られるポリエステル繊維であってもよい。具体的にはポリエチレンテレフタレート(PET)繊維、ポリブチレンテレフタレート(PBT)繊維、ポリプロピレンテレフタレート繊維、ポリアリレート繊維などが挙げられる。当然ながら、リサイクルPET繊維を使用しても何ら問題はない。さらに、量産性等を考慮すれば、特に好ましくは、ポリエチレンテレフタレート(PET)繊維である。
【0011】
ポリエステル繊維を使用する場合において、好ましい繊維太さは、1〜6デニール程度である。1デニール未満ではシート状に加工することが難しくなるためであり、6デニール以上になると断熱性が低下する傾向にあるためである。平均繊維径としては、9〜25μm、好ましくは11〜17μmである。さらに、好ましい繊維長(平均繊維長)としては、10〜150mmである。10mm未満では、シート状とすることが極めて困難なためであり、特にバインダーを用いることなく10mm未満の繊維を、配向性を有した状態でシート状とすることは現状では非常に困難である。また、150mm以上では密度ムラが生じやすい。なお、取扱い性、作業性、断熱性の観点より、繊維長20mm〜80mmであり、無バインダーかつシート状の形態にて用いることが好ましい。
【0012】
ガス吸着物質としては、特に限定されるものではないが、物理的にガス、水分等を吸着するものとしては、活性炭、シリカゲル、酸化アルミニウム、モレキュラーシーブ、ゼオライト等が例示される。化学的にガス、水分等を吸着するものとしては、酸化カルシウム、酸化バリウム、塩化カルシウム、酸化マグネシウム、塩化マグネシウム等や、鉄、亜鉛等の金属粉物質、バリウムーリチウム系合金、ジルコニウム系合金等が例示される。なお、物質の形態としては粉状、粒状、錠剤状等の形態であるが、通常は粉体で用いられることが多い。
【0013】
上記ガス吸着物質は、ポリエステル製不織布層を有するシート状包装体に内包される。ポリエステル製不織布層は、吸湿性が少なく、柔軟性に富み、さらに製造が容易である。特に好ましくは、ポリエチレンテレフタレート不織布層を有するものである。なお、ポリエステル層には、ポリエステル繊維の柔軟性を損なわない範囲で、他の繊維等、例えばナイロン繊維、パルプ、セルロース繊維、アクリル繊維、ポリプロピレン繊維、ビニロン等を含んでいても良い。また、アウトガスの問題が生じない程度のバインダー成分を含んでも良い。さらに、シート状であることにより、厚みの薄い真空断熱材が容易に得ることができ、また芯材上に簡単に載置可能である。しかも、円筒状等に異形加工する際、柔軟に変形し、折曲げ抵抗が少ない。
【0014】
ポリエステル製不織布層を有するシート状包装体の、ポリエステル不織布層における好ましい目付量は30〜200g/m2である。30未満で有れば、ガス吸着物質が芯材側に漏れるおそれがあるためであり、200を越えると通気性が低下し、真空引き工程の作業性が低下する。特に好ましくは、35〜130g/m2である。
【0015】
上記芯材を収納する外包材は、ガスバリア性を有し、内部を減圧に維持できるものであれば、どのようなものでも用いることができ、好ましくはヒートシール可能なものである。好適な具体例として、例えば、最外層から、ナイロン、アルミ蒸着PET(ポリエチレンテレフタレート)、アルミ箔、及び最内層として高密度ポリエチレンの4層構造からなるガスバリアフィルム、最外層から、ポリエチレンテレフタレート樹脂、中間層にアルミ箔、最内層に高密度ポリエチレン樹脂からなるガスバリアフィルム、最外層にPET樹脂、中間層にアルミニウム蒸着層を有するエチレン−ビニルアルコール共重合体樹脂、最内層に高密度ポリエチレン樹脂からなるガスバリアフィルム等が挙げられる。
【0016】
本発明の真空断熱材の製造工程について好ましい一実施形態を以下説明する。
芯材を、適当な大きさ及び形(例えば、四角形)にカットし、内部に含まれる水分等を除去するために乾燥を行う。当該乾燥は、120℃で1時間程度の条件にて行われるが、例えばポリエステル繊維の水分等を除去するためであれば、120℃において真空乾燥するのが好ましい。さらに、遠赤外線による乾燥を併用してもよい。真空度については、0.5〜0.01Torr程度で乾燥を行うのが好ましい。
【0017】
次に、該芯材を袋状にシールされた外包材の中に挿入する。なお、この時ガス吸着材を一緒に挿入する。ガス吸着材は、通常ガスバリア性の袋に入って保管されていることが多く、この時点でガスバリア性袋から取り出し、外包材中に挿入する。芯材として硬質の連続気泡発泡体を用いる場合で有れば、発泡体芯材の一部にガス吸着材が収まる凹部を設けておくのが好ましい。表面の平滑性が保たれるためである。また、ポリエステル繊維のような繊維状芯材の場合は、単にシート状の芯材の表面に載置するだけでよい。この状態で真空引き装置内に入れて、内圧が0.1〜0.01Torr程度の真空度となるよう減圧排気する。その後、外包材の袋状開口部を熱融着により封止し、真空断熱材が得られる。
【0018】
真空断熱材の完成後は必要有れば、プレス加工してもよく、芯材の厚み調整も可能であり、また密度制御も可能である。
【実施例】
【0019】
<実施例1>
ガス吸着材として、ポリエチレンテレフタレート繊維からなる目付60g/m2のPET不織布を2枚重ね合わせて三方をシールし、その中へガス吸着物質を入れて、残りの開口部をシールしたものを用いた。また、芯材として繊維太さ1.5デニール、平均繊維径12μm、繊維長51mmのポリエステル繊維(ポリエチレンテレフタレート繊維)を用いた。前記ポリエステル繊維をニードルパンチ法によりシート状に加工した。加工直後のシート目付は550g/m2であった。当該シートを200mm×200mmの大きさに裁断し、温度120℃および真空度0.1Torrにて1時間乾燥を行った。乾燥後のシートを4枚積層し、当該積層したものをナイロン、アルミ蒸着PET、アルミ箔、高密度ポリエチレンの4層構造からなるガスバリアフィルム製外包材に挿入した。なお、前記ガス吸着材を芯材上に載置し、芯材と同時に外包材に挿入した。その後、真空引き装置にて、内圧が0.01Torrとなるよう真空引きを行い、熱融着により密封した。真空引き時間は180秒である。得られた真空断熱材は、200mm×200mmの大きさで厚み10mmであった。得られた真空断熱材の芯材の密度は220kg/m3であった。
【0020】
<実施例2>
芯材として、連続気泡硬質ウレタンフォーム(密度:55Kg/m3、平均セル径:75μm、倉敷紡績社製)を用い、ガス吸着材は実施例1と同様のものを用いる。まず芯材を、200mm×200mm×10mmにカットした。当該芯材を、温度120℃にて1時間乾燥した。乾燥後、実施例1と同様の外包材に挿入し、また実施例1と同様にガス吸着材を1個外包材の中に挿入した。その後、真空引き装置にて、内圧が0.05Torrとなるよう真空引きを行い、熱融着により密封して真空断熱材を得た。
【0021】
<実施例3>
ガス吸着材として、目付250g/m2のポリエステル繊維(ポリエチレンテレフタレート繊維)製不織布からなるシート状包装体中に化学吸着物質を内包させたものを用いた以外は、実施例1と同様にして真空断熱材を作成した。なお、真空引き時間は250秒である。
【0022】
<比較例>
ガス吸着材として、直径30mmの円筒状ステンレス金属製容器中に、化学吸着物質を内包させたものを用いた。また、当該ガス吸着材は、芯材にあらかじめ設けた凹部に埋め込んだ状態にて、芯材とともに外包材中に挿入した。上記以外は、実施例1と同様にして真空断熱材を作成した。
【0023】
<評価>
実施例1の真空断熱材は、ガス吸着物質が外包材中であってもポリエステル不織布を有するシート状包装体に内包されているため、使用後であっても吸着物質と芯材とを容易に
分離可能である。また、真空断熱材を湾曲をさせた場合においても、表面状態に特に問題は生じなかった。さらに、単に芯材のうえに載置するのみでよいため、生産性にも非常に優れるものであった。実施例2の真空断熱材は、実施例1と同様であるが、真空引き時間の増加が見られた。実施例3の真空断熱材は、実施例1と同様の効果が見られた。これに対し、比較例においては、外包材中のガス吸着物質は、粉体がむき出し状態であるため、使用後の芯材中に一部吸着物質の漏れが見られた。また、真空断熱材を湾曲させた場合、ガス吸着材部分で表面状態が大きく低下していた。
【図面の簡単な説明】
【0024】
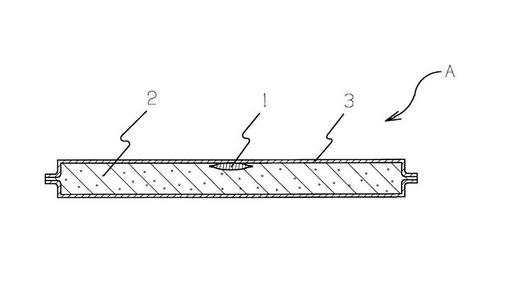
【図1】本発明の真空断熱材の断面構造を示す模式図
【図2】本発明のガス吸着材の断面構造を示す模式図
【符号の説明】
【0025】
A:真空断熱材
1:ガス吸着剤
2:芯材
3:外包材
4:ガス吸着物質
5:包装体
【技術分野】
【0001】
本発明は、冷蔵庫、自動販売機、保冷箱、保冷車、貯湯タンク、貯氷タンク、真空断熱配管、自動車の成形天井、浴槽等の断熱材として用いる真空断熱材に関する。
【背景技術】
【0002】
従来、冷蔵庫、自動販売機、保冷箱、保冷車、貯湯タンク、貯氷タンク、真空断熱配管、自動車の成形天井、浴槽等には、種々の構造・性能を有する断熱材が使用されている。近年においては、非常に優れた断熱性を有する真空断熱材が上記用途に多く使用されている。真空断熱材とは、一般的には、ガスバリア性の金属蒸着フィルム等からなる外包材に芯材を充填し、その内部を減圧して密封した構造を有するものである。このような真空断熱材の断熱性・生産性・取扱い性能は、上記芯材によって大きく左右されるが、現在汎用される芯材としては、繊維状芯材、粉末状芯材、連続気泡樹脂発泡体、連続気泡セラミックス発泡体からなる芯材が挙げられる。
【0003】
真空断熱材等の長期間減圧状態を維持する必要のある物については、真空引き後に系内に発生するガス、例えば芯材から発生するアウトガスや水分、外部から侵入してくるガス・水分を除去する必要がある。このため、ガス吸着材を芯材とともに外包材の中に収納している。
【0004】
ガス吸着物質としては、物理的にガス、水分等を吸着するものとしては、活性炭、シリカゲル、酸化アルミニウム、モレキュラーシーブ、ゼオライト等が使用されており。化学的にガス、水分等を吸着するものとしては、酸化カルシウム、酸化バリウム、塩化カルシウム、酸化マグネシウム、塩化マグネシウム等や、鉄、亜鉛等の金属粉物質、バリウムーリチウム系合金、ジルコニウム系合金等が使用されている。上記ガス吸着物質は、適宜、粉状、粒状、錠剤状等の形態であるが、作業性、取扱いを容易にするため、容器中に入れられた状態で用いられる。従来、バリウムーリチウム系合金、ジルコニウム系合金等が吸着性能に優れるため、多く使用されており、その包装体の形態としては金属容器が用いられている(特許文献1)。その他の例としては、ガラス製容器を用いた例も挙げられる(特許文献2)
【特許文献1】特開平09−47652号
【特許文献2】特開平05−131134号
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記従来に記載される金属製容器、ガラス製容器は非常に硬質であり、ガス吸着材の充填性には優れるのであるが、金属製の場合、実使用時においてガス吸着物質をむき出し状態にする必要があり、芯材のリサイクルを考慮したうえで好ましいものではなく、さらに、厚みの薄い真空断熱材および円筒状真空断熱材には、使用が難しいという欠点が生じていたのである。なお、食品用途に見られるような、フィルムを包装材として用いるものも見られるが、硬質のフィルムが用いられており、吸湿性があり、真空断熱材用としては不十分である。
【0006】
本発明は、上記のような課題を解決するためになされたもので、実使用時においてガス吸着物質がむき出し状態となることなく、また平板状のみではなく、薄物、異形状等の種々の用途に対応可能な真空断熱材を提供することを目的とする
【課題を解決するための手段】
【0007】
本発明によれば、以下の1〜5の発明が提供される。
1.少なくとも芯材、ガス吸着材並びに該芯材及び該ガス吸着材を収納し内部を減圧状態に維持できる外包材を備えてなる真空断熱材において、前記ガス吸着材は、少なくともポリエステル製不織布層を有するシート状包装体中にガス吸着物質を内包してなることを特徴とする真空断熱材。
2.前記ポリエステル製不織布層の目付が、30〜200g/m2で有ることを特徴とする真空断熱材。
3.前記ポリエステル製不織布層は、ポリエチレンテレフタレート製不織布層であることを特徴とする上記1または2に記載の真空断熱材。
4.前記芯材は、ポリエステル繊維集合体であることを特徴とする上記1〜3いずれか一に記載の真空断熱材。
5.前記ポリエステル繊維は、ポリエチレンテレフタレート繊維であることを特徴とする上記4記載の真空断熱材。
【発明の効果】
【0008】
本発明の真空断熱材は、ガス吸着物質が使用時において、ポリエステル製不織布層を有するシート状包袋材に包装されているため、むき出しになることなくリサイクルが容易となる。さらに、ポリエステル製不織布層を有しているため、平板形状のみでなく、薄物、異形状であっても加工性、生産性に優れる。
【発明を実施するための最良の形態】
【0009】
以下、本発明を詳細に説明する。
本発明の真空断熱材の概略断面構造の模式図を図1に示す。またガス吸着材の概略断面構造の模式図を図2に示す。本発明の真空断熱材Aは、芯材2、ポリエステル製不織布層を有するシート状包装体5中にガス吸着物質4を内包してなるガス吸着材1並びに該芯材2及び該ガス吸着材1を収納し内部を減圧状態に維持できる外包材3とを備えてなる。
【0010】
本発明において芯材は、繊維状芯材、連続気泡発泡体製芯材等が使用される。繊維状芯材としては、例えば、ガラス繊維(グラスウール)、アルミナ繊維、スラグウール繊維、シリカ繊維、ロックウール等の無機繊維またはポリエステル繊維、アクリル繊維、ポリエチレン繊維、ポリプロピレン繊維、ナイロン繊維、ポリビニルアルコール繊維、ポリウレタン繊維、ポリノジック繊維、レーヨン繊維等の合成繊維、麻、絹、綿、羊毛、パルプ、椰子の実等の天然繊維等の有機繊維が挙げられ、1種からなる単独繊維または複数種の混合繊維として用いられる。吸湿性が少なく断熱性に優れ、しかも量産性、コスト性に優れる観点から、好ましくはポリエステル繊維である。なお、本発明においてポリエステル繊維とは、化学構造単位が主としてエステル結合で結合されてなる高分子からなる繊維を意味し、製造法は特に限定されるものではないが、例えば、ジカルボン酸成分とジオール成分との反応により得られるポリエステル繊維であってもよいし、または一分子中にヒドロキシル基とカルボキシル基とを有するヒドロキシカルボン酸成分同士の反応により得られるポリエステル繊維であってもよい。具体的にはポリエチレンテレフタレート(PET)繊維、ポリブチレンテレフタレート(PBT)繊維、ポリプロピレンテレフタレート繊維、ポリアリレート繊維などが挙げられる。当然ながら、リサイクルPET繊維を使用しても何ら問題はない。さらに、量産性等を考慮すれば、特に好ましくは、ポリエチレンテレフタレート(PET)繊維である。
【0011】
ポリエステル繊維を使用する場合において、好ましい繊維太さは、1〜6デニール程度である。1デニール未満ではシート状に加工することが難しくなるためであり、6デニール以上になると断熱性が低下する傾向にあるためである。平均繊維径としては、9〜25μm、好ましくは11〜17μmである。さらに、好ましい繊維長(平均繊維長)としては、10〜150mmである。10mm未満では、シート状とすることが極めて困難なためであり、特にバインダーを用いることなく10mm未満の繊維を、配向性を有した状態でシート状とすることは現状では非常に困難である。また、150mm以上では密度ムラが生じやすい。なお、取扱い性、作業性、断熱性の観点より、繊維長20mm〜80mmであり、無バインダーかつシート状の形態にて用いることが好ましい。
【0012】
ガス吸着物質としては、特に限定されるものではないが、物理的にガス、水分等を吸着するものとしては、活性炭、シリカゲル、酸化アルミニウム、モレキュラーシーブ、ゼオライト等が例示される。化学的にガス、水分等を吸着するものとしては、酸化カルシウム、酸化バリウム、塩化カルシウム、酸化マグネシウム、塩化マグネシウム等や、鉄、亜鉛等の金属粉物質、バリウムーリチウム系合金、ジルコニウム系合金等が例示される。なお、物質の形態としては粉状、粒状、錠剤状等の形態であるが、通常は粉体で用いられることが多い。
【0013】
上記ガス吸着物質は、ポリエステル製不織布層を有するシート状包装体に内包される。ポリエステル製不織布層は、吸湿性が少なく、柔軟性に富み、さらに製造が容易である。特に好ましくは、ポリエチレンテレフタレート不織布層を有するものである。なお、ポリエステル層には、ポリエステル繊維の柔軟性を損なわない範囲で、他の繊維等、例えばナイロン繊維、パルプ、セルロース繊維、アクリル繊維、ポリプロピレン繊維、ビニロン等を含んでいても良い。また、アウトガスの問題が生じない程度のバインダー成分を含んでも良い。さらに、シート状であることにより、厚みの薄い真空断熱材が容易に得ることができ、また芯材上に簡単に載置可能である。しかも、円筒状等に異形加工する際、柔軟に変形し、折曲げ抵抗が少ない。
【0014】
ポリエステル製不織布層を有するシート状包装体の、ポリエステル不織布層における好ましい目付量は30〜200g/m2である。30未満で有れば、ガス吸着物質が芯材側に漏れるおそれがあるためであり、200を越えると通気性が低下し、真空引き工程の作業性が低下する。特に好ましくは、35〜130g/m2である。
【0015】
上記芯材を収納する外包材は、ガスバリア性を有し、内部を減圧に維持できるものであれば、どのようなものでも用いることができ、好ましくはヒートシール可能なものである。好適な具体例として、例えば、最外層から、ナイロン、アルミ蒸着PET(ポリエチレンテレフタレート)、アルミ箔、及び最内層として高密度ポリエチレンの4層構造からなるガスバリアフィルム、最外層から、ポリエチレンテレフタレート樹脂、中間層にアルミ箔、最内層に高密度ポリエチレン樹脂からなるガスバリアフィルム、最外層にPET樹脂、中間層にアルミニウム蒸着層を有するエチレン−ビニルアルコール共重合体樹脂、最内層に高密度ポリエチレン樹脂からなるガスバリアフィルム等が挙げられる。
【0016】
本発明の真空断熱材の製造工程について好ましい一実施形態を以下説明する。
芯材を、適当な大きさ及び形(例えば、四角形)にカットし、内部に含まれる水分等を除去するために乾燥を行う。当該乾燥は、120℃で1時間程度の条件にて行われるが、例えばポリエステル繊維の水分等を除去するためであれば、120℃において真空乾燥するのが好ましい。さらに、遠赤外線による乾燥を併用してもよい。真空度については、0.5〜0.01Torr程度で乾燥を行うのが好ましい。
【0017】
次に、該芯材を袋状にシールされた外包材の中に挿入する。なお、この時ガス吸着材を一緒に挿入する。ガス吸着材は、通常ガスバリア性の袋に入って保管されていることが多く、この時点でガスバリア性袋から取り出し、外包材中に挿入する。芯材として硬質の連続気泡発泡体を用いる場合で有れば、発泡体芯材の一部にガス吸着材が収まる凹部を設けておくのが好ましい。表面の平滑性が保たれるためである。また、ポリエステル繊維のような繊維状芯材の場合は、単にシート状の芯材の表面に載置するだけでよい。この状態で真空引き装置内に入れて、内圧が0.1〜0.01Torr程度の真空度となるよう減圧排気する。その後、外包材の袋状開口部を熱融着により封止し、真空断熱材が得られる。
【0018】
真空断熱材の完成後は必要有れば、プレス加工してもよく、芯材の厚み調整も可能であり、また密度制御も可能である。
【実施例】
【0019】
<実施例1>
ガス吸着材として、ポリエチレンテレフタレート繊維からなる目付60g/m2のPET不織布を2枚重ね合わせて三方をシールし、その中へガス吸着物質を入れて、残りの開口部をシールしたものを用いた。また、芯材として繊維太さ1.5デニール、平均繊維径12μm、繊維長51mmのポリエステル繊維(ポリエチレンテレフタレート繊維)を用いた。前記ポリエステル繊維をニードルパンチ法によりシート状に加工した。加工直後のシート目付は550g/m2であった。当該シートを200mm×200mmの大きさに裁断し、温度120℃および真空度0.1Torrにて1時間乾燥を行った。乾燥後のシートを4枚積層し、当該積層したものをナイロン、アルミ蒸着PET、アルミ箔、高密度ポリエチレンの4層構造からなるガスバリアフィルム製外包材に挿入した。なお、前記ガス吸着材を芯材上に載置し、芯材と同時に外包材に挿入した。その後、真空引き装置にて、内圧が0.01Torrとなるよう真空引きを行い、熱融着により密封した。真空引き時間は180秒である。得られた真空断熱材は、200mm×200mmの大きさで厚み10mmであった。得られた真空断熱材の芯材の密度は220kg/m3であった。
【0020】
<実施例2>
芯材として、連続気泡硬質ウレタンフォーム(密度:55Kg/m3、平均セル径:75μm、倉敷紡績社製)を用い、ガス吸着材は実施例1と同様のものを用いる。まず芯材を、200mm×200mm×10mmにカットした。当該芯材を、温度120℃にて1時間乾燥した。乾燥後、実施例1と同様の外包材に挿入し、また実施例1と同様にガス吸着材を1個外包材の中に挿入した。その後、真空引き装置にて、内圧が0.05Torrとなるよう真空引きを行い、熱融着により密封して真空断熱材を得た。
【0021】
<実施例3>
ガス吸着材として、目付250g/m2のポリエステル繊維(ポリエチレンテレフタレート繊維)製不織布からなるシート状包装体中に化学吸着物質を内包させたものを用いた以外は、実施例1と同様にして真空断熱材を作成した。なお、真空引き時間は250秒である。
【0022】
<比較例>
ガス吸着材として、直径30mmの円筒状ステンレス金属製容器中に、化学吸着物質を内包させたものを用いた。また、当該ガス吸着材は、芯材にあらかじめ設けた凹部に埋め込んだ状態にて、芯材とともに外包材中に挿入した。上記以外は、実施例1と同様にして真空断熱材を作成した。
【0023】
<評価>
実施例1の真空断熱材は、ガス吸着物質が外包材中であってもポリエステル不織布を有するシート状包装体に内包されているため、使用後であっても吸着物質と芯材とを容易に
分離可能である。また、真空断熱材を湾曲をさせた場合においても、表面状態に特に問題は生じなかった。さらに、単に芯材のうえに載置するのみでよいため、生産性にも非常に優れるものであった。実施例2の真空断熱材は、実施例1と同様であるが、真空引き時間の増加が見られた。実施例3の真空断熱材は、実施例1と同様の効果が見られた。これに対し、比較例においては、外包材中のガス吸着物質は、粉体がむき出し状態であるため、使用後の芯材中に一部吸着物質の漏れが見られた。また、真空断熱材を湾曲させた場合、ガス吸着材部分で表面状態が大きく低下していた。
【図面の簡単な説明】
【0024】
【図1】本発明の真空断熱材の断面構造を示す模式図
【図2】本発明のガス吸着材の断面構造を示す模式図
【符号の説明】
【0025】
A:真空断熱材
1:ガス吸着剤
2:芯材
3:外包材
4:ガス吸着物質
5:包装体
【特許請求の範囲】
【請求項1】
少なくとも芯材、ガス吸着材並びに該芯材及び該ガス吸着材を収納し内部を減圧状態に維持できる外包材を備えてなる真空断熱材において、前記ガス吸着材は、少なくともポリエステル製不織布層を有するシート状包装体中にガス吸着物質を内包してなることを特徴とする真空断熱材。
【請求項2】
前記ポリエステル製不織布層の目付が、30〜200g/m2で有ることを特徴とする請求項1に記載の真空断熱材。
【請求項3】
前記ポリエステル製不織布層は、ポリエチレンテレフタレート製不織布層であることを特徴とする請求項1または2に記載の真空断熱材。
【請求項4】
前記芯材は、ポリエステル繊維集合体であることを特徴とする請求項1〜3いずれかに記載の真空断熱材。
【請求項5】
前記ポリエステル繊維は、ポリエチレンテレフタレート繊維であることを特徴とする請求項4記載の真空断熱材。
【請求項1】
少なくとも芯材、ガス吸着材並びに該芯材及び該ガス吸着材を収納し内部を減圧状態に維持できる外包材を備えてなる真空断熱材において、前記ガス吸着材は、少なくともポリエステル製不織布層を有するシート状包装体中にガス吸着物質を内包してなることを特徴とする真空断熱材。
【請求項2】
前記ポリエステル製不織布層の目付が、30〜200g/m2で有ることを特徴とする請求項1に記載の真空断熱材。
【請求項3】
前記ポリエステル製不織布層は、ポリエチレンテレフタレート製不織布層であることを特徴とする請求項1または2に記載の真空断熱材。
【請求項4】
前記芯材は、ポリエステル繊維集合体であることを特徴とする請求項1〜3いずれかに記載の真空断熱材。
【請求項5】
前記ポリエステル繊維は、ポリエチレンテレフタレート繊維であることを特徴とする請求項4記載の真空断熱材。
【図1】


【図2】

【図2】
【公開番号】特開2006−153150(P2006−153150A)
【公開日】平成18年6月15日(2006.6.15)
【国際特許分類】
【出願番号】特願2004−345171(P2004−345171)
【出願日】平成16年11月30日(2004.11.30)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
【公開日】平成18年6月15日(2006.6.15)
【国際特許分類】
【出願日】平成16年11月30日(2004.11.30)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
[ Back to top ]