
真空断熱材
【課題】優れた赤外線反射効果を有する真空断熱材を提供すること。
【解決手段】すくなくとも芯材と芯材を覆うガスバリア性の外被材8とから構成され、外被材8の内部を減圧してなる真空断熱材において、外被材8は、少なくとも最外層に赤外線吸収率が25%未満の樹脂フィルム9と、中間層に赤外線反射層10と、最内層に熱溶着層4とが、接着剤5により複層された赤外線反射率が50%以上の外被材8であり、接着剤5は部分的に塗布され、接着部11と非接着部12とを形成することで、赤外線吸収率を低減し、優れた赤外線反射効果を持つ真空断熱材を提供することができる。
【解決手段】すくなくとも芯材と芯材を覆うガスバリア性の外被材8とから構成され、外被材8の内部を減圧してなる真空断熱材において、外被材8は、少なくとも最外層に赤外線吸収率が25%未満の樹脂フィルム9と、中間層に赤外線反射層10と、最内層に熱溶着層4とが、接着剤5により複層された赤外線反射率が50%以上の外被材8であり、接着剤5は部分的に塗布され、接着部11と非接着部12とを形成することで、赤外線吸収率を低減し、優れた赤外線反射効果を持つ真空断熱材を提供することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、真空断熱材に係わり、詳しくは、優れた赤外線反射効果を有する外被材に関するものである。
【背景技術】
【0002】
近年、地球環境問題である温暖化の対策として省エネルギーを推進する動きが活発となっており、民生・産業用機器に関しては、熱を有効活用するという観点から、優れた断熱性能を有する断熱材が求められている。特に150℃を超える高温領域で断熱材を使用すると、省エネルギー効果が顕著に表れるため、印刷機、複写機、液晶プロジェクター、半導体製造装置への適用が期待されている。
【0003】
150℃を超える高温領域では、室温領域とは異なり、赤外線による輻射熱伝導成分が無視できなくなるため、断熱材の断熱性能が低下してしまう。よって輻射による熱の伝導を抑制する技術が必要となる。輻射熱を抑制する技術としては、真空断熱材の外被材に赤外線反射機能を持たせた断熱性ラミネートフィルムが報告されている(例えば、特許文献1参照)。
【0004】
図7は、特許文献1に記載された従来の断熱性ラミネートフィルムの断面図である。この断熱性ラミネートフィルム1は、保護層2と、遠赤外線反射層3と、熱溶着層4とを接着剤5にて接着したものである。この断熱性ラミネートフィルムは、保護層に遠赤外線透過物質を用い、遠赤外線反射層に金属箔を用いているため、高い遠赤外線反射率を得ることができるとされている。
【特許文献1】特開平5−193668号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1の構成では、保護層に遠赤外線透過性物質を用いたため、遠赤外線反射層まで赤外線が到達することが可能とあるが、赤外線透過性物質の定義が不明確であり、また、保護層と遠赤外線反射層との接着剤も、遠赤外線透過効果を損なわないような接着剤としか定義されておらず不明確である。
【0006】
本発明では、上記従来の課題を解決するものであり、優れた赤外線反射効果を有する真空断熱材を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記従来の課題を解決するために、本発明の真空断熱材は、少なくとも真空断熱材を設置した際に高温側となる面の外被材が、少なくとも最外層に樹脂フィルムと、中間層に赤外線反射層と、最内層に熱可塑性樹脂からなる熱溶着層とが、接着剤により複層された赤外線反射率が50%以上の外被材であり、前記樹脂フィルムと前記赤外線反射層との間に介在する前記接着剤は部分的に塗布され、接着部と非接着部とを形成するのである。
【0008】
これによって、樹脂フィルムを透過した赤外線は、接着剤の接着部と非接着部へそれぞれ入射する。このとき、接着部に入射した赤外線の一部は、接着剤の赤外線吸収作用により吸収され、熱として赤外線反射層へ伝導するが、非接着部では接着剤が無いので赤外線の吸収が生じない。このように接着剤を部分的に塗布することにより、外被材の赤外線吸収率を低減し、輻射による熱伝導を抑制することができる。
【発明の効果】
【0009】
本発明の真空断熱材は、赤外線吸収率を低減し、優れた赤外線反射効果を持つ真空断熱材を提供することができる。
【発明を実施するための最良の形態】
【0010】
請求項1に記載の発明は、少なくとも芯材と前記芯材を覆うガスバリア性の外被材とから構成され、前記外被材の内部を減圧してなる真空断熱材において、少なくとも真空断熱材を設置した際に高温側となる面の外被材は、少なくとも最外層に樹脂フィルムと、中間層に赤外線反射層と、最内層に熱可塑性樹脂からなる熱溶着層とが、接着剤により複層された赤外線反射率が50%以上の外被材であり、前記樹脂フィルムと前記赤外線反射層との間に介在する前記接着剤は部分的に塗布され、接着部と非接着部とを形成するものである。
【0011】
赤外線反射層を樹脂フィルムで覆うことにより、酸化劣化や外部からの衝撃に対して赤外線反射層を保護するとともに、外被材に電気絶縁性を付与することができる。また、樹脂フィルムを透過した赤外線は、接着剤の接着部と非接着部へそれぞれ入射する。このとき、接着部に入射した赤外線の一部は、接着剤の赤外線吸収作用により吸収されるが、非接着部では接着剤が無いため赤外線の吸収が生じない。このように接着剤を部分的に塗布することにより、真空断熱材の赤外線吸収率を低減し、輻射による熱伝導を抑制することができる。
【0012】
また、接着剤の接着部と非接着部の形成方法や形状に関しては特に指定するものではなく、溶剤によるエッチングやフォトレジストによるエッチング、グラビア印刷や、オフセット印刷、フレキソ印刷、スクリーン印刷等の印刷技術を用いても良い。
【0013】
また、接着剤の種類に関しては特に指定するものではなく、ポリウレタン系接着剤、エポキシ系接着剤等の樹脂系接着剤や、クロロプレンゴム系、ニトリルゴム系のエラストマー系接着剤や、これらの樹脂を混合した混合系接着剤など一般に知られるラミネート用接着剤が利用できる。
【0014】
また、接着剤の塗布量に関しては特に指定するものではなく、ラミネート可能な塗布量であれば良いが、接着剤層での赤外線吸収を抑えるために塗布量は少ない方が好ましい。
【0015】
また、真空断熱材は、芯材と芯材を覆うガスバリア性の外被材とから構成されているが、酸化カルシウムなどの水分吸着剤やガス吸着剤を併用することで、真空断熱材の経時性能劣化を抑えることができる。
【0016】
請求項2に記載の発明は、請求項1に記載の発明の真空断熱材において、樹脂フィルムの赤外線吸収率が25%未満であることを特徴とするものである。赤外線吸収率が25%未満の樹脂フィルムを使用することにより、外被材での赤外線吸収率を小さくすることができ、赤外線反射効率の良い真空断熱材を提供することができる。
【0017】
請求項3に記載の発明は、請求項1または2に記載の真空断熱材において、赤外線反射層が複数枚複層されることを特徴とするものである。これにより、外被材の赤外線反射効率、耐磨耗性、耐食性が向上した真空断熱材を提供することができる。
【0018】
請求項4に記載の発明は、請求項1から3のいずれか一項に記載の真空断熱材において、接着剤は、部分的に塗布され、接着部と非接着部が幾何学模様を形成するものである。これにより、非接着部が外被材のどの箇所においても、均一に分散しているため、熱源から発生する赤外線が真空断熱材のどこに照射されても、赤外線を効率よく反射することができる。また、接着部が均一に分散しているため、外被材の機械的強度が均一に保たれ、樹脂フィルムが赤外線反射層から剥離する現象(デラミネーション)を抑えた真空断熱材を提供することができる。
【0019】
また、幾何学模様とは、三角形、方形、菱形、多角形、円形などを素材とする模様である。
【0020】
請求項5に記載の発明は、請求項1から4のいずれか一項に記載の真空断熱材において、樹脂フィルムと赤外線反射層との間に介在する接着剤の、外被材の有効面積に対する接着剤塗布率が、全体の25%以上80%以下であることを特徴とするものである。なお、外被材の有効面積とは、赤外線反射効果の現れる赤外線反射層の面積であり、また、接着剤塗布率とは、外被材の有効面積に対する、接着剤塗布面積が占める割合である。これにより、接着部において、樹脂フィルムと赤外線反射層との接着強度を確保しながら、非接着部において、赤外線を効率良く反射することができる。
【0021】
請求項6に記載の発明は、請求項1から5のいずれか一項に記載の真空断熱材において、樹脂フィルムと熱溶着層の融点をそれぞれ150℃以上とするものである。これにより、真空断熱材に優れた耐熱性を付与することができる。
【0022】
請求項7に記載の発明は、請求項1から6のいずれか一項に記載の真空断熱材において、樹脂フィルムがフッ素系樹脂フィルムであることを特徴とするものである。フッ素系樹脂は赤外線波長である2μm〜25μmの吸収が比較的少なく、樹脂フィルムによる赤外線の吸収をさらに抑えることができるため、赤外線反射率が向上した真空断熱材を提供することができる。
【0023】
また、フッ素樹脂は、例えばテトラフルオロエチレン・エチレン共重合体(ETFE)フィルムや、テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体(FEP)フィルム、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体(PFA)フィルム、ポリクロロトリフルオロエチレン(PCTFE)フィルム、ポリビニリデンフルオライド(PVDF)フィルムが挙げられ、これらのフィルムは、耐熱性とともに耐食性、耐薬品性に優れていることから、真空断熱材に耐熱性や耐食性、耐薬品性の効果を付与することができる。
【0024】
請求項8に記載の発明は、請求項1から6のいずれか一項に記載の真空断熱材において、樹脂フィルムがポリフェニレンサルファイドフィルムであることを特徴とするものである。ポリフェニレンサルファイド(PPS)フィルムはフッ素系樹脂フィルムと同様に、赤外線波長の吸収が比較的少なく、樹脂フィルムによる赤外線の吸収をさらに抑えることができるため、赤外線反射率が向上した真空断熱材を提供することができる。
【0025】
また、ポリフェニレンサルファイドフィルムは耐熱性や難燃性に優れていることから、真空断熱材に耐熱性や難燃性の効果を付与することができる。
【0026】
請求項9に記載の発明は、請求項1から8のいずれか一項に記載の真空断熱材において、熱溶着層がフッ素系樹脂フィルムであることを特徴とするものである。フッ素系樹脂は、熱可塑性樹脂の中でもガスバリア性、水蒸気バリア性に優れているため、大気から真空断熱材に侵入するガスや水蒸気による真空度の上昇を抑えることができる。
【0027】
また、フッ素系樹脂フィルムは、耐熱性や難燃性、耐食性、耐薬品性に優れていることから、真空断熱材に耐熱性や難燃性、耐食性、耐薬品性の効果を付与することができる。
【0028】
請求項10に記載の発明は、請求項1から9のいずれか一項に記載の真空断熱材において、赤外線反射層が金属箔であることを特徴とするものである。金属を薄く延ばした金属箔を使用することによって、真空断熱材に高反射率とガスバリア性を付与することができる。
【0029】
請求項11に記載の発明は、請求項1から9のいずれか一項に記載の真空断熱材において、赤外線反射層が金属蒸着フィルムであることを特徴とするものである。樹脂フィルムの表面に金属を蒸着した金属蒸着フィルムを用いることで、真空断熱材に柔軟性や、耐衝撃性、低熱伝導性を付与することができる。
【0030】
請求項12に記載の発明は、請求項1から11のいずれか一項に記載の真空断熱材において、芯材が、少なくとも乾式シリカと導電性粉体との混合物からなることを特徴とするものである。乾式シリカと導電性粉体との混合物は、グラスウールやその他真空断熱材に使用される芯材と比較して、真空断熱材の内圧上昇に伴う断熱性能の劣化が小さいため、150℃程度の高温領域において使用する真空断熱材として非常に有効である。
【0031】
また、上記の芯材に酸化チタンや酸化アルミニウムやインジウムドープ酸化錫等の赤外線吸収率が小さい物質を輻射抑制材として添加することで、芯材自体の赤外線吸収率を小さくすることができる。
【0032】
請求項13に記載の発明は、請求項1から11のいずれか一項に記載の真空断熱材において、芯材が、少なくとも乾式シリカ粉体と、導電性粉体と、無機繊維とからなる粉体と繊維材との混合物の成形体であることを特徴とするものである。芯材の母材が、乾式シリカ粉体と、導電性粉体であるため、グラスウールやその他真空断熱材に使用される芯材と比較して、真空断熱材の内圧上昇に伴う断熱性能の劣化が小さいため、150℃程度の高温領域において使用する真空断熱材として非常に有効である。また、無機繊維が成形体内部で骨材として作用することにより、芯材が乾式シリカ粉体と導電性粉体の混合物であるときよりも取り扱い性に優れている。また、外被材を減圧下で封止する際に、封止部に粉が付着することがないので封止を阻害することがなく、真空断熱材の内部へ徐々に空気が侵入する現象(スローリーク)を防止することができるため、真空断熱材の長期信頼性を確保できる。
【0033】
また、上記の芯材に酸化チタンや酸化アルミニウムやインジウムドープ酸化錫等の赤外線吸収率が小さい物質を輻射抑制材として添加することで、芯材自体の赤外線吸収率を小さくすることができる。
【0034】
以下、本発明の実施の形態について、図面を参照しながら説明する。なお、この実施の形態によってこの発明が限定されるものではない。
【0035】
(実施の形態1)
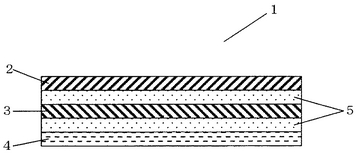
図1は、本発明の実施の形態1における真空断熱材の断面図を示すものであり、図2は本実施の形態1における外被材の断面図を示すものであり、図3は、本発明の実施の形態1における接着剤部分塗布の一例として、格子状に塗布された接着剤の模式図を示すものである。
【0036】
図1において、真空断熱材6は、芯材7と芯材7を覆うガスバリア性の外被材8とから構成されている。また、図2において、外被材8は、最外層に赤外線吸収率が25%未満の樹脂フィルム9と、中間層に赤外線反射層10と、最内層に熱溶着層4とが、接着剤5により複層されるように構成されている。また、図3において、接着剤5は、接着部11と非接着部12とが格子状となるように接着剤が塗布されている。
【0037】
以上のように構成された真空断熱材6について、以下その動作、作用を説明する。
【0038】
樹脂フィルム9は、酸化劣化や外部からの衝撃に対し、赤外線反射層を保護し、また、外被材に電気絶縁性を付与する作用を有し、長期にわたって赤外線反射効果が持続するものである。
【0039】
赤外線反射層10は、樹脂フィルム9を透過した赤外線を反射し、また、大気中の水分やガスが真空断熱材内部へ侵入することを防止する作用を有する。
【0040】
また、熱源から発生した赤外線は、樹脂フィルム9を透過し、接着剤5の接着部11または非接着部12へ入射する。このとき、接着部11へ入射した赤外線の一部は、接着剤5の赤外線吸収作用によって吸収され、熱となるが、非接着部12へ入射した赤外線は、接着剤5が無いため、吸収されることなく赤外線反射層10へ向かい、赤外線反射層10の表面で反射される。
【0041】
そして、反射された赤外線は、ふたたび接着剤5の接着部11と非接着部12をそれぞれ通過し、樹脂フィルム9を透過する。また、接着剤5の接着部11や赤外線反射層10で吸収された赤外線は熱となり、熱溶着層4を介して芯材7へ伝わる。
【0042】
以上のように、本実施の形態においては、真空断熱材6は、接着剤5が部分的に塗布され、接着部11と非接着部12とを形成することにより、樹脂フィルム9と赤外線反射層10との接着強度を確保することができる。また、赤外線が接着剤5で吸収される割合が低くなるため、樹脂フィルム9を透過し、赤外線反射層10まで到達した赤外線は赤外線反射層において効率良く反射されることから、優れた赤外線反射効果を発揮することができる。
【0043】
本発明の実施の形態における樹脂フィルム9は、例えば、ETFEフィルム(融点265℃、赤外線吸収率8%)や、FEPフィルム(融点270℃、赤外線吸収率8%)、PFAフィルム(融点305℃、赤外線吸収率8%)、PPSフィルム(融点285℃、赤外線吸収率10%)、無延伸ポリプロピレン(CPP)フィルム(融点170℃、赤外線吸収率17%)、ポリエチレンテレフタレート(PET)フィルム(融点265℃、赤外線吸収率18%)が挙げられ、また、融点を持たないものとしては、ポリサルフォン(PSF)フィルム(連続使用温度150℃、赤外線吸収率10%)や、ポリエテールサルフォン(PES)フィルム(連続使用温度180℃、赤外線吸収率15%)などが利用でき、特に、赤外線波長領域である2〜25μmの吸収率が小さいフッ素系樹脂フィルムやPPSフィルムを用いることにより、赤外線反射層12での赤外線反射を効率良く行うことができる。
【0044】
また、赤外線反射層10としては、例えば、アルミニウム箔や金箔、銀箔、銅箔、ニッケル箔、ステンレス箔などの金属を薄く延ばした金属箔や、アルミニウム、金、銀、銅、ニッケルを蒸着した金属蒸着フィルム等が考えられるが、高い赤外線反射率を有し、プロセスコストの安価なアルミニウム箔や銅箔を用いることが好ましい。
【0045】
また、本実施の形態における接着剤5としては、例えばポリウレタン系接着剤、エポキシ系接着剤等の樹脂系接着剤や、クロロプレンゴム系、ニトリルゴム系のエラストマー系接着剤や、これらの樹脂を混合した混合系接着剤等の有機接着剤など、一般に知られるラミネート用接着剤が利用できる。
【0046】
また、樹脂フィルム9と赤外線反射層10との間には、接着剤5による接着部11と、非接着部12が形成されており、接着部11と非接着部12の形成方法としては、グラビア印刷や、オフセット印刷、フレキソ印刷、スクリーン印刷等の印刷技術や、溶剤や光によるエッチング等が考えられるが、現実的には、プロセスコストの安価な印刷技術を利用することが好ましい。
【0047】
また、接着剤5は、赤外線反射層10と樹脂フィルム9の柔軟性や引張強度等の物理的特性を考慮して、どちらの面に塗布しても良い。
【0048】
また、本実施の形態における接着部11の印刷模様を格子状としたが、外被材の形状によって、三角形、方形、菱形、多角形、円形などを素材とする幾何学模様や、意匠のような非幾何学模様を用いても良い。
【0049】
また、接着剤塗布率は、必要な接着強度と赤外線反射効果の度合いに応じて自由に変えることができるが、樹脂フィルムと赤外線反射層との接着強度を確保しながら赤外線を効率良く反射させるためには、接着剤塗布率が25%以上80%以下であることが好ましい。
【0050】
これは、接着剤塗布率が25%未満になると、接着剤の部分塗布による赤外線反射効果は大きくなるが、樹脂フィルムと赤外線反射層との接着強度が極端に低下することで、外被材の取り扱い性が悪くなり、樹脂フィルムの剥離や、赤外線反射層に皺が発生する。また、接着剤塗布率が80%より大きくなると、非接着部形成による赤外線反射効果よりも、接着部による赤外線吸収効果の寄与分が大きくなり、接着剤の部分塗布の効果が表れないためである。
【0051】
また、本実施の形態における外被材8の構成を、樹脂フィルム9と赤外線反射層10と熱溶着層とを接着剤11によって複層したが、樹脂フィルム9と赤外線反射層10が複数枚複層することで、真空断熱材6にさらなる高ガスバリア性や高赤外線反射率効果を付与することができる。
【0052】
以上のような本発明の真空断熱材6を輻射熱伝導の抑制が必要な箇所に取り付けることにより、有効な断熱効果が得られる。取り付け箇所の例としては、恒温槽や半導体製造装置等の産業用設備や、コンピューターやプリンター、複写機、プロジェクター等の情報機器、ジャーポットや炊飯器、電子レンジ、給湯器等の調理家電、住宅や工場の屋根や壁等の建築部材など、保温や遮熱が必要なあらゆるケースが考えられる。
【0053】
また、真空断熱材の取り付け方法に関しては特に指定するものではなく、接着剤、樹脂との一体発泡などの化学的接合や、挟み込みなどの物理的接合でも良い。
【0054】
以上のように構成された真空断熱材について、接着剤を部分塗布したときの赤外線反射効果および断熱効果について確認した結果を、実施例1から実施例5に示し、比較例を比較例1から比較例4に示す。
【0055】
なお、本実施の形態では、真空断熱材の芯材として、乾式シリカと、カーボンブラックと、ガラス繊維とからなる混合物の成形体(厚さ3mm)を用いた。
【0056】
また、性能評価は、厚さ3mmの真空断熱材表面の垂直方向からハロゲンヒーターを照射したときの真空断熱材高温面中心温度と、真空断熱材低温面中心温度と、真空断熱材の高温面から低温面へ流れる熱流束と、真空断熱材の熱伝導率にて行った。また、評価の基準は、樹脂フィルムと赤外線反射層間の接着剤塗布率を100%とした外被材を用いた時の真空断熱材(比較例1)の各測定値とした。
【0057】
赤外線反射効果の有無は、真空断熱材の熱伝導率が、評価基準(比較例1)と比べて10%以上の低減効果が得られれば、接着剤の部分塗布による赤外線反射効果があると判断した。後述するが、比較例1での真空断熱材の熱伝導率は0.0057W/mKであった。
【0058】
ここで、樹脂フィルムおよび外被材の赤外線吸収率は、日本電子製フーリエ変換赤外分光光度計JIR5500型と赤外放射ユニットIR−IRR200とを用いて、150℃で得られた赤外放射率を吸収率とみなした。また、赤外線反射率は、日立製作所赤外分光光度計270−30を用い、反射装置の相対反射12°で測定した。また、真空断熱材の熱伝導率測定は、英弘精機社製Auto−Λを用い、平均温度24℃の条件で行った。
【0059】
(実施例1)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0060】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると79%であった。
【0061】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、117℃、32℃、125W/m2、0.0044W/mKであった。
【0062】
比較例1と比較すると、真空断熱材高温面中心温度で18℃低減し、また、熱伝導率が23%小さいことから、赤外線反射効果が確認できた。
【0063】
(実施例2)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのETFEフィルム(赤外線吸収率8%)をラミネートした。
【0064】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると80%であった。
【0065】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、116℃、31℃、121W/m2、0.0043W/mKであった。
【0066】
比較例1と比較すると、真空断熱材高温面中心温度で19℃低減し、また、熱伝導率が25%小さいことから、赤外線反射効果が確認できた。
【0067】
(実施例3)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして6μmのPETフィルム(赤外線吸収率18%)をラミネートした。
【0068】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として50μmのCPPフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると68%であった。
【0069】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、122℃、34℃、142W/m2、0.0048W/mKであった。
【0070】
比較例1と比較すると、真空断熱材高温面中心温度で13℃低減し、また、熱伝導率が16%小さいことから、赤外線反射効果が確認できた。
【0071】
(実施例4)
12μmのアルミニウム箔を2枚ラミネートしたものを赤外線反射層とし、赤外線反射層の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0072】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると82%であった。
【0073】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、107℃、34℃、110W/m2、0.0045W/mKであった。
【0074】
比較例1と比較すると、真空断熱材高温面中心温度で28℃低減し、また、熱伝導率が21%小さいことから、赤外線反射効果が確認できた。
【0075】
(実施例5)
赤外線反射層として12μmのエチレン・ビニルアルコール共重合体(EVOH)フィルムの片面にアルミニウム蒸着を施し、蒸着面にポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるように塗布するとともに、樹脂フィルムとして2μmのPPSフィルム(赤外線吸収率10%)をラミネートした。
【0076】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として50μmのCPPフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると72%であった。
【0077】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、125℃、34℃、144W/m2、0.0047W/mKであった。
【0078】
比較例1と比較すると、真空断熱材高温面中心温度で10℃低減し、また、熱伝導率が18%小さいことから、赤外線反射効果が確認できた。
【0079】
(比較例1)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が100:0(接着剤塗布率:100%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして6μmのPETフィルム(赤外線吸収率18%)をラミネートした。
【0080】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として50μmのCPPフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると51%であった。
【0081】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、135℃、36℃、188W/m2、0.0057W/mKであった。
【0082】
(比較例2)
アルミニウム蒸着を施した12μmのPETフィルムと、アルミニウム蒸着を施した12μmのエチレン・ビニルアルコール共重合体(EVOH)フィルムとを、蒸着面同士接着剤を用いてラミネートすることで赤外線反射層を得た。また、PETフィルムの非蒸着面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が100:0(接着剤塗布率:100%)となるように塗布するとともに、樹脂フィルムとして15μmのナイロンフィルム(赤外線吸収率80%)をラミネートした。
【0083】
また、EVOHフィルムの非蒸着面に接着剤を塗布するとともに、熱溶着層として50μmのCPPフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると30%であった。
【0084】
この外被材を用いて乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、152℃、37℃、257W/m2、0.0067W/mKであった。
【0085】
比較例1と比較すると、真空断熱材高温面中心温度で17℃上昇し、また、熱伝導率が18%大きいことから、赤外線反射効果が確認できなかった。
【0086】
(比較例3)
赤外線反射層としてアルミニウム箔(6μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が100:0(接着剤塗布率:100%)となるように塗布するとともに、樹脂フィルムとして15μmのナイロンフィルム(赤外線吸収率80%)をラミネートした。
【0087】
また、赤外線反射層の他方の面に接着剤を塗布するとともに、熱溶着層として50μmの低密度ポリエチレン(LDPE)フィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると27%であった。
【0088】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、158℃、44℃、260W/m2、0.0068W/mKであった。
【0089】
比較例1と比較すると、真空断熱材高温面中心温度で23℃上昇し、また、熱伝導率が19%大きいことから、赤外線反射効果が確認できなかった。
【0090】
(比較例4)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのナイロンフィルム(赤外線吸収率80%)をラミネートした。
【0091】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として50μmのCPPフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると37%であった。
【0092】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、141℃、38℃、233W/m2、0.0068W/mKであった。
【0093】
比較例1と比較すると、真空断熱材高温面中心温度で6℃上昇し、また、熱伝導率が19%大きいことから、赤外線反射効果が確認できなかった。
【0094】
以上のように構成された真空断熱材について、赤外線反射効果を確認した結果(実施例1〜実施例5および比較例1〜比較例4)を(表1)に示す。
【0095】
【表1】

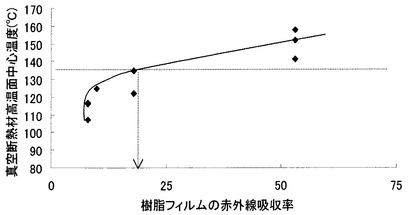
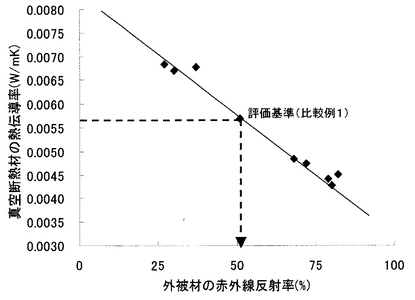
また、樹脂フィルムの赤外線吸収率と真空断熱材高温面中心温度の関係を図4に示し、外被材の赤外線反射率と真空断熱材高温面中心温度の関係を図5に示す。
【0096】
図4の結果から、赤外線吸収率が25%未満の樹脂フィルムを外被材として用いることで、真空断熱材高温面中心温度を低減することが確認できた。また、図5の結果から、赤外線反射率が50%以上の外被材を用いた真空断熱材において、接着剤を部分的に塗布することにより、さらなる赤外線反射効果が得られることが確認できた。
【0097】
(実施の形態2)
本発明の実施例1と同一の外被材構成のまま、接着剤塗布率を変えた真空断熱材の赤外線反射効果および断熱効果を確認した結果を実施例6から実施例8に示し、比較例を比較例5から比較例8に示す。
【0098】
なお、赤外線反射効果を明確にするため、本実施の形態では、真空断熱材の芯材として、乾式シリカと、カーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体(厚さ3mm)を用いた。
【0099】
また、性能評価は、厚さ3mmの真空断熱材表面の垂直方向からハロゲンヒーターを照射したときの真空断熱材高温面中心温度と、真空断熱材低温面中心温度と、真空断熱材の高温面から低温面へ流れる熱流束と、真空断熱材の熱伝導率にて行った。また、評価の基準は、樹脂フィルムと赤外線反射層間の接着剤塗布率を100%とした外被材を用いた時の真空断熱材(比較例5)の各測定値とした。
【0100】
赤外線反射効果の有無は、真空断熱材の熱伝導率が、評価基準(比較例5)と比べて10%以上の低減効果が得られれば、接着剤の部分塗布による赤外線反射効果があると判断した。後述するが、比較例5における真空断熱材の熱伝導率は0.0053W/mKであった。
【0101】
ここで、樹脂フィルムおよび外被材の赤外線吸収率は、日本電子製フーリエ変換赤外分光光度計JIR5500型と赤外放射ユニットIR−IRR200とを用いて、150℃で得られた赤外放射率を吸収率とみなした。また、赤外線反射率は、日立製作所赤外分光光度計270−30を用い、反射装置の相対反射12°で測定した。また、真空断熱材の熱伝導率測定は、英弘精機社製Auto−Λを用い、平均温度24℃の条件で行った。
【0102】
(実施例6)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が25:75(接着剤塗布率:25%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0103】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると84%であった。
【0104】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、116℃、32℃、122W/m2、0.0044W/mKであった。
【0105】
比較例1と比較すると、真空断熱材高温面中心温度で17℃低減し、また、熱伝導率が17%小さいことから、赤外線反射効果が確認できた。
【0106】
(実施例7)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が63:37(接着剤塗布率:63%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0107】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると77%であった。
【0108】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、120℃、33℃、130W/m2、0.0045W/mKであった。
【0109】
比較例1と比較すると、真空断熱材高温面中心温度で13℃低減し、また、熱伝導率が15%小さいことから、赤外線反射効果が確認できた。
【0110】
(実施例8)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が80:20(接着剤塗布率:80%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0111】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると73%であった。
【0112】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、122℃、34℃、134W/m2、0.0046W/mKであった。
【0113】
比較例1と比較すると、真空断熱材高温面中心温度で11℃低減し、また、熱伝導率が13%小さいことから、赤外線反射効果が確認できた。
【0114】
(比較例5)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が100:0(接着剤塗布率:100%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0115】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると69%であった。
【0116】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、133℃、35℃、174W/m2、0.0053W/mKであった。
【0117】
(比較例6)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が5:95(接着剤塗布率:5%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0118】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると88%であった。
【0119】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、109℃、30℃、102W/m2、0.0039W/mKであった。
【0120】
比較例1と比較すると、真空断熱材高温面中心温度で24℃低減し、また、熱伝導率が26%小さいことから、赤外線反射効果が確認できたが、樹脂フィルムと赤外線反射層との間の接着剤塗布率が5%と小さいため、樹脂フィルムが剥離する現象(デラミネーション)がみられた。
【0121】
(比較例7)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が15:85(接着剤塗布率:15%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0122】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると85%であった。
【0123】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、110℃、31℃、112W/m2、0.0043W/mKであった。
【0124】
比較例1と比較すると、真空断熱材高温面中心温度で23℃低減し、また、熱伝導率が19%小さいことから、赤外線反射効果が確認できたが、樹脂フィルムと赤外線反射層との間の接着剤塗布率が15%と小さいため、樹脂フィルムが剥離する現象(デラミネーション)がみられた。
【0125】
(比較例8)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が90:10(接着剤塗布率:90%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0126】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると71%であった。
【0127】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、131℃、35℃、159W/m2、0.0050W/mKであった。
【0128】
比較例1と比較すると、真空断熱材高温面中心温度で3℃低減し、また、熱伝導率が6%小さくなるが、接着剤の非接着部形成による赤外線反射効果よりも、接着部による赤外線吸収効果の寄与分が大きくなるため、接着剤の部分塗布の効果が明確に表れなかった。
【0129】
以上のように構成された真空断熱材について、赤外線反射効果を確認した結果(実施例1、実施例6〜実施例8および比較例5〜比較例8)を(表2)に示す。
【0130】
【表2】
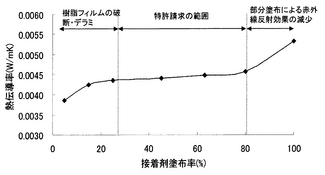
また、外被材の樹脂フィルム−赤外線反射層間における接着剤塗布率と真空断熱材の熱伝導率の関係を図6に示す。図6の結果から、接着剤塗布率を25%以上80%以下とすることにより、樹脂フィルムと赤外線反射層との接着強度を確保しながら、赤外線を効率良く反射する真空断熱材を得られることが確認できた。
【0131】
(実施の形態3)
本発明の実施例1と同一の外被材構成のまま、芯材を変えた真空断熱材の各赤外線反射効果および熱伝導率の経時性能劣化を測定した結果を実施例9から実施例12に示し、比較例を比較例9に示す。
【0132】
また、性能評価は、厚さ3mmの真空断熱材表面の垂直方向からハロゲンヒーターを照射したときの真空断熱材高温面中心温度と、真空断熱材の初期熱伝導率および、120℃の恒温炉にて30日間エージングを行った後の熱伝導率にて行った。
【0133】
なお、熱伝導率の測定は、英弘精機社製Auto−Λを用い、平均温度24℃の条件で行った。また、評価の基準は、比較例3で用いた外被材と、連通ウレタンフォームとからなる真空断熱材(比較例9)の各測定値とした。
【0134】
赤外線反射効果および熱伝導率の経時性能劣化が、評価基準(比較例9)と比べてそれぞれ、5℃以上、初期熱伝導率の150%以内であれば芯材の優位性があると判断した。後述するが、比較例9における真空断熱材高温面中心温度、熱伝導率の経時性能劣化はそれぞれ、157℃、151%であった。
【0135】
(実施例9)
乾式シリカ(日本アエロジル社製 アエロジル300 平均粒径:7nm)と、カーボンブラック(東海カーボン社製 トーカブラック#7100F 平均粒径:42nm)よりなる導電性粉体を重量比が95:5となるよう混合することで芯材を作製した。この芯材をポリエチレンテレフタレートとポリプロピレンよりなる不織布袋に充填し、実施例1で用いた外被材により芯材を覆い、内部を減圧することで真空断熱材を得た。
【0136】
評価を行ったところ、真空断熱材高温面中心温度と、熱伝導率はそれぞれ、115℃、0.0036W/mKであり、120℃の恒温炉にて30日間エージングを行った後、熱伝導率を測定すると0.0042W/mKであった。
【0137】
比較例9と比較すると真空断熱材高温面中心温度で42℃低減し、熱伝導率の経時性能劣化は117%であるため、この芯材は高温用真空断熱材の芯材として有効であることが確認できた。
【0138】
(実施例10)
乾式シリカ(日本アエロジル社製 アエロジル300 平均粒径:7nm)と、カーボンブラック(東海カーボン社製 トーカブラック#7100F 平均粒径:42nm)よりなる導電性粉体を重量比が95:5となるよう混合した基材に、グラスウールを10重量%混合し、圧縮成形することで芯材を作製した。実施例1で用いた外被材により芯材を覆い、内部を減圧することで真空断熱材を得た。
【0139】
評価を行ったところ、真空断熱材高温面中心温度と、熱伝導率はそれぞれ、117℃、0.0044W/mKであり、120℃の恒温炉にて30日間エージングを行った後、熱伝導率を測定すると0.0050W/mKであった。
【0140】
比較例9と比較すると真空断熱材高温面中心温度で40℃低減し、熱伝導率の経時性能劣化は114%であるため、この芯材は高温用真空断熱材の芯材として有効であることが確認できた。
【0141】
(実施例11)
実施例1で用いた外被材で連通ウレタンフォームからなる芯材を覆い、内部を減圧することで真空断熱材を得た。評価を行ったところ、真空断熱材高温面中心温度と、熱伝導率はそれぞれ、118℃、0.0070W/mKであり、120℃の恒温炉にて30日間エージングを行った後、熱伝導率を測定すると0.0105W/mKであった。
【0142】
比較例9と比較すると熱伝導率の経時性能劣化が150%であるため、この芯材は高温用真空断熱材の芯材として大きな効果は確認できなかったが、真空断熱材高温面中心温度で39℃低減したことから赤外線反射効果は確認できた。
【0143】
(実施例12)
実施例1で用いた外被材でグラスウールからなる芯材を覆い、内部を減圧することで真空断熱材を得た。評価を行ったところ、真空断熱材高温面中心温度と、熱伝導率はそれぞれ、116℃、0.0060W/mKであり、120℃の恒温炉にて30日間エージングを行った後、熱伝導率を測定すると0.0080W/mKであった。
【0144】
比較例9と比較すると熱伝導率の経時性能劣化が133%であるため、この芯材は高温用真空断熱材の芯材として大きな効果は確認できなかったが、真空断熱材高温面中心温度で41℃低減したことから赤外線反射効果は確認できた。
【0145】
(比較例9)
比較例3で用いた外被材で連通ウレタンフォームからなる芯材を覆い、内部を減圧することで真空断熱材を得た。評価を行ったところ、真空断熱材高温面中心温度と、熱伝導率はそれぞれ、157℃、0.0080W/mKであり、120℃の恒温炉にて30日間エージングを行った後、熱伝導率を測定すると0.0121W/mKであった。
【0146】
以上のように構成された真空断熱材について、熱伝導率の経時性能変化を確認した結果(実施例9から実施例12および比較例9)を(表3)に示す。
【0147】
【表3】
(表3)の結果から、少なくとも乾式シリカと導電性粉体との混合物からなる芯材を用いることで、グラスウールやその他真空断熱材に使用される芯材と比較して、真空断熱材の内圧上昇に伴う断熱性能の劣化が小さいことが確認できた。
【産業上の利用可能性】
【0148】
以上のように、本発明にかかる真空断熱材は、樹脂フィルムと赤外線反射層の間に介在する接着剤を部分塗布することにより、接着剤層での赤外線吸収を抑え、赤外線反射層において効率良く反射させることが可能であるため、恒温槽や半導体製造装置等の産業用設備や、コンピューターやプリンター、複写機、プロジェクター等の情報機器、ジャーポットや炊飯器、電子レンジ、給湯器等の調理家電、住宅や工場の屋根や壁等の建築部材など、保温や遮熱が必要なあらゆるケースにおいて使用することができる。
【図面の簡単な説明】
【0149】
【図1】本発明の実施の形態1における真空断熱材の断面図
【図2】本発明の実施の形態1における外被材の断面図
【図3】本発明の実施の形態1における接着剤の模式図
【図4】樹脂フィルムの赤外線吸収率と真空断熱材高温面中心温度の関係を示す特性図
【図5】外被材の赤外線反射率と真空断熱材の熱伝導率との関係を示す特性図
【図6】外被材の樹脂フィルム−赤外線反射層間における接着剤塗布率と真空断熱材の熱伝導率との関係を示す特性図
【図7】従来の断熱性ラミネートフィルムの断面図
【符号の説明】
【0150】
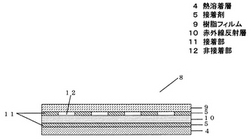
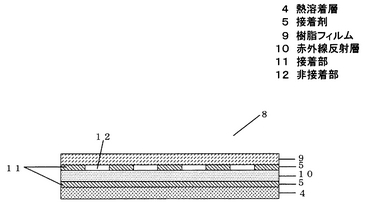
4 熱溶着層
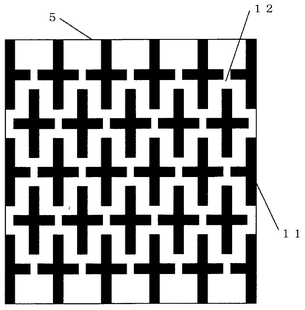
5 接着剤
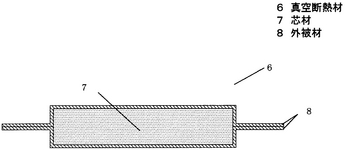
6 真空断熱材
7 芯材
8 外被材
9 樹脂フィルム
10 赤外線反射層
11 接着部
12 非接着部
【技術分野】
【0001】
本発明は、真空断熱材に係わり、詳しくは、優れた赤外線反射効果を有する外被材に関するものである。
【背景技術】
【0002】
近年、地球環境問題である温暖化の対策として省エネルギーを推進する動きが活発となっており、民生・産業用機器に関しては、熱を有効活用するという観点から、優れた断熱性能を有する断熱材が求められている。特に150℃を超える高温領域で断熱材を使用すると、省エネルギー効果が顕著に表れるため、印刷機、複写機、液晶プロジェクター、半導体製造装置への適用が期待されている。
【0003】
150℃を超える高温領域では、室温領域とは異なり、赤外線による輻射熱伝導成分が無視できなくなるため、断熱材の断熱性能が低下してしまう。よって輻射による熱の伝導を抑制する技術が必要となる。輻射熱を抑制する技術としては、真空断熱材の外被材に赤外線反射機能を持たせた断熱性ラミネートフィルムが報告されている(例えば、特許文献1参照)。
【0004】
図7は、特許文献1に記載された従来の断熱性ラミネートフィルムの断面図である。この断熱性ラミネートフィルム1は、保護層2と、遠赤外線反射層3と、熱溶着層4とを接着剤5にて接着したものである。この断熱性ラミネートフィルムは、保護層に遠赤外線透過物質を用い、遠赤外線反射層に金属箔を用いているため、高い遠赤外線反射率を得ることができるとされている。
【特許文献1】特開平5−193668号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1の構成では、保護層に遠赤外線透過性物質を用いたため、遠赤外線反射層まで赤外線が到達することが可能とあるが、赤外線透過性物質の定義が不明確であり、また、保護層と遠赤外線反射層との接着剤も、遠赤外線透過効果を損なわないような接着剤としか定義されておらず不明確である。
【0006】
本発明では、上記従来の課題を解決するものであり、優れた赤外線反射効果を有する真空断熱材を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記従来の課題を解決するために、本発明の真空断熱材は、少なくとも真空断熱材を設置した際に高温側となる面の外被材が、少なくとも最外層に樹脂フィルムと、中間層に赤外線反射層と、最内層に熱可塑性樹脂からなる熱溶着層とが、接着剤により複層された赤外線反射率が50%以上の外被材であり、前記樹脂フィルムと前記赤外線反射層との間に介在する前記接着剤は部分的に塗布され、接着部と非接着部とを形成するのである。
【0008】
これによって、樹脂フィルムを透過した赤外線は、接着剤の接着部と非接着部へそれぞれ入射する。このとき、接着部に入射した赤外線の一部は、接着剤の赤外線吸収作用により吸収され、熱として赤外線反射層へ伝導するが、非接着部では接着剤が無いので赤外線の吸収が生じない。このように接着剤を部分的に塗布することにより、外被材の赤外線吸収率を低減し、輻射による熱伝導を抑制することができる。
【発明の効果】
【0009】
本発明の真空断熱材は、赤外線吸収率を低減し、優れた赤外線反射効果を持つ真空断熱材を提供することができる。
【発明を実施するための最良の形態】
【0010】
請求項1に記載の発明は、少なくとも芯材と前記芯材を覆うガスバリア性の外被材とから構成され、前記外被材の内部を減圧してなる真空断熱材において、少なくとも真空断熱材を設置した際に高温側となる面の外被材は、少なくとも最外層に樹脂フィルムと、中間層に赤外線反射層と、最内層に熱可塑性樹脂からなる熱溶着層とが、接着剤により複層された赤外線反射率が50%以上の外被材であり、前記樹脂フィルムと前記赤外線反射層との間に介在する前記接着剤は部分的に塗布され、接着部と非接着部とを形成するものである。
【0011】
赤外線反射層を樹脂フィルムで覆うことにより、酸化劣化や外部からの衝撃に対して赤外線反射層を保護するとともに、外被材に電気絶縁性を付与することができる。また、樹脂フィルムを透過した赤外線は、接着剤の接着部と非接着部へそれぞれ入射する。このとき、接着部に入射した赤外線の一部は、接着剤の赤外線吸収作用により吸収されるが、非接着部では接着剤が無いため赤外線の吸収が生じない。このように接着剤を部分的に塗布することにより、真空断熱材の赤外線吸収率を低減し、輻射による熱伝導を抑制することができる。
【0012】
また、接着剤の接着部と非接着部の形成方法や形状に関しては特に指定するものではなく、溶剤によるエッチングやフォトレジストによるエッチング、グラビア印刷や、オフセット印刷、フレキソ印刷、スクリーン印刷等の印刷技術を用いても良い。
【0013】
また、接着剤の種類に関しては特に指定するものではなく、ポリウレタン系接着剤、エポキシ系接着剤等の樹脂系接着剤や、クロロプレンゴム系、ニトリルゴム系のエラストマー系接着剤や、これらの樹脂を混合した混合系接着剤など一般に知られるラミネート用接着剤が利用できる。
【0014】
また、接着剤の塗布量に関しては特に指定するものではなく、ラミネート可能な塗布量であれば良いが、接着剤層での赤外線吸収を抑えるために塗布量は少ない方が好ましい。
【0015】
また、真空断熱材は、芯材と芯材を覆うガスバリア性の外被材とから構成されているが、酸化カルシウムなどの水分吸着剤やガス吸着剤を併用することで、真空断熱材の経時性能劣化を抑えることができる。
【0016】
請求項2に記載の発明は、請求項1に記載の発明の真空断熱材において、樹脂フィルムの赤外線吸収率が25%未満であることを特徴とするものである。赤外線吸収率が25%未満の樹脂フィルムを使用することにより、外被材での赤外線吸収率を小さくすることができ、赤外線反射効率の良い真空断熱材を提供することができる。
【0017】
請求項3に記載の発明は、請求項1または2に記載の真空断熱材において、赤外線反射層が複数枚複層されることを特徴とするものである。これにより、外被材の赤外線反射効率、耐磨耗性、耐食性が向上した真空断熱材を提供することができる。
【0018】
請求項4に記載の発明は、請求項1から3のいずれか一項に記載の真空断熱材において、接着剤は、部分的に塗布され、接着部と非接着部が幾何学模様を形成するものである。これにより、非接着部が外被材のどの箇所においても、均一に分散しているため、熱源から発生する赤外線が真空断熱材のどこに照射されても、赤外線を効率よく反射することができる。また、接着部が均一に分散しているため、外被材の機械的強度が均一に保たれ、樹脂フィルムが赤外線反射層から剥離する現象(デラミネーション)を抑えた真空断熱材を提供することができる。
【0019】
また、幾何学模様とは、三角形、方形、菱形、多角形、円形などを素材とする模様である。
【0020】
請求項5に記載の発明は、請求項1から4のいずれか一項に記載の真空断熱材において、樹脂フィルムと赤外線反射層との間に介在する接着剤の、外被材の有効面積に対する接着剤塗布率が、全体の25%以上80%以下であることを特徴とするものである。なお、外被材の有効面積とは、赤外線反射効果の現れる赤外線反射層の面積であり、また、接着剤塗布率とは、外被材の有効面積に対する、接着剤塗布面積が占める割合である。これにより、接着部において、樹脂フィルムと赤外線反射層との接着強度を確保しながら、非接着部において、赤外線を効率良く反射することができる。
【0021】
請求項6に記載の発明は、請求項1から5のいずれか一項に記載の真空断熱材において、樹脂フィルムと熱溶着層の融点をそれぞれ150℃以上とするものである。これにより、真空断熱材に優れた耐熱性を付与することができる。
【0022】
請求項7に記載の発明は、請求項1から6のいずれか一項に記載の真空断熱材において、樹脂フィルムがフッ素系樹脂フィルムであることを特徴とするものである。フッ素系樹脂は赤外線波長である2μm〜25μmの吸収が比較的少なく、樹脂フィルムによる赤外線の吸収をさらに抑えることができるため、赤外線反射率が向上した真空断熱材を提供することができる。
【0023】
また、フッ素樹脂は、例えばテトラフルオロエチレン・エチレン共重合体(ETFE)フィルムや、テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体(FEP)フィルム、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体(PFA)フィルム、ポリクロロトリフルオロエチレン(PCTFE)フィルム、ポリビニリデンフルオライド(PVDF)フィルムが挙げられ、これらのフィルムは、耐熱性とともに耐食性、耐薬品性に優れていることから、真空断熱材に耐熱性や耐食性、耐薬品性の効果を付与することができる。
【0024】
請求項8に記載の発明は、請求項1から6のいずれか一項に記載の真空断熱材において、樹脂フィルムがポリフェニレンサルファイドフィルムであることを特徴とするものである。ポリフェニレンサルファイド(PPS)フィルムはフッ素系樹脂フィルムと同様に、赤外線波長の吸収が比較的少なく、樹脂フィルムによる赤外線の吸収をさらに抑えることができるため、赤外線反射率が向上した真空断熱材を提供することができる。
【0025】
また、ポリフェニレンサルファイドフィルムは耐熱性や難燃性に優れていることから、真空断熱材に耐熱性や難燃性の効果を付与することができる。
【0026】
請求項9に記載の発明は、請求項1から8のいずれか一項に記載の真空断熱材において、熱溶着層がフッ素系樹脂フィルムであることを特徴とするものである。フッ素系樹脂は、熱可塑性樹脂の中でもガスバリア性、水蒸気バリア性に優れているため、大気から真空断熱材に侵入するガスや水蒸気による真空度の上昇を抑えることができる。
【0027】
また、フッ素系樹脂フィルムは、耐熱性や難燃性、耐食性、耐薬品性に優れていることから、真空断熱材に耐熱性や難燃性、耐食性、耐薬品性の効果を付与することができる。
【0028】
請求項10に記載の発明は、請求項1から9のいずれか一項に記載の真空断熱材において、赤外線反射層が金属箔であることを特徴とするものである。金属を薄く延ばした金属箔を使用することによって、真空断熱材に高反射率とガスバリア性を付与することができる。
【0029】
請求項11に記載の発明は、請求項1から9のいずれか一項に記載の真空断熱材において、赤外線反射層が金属蒸着フィルムであることを特徴とするものである。樹脂フィルムの表面に金属を蒸着した金属蒸着フィルムを用いることで、真空断熱材に柔軟性や、耐衝撃性、低熱伝導性を付与することができる。
【0030】
請求項12に記載の発明は、請求項1から11のいずれか一項に記載の真空断熱材において、芯材が、少なくとも乾式シリカと導電性粉体との混合物からなることを特徴とするものである。乾式シリカと導電性粉体との混合物は、グラスウールやその他真空断熱材に使用される芯材と比較して、真空断熱材の内圧上昇に伴う断熱性能の劣化が小さいため、150℃程度の高温領域において使用する真空断熱材として非常に有効である。
【0031】
また、上記の芯材に酸化チタンや酸化アルミニウムやインジウムドープ酸化錫等の赤外線吸収率が小さい物質を輻射抑制材として添加することで、芯材自体の赤外線吸収率を小さくすることができる。
【0032】
請求項13に記載の発明は、請求項1から11のいずれか一項に記載の真空断熱材において、芯材が、少なくとも乾式シリカ粉体と、導電性粉体と、無機繊維とからなる粉体と繊維材との混合物の成形体であることを特徴とするものである。芯材の母材が、乾式シリカ粉体と、導電性粉体であるため、グラスウールやその他真空断熱材に使用される芯材と比較して、真空断熱材の内圧上昇に伴う断熱性能の劣化が小さいため、150℃程度の高温領域において使用する真空断熱材として非常に有効である。また、無機繊維が成形体内部で骨材として作用することにより、芯材が乾式シリカ粉体と導電性粉体の混合物であるときよりも取り扱い性に優れている。また、外被材を減圧下で封止する際に、封止部に粉が付着することがないので封止を阻害することがなく、真空断熱材の内部へ徐々に空気が侵入する現象(スローリーク)を防止することができるため、真空断熱材の長期信頼性を確保できる。
【0033】
また、上記の芯材に酸化チタンや酸化アルミニウムやインジウムドープ酸化錫等の赤外線吸収率が小さい物質を輻射抑制材として添加することで、芯材自体の赤外線吸収率を小さくすることができる。
【0034】
以下、本発明の実施の形態について、図面を参照しながら説明する。なお、この実施の形態によってこの発明が限定されるものではない。
【0035】
(実施の形態1)
図1は、本発明の実施の形態1における真空断熱材の断面図を示すものであり、図2は本実施の形態1における外被材の断面図を示すものであり、図3は、本発明の実施の形態1における接着剤部分塗布の一例として、格子状に塗布された接着剤の模式図を示すものである。
【0036】
図1において、真空断熱材6は、芯材7と芯材7を覆うガスバリア性の外被材8とから構成されている。また、図2において、外被材8は、最外層に赤外線吸収率が25%未満の樹脂フィルム9と、中間層に赤外線反射層10と、最内層に熱溶着層4とが、接着剤5により複層されるように構成されている。また、図3において、接着剤5は、接着部11と非接着部12とが格子状となるように接着剤が塗布されている。
【0037】
以上のように構成された真空断熱材6について、以下その動作、作用を説明する。
【0038】
樹脂フィルム9は、酸化劣化や外部からの衝撃に対し、赤外線反射層を保護し、また、外被材に電気絶縁性を付与する作用を有し、長期にわたって赤外線反射効果が持続するものである。
【0039】
赤外線反射層10は、樹脂フィルム9を透過した赤外線を反射し、また、大気中の水分やガスが真空断熱材内部へ侵入することを防止する作用を有する。
【0040】
また、熱源から発生した赤外線は、樹脂フィルム9を透過し、接着剤5の接着部11または非接着部12へ入射する。このとき、接着部11へ入射した赤外線の一部は、接着剤5の赤外線吸収作用によって吸収され、熱となるが、非接着部12へ入射した赤外線は、接着剤5が無いため、吸収されることなく赤外線反射層10へ向かい、赤外線反射層10の表面で反射される。
【0041】
そして、反射された赤外線は、ふたたび接着剤5の接着部11と非接着部12をそれぞれ通過し、樹脂フィルム9を透過する。また、接着剤5の接着部11や赤外線反射層10で吸収された赤外線は熱となり、熱溶着層4を介して芯材7へ伝わる。
【0042】
以上のように、本実施の形態においては、真空断熱材6は、接着剤5が部分的に塗布され、接着部11と非接着部12とを形成することにより、樹脂フィルム9と赤外線反射層10との接着強度を確保することができる。また、赤外線が接着剤5で吸収される割合が低くなるため、樹脂フィルム9を透過し、赤外線反射層10まで到達した赤外線は赤外線反射層において効率良く反射されることから、優れた赤外線反射効果を発揮することができる。
【0043】
本発明の実施の形態における樹脂フィルム9は、例えば、ETFEフィルム(融点265℃、赤外線吸収率8%)や、FEPフィルム(融点270℃、赤外線吸収率8%)、PFAフィルム(融点305℃、赤外線吸収率8%)、PPSフィルム(融点285℃、赤外線吸収率10%)、無延伸ポリプロピレン(CPP)フィルム(融点170℃、赤外線吸収率17%)、ポリエチレンテレフタレート(PET)フィルム(融点265℃、赤外線吸収率18%)が挙げられ、また、融点を持たないものとしては、ポリサルフォン(PSF)フィルム(連続使用温度150℃、赤外線吸収率10%)や、ポリエテールサルフォン(PES)フィルム(連続使用温度180℃、赤外線吸収率15%)などが利用でき、特に、赤外線波長領域である2〜25μmの吸収率が小さいフッ素系樹脂フィルムやPPSフィルムを用いることにより、赤外線反射層12での赤外線反射を効率良く行うことができる。
【0044】
また、赤外線反射層10としては、例えば、アルミニウム箔や金箔、銀箔、銅箔、ニッケル箔、ステンレス箔などの金属を薄く延ばした金属箔や、アルミニウム、金、銀、銅、ニッケルを蒸着した金属蒸着フィルム等が考えられるが、高い赤外線反射率を有し、プロセスコストの安価なアルミニウム箔や銅箔を用いることが好ましい。
【0045】
また、本実施の形態における接着剤5としては、例えばポリウレタン系接着剤、エポキシ系接着剤等の樹脂系接着剤や、クロロプレンゴム系、ニトリルゴム系のエラストマー系接着剤や、これらの樹脂を混合した混合系接着剤等の有機接着剤など、一般に知られるラミネート用接着剤が利用できる。
【0046】
また、樹脂フィルム9と赤外線反射層10との間には、接着剤5による接着部11と、非接着部12が形成されており、接着部11と非接着部12の形成方法としては、グラビア印刷や、オフセット印刷、フレキソ印刷、スクリーン印刷等の印刷技術や、溶剤や光によるエッチング等が考えられるが、現実的には、プロセスコストの安価な印刷技術を利用することが好ましい。
【0047】
また、接着剤5は、赤外線反射層10と樹脂フィルム9の柔軟性や引張強度等の物理的特性を考慮して、どちらの面に塗布しても良い。
【0048】
また、本実施の形態における接着部11の印刷模様を格子状としたが、外被材の形状によって、三角形、方形、菱形、多角形、円形などを素材とする幾何学模様や、意匠のような非幾何学模様を用いても良い。
【0049】
また、接着剤塗布率は、必要な接着強度と赤外線反射効果の度合いに応じて自由に変えることができるが、樹脂フィルムと赤外線反射層との接着強度を確保しながら赤外線を効率良く反射させるためには、接着剤塗布率が25%以上80%以下であることが好ましい。
【0050】
これは、接着剤塗布率が25%未満になると、接着剤の部分塗布による赤外線反射効果は大きくなるが、樹脂フィルムと赤外線反射層との接着強度が極端に低下することで、外被材の取り扱い性が悪くなり、樹脂フィルムの剥離や、赤外線反射層に皺が発生する。また、接着剤塗布率が80%より大きくなると、非接着部形成による赤外線反射効果よりも、接着部による赤外線吸収効果の寄与分が大きくなり、接着剤の部分塗布の効果が表れないためである。
【0051】
また、本実施の形態における外被材8の構成を、樹脂フィルム9と赤外線反射層10と熱溶着層とを接着剤11によって複層したが、樹脂フィルム9と赤外線反射層10が複数枚複層することで、真空断熱材6にさらなる高ガスバリア性や高赤外線反射率効果を付与することができる。
【0052】
以上のような本発明の真空断熱材6を輻射熱伝導の抑制が必要な箇所に取り付けることにより、有効な断熱効果が得られる。取り付け箇所の例としては、恒温槽や半導体製造装置等の産業用設備や、コンピューターやプリンター、複写機、プロジェクター等の情報機器、ジャーポットや炊飯器、電子レンジ、給湯器等の調理家電、住宅や工場の屋根や壁等の建築部材など、保温や遮熱が必要なあらゆるケースが考えられる。
【0053】
また、真空断熱材の取り付け方法に関しては特に指定するものではなく、接着剤、樹脂との一体発泡などの化学的接合や、挟み込みなどの物理的接合でも良い。
【0054】
以上のように構成された真空断熱材について、接着剤を部分塗布したときの赤外線反射効果および断熱効果について確認した結果を、実施例1から実施例5に示し、比較例を比較例1から比較例4に示す。
【0055】
なお、本実施の形態では、真空断熱材の芯材として、乾式シリカと、カーボンブラックと、ガラス繊維とからなる混合物の成形体(厚さ3mm)を用いた。
【0056】
また、性能評価は、厚さ3mmの真空断熱材表面の垂直方向からハロゲンヒーターを照射したときの真空断熱材高温面中心温度と、真空断熱材低温面中心温度と、真空断熱材の高温面から低温面へ流れる熱流束と、真空断熱材の熱伝導率にて行った。また、評価の基準は、樹脂フィルムと赤外線反射層間の接着剤塗布率を100%とした外被材を用いた時の真空断熱材(比較例1)の各測定値とした。
【0057】
赤外線反射効果の有無は、真空断熱材の熱伝導率が、評価基準(比較例1)と比べて10%以上の低減効果が得られれば、接着剤の部分塗布による赤外線反射効果があると判断した。後述するが、比較例1での真空断熱材の熱伝導率は0.0057W/mKであった。
【0058】
ここで、樹脂フィルムおよび外被材の赤外線吸収率は、日本電子製フーリエ変換赤外分光光度計JIR5500型と赤外放射ユニットIR−IRR200とを用いて、150℃で得られた赤外放射率を吸収率とみなした。また、赤外線反射率は、日立製作所赤外分光光度計270−30を用い、反射装置の相対反射12°で測定した。また、真空断熱材の熱伝導率測定は、英弘精機社製Auto−Λを用い、平均温度24℃の条件で行った。
【0059】
(実施例1)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0060】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると79%であった。
【0061】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、117℃、32℃、125W/m2、0.0044W/mKであった。
【0062】
比較例1と比較すると、真空断熱材高温面中心温度で18℃低減し、また、熱伝導率が23%小さいことから、赤外線反射効果が確認できた。
【0063】
(実施例2)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのETFEフィルム(赤外線吸収率8%)をラミネートした。
【0064】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると80%であった。
【0065】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、116℃、31℃、121W/m2、0.0043W/mKであった。
【0066】
比較例1と比較すると、真空断熱材高温面中心温度で19℃低減し、また、熱伝導率が25%小さいことから、赤外線反射効果が確認できた。
【0067】
(実施例3)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして6μmのPETフィルム(赤外線吸収率18%)をラミネートした。
【0068】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として50μmのCPPフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると68%であった。
【0069】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、122℃、34℃、142W/m2、0.0048W/mKであった。
【0070】
比較例1と比較すると、真空断熱材高温面中心温度で13℃低減し、また、熱伝導率が16%小さいことから、赤外線反射効果が確認できた。
【0071】
(実施例4)
12μmのアルミニウム箔を2枚ラミネートしたものを赤外線反射層とし、赤外線反射層の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0072】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると82%であった。
【0073】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、107℃、34℃、110W/m2、0.0045W/mKであった。
【0074】
比較例1と比較すると、真空断熱材高温面中心温度で28℃低減し、また、熱伝導率が21%小さいことから、赤外線反射効果が確認できた。
【0075】
(実施例5)
赤外線反射層として12μmのエチレン・ビニルアルコール共重合体(EVOH)フィルムの片面にアルミニウム蒸着を施し、蒸着面にポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるように塗布するとともに、樹脂フィルムとして2μmのPPSフィルム(赤外線吸収率10%)をラミネートした。
【0076】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として50μmのCPPフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると72%であった。
【0077】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、125℃、34℃、144W/m2、0.0047W/mKであった。
【0078】
比較例1と比較すると、真空断熱材高温面中心温度で10℃低減し、また、熱伝導率が18%小さいことから、赤外線反射効果が確認できた。
【0079】
(比較例1)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が100:0(接着剤塗布率:100%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして6μmのPETフィルム(赤外線吸収率18%)をラミネートした。
【0080】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として50μmのCPPフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると51%であった。
【0081】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、135℃、36℃、188W/m2、0.0057W/mKであった。
【0082】
(比較例2)
アルミニウム蒸着を施した12μmのPETフィルムと、アルミニウム蒸着を施した12μmのエチレン・ビニルアルコール共重合体(EVOH)フィルムとを、蒸着面同士接着剤を用いてラミネートすることで赤外線反射層を得た。また、PETフィルムの非蒸着面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が100:0(接着剤塗布率:100%)となるように塗布するとともに、樹脂フィルムとして15μmのナイロンフィルム(赤外線吸収率80%)をラミネートした。
【0083】
また、EVOHフィルムの非蒸着面に接着剤を塗布するとともに、熱溶着層として50μmのCPPフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると30%であった。
【0084】
この外被材を用いて乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、152℃、37℃、257W/m2、0.0067W/mKであった。
【0085】
比較例1と比較すると、真空断熱材高温面中心温度で17℃上昇し、また、熱伝導率が18%大きいことから、赤外線反射効果が確認できなかった。
【0086】
(比較例3)
赤外線反射層としてアルミニウム箔(6μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が100:0(接着剤塗布率:100%)となるように塗布するとともに、樹脂フィルムとして15μmのナイロンフィルム(赤外線吸収率80%)をラミネートした。
【0087】
また、赤外線反射層の他方の面に接着剤を塗布するとともに、熱溶着層として50μmの低密度ポリエチレン(LDPE)フィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると27%であった。
【0088】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、158℃、44℃、260W/m2、0.0068W/mKであった。
【0089】
比較例1と比較すると、真空断熱材高温面中心温度で23℃上昇し、また、熱伝導率が19%大きいことから、赤外線反射効果が確認できなかった。
【0090】
(比較例4)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が45:55(接着剤塗布率:45%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのナイロンフィルム(赤外線吸収率80%)をラミネートした。
【0091】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として50μmのCPPフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると37%であった。
【0092】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、141℃、38℃、233W/m2、0.0068W/mKであった。
【0093】
比較例1と比較すると、真空断熱材高温面中心温度で6℃上昇し、また、熱伝導率が19%大きいことから、赤外線反射効果が確認できなかった。
【0094】
以上のように構成された真空断熱材について、赤外線反射効果を確認した結果(実施例1〜実施例5および比較例1〜比較例4)を(表1)に示す。
【0095】
【表1】
また、樹脂フィルムの赤外線吸収率と真空断熱材高温面中心温度の関係を図4に示し、外被材の赤外線反射率と真空断熱材高温面中心温度の関係を図5に示す。
【0096】
図4の結果から、赤外線吸収率が25%未満の樹脂フィルムを外被材として用いることで、真空断熱材高温面中心温度を低減することが確認できた。また、図5の結果から、赤外線反射率が50%以上の外被材を用いた真空断熱材において、接着剤を部分的に塗布することにより、さらなる赤外線反射効果が得られることが確認できた。
【0097】
(実施の形態2)
本発明の実施例1と同一の外被材構成のまま、接着剤塗布率を変えた真空断熱材の赤外線反射効果および断熱効果を確認した結果を実施例6から実施例8に示し、比較例を比較例5から比較例8に示す。
【0098】
なお、赤外線反射効果を明確にするため、本実施の形態では、真空断熱材の芯材として、乾式シリカと、カーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体(厚さ3mm)を用いた。
【0099】
また、性能評価は、厚さ3mmの真空断熱材表面の垂直方向からハロゲンヒーターを照射したときの真空断熱材高温面中心温度と、真空断熱材低温面中心温度と、真空断熱材の高温面から低温面へ流れる熱流束と、真空断熱材の熱伝導率にて行った。また、評価の基準は、樹脂フィルムと赤外線反射層間の接着剤塗布率を100%とした外被材を用いた時の真空断熱材(比較例5)の各測定値とした。
【0100】
赤外線反射効果の有無は、真空断熱材の熱伝導率が、評価基準(比較例5)と比べて10%以上の低減効果が得られれば、接着剤の部分塗布による赤外線反射効果があると判断した。後述するが、比較例5における真空断熱材の熱伝導率は0.0053W/mKであった。
【0101】
ここで、樹脂フィルムおよび外被材の赤外線吸収率は、日本電子製フーリエ変換赤外分光光度計JIR5500型と赤外放射ユニットIR−IRR200とを用いて、150℃で得られた赤外放射率を吸収率とみなした。また、赤外線反射率は、日立製作所赤外分光光度計270−30を用い、反射装置の相対反射12°で測定した。また、真空断熱材の熱伝導率測定は、英弘精機社製Auto−Λを用い、平均温度24℃の条件で行った。
【0102】
(実施例6)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が25:75(接着剤塗布率:25%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0103】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると84%であった。
【0104】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、116℃、32℃、122W/m2、0.0044W/mKであった。
【0105】
比較例1と比較すると、真空断熱材高温面中心温度で17℃低減し、また、熱伝導率が17%小さいことから、赤外線反射効果が確認できた。
【0106】
(実施例7)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が63:37(接着剤塗布率:63%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0107】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると77%であった。
【0108】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、120℃、33℃、130W/m2、0.0045W/mKであった。
【0109】
比較例1と比較すると、真空断熱材高温面中心温度で13℃低減し、また、熱伝導率が15%小さいことから、赤外線反射効果が確認できた。
【0110】
(実施例8)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が80:20(接着剤塗布率:80%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0111】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると73%であった。
【0112】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、122℃、34℃、134W/m2、0.0046W/mKであった。
【0113】
比較例1と比較すると、真空断熱材高温面中心温度で11℃低減し、また、熱伝導率が13%小さいことから、赤外線反射効果が確認できた。
【0114】
(比較例5)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が100:0(接着剤塗布率:100%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0115】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると69%であった。
【0116】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、133℃、35℃、174W/m2、0.0053W/mKであった。
【0117】
(比較例6)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が5:95(接着剤塗布率:5%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0118】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると88%であった。
【0119】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、109℃、30℃、102W/m2、0.0039W/mKであった。
【0120】
比較例1と比較すると、真空断熱材高温面中心温度で24℃低減し、また、熱伝導率が26%小さいことから、赤外線反射効果が確認できたが、樹脂フィルムと赤外線反射層との間の接着剤塗布率が5%と小さいため、樹脂フィルムが剥離する現象(デラミネーション)がみられた。
【0121】
(比較例7)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が15:85(接着剤塗布率:15%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0122】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると85%であった。
【0123】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、110℃、31℃、112W/m2、0.0043W/mKであった。
【0124】
比較例1と比較すると、真空断熱材高温面中心温度で23℃低減し、また、熱伝導率が19%小さいことから、赤外線反射効果が確認できたが、樹脂フィルムと赤外線反射層との間の接着剤塗布率が15%と小さいため、樹脂フィルムが剥離する現象(デラミネーション)がみられた。
【0125】
(比較例8)
赤外線反射層としてアルミニウム箔(12μm)の一方の面に、ポリオール(三井武田ケミカル社製:タケラックA−310)とポリイソシアネート(三井武田ケミカル社製:タケネートA−3)と酢酸エチルとからなる接着剤を、接着部と非接着部が90:10(接着剤塗布率:90%)となるようにグラビア印刷法を用いて塗布するとともに、樹脂フィルムとして12μmのFEPフィルム(赤外線吸収率8%)をラミネートした。
【0126】
また、赤外線反射層の他方の面に接着剤を塗布した後、熱溶着層として25μmのPCTFEフィルムをラミネートし、外被材を作製した。本実施例の外被材の赤外線反射率を測定すると71%であった。
【0127】
この外被材で、乾式シリカとカーボンブラックと、ガラス繊維とからなる粉体と繊維材との混合物の成形体を覆い、内部を減圧することで真空断熱材を作製した。評価を行ったところ、真空断熱材高温面中心温度、真空断熱材低温面中心温度、真空断熱材の高温面から低温面へ流れる熱流束、真空断熱材の熱伝導率はそれぞれ、131℃、35℃、159W/m2、0.0050W/mKであった。
【0128】
比較例1と比較すると、真空断熱材高温面中心温度で3℃低減し、また、熱伝導率が6%小さくなるが、接着剤の非接着部形成による赤外線反射効果よりも、接着部による赤外線吸収効果の寄与分が大きくなるため、接着剤の部分塗布の効果が明確に表れなかった。
【0129】
以上のように構成された真空断熱材について、赤外線反射効果を確認した結果(実施例1、実施例6〜実施例8および比較例5〜比較例8)を(表2)に示す。
【0130】
【表2】
また、外被材の樹脂フィルム−赤外線反射層間における接着剤塗布率と真空断熱材の熱伝導率の関係を図6に示す。図6の結果から、接着剤塗布率を25%以上80%以下とすることにより、樹脂フィルムと赤外線反射層との接着強度を確保しながら、赤外線を効率良く反射する真空断熱材を得られることが確認できた。
【0131】
(実施の形態3)
本発明の実施例1と同一の外被材構成のまま、芯材を変えた真空断熱材の各赤外線反射効果および熱伝導率の経時性能劣化を測定した結果を実施例9から実施例12に示し、比較例を比較例9に示す。
【0132】
また、性能評価は、厚さ3mmの真空断熱材表面の垂直方向からハロゲンヒーターを照射したときの真空断熱材高温面中心温度と、真空断熱材の初期熱伝導率および、120℃の恒温炉にて30日間エージングを行った後の熱伝導率にて行った。
【0133】
なお、熱伝導率の測定は、英弘精機社製Auto−Λを用い、平均温度24℃の条件で行った。また、評価の基準は、比較例3で用いた外被材と、連通ウレタンフォームとからなる真空断熱材(比較例9)の各測定値とした。
【0134】
赤外線反射効果および熱伝導率の経時性能劣化が、評価基準(比較例9)と比べてそれぞれ、5℃以上、初期熱伝導率の150%以内であれば芯材の優位性があると判断した。後述するが、比較例9における真空断熱材高温面中心温度、熱伝導率の経時性能劣化はそれぞれ、157℃、151%であった。
【0135】
(実施例9)
乾式シリカ(日本アエロジル社製 アエロジル300 平均粒径:7nm)と、カーボンブラック(東海カーボン社製 トーカブラック#7100F 平均粒径:42nm)よりなる導電性粉体を重量比が95:5となるよう混合することで芯材を作製した。この芯材をポリエチレンテレフタレートとポリプロピレンよりなる不織布袋に充填し、実施例1で用いた外被材により芯材を覆い、内部を減圧することで真空断熱材を得た。
【0136】
評価を行ったところ、真空断熱材高温面中心温度と、熱伝導率はそれぞれ、115℃、0.0036W/mKであり、120℃の恒温炉にて30日間エージングを行った後、熱伝導率を測定すると0.0042W/mKであった。
【0137】
比較例9と比較すると真空断熱材高温面中心温度で42℃低減し、熱伝導率の経時性能劣化は117%であるため、この芯材は高温用真空断熱材の芯材として有効であることが確認できた。
【0138】
(実施例10)
乾式シリカ(日本アエロジル社製 アエロジル300 平均粒径:7nm)と、カーボンブラック(東海カーボン社製 トーカブラック#7100F 平均粒径:42nm)よりなる導電性粉体を重量比が95:5となるよう混合した基材に、グラスウールを10重量%混合し、圧縮成形することで芯材を作製した。実施例1で用いた外被材により芯材を覆い、内部を減圧することで真空断熱材を得た。
【0139】
評価を行ったところ、真空断熱材高温面中心温度と、熱伝導率はそれぞれ、117℃、0.0044W/mKであり、120℃の恒温炉にて30日間エージングを行った後、熱伝導率を測定すると0.0050W/mKであった。
【0140】
比較例9と比較すると真空断熱材高温面中心温度で40℃低減し、熱伝導率の経時性能劣化は114%であるため、この芯材は高温用真空断熱材の芯材として有効であることが確認できた。
【0141】
(実施例11)
実施例1で用いた外被材で連通ウレタンフォームからなる芯材を覆い、内部を減圧することで真空断熱材を得た。評価を行ったところ、真空断熱材高温面中心温度と、熱伝導率はそれぞれ、118℃、0.0070W/mKであり、120℃の恒温炉にて30日間エージングを行った後、熱伝導率を測定すると0.0105W/mKであった。
【0142】
比較例9と比較すると熱伝導率の経時性能劣化が150%であるため、この芯材は高温用真空断熱材の芯材として大きな効果は確認できなかったが、真空断熱材高温面中心温度で39℃低減したことから赤外線反射効果は確認できた。
【0143】
(実施例12)
実施例1で用いた外被材でグラスウールからなる芯材を覆い、内部を減圧することで真空断熱材を得た。評価を行ったところ、真空断熱材高温面中心温度と、熱伝導率はそれぞれ、116℃、0.0060W/mKであり、120℃の恒温炉にて30日間エージングを行った後、熱伝導率を測定すると0.0080W/mKであった。
【0144】
比較例9と比較すると熱伝導率の経時性能劣化が133%であるため、この芯材は高温用真空断熱材の芯材として大きな効果は確認できなかったが、真空断熱材高温面中心温度で41℃低減したことから赤外線反射効果は確認できた。
【0145】
(比較例9)
比較例3で用いた外被材で連通ウレタンフォームからなる芯材を覆い、内部を減圧することで真空断熱材を得た。評価を行ったところ、真空断熱材高温面中心温度と、熱伝導率はそれぞれ、157℃、0.0080W/mKであり、120℃の恒温炉にて30日間エージングを行った後、熱伝導率を測定すると0.0121W/mKであった。
【0146】
以上のように構成された真空断熱材について、熱伝導率の経時性能変化を確認した結果(実施例9から実施例12および比較例9)を(表3)に示す。
【0147】
【表3】
(表3)の結果から、少なくとも乾式シリカと導電性粉体との混合物からなる芯材を用いることで、グラスウールやその他真空断熱材に使用される芯材と比較して、真空断熱材の内圧上昇に伴う断熱性能の劣化が小さいことが確認できた。
【産業上の利用可能性】
【0148】
以上のように、本発明にかかる真空断熱材は、樹脂フィルムと赤外線反射層の間に介在する接着剤を部分塗布することにより、接着剤層での赤外線吸収を抑え、赤外線反射層において効率良く反射させることが可能であるため、恒温槽や半導体製造装置等の産業用設備や、コンピューターやプリンター、複写機、プロジェクター等の情報機器、ジャーポットや炊飯器、電子レンジ、給湯器等の調理家電、住宅や工場の屋根や壁等の建築部材など、保温や遮熱が必要なあらゆるケースにおいて使用することができる。
【図面の簡単な説明】
【0149】
【図1】本発明の実施の形態1における真空断熱材の断面図
【図2】本発明の実施の形態1における外被材の断面図
【図3】本発明の実施の形態1における接着剤の模式図
【図4】樹脂フィルムの赤外線吸収率と真空断熱材高温面中心温度の関係を示す特性図
【図5】外被材の赤外線反射率と真空断熱材の熱伝導率との関係を示す特性図
【図6】外被材の樹脂フィルム−赤外線反射層間における接着剤塗布率と真空断熱材の熱伝導率との関係を示す特性図
【図7】従来の断熱性ラミネートフィルムの断面図
【符号の説明】
【0150】
4 熱溶着層
5 接着剤
6 真空断熱材
7 芯材
8 外被材
9 樹脂フィルム
10 赤外線反射層
11 接着部
12 非接着部
【特許請求の範囲】
【請求項1】
少なくとも芯材と前記芯材を覆うガスバリア性の外被材とから構成され、前記外被材の内部を減圧してなる真空断熱材において、少なくとも真空断熱材を設置した際に高温側となる面の外被材は、少なくとも最外層に樹脂フィルムと、中間層に赤外線反射層と、最内層に熱可塑性樹脂からなる熱溶着層とが、接着剤により複層された赤外線反射率が50%以上の外被材であり、前記樹脂フィルムと前記赤外線反射層との間に介在する前記接着剤は部分的に塗布され、接着部と非接着部とを形成することを特徴とする真空断熱材。
【請求項2】
樹脂フィルムの赤外線吸収率が25%未満であることを特徴とする請求項1に記載の真空断熱材。
【請求項3】
赤外線反射層が複数枚複層されることを特徴とする請求項1または2に記載の真空断熱材。
【請求項4】
接着剤が部分的に塗布され、接着部と非接着部とが幾何学模様を形成することを特徴とする請求項1から3のいずれか一項に記載の真空断熱材。
【請求項5】
樹脂フィルムと、赤外線反射層との間に介在する接着剤の、外被材の有効面積に対する接着剤塗布率が、全体の25%以上80%以下であることを特徴とする請求項1から4のいずれか一項に記載の真空断熱材。
【請求項6】
樹脂フィルムと熱溶着層が、それぞれ融点が150℃以上であることを特徴とする請求項1から5のいずれか一項に記載の真空断熱材。
【請求項7】
樹脂フィルムが、フッ素系樹脂フィルムであることを特徴とする請求項1から6のいずれか一項に記載の真空断熱材。
【請求項8】
樹脂フィルムが、ポリフェニレンサルファイドフィルムであることを特徴とする請求項1から6のいずれか一項に記載の真空断熱材。
【請求項9】
熱溶着層が、フッ素系樹脂フィルムであることを特徴とする請求項1から8のいずれか一項に記載の真空断熱材。
【請求項10】
赤外線反射層が金属箔であることを特徴とする請求項1から9のいずれか一項に記載の真空断熱材。
【請求項11】
赤外線反射層が金属蒸着フィルムであることを特徴とする請求項1から9のいずれか一項に記載の真空断熱材。
【請求項12】
芯材が、少なくとも乾式シリカ粉体と導電性粉体の混合物からなることを特徴とする請求項1から11のいずれか一項に記載の真空断熱材。
【請求項13】
芯材が、少なくとも乾式シリカ粉体と、導電性粉体と、無機繊維とからなる粉体と繊維材との混合物の成形体であることを特徴とする請求項1から11のいずれか一項に記載の真空断熱材。
【請求項1】
少なくとも芯材と前記芯材を覆うガスバリア性の外被材とから構成され、前記外被材の内部を減圧してなる真空断熱材において、少なくとも真空断熱材を設置した際に高温側となる面の外被材は、少なくとも最外層に樹脂フィルムと、中間層に赤外線反射層と、最内層に熱可塑性樹脂からなる熱溶着層とが、接着剤により複層された赤外線反射率が50%以上の外被材であり、前記樹脂フィルムと前記赤外線反射層との間に介在する前記接着剤は部分的に塗布され、接着部と非接着部とを形成することを特徴とする真空断熱材。
【請求項2】
樹脂フィルムの赤外線吸収率が25%未満であることを特徴とする請求項1に記載の真空断熱材。
【請求項3】
赤外線反射層が複数枚複層されることを特徴とする請求項1または2に記載の真空断熱材。
【請求項4】
接着剤が部分的に塗布され、接着部と非接着部とが幾何学模様を形成することを特徴とする請求項1から3のいずれか一項に記載の真空断熱材。
【請求項5】
樹脂フィルムと、赤外線反射層との間に介在する接着剤の、外被材の有効面積に対する接着剤塗布率が、全体の25%以上80%以下であることを特徴とする請求項1から4のいずれか一項に記載の真空断熱材。
【請求項6】
樹脂フィルムと熱溶着層が、それぞれ融点が150℃以上であることを特徴とする請求項1から5のいずれか一項に記載の真空断熱材。
【請求項7】
樹脂フィルムが、フッ素系樹脂フィルムであることを特徴とする請求項1から6のいずれか一項に記載の真空断熱材。
【請求項8】
樹脂フィルムが、ポリフェニレンサルファイドフィルムであることを特徴とする請求項1から6のいずれか一項に記載の真空断熱材。
【請求項9】
熱溶着層が、フッ素系樹脂フィルムであることを特徴とする請求項1から8のいずれか一項に記載の真空断熱材。
【請求項10】
赤外線反射層が金属箔であることを特徴とする請求項1から9のいずれか一項に記載の真空断熱材。
【請求項11】
赤外線反射層が金属蒸着フィルムであることを特徴とする請求項1から9のいずれか一項に記載の真空断熱材。
【請求項12】
芯材が、少なくとも乾式シリカ粉体と導電性粉体の混合物からなることを特徴とする請求項1から11のいずれか一項に記載の真空断熱材。
【請求項13】
芯材が、少なくとも乾式シリカ粉体と、導電性粉体と、無機繊維とからなる粉体と繊維材との混合物の成形体であることを特徴とする請求項1から11のいずれか一項に記載の真空断熱材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−35474(P2006−35474A)
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願番号】特願2004−215180(P2004−215180)
【出願日】平成16年7月23日(2004.7.23)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成15年度新エネルギー・産業技術総合開発機構「高性能、高機能真空断熱材」に関する委託研究、産業活力再生特別措置法第30条の適用を受ける特許出願
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願日】平成16年7月23日(2004.7.23)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成15年度新エネルギー・産業技術総合開発機構「高性能、高機能真空断熱材」に関する委託研究、産業活力再生特別措置法第30条の適用を受ける特許出願
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]