
眼鏡用プラスチックレンズの製造方法

【課題】レンズ材料や処理液の無駄を省くことができ、狭いスペースで各種の処理を行うことが可能な眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの厚み方向の端部に位置するレンズ面形成部と、前記プラスチックレンズの軸線とは直交する断面の断面積が前記レンズ面形成部より小さくなるレンズ本体部とを一体に成形する成形ステップ1と、前記レンズ面形成部における前記プラスチックレンズの軸線方向から見て前記レンズ本体部よりレンズ外側に突出する端縁部分をプラスチックレンズ用製造装置に支持させ、この製造装置でプラスチックレンズに処理を施す処理ステップ3とを有する。
【解決手段】眼鏡用プラスチックレンズの厚み方向の端部に位置するレンズ面形成部と、前記プラスチックレンズの軸線とは直交する断面の断面積が前記レンズ面形成部より小さくなるレンズ本体部とを一体に成形する成形ステップ1と、前記レンズ面形成部における前記プラスチックレンズの軸線方向から見て前記レンズ本体部よりレンズ外側に突出する端縁部分をプラスチックレンズ用製造装置に支持させ、この製造装置でプラスチックレンズに処理を施す処理ステップ3とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、少ないレンズ材料で眼鏡用プラスチックレンズを製造する眼鏡用プラスチックレンズの製造方法に関するものである。
【背景技術】
【0002】
従来、眼鏡用プラスチックレンズは、注型重合法によって形成されることが多い。この注型重合法とは、成形型にプラスチックレンズ材料を注入し、熱あるいは紫外線等のエネルギーにより硬化させて成形物を得る方法である。注型重合法による従来の眼鏡用プラスチックレンズの製造方法は、たとえば特許文献1に記載されている。
【0003】
特許文献1に開示されている眼鏡用プラスチックレンズの製造方法に用いる前記成形型は、眼鏡レンズの2つのレンズ面を成形するための第1、第2のモールド部材と、これらのモールド部材どうしの相対的な移動を規制する支持部材とを備えている。前記第1、第2のモールド部材は、それぞれ円板状に形成されている。前記支持部材は、第1、第2のモールド部材が嵌合する円筒状に形成されている。
【0004】
前記第1のモールド部材と前記第2のモールド部材は、所定の間隔をおいて互いに対向する状態で前記支持部材の中に装着される。このように支持部材に両モールド部材を装着することによって、これらの部材の中にプラスチックレンズ成形用のキャビティが形成される。前記支持部材には、キャビティ内にレンズ材料を注入するために注入口が設けられている。
【0005】
このように構成されたプラスチックレンズ用成形型を用いて眼鏡レンズを製造するためには、先ず、前記キャビティ内にレンズ材料を注入し、レンズ材料が充填された成形型を加熱炉に入れてレンズ材料を重合させる。その後、前記成形型を分解して円板状のプラスチックレンズを取り出し、レンズ面に研磨や表面処理を施す。
レンズ面の表面処理としては、染色、ハードコート膜の生成などがある。ハードコート膜をプラスチックレンズに形成するためには、プラスチックレンズをハードコート液中に浸漬させてプラスチックレンズにハードコート液を塗布し、その後、プラスチックレンズを加熱することによって行う。
【0006】
プラスチックレンズに上述したような表面処理を行ったり、表面処理のためにプラスチックレンズを移動させるにあたっては、専用のホルダーが用いられている。従来のホルダーとしては、プラスチックレンズの外周部を複数のアームで把持する構造のものが多い。この種のホルダーは、プラスチックレンズをハードコート液などの処理液中に漬けるときには、プラスチックレンズと共に前記処理液中に浸漬させられる。
【0007】
眼鏡用プラスチックレンズは、上述したような表面処理が施された後、このプラスチックレンズの外周部を眼鏡フレームの形状と同一の形状に加工される。以下においては、この加工を単に縁摺り加工という。近年の眼鏡フレームに取付けられる眼鏡レンズの形状は、眼鏡フレームの左右方向に長くかつ上下方向に短い形状であることが多い。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−30431号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上述した特許文献1に記載された製造方法によって形成されるプラスチックレンズの形状は円板状である。一方、眼鏡フレームに取付けられる眼鏡レンズの形状は、眼鏡フレームの左右方向に長くかつ上下方向に短い形状である。
すなわち、円板状に成形されたプラスチックレンズを眼鏡フレームに取付可能な形状に形成するときに、多くのレンズ材料が切除されて捨てられることになる。
【0010】
このため、従来の眼鏡用プラスチックレンズの製造方法では、無駄になるレンズ材料が多くなるという問題があった。なお、無駄になるレンズ材料は、成形型の第1、第2のモールド部材を眼鏡フレームの形状に倣って例えば正面視楕円形や長円形に形成することによって、少なくすることができる。しかし、この構成を採ると、大型の眼鏡フレームに適合する大型のプラスチックレンズを製造できなくなるおそれがある。
【0011】
また、円板状に成形されたプラスチックレンズを処理液中に浸漬させてプラスチックレンズに処理液を塗布する場合は、上記プラスチックレンズの不要な部分にも処理液が塗布されることになる。しかも、処理液は、ホルダーに付着して処理液槽から排出される。このため、この場合は、処理液の消費量が多くなってしまう。
ところで、プラスチックレンズの外周部を把持する構造のホルダーは、複数のアームがプラスチックレンズの周囲に位置しているから、専有面積が大きいものである。このため、このホルダーを使用する製造方法では、上述した表面処理を行う各種の処理装置が大型化するという問題もあった。
【0012】
本発明はこのような問題を解消するためになされたもので、レンズ材料や処理液の無駄を省くことができるとともに、狭いスペースで各種の処理を行うことが可能な眼鏡用プラスチックレンズの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
この目的を達成するために、本発明に係る眼鏡用プラスチックレンズの製造方法は、眼鏡用プラスチックレンズの厚み方向の端部に位置するレンズ面形成部と、前記プラスチックレンズの軸線とは直交する断面の断面積が前記レンズ面形成部より小さくなるレンズ本体部とを一体に成形する成形ステップと、前記レンズ面形成部における前記プラスチックレンズの軸線方向から見て前記レンズ本体部よりレンズ外側に突出する端縁部分をプラスチックレンズ用製造装置に支持させ、この製造装置でプラスチックレンズに処理を施す処理ステップとによって実施する。
【0014】
本発明は、前記発明において、前記処理ステップは、前記プラスチックレンズを処理液中に漬ける浸漬ステップを有し、前記浸漬ステップは、前記製造装置における前記レンズ面形成部を支持する部分が前記処理液の液面より上に位置する状態で行われる方法である。
【0015】
本発明は、前記発明において、前記成形ステップにおいては、前記レンズ本体部を眼鏡フレームの形状に倣う形状に成形し、前記成形ステップと前記処理ステップとの間で前記レンズ面形成部を眼鏡フレームの形状に倣う形状に切除し、前記処理ステップにおいては、前記レンズ面形成部における前記眼鏡フレームの智またはブリッジと対応する部位を前記製造装置に支持させて行われる方法である。
【発明の効果】
【0016】
本発明によれば、無駄になるレンズ材料は、レンズ本体部がレンズ面形成部より小さい分だけ従来に較べて少なくなる。このようにレンズ本体部をレンズ面形成部より小さく成形することにより、レンズ面形成部の端縁部がレンズ本体部よりレンズ外側に突出するようになる。本発明においては、このようにレンズ本体部より外側に突出する前記端縁部分をプラスチックレンズ用製造装置に支持させているから、プラスチックレンズの外周部を複数のアームで把持するような従来のホルダーは不要になる。すなわち、本発明においては、プラスチックレンズを支持するために必要なスペースが従来より狭くなる。
【0017】
したがって、本発明によれば、レンズ材料の無駄を省くことができるとともに、狭いスペースで各種の処理を行うことが可能な眼鏡用プラスチックレンズの製造方法を提供することができる。このように狭いスペースで処理を行うことが可能であるということは、処理液槽の大きさが一定であるとすると、処理液中に一度に浸漬させることが可能なプラスチックレンズの数を増やすことができることを意味する。
【図面の簡単な説明】
【0018】
【図1】本発明に係る眼鏡用プラスチックレンズの製造方法を説明するためのフローチャートである。
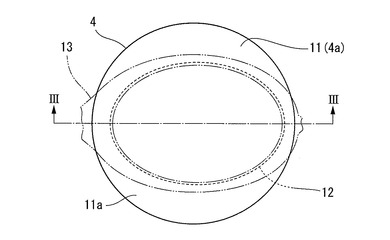
【図2】成形ステップで成形されたプラスチックレンズの平面図である。
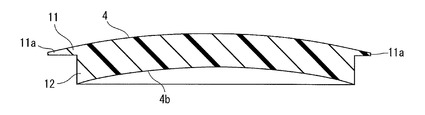
【図3】図2におけるIII−III線断面図である。
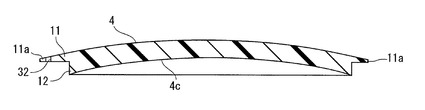
【図4】加工ステップで機械加工が施されたプラスチックレンズの平面図である。
【図5】図4におけるIV−IV線断面図である。
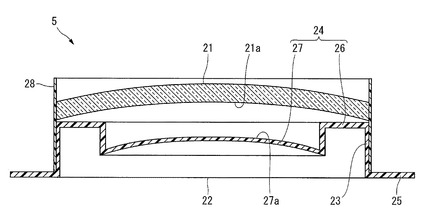
【図6】プラスチックレンズ用成形型の断面図である。
【図7】プラスチックレンズをラックに支持させた状態を示す正面図である。
【図8】プラスチックレンズをラックに支持させた状態を示す側面図である。
【図9】プラスチックレンズをハードコート液中に浸漬させた状態を示す正面図で、同図においては、ハードコート液槽を破断した状態で描いてある。
【発明を実施するための形態】
【0019】
以下、本発明に係る眼鏡用プラスチックレンズの製造方法の一実施の形態を図1〜9によって詳細に説明する。
この実施の形態によるプラスチックレンズの製造方法は、図1に示すように、成形ステップ1と、加工ステップ2と、処理ステップ3とをこの順序で実施する方法である。
【0020】
[成形ステップ]
前記成形ステップ1は、図2および図3に示すように、プラスチックレンズ4を所定の形状に成形するステップである。成形ステップ1でプラスチックレンズ4を成形するにあたっては、詳細は後述するが、図6に示す成形型5を使用する。
【0021】
この実施の形態による成形ステップ1においては、プラスチックレンズ4を二つの特徴的な部位が形成されるように成形する。これらの二つの特徴的な部位とは、図2および図3に示すように、レンズ面形成部11とレンズ本体部12である。
前記レンズ面形成部11は、プラスチックレンズ4の厚み方向の一端部に位置している。このレンズ面形成部11は、凸面側のレンズ面4aを形成する部分で、図2に示すように、プラスチックレンズ4の軸線方向から見て円形に形成されている。
【0022】
前記レンズ本体部12は、眼鏡レンズの凹面側の部分を形成するためのもので、図2に示すように、前記軸線方向から見て眼鏡フレーム13に倣う形状に形成されている。ここでいう眼鏡フレーム13に倣う形状とは、縁摺り加工時の所定の加工代だけ眼鏡フレーム13より大きくなるような形状である。このような形状のレンズ本体部12の断面積は、前記レンズ面形成部11の断面積より小さくなる。この断面積は、プラスチックレンズ4の軸線L(図3参照)とは直交する断面の面積である。
【0023】
このようにレンズ本体部12が成形されることにより、前記レンズ面形成部11の径方向の端縁部分11aがレンズ本体部12より径方向の外側に突出するようになる。この実施の形態による前記端縁部分11aは、図2に示すように、周方向の全域においてレンズ本体部12より外側に突出している。
前記レンズ本体部12には、図3に示すように、成形時に凹曲面4bが成形される。この凹曲面4bは、後述する加工ステップ2において、所定の度数が得られるレンズ面4cとなるように機械加工によって仕上げられる。
【0024】
成形ステップ1で使用する成形型5は、図6に示すように、凸面側のレンズ面を成形するための第1のモールド部材21と、この第1のモールド部材21に取付けられた第2のモールド部材22とを備えている。
前記第1のモールド部材21は、ガラスによって円板状に形成されている。この第1のモールド部材21には、前記凸面側のレンズ面4aを成形するための凹曲面21aが形成されている。
【0025】
前記第2のモールド部材22は、耐熱性を有するプラスチック材料によって所定の形状に形成されている。この第2のモールド部材22を形成するプラスチック材料としては、ポリプロピレン(PP)や、ポリ塩化ビニル(PVC)、耐熱性を有するポリエチレンテレフタレート(PET)などを挙げることができる。
この第2のモールド部材22は、前記第1のモールド部材21と外径が等しくなるように形成された円筒部23と、この円筒部23の軸線方向の一端(図6においては上端)を閉塞するキャビティ部24と、前記円筒部23の軸線方向の他端から径方向の外側に延びるフランジ部25とによって構成されている。
【0026】
前記キャビティ部24には、円筒部23に接続された平板部26と、この平板部26に接続された凹部27とが形成されている。平板部26は、前記第1のモールド部材21と協働してプラスチックレンズ4の前記端縁部分11aを形成するためのものである。前記凹部27は、第1のモールド部材21と協働して前記レンズ本体部12を成形するためのもので、第1のモールド部材21に向けて開口するように形成されている。この凹部27の底面27aは、第1のモールド部材21に向けて突出する凸曲面となるように形成されている。
【0027】
この第2のモールド部材22は、前記第1のモールド部材21に所定の間隔をおいて重なるような状態で円筒部23にテープガスケット28が巻き付けられ、このテープガスケット28によって第1のモールド部材21に固定されている。テープガスケット28は、プラスチック材料によって薄い帯状に形成されており、裏面に接着剤が予め塗布されている。
【0028】
このテープガスケット28の幅は、前記円筒部23の外周面と、前記第1のモールド部材21の外周面との両面に接着できるような幅に形成されている。すなわち、第1のモールド部材21に第2のモールド部材22を重ねた状態でこれらの部材にテープガスケット28を巻き付けて接着することによって、第1のモールド部材21に第2のモールド部材22が固定される。
【0029】
このように第1のモールド部材21に第2のモールド部材22が固定されることによって、これら両モールド部材21,22どうしの間にレンズ成形用のキャビティ29が形成される。レンズ材料は、前記成形型5の外周部(テープガスケット28)に貼り付けられた注入補助部材(図示せず)と、テープガスケット28に形成された注入口(図示せず)とを通して前記キャビティ内に注入される。
【0030】
[加工ステップ]
前記加工ステップ2は、前記プラスチックレンズ4のレンズ面形成部11とレンズ本体部12とにそれぞれ機械加工を施すステップである。レンズ面形成部11は、加工ステップ2内の外形加工ステップ31(図1参照)において、図4および図5に示すように、眼鏡フレーム13の形状に倣う形状に切除される。この外形加工ステップ31において、プラスチックレンズ4の外形は、眼鏡フレーム13に取付けられる最終的な形状に較べて、縁摺り加工時の加工代だけ大きくなるように形成される。
【0031】
また、この実施の形態による前記レンズ面形成部11の端縁部分11aには、外形加工ステップ31において貫通穴32(図4,5参照)が形成される。この貫通穴32は、レンズ面形成部11における眼鏡フレーム13の智13aと対応する位置に形成される。なお、貫通穴32は、レンズ面形成部11における眼鏡フレーム13のブリッジ13bと対応する位置に形成してもよい。
【0032】
前記成形ステップ2で成形されたレンズ本体部12の端面(レンズ面形成部11とは反対側に位置する凹曲面4b)は、加工ステップ2内のレンズ面加工ステップ33(図1参照)において、機械加工が施される。凹曲面4bは、レンズ面加工ステップ33で所定の度数が得られるように機械加工が施され、最終的に所定の表面粗さのレンズ面4cが得られるように研磨される。
【0033】
[処理ステップ]
前記処理ステップ3は、プラスチックレンズ4の二つのレンズ面4a,4cに表面処理を施すステップである。この処理ステップ3で行われる表面処理としては、染色、ハードコート膜の生成、反射防止膜の生成などがある。なお、これらの表面処理の前または後でプラスチックレンズ4を洗浄するステップも前記処理ステップ3に含まれる。
【0034】
処理ステップ3は、プラスチックレンズ4の前記端縁部分11aや前記貫通穴32を使用してプラスチックレンズ4を各種の処理装置(プラスチックレンズ用製造装置)に支持させて行う。
前記端縁部分11aを使用してプラスチックレンズ4を支持するためには、端縁部分11aを厚み方向の両側から挟んで持つことによって行うことができる。前記貫通穴32を使用してプラスチックレンズ4を支持するためには、貫通穴32に支持用のピンを挿通させて行うことができる。
【0035】
[処理ステップの一例]
ここで、前記貫通穴32を使用してプラスチックレンズ4を支持する場合の一例を図7〜図9を用いて説明する。図7〜図9は、プラスチックレンズ4をハードコート液中に浸漬させる場合の例を示している。
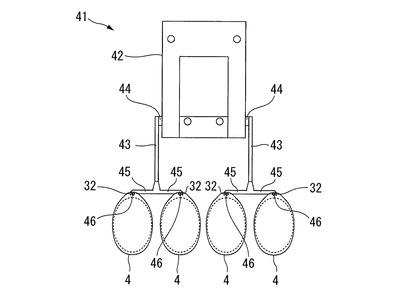
プラスチックレンズ4をハードコート液中に浸漬させるためには、前記製造装置の一部を構成するラック41に支持させて行う。
【0036】
前記ラック41は、多数のプラスチックレンズ4を一度にハードコート液槽42(図9参照)内に入れることができるように構成されている。このラック41は、図示していないハードコート液塗布装置のラック搬送部に着脱可能に取付けられるフレーム42と、このフレーム42から下方に延びる複数のステー43とを備えている。
【0037】
前記フレーム42は、水平方向に延びる互いに平行な2本の支持用ロッド44を備えている。前記ステー43は、前記2本の支持用ロッド44から下方に延びる状態で支持用ロッド44に固定されている。各支持用ロッド44には、それぞれ複数のステー43がロッド44の長手方向に等しい間隔をおいて取付けられている。
【0038】
各ステー43の下端部は、2枚のプラスチックレンズ4を支持できるように、二つのアーム45,45を備えている。これらのアーム45は、前記ステー43の下端部から水平方向の一方と他方とに延びている。アーム45が延びる水平方向は、前記支持用ロッド44の長手方向とは直交する水平方向である。これらのアーム45の先端部には、前記貫通穴32に挿入されるピン46が水平方向に突出する状態で設けられている。このピン46がアーム45から突出する方向は、前記支持用ロッド44と平行な方向である。
【0039】
プラスチックレンズ4を前記ラック41に支持させるためには、プラスチックレンズ4の前記貫通穴32に前記ピン46を挿入させることによって行う。貫通穴32は、プラスチックレンズ4の長手方向の一端部に形成されている。このため、プラスチックレンズ4は、図7および図8に示すように、前記アーム45の先端部から下方に垂れ下がる状態でラック41に支持される。
【0040】
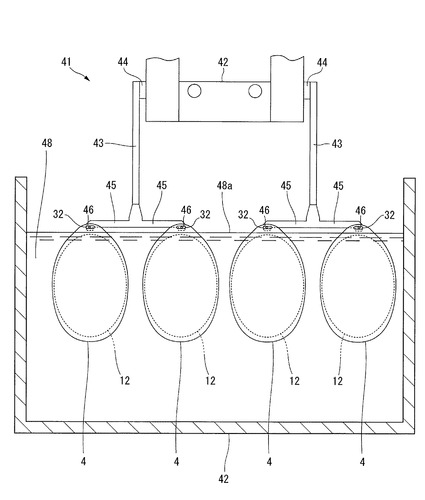
このようにラック41に支持されたプラスチックレンズ4は、処理ステップ3内の浸漬ステップ47(図1参照)において、図9に示すように、ハードコート液48中に浸漬させられる。この浸漬ステップ47は、プラスチックレンズ4のレンズ本体部12がハードコート液48中に漬けられるとともに、前記ピン46を有する前記アーム45(前記レンズ面形成部11を支持する部分)がハードコート液48の液面48aより上に位置する状態で行われる。このため、浸漬ステップ47でハードコート液48がラック41に付着することはない。
前記プラスチックレンズ4は、ハードコート液48内に所定の時間だけ浸漬させられた後にハードコート液48から引き上げられ、ラック41とともに次の工程へ送られる。
【0041】
上述したように構成された眼鏡用プラスチックレンズ4の製造方法によれば、プラスチックレンズ4のレンズ本体部12がレンズ面形成部11より小さく成形される。このため、無駄になるレンズ材料は、レンズ本体部12がレンズ面形成部11より小さい分だけ従来に較べて少なくなる。また、この製造方法においては、上述した成形に起因してレンズ本体部12よりレンズ外側に突出するレンズ面形成部11の端縁部分11aをプラスチックレンズ用製造装置(ハードコート液塗布装置のラック41)に支持させている。このため、プラスチックレンズ4の外周部を複数のアームで把持するような従来のホルダーは不要になる。すなわち、この実施の形態によれば、プラスチックレンズ4を支持するために必要なスペースが従来より狭くなる。
【0042】
したがって、この実施の形態によれば、レンズ材料の無駄を省くことができるとともに、狭いスペースで各種の処理を行うことが可能な眼鏡用プラスチックレンズの製造方法を提供することができる。なお、狭いスペースで処理を行うことが可能であるということは、ハードコート液槽42(処理液槽)の大きさが一定であるとすると、ハードコート液48(処理液)中に一度に浸漬させることが可能なプラスチックレンズ4の数を増やすことができることを意味する。
【0043】
この実施の形態による前記処理ステップ3は、前記プラスチックレンズ4を処理液中に漬ける浸漬ステップ47を有している。前記浸漬ステップ47は、前記ラック41がハードコート液48の液面より上に位置する状態で行われる。
このため、ラック41がハードコート液48中に浸かることがないから、ハードコート液48がラック41に付着してハードコート液48槽から排出されることはない。しかも、ハードコート液48がラック41に付着しないから、ラック41を洗浄する必要がないか、洗浄したとしても洗浄を簡易化することができる。
したがって、この実施の形態によれば、ハードコート液48(処理液)の消費量やラック41のランニングコストを少なく抑えることが可能な眼鏡用プラスチックレンズ4の製造方法を提供することができる。
【0044】
この実施の形態においては、前記成形ステップ1で前記レンズ本体部12を眼鏡フレーム13の形状に倣う形状に成形している。そして、前記成形ステップ1と前記処理ステップ3との間の加工ステップ2で前記レンズ面形成部11を眼鏡フレーム13の形状に倣う形状に切除する。その後の処理ステップ3は、前記レンズ面形成部11における前記眼鏡フレーム13の智13aまたはブリッジ13bと対応する部位を前記ラック41に支持させて行っている。
【0045】
このため、この実施の形態による製造方法においては、プラスチックレンズ4が眼鏡フレーム13の形状に倣って眼鏡フレーム13の左右方向に長くかつ上下方向に短くなる形状に形成された後にハードコート液塗布装置に送られる。すなわち、専有スペースが少なくなった状態でプラスチックレンズ4がハードコート液塗布装置に送られるから、ハードコート液槽42を小型に形成することができる。しかも、プラスチックレンズ4が小さくなるために、ハードコート液48の消費量を少なく抑えることができる。
【0046】
さらに、上述した実施の形態においては、円板状の第1のモールド部材21を使用しているから、大型の眼鏡フレーム13に使用する眼鏡レンズであっても形成することができる。すなわち、第1のモールド部材21が正面視において例えば楕円状や長円状に形成されていると、形成可能な眼鏡レンズの上下方向の幅に制約を受けるが、第1のモールド部材21が円板状であると、左右方向および上下方向の幅が同じ大きさとなるような眼鏡レンズであっても形成することができる。
【0047】
上述した実施の形態においては、第2のモールド部材22に設けた凹部27によって相対的に小さいレンズ本体部12を成形する例を示した。しかし、本発明は、このような限定にとらわれることはなく、テープガスケット28の代わりにプラスチック製の円筒体(図示せず)を用いて相対的に小さいレンズ本体部12を成形することができる。前記円筒体は、その両端部に嵌められた一対の円板状のモールド部材と協働してキャビティを形成するものである。
【0048】
この場合は、円筒体の内周部に径方向の内側に突出する突起を設ける。レンズ本体部12は、この突起より前記径方向の内側に成形される。このように突起を使用する場合は、凸面側のレンズ面形成部がレンズ本体部12の一端側に成形されるとともに、凹面側のレンズ面形成部がレンズ本体部12の他端側に成形される。このように円筒状のガスケットを使用して相対的に小さいレンズ本体部12を成形する場合であっても、上述した実施の形態と同等の効果が得られる。
【0049】
また、上述した形態においては、成形ステップ1で成形されたプラスチックレンズ4に加工ステップ2で機械加工を施した後に処理ステップ3を実施する例を示した。しかし、本発明は、このような限定にとらわれることはなく、成形ステップ1でレンズ面4aとレンズ面4cとが成形されるように成形を行い、加工ステップ2を省いて処理ステップ3を実施することができる。この場合であってもレンズ材料を削減することは可能である。
【符号の説明】
【0050】
1…成形ステップ、2…加工ステップ、3…処理ステップ、4…プラスチックレンズ、11…レンズ面形成部、11a…端縁部分、12…レンズ本体部、31…外形加工ステップ、32…貫通穴、33…レンズ面加工ステップ、41…ラック、42…ハードコート液槽、45…アーム、46…ピン、47…浸漬ステップ、48…ハードコート液、48a…液面。
【技術分野】
【0001】
本発明は、少ないレンズ材料で眼鏡用プラスチックレンズを製造する眼鏡用プラスチックレンズの製造方法に関するものである。
【背景技術】
【0002】
従来、眼鏡用プラスチックレンズは、注型重合法によって形成されることが多い。この注型重合法とは、成形型にプラスチックレンズ材料を注入し、熱あるいは紫外線等のエネルギーにより硬化させて成形物を得る方法である。注型重合法による従来の眼鏡用プラスチックレンズの製造方法は、たとえば特許文献1に記載されている。
【0003】
特許文献1に開示されている眼鏡用プラスチックレンズの製造方法に用いる前記成形型は、眼鏡レンズの2つのレンズ面を成形するための第1、第2のモールド部材と、これらのモールド部材どうしの相対的な移動を規制する支持部材とを備えている。前記第1、第2のモールド部材は、それぞれ円板状に形成されている。前記支持部材は、第1、第2のモールド部材が嵌合する円筒状に形成されている。
【0004】
前記第1のモールド部材と前記第2のモールド部材は、所定の間隔をおいて互いに対向する状態で前記支持部材の中に装着される。このように支持部材に両モールド部材を装着することによって、これらの部材の中にプラスチックレンズ成形用のキャビティが形成される。前記支持部材には、キャビティ内にレンズ材料を注入するために注入口が設けられている。
【0005】
このように構成されたプラスチックレンズ用成形型を用いて眼鏡レンズを製造するためには、先ず、前記キャビティ内にレンズ材料を注入し、レンズ材料が充填された成形型を加熱炉に入れてレンズ材料を重合させる。その後、前記成形型を分解して円板状のプラスチックレンズを取り出し、レンズ面に研磨や表面処理を施す。
レンズ面の表面処理としては、染色、ハードコート膜の生成などがある。ハードコート膜をプラスチックレンズに形成するためには、プラスチックレンズをハードコート液中に浸漬させてプラスチックレンズにハードコート液を塗布し、その後、プラスチックレンズを加熱することによって行う。
【0006】
プラスチックレンズに上述したような表面処理を行ったり、表面処理のためにプラスチックレンズを移動させるにあたっては、専用のホルダーが用いられている。従来のホルダーとしては、プラスチックレンズの外周部を複数のアームで把持する構造のものが多い。この種のホルダーは、プラスチックレンズをハードコート液などの処理液中に漬けるときには、プラスチックレンズと共に前記処理液中に浸漬させられる。
【0007】
眼鏡用プラスチックレンズは、上述したような表面処理が施された後、このプラスチックレンズの外周部を眼鏡フレームの形状と同一の形状に加工される。以下においては、この加工を単に縁摺り加工という。近年の眼鏡フレームに取付けられる眼鏡レンズの形状は、眼鏡フレームの左右方向に長くかつ上下方向に短い形状であることが多い。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−30431号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上述した特許文献1に記載された製造方法によって形成されるプラスチックレンズの形状は円板状である。一方、眼鏡フレームに取付けられる眼鏡レンズの形状は、眼鏡フレームの左右方向に長くかつ上下方向に短い形状である。
すなわち、円板状に成形されたプラスチックレンズを眼鏡フレームに取付可能な形状に形成するときに、多くのレンズ材料が切除されて捨てられることになる。
【0010】
このため、従来の眼鏡用プラスチックレンズの製造方法では、無駄になるレンズ材料が多くなるという問題があった。なお、無駄になるレンズ材料は、成形型の第1、第2のモールド部材を眼鏡フレームの形状に倣って例えば正面視楕円形や長円形に形成することによって、少なくすることができる。しかし、この構成を採ると、大型の眼鏡フレームに適合する大型のプラスチックレンズを製造できなくなるおそれがある。
【0011】
また、円板状に成形されたプラスチックレンズを処理液中に浸漬させてプラスチックレンズに処理液を塗布する場合は、上記プラスチックレンズの不要な部分にも処理液が塗布されることになる。しかも、処理液は、ホルダーに付着して処理液槽から排出される。このため、この場合は、処理液の消費量が多くなってしまう。
ところで、プラスチックレンズの外周部を把持する構造のホルダーは、複数のアームがプラスチックレンズの周囲に位置しているから、専有面積が大きいものである。このため、このホルダーを使用する製造方法では、上述した表面処理を行う各種の処理装置が大型化するという問題もあった。
【0012】
本発明はこのような問題を解消するためになされたもので、レンズ材料や処理液の無駄を省くことができるとともに、狭いスペースで各種の処理を行うことが可能な眼鏡用プラスチックレンズの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
この目的を達成するために、本発明に係る眼鏡用プラスチックレンズの製造方法は、眼鏡用プラスチックレンズの厚み方向の端部に位置するレンズ面形成部と、前記プラスチックレンズの軸線とは直交する断面の断面積が前記レンズ面形成部より小さくなるレンズ本体部とを一体に成形する成形ステップと、前記レンズ面形成部における前記プラスチックレンズの軸線方向から見て前記レンズ本体部よりレンズ外側に突出する端縁部分をプラスチックレンズ用製造装置に支持させ、この製造装置でプラスチックレンズに処理を施す処理ステップとによって実施する。
【0014】
本発明は、前記発明において、前記処理ステップは、前記プラスチックレンズを処理液中に漬ける浸漬ステップを有し、前記浸漬ステップは、前記製造装置における前記レンズ面形成部を支持する部分が前記処理液の液面より上に位置する状態で行われる方法である。
【0015】
本発明は、前記発明において、前記成形ステップにおいては、前記レンズ本体部を眼鏡フレームの形状に倣う形状に成形し、前記成形ステップと前記処理ステップとの間で前記レンズ面形成部を眼鏡フレームの形状に倣う形状に切除し、前記処理ステップにおいては、前記レンズ面形成部における前記眼鏡フレームの智またはブリッジと対応する部位を前記製造装置に支持させて行われる方法である。
【発明の効果】
【0016】
本発明によれば、無駄になるレンズ材料は、レンズ本体部がレンズ面形成部より小さい分だけ従来に較べて少なくなる。このようにレンズ本体部をレンズ面形成部より小さく成形することにより、レンズ面形成部の端縁部がレンズ本体部よりレンズ外側に突出するようになる。本発明においては、このようにレンズ本体部より外側に突出する前記端縁部分をプラスチックレンズ用製造装置に支持させているから、プラスチックレンズの外周部を複数のアームで把持するような従来のホルダーは不要になる。すなわち、本発明においては、プラスチックレンズを支持するために必要なスペースが従来より狭くなる。
【0017】
したがって、本発明によれば、レンズ材料の無駄を省くことができるとともに、狭いスペースで各種の処理を行うことが可能な眼鏡用プラスチックレンズの製造方法を提供することができる。このように狭いスペースで処理を行うことが可能であるということは、処理液槽の大きさが一定であるとすると、処理液中に一度に浸漬させることが可能なプラスチックレンズの数を増やすことができることを意味する。
【図面の簡単な説明】
【0018】
【図1】本発明に係る眼鏡用プラスチックレンズの製造方法を説明するためのフローチャートである。
【図2】成形ステップで成形されたプラスチックレンズの平面図である。
【図3】図2におけるIII−III線断面図である。
【図4】加工ステップで機械加工が施されたプラスチックレンズの平面図である。
【図5】図4におけるIV−IV線断面図である。
【図6】プラスチックレンズ用成形型の断面図である。
【図7】プラスチックレンズをラックに支持させた状態を示す正面図である。
【図8】プラスチックレンズをラックに支持させた状態を示す側面図である。
【図9】プラスチックレンズをハードコート液中に浸漬させた状態を示す正面図で、同図においては、ハードコート液槽を破断した状態で描いてある。
【発明を実施するための形態】
【0019】
以下、本発明に係る眼鏡用プラスチックレンズの製造方法の一実施の形態を図1〜9によって詳細に説明する。
この実施の形態によるプラスチックレンズの製造方法は、図1に示すように、成形ステップ1と、加工ステップ2と、処理ステップ3とをこの順序で実施する方法である。
【0020】
[成形ステップ]
前記成形ステップ1は、図2および図3に示すように、プラスチックレンズ4を所定の形状に成形するステップである。成形ステップ1でプラスチックレンズ4を成形するにあたっては、詳細は後述するが、図6に示す成形型5を使用する。
【0021】
この実施の形態による成形ステップ1においては、プラスチックレンズ4を二つの特徴的な部位が形成されるように成形する。これらの二つの特徴的な部位とは、図2および図3に示すように、レンズ面形成部11とレンズ本体部12である。
前記レンズ面形成部11は、プラスチックレンズ4の厚み方向の一端部に位置している。このレンズ面形成部11は、凸面側のレンズ面4aを形成する部分で、図2に示すように、プラスチックレンズ4の軸線方向から見て円形に形成されている。
【0022】
前記レンズ本体部12は、眼鏡レンズの凹面側の部分を形成するためのもので、図2に示すように、前記軸線方向から見て眼鏡フレーム13に倣う形状に形成されている。ここでいう眼鏡フレーム13に倣う形状とは、縁摺り加工時の所定の加工代だけ眼鏡フレーム13より大きくなるような形状である。このような形状のレンズ本体部12の断面積は、前記レンズ面形成部11の断面積より小さくなる。この断面積は、プラスチックレンズ4の軸線L(図3参照)とは直交する断面の面積である。
【0023】
このようにレンズ本体部12が成形されることにより、前記レンズ面形成部11の径方向の端縁部分11aがレンズ本体部12より径方向の外側に突出するようになる。この実施の形態による前記端縁部分11aは、図2に示すように、周方向の全域においてレンズ本体部12より外側に突出している。
前記レンズ本体部12には、図3に示すように、成形時に凹曲面4bが成形される。この凹曲面4bは、後述する加工ステップ2において、所定の度数が得られるレンズ面4cとなるように機械加工によって仕上げられる。
【0024】
成形ステップ1で使用する成形型5は、図6に示すように、凸面側のレンズ面を成形するための第1のモールド部材21と、この第1のモールド部材21に取付けられた第2のモールド部材22とを備えている。
前記第1のモールド部材21は、ガラスによって円板状に形成されている。この第1のモールド部材21には、前記凸面側のレンズ面4aを成形するための凹曲面21aが形成されている。
【0025】
前記第2のモールド部材22は、耐熱性を有するプラスチック材料によって所定の形状に形成されている。この第2のモールド部材22を形成するプラスチック材料としては、ポリプロピレン(PP)や、ポリ塩化ビニル(PVC)、耐熱性を有するポリエチレンテレフタレート(PET)などを挙げることができる。
この第2のモールド部材22は、前記第1のモールド部材21と外径が等しくなるように形成された円筒部23と、この円筒部23の軸線方向の一端(図6においては上端)を閉塞するキャビティ部24と、前記円筒部23の軸線方向の他端から径方向の外側に延びるフランジ部25とによって構成されている。
【0026】
前記キャビティ部24には、円筒部23に接続された平板部26と、この平板部26に接続された凹部27とが形成されている。平板部26は、前記第1のモールド部材21と協働してプラスチックレンズ4の前記端縁部分11aを形成するためのものである。前記凹部27は、第1のモールド部材21と協働して前記レンズ本体部12を成形するためのもので、第1のモールド部材21に向けて開口するように形成されている。この凹部27の底面27aは、第1のモールド部材21に向けて突出する凸曲面となるように形成されている。
【0027】
この第2のモールド部材22は、前記第1のモールド部材21に所定の間隔をおいて重なるような状態で円筒部23にテープガスケット28が巻き付けられ、このテープガスケット28によって第1のモールド部材21に固定されている。テープガスケット28は、プラスチック材料によって薄い帯状に形成されており、裏面に接着剤が予め塗布されている。
【0028】
このテープガスケット28の幅は、前記円筒部23の外周面と、前記第1のモールド部材21の外周面との両面に接着できるような幅に形成されている。すなわち、第1のモールド部材21に第2のモールド部材22を重ねた状態でこれらの部材にテープガスケット28を巻き付けて接着することによって、第1のモールド部材21に第2のモールド部材22が固定される。
【0029】
このように第1のモールド部材21に第2のモールド部材22が固定されることによって、これら両モールド部材21,22どうしの間にレンズ成形用のキャビティ29が形成される。レンズ材料は、前記成形型5の外周部(テープガスケット28)に貼り付けられた注入補助部材(図示せず)と、テープガスケット28に形成された注入口(図示せず)とを通して前記キャビティ内に注入される。
【0030】
[加工ステップ]
前記加工ステップ2は、前記プラスチックレンズ4のレンズ面形成部11とレンズ本体部12とにそれぞれ機械加工を施すステップである。レンズ面形成部11は、加工ステップ2内の外形加工ステップ31(図1参照)において、図4および図5に示すように、眼鏡フレーム13の形状に倣う形状に切除される。この外形加工ステップ31において、プラスチックレンズ4の外形は、眼鏡フレーム13に取付けられる最終的な形状に較べて、縁摺り加工時の加工代だけ大きくなるように形成される。
【0031】
また、この実施の形態による前記レンズ面形成部11の端縁部分11aには、外形加工ステップ31において貫通穴32(図4,5参照)が形成される。この貫通穴32は、レンズ面形成部11における眼鏡フレーム13の智13aと対応する位置に形成される。なお、貫通穴32は、レンズ面形成部11における眼鏡フレーム13のブリッジ13bと対応する位置に形成してもよい。
【0032】
前記成形ステップ2で成形されたレンズ本体部12の端面(レンズ面形成部11とは反対側に位置する凹曲面4b)は、加工ステップ2内のレンズ面加工ステップ33(図1参照)において、機械加工が施される。凹曲面4bは、レンズ面加工ステップ33で所定の度数が得られるように機械加工が施され、最終的に所定の表面粗さのレンズ面4cが得られるように研磨される。
【0033】
[処理ステップ]
前記処理ステップ3は、プラスチックレンズ4の二つのレンズ面4a,4cに表面処理を施すステップである。この処理ステップ3で行われる表面処理としては、染色、ハードコート膜の生成、反射防止膜の生成などがある。なお、これらの表面処理の前または後でプラスチックレンズ4を洗浄するステップも前記処理ステップ3に含まれる。
【0034】
処理ステップ3は、プラスチックレンズ4の前記端縁部分11aや前記貫通穴32を使用してプラスチックレンズ4を各種の処理装置(プラスチックレンズ用製造装置)に支持させて行う。
前記端縁部分11aを使用してプラスチックレンズ4を支持するためには、端縁部分11aを厚み方向の両側から挟んで持つことによって行うことができる。前記貫通穴32を使用してプラスチックレンズ4を支持するためには、貫通穴32に支持用のピンを挿通させて行うことができる。
【0035】
[処理ステップの一例]
ここで、前記貫通穴32を使用してプラスチックレンズ4を支持する場合の一例を図7〜図9を用いて説明する。図7〜図9は、プラスチックレンズ4をハードコート液中に浸漬させる場合の例を示している。
プラスチックレンズ4をハードコート液中に浸漬させるためには、前記製造装置の一部を構成するラック41に支持させて行う。
【0036】
前記ラック41は、多数のプラスチックレンズ4を一度にハードコート液槽42(図9参照)内に入れることができるように構成されている。このラック41は、図示していないハードコート液塗布装置のラック搬送部に着脱可能に取付けられるフレーム42と、このフレーム42から下方に延びる複数のステー43とを備えている。
【0037】
前記フレーム42は、水平方向に延びる互いに平行な2本の支持用ロッド44を備えている。前記ステー43は、前記2本の支持用ロッド44から下方に延びる状態で支持用ロッド44に固定されている。各支持用ロッド44には、それぞれ複数のステー43がロッド44の長手方向に等しい間隔をおいて取付けられている。
【0038】
各ステー43の下端部は、2枚のプラスチックレンズ4を支持できるように、二つのアーム45,45を備えている。これらのアーム45は、前記ステー43の下端部から水平方向の一方と他方とに延びている。アーム45が延びる水平方向は、前記支持用ロッド44の長手方向とは直交する水平方向である。これらのアーム45の先端部には、前記貫通穴32に挿入されるピン46が水平方向に突出する状態で設けられている。このピン46がアーム45から突出する方向は、前記支持用ロッド44と平行な方向である。
【0039】
プラスチックレンズ4を前記ラック41に支持させるためには、プラスチックレンズ4の前記貫通穴32に前記ピン46を挿入させることによって行う。貫通穴32は、プラスチックレンズ4の長手方向の一端部に形成されている。このため、プラスチックレンズ4は、図7および図8に示すように、前記アーム45の先端部から下方に垂れ下がる状態でラック41に支持される。
【0040】
このようにラック41に支持されたプラスチックレンズ4は、処理ステップ3内の浸漬ステップ47(図1参照)において、図9に示すように、ハードコート液48中に浸漬させられる。この浸漬ステップ47は、プラスチックレンズ4のレンズ本体部12がハードコート液48中に漬けられるとともに、前記ピン46を有する前記アーム45(前記レンズ面形成部11を支持する部分)がハードコート液48の液面48aより上に位置する状態で行われる。このため、浸漬ステップ47でハードコート液48がラック41に付着することはない。
前記プラスチックレンズ4は、ハードコート液48内に所定の時間だけ浸漬させられた後にハードコート液48から引き上げられ、ラック41とともに次の工程へ送られる。
【0041】
上述したように構成された眼鏡用プラスチックレンズ4の製造方法によれば、プラスチックレンズ4のレンズ本体部12がレンズ面形成部11より小さく成形される。このため、無駄になるレンズ材料は、レンズ本体部12がレンズ面形成部11より小さい分だけ従来に較べて少なくなる。また、この製造方法においては、上述した成形に起因してレンズ本体部12よりレンズ外側に突出するレンズ面形成部11の端縁部分11aをプラスチックレンズ用製造装置(ハードコート液塗布装置のラック41)に支持させている。このため、プラスチックレンズ4の外周部を複数のアームで把持するような従来のホルダーは不要になる。すなわち、この実施の形態によれば、プラスチックレンズ4を支持するために必要なスペースが従来より狭くなる。
【0042】
したがって、この実施の形態によれば、レンズ材料の無駄を省くことができるとともに、狭いスペースで各種の処理を行うことが可能な眼鏡用プラスチックレンズの製造方法を提供することができる。なお、狭いスペースで処理を行うことが可能であるということは、ハードコート液槽42(処理液槽)の大きさが一定であるとすると、ハードコート液48(処理液)中に一度に浸漬させることが可能なプラスチックレンズ4の数を増やすことができることを意味する。
【0043】
この実施の形態による前記処理ステップ3は、前記プラスチックレンズ4を処理液中に漬ける浸漬ステップ47を有している。前記浸漬ステップ47は、前記ラック41がハードコート液48の液面より上に位置する状態で行われる。
このため、ラック41がハードコート液48中に浸かることがないから、ハードコート液48がラック41に付着してハードコート液48槽から排出されることはない。しかも、ハードコート液48がラック41に付着しないから、ラック41を洗浄する必要がないか、洗浄したとしても洗浄を簡易化することができる。
したがって、この実施の形態によれば、ハードコート液48(処理液)の消費量やラック41のランニングコストを少なく抑えることが可能な眼鏡用プラスチックレンズ4の製造方法を提供することができる。
【0044】
この実施の形態においては、前記成形ステップ1で前記レンズ本体部12を眼鏡フレーム13の形状に倣う形状に成形している。そして、前記成形ステップ1と前記処理ステップ3との間の加工ステップ2で前記レンズ面形成部11を眼鏡フレーム13の形状に倣う形状に切除する。その後の処理ステップ3は、前記レンズ面形成部11における前記眼鏡フレーム13の智13aまたはブリッジ13bと対応する部位を前記ラック41に支持させて行っている。
【0045】
このため、この実施の形態による製造方法においては、プラスチックレンズ4が眼鏡フレーム13の形状に倣って眼鏡フレーム13の左右方向に長くかつ上下方向に短くなる形状に形成された後にハードコート液塗布装置に送られる。すなわち、専有スペースが少なくなった状態でプラスチックレンズ4がハードコート液塗布装置に送られるから、ハードコート液槽42を小型に形成することができる。しかも、プラスチックレンズ4が小さくなるために、ハードコート液48の消費量を少なく抑えることができる。
【0046】
さらに、上述した実施の形態においては、円板状の第1のモールド部材21を使用しているから、大型の眼鏡フレーム13に使用する眼鏡レンズであっても形成することができる。すなわち、第1のモールド部材21が正面視において例えば楕円状や長円状に形成されていると、形成可能な眼鏡レンズの上下方向の幅に制約を受けるが、第1のモールド部材21が円板状であると、左右方向および上下方向の幅が同じ大きさとなるような眼鏡レンズであっても形成することができる。
【0047】
上述した実施の形態においては、第2のモールド部材22に設けた凹部27によって相対的に小さいレンズ本体部12を成形する例を示した。しかし、本発明は、このような限定にとらわれることはなく、テープガスケット28の代わりにプラスチック製の円筒体(図示せず)を用いて相対的に小さいレンズ本体部12を成形することができる。前記円筒体は、その両端部に嵌められた一対の円板状のモールド部材と協働してキャビティを形成するものである。
【0048】
この場合は、円筒体の内周部に径方向の内側に突出する突起を設ける。レンズ本体部12は、この突起より前記径方向の内側に成形される。このように突起を使用する場合は、凸面側のレンズ面形成部がレンズ本体部12の一端側に成形されるとともに、凹面側のレンズ面形成部がレンズ本体部12の他端側に成形される。このように円筒状のガスケットを使用して相対的に小さいレンズ本体部12を成形する場合であっても、上述した実施の形態と同等の効果が得られる。
【0049】
また、上述した形態においては、成形ステップ1で成形されたプラスチックレンズ4に加工ステップ2で機械加工を施した後に処理ステップ3を実施する例を示した。しかし、本発明は、このような限定にとらわれることはなく、成形ステップ1でレンズ面4aとレンズ面4cとが成形されるように成形を行い、加工ステップ2を省いて処理ステップ3を実施することができる。この場合であってもレンズ材料を削減することは可能である。
【符号の説明】
【0050】
1…成形ステップ、2…加工ステップ、3…処理ステップ、4…プラスチックレンズ、11…レンズ面形成部、11a…端縁部分、12…レンズ本体部、31…外形加工ステップ、32…貫通穴、33…レンズ面加工ステップ、41…ラック、42…ハードコート液槽、45…アーム、46…ピン、47…浸漬ステップ、48…ハードコート液、48a…液面。
【特許請求の範囲】
【請求項1】
眼鏡用プラスチックレンズの厚み方向の端部に位置するレンズ面形成部と、
前記プラスチックレンズの軸線とは直交する断面の断面積が前記レンズ面形成部より小さくなるレンズ本体部とを一体に成形する成形ステップと、
前記レンズ面形成部における前記プラスチックレンズの軸線方向から見て前記レンズ本体部よりレンズ外側に突出する端縁部分をプラスチックレンズ用製造装置に支持させ、この製造装置でプラスチックレンズに処理を施す処理ステップとを有することを特徴とする眼鏡用プラスチックレンズの製造方法。
【請求項2】
請求項1記載の眼鏡用プラスチックレンズの製造方法において、
前記処理ステップは、前記プラスチックレンズを処理液中に漬ける浸漬ステップを有し、
前記浸漬ステップは、前記製造装置における前記レンズ面形成部を支持する部分が前記処理液の液面より上に位置する状態で行われることを特徴とする眼鏡用プラスチックレンズの製造方法。
【請求項3】
請求項1または請求項2記載の眼鏡用プラスチックレンズの製造方法において、
前記成形ステップにおいては、前記レンズ本体部を眼鏡フレームの形状に倣う形状に成形し、
前記成形ステップと前記処理ステップとの間で前記レンズ面形成部を眼鏡フレームの形状に倣う形状に切除し、
前記処理ステップにおいては、前記レンズ面形成部における前記眼鏡フレームの智またはブリッジと対応する部位を前記製造装置に支持させることを特徴とする眼鏡用プラスチックレンズの製造方法。
【請求項1】
眼鏡用プラスチックレンズの厚み方向の端部に位置するレンズ面形成部と、
前記プラスチックレンズの軸線とは直交する断面の断面積が前記レンズ面形成部より小さくなるレンズ本体部とを一体に成形する成形ステップと、
前記レンズ面形成部における前記プラスチックレンズの軸線方向から見て前記レンズ本体部よりレンズ外側に突出する端縁部分をプラスチックレンズ用製造装置に支持させ、この製造装置でプラスチックレンズに処理を施す処理ステップとを有することを特徴とする眼鏡用プラスチックレンズの製造方法。
【請求項2】
請求項1記載の眼鏡用プラスチックレンズの製造方法において、
前記処理ステップは、前記プラスチックレンズを処理液中に漬ける浸漬ステップを有し、
前記浸漬ステップは、前記製造装置における前記レンズ面形成部を支持する部分が前記処理液の液面より上に位置する状態で行われることを特徴とする眼鏡用プラスチックレンズの製造方法。
【請求項3】
請求項1または請求項2記載の眼鏡用プラスチックレンズの製造方法において、
前記成形ステップにおいては、前記レンズ本体部を眼鏡フレームの形状に倣う形状に成形し、
前記成形ステップと前記処理ステップとの間で前記レンズ面形成部を眼鏡フレームの形状に倣う形状に切除し、
前記処理ステップにおいては、前記レンズ面形成部における前記眼鏡フレームの智またはブリッジと対応する部位を前記製造装置に支持させることを特徴とする眼鏡用プラスチックレンズの製造方法。
【図1】



【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】

【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−44765(P2013−44765A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−180205(P2011−180205)
【出願日】平成23年8月22日(2011.8.22)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月22日(2011.8.22)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
[ Back to top ]