
眼科用メガネと、嵌め込み用周縁リブをレンズの縁部に形成する方法
眼科用メガネは、内側受け溝(203)を有する少なくとも1つの円形部(201)を備えるフレーム(200)と、その円形部(201)の中に取り付けられたレンズ(100)とを備えていて、そのレンズ(100)が、前面(101)と、後面(102)と、縁部にある嵌め込み用周縁リブ(120;130)とを備え、その周縁リブは、レンズ(100)の後面(102)の側に位置する後方側部(122;132)と、レンズの前面(101)の側に位置する前方側部(121)とを持ち、その前方側部(121)と後方側部(122;132)が内側受け溝(203)に嵌め込まれる。嵌め込み用周縁リブ(130)の前方側部(121)は、前面の残部に対して少なくとも一次の連続性を有する。レンズの縁部は、後方突起部または後方肩部(124)を有する。嵌め込み用周縁リブ(130)の頂部と突起部(124)の間の距離であるその周縁リブの径方向の高さは、レンズの周縁部に沿って変化している。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、全体として、フレームへの眼科用メガネの眼科用レンズの取り付けに関するものであり、より詳細には、矯正のための眼科用メガネまたはサングラスのフレームの円形部の中にレンズを嵌め込むことを目的とする。
【背景技術】
【0002】
フレームは、通常、溝を形成している内側受け溝を有する円形部を備えている。メガネをかけることになる人が選んだフレームに取り付けることを目的としたレンズの外周加工は、そのレンズの輪郭を変更してそのフレームに合わせることからなる。
【0003】
円形部を有するフレームのレンズの場合、レンズの外周加工は、面取り(またはリブ形成)と呼ばれる仕上げステップを含んでいる。このステップは、一般に横断面が三角形の通常は隅切り面と呼ばれるリブを眼科用レンズの縁部に確実に形成することからなる。この隅切り面は、レンズを取り付けるフレームの円形部(すなわち取り囲み部)の中に設けられた受け溝に嵌め込まれることになる。
【0004】
従来は、外周加工手段は、一連の主要砥石車を備えるグラインダと呼ばれる研磨機械と、レンズをそのレンズの軸線に沿って挟み具のようにして締め付けることを目的として互いに軸方向に移動可能に取り付けられた2本の同軸回転シャフトからなるレンズの固定・回転駆動手段とによって構成される。
【0005】
一般に、まず最初に、一連の砥石車に存在する円筒形の荒仕上げ用砥石車でレンズの周縁部を荒仕上げするステップを実施する。この荒仕上げステップの間にレンズは荒削りされ、そのレンズに与えたい形状に近づく。次に、リブ形成用のV字溝を有する、粒子がより細かな円筒形の仕上げ用砥石車で仕上げステップを実施する。レンズの周縁部の望ましい形状に正確に到達し、リブ形成用の溝によってレンズの縁部にその溝の形状が刻まれることで、隅切り面が形成される。
【0006】
したがって外周加工されたレンズは、向かい合った2つの円錐形側部を有するV字断面の隅切り面を備えていて、それぞれの側部は、隅切り面の突起部と呼ばれる円筒面がレンズの縁部上を対応する前面または後面まで延びている。隅切り面の突起部は、レンズの縁部のほぼ平坦な部分であり、隅切り面の前方側部と後方側部の両側に位置する。
【0007】
しかしレンズが強く反っている場合には、隅切り面を対応する円形部の受け溝に嵌め込みやすくするのに隅切り面の突起部の高さを変化させるのが有効であることがわかる。隅切り面の突起部の高さをこのように変化させる(二番取りと呼ばれる)には、リブ形成用の溝の両側で直径に特別な違いがある仕上げ用砥石車を用意する必要がある。二番取りで異なる高さを実現せねばならない場合には、同数の仕上げ用砥石車を用意する必要がある。
【0008】
さらに、リブ形成用の溝を有する仕上げ用砥石車を用いて面取りした強く反ったレンズでは、隅切り面の一部が切り落とされることが観察される。すなわちその隅切り面は、レンズの縁部の強く反った部分が薄くなる。隅切り面がこのように薄くなると品質が損なわれ、フレームにレンズを取り付ける精度が悪くなる。
【0009】
最後に、隅切り面はレンズの受け溝の中に、その隅切り面の所定の高さしか嵌まらないことがある。特に、レンズの前面を向いた隅切り面の側部の下部は、フレームの円形部によって覆われない。したがってフレームの円形部とレンズの前面の間に目に見えるある程度の隙間が存在する。そのため美しくなく、汚れやすい。
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の1つの目的は、上記の問題点のうちの少なくとも1つを解決することである。
【課題を解決するための手段】
【0011】
そこで本発明では、
眼科用メガネであって、
内側受け溝を有する少なくとも1つの円形部を備えるフレームと、
その円形部の中に取り付けられたレンズとを備えていて、
そのレンズが、前面と、後面と、嵌め込み用周縁リブとを備え、
その周縁リブは、レンズの後面の側に位置する後方側部と、レンズの前面の側に位置する前方側部とを持ち、
その前方側部と後方側部が内側受け溝に嵌め込まれる、ものにおいて、
嵌め込み用周縁リブの前方側部が、前面の残部に対して少なくとも一次の連続性を有することと、レンズの縁部が、後方突起部または後方肩部を有することと、嵌め込み用周縁リブの頂部と突起部の間の距離であるその周縁リブの径方向の高さが、レンズの周縁部に沿って変化している、ことを特徴とする眼科用メガネを提供する。
【0012】
一次の連続性とは、レンズの前面の研磨された周縁部に、その前面の研磨されていない残部と共通するエッジがあることを意味する。したがってレンズの前面と嵌め込み用リブの前方側部の間には、レンズの軸線の方向に沿ったずれ(または段差)が存在しない。周縁リブの前方側部は、レンズの前面の部分のうちで受け溝の中に嵌まる部分によって規定され、レンズの前方エッジが、受け溝に嵌め込まれる嵌め込み用周縁リブの頂部を構成する。したがって、レンズの前面と嵌め込み用周縁リブの前方側部の間にずれをもたらすリブの突起部(一般に隅切り面の突起部と呼ばれる)はまったく存在しない。
【0013】
その結果、円形部の内側とレンズの前面の間には目に見える隙間が存在せず、フレームの円形部がレンズの前面に触れるように取り付けられる。これは、取り付けを美しくする上で好ましい。
【0014】
さらに、リブと前面の間にリブの突起部がないと、リブの後方側部を溝なしの工具で加工し、リブの前方側部は加工しないこと、またはこの前方縁部を溝なしの単純な面取り工具またはそれと同等な工具で加工することができる。このようにすると、基部が厚いレンズ、すなわち強く反っているレンズに関してリブが切り落とされるという問題を解決すること、または著しく軽減することができる。
【0015】
最後に、隅切り面の突起部の高さの変化という問題(二番取り)が解決される。というのも、嵌め込み用リブの後方側部と後方突起部を形成するための工具を制御してリブの後方突起部の高さ(より正確には半径)を適切に調節すれば十分だからである。特に、二番取りの高さが異なる溝付き工具を複数個用意する必要はもはやない。
【0016】
本発明は、レンズの前面が、半径が12cm未満の近似球に内接する場合(強く反ったレンズ)および/または外周加工されるレンズの縁部の厚さが少なくとも3mmである場合に特に有利であることがわかる。
【0017】
本発明の第1の有利な特徴によれば、レンズの前面の周縁部に、その周縁部の研磨によって生じる一次と二次の不連続性を持つエッジがない。嵌め込み用周縁リブの前方側部はレンズの前面によって形成されているため、その前方側部は加工する必要がない。嵌め込み用周縁リブの形成がこのようにして簡単化される。円形部へのレンズの取り付けもより美しくなる。
【0018】
本発明の有利な別の特徴によれば、レンズは、周縁部が研磨されていて二次の不連続性を持つエッジによって規定される前面を有する。二次の不連続性とは、レンズの前面の研磨された周縁部と、その前面の研磨されていない残部の間の勾配の急変を意味する。したがって周縁リブの前方側部は、フレームの受け溝に正確に嵌まる決まった形状(典型的には円錐形)の面を有する。レンズを対応する円形部に取り付けるとき、レンズの周縁リブはその円形部の受け溝により正確かつより信頼性よく嵌まり込む。さらに、取り付け後、レンズは、そのレンズが取り付けられるフレームの円形部に対して前進する。すなわちレンズが目から遠ざかる。すると取り付けがより美しくなる。
【0019】
本発明は、第1の回転軸線のまわりを回転できるように取り付けられたレンズの縁部に、そのレンズの後面の側に位置する後方側部と、そのレンズの前面の側に位置する前方側部とを有する嵌め込み用周縁リブを形成する方法であって、
a)リブ形成用の溝を有する第1の加工具を選択するか、第2の回転軸線のまわりの回転体である第1の作業面と、加工中は常に第1の回転軸線に対して傾いた母線とを有する、リブ形成用の溝がない第2の加工具を選択するかの操作を、手で、または自動的に行なうステップと、
b)以下の条件付きステップ、すなわち
第1の加工具が選択された場合には、リブ形成用の溝の形状を再現することによって嵌め込み用周縁リブの前方側部と後方側部を加工することで、そのレンズの縁部に嵌め込み用周縁リブを形成するステップ、または
第2の加工具が選択された場合には、その第2の加工具の第1の作業面を利用してレンズの縁部を加工することで嵌め込み用周縁リブの後方側部を形成し、その嵌め込み用周縁リブの前方側部は、そのレンズの前面の周縁部に形成するが、この周縁部を加工しないときにはその前方側部がそのレンズの前面の残部と少なくとも一次の連続性を持ち、この周縁部を加工するときには前方側部に二次の不連続性を持つエッジが出現するステップを含むことを特徴とする方法にも関する。
【0020】
本発明の方法により、2つの側部が加工される従来の嵌め込み用リブの形成と、嵌め込み用周縁リブの前方側部と前面の間にリブの突起部(または段差)がなくて前面すれすれに位置する嵌め込み用周縁リブの形成のどちらにするかを選択できる。
【0021】
第2の工具に溝がないという事実と、リブの前方側部を加工しないか、その前方側部をやはり溝なしの単純な面取り工具またはそれと同等な工具で加工するという事実により、倣い加工をなくし、基部が厚いレンズ、すなわち強く反っているレンズに関してリブが切り落とされるという問題を解決すること、または著しく軽減することができる。
【0022】
これは、また、隅切り面の突起部の高さ(リリーフ)の変化という問題が解決される。というのも、嵌め込み用リブの後方側部と後方突起部を形成するための工具を制御してリブの後方突起部の高さ(より正確には半径)を適切に調節すれば十分だからである。特に、リリーフが異なる溝付き工具を複数個用意する必要はもはやない。
【0023】
さらに、この方法の実施を可能にする第2の工具は、単純な構造にすることができる。というのも、周縁リブの後方側部を形成するには傾斜した単一の作業面があれば十分だからである。この第2の工具は、面取りにも使用することができる。
【0024】
本発明の1つの有利な特徴によれば、レンズの前面が想像上の近似円に内接していて、その球の半径が12cm未満のときに第2の加工具を選択する。
【0025】
周縁リブの切り落としは、前面がこのように反っているレンズで特に顕著であるように見える。第2の加工具を用いると、周縁リブの切り落としを制限することができる。
【0026】
本発明の1つの有利な特徴によれば、第1の加工具を用いた嵌め込み用周縁リブの形成の数値シミュレーションを実施し、その数値シミュレーションにより、そのリブが、設定値と比べたときにそのリブの少なくとも1つの横断面に関してその面積の10%を超えて切り落とされることがわかった場合に第2の加工具を選択する。
【0027】
第1の実施態様によれば、レンズの縁部の幅全体を第1の作業面によって加工する。したがって周縁リブの後方側部は、レンズの軸線に対して傾いたレンズの縁部によって形成される。したがって周縁リブは、傾いた単一の作業面を利用してレンズの縁部全体を斜めに加工することによって形成できるため、周縁リブの形成が簡単になる。そこで第2の加工具は、円筒形にされた第1の作業面を持つ砥石車または加工用フライスであること、そして第2の回転軸線が、レンズの第1の回転軸線に対して傾いているであることが望ましい。
【0028】
第2の実施態様によれば、第2の加工具は、第1の作業面と同じ軸線のまわりの回転体である第2の作業面を持っていて、レンズに対し、第2の作業面の作業母線が加工中は常にそのレンズの第1の回転軸線にほぼ平行であるように配置されている。そして第2の加工具が選択された場合には、レンズの縁部の幅の残部を第2の作業面によって加工してそのレンズの嵌め込み用周縁リブの後方突起部または後方肩部を形成し、この後方突起部が、嵌め込み用周縁リブの後方側部と二次の不連続性を有するようにする。
【0029】
縁部の幅の一部だけがフレームの受け溝に嵌め込まれることになる場合には、縁部のうちでレンズの後面の側に位置する他の部分を加工して周縁リブの突起部を形成することが可能である。
【0030】
厚いレンズの場合には特に、この突起部の加工により、レンズの縁部全体を斜めに加工する場合と比較し、レンズの後面の側の材料を除去し過ぎることが避けられる。したがってレンズの美しさが保たれる。
【0031】
さらに、実現する突起部の高さがリブの頂部と比べたときにレンズの縁部に沿って変化する場合には、レンズの縁部のうちでレンズの後面の側に位置する部分を異なる高さに加工してこの突起部を形成することが可能である。
【0032】
したがって望ましいことに、嵌め込み用周縁リブの頂部と突起部の間の距離であるその嵌め込み用周縁リブの径方向の高さが、レンズの周縁部に沿って変化するようにできる。
【0033】
本発明の有利な別の特徴によれば、第2の加工具は、円錐形である第1の作業面と、円筒形である第2の作業面とを有する加工用砥石車であり、その第2の加工具の第2の回転軸線はレンズの第1の回転軸線と平行である。
【0034】
このような加工具は単純であり、レンズの面取りにも使用できる。
【0035】
第3の実施態様によれば、第2の加工具は、回転体である第2の作業面を持っていて、レンズに対し、第2の作業面の作業母線が加工中は常にレンズの第1の回転軸線よりも傾きが小さくなるように配置されている。そして第2の加工具が選択された場合には、レンズの縁部の幅の残部を第2の作業面によって加工してそのレンズの周縁リブの後方突起部を形成し、この後方突起部が、嵌め込み用周縁リブの後方側部と二次の不連続性を有するようにする。
【0036】
したがって、第2の実施態様と同様、望ましいことに、嵌め込み用周縁リブの頂部と突起部の間の距離であるその嵌め込み用周縁リブの径方向の高さが、レンズの周縁部に沿って変化するようにできる。
【0037】
変形例によれば、
第2の加工具は、円錐形である第1の作業面と、円筒形である第2の作業面とを有する加工用砥石車であり、その第2の加工具の第2の回転軸線は、レンズの周縁部の少なくとも一部を加工するため、そのレンズの第1の回転軸線に対して傾いている;
第2の加工具は、円錐形にされた第1と第2の作業面を持つ砥石車または加工用フライスである。
【0038】
本発明の有利な別の特徴によれば、第2の加工具の直径は、レンズの直径よりも小さい。
【0039】
本発明の方法を実施するのに直径が小さな工具を使用すると、レンズの周縁リブが切り落とされる危険性があるとき、その切り落としを制限しながらその周縁リブを形成することができる。
【0040】
本発明の有利な別の特徴によれば、第2の加工具の直径は5〜25mmである。
【0041】
本発明の有利な別の特徴によれば、第2の加工具が選択された場合には、第3の作業面を有する第3の加工具も選択し、レンズの前面の周縁部をその第3の作業面を用いて加工することで、そのレンズの前面の研磨された周縁部が、嵌め込み用周縁リブの前方側部を形成する。
【0042】
本発明の有利な別の特徴によれば、第3の加工具は第2の加工具と同一のものである。
【図面の簡単な説明】
【0043】
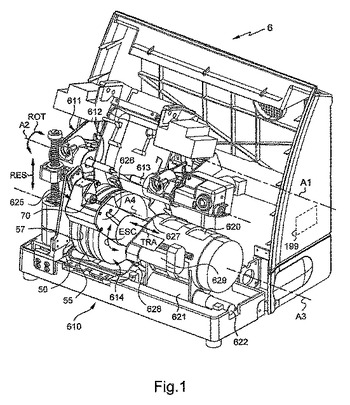
【図1】外周加工装置の斜視図である。
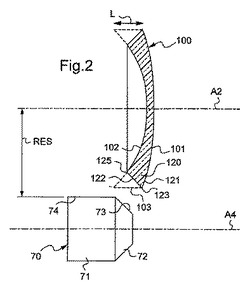
【図2】第1の実施態様におけるレンズと、そのレンズの縁部に周縁リブを形成するために制御される加工具の側面図である。
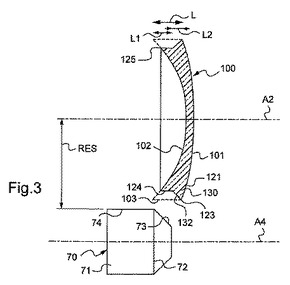
【図3】第2の実施態様におけるレンズと、そのレンズの縁部に周縁リブを形成するために制御される加工具の側面図である。
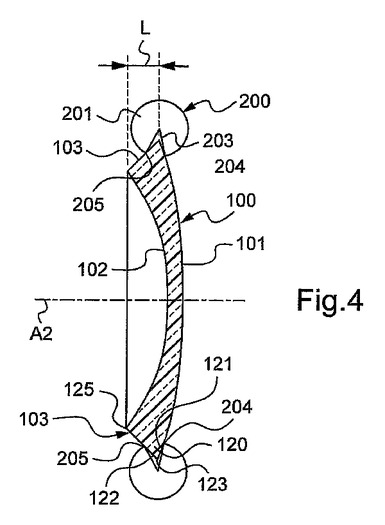
【図4】メガネのフレームの円形部に取り付けられた図2のレンズの図である。
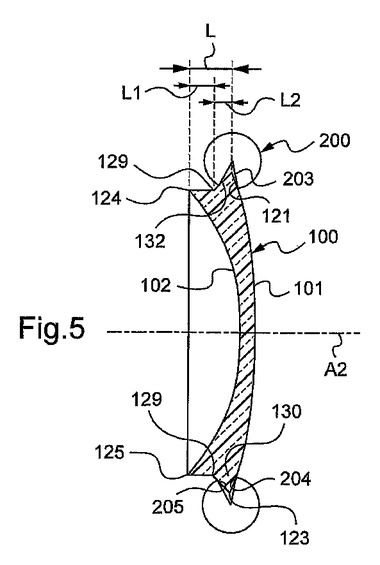
【図5】メガネのフレームの円形部に取り付けられた図3のレンズの図である。
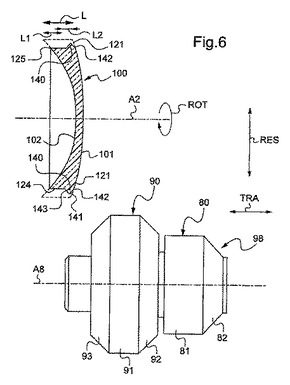
【図6】第3の実施態様におけるレンズと、周縁リブの前方側部を加工するために制御される別の加工具の側面図である。
【発明を実施するための形態】
【0044】
添付の図面を参照した例示としての一実施態様に関する以下の説明により、本発明の本質とともに、いかにして本発明が実現されるかがよく理解できるであろう。
【0045】
まず最初に、眼科用レンズ100は、凸状の前面101と凹状の後面102に加え、縁部103と、前面101と縁部103の接続部に位置する前方エッジ123と、後面102と縁部103の接続部に位置する後方エッジ125を備えていることを念頭に置くことにする(図2と図3)。
【0046】
図1に、選択したフレームの枠または“円形部”に合わせるために眼科用レンズの輪郭を変えることのできる数値制御式外周加工装置6を示してある。
この外周加工装置は、レバー611を備えている。このレバーは、第1の軸線A1(実際には水平な軸線)のまわりに自由に回転できる状態でシャーシに取り付けられている。加工する眼科用レンズの固定と回転駆動のため、レバー611には、眼科用レンズ100を締め付けて回転駆動させることのできる支持手段が取り付けられている。この支持手段または保持手段は、2本の締め付け・回転駆動シャフト612、613を備えている。これら2本のシャフト612と613は、互いに、第1の軸線A1と平行で固定軸線と呼ぶ第2の軸線A2に沿って並んでいる。2本のシャフト612、613は、レバー611に搭載された共通の駆動メカニズム(図示せず)を通じてモータ(図示せず)によって同期して回転駆動される。
【0047】
シャフト612、613のそれぞれは自由端を持ち、他方のシャフトと向かい合っている。自由端には、レンズをシャフト612、613に固定するパッド(図示せず)を取り付けることのできる設計にされている。シャフト613は、固定用の軸線A2に沿って他方のシャフト612に対して並進運動し、レンズを2つの固定用パッドの間に軸方向に圧縮して締め付けることができる。
【0048】
外周加工装置6は、加工する眼科用レンズ100の縁取り研磨の荒仕上げと仕上げをするため、第3の軸線A3に同軸に取り付けられた複数の砥石車614を有するグラインダ610を備えている。
【0049】
図1に示されているように、一連の主要砥石車614は、どれも直径が約155mmの円筒形砥石車を備えている。一連の主要砥石車614には、荒仕上げ用砥石車50が含まれている。この荒仕上げ用砥石車は、荒仕上げ面の粒子サイズが約150ミクロンの縁取り研磨面を有する。
【0050】
荒仕上げ用砥石車50の横には、リブ形成用の溝57を有する縁取り研磨面を持つ仕上げ用砥石車55が用意されている。この仕上げ用砥石車55は、約55ミクロンというより小さな粒子を持つため、荒仕上げ輪郭を優れた精度で望む仕上げ輪郭にするとともに、当業者に従来から知られている意味の隅切り面を構成する周縁リブを形成する。すなわち周縁リブとは、V字状に加工された2つの側部を持ち、そのそれぞれの側部が延びて隅切り面の突起部と呼ばれるほぼ平坦な部分になっているリブである。この周縁リブは、フレームの円形部の受け溝に嵌め込まれることになる。
【0051】
一連の砥石車は、軸線A3を持つ共通シャフトに取り付けられていて、縁取り研磨の際に確実に回転駆動される。この共通シャフト(図では見ることができない)は、電動モータ620によって回転する。
【0052】
一連の主要砥石車614はさらに軸線A3に沿って並進移動することができ、制御された駆動手段によってこの並進移動が制御される。具体的には、一連の加工具614と、そのシャフトと、そのモータがすべて台車621の上に載っており、この台車そのものは、フレームに固定されたスライダ622に取り付けられていて、第3の軸線A3に沿って滑る。砥石車を搭載した台車621の並進運動を“移送”と呼び、図1ではTRAとして示してある。この移送は、機械式駆動手段(図示せず。例えばネジとナットからなるシステムや、ラック)によって制御される。
【0053】
縁取り研磨の際に加工具614の軸線A3とレンズの軸線A2の軸線間をダイナミックに調節できるようにするため、軸線A1のまわりにレバー611が回転できることを利用する。この軸回転によってシャフト612と613の間に挟まれたレンズ100が(ここではほぼ鉛直方向に)移動し、レンズを砥石車614に近づけたり砥石車614から遠ざけたりする。この可動性によって所望の縁取り研磨(または外周加工)の形態を再現することが可能になる。この可動性を再現と呼び、図面ではRESとして示してある。
【0054】
図1に示したグラインダ610は、レンズ100の縁部に嵌め込み用周縁リブ(隅切り面として機能する)および/または縁取り面を実現するための加工具70を有する作業モジュール625をさらに備えている(図1参照)。
【0055】
ここでは、加工具70は、円錐形作業面72と円筒形作業面71を有する仕上げ用小砥石車である。なお、どちらの作業面も軸線A4のまわりの回転体である。
【0056】
加工具70の回転軸線A4は、ここではレンズ100の回転軸線A2とほぼ平行である。したがって円筒形作業面71の作業母線74は、加工中は常に、レンズ100の回転軸線A2とほぼ平行である。作業面の作業母線とは、その作業面の母線のうちでレンズを加工する際にレンズの縁部と接触するものとして定義される。
【0057】
外周加工装置6を示す図1において仕上げ用小砥石車70と一連の砥石車614の砥石車を比較すると、仕上げ用小砥石車の直径は、一連の主要砥石車614の砥石車50、55の直径よりもはるかに小さいことがわかる。仕上げ用小砥石車70は、最大の直径が、仕上げ用砥石車55の直径のせいぜい15%である。ここでは、この仕上げ用小砥石車の直径は25mmである。変形例では、仕上げ用小砥石車の直径を5〜25mmにすることができる。
【0058】
作業面72は、レンズ100の後面102の面取り加工が可能な円錐形にされている。言い換えるならば、加工中は常に、作業面72の作業母線73を通る直線とレンズの軸線A2の交点が、レンズの軸線A2と仕上げ用小砥石車70の回転軸線A4を通る平面内で、レンズ100の平均面に対してレンズ100の後面102の曲率の中心の側に位置する。
【0059】
この作業モジュール625は移動の1つの自由度を持ち、レンズを保持するシャフト612、613の軸線A2、および、再現RESの軸線A5に対してほぼ横方向にに移動できる。移動のこの自由度を退避と呼び、図面ではESCとして示してある。
【0060】
ここでは、この退避は、軸線A3のまわりの仕上げモジュール625の回転からなる。具体的には、モジュール625は、台車621に取り付けられたチューブ状スリーブ部材627と一体化したレバー626に支持されて軸線A3のまわりを回転する。その軸回転を制御するため、スリーブ部材627のレバー626とは反対側の端部に歯車628が設けられている。この歯車628は、台車621に固定された電動モータ629のシャフトに取り付けたピニオン(図では見ることができない)と噛み合う。
【0061】
外周加工装置6は、さまざまな部品を制御する電子・情報処理ユニット199を備えている。電子・情報処理ユニットは、ここでは、さまざまな加工具とレンズ締め付け・回転駆動手段の移動のさまざまな自由度を、自動化された外周加工法に従って協調的に制御する電子カードからなる。外周加工法についてはあとで説明する。
【0062】
電子・情報処理ユニット199は、従来と同様、例えばマザーボードと、マイクロプロセッサと、RAMと、不揮発性の大容量メモリとを備えている。大容量メモリには、望む最終輪郭に沿って各レンズを加工するサイクルを実行するプログラムが記憶されている。この大容量メモリは再書き込みが可能であることが好ましく、素早く交換したり標準規格のインターフェイスを通じて遠隔コンピュータ上でプログラミングを行なったりできるよう取り外し可能になっていることが望ましい。電子・情報処理ユニットは、レンズの望ましい最終輪郭を記憶させる手段と、利用者とのインターフェイス(例えばキーボードとスクリーン)と、ローカルな他の装置または離れている他の装置(例えばセンタリング装置、輪郭読み取り装置、メガネ屋または検眼士の仕事を助けるソフトウエアを実行するマイクロプロセッサ)との通信手段も備えている。
【0063】
レンズ100を望む最終輪郭に従って外周加工するため、レバー611の再現運動RESと、一連の砥石車614の移送TRAと、仕上げモジュール625の退避運動ESCと、レンズを支持するシャフト613、612の回転運動ROTとを、その目的のために正規にプログラムされた電子・情報処理ユニット199によって協調的に制御することで、レンズ100の輪郭線上のすべての点を順番に正しい半径にする。
【0064】
この文脈では、本発明の一般的な目的は、この外周加工装置に眼科用レンズ100の縁部103の外周加工の仕上げ機能を組み込むことであり、その機能の中に、幾何学的形状が制御された嵌め込み用周縁リブ120の実現が含まれる。
【0065】
実行される加工サイクルは、まず最初に、レンズの外周加工を荒仕上げするステップを含んでいる。この荒仕上げステップは、望む最終輪郭とほぼ同じ形状だがそれよりもわずかにサイズが大きい荒仕上げ輪郭が得られるまで、一連の砥石車614の中の荒仕上げ用砥石車50を用いて複数回加工することからなる。この荒仕上げ用砥石車50は大きな粒子を有するため、レンズの材料を大量に素早く除去することができる。この荒仕上げステップの間にレンズ100の縁部103は平坦に加工され、周縁リブのない円筒形の断片となる。
【0066】
次に、外周加工の仕上げステップに移る。自動的な試験により、または手で掴むことにより、面取り仕上げ用砥石車55または仕上げ用小砥石車70を選択する。仕上げ用小砥石車70は、特に以下のケースで選択される。
【0067】
仕上げ用小砥石車70は、周縁リブが面取り仕上げ用砥石車55によって実現されると仮定した場合にその周縁リブの前方側部の基部がレンズの受け溝によって覆われない危険性があるときに選択される。言い換えるならば、レンズを対応する円形部に取り付けた後に、周縁リブの前方側部とレンズの前面の間に目に見える隙間が残る危険性があるときである。
【0068】
仕上げ用小砥石車は、レンズ100において実現する周縁リブが切り落とされる危険性があるときにも選択される。切り落とされる危険性は、以下の2つのケースの少なくとも一方になっているときに存在する。
【0069】
第1のケースでは、電子・情報処理ユニット199は、レンズ100の前面101が仮想的に内接する数学的な球を決定する。仕上げ用小砥石車70の選択は、その球の半径が12cmよりも小さいとき(8cm以下であることが好ましい)に実現する。このようなレンズは基部が厚いレンズと呼ばれ、(通常利用される)面取り仕上げ用砥石車55を用いると周縁リブが切り落とされる危険性がある。第2のケースでは、電子・情報処理ユニット199は、面取り仕上げ用砥石車55を用いた嵌め込み用周縁リブの形成に関する数値シミュレーションを行なう。そのことにより電子・情報処理ユニット199は、面取り仕上げ用砥石車55との干渉によって周縁リブ120の切り落としが起こることを明らかにする。数値シミュレーションによってリブが、そのリブの少なくとも1つの横断面に関して10%を超えて切り落とされることがわかると、仕上げ用小砥石車70が選択される。
【0070】
したがって上記のケースのうちの少なくとも1つのケースでは、電子・情報処理ユニット199は、外周加工装置を制御して仕上げ用小砥石車70を選択し、次いでその仕上げ用小砥石車70を用いてレンズの縁部に周縁リブを形成する。これについてはあとで説明する。
【0071】
図2に示した第1の実施態様では、レンズの後面102の周縁部を面取りする。
【0072】
その目的で電子・情報処理ユニット199は、仕上げ用小砥石車70を支持する作業モジュール625の移送TRAの自由度と、締め付け・回転のためのシャフト612、613の再現RESの自由度と、作業モジュール625の退避ESCの自由度と、レンズの回転ROTの自由度を協調的に制御して、レンズの縁部103に対する仕上げ用小砥石車70の円錐形作業面72の位置を決めるようにプログラムされている。
【0073】
したがって仕上げ用小砥石車70がレンズ100に対して移動し、レンズ100の縁部103がレンズの回転軸線A4に対して斜めに加工される。
【0074】
レンズ100の縁部103は、円錐形作業面72の作業母線73によって幅Lの全体が加工される。このようにして実現されるレンズの後面102の周縁部の面取り部が、周縁リブ120の後方側部122を形成し、前面101の周縁部121が、この周縁リブ120の前方側部121を形成する。前方エッジ123は、周縁リブ120の頂部123を形成する。
【0075】
したがってレンズの前面101の周縁部121はカット面を持たない。言い換えるならば、レンズの前面の周縁部121には、二次の不連続性、すなわち表面の勾配の不連続性がない。もちろんレンズは、近見領域を有する可能性があるが、このような領域はレンズの周縁部に影響を及ぼさないため、ここではカット面とは考えない。
【0076】
図4に示してあるように、レンズ100は、嵌め込みまたはツメ機構によってフレーム200の円形部201に取り付けられる。そのために円形部201は、嵌め込み用周縁リブ120の前方側部121と後方側部122をそれぞれ支持する前方エッジ204と後方エッジ205を有する受け溝203を備えている。
【0077】
レンズ100の縁部は、周縁リブ120の頂部123の角度を十分に鋭角にするのに十分なだけ傾けて加工されるため、このようにして形成される周縁リブ120を受け溝203に嵌め込むことができる。
【0078】
厚いレンズに適用することが好ましい第2の実施態様(図3)では、仕上げ用小砥石車70の円錐形作業面72を用いてレンズの縁部の幅Lのうちで部分L2だけが加工される。縁部の幅Lのうちで加工されるこの部分L2は、レンズの前面101の側に位置する。
【0079】
縁部の幅Lのうちで円錐形の作業面72を用いて加工されたこの部分L2を加工することにより、周縁リブ130の後方側部132を形成することができる。
【0080】
レンズ100の縁部103の幅Lの残部L1は円筒形作業面71によって加工され、レンズ100の周縁リブ130の後方突起部124が形成される。
【0081】
そうするために仕上げ用小砥石車70の移動が制御されて、一方では仕上げ用小砥石車70の円筒形作業面71がレンズの縁部103の幅Lの残部L1と接触し、他方では仕上げ用小砥石車70の円錐形作業面72がレンズの縁部103の幅Lの部分L2と接触する。
【0082】
したがってレンズ100の縁部103は、幅Lの中に二次の不連続な線129を有するため、縁部103の幅のうちで後面102と不連続部の間に位置する部分L1は周縁リブ130の後方突起部124を形成し、幅Lの残部L2は周縁リブ130の後方側部132を形成する。
【0083】
図5に示してあるように、そして第1の実施態様と同様に、レンズ100をフレーム200の円形部201に取り付けるとき、受け溝205の前方エッジ204と後方エッジ205は、それぞれ嵌め込み用周縁リブ130の前方側部121と後方側部132を支持する。
【0084】
この解決法は主として美的なものであり、レンズの縁部のうちでレンズの後面を向いた部分から材料を過度に除去しないようにすることを目的とする。厚いレンズでは特に、レンズの美的な特徴がこのようにして保持される。
【0085】
仕上げ用小砥石車は、図3と図5に示したこの第2の実施態様を実施して周縁リブ130の後方突起部124をそのリブの頂部123(すなわちここではレンズの前方エッジ123)と比べてさまざまな高さに加工することを望むときにも選択される。この場合には仕上げ用小砥石車は、加工操作中を通じ、周縁リブ130の径方向の高さ、すなわちレンズの径方向に沿った周縁リブ130の頂部と突起部124の距離が、レンズの周縁に沿って変化するように、したがってレンズの回転角の関数で変化するように制御される。
【0086】
周縁リブの後方突起部の高さの変化は、受け溝の構成に合うようにされている。特に、後方突起部の高さが変化することで、受け溝で嵌め込み用リブの両方の側部を支持する部分の高さのずれを生じさせる捩じれまたはひねりに対処することができる。したがって受け溝へのリブの取り付けは、より信頼性よく、より美しくなる。
【0087】
より詳細には、リブのこの高さは、対象とする軸方向断面の位置がレンズの縁部に沿って完全に一様ではない関数によって与えられる。リブ130は、軸方向の形状設定値と径方向の形状設定値に従って加工される。これらの設定値は、それぞれ、レンズの対象とする軸方向の断面の位置の関数として、この軸方向断面における嵌め込み用リブの長手方向の準線の軌跡の軸方向の位置と径方向の位置を与える。リブ130の高さを与える関数は、レンズの周縁部に沿った対象とする(すなわち加工中の)軸方向断面における準線の径方向の形状設定値と軸方向の形状設定値の少なくとも一方を含んでいる。
【0088】
リブ130の高さを与える関数は、レンズの光学面の一方の全体的な形状に関する特性パラメータ、またはフレームの円形部の受け溝の長手方向の準線に関する特性パラメータを含んでいる。このパラメータは、例えば、レンズの形状またはフレームの円形部の受け溝の長手方向の準線の形状に近い球形基部の半径にすることができる。
【0089】
リブ130の高さを与える関数は、嵌め込み用リブ130の長手方向の準線に関する径方向の形状設計値と軸方向の形状設計値から導出されるパラメータも含んでいる。
【0090】
リブ130の高さを与える関数は、フレームの円形部の受け溝の輪郭に関し、その円形部の少なくとも1つの断面において受け溝を触知することによって取得した、または受け溝に接触することなしに取得した幾何学的形状に依存するパラメータをさらに含んでいる。
【0091】
本発明がここに説明して図示した実施態様に限定されることはなく、当業者であれば本発明の精神に合致するあらゆる変形例を考えることができよう。
【0092】
変形例では、第1と第2の実施態様の範囲において、仕上げ用小砥石車70の軸線A4を傾けて周縁リブの頂部の角度を変えることが可能である。
【0093】
一連の主要砥石車614の中の仕上げ用砥石車55を用い、リブ形成用の溝57を利用してレンズの縁部において嵌め込み用周縁リブの前方側部と後方側部を加工することで、他のタイプの眼科用レンズを仕上げる。
【0094】
第2の実施態様の変形例では、加工具の回転軸線を傾けて、加工具の円筒面がレンズの後方エッジを面取りできるようにすることが可能である。例えばレンズの縁部を加工するとき、レンズの縁部の傾きをレンズの反りに合わせることでフレームの円形部にレンズを保持しやすくなるようにすることもできる。
【0095】
加工具の傾きは固定することができる。その場合、レンズの大部分に合致する平均角を選択する。あるいは加工具の回転軸線の傾斜角を制御できるような仕上げモジュールを設計することができる。
【0096】
第2の実施態様の変形例では、周縁リブの突起部を実現するのに用いる加工具は、周縁リブの後方側部の加工が可能な加工具とは明らかに異なるものにすることができる。
【0097】
第1の実施態様の変形例では、加工具として、作業面が完全に円筒形の小砥石車または加工用フライスが可能である。その場合、この加工具は、その回転軸がレンズの軸線に対して傾いているようにして仕上げモジュールとともに配置する。
【0098】
したがって加工具の作業面の作業母線は、レンズの縁部の母線に対して傾いている。したがって加工具の移動を制御してレンズの縁部全体を加工することで、周縁リブの後方側部が実現されるようにする。
【0099】
以下に、図6を参照し、すでに説明した第1の実施態様(図2と図4)および第2の実施態様(図3と図5)と組み合わせることのできる第3の実施態様を説明する。
【0100】
この第3の実施態様では、図6に示してあるように、仕上げモジュール625に取り付けられる一連の工具98が付加されている。この一連の工具98には、仕上げ用小砥石車80と、研磨用小砥石車90が含まれる。これら2つの小砥石車は、軸線A8を持つ同じ回転駆動シャフト(図示せず)に取り付けられる。
【0101】
仕上げ用小砥石車80は、円筒形作業面81と円錐形作業面82を備えている。円錐形作業面82の一点における法線は、レンズ100の曲率の中心と反対側を向いている。堅固なこの仕上げ用小砥石車80の円錐形作業面82と円筒形作業面81を利用し、第1と第2の実施態様(図2から図5)に設けられている小砥石車70の対応する作業面と同様にして、嵌め込み用周縁リブ140の後方側部143および/または後方突起部124を形成する。
【0102】
研磨用小砥石車90は、中央の円筒形作業面91と、この円筒形作業面91の両側にあって互いに反対側を向いた2つの円錐形作業面92、93を備えている。この研磨用小砥石車の円錐形作業面92、93を利用してレンズの前面と後面に研磨された面取り部を実現するとともに、中央の円筒形作業面91により、後方側部143と後面102の間を軸線A8に平行に延びる後方突起部124を研磨することができる。円錐形作業面93の一点における法線は、レンズ100の曲率の中心を向いている。したがってこの円錐形作業面93は、レンズの前面101を加工するのに適した方向を向いている。
【0103】
この第3の実施態様によれば、後方突起部124と後方側部143はすでに説明したようにして加工され、それに加え、レンズの前面101の周縁部が研磨用小砥石車90の円錐形作業面93によって加工されて傾斜した面141となり、周縁リブ140の前方側部141を形成する。
【0104】
レンズの再現RESと回転ROTの自由度、ならびに研磨用砥石車90の移送TRAの自由度が合わせて制御され、レンズの周辺部121が加工されるとともに、周縁リブ140の加工された前方側部141が形成される。このようにしてレンズの前面101の周縁部121に二次の不連続性142が形成される。
【0105】
レンズをフレームの対応する円形部に取り付ける際には、レンズの周縁リブは、より信頼性よく、より正確に円形部の受け溝に嵌め込まれる。実際、周縁リブ140の円錐形前方側部141は、受け溝にうまく接触するようにされている。さらに、レンズの前面の周縁部をこのように加工してあるおかげで、レンズは、そのレンズが取り付けられる対応する円形部に対して前進する。すなわちレンズが目から離れる。そのためより美しい取り付けになる。
【0106】
変形例では、2つの小砥石車80、90が取り付けられたシャフトが、レンズの軸線A2を通る鉛直面(すなわち図6の平面)を横断する軸線のまわりを回転することもできる。この軸回転可能性を制御することで、周縁リブの前方側部141を望ましい傾きにすることができる。
【技術分野】
【0001】
本発明は、全体として、フレームへの眼科用メガネの眼科用レンズの取り付けに関するものであり、より詳細には、矯正のための眼科用メガネまたはサングラスのフレームの円形部の中にレンズを嵌め込むことを目的とする。
【背景技術】
【0002】
フレームは、通常、溝を形成している内側受け溝を有する円形部を備えている。メガネをかけることになる人が選んだフレームに取り付けることを目的としたレンズの外周加工は、そのレンズの輪郭を変更してそのフレームに合わせることからなる。
【0003】
円形部を有するフレームのレンズの場合、レンズの外周加工は、面取り(またはリブ形成)と呼ばれる仕上げステップを含んでいる。このステップは、一般に横断面が三角形の通常は隅切り面と呼ばれるリブを眼科用レンズの縁部に確実に形成することからなる。この隅切り面は、レンズを取り付けるフレームの円形部(すなわち取り囲み部)の中に設けられた受け溝に嵌め込まれることになる。
【0004】
従来は、外周加工手段は、一連の主要砥石車を備えるグラインダと呼ばれる研磨機械と、レンズをそのレンズの軸線に沿って挟み具のようにして締め付けることを目的として互いに軸方向に移動可能に取り付けられた2本の同軸回転シャフトからなるレンズの固定・回転駆動手段とによって構成される。
【0005】
一般に、まず最初に、一連の砥石車に存在する円筒形の荒仕上げ用砥石車でレンズの周縁部を荒仕上げするステップを実施する。この荒仕上げステップの間にレンズは荒削りされ、そのレンズに与えたい形状に近づく。次に、リブ形成用のV字溝を有する、粒子がより細かな円筒形の仕上げ用砥石車で仕上げステップを実施する。レンズの周縁部の望ましい形状に正確に到達し、リブ形成用の溝によってレンズの縁部にその溝の形状が刻まれることで、隅切り面が形成される。
【0006】
したがって外周加工されたレンズは、向かい合った2つの円錐形側部を有するV字断面の隅切り面を備えていて、それぞれの側部は、隅切り面の突起部と呼ばれる円筒面がレンズの縁部上を対応する前面または後面まで延びている。隅切り面の突起部は、レンズの縁部のほぼ平坦な部分であり、隅切り面の前方側部と後方側部の両側に位置する。
【0007】
しかしレンズが強く反っている場合には、隅切り面を対応する円形部の受け溝に嵌め込みやすくするのに隅切り面の突起部の高さを変化させるのが有効であることがわかる。隅切り面の突起部の高さをこのように変化させる(二番取りと呼ばれる)には、リブ形成用の溝の両側で直径に特別な違いがある仕上げ用砥石車を用意する必要がある。二番取りで異なる高さを実現せねばならない場合には、同数の仕上げ用砥石車を用意する必要がある。
【0008】
さらに、リブ形成用の溝を有する仕上げ用砥石車を用いて面取りした強く反ったレンズでは、隅切り面の一部が切り落とされることが観察される。すなわちその隅切り面は、レンズの縁部の強く反った部分が薄くなる。隅切り面がこのように薄くなると品質が損なわれ、フレームにレンズを取り付ける精度が悪くなる。
【0009】
最後に、隅切り面はレンズの受け溝の中に、その隅切り面の所定の高さしか嵌まらないことがある。特に、レンズの前面を向いた隅切り面の側部の下部は、フレームの円形部によって覆われない。したがってフレームの円形部とレンズの前面の間に目に見えるある程度の隙間が存在する。そのため美しくなく、汚れやすい。
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の1つの目的は、上記の問題点のうちの少なくとも1つを解決することである。
【課題を解決するための手段】
【0011】
そこで本発明では、
眼科用メガネであって、
内側受け溝を有する少なくとも1つの円形部を備えるフレームと、
その円形部の中に取り付けられたレンズとを備えていて、
そのレンズが、前面と、後面と、嵌め込み用周縁リブとを備え、
その周縁リブは、レンズの後面の側に位置する後方側部と、レンズの前面の側に位置する前方側部とを持ち、
その前方側部と後方側部が内側受け溝に嵌め込まれる、ものにおいて、
嵌め込み用周縁リブの前方側部が、前面の残部に対して少なくとも一次の連続性を有することと、レンズの縁部が、後方突起部または後方肩部を有することと、嵌め込み用周縁リブの頂部と突起部の間の距離であるその周縁リブの径方向の高さが、レンズの周縁部に沿って変化している、ことを特徴とする眼科用メガネを提供する。
【0012】
一次の連続性とは、レンズの前面の研磨された周縁部に、その前面の研磨されていない残部と共通するエッジがあることを意味する。したがってレンズの前面と嵌め込み用リブの前方側部の間には、レンズの軸線の方向に沿ったずれ(または段差)が存在しない。周縁リブの前方側部は、レンズの前面の部分のうちで受け溝の中に嵌まる部分によって規定され、レンズの前方エッジが、受け溝に嵌め込まれる嵌め込み用周縁リブの頂部を構成する。したがって、レンズの前面と嵌め込み用周縁リブの前方側部の間にずれをもたらすリブの突起部(一般に隅切り面の突起部と呼ばれる)はまったく存在しない。
【0013】
その結果、円形部の内側とレンズの前面の間には目に見える隙間が存在せず、フレームの円形部がレンズの前面に触れるように取り付けられる。これは、取り付けを美しくする上で好ましい。
【0014】
さらに、リブと前面の間にリブの突起部がないと、リブの後方側部を溝なしの工具で加工し、リブの前方側部は加工しないこと、またはこの前方縁部を溝なしの単純な面取り工具またはそれと同等な工具で加工することができる。このようにすると、基部が厚いレンズ、すなわち強く反っているレンズに関してリブが切り落とされるという問題を解決すること、または著しく軽減することができる。
【0015】
最後に、隅切り面の突起部の高さの変化という問題(二番取り)が解決される。というのも、嵌め込み用リブの後方側部と後方突起部を形成するための工具を制御してリブの後方突起部の高さ(より正確には半径)を適切に調節すれば十分だからである。特に、二番取りの高さが異なる溝付き工具を複数個用意する必要はもはやない。
【0016】
本発明は、レンズの前面が、半径が12cm未満の近似球に内接する場合(強く反ったレンズ)および/または外周加工されるレンズの縁部の厚さが少なくとも3mmである場合に特に有利であることがわかる。
【0017】
本発明の第1の有利な特徴によれば、レンズの前面の周縁部に、その周縁部の研磨によって生じる一次と二次の不連続性を持つエッジがない。嵌め込み用周縁リブの前方側部はレンズの前面によって形成されているため、その前方側部は加工する必要がない。嵌め込み用周縁リブの形成がこのようにして簡単化される。円形部へのレンズの取り付けもより美しくなる。
【0018】
本発明の有利な別の特徴によれば、レンズは、周縁部が研磨されていて二次の不連続性を持つエッジによって規定される前面を有する。二次の不連続性とは、レンズの前面の研磨された周縁部と、その前面の研磨されていない残部の間の勾配の急変を意味する。したがって周縁リブの前方側部は、フレームの受け溝に正確に嵌まる決まった形状(典型的には円錐形)の面を有する。レンズを対応する円形部に取り付けるとき、レンズの周縁リブはその円形部の受け溝により正確かつより信頼性よく嵌まり込む。さらに、取り付け後、レンズは、そのレンズが取り付けられるフレームの円形部に対して前進する。すなわちレンズが目から遠ざかる。すると取り付けがより美しくなる。
【0019】
本発明は、第1の回転軸線のまわりを回転できるように取り付けられたレンズの縁部に、そのレンズの後面の側に位置する後方側部と、そのレンズの前面の側に位置する前方側部とを有する嵌め込み用周縁リブを形成する方法であって、
a)リブ形成用の溝を有する第1の加工具を選択するか、第2の回転軸線のまわりの回転体である第1の作業面と、加工中は常に第1の回転軸線に対して傾いた母線とを有する、リブ形成用の溝がない第2の加工具を選択するかの操作を、手で、または自動的に行なうステップと、
b)以下の条件付きステップ、すなわち
第1の加工具が選択された場合には、リブ形成用の溝の形状を再現することによって嵌め込み用周縁リブの前方側部と後方側部を加工することで、そのレンズの縁部に嵌め込み用周縁リブを形成するステップ、または
第2の加工具が選択された場合には、その第2の加工具の第1の作業面を利用してレンズの縁部を加工することで嵌め込み用周縁リブの後方側部を形成し、その嵌め込み用周縁リブの前方側部は、そのレンズの前面の周縁部に形成するが、この周縁部を加工しないときにはその前方側部がそのレンズの前面の残部と少なくとも一次の連続性を持ち、この周縁部を加工するときには前方側部に二次の不連続性を持つエッジが出現するステップを含むことを特徴とする方法にも関する。
【0020】
本発明の方法により、2つの側部が加工される従来の嵌め込み用リブの形成と、嵌め込み用周縁リブの前方側部と前面の間にリブの突起部(または段差)がなくて前面すれすれに位置する嵌め込み用周縁リブの形成のどちらにするかを選択できる。
【0021】
第2の工具に溝がないという事実と、リブの前方側部を加工しないか、その前方側部をやはり溝なしの単純な面取り工具またはそれと同等な工具で加工するという事実により、倣い加工をなくし、基部が厚いレンズ、すなわち強く反っているレンズに関してリブが切り落とされるという問題を解決すること、または著しく軽減することができる。
【0022】
これは、また、隅切り面の突起部の高さ(リリーフ)の変化という問題が解決される。というのも、嵌め込み用リブの後方側部と後方突起部を形成するための工具を制御してリブの後方突起部の高さ(より正確には半径)を適切に調節すれば十分だからである。特に、リリーフが異なる溝付き工具を複数個用意する必要はもはやない。
【0023】
さらに、この方法の実施を可能にする第2の工具は、単純な構造にすることができる。というのも、周縁リブの後方側部を形成するには傾斜した単一の作業面があれば十分だからである。この第2の工具は、面取りにも使用することができる。
【0024】
本発明の1つの有利な特徴によれば、レンズの前面が想像上の近似円に内接していて、その球の半径が12cm未満のときに第2の加工具を選択する。
【0025】
周縁リブの切り落としは、前面がこのように反っているレンズで特に顕著であるように見える。第2の加工具を用いると、周縁リブの切り落としを制限することができる。
【0026】
本発明の1つの有利な特徴によれば、第1の加工具を用いた嵌め込み用周縁リブの形成の数値シミュレーションを実施し、その数値シミュレーションにより、そのリブが、設定値と比べたときにそのリブの少なくとも1つの横断面に関してその面積の10%を超えて切り落とされることがわかった場合に第2の加工具を選択する。
【0027】
第1の実施態様によれば、レンズの縁部の幅全体を第1の作業面によって加工する。したがって周縁リブの後方側部は、レンズの軸線に対して傾いたレンズの縁部によって形成される。したがって周縁リブは、傾いた単一の作業面を利用してレンズの縁部全体を斜めに加工することによって形成できるため、周縁リブの形成が簡単になる。そこで第2の加工具は、円筒形にされた第1の作業面を持つ砥石車または加工用フライスであること、そして第2の回転軸線が、レンズの第1の回転軸線に対して傾いているであることが望ましい。
【0028】
第2の実施態様によれば、第2の加工具は、第1の作業面と同じ軸線のまわりの回転体である第2の作業面を持っていて、レンズに対し、第2の作業面の作業母線が加工中は常にそのレンズの第1の回転軸線にほぼ平行であるように配置されている。そして第2の加工具が選択された場合には、レンズの縁部の幅の残部を第2の作業面によって加工してそのレンズの嵌め込み用周縁リブの後方突起部または後方肩部を形成し、この後方突起部が、嵌め込み用周縁リブの後方側部と二次の不連続性を有するようにする。
【0029】
縁部の幅の一部だけがフレームの受け溝に嵌め込まれることになる場合には、縁部のうちでレンズの後面の側に位置する他の部分を加工して周縁リブの突起部を形成することが可能である。
【0030】
厚いレンズの場合には特に、この突起部の加工により、レンズの縁部全体を斜めに加工する場合と比較し、レンズの後面の側の材料を除去し過ぎることが避けられる。したがってレンズの美しさが保たれる。
【0031】
さらに、実現する突起部の高さがリブの頂部と比べたときにレンズの縁部に沿って変化する場合には、レンズの縁部のうちでレンズの後面の側に位置する部分を異なる高さに加工してこの突起部を形成することが可能である。
【0032】
したがって望ましいことに、嵌め込み用周縁リブの頂部と突起部の間の距離であるその嵌め込み用周縁リブの径方向の高さが、レンズの周縁部に沿って変化するようにできる。
【0033】
本発明の有利な別の特徴によれば、第2の加工具は、円錐形である第1の作業面と、円筒形である第2の作業面とを有する加工用砥石車であり、その第2の加工具の第2の回転軸線はレンズの第1の回転軸線と平行である。
【0034】
このような加工具は単純であり、レンズの面取りにも使用できる。
【0035】
第3の実施態様によれば、第2の加工具は、回転体である第2の作業面を持っていて、レンズに対し、第2の作業面の作業母線が加工中は常にレンズの第1の回転軸線よりも傾きが小さくなるように配置されている。そして第2の加工具が選択された場合には、レンズの縁部の幅の残部を第2の作業面によって加工してそのレンズの周縁リブの後方突起部を形成し、この後方突起部が、嵌め込み用周縁リブの後方側部と二次の不連続性を有するようにする。
【0036】
したがって、第2の実施態様と同様、望ましいことに、嵌め込み用周縁リブの頂部と突起部の間の距離であるその嵌め込み用周縁リブの径方向の高さが、レンズの周縁部に沿って変化するようにできる。
【0037】
変形例によれば、
第2の加工具は、円錐形である第1の作業面と、円筒形である第2の作業面とを有する加工用砥石車であり、その第2の加工具の第2の回転軸線は、レンズの周縁部の少なくとも一部を加工するため、そのレンズの第1の回転軸線に対して傾いている;
第2の加工具は、円錐形にされた第1と第2の作業面を持つ砥石車または加工用フライスである。
【0038】
本発明の有利な別の特徴によれば、第2の加工具の直径は、レンズの直径よりも小さい。
【0039】
本発明の方法を実施するのに直径が小さな工具を使用すると、レンズの周縁リブが切り落とされる危険性があるとき、その切り落としを制限しながらその周縁リブを形成することができる。
【0040】
本発明の有利な別の特徴によれば、第2の加工具の直径は5〜25mmである。
【0041】
本発明の有利な別の特徴によれば、第2の加工具が選択された場合には、第3の作業面を有する第3の加工具も選択し、レンズの前面の周縁部をその第3の作業面を用いて加工することで、そのレンズの前面の研磨された周縁部が、嵌め込み用周縁リブの前方側部を形成する。
【0042】
本発明の有利な別の特徴によれば、第3の加工具は第2の加工具と同一のものである。
【図面の簡単な説明】
【0043】
【図1】外周加工装置の斜視図である。
【図2】第1の実施態様におけるレンズと、そのレンズの縁部に周縁リブを形成するために制御される加工具の側面図である。
【図3】第2の実施態様におけるレンズと、そのレンズの縁部に周縁リブを形成するために制御される加工具の側面図である。
【図4】メガネのフレームの円形部に取り付けられた図2のレンズの図である。
【図5】メガネのフレームの円形部に取り付けられた図3のレンズの図である。
【図6】第3の実施態様におけるレンズと、周縁リブの前方側部を加工するために制御される別の加工具の側面図である。
【発明を実施するための形態】
【0044】
添付の図面を参照した例示としての一実施態様に関する以下の説明により、本発明の本質とともに、いかにして本発明が実現されるかがよく理解できるであろう。
【0045】
まず最初に、眼科用レンズ100は、凸状の前面101と凹状の後面102に加え、縁部103と、前面101と縁部103の接続部に位置する前方エッジ123と、後面102と縁部103の接続部に位置する後方エッジ125を備えていることを念頭に置くことにする(図2と図3)。
【0046】
図1に、選択したフレームの枠または“円形部”に合わせるために眼科用レンズの輪郭を変えることのできる数値制御式外周加工装置6を示してある。
この外周加工装置は、レバー611を備えている。このレバーは、第1の軸線A1(実際には水平な軸線)のまわりに自由に回転できる状態でシャーシに取り付けられている。加工する眼科用レンズの固定と回転駆動のため、レバー611には、眼科用レンズ100を締め付けて回転駆動させることのできる支持手段が取り付けられている。この支持手段または保持手段は、2本の締め付け・回転駆動シャフト612、613を備えている。これら2本のシャフト612と613は、互いに、第1の軸線A1と平行で固定軸線と呼ぶ第2の軸線A2に沿って並んでいる。2本のシャフト612、613は、レバー611に搭載された共通の駆動メカニズム(図示せず)を通じてモータ(図示せず)によって同期して回転駆動される。
【0047】
シャフト612、613のそれぞれは自由端を持ち、他方のシャフトと向かい合っている。自由端には、レンズをシャフト612、613に固定するパッド(図示せず)を取り付けることのできる設計にされている。シャフト613は、固定用の軸線A2に沿って他方のシャフト612に対して並進運動し、レンズを2つの固定用パッドの間に軸方向に圧縮して締め付けることができる。
【0048】
外周加工装置6は、加工する眼科用レンズ100の縁取り研磨の荒仕上げと仕上げをするため、第3の軸線A3に同軸に取り付けられた複数の砥石車614を有するグラインダ610を備えている。
【0049】
図1に示されているように、一連の主要砥石車614は、どれも直径が約155mmの円筒形砥石車を備えている。一連の主要砥石車614には、荒仕上げ用砥石車50が含まれている。この荒仕上げ用砥石車は、荒仕上げ面の粒子サイズが約150ミクロンの縁取り研磨面を有する。
【0050】
荒仕上げ用砥石車50の横には、リブ形成用の溝57を有する縁取り研磨面を持つ仕上げ用砥石車55が用意されている。この仕上げ用砥石車55は、約55ミクロンというより小さな粒子を持つため、荒仕上げ輪郭を優れた精度で望む仕上げ輪郭にするとともに、当業者に従来から知られている意味の隅切り面を構成する周縁リブを形成する。すなわち周縁リブとは、V字状に加工された2つの側部を持ち、そのそれぞれの側部が延びて隅切り面の突起部と呼ばれるほぼ平坦な部分になっているリブである。この周縁リブは、フレームの円形部の受け溝に嵌め込まれることになる。
【0051】
一連の砥石車は、軸線A3を持つ共通シャフトに取り付けられていて、縁取り研磨の際に確実に回転駆動される。この共通シャフト(図では見ることができない)は、電動モータ620によって回転する。
【0052】
一連の主要砥石車614はさらに軸線A3に沿って並進移動することができ、制御された駆動手段によってこの並進移動が制御される。具体的には、一連の加工具614と、そのシャフトと、そのモータがすべて台車621の上に載っており、この台車そのものは、フレームに固定されたスライダ622に取り付けられていて、第3の軸線A3に沿って滑る。砥石車を搭載した台車621の並進運動を“移送”と呼び、図1ではTRAとして示してある。この移送は、機械式駆動手段(図示せず。例えばネジとナットからなるシステムや、ラック)によって制御される。
【0053】
縁取り研磨の際に加工具614の軸線A3とレンズの軸線A2の軸線間をダイナミックに調節できるようにするため、軸線A1のまわりにレバー611が回転できることを利用する。この軸回転によってシャフト612と613の間に挟まれたレンズ100が(ここではほぼ鉛直方向に)移動し、レンズを砥石車614に近づけたり砥石車614から遠ざけたりする。この可動性によって所望の縁取り研磨(または外周加工)の形態を再現することが可能になる。この可動性を再現と呼び、図面ではRESとして示してある。
【0054】
図1に示したグラインダ610は、レンズ100の縁部に嵌め込み用周縁リブ(隅切り面として機能する)および/または縁取り面を実現するための加工具70を有する作業モジュール625をさらに備えている(図1参照)。
【0055】
ここでは、加工具70は、円錐形作業面72と円筒形作業面71を有する仕上げ用小砥石車である。なお、どちらの作業面も軸線A4のまわりの回転体である。
【0056】
加工具70の回転軸線A4は、ここではレンズ100の回転軸線A2とほぼ平行である。したがって円筒形作業面71の作業母線74は、加工中は常に、レンズ100の回転軸線A2とほぼ平行である。作業面の作業母線とは、その作業面の母線のうちでレンズを加工する際にレンズの縁部と接触するものとして定義される。
【0057】
外周加工装置6を示す図1において仕上げ用小砥石車70と一連の砥石車614の砥石車を比較すると、仕上げ用小砥石車の直径は、一連の主要砥石車614の砥石車50、55の直径よりもはるかに小さいことがわかる。仕上げ用小砥石車70は、最大の直径が、仕上げ用砥石車55の直径のせいぜい15%である。ここでは、この仕上げ用小砥石車の直径は25mmである。変形例では、仕上げ用小砥石車の直径を5〜25mmにすることができる。
【0058】
作業面72は、レンズ100の後面102の面取り加工が可能な円錐形にされている。言い換えるならば、加工中は常に、作業面72の作業母線73を通る直線とレンズの軸線A2の交点が、レンズの軸線A2と仕上げ用小砥石車70の回転軸線A4を通る平面内で、レンズ100の平均面に対してレンズ100の後面102の曲率の中心の側に位置する。
【0059】
この作業モジュール625は移動の1つの自由度を持ち、レンズを保持するシャフト612、613の軸線A2、および、再現RESの軸線A5に対してほぼ横方向にに移動できる。移動のこの自由度を退避と呼び、図面ではESCとして示してある。
【0060】
ここでは、この退避は、軸線A3のまわりの仕上げモジュール625の回転からなる。具体的には、モジュール625は、台車621に取り付けられたチューブ状スリーブ部材627と一体化したレバー626に支持されて軸線A3のまわりを回転する。その軸回転を制御するため、スリーブ部材627のレバー626とは反対側の端部に歯車628が設けられている。この歯車628は、台車621に固定された電動モータ629のシャフトに取り付けたピニオン(図では見ることができない)と噛み合う。
【0061】
外周加工装置6は、さまざまな部品を制御する電子・情報処理ユニット199を備えている。電子・情報処理ユニットは、ここでは、さまざまな加工具とレンズ締め付け・回転駆動手段の移動のさまざまな自由度を、自動化された外周加工法に従って協調的に制御する電子カードからなる。外周加工法についてはあとで説明する。
【0062】
電子・情報処理ユニット199は、従来と同様、例えばマザーボードと、マイクロプロセッサと、RAMと、不揮発性の大容量メモリとを備えている。大容量メモリには、望む最終輪郭に沿って各レンズを加工するサイクルを実行するプログラムが記憶されている。この大容量メモリは再書き込みが可能であることが好ましく、素早く交換したり標準規格のインターフェイスを通じて遠隔コンピュータ上でプログラミングを行なったりできるよう取り外し可能になっていることが望ましい。電子・情報処理ユニットは、レンズの望ましい最終輪郭を記憶させる手段と、利用者とのインターフェイス(例えばキーボードとスクリーン)と、ローカルな他の装置または離れている他の装置(例えばセンタリング装置、輪郭読み取り装置、メガネ屋または検眼士の仕事を助けるソフトウエアを実行するマイクロプロセッサ)との通信手段も備えている。
【0063】
レンズ100を望む最終輪郭に従って外周加工するため、レバー611の再現運動RESと、一連の砥石車614の移送TRAと、仕上げモジュール625の退避運動ESCと、レンズを支持するシャフト613、612の回転運動ROTとを、その目的のために正規にプログラムされた電子・情報処理ユニット199によって協調的に制御することで、レンズ100の輪郭線上のすべての点を順番に正しい半径にする。
【0064】
この文脈では、本発明の一般的な目的は、この外周加工装置に眼科用レンズ100の縁部103の外周加工の仕上げ機能を組み込むことであり、その機能の中に、幾何学的形状が制御された嵌め込み用周縁リブ120の実現が含まれる。
【0065】
実行される加工サイクルは、まず最初に、レンズの外周加工を荒仕上げするステップを含んでいる。この荒仕上げステップは、望む最終輪郭とほぼ同じ形状だがそれよりもわずかにサイズが大きい荒仕上げ輪郭が得られるまで、一連の砥石車614の中の荒仕上げ用砥石車50を用いて複数回加工することからなる。この荒仕上げ用砥石車50は大きな粒子を有するため、レンズの材料を大量に素早く除去することができる。この荒仕上げステップの間にレンズ100の縁部103は平坦に加工され、周縁リブのない円筒形の断片となる。
【0066】
次に、外周加工の仕上げステップに移る。自動的な試験により、または手で掴むことにより、面取り仕上げ用砥石車55または仕上げ用小砥石車70を選択する。仕上げ用小砥石車70は、特に以下のケースで選択される。
【0067】
仕上げ用小砥石車70は、周縁リブが面取り仕上げ用砥石車55によって実現されると仮定した場合にその周縁リブの前方側部の基部がレンズの受け溝によって覆われない危険性があるときに選択される。言い換えるならば、レンズを対応する円形部に取り付けた後に、周縁リブの前方側部とレンズの前面の間に目に見える隙間が残る危険性があるときである。
【0068】
仕上げ用小砥石車は、レンズ100において実現する周縁リブが切り落とされる危険性があるときにも選択される。切り落とされる危険性は、以下の2つのケースの少なくとも一方になっているときに存在する。
【0069】
第1のケースでは、電子・情報処理ユニット199は、レンズ100の前面101が仮想的に内接する数学的な球を決定する。仕上げ用小砥石車70の選択は、その球の半径が12cmよりも小さいとき(8cm以下であることが好ましい)に実現する。このようなレンズは基部が厚いレンズと呼ばれ、(通常利用される)面取り仕上げ用砥石車55を用いると周縁リブが切り落とされる危険性がある。第2のケースでは、電子・情報処理ユニット199は、面取り仕上げ用砥石車55を用いた嵌め込み用周縁リブの形成に関する数値シミュレーションを行なう。そのことにより電子・情報処理ユニット199は、面取り仕上げ用砥石車55との干渉によって周縁リブ120の切り落としが起こることを明らかにする。数値シミュレーションによってリブが、そのリブの少なくとも1つの横断面に関して10%を超えて切り落とされることがわかると、仕上げ用小砥石車70が選択される。
【0070】
したがって上記のケースのうちの少なくとも1つのケースでは、電子・情報処理ユニット199は、外周加工装置を制御して仕上げ用小砥石車70を選択し、次いでその仕上げ用小砥石車70を用いてレンズの縁部に周縁リブを形成する。これについてはあとで説明する。
【0071】
図2に示した第1の実施態様では、レンズの後面102の周縁部を面取りする。
【0072】
その目的で電子・情報処理ユニット199は、仕上げ用小砥石車70を支持する作業モジュール625の移送TRAの自由度と、締め付け・回転のためのシャフト612、613の再現RESの自由度と、作業モジュール625の退避ESCの自由度と、レンズの回転ROTの自由度を協調的に制御して、レンズの縁部103に対する仕上げ用小砥石車70の円錐形作業面72の位置を決めるようにプログラムされている。
【0073】
したがって仕上げ用小砥石車70がレンズ100に対して移動し、レンズ100の縁部103がレンズの回転軸線A4に対して斜めに加工される。
【0074】
レンズ100の縁部103は、円錐形作業面72の作業母線73によって幅Lの全体が加工される。このようにして実現されるレンズの後面102の周縁部の面取り部が、周縁リブ120の後方側部122を形成し、前面101の周縁部121が、この周縁リブ120の前方側部121を形成する。前方エッジ123は、周縁リブ120の頂部123を形成する。
【0075】
したがってレンズの前面101の周縁部121はカット面を持たない。言い換えるならば、レンズの前面の周縁部121には、二次の不連続性、すなわち表面の勾配の不連続性がない。もちろんレンズは、近見領域を有する可能性があるが、このような領域はレンズの周縁部に影響を及ぼさないため、ここではカット面とは考えない。
【0076】
図4に示してあるように、レンズ100は、嵌め込みまたはツメ機構によってフレーム200の円形部201に取り付けられる。そのために円形部201は、嵌め込み用周縁リブ120の前方側部121と後方側部122をそれぞれ支持する前方エッジ204と後方エッジ205を有する受け溝203を備えている。
【0077】
レンズ100の縁部は、周縁リブ120の頂部123の角度を十分に鋭角にするのに十分なだけ傾けて加工されるため、このようにして形成される周縁リブ120を受け溝203に嵌め込むことができる。
【0078】
厚いレンズに適用することが好ましい第2の実施態様(図3)では、仕上げ用小砥石車70の円錐形作業面72を用いてレンズの縁部の幅Lのうちで部分L2だけが加工される。縁部の幅Lのうちで加工されるこの部分L2は、レンズの前面101の側に位置する。
【0079】
縁部の幅Lのうちで円錐形の作業面72を用いて加工されたこの部分L2を加工することにより、周縁リブ130の後方側部132を形成することができる。
【0080】
レンズ100の縁部103の幅Lの残部L1は円筒形作業面71によって加工され、レンズ100の周縁リブ130の後方突起部124が形成される。
【0081】
そうするために仕上げ用小砥石車70の移動が制御されて、一方では仕上げ用小砥石車70の円筒形作業面71がレンズの縁部103の幅Lの残部L1と接触し、他方では仕上げ用小砥石車70の円錐形作業面72がレンズの縁部103の幅Lの部分L2と接触する。
【0082】
したがってレンズ100の縁部103は、幅Lの中に二次の不連続な線129を有するため、縁部103の幅のうちで後面102と不連続部の間に位置する部分L1は周縁リブ130の後方突起部124を形成し、幅Lの残部L2は周縁リブ130の後方側部132を形成する。
【0083】
図5に示してあるように、そして第1の実施態様と同様に、レンズ100をフレーム200の円形部201に取り付けるとき、受け溝205の前方エッジ204と後方エッジ205は、それぞれ嵌め込み用周縁リブ130の前方側部121と後方側部132を支持する。
【0084】
この解決法は主として美的なものであり、レンズの縁部のうちでレンズの後面を向いた部分から材料を過度に除去しないようにすることを目的とする。厚いレンズでは特に、レンズの美的な特徴がこのようにして保持される。
【0085】
仕上げ用小砥石車は、図3と図5に示したこの第2の実施態様を実施して周縁リブ130の後方突起部124をそのリブの頂部123(すなわちここではレンズの前方エッジ123)と比べてさまざまな高さに加工することを望むときにも選択される。この場合には仕上げ用小砥石車は、加工操作中を通じ、周縁リブ130の径方向の高さ、すなわちレンズの径方向に沿った周縁リブ130の頂部と突起部124の距離が、レンズの周縁に沿って変化するように、したがってレンズの回転角の関数で変化するように制御される。
【0086】
周縁リブの後方突起部の高さの変化は、受け溝の構成に合うようにされている。特に、後方突起部の高さが変化することで、受け溝で嵌め込み用リブの両方の側部を支持する部分の高さのずれを生じさせる捩じれまたはひねりに対処することができる。したがって受け溝へのリブの取り付けは、より信頼性よく、より美しくなる。
【0087】
より詳細には、リブのこの高さは、対象とする軸方向断面の位置がレンズの縁部に沿って完全に一様ではない関数によって与えられる。リブ130は、軸方向の形状設定値と径方向の形状設定値に従って加工される。これらの設定値は、それぞれ、レンズの対象とする軸方向の断面の位置の関数として、この軸方向断面における嵌め込み用リブの長手方向の準線の軌跡の軸方向の位置と径方向の位置を与える。リブ130の高さを与える関数は、レンズの周縁部に沿った対象とする(すなわち加工中の)軸方向断面における準線の径方向の形状設定値と軸方向の形状設定値の少なくとも一方を含んでいる。
【0088】
リブ130の高さを与える関数は、レンズの光学面の一方の全体的な形状に関する特性パラメータ、またはフレームの円形部の受け溝の長手方向の準線に関する特性パラメータを含んでいる。このパラメータは、例えば、レンズの形状またはフレームの円形部の受け溝の長手方向の準線の形状に近い球形基部の半径にすることができる。
【0089】
リブ130の高さを与える関数は、嵌め込み用リブ130の長手方向の準線に関する径方向の形状設計値と軸方向の形状設計値から導出されるパラメータも含んでいる。
【0090】
リブ130の高さを与える関数は、フレームの円形部の受け溝の輪郭に関し、その円形部の少なくとも1つの断面において受け溝を触知することによって取得した、または受け溝に接触することなしに取得した幾何学的形状に依存するパラメータをさらに含んでいる。
【0091】
本発明がここに説明して図示した実施態様に限定されることはなく、当業者であれば本発明の精神に合致するあらゆる変形例を考えることができよう。
【0092】
変形例では、第1と第2の実施態様の範囲において、仕上げ用小砥石車70の軸線A4を傾けて周縁リブの頂部の角度を変えることが可能である。
【0093】
一連の主要砥石車614の中の仕上げ用砥石車55を用い、リブ形成用の溝57を利用してレンズの縁部において嵌め込み用周縁リブの前方側部と後方側部を加工することで、他のタイプの眼科用レンズを仕上げる。
【0094】
第2の実施態様の変形例では、加工具の回転軸線を傾けて、加工具の円筒面がレンズの後方エッジを面取りできるようにすることが可能である。例えばレンズの縁部を加工するとき、レンズの縁部の傾きをレンズの反りに合わせることでフレームの円形部にレンズを保持しやすくなるようにすることもできる。
【0095】
加工具の傾きは固定することができる。その場合、レンズの大部分に合致する平均角を選択する。あるいは加工具の回転軸線の傾斜角を制御できるような仕上げモジュールを設計することができる。
【0096】
第2の実施態様の変形例では、周縁リブの突起部を実現するのに用いる加工具は、周縁リブの後方側部の加工が可能な加工具とは明らかに異なるものにすることができる。
【0097】
第1の実施態様の変形例では、加工具として、作業面が完全に円筒形の小砥石車または加工用フライスが可能である。その場合、この加工具は、その回転軸がレンズの軸線に対して傾いているようにして仕上げモジュールとともに配置する。
【0098】
したがって加工具の作業面の作業母線は、レンズの縁部の母線に対して傾いている。したがって加工具の移動を制御してレンズの縁部全体を加工することで、周縁リブの後方側部が実現されるようにする。
【0099】
以下に、図6を参照し、すでに説明した第1の実施態様(図2と図4)および第2の実施態様(図3と図5)と組み合わせることのできる第3の実施態様を説明する。
【0100】
この第3の実施態様では、図6に示してあるように、仕上げモジュール625に取り付けられる一連の工具98が付加されている。この一連の工具98には、仕上げ用小砥石車80と、研磨用小砥石車90が含まれる。これら2つの小砥石車は、軸線A8を持つ同じ回転駆動シャフト(図示せず)に取り付けられる。
【0101】
仕上げ用小砥石車80は、円筒形作業面81と円錐形作業面82を備えている。円錐形作業面82の一点における法線は、レンズ100の曲率の中心と反対側を向いている。堅固なこの仕上げ用小砥石車80の円錐形作業面82と円筒形作業面81を利用し、第1と第2の実施態様(図2から図5)に設けられている小砥石車70の対応する作業面と同様にして、嵌め込み用周縁リブ140の後方側部143および/または後方突起部124を形成する。
【0102】
研磨用小砥石車90は、中央の円筒形作業面91と、この円筒形作業面91の両側にあって互いに反対側を向いた2つの円錐形作業面92、93を備えている。この研磨用小砥石車の円錐形作業面92、93を利用してレンズの前面と後面に研磨された面取り部を実現するとともに、中央の円筒形作業面91により、後方側部143と後面102の間を軸線A8に平行に延びる後方突起部124を研磨することができる。円錐形作業面93の一点における法線は、レンズ100の曲率の中心を向いている。したがってこの円錐形作業面93は、レンズの前面101を加工するのに適した方向を向いている。
【0103】
この第3の実施態様によれば、後方突起部124と後方側部143はすでに説明したようにして加工され、それに加え、レンズの前面101の周縁部が研磨用小砥石車90の円錐形作業面93によって加工されて傾斜した面141となり、周縁リブ140の前方側部141を形成する。
【0104】
レンズの再現RESと回転ROTの自由度、ならびに研磨用砥石車90の移送TRAの自由度が合わせて制御され、レンズの周辺部121が加工されるとともに、周縁リブ140の加工された前方側部141が形成される。このようにしてレンズの前面101の周縁部121に二次の不連続性142が形成される。
【0105】
レンズをフレームの対応する円形部に取り付ける際には、レンズの周縁リブは、より信頼性よく、より正確に円形部の受け溝に嵌め込まれる。実際、周縁リブ140の円錐形前方側部141は、受け溝にうまく接触するようにされている。さらに、レンズの前面の周縁部をこのように加工してあるおかげで、レンズは、そのレンズが取り付けられる対応する円形部に対して前進する。すなわちレンズが目から離れる。そのためより美しい取り付けになる。
【0106】
変形例では、2つの小砥石車80、90が取り付けられたシャフトが、レンズの軸線A2を通る鉛直面(すなわち図6の平面)を横断する軸線のまわりを回転することもできる。この軸回転可能性を制御することで、周縁リブの前方側部141を望ましい傾きにすることができる。
【特許請求の範囲】
【請求項1】
眼科用メガネであって、
内側受け溝(203)を有する少なくとも1つの円形部(201)を備えるフレーム(200)と、
その円形部(201)の中に取り付けられたレンズ(100)とを備えていて、
そのレンズ(100)が、前面(101)と、後面(102)と、縁部にある嵌め込み用周縁リブ(120;130)と、を備え、
その周縁リブは、前記レンズ(100)の後面(102)の側に位置する後方側部(122;132)と、前記レンズの前面(101)の側に位置する前方側部(121)とを持ち、
その前方側部(121)と後方側部(122;132)が前記内側受け溝(203)に嵌め込まれる、ものにおいて、 前記嵌め込み用周縁リブ(130)の前方側部(121)が、前記前面の残部に対して少なくとも一次の連続性を有し、
前記レンズの縁部が、後方突起部または後方肩部(124)を有し、
前記嵌め込み用周縁リブ(130)の頂部と前記突起部(124)の間の距離であるその周縁リブの径方向の高さが、レンズの周縁部に沿って変化している、
ことを特徴とする眼科用メガネ。
【請求項2】
レンズ(100)の前面(101)が、半径が12cm未満の近似球に内接する、ことを特徴とする請求項1に記載の眼科用メガネ。
【請求項3】
外周加工されるレンズの縁部の厚さが少なくとも3mmである、ことを特徴とする請求項1または2に記載の眼科用メガネ。
【請求項4】
レンズ(100)の前面(101)の周縁部(121)に、その周縁部の研磨によって生じる一次と二次の不連続性を持つエッジがない、ことを特徴とする請求項1から3のいずれか1項に記載の眼科用メガネ。
【請求項5】
レンズ(100)の前面(101)の周縁部が研磨されていて、そのことによってその周縁部が二次の不連続性のあるエッジ(142)によって規定されていることを特徴とする、請求項1から3のいずれか1項に記載の眼科用メガネ。
【請求項6】
第1の回転軸線(A2)のまわりを回転できるように取り付けられたレンズ(100)の縁部(103)に、そのレンズ(100)の後面(102)の側に位置する後方側部(122;132)と、そのレンズの前面(101)の側に位置する前方側部(121)とを有する嵌め込み用周縁リブ(120;130)を形成する方法であって、
a)リブ形成用の溝(57)を有する第1の加工具(55)、または、第2の回転軸線(A4)のまわりの回転体である第1の作業面(72)と、加工中は常に第1の回転軸線(A2)に対して傾いた作業母線(73)とを有する第2の加工具(70)を、手動で、または、自動的に選択するステップと、
b)以下の条件付きステップ、すなわち
第1の加工具(55)が選択された場合には、前記リブ形成用の溝(57)の形状を再現することによって前記レンズの縁部において前記嵌め込み用周縁リブの前方側部と後方側部を加工することで、そのレンズの縁部に嵌め込み用周縁リブを形成するステップ、
または
第2の加工具(70)が選択された場合には、その第2の加工具(70)の第1の作業面(72)を利用して前記レンズ(100)の縁部(103)を加工することで前記嵌め込み用周縁リブ(120;130)の後方側部(122;132)を形成し、その嵌め込み用周縁リブ(120;130)の前方側部(121)は、そのレンズの前面(101)の周縁部(121)に形成するが、この周縁部を加工しないときにはその前方側部がそのレンズの前面の残部と少なくとも一次の連続性を持ち、この周縁部を加工するときには前方側部に二次の不連続性を持つエッジ(142)が出現するステップを含む、
ことを特徴とする方法。
【請求項7】
前記レンズ(100)の前面(101)が近似円に内接していて、その球の半径が12cm未満のときに第2の加工具(70)を選択する、ことを特徴とする請求項6に記載の方法。
【請求項8】
第1の加工具(55)を用いた前記嵌め込み用周縁リブの形成の数値シミュレーションを実施し、その数値シミュレーションにより、そのリブが、設定値と比べたときにそのリブの少なくとも1つの横断面に関してその面積の10%を超えて切り落とされることがわかった場合に第2の加工具(70)を選択する、
ことを特徴とする請求項6または7に記載の方法。
【請求項9】
前記レンズ(100)の縁部(103)の幅(L)全体を第1の作業面(72)によって加工する、ことを特徴とする請求項6から8のいずれか1項に記載の方法。
【請求項10】
第2の加工具が、円筒形にされた第1の作業面を持つ砥石車または加工用フライスであり、第2の回転軸線が、レンズの第1の回転軸線に対して傾いている、ことを特徴とする請求項9に記載の方法。
【請求項11】
第2の加工具(70)が、第1の作業面(72)と同じ軸線のまわりの回転体である第2の作業面(71)を有しており、
前記レンズ(100)に対し、第2の作業面(71)の作業母線(74)が加工中は常にそのレンズ(100)の第1の回転軸線(A2)にほぼ平行であるように配置されており、
第2の加工具(70)が選択された場合には、前記レンズ(100)の縁部(103)の幅(L)の残部(L1)を第2の作業面(71)によって加工してそのレンズ(100)の嵌め込み用周縁リブ(130)の後方突起部または後方肩部(124)を形成し、
該後方突起部(124)が、前記嵌め込み用周縁リブ(130)の後方側部(132)と二次の不連続性を有するようにする、
ことを特徴とする請求項6から8のいずれか1項に記載の方法。
【請求項12】
前記嵌め込み用周縁リブ(130)の頂部と前記突起部(124)の間の距離であるその嵌め込み用周縁リブ(130)の径方向の高さが、レンズの周縁部に沿って変化している、ことを特徴とする請求項11に記載の方法。
【請求項13】
第2の加工具(70)が、円錐形である第1の作業面(72)と、円筒形である第2の作業面(71)とを有する加工用砥石車であり、その第2の加工具(70)の第2の回転軸線(A4)が前記レンズ(100)の第1の回転軸線(A2)と平行である、ことを特徴とする請求項11または12に記載の方法。
【請求項14】
第2の加工具(70)が、回転体である第2の作業面(71)を有し、前記レンズ(100)に対し、第2の作業面(71)の作業母線(74)が加工中は常に前記レンズ(100)の第1の回転軸線(A2)よりも傾きが小さくなるように配置されており、
第2の加工具(70)が選択された場合には、前記レンズ(100)の縁部(103)の幅(L)の残部(L1)を第2の作業面(71)によって加工してそのレンズ(100)の嵌め込み用周縁リブ(130)の後方突起部(124)を形成する、
ことを特徴とする請求項6から8のいずれか1項に記載の方法。
【請求項15】
前記嵌め込み用周縁リブ(130)の頂部と前記突起部(124)の間の距離であるその嵌め込み用周縁リブ(130)の径方向の高さが、レンズの周縁部に沿って変化している、ことを特徴とする請求項14に記載の方法。
【請求項16】
第2の加工具(70)が、円錐形である第1の作業面(72)と、円筒形である第2の作業面(71)とを有する加工用砥石車であり、
その第2の加工具(70)の第2の回転軸線(A4)が、前記レンズの周縁部の少なくとも一部を加工するため、そのレンズ(100)の第1の回転軸線(A2)に対して傾いている、
ことを特徴とする請求項14または15に記載の方法。
【請求項17】
第2の加工具が、円錐形にされた第1と第2の作業面を持つ砥石車または加工用フライスである、ことを特徴とする請求項14または15に記載の方法。
【請求項18】
第2の加工具(70)の直径が、レンズ(100)の直径よりも小さい、ことを特徴とする請求項6から17のいずれか1項に記載の方法。
【請求項19】
第2の加工具(70)の直径が5〜25mmである、ことを特徴とする請求項6から17のいずれか1項に記載の方法。
【請求項20】
第2の加工具(70)が選択された場合には、第3の作業面(93)を有する第3の加工具(90)も選択し、
前記レンズの前面(101)の周縁部(121)をその第3の作業面(93)を用いて加工することで、そのレンズ(100)の前面(101)の研磨された周縁部が、前記嵌め込み用周縁リブの前方側部(141)を形成する、
ことを特徴とする請求項6から17のいずれか1項に記載の方法。
【請求項21】
第3の加工具が第2の加工具と同一のものである、ことを特徴とする請求項20に記載の方法。
【請求項1】
眼科用メガネであって、
内側受け溝(203)を有する少なくとも1つの円形部(201)を備えるフレーム(200)と、
その円形部(201)の中に取り付けられたレンズ(100)とを備えていて、
そのレンズ(100)が、前面(101)と、後面(102)と、縁部にある嵌め込み用周縁リブ(120;130)と、を備え、
その周縁リブは、前記レンズ(100)の後面(102)の側に位置する後方側部(122;132)と、前記レンズの前面(101)の側に位置する前方側部(121)とを持ち、
その前方側部(121)と後方側部(122;132)が前記内側受け溝(203)に嵌め込まれる、ものにおいて、 前記嵌め込み用周縁リブ(130)の前方側部(121)が、前記前面の残部に対して少なくとも一次の連続性を有し、
前記レンズの縁部が、後方突起部または後方肩部(124)を有し、
前記嵌め込み用周縁リブ(130)の頂部と前記突起部(124)の間の距離であるその周縁リブの径方向の高さが、レンズの周縁部に沿って変化している、
ことを特徴とする眼科用メガネ。
【請求項2】
レンズ(100)の前面(101)が、半径が12cm未満の近似球に内接する、ことを特徴とする請求項1に記載の眼科用メガネ。
【請求項3】
外周加工されるレンズの縁部の厚さが少なくとも3mmである、ことを特徴とする請求項1または2に記載の眼科用メガネ。
【請求項4】
レンズ(100)の前面(101)の周縁部(121)に、その周縁部の研磨によって生じる一次と二次の不連続性を持つエッジがない、ことを特徴とする請求項1から3のいずれか1項に記載の眼科用メガネ。
【請求項5】
レンズ(100)の前面(101)の周縁部が研磨されていて、そのことによってその周縁部が二次の不連続性のあるエッジ(142)によって規定されていることを特徴とする、請求項1から3のいずれか1項に記載の眼科用メガネ。
【請求項6】
第1の回転軸線(A2)のまわりを回転できるように取り付けられたレンズ(100)の縁部(103)に、そのレンズ(100)の後面(102)の側に位置する後方側部(122;132)と、そのレンズの前面(101)の側に位置する前方側部(121)とを有する嵌め込み用周縁リブ(120;130)を形成する方法であって、
a)リブ形成用の溝(57)を有する第1の加工具(55)、または、第2の回転軸線(A4)のまわりの回転体である第1の作業面(72)と、加工中は常に第1の回転軸線(A2)に対して傾いた作業母線(73)とを有する第2の加工具(70)を、手動で、または、自動的に選択するステップと、
b)以下の条件付きステップ、すなわち
第1の加工具(55)が選択された場合には、前記リブ形成用の溝(57)の形状を再現することによって前記レンズの縁部において前記嵌め込み用周縁リブの前方側部と後方側部を加工することで、そのレンズの縁部に嵌め込み用周縁リブを形成するステップ、
または
第2の加工具(70)が選択された場合には、その第2の加工具(70)の第1の作業面(72)を利用して前記レンズ(100)の縁部(103)を加工することで前記嵌め込み用周縁リブ(120;130)の後方側部(122;132)を形成し、その嵌め込み用周縁リブ(120;130)の前方側部(121)は、そのレンズの前面(101)の周縁部(121)に形成するが、この周縁部を加工しないときにはその前方側部がそのレンズの前面の残部と少なくとも一次の連続性を持ち、この周縁部を加工するときには前方側部に二次の不連続性を持つエッジ(142)が出現するステップを含む、
ことを特徴とする方法。
【請求項7】
前記レンズ(100)の前面(101)が近似円に内接していて、その球の半径が12cm未満のときに第2の加工具(70)を選択する、ことを特徴とする請求項6に記載の方法。
【請求項8】
第1の加工具(55)を用いた前記嵌め込み用周縁リブの形成の数値シミュレーションを実施し、その数値シミュレーションにより、そのリブが、設定値と比べたときにそのリブの少なくとも1つの横断面に関してその面積の10%を超えて切り落とされることがわかった場合に第2の加工具(70)を選択する、
ことを特徴とする請求項6または7に記載の方法。
【請求項9】
前記レンズ(100)の縁部(103)の幅(L)全体を第1の作業面(72)によって加工する、ことを特徴とする請求項6から8のいずれか1項に記載の方法。
【請求項10】
第2の加工具が、円筒形にされた第1の作業面を持つ砥石車または加工用フライスであり、第2の回転軸線が、レンズの第1の回転軸線に対して傾いている、ことを特徴とする請求項9に記載の方法。
【請求項11】
第2の加工具(70)が、第1の作業面(72)と同じ軸線のまわりの回転体である第2の作業面(71)を有しており、
前記レンズ(100)に対し、第2の作業面(71)の作業母線(74)が加工中は常にそのレンズ(100)の第1の回転軸線(A2)にほぼ平行であるように配置されており、
第2の加工具(70)が選択された場合には、前記レンズ(100)の縁部(103)の幅(L)の残部(L1)を第2の作業面(71)によって加工してそのレンズ(100)の嵌め込み用周縁リブ(130)の後方突起部または後方肩部(124)を形成し、
該後方突起部(124)が、前記嵌め込み用周縁リブ(130)の後方側部(132)と二次の不連続性を有するようにする、
ことを特徴とする請求項6から8のいずれか1項に記載の方法。
【請求項12】
前記嵌め込み用周縁リブ(130)の頂部と前記突起部(124)の間の距離であるその嵌め込み用周縁リブ(130)の径方向の高さが、レンズの周縁部に沿って変化している、ことを特徴とする請求項11に記載の方法。
【請求項13】
第2の加工具(70)が、円錐形である第1の作業面(72)と、円筒形である第2の作業面(71)とを有する加工用砥石車であり、その第2の加工具(70)の第2の回転軸線(A4)が前記レンズ(100)の第1の回転軸線(A2)と平行である、ことを特徴とする請求項11または12に記載の方法。
【請求項14】
第2の加工具(70)が、回転体である第2の作業面(71)を有し、前記レンズ(100)に対し、第2の作業面(71)の作業母線(74)が加工中は常に前記レンズ(100)の第1の回転軸線(A2)よりも傾きが小さくなるように配置されており、
第2の加工具(70)が選択された場合には、前記レンズ(100)の縁部(103)の幅(L)の残部(L1)を第2の作業面(71)によって加工してそのレンズ(100)の嵌め込み用周縁リブ(130)の後方突起部(124)を形成する、
ことを特徴とする請求項6から8のいずれか1項に記載の方法。
【請求項15】
前記嵌め込み用周縁リブ(130)の頂部と前記突起部(124)の間の距離であるその嵌め込み用周縁リブ(130)の径方向の高さが、レンズの周縁部に沿って変化している、ことを特徴とする請求項14に記載の方法。
【請求項16】
第2の加工具(70)が、円錐形である第1の作業面(72)と、円筒形である第2の作業面(71)とを有する加工用砥石車であり、
その第2の加工具(70)の第2の回転軸線(A4)が、前記レンズの周縁部の少なくとも一部を加工するため、そのレンズ(100)の第1の回転軸線(A2)に対して傾いている、
ことを特徴とする請求項14または15に記載の方法。
【請求項17】
第2の加工具が、円錐形にされた第1と第2の作業面を持つ砥石車または加工用フライスである、ことを特徴とする請求項14または15に記載の方法。
【請求項18】
第2の加工具(70)の直径が、レンズ(100)の直径よりも小さい、ことを特徴とする請求項6から17のいずれか1項に記載の方法。
【請求項19】
第2の加工具(70)の直径が5〜25mmである、ことを特徴とする請求項6から17のいずれか1項に記載の方法。
【請求項20】
第2の加工具(70)が選択された場合には、第3の作業面(93)を有する第3の加工具(90)も選択し、
前記レンズの前面(101)の周縁部(121)をその第3の作業面(93)を用いて加工することで、そのレンズ(100)の前面(101)の研磨された周縁部が、前記嵌め込み用周縁リブの前方側部(141)を形成する、
ことを特徴とする請求項6から17のいずれか1項に記載の方法。
【請求項21】
第3の加工具が第2の加工具と同一のものである、ことを特徴とする請求項20に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2009−545763(P2009−545763A)
【公表日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願番号】特願2009−522294(P2009−522294)
【出願日】平成19年7月11日(2007.7.11)
【国際出願番号】PCT/FR2007/001190
【国際公開番号】WO2008/015324
【国際公開日】平成20年2月7日(2008.2.7)
【出願人】(504268065)エシロル アンテルナショナル(コンパーニュ ジェネラル ドプテーク) (16)
【Fターム(参考)】
【公表日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願日】平成19年7月11日(2007.7.11)
【国際出願番号】PCT/FR2007/001190
【国際公開番号】WO2008/015324
【国際公開日】平成20年2月7日(2008.2.7)
【出願人】(504268065)エシロル アンテルナショナル(コンパーニュ ジェネラル ドプテーク) (16)
【Fターム(参考)】
[ Back to top ]