
矩形布片展開方法

【課題】従来例の展開装置では、2位置保持装置の各チャックで布片を保持して縁出しコンベア上に載せると、布片先行側側縁がコンベア幅方向に対して大きく傾斜し、次に布片先行側側縁の2位置を各チャックで保持するときに各保持深さにバラツキが生じ易い。
【解決手段】タオルのような布片Yを展張させる工程中に、2位置保持装置7の角端保持チャック71と中間部保持チャック72の開放タイミングを、縁出しコンベア8上に載せられる布片Yの先行側側縁Ybの所定長さ範囲が縁出しコンベア8の幅方向に対して略平行に現出するように角端保持チャック71を中間部保持チャック72より所定時間遅れて開放させて布片全体を縁出しコンベア8上に載せることにより、縁出しコンベア8で移送される布片の先行側側縁Ybをコンベア幅方向と略平行に現出させることができる。
【解決手段】タオルのような布片Yを展張させる工程中に、2位置保持装置7の角端保持チャック71と中間部保持チャック72の開放タイミングを、縁出しコンベア8上に載せられる布片Yの先行側側縁Ybの所定長さ範囲が縁出しコンベア8の幅方向に対して略平行に現出するように角端保持チャック71を中間部保持チャック72より所定時間遅れて開放させて布片全体を縁出しコンベア8上に載せることにより、縁出しコンベア8で移送される布片の先行側側縁Ybをコンベア幅方向と略平行に現出させることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明は、ランドリー工場等において、洗濯・乾燥後の丸まった状態の矩形布片をきれいに展開させるための展開方法に関し、特に主としてフェイスタオルやバスタオル等の比較的小面積の矩形布片を展開させるのに適した展開方法に関するものである。
【背景技術】
【0002】
ランドリー工場では、入荷したフェイスタオルやバスタオル(以下、矩形布片という)は、洗濯・乾燥後にきれいに折畳んで出荷されるが、洗濯・乾燥後の矩形布片は、丸まった状態で乾燥機から取出される。
【0003】
そして、従来では、山積み状態の矩形布片群から丸まった状態の矩形布片を1枚ずつ取り分け、その矩形布片を作業員が手作業で1つの短辺側側縁を捜し出して伸展させ、その伸展させた短辺側側縁を折畳み装置の投入コンベア上に載せた後、該矩形布片の後行側を短辺方向に広げて整形しながら折畳み装置側に送り込ませている。
【0004】
ところが、ランドリー工場では、1日に大量の矩形布片を展開処理をしなければならず、上記のように手作業による展開方法では、矩形布片の展開作業が面倒であるとともに、1枚当たりの処理時間が長くなって作業能率が悪いという問題があった。
【0005】
そこで、本件出願人の関連会社から、タオルのような矩形布片を自動で展開させる展開装置として図22〜図26に示すものが既に提案されている。尚、この図22〜図26に示す矩形布片の展開装置は、特開2002−113300号公報のものである。
【0006】
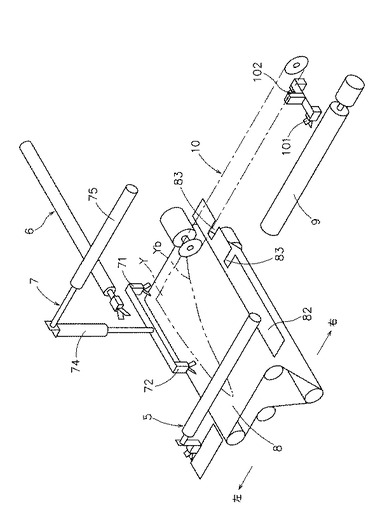
図22に示す公知の矩形布片展開装置は、供給コンベア1と、吊上げ装置2と、仮保持装置3と、角端出し装置4と、角端取り装置5と、横引き装置6と、2位置保持装置7と、縁出しコンベア8と、ローラ9と、載せ掛け装置10と、吊下げ装置11と、進退装置12と、芯出し装置13と、搬送コンベア14とを基本構成としている。図22に示す矩形布片展開装置の詳細は、特開2002−113300号公報に詳しく開示されているが、以下に概略を説明する。
【0007】
供給コンベア1は、丸めた状態の矩形布片(タオル)を順次吊上げ装置2の直下(貯留部1a)まで搬送するものである。尚、この供給コンベア1上には、洗濯・乾燥済みの矩形布片を作業員が手作業で1枚ずつ分離して、無造作に載置させるだけでよい。
【0008】
吊上げ装置2は、丸めた状態の矩形布片の任意の箇所をチャック21で保持して該布片を所定高さまで吊上げるためのものである。
【0009】
仮保持装置3は、吊上げ装置2で吊上げた布片を受け取って次の角端出し装置4に受け渡すものである。
【0010】
角端出し装置4は、仮保持装置3で吊下げている布片の任意の箇所をチャック41で保持して該布片を台板43上で水平方向(前後方向)に引き摺り、該台板43上に布片の終端部である布片角端を現出させるためのものである。
【0011】
角端取り装置5は、角端出し装置4により台板43上に現出させた布片角端付近をチャック51で保持し且つ該布片角端付近を保持して布片を垂れ下げ状態で支持するものである。
【0012】
横引き装置6は、角端取り装置5のチャック51で垂れ下げ支持している布片の上端角部付近をチャック61で保持して水平方向(前後方向)に横引きするためのものである。尚、この横引き装置6で横引きされた布片は、図23に示すようにチャック61で布片Yの一つの角端付近Yaが保持された状態で水平方向に横たわっており、且つ該横たわり布片Yの長辺側の一方の側縁Ybが略三角形状に垂れ下がるようになる。
【0013】
2位置保持装置7は、図23に示すように、横引き装置6で横たわらせた状態の布片Yの角端Ya付近とそこから適宜距離だけ離間する箇所の2位置を角端保持チャック71と中間部保持チャック72とで保持するものである。この2位置保持装置7は、両チャック71,72を昇降シリンダ74で昇降させ得るともに、該両チャック71,72を進退シリンダ75で左右に移動させ得るようになっている。
【0014】
縁出しコンベア8は、左から右に連続走行していて、2位置保持装置6(各チャック71,72)で保持した布片を載せて布片長辺側の一方の側縁(垂れ下げ側の側縁)Ybを現出させるものである。縁出しコンベア8の終端部(右端部)には、縁出しコンベア8で移送されてくる布片Yの先行側の側縁Ybを停止させるための載せ台82が設けられている。この載せ台82には、後述の2つのチャック101,102を侵入させる(図26参照)ための2つの切欠83,83が前後に所定間隔をもって設けられている。
【0015】
ローラ9は、縁出しコンベア8の終端側にあって該縁出しコンベア8の走行方向(前後方向)に向けて設置している。尚、このローラ9は、モータ91で可逆的に回転せしめられる。
【0016】
載せ掛け装置10は、縁出しコンベア8上に現出させた布片長辺部Ybにおける間隔をもった2位置を保持する各チャック101,102を有し且つ該各チャック101,102で保持した状態で布片Yをローラ9上を引き摺りながら該ローラ9上に載せ掛けするものである。
【0017】
吊下げ装置11は、ローラ9上に載せ掛けた布片の一方の短辺側端縁の各端部寄り2箇所を保持する各チャック114,115を有し且つ該各チャック114,115で布片短辺側端縁を保持して該布片を展開状態で吊下げるものである。
【0018】
進退装置12は、吊下げ装置11の各チャック114,115を前後方向に進退させるものである。
【0019】
芯出し装置13は、吊下げ装置11の両チャック114,115の位置を左右に微調整して、該両チャック114,115で吊下げられる布片を搬送コンベア14の所定位置に位置合わせ(芯出し)するためのものである。
【0020】
搬送コンベア14は、吊下げ装置11で吊下げている布片を受け取って展張状態で次の工程(折畳み工程)に移送するためのものである。
【0021】
そして、この公知例(図22)の矩形布片展開装置は、次のように作動する。
【0022】
供給コンベア1で搬送されてくる布片は、順次貯留部1aにおいて吊上げ装置2のチャック21で保持して所定高さまで吊上げ、その吊上げ布片を仮保持装置3で仮保持した後、該布片の任意の箇所を角端出し装置4のチャック41で保持して水平方向に引き摺って、台板43上に布片の終端部である布片角端を現出させ、台板43上に現出させた布片角端付近を角端取り装置5のチャック51で保持して布片を垂れ下げ状態で支持し、その垂れ下げ支持している布片の上端角部付近を横引き装置6のチャック61で保持して水平方向に横引きする。このとき、横引きされた布片は、図23に示すようにチャック61で布片Yの一つの角端付近Yaが保持された状態で水平方向に横たわっており、且つ該横たわり布片Yの長辺側の一方の側縁Ybが略三角形状に垂れ下がっている。
【0023】
次に、2位置保持装置7の各チャック71,72が昇降シリンダ74により下動されて(図23の符号71′72′の状態)、該各チャック71′,72′で横たわり状態の布片Yの上記2位置を保持し、その後、図24に示すように進退シリンダ75が縮小して両チャック71,72で布片Yの2位置を保持したまま該布片を縁出しコンベア8上まで移動させる。このとき、両チャック71,72で保持されている布片Yの下辺部Ybは、縁出しコンベア8の上面に接触しており、且つ該縁出しコンベア8が右側に走行していることにより、該布片下辺部Ybが縁出しコンベアの終端側(右側)に引っ張られて展張される。
【0024】
ところで、角端保持チャック71は布片の一つの角端付近Yaを保持している一方、中間部保持チャック72はそこから適宜距離だけ離間した布片短辺方向の不特定位置を保持している関係で、縁出しコンベア8に摺接する角端保持チャック71寄り側の布片下辺部(側縁)Ybが縁出しコンベア8の幅方向(コンベア走行方向と水平直交方向)に対してかなり傾斜した状態となることが多い。
【0025】
そして、図24の状態から2位置保持装置7の両チャック71,72が開放すると(両チャック71,72は同時に開放する)、図25に示すように布片Y全体が縁出しコンベア8上に載せられてコンベア終端側に移送され、該布片Yがコンベア終端部から載せ台82上に載せられると、そこで停止する。
【0026】
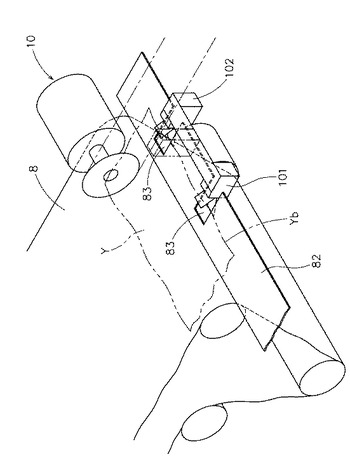
布片Yの先行側側縁Ybが載せ台82上に載せられるのに前後して、図26に示すように、載せ掛け装置10の両チャック101,102が載せ台82の各切欠83,83内に侵入し、該両チャック101,102で各切欠83,83に到達している布片先行側側縁Ybの2位置を保持する。
【0027】
その後、載せ掛け装置10の両チャック101,102が布片先行側側縁Ybの2位置を保持したまま右側に移動し、布片をローラ長さ方向に引き摺って該布片をローラ9上に跨がらせた状態で載せ掛ける。このとき、布片がローラ9の上面に接触しながら布片短辺方向に引き摺られ、布片がローラに載せ掛けられた状態では、布片短辺方向がきれいに伸展されている。
【0028】
次に、ローラ9上に載せ掛けた布片の一方の短辺側端縁の各端部寄り2箇所を吊下げ装置11の各チャック114,115で保持した後に、該両チャック114,115を所定距離だけ後方移動させる(ローラ9から離間させる)と同時に、ローラ9を送り出し方向に回転させることで、該布片を展開状態で吊下げることができる。
【0029】
そして、吊下げ装置11の両チャック114,115をさらに後方移動させて吊下げ布片を搬送コンベア14の始端部に接触させた後、該両チャック114,115を開放させることにより、布片を展張状態で搬送コンベア14上に載せることができる。尚、搬送コンベア14上で展開されている矩形布片は、そのまま折畳み装置の投入コンベア上に載せることができる。
【0030】
このように、図22〜図26に示す矩形布片展開装置を使用すると、多数枚の布片を順次自動で矩形に展張させることができる。
【先行技術文献】
【特許文献】
【0031】
【特許文献1】特開2002−113300号公報
【発明の概要】
【発明が解決しようとする課題】
【0032】
ところで、上記公知例(図22〜図26)の矩形布片展開装置では、図24に示すように2位置保持装置7の両チャック71,72で布片Yの2位置を保持して縁出しコンベア8上に移動したときに、角端保持チャック71が布片Yの1つの角端付近Yaを保持し且つ中間部保持チャック72がそこから適宜距離だけ離間した布片短辺方向の不特定位置を保持している関係で、縁出しコンベア8に摺接する角端保持チャック71寄り側の布片下辺部(側縁)Ybが縁出しコンベア8の幅方向(コンベア走行方向と水平直交方向)に対してかなり傾斜した状態となる。尚、この布片下辺部(側縁)Ybのコンベア幅方向に対する傾斜角度は、中間部保持チャック72による布片短辺方向の保持深さが毎回異なる関係でバラツキがある。
【0033】
そして、図24の状態から両チャック71,72が同時に開放すると、布片先行側の側縁(縁出しされた部分)Ybが図25に示すようにコンベア幅方向に対してかなり傾斜した状態で縁出しコンベア8上に載せられ、そのままの姿勢(布片先行側側縁Ybが傾斜した姿勢)でコンベア終端側に移送される。このように、布片先行側側縁Ybが傾斜状態のままで縁出しコンベア8上を移送されると、該布片先行側側縁Ybがコンベア終端部の載せ台82の各切欠83,83上に到達するのに時間差が生じ、図26に示すように両切欠83,83に布片先行側側縁Ybが達するのを待って、載せ掛け装置10の各チャック101,102を閉動作させる必要がある。この場合、各切欠83,83上に到達する布片先行側側縁Ybの時間差にはバラツキがある(布片先行側側縁Ybのコンベア幅方向に対する傾斜角度が大きいほど該時間差が長くなる)。
【0034】
従って、上記公知の矩形布片展開装置では、両チャック101,102を同時に閉作動させる際には、該両チャック101,102を閉塞させるタイミング(布片先行側側縁Ybが先に一方の切欠83上に到達した時点からの閉作動させるまでの遅れ時間)を正確に特定するのが難しく、しかも各側のチャック101,102で保持する布片先行側側縁Ybの保持深さに毎回バラツキが生じる。即ち、布片先行側側縁Ybが載せ台82上に乗り上げると、該載せ台82との摩擦力で布片先行側側縁Ybの進行が停止しようとするが、先に切欠83(符号102のチャックが待機している切欠)上に到達した部分の側縁Ybは縁出しコンベア8上に載っている後続の布片部分で押されてチャック102の手前で皺になり、もう1つの切欠83(符号101のチャックが待機している切欠)に該側縁Ybが到達した時点では、先に到達した部分のチャック102での保持深さが後に到達した部分のチャック101での保持深さより深くなる。
【0035】
そして、各側のチャック101,102で保持する布片先行側側縁Ybの保持深さにバラツキが大きいと、保持深さの浅い側のチャックの保持力が不足して途中で抜け出すことがあったり(ローラ9上への乗せ掛けに失敗する)、布片をローラ9上に載せ掛けたときに該布片の姿勢がローラ9上で大きく傾斜してしまう(後の布片姿勢修正作業に時間がかかる)という問題がある。
【0036】
本願発明は、上記した公知の矩形布片展開装置の問題点に鑑み、2位置保持装置の各チャックで保持していた布片を縁出しコンベア上に載せる際に、布片先行側側縁をコンベア幅方向と略平行に向けることができるようにした矩形布片展開方法を提供することを目的としている。
【課題を解決するための手段】
【0037】
本願発明は、上記課題を解決するための手段として次の構成を有している。
【0038】
[本願請求項1の発明]
本願請求項1の発明は、洗濯・乾燥後の矩形布片を展開させるための展開方法を対象にしている。そして、本願請求項1の矩形布片展開方法では、次の各工程を行う。尚、本願の矩形布片展開方法は、図1に示す実施例の展開装置を使用して行うが、図22に示す公知例の展開装置を使用しても行える。
【0039】
本願請求項1の矩形布片展開方法では、まず、矩形布片の1つの角端を現出させるが、この布片角端現出作業は、例えば作業員が手作業で1つの角端を捜し出すようにしてもよく、あるいは上記公知例と同様に、吊上げ装置と、仮保持装置と、角端出し装置と、角端取り装置を用いて、丸めた状態の矩形布片から自動で1つの角端付近を現出させるようにしてもよい。
【0040】
次に、現出させた1つの布片角端付近を保持して該布片を略水平方向に横たわらせる。この工程では、現出させた1つの角端付近をチャックで受け取って布片を台板上に摺らしながら略水平方向に引くことで、該布片を略水平方向に横たわらせることができる。尚、矩形布片を横たわらせた状態では、該布片の長辺方向に長くなっている。
【0041】
次に、その横たわった状態の布片の角端付近とそこから適宜距離だけ離間する箇所の2位置を角端保持チャックと中間部保持チャックとで保持する。このように、横たわっている矩形布片の2位置を2つのチャックで保持して持ち上げると、布片における非保持部分が垂れ下がる。この垂れ下がり部分は、1つの角端を最下端とする三角形状になり、下端縁として布片長辺側の一方の側縁が三角形状に現出する。
【0042】
次に、その2位置を保持したまま布片の垂れ下がり部を走行する縁出しコンベア上に載せて布片長辺側の一方の側縁(垂れ下がり側の側縁)を所定長さだけ縁出しコンベア上に現出させる。尚、布片の垂れ下がり部を縁出しコンベア上に載せると、該縁出しコンベアが走行していることにより、該布片垂れ下がり部における縁出しコンベアに接触する部分が引き摺られて、一方の長辺側側縁が直線状に現出するようになるが、このとき縁出しコンベアに接触する布片側縁は、縁出しコンベアの幅方向に対してかなりの角度(例えば20°〜40°)だけ傾斜している場合が多い。
【0043】
次に、縁出しコンベア上に載せられる布片の先行側側縁の前記所定長さ範囲が縁出しコンベアの幅方向に対して略平行に現出するように角端保持チャックを中間部保持チャックより所定時間遅れて開放させて布片全体を縁出しコンベア上に載せる。このとき、縁出しコンベア上に載せた布片の先行側側縁における前記所定長さ範囲は、当初は縁出しコンベアの幅方向に対して傾斜しているが、上記両チャックの開放タイミングに時間差をもたせることにより、傾斜側縁の先行側(角端保持チャックによる保持側)を停止させた状態で後行側の側縁を前進させることができ、それによって布片先行側側縁の所定長さ範囲をコンベア幅方向と略平行に向けることができる。そして、縁出しコンベア上に載せた布片は、先行側側縁の所定長さ範囲がコンベア幅方向に略平行姿勢のままで縁出しコンベアの終端側に移送される。
【0044】
次に、縁出しコンベア上に現出させた布片先行側側縁における間隔をもった所定長さ範囲を保持して載せ掛け材上を引き摺って、該布片を載せ掛け材上に載せ掛ける。尚、縁出しコンベア上の布片先行側側縁の上記所定長さ範囲は、間隔をもった2つのチャックで保持させてもよく、あるいは上記所定長さ範囲をもつ1つのチャックで保持させてもよい。そして、上記布片先行側側縁における間隔をもった所定長さ範囲を保持して載せ掛け材上を引き摺ると、布片における載せ掛け材接触部分が布片短辺方向に伸展し、布片が載せ掛け材に載せ掛けられた状態では、布片短辺方向がきれいに伸展されている。ここで使用される載せ掛け材としては、ローラ又は上下向きの走行ベルトが好ましい。そして、載せ掛け材にローラ又は上下向きの走行ベルトを使用した場合には、その回転軸線を縁出しコンベアの走行方向と平行に向けて設置することが好ましいが、該載せ掛け材をその回転軸線が縁出しコンベアの走行方向に対して角度をもった状態で設置してもよい。その場合は、布片先行側側縁における間隔をもった所定長さ範囲を載せ掛け材の回転軸線方向に移動させるようにする。又、載せ掛け材にローラ又は上下向きの走行ベルトを使用した場合には、布片が載せ掛け材を跨いだ状態で載せ掛けられるようにするとよい。
【0045】
次に、載せ掛け材上に載せ掛けた布片の一方の短辺側端縁の各端部寄り2箇所を保持して該布片を展開状態で吊下げる。このとき、一方の短辺側端縁の各端部寄り2箇所を含む該短辺側端縁の所定長さ範囲(例えば短辺側端縁の全長)を保持して吊下げるようにしてもよい。この場合、短辺側の保持部分を載せ掛け材から引き離すことにより布片を載せ掛け材から外すが、このとき載せ掛け材を布片送り出し方向に回転させることで、布片を載せ掛け材上からスムーズに外すことができる。
【0046】
このように、矩形布片の短辺側の各端部寄り2箇所を保持した状態で吊下げると、該布片が自重により矩形に展開するようになる。そして、展開された矩形布片は、そのまま折畳み装置側への搬送コンベア上に載せることができる。
【0047】
本願請求項1の矩形布片展開方法では、矩形布片の1つの角端を現出させた後、吊下げ装置で矩形布片を展開状態で吊下げる最終工程までを自動で行えるようになっている。
【0048】
又、角端保持チャックと中間部保持チャックとで布片の2位置を保持した状態で布片の垂れ下がり部を縁出しコンベア上に載せると、該縁出しコンベアに接触する布片長辺側側縁の所定長さ範囲が縁出しコンベア上においてコンベア幅方向に対してかなり傾斜した状態で接触しているが、各チャックの開放タイミングを、中間部保持チャックが先で角端保持チャックがそれより所定時間遅れて開放させることにより、縁出しコンベア上に載せられる布片の先行側側縁の所定長さ範囲が縁出しコンベアの幅方向に対して略平行に現出するようになる。尚、角端保持チャックの開放タイミングの遅延時間は、縁出しコンベアの走行スピードに関連して設定されるが、縁出しコンベアの走行スピードが例えば20m/分であれば、該遅延時間を例えば0.5〜1.0秒程度の範囲に設定するとよい。
【0049】
そして、上記のように、布片先行側側縁の所定長さ範囲を縁出しコンベアの幅方向に対して略平行に向けた状態で移送すると、次に布片先行側側縁の間隔をもった所定長さ範囲をチャックで保持する際に、該チャックによる布片先行側側縁の保持深さがほぼ同等になる。
【0050】
[本願請求項2の発明]
本願請求項2の発明は、上記請求項1の矩形布片展開方法において、角端保持チャックと中間部保持チャックで布片の2位置を保持して布片を縁出しコンベア上に載せる際に、該各チャックを縁出しコンベアの始端側からの終端側に移動させた後、各チャックを所定小長さだけ縁出しコンベアの始端側に戻すように作動させることを特徴としている。
【0051】
ところで、角端保持チャックと中間部保持チャックとで布片の2位置を保持して該布片を吊下げたときには、布片垂れ下がり部分が絡まっていることがある。
【0052】
そこで、本願請求項2のように、各チャックで布片の2位置を保持して縁出しコンベアの始端側からの終端側に移動させた後、各チャックを所定小長さだけ縁出しコンベアの始端側に戻すように作動させる(しゃくる動作をする)ことにより、布片を縁出しコンベア上に落とす前に布片垂れ下がり部分の絡みをほぐす(捌く)ことができる。
【0053】
[本願請求項3の発明]
本願請求項3の発明は、上記請求項1又は2の矩形布片展開方法において、角端保持チャックと中間部保持チャックで布片の2位置を保持して該布片を縁出しコンベア上に載せる際に、布片の垂れ下がり部に対してエアを吹き付けることを特徴としている。
【0054】
ところで、角端保持チャックと中間部保持チャックとで布片の2位置を保持して該布片を吊下げたときに、布片垂れ下がり部分が絡まっていたり皺になっていることがある。
【0055】
そこで、本願請求項3のように、布片を縁出しコンベア上に載せる際に、布片の垂れ下がり部に対してエアを吹き付けることにより、布片を縁出しコンベア上に落とす前に布片垂れ下がり部分の絡みや皺をほぐす(捌く)ことができる。
【発明の効果】
【0056】
[本願請求項1の発明の効果]
本願請求項1の矩形布片展開方法では、矩形布片の1つの角端を現出させた後、矩形布片を展開状態で吊下げる最終工程までを自動で行えるので、該布片を展張させるための作業に人手が不要になる。
【0057】
又、この請求項1の発明では、角端保持チャックと中間部保持チャックとで布片の2位置を保持した状態で布片の垂れ下がり部を縁出しコンベア上に載せたときに、縁出しコンベアに接触する布片長辺側側縁の所定長さ範囲が縁出しコンベア上においてコンベア幅方向に対して傾斜状態で接触しているが、各チャックの開放タイミングを、中間部保持チャックが先で角端保持チャックがそれより所定時間遅れて開放させることにより、縁出しコンベア上に載せられる布片の先行側側縁の所定長さ範囲が縁出しコンベアの幅方向に対して略平行に現出させることができる。そして、縁出しコンベア上において布片先行側側縁の所定長さ範囲を縁出しコンベアの幅方向に対して略平行に向けた状態で移送すると、次に布片先行側側縁における間隔をもった所定長さ範囲をチャックで保持する際に、該チャックによる布片先行側側縁の保持深さがほぼ同等になる。
【0058】
従って、本願請求項1の発明では、縁出しコンベア上の布片先行側側縁の所定長さ範囲
をチャックで受け取る際に、該チャックによる布片側縁の保持が失敗しなくなるとともに、次の工程の載せ掛け材に布片を載せ掛けたときに該布片が傾きのない正常姿勢になるという効果がある。
【0059】
[本願請求項2の発明の効果]
本願請求項2の発明では、角端保持チャックと中間部保持チャックで布片の2位置を保持して布片を縁出しコンベア上に載せる際に、該各チャックを縁出しコンベアの始端側からの終端側に移動させた後、各チャックを所定小長さだけ縁出しコンベアの始端側に戻すように作動させる(所謂しゃくる動作)ようにしているので、布片を縁出しコンベア上に落とす前に布片垂れ下がり部分の絡みをほぐす(捌く)ことができる。
【0060】
従って、この請求項2の発明では、上記請求項1の効果に加えて、布片を縁出しコンベア上に落とす前に布片垂れ下がり部分を三角形状に展張させることができ、次の工程の角端保持チャックと中間部保持チャックの開放時において布片先行側側縁の所定長さ範囲を直線状に延ばした状態で縁出しコンベア上に落とすことができるという効果がある。尚、布片先行側側縁の所定長さ範囲を直線状に延ばし且つ上記請求項1で説明したように布片先行側側縁の所定長さ範囲をコンベア幅方向に対して平行に向けて搬送すると、次の工程において縁出しコンベア上の布片先行側側縁の所定長さ範囲をチャックで受け取る際に、該チャックによる保持部分を一層均一深さに保持できるようになる。
【0061】
[本願請求項3の発明の効果]
本願請求項3の発明では、角端保持チャックと中間部保持チャックで布片の2位置を保持して該布片を縁出しコンベア上に載せる際に、布片の垂れ下がり部に対してエアを吹き付けるようにしているので、布片垂れ下がり部分に絡みや皺があっても、それらを吹き付けエアでほぐす(捌く)ことができる。
【0062】
従って、この請求項3の発明では、上記請求項1又は2の効果に加えて、布片を縁出しコンベア上に落とす前に布片垂れ下がり部分をより一層きれいに三角形状に展張させることができ、次の工程の角端保持チャックと中間部保持チャックの開放時において布片先行側側縁の所定長さ範囲をより一層直線状に延ばした状態で縁出しコンベア上に落とすことができるという効果がある。
【図面の簡単な説明】
【0063】
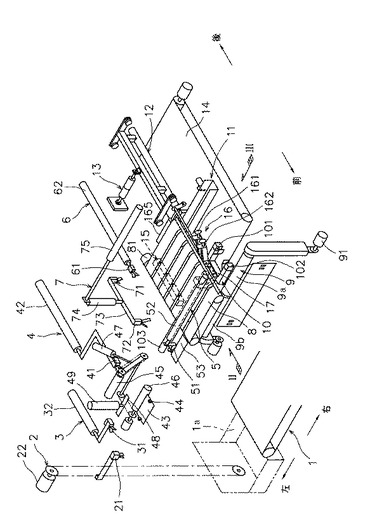
【図1】本願実施例の矩形布片展開方法を行うための矩形布片展開装置の全体斜視図である。
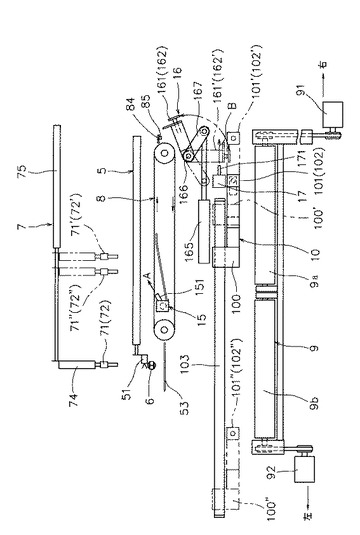
【図2】図1の矩形布片展開装置におけるII矢視図である。
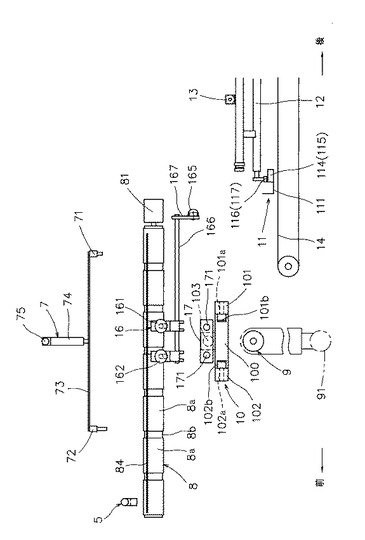
【図3】図1の矩形布片展開装置におけるIII矢視図である。
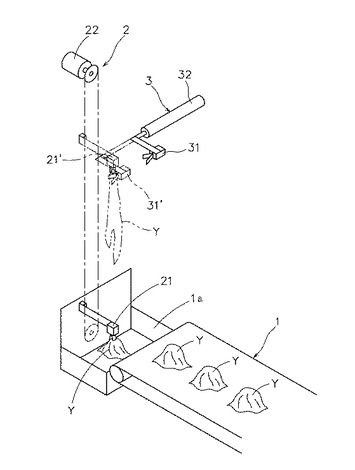
【図4】図1の展開装置の供給コンベア、吊上げ装置、仮保持装置部分の拡大斜視図である。
【図5】角端出し装置を含む図4からの状態変化図である。
【図6】図5からの状態変化図である。
【図7】角端取り装置及び縁出しコンベアを含む図6からの状態変化図である。
【図8】横引き装置及び2位置保持装置を含む図7からの状態変化図である。
【図9】図8からの状態変化図である。
【図10】図9からの状態変化図である。
【図11】図10からの状態変化図である。
【図12】図11からの状態変化図である。
【図13】図12からの状態変化図である。
【図14】図13からの状態変化図である。
【図15】ローラ(載せ掛け材)及び載せ掛け装置を含む図14からの状態変化図である。
【図16】図15からの状態変化図である。
【図17】図16からの状態変化図である。
【図18】図17からの状態変化図である。
【図19】図18からの状態変化図である。
【図20】図19からの状態変化図である。
【図21】載せ掛け材として走行ベルトを採用した図1の展開装置の変形例である。
【図22】公知の矩形布片展開装置の全体斜視図である。
【図23】図22の展開装置の横引き装置、2位置保持装置、縁出しコンベア部分の拡大斜視図である。
【図24】ローラを含む図23からの状態変化図である。
【図25】図24からの状態変化図である。
【図26】図25の一部拡大斜視図である。
【発明を実施するための形態】
【実施例】
【0064】
図1〜図22を参照して本願実施例の矩形布片展開方法及び該展開方法を行うための矩形布片展開装置を説明する。図1にはこの実施例の矩形布片展開装置の全体図を示し、図2〜図21には図1の矩形布片展開装置の個別装置部分を示し、図22には図1の変形例を示している。又、以下の説明で、前、後、左、右の各方向は、図1の状態での各方向を示すものである。
【0065】
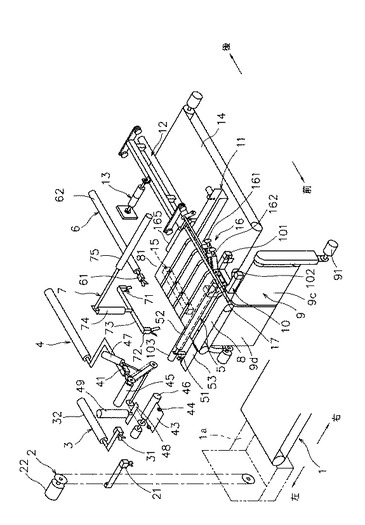
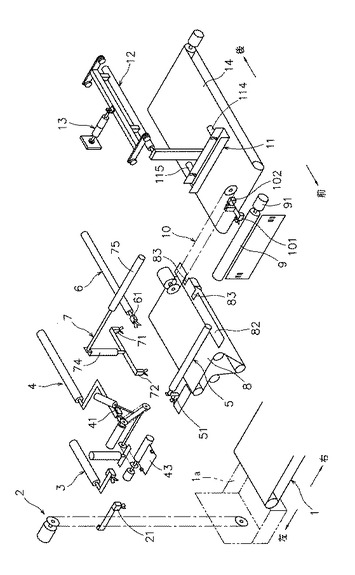
図1の矩形布片展開装置は、
洗濯・乾燥後の矩形布片Yを順次処理すべき所定位置まで供給するための供給コンベア1と(図1、図4)、
供給コンベア1で所定位置に供給された布片Yを所定高さまで吊上げる吊上げ装置2と(図1、図4)、
吊上げ装置2で吊上げた布片Yを吊上げ状態のまま一時的に受け取って仮保持する仮保持装置3と(図1、図4、図5)、
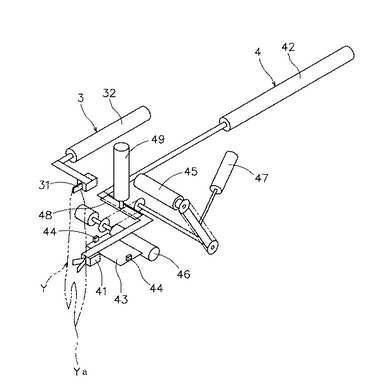
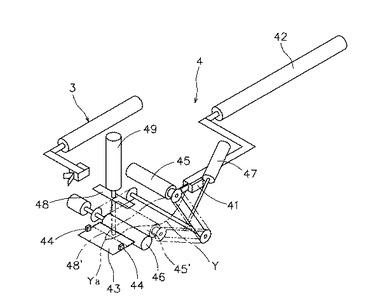
仮保持装置3で吊下げている布片Yの任意の箇所を保持して該布片Yを台板43上で水平方向に引き摺って、該布片Yの終端部である布片角端Yaを現出させる角端出し装置4と(図1、図5〜図7)、
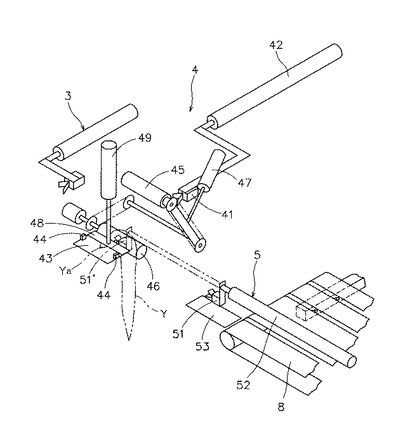
台板43上に現出させた布片角端Ya付近を保持し且つ該布片角端Ya付近を保持して布片Yを垂れ下げ支持し得る角端取り装置5と(図1〜図3、図7、図8)、
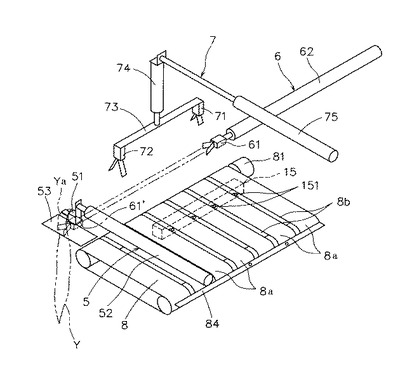
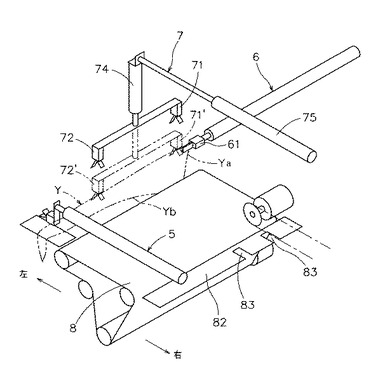
角端取り装置5で垂れ下げ支持している布片Yを略水平方向に横たわらせる横引き装置6と(図1〜図3、図8、図9)、
横たわった状態の布片Yの角端Ya付近とそこから適宜距離だけ離間する箇所の2位置を同高さで保持する2位置保持装置7と(図1〜図3、図8〜図14)、
該2位置保持装置7で保持した布片Yを載せて布片長辺側の一方の側縁Ybを現出させ得る縁出しコンベア8と(図1〜図3、図8〜図15)、
該縁出しコンベア8部分に設置されていて、2位置保持装置7で保持した布片Yを縁出しコンベア8上に移動させる際に、布片Yの垂れ下がり部分に向けてエアA(図2)を吹き付けるエアブロー装置15と(図1〜図2、図8〜図15)、
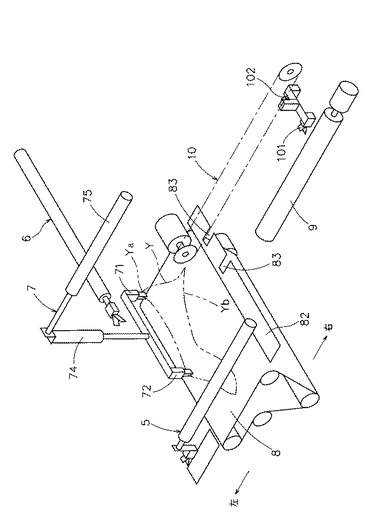
縁出しコンベア8の直下方にあって該縁出しコンベア8の走行方向に向けて設置したローラ9と(図1〜図3、図15〜図20)、
該縁出しコンベア8の終端部において縁出しコンベア8上で縁出しされた布片先行側側縁Ybの2位置を保持する各チャック161,162を有し且つ該各チャック161,162を上下に弧回動させる上下反転装置16と(図1〜図3、図12〜図15)、
該上下反転装置16で下方に弧回動される布片Yに対してエアB(図2)を吹き付けるエアブロー装置17と(図1〜図3、図15)、
上下反転装置15の各チャック161,162から布片を受け取って布片長辺部Ybの2位置を保持する2つのチャック101,102を有し且つ該布片Yをローラ9上を引き摺りながら該ローラ9上に載せ掛けする載せ掛け装置10と(図1〜図3、図15〜図17)、
ローラ9上に載せ掛けた布片Yの一方の短辺側端縁Ycの各端部寄り2箇所を保持する各チャック114,115を有し且つ該各チャック114,115で布片短辺側端縁Ycを保持して該布片Yを展開状態で吊下げ得る吊下げ装置11と(図1、図3、図16〜図20)、
該吊下げ装置11を、ローラ9に載せ掛けている布片Yの短辺側端縁Ycを受取る前進位置(図16〜図17)と吊下げ装置11で保持した布片Yを次工程側(搬送コンベア14上)に移乗させる後退位置(図3、図19)との間で前後に進退させる進退装置12と(図1、図3、図16〜図20)、
吊下げ装置11に吊下げられた展開状態の布片Yを前記搬送コンベア14の中心に位置合わせするための芯出し装置13と(図1、図13、図20)、
吊下げ装置11から展開状態の布片Yを受け取って次工程側(折畳み装置側)に搬送するための搬送コンベア14(図1、図3、図15〜図20)、
とを有して構成されている。尚、これらの各装置(符号1〜16の各装置)は、図示しないフレーム枠(機枠)内に設置されている。
【0066】
供給コンベア1(図1、図4)は、運転中は連続走行しており、該供給コンベア1上には洗濯・乾燥後の丸まったままの矩形布片Yが投下される。供給コンベア1の終端部には、貯留部1aがあり、供給コンベア1で搬送されてくる各布片Yが順次貯留部1aに一時的に貯留される。
【0067】
吊上げ装置2(図1、図4)は、布片Yの任意箇所を保持するチャック21と該チャック21を昇降させる昇降装置22とを有している。そして、この吊上げ装置2は、昇降装置22によりチャック21を最下動(図4に実線図示位置)させたときに、該チャック21が貯留部1aに貯留されている布片Yに接触して該チャック21で布片Yの接触部分を保持するようになっている。尚、チャック21による布片保持部分は任意の箇所でよい。又、昇降装置22が上昇作動すると、チャック21で布片Yを保持したまま該チャックが図4の鎖線図示高さ(符号21′)まで上動し、1枚の布片Yを吊下げ状態で支持するようになっている。尚、チャック21の上動位置(図4に鎖線図示する符号21′の高さ)は、予め定位置に設定されている。
【0068】
仮保持装置3(図1、図4〜図5)は、チャック31と該チャック31を前後方向に進退させる進退装置(伸縮シリンダ)32とを有している。そして、この仮保持装置3は、吊上げ装置2のチャック21が最上動したとき(あるいは最上動位置にある布片Yを検出器で検出したとき)に伸縮シリンダ32が伸長し、チャック31が図2に鎖線図示(符号31′)する位置まで前進して、吊上げ装置2で吊上げられた布片Yの上端部付近を仮保持装置3のチャック31で受取ることができ(そのとき吊上げ装置2側のチャック21′は開放する)、その後、伸縮シリンダ32が縮小して、図5に示すようにチャック31で布片Yを吊下げたまま所定位置まで後退するようになっている。尚、チャック31から吊下げられている布片Yの最下端(図5の符号Ya)には、布片の1つの角端が現出することがほとんどである。
【0069】
角端出し装置4(図5〜図7)は、図5に示すように、仮保持装置3のチャック31により後退位置で吊下げ保持されている布片Yを受取るチャック41と、該チャック41を前後に進退させる進退装置(伸縮シリンダ)42と、布片Yを受ける台板43と、台板43上を引き摺られる布片Yの終端部(角端Ya)を検出する検出器(光電管)44,44と、台板43上に布片Yの終端部(角端Ya)付近を押える押え板48と、該押え板48を上下動させる伸縮シリンダ49と、上下一対の挟みローラ45,46と、上ローラ45を下ローラ46に対して開閉させる伸縮シリンダ47、とを備えている。台板43の後端縁と下ローラ(定位置ローラ)46間には、後述する角端取り装置5のチャック51が侵入するスペースがある。
【0070】
そして、この角端出し装置4は、次のように作動する。まず、図5に示すように仮保持装置3のチャック31が布片保持状態で後退位置まで作動したときに、伸縮シリンダ42が伸長してチャック41が前進し、該チャック41で仮保持装置3のチャック31から吊下げられてた布片Yを保持し(このとき仮保持装置3側のチャック31は開放する)、続いて伸縮シリンダ42が縮小して布片Yを保持したままチャック41が後退する。そのとき布片Yは台板43上を引き摺られていき、該チャック41が上下挟みローラ45,46の挟持部を後方に通過した時点で上ローラ45が閉じ(図6の符号45′)、チャック41が開放し、上下両ローラ45,46が布片送り込み方向に回転し、台板43上を引き摺られる布片Yの終端部(角端Yaとなる)が検出器44,44で検出されると、両ローラ45,46の回転が停止し、伸縮シリンダ47が伸長して押え板48で該布片終端部Ya付近を台板43上に押え付け(図6の符号48′の状態)、その後、図7に示すように上ローラ45が元の開放位置まで上動する。図7の状態では、押え板48(及び台板43の後端縁)と下ローラ46間に布片Yの終端部付近が横たわっている。
【0071】
尚、この実施例では、吊上げ装置2で吊上げた布片Yを一旦仮保持装置3で仮保持した後、角端出し装置4のチャック41で保持替えするようにしているが、他の実施例では仮保持装置3を省略して、吊上げ装置2で吊上げている布片Yを直に角端出し装置4のチャック41で保持するようにしてもよい。
【0072】
角端取り装置5(図7、図8)は、チャック51と該チャック51を左右方向に進退させる進退装置(伸縮シリンダ)52とを有している。そして、この角端取り装置5は、図7に示すように前記角端出し装置4の台板43と下ローラ46間に布片Yの終端部(角端Ya)付近が保持されたときに、伸縮シリンダ52が伸長してチャック51が鎖線図示(符号51′)するように左方向に前進し、該チャック51′で布片角端Ya付近を保持する。その後、角端出し装置4の押え板48が上動(押え解除)し、伸縮シリンダ52が縮小して、図6に示すようにチャック51で布片角端Ya付近を保持して布片Yを垂れ下げたまま右方向に後退するように作動する。
【0073】
角端取り装置5の伸縮シリンダ52が縮小した状態でのチャック51の下方後側直近位置には、台板53が設けられている。この台板53は、次に説明する横引き装置6で布片上端部(角端Ya)付近を受取って後側に移動させたときに、該布片Yの終端側を支持するためのものである。
【0074】
尚、この実施例では、矩形布片Yの1つの角端Yaを現出させるのに、上記吊上げ装置2、仮保持装置3、及び角端出し装置4を用いて、丸めた状態の矩形布片から自動で角端出しを行えるようにしているが、この布片角端出し作業は、例えば丸めた状態の布片Yから作業員が手作業で1つの角端を捜し出すようにしてもよい。その場合は、捜し出した布片角端Yaを作業員の手で角端取り装置5のチャック51に受け取らせたりあるいは直接後述の横引き装置6のチャック61に受け取らせるようにするとよい。
【0075】
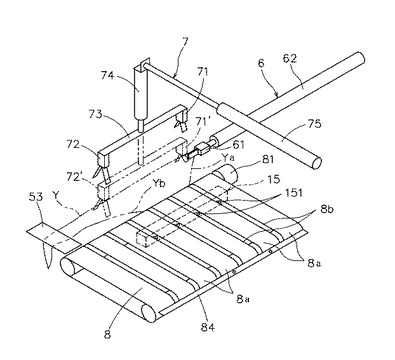
横引き装置6(図8、図9)は、チャック61と該チャック61を前後方向に進退させる進退装置(伸縮シリンダ)62とを有している。そして、この横引き装置6は、図8に示すように角端取り装置5のチャック51が布片Yを保持して後退したときに、横引き装置6の伸縮シリンダ62が伸長してチャック61が鎖線図示(符号61′)するように前方向に前進し、該チャック61′で布片上端部(角端Ya)付近を保持する。その後、角端取り装置5のチャック51が開放し、伸縮シリンダ62が縮小して、図9に示すようにチャック61で布片角端Ya付近を保持して布片Yを台板53上を引き摺りながら後側に後退する。このとき、布片Yは、図9に示すように後退位置のチャック61と台板53との間で略水平方向に横たわっており、且つチャック61で布片の1つの角端Yaを保持しているので、長辺側の側縁Ybが三角形状に垂れ下がっている。
【0076】
台板53の右端部の近傍位置には、モータ81によって駆動される縁出しコンベア8が設置されている。この縁出しコンベア8は、図8〜図15に示すように、複数(図示例では7本)の細ベルト8a,8a・・をそれぞれ小幅の隙間8b,8b・・をもたせて並置したものである。尚、この縁出しコンベア8は右方向に連続走行する。この縁出しコンベア8の前縁(始端部)は、横引き装置6で横たわらせた布片Yの直下よりやや右側に位置させている。
【0077】
縁出しコンベア8の終端部には、小幅のプレート84が設置されている。このプレート84には、縁出しコンベア8上を移送されてくる布片Yの先行側側縁Ybを検出する2つの検出器85,85が設けられている。この各検出器85,85は、布片先行側側縁Ybを検出して、後述する上下反転装置16の各チャック161,162を閉作動させるための信号をコントローラ(図示省略)に発信するものである。尚、縁出しコンベア8上を移送されてくる布片Yは、移動慣性によりこのプレート84を容易に乗り越え得るようになっている。
【0078】
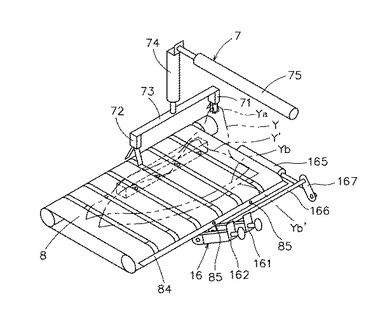
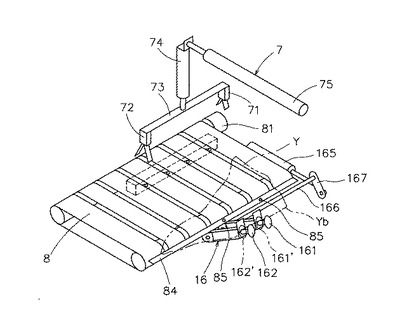
2位置保持装置7(図8〜図13)は、連結板73に前後方向に所定間隔をもって取付けた2つのチャック(角端保持チャック71と中間部保持チャック72)と、該各チャック71,72を昇降させる昇降シリンダ74と、各チャック71,72を昇降シリンダ74ごと左右に進退させる進退シリンダ75とを有している。
【0079】
図9に示すように、角端保持チャック71は横引き装置6で横たわらせた布片Yの後側端部(角端)Yaを保持し得る位置にあり、中間部保持チャック72は該横たわらせた布片Yのかなり前側寄りの適所を保持し得る位置にある。尚、この実施例では、中間部保持チャック72の掴み片は角端保持チャック71の掴み片より長いものを使用している。
【0080】
昇降シリンダ74は、その縮小状態では各チャック71,72を横たわらせた布片Yの上方位置で待機させ(図9の実線図示状態)、伸長状態では各チャック71,72が図9に鎖線図示(符号71′、72′)するように横たわらせた布片Yの上縁を保持し得る位置まで降下するようになっている。
【0081】
進退シリンダ75は、図8及び図9に示す最伸長状態と、図10に示す最縮小状態と、該最縮小状態から若干長さだけ伸長した小伸長状態(図11〜図14)との3つの状態に伸縮変化するようになっている。そして、この進退シリンダ75は、図8及び図9に示す最伸長状態では各チャック71,72が横引き装置6で横たわらせた布片Yの直上方に位置する一方、図10に示す最縮小状態及び図11〜図14に示す小伸長状態ではそれぞれ各チャック71,72が後述の縁出しコンベア8上に位置するようになっている。又、この進退シリンダ75は、最伸長状態(図8、図9)から最縮小状態(図10)まで一気に高速で縮小した後、図11に示すように直ちに小長さだけ伸長するように作動する。即ち、進退シリンダ75が最伸長状態では両チャック71,72が図2の実線図示位置にあり、昇降シリンダ74が伸長して両チャック71,72で横たわり布片の2位置を保持した後、昇降シリンダ74が縮小しながら進退シリンダ75が高速で最縮小して各チャックを図2の符号71′,72′の位置まで高速移動させ、その直後に進退シリンダ75が小伸長して各チャックを符号71″,72″の位置に戻すようになっている。
【0082】
この2位置保持装置7の動作時には次の機能が発生する。即ち、図9に鎖線図示するように両チャック71′,72′で布片上辺部の2位置を保持した後、両チャックを図10の位置まで高速移動させると、布片Yの垂れ下がり部分に空気抵抗が生じて該布片垂れ下がり部分に展張作用が働き、さらに進退シリンダ75が最縮小した直後に図11に示すように進退シリンダ75が小伸長することで、布片垂れ下がり部分にしゃくり作用が発生する。従って、該布片垂れ下がり部分に絡みや皺があっても、該垂れ下がり部分をきれいに三角形状に展張できるという機能が生じる(捌き効果が生じる)。
【0083】
又、この縁出しコンベア8の上下ベルト間には、その始端部寄り位置にエアブロー装置15が設置されている。このエアブロー装置15には、各細ベルト8a,8a・・間の隙間8Bb,8b・・に対応する位置にそれぞれノズル151,151・・が配置されている。各ノズル151,151・・からは、図2に矢印Aで示すように縁出しコンベア8の上面走行部の下面からコンベア終端側の斜め上方に向けてエアを吹き出すようになっている。
【0084】
そして、このエアブロー装置15は、図9に鎖線図示するように2位置保持装置7の各チャック71′,72′で布片Yの2位置を保持した後、図10に示すように布片Yを縁出しコンベア8上まで移動させる間に(あるいは図11に示すように各チャック71,72を小長さだけコンベア始端側に戻すまでの間に)、各ノズル151,151・・から布片の垂れ下がり部分に向けてエアA(図2)を吹き出させるようにする。このように、エアブロー装置15からのエアA(図2)を布片垂れ下がり部分に吹き付けると、2位置保持装置7の動作による上記の布片垂れ下がり部分の展張機能に加えて、該布片垂れ下がり部分をより一層展張させることができる。
【0085】
ところで、この2位置保持装置7は、横引き装置6で横たわらせた布片Yの2位置を各チャック71,72で保持して(図9の鎖線図示状態)、該布片Yを縁出しコンベア8上に載せるものであるが、図11に示すように布片Yの2位置を両チャック71,72で保持して縁出しコンベア8上に移動したときに、縁出しコンベア8に摺接する角端保持チャック71寄り側の布片下辺部(側縁)Ybが縁出しコンベア8の幅方向(コンベア走行方向と水平直交方向)に対してかなり傾斜した状態となる。そして、このまま両チャック71,72を同時に開放させると、上記「発明が解決しようとする課題」の項で説明したように、縁出しコンベア8上を布片先行側側縁Ybが傾斜したまま搬送されて、次工程で2つのチャック(161,162)で布片先行側側縁Ybの2位置を保持するときの各保持深さが異なるという問題が発生する。
【0086】
そこで、本願では、2位置保持装置7の各チャック71,72の開放タイミングを、縁出しコンベア8上に載せられる布片の先行側側縁Ybにおける角端保持チャック71寄り側の所定長さ範囲(例えば25〜35cmの長さ範囲)が縁出しコンベア8の幅方向に対して略平行に現出するように、角端保持チャック71を中間部保持チャック72より所定時間遅れて開放させるようにしている。尚、この各チャック71,72の開放タイミング(時間差)は、縁出しコンベア8の走行スピードに関連して設定されるが、該縁出しコンベア8の走行スピードが例えば20m/分であれば、中間部保持チャック72が開放後の角端保持チャック71の開放遅延時間を例えば0.5〜1.0秒程度の範囲に設定する。
【0087】
2位置保持装置7における両チャック71,72の具体的な開放タイミングを図11〜図13を参照して説明すると、図11に示すように両チャック71,72で布片Yの2位置を保持して縁出しコンベア8上に移動させた状態では、縁出しコンベア8上に接触している垂れ下がり部分の側縁Ybがかなり傾斜している。尚、この状態では、布片Yの離間する2位置を各チャック71,72で保持しているので、布片垂れ下がり部分の下部が縁出しコンベア8に接触していても、その側縁Ybの傾斜状態(三角形状態)は変化しない。そして、図11の状態から、中間部保持チャック72のみを開放させると、図12に示すように布片Yが角端保持チャック71の1点で保持されたまま布片非保持部分が縁出しコンベア8上に落下する。すると、縁出しコンベア8が走行していることにより、布片先行側側縁Ybにおける角端保持チャック71で保持された部分はそのままで他の部分がコンベア終端側に移送されて、図13に符号Ybで示すように角端保持チャック71で保持された状態の布片Yの先行側側縁Ybがコンベア幅方向と略平行になる時点がある(時間にして中間部保持チャック72の開放時点から0.5〜1.0秒後)。そして、該布片先行側側縁Ybがコンベア幅方向と略平行になる時点で角端保持チャック71を開放させると、布片全体が図13に符号Y′で示すように縁出しコンベア8上に載せられ、布片先行側側縁Ybにおける後側寄りの所定長さ範囲(例えば25〜35cm)がコンベア幅方向に略平行に向いた状態でコンベア終端側に移送される。尚、縁出しコンベア8上を移送される布片Yは、コンベア終端部に設けているプレート84を乗り越えて進行する。
【0088】
縁出しコンベア8の終端部には、図1〜図3及び図12〜図15に示すように、縁出しコンベア8で移送される布片Yの前縁部Ybを保持して下方に反転させる上下反転装置16が設けられている。
【0089】
この上下反転装置16は、前後に所定小間隔(例えば10〜15cm間隔)をもった2位置に2つのチャック161,162を有しているとともに、該各チャック161,162を上下に弧回動させる回動シリンダ165を有している。この各チャック161,162は、適宜長さ(例えば10cm)を有した伸縮部の各基端部を共通の軸166に固定していて、該軸166をリンク167を介して回動シリンダ165で回動させることによって上下に反転させ得るようになっている。尚、この上下反転装置16は、上記2つのチャック161,162に代えて、該両チャック161,162の間隔をもった長さを有する前後長さの長い1つのチャックを使用してもよい。
【0090】
この上下反転装置16は、次のように作動する。即ち、縁出しコンベア8上を移送されてくる布片先行側側縁Ybがプレート84の各検出器85,85上に達するまでは、各チャック161,162が、図12〜図14(及び図2の実線図示)に示すようにプレート84の下方直近位置において略横向き(やや上方傾斜)姿勢で待機しており、縁出しコンベア8上を移送される布片Yの先行側側縁Ybがプレート84の各検出器85,85に達すると、該検出器85,85からの信号で所定タイマー後に(布片先行側側縁Ybが図14に示すように開放状態にある各チャック161,162の掴み部に侵入した時点で)各チャック16,162を閉動作(図14の符号161′,162′)させて該各チャック161,162でそれぞれ布片先行側側縁Ybを保持する。そして、その直後に回動シリンダ165が縮小して、各チャック161,162で布片側縁Ybを保持したまま該各チャック161,162が下方に高速で弧回動して、図15(及び図2の符号161′,162′)に示す下向き姿勢になる。このとき、各チャック161,162で保持されていた布片Yは、急速に下方に振り降ろされて(布片短辺方向に捌き作用が発生する)図15に符号Yで示すように垂れ下げられる。そして、下向き姿勢で布片側縁Ybを保持している各チャック161,162(図15)は、布片側縁Ybの各保持部を後述する載せ掛け装置10の各チャック101,102に受け渡した時点で開放し、その直後に上方に弧回動して元の待機位置まで戻される。
【0091】
上下反転装置16の各チャック161,162の下方近傍位置には、該各チャック161,162で下方に振り降ろされる布片Yの左側から該布片Yに向けてエアB(図2)を吹き付けるエアブロー装置17(図1〜図3、図15)が設けられている。そして、このエアブロー装置17は、図15に示すように上下反転装置16の各チャック161,162で布片Yを下方に振り降ろした際に、該布片Yに対して左側からエアB(図2)を吹き付けることによって、該布片Yの絡まり部分や皺等を除去し得るようにしている。
【0092】
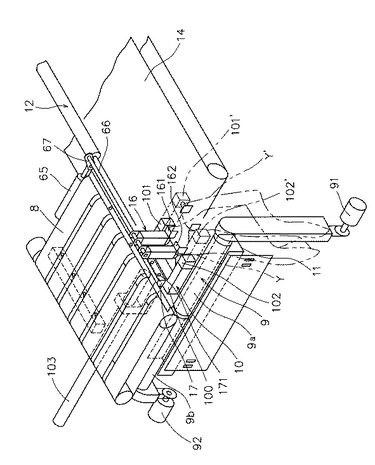
縁出しコンベア8の直下には、ローラ(特許請求の範囲中の載せ掛け材となる)9と、該ローラ9上に布片Yを載せ掛けるための載せ掛け装置10とが、該載せ掛け装置10が上でローラ9が下になる状態で設置されている(図1〜図3、図15〜図18参照)。
【0093】
縁出しコンベア8と載せ掛け装置10とローラ9とは、相互に上下に重合する状態で配置している。従って、縁出しコンベア8とローラ9と載せ掛け装置10の設置スペース(設置床面積)を小さくすることができる。
【0094】
ローラ9は、その回転軸線を縁出しコンベア8の走行方向(左右方向)と同方向に向けて設置している。又、このローラ9は、左右に2分割した各分割ローラ9a,9bを同軸上に配置したものを使用しており、該各分割ローラ9a,9bをそれぞれモータ91,92で個別に且つ各可逆的に回転させ得るようにしている。
【0095】
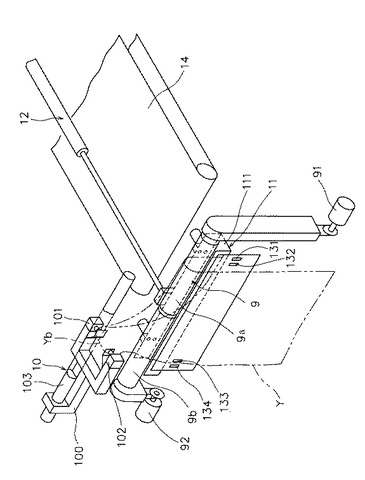
載せ掛け装置10は、上記上下反転装置16の各チャック161,162から布片側縁Ybの2位置を受け取る2つのチャック101,102を有し、該各チャック101,102を進退シリンダ103で左右(ローラ9の長さ方向)に移動させ得るようにしたものである。各チャック101,102は、進退シリンダ103で左右に進退移動される進退台100の右端において前後に所定間隔(上下反転装置16の両チャック161,162の間隔よりやや広い間隔)をもって設置されている。尚、この実施例では、進退シリンダ103にロッドレスシリンダが使用されている。
【0096】
載せ掛け装置10の各チャック101,102は、上下反転装置16の各チャック161,162が下向き姿勢(図2の符号161′,162′の姿勢、又は図15の姿勢)で布片側縁Ybを保持しているときに、該布片側縁Ybの各保持部(2箇所)を受け取るものである。尚、この実施例で使用されている載せ掛け装置10の各チャック101,102は、ロッドが出没して該ロッド先端とその前方にある当て板との間で布片側縁Ybを挟持し得る構造のものが使用されている。
【0097】
この載せ掛け装置10は、次のように作動する。即ち、載せ掛け装置10の各チャック101,102は、上下反転装置16の各チャック161,162が上動位置(図2に実線図示する符号161,162の位置)にあるときには、進退シリンダ103の右側ストロークエンド位置より若干長さだけ左寄り位置(図2及び図15の符号101,102の位置)で待機している。そして、上下反転装置16の各チャック161,162が布片側縁Ybを保持して下方に回動したときに、進退台100が進退シリンダ103により前進(右移動)せしめられて各チャック101,102を図2及び図15の符号101′,102′の位置まで前進させ、上下反転装置16の各チャック161,162で保持していた布片側縁Ybの2箇所を載せ掛け装置10の各チャック101,102で受け取る(このとき上下反転装置16の各チャック161,162は開放した後、直ちに上方に回動する)。続いて、各チャック101,102で布片側縁Ybを保持したまま進退台100を進退シリンダ103により左側ストロークエンド位置(図2の符号100″の位置及び図16の実線図示位置)まで後退(左移動)させる。このとき、載せ掛け装置10の両チャック101,102で保持していた布片Yが図16に示すようにローラ9の前後に跨がった状態で該ローラ9上を引き擦られて、該布片Yが短辺方向に展張されるようになる。そして、各チャック101,102(進退台100)が左側ストロークエンド位置まで後退すると、該各チャック101,102が開放して、そこに保持されていた布片側縁Ybがローラ9上に落下し、図17に示すように布片Yの一方の短辺寄り部分がローラ9上に逆U形に載せ掛けられる。
【0098】
ローラ9の後方には、該ローラ9から後側に適宜間隔をもった位置に搬送コンベア14が設置されている(図3、図15〜図20)。この搬送コンベア14は、後述するように布片Yを展開状態で次工程(例えば折畳み工程)に移送するためのものである。尚、この搬送コンベア14の上面は、ローラ9の下面よりかなり低く位置させている。
【0099】
吊下げ装置11(図3、図14〜図20)は、前壁と後壁を有する樋状受台111に左右2つのチャック114,115を取付けて構成されている。左右2つのチャック114,115は、この実施例では伸縮シリンダを採用している。そして、この各チャック114,115は、樋状受台111の後壁後面に左右に所定間隔(処理すべき布片Yの短辺長さよりやや短い間隔)をもって取付けられていて、該チャック114,115のロッドが後壁前面から前壁後面に向けて進退作動するようになっている。尚、この各チャック114,115では、各ロッドの先端と前壁後面との間で布片短辺側端縁の2箇所をそれぞれ保持し得るようになっている。
【0100】
樋状受台111の後壁前面には、各チャック114,115の直上方直近位置に布片の短辺側端縁を検出する各検出器(光電管)116,117が取付けられている。そして、各チャック114,115は、それぞれ各検出器116,117が短辺側端縁を検出した時点で、それに対応するチャック114,115が個別に作動して、布片短辺側端縁の2箇所を保持するようになっている。
【0101】
又、樋状受台111に設けている各検出器116,117は、次の機能を有している。即ち、図17に示すように、ローラ9上に跨がらせて載せ掛けした布片Yが左右に傾いているときには布片短辺側端縁も傾斜しており、ローラ9で布片短辺側端縁を樋状受台111内に送り込んだときに、各検出器116.117が時間差をもって布片短辺側端縁を検出することになる。そこで、布片短辺側端縁を一方の検出器(116又は117)が検出すると、その検出した側の分割ローラ(9a又は9b)を微小時間遅れで停止させ(当該布片短辺側端縁がチャックで保持し得る位置に達する)、他方の分割ローラ側だけ布片短辺側端縁を送り込んで、他方の検出器が布片短辺側端縁を検出した後の微小時間遅れで他方の分割ローラを停止させる。このようにすると、ローラ9上に載せ掛けた布片Yが傾斜していても、各検出器116,117による布片短辺側端縁の検出と各分割ローラ9a,9b(モータ91,92)の駆動調整により、布片Yの短辺側端縁を同高さで樋状受台111部分に保持させることができる。
【0102】
吊下げ装置11は、進退装置12によってローラ9の後方において前後に進退せしめられる。この吊下げ装置11用の進退装置12には、伸縮シリンダが採用されている。そして、吊下げ装置11(樋状受台111)は伸縮シリンダ(進退装置)12の伸縮動作により前後に進退させ得るようにしている。又、伸縮シリンダ(進退装置)12は、2段階伸縮式のものを採用しており、該伸縮シリンダ12が最伸長すると樋状受台111がローラ9の直下に位置し(図16、図17)、中間縮小状態では樋状受台111が搬送コンベア14の始端部直前に位置(図18)し、最縮小すると樋状受台111が搬送コンベア14上の所定奥位置(図19)まで後退するようになっている。そして、図17に示すように、樋状受台111がローラ9の直下まで前進したときに、ローラ9がゆっくり送込み方向に回転(右回転)して、ローラ9に載せ掛けている布片Yの後側短辺側を樋状受台111内に落とし込み、各検出器116,117が短辺側端縁を検出した後、所定タイマー遅れで各チャック114,115が閉動作して、2点で布片短辺側端縁を保持する。尚、吊下げ装置11は伸縮シリンダ12で2段階に後退せしめられるが、図18に示すように樋状受台111がローラ9の後方に第1段だけ後退した時点でローラ9が送込み側に高速回転して、ローラ9に載せ掛けていた布片Yをローラ後側に落とし込み、吊下げ装置11により該布片Yを展開状態で吊下げ得るようになっている。
【0103】
吊下げ装置進退用の伸縮シリンダ12は、取付台122(図18〜図20)で支持されている。この取付台122の前後にはそれぞれ車輪123,123(図20)が取付けられており、該前後の車輪123,123をそれぞれ左右方向に向くレール124,124で支持して、吊下げ装置11と伸縮シリンダ12と取付台122とが各レール124,124に沿って左右に移動可能となっている。尚、吊下げ装置11等を左右に移動可能に支持した理由は、次に説明する芯出し装置13を機能させるためのものである。
【0104】
芯出し装置13(図16、図17、図20)は、吊下げ装置11で順次吊下げられる各布片Yを常に搬送コンベア14上の幅方向の定位置(中心)上に載せるためのものである。そして、この芯出し装置13は、ローラ9の直下において処理すべき布片Yの短辺幅より僅かに広い間隔をもって左右に配置した各検出器(左右2つずつある)131〜134(図16、図17)と、該各検出器131〜134からの信号で取付台122(吊下げ装置11を含む)を左右に移動調整するための調整シリンダ135(図20)とを有している。図16及び図17に示す左右各側の検出器(右外検出器131、右内検出器132、左内検出器133、左外検出器134)のうち、右内検出器132と左内検出器133間の間隔は、布片Yの短辺長さより僅かに広い程度に設定し、各外検出器131,134は、各内検出器132,133よりそれぞれ例えば10〜20mm程度づつ左右外側に位置させている。尚、各内検出器132,133間の中心は、搬送コンベア14の幅方向中心に対応させている。他方、調整シリンダ135は、それぞれ2段階伸縮式の2つのシリンダ136,137を相互に逆向きに連続させて構成している。
【0105】
そして、この芯出し装置13は、図17に示すようにローラ9に載せ掛けた布片Yの左右両側縁が両内検出器132,133間にあるときには、全部の検出器131〜134が非検出となって調整シリンダ135を中立状態に維持させる(このとき樋状受台111が布片Yに正常に対応している)。又、該布片Yがローラ9上で左右何れかに変位すると、左右何れかの検出器(131〜134)の1つまたは2つが検出状態となって、その検出状態となった検出器に対応する幅だけ調整シリンダ135が調整作動して樋状受台111を左右に位置調整する(即ち、樋状受台111を、変位している布片Yの位置に対応させる)。そして、布片Yの短辺側側縁を樋状受台111で受取り、続いて図18に示すように吊下げ装置11が中間位置まで後退して布片Yを樋状受台111から吊下げ(符号Y′の状態)、その状態で先に調整シリンダ135が調整作動した分だけ元に作動して樋状受台111の位置を搬送コンベア14の中心に対応させ、その後に吊下げ装置11がさらに後退せしめられて、該吊下げ装置11が最後方位置に達する直前で各チャック114,115が開放され、該各チャック114,115で保持していた布片短辺側側縁を搬送コンベア14上に落とすようになる。従って、布片Yがローラ9上に載せ掛けられたときに該布片Yが所定位置の左右に位置ずれしていても、該芯出し装置13により布片Yを常に搬送コンベア14の中心に載せることができる。このように、展開させた布片Yを順次搬送コンベア14の定位置(中心)に載せるようにすると、折畳み工程において各布片を常に定位置で折畳むことができ、その各折畳み布片をきれいに整頓させた状態で順次積層させることができる。
【0106】
本願実施例の矩形布片展開装置は、上記各装置(1〜16)を有しているので、洗濯、乾燥後の布片Yを単に供給コンベア1上に投入するだけで、吊上げ装置2、仮保持装置3、角端出し装置4、角端取り装置、横引き装置6、2位置保持装置7、縁出しコンベア8、エアブロー装置15、上下反転装置16、ローラ9、載せ掛け装置10、吊下げ装置11、進退装置12、芯出し装置13等により、本願の展開方法を実施でき、各布片Yを自動で且つきれいに展開させた状態で順次搬送コンベア14に載せることができる。
【0107】
又、本願の展開方法では、図11〜図13に示すように2位置保持装置7の各チャック71,72で布片Yの2位置を保持して縁出しコンベア8上に載せる際に、各チャック71,72の開放タイミングを、中間部保持チャック72が先で角端保持チャック71がそれより所定時間遅れて開放させるようにしている。従って、各チャック71,72で布片Yの2位置を保持した状態で布片の垂れ下がり部を縁出しコンベア8上に載せたときに、縁出しコンベア8に接触する布片長辺側側縁Ybの所定長さ範囲が縁出しコンベア8上において傾斜していても、布片全体を縁出しコンベア8上に載せだ時点では布片先行側側縁Ybの所定長さ範囲(少なくとも上下反転装置16の各チャック161,162で保持される部分)が縁出しコンベア8の幅方向に対して略平行に現出するようになる。このように、布片先行側側縁Ybの所定長さ範囲を縁出しコンベア8の幅方向に対して略平行に向けた状態で該布片Yを移送すると、次に布片先行側側縁Ybの2位置を上下反転装置16の各チャック161,162で保持する際に、該各チャックでの保持深さがほぼ同等になる。従って、該両チャック161,162による布片側縁Ybの保持が失敗しなくなるとともに、次の工程のローラ9に布片Yを載せ掛けたときに該布片が傾きのない正常姿勢になる。
【0108】
又、この実施例では、2位置保持装置7の各チャック71,72で布片Yの2位置を保持して縁出しコンベア8上に載せる際に、各チャック71,72を縁出しコンベア8の始端側からの終端側に移動させた後、該各チャックを所定小長さだけ縁出しコンベア8の始端側に戻すように作動させる(所謂しゃくる動作をする)ようにしているので、布片を縁出しコンベア8上に落とす前に布片垂れ下がり部分の絡みをほぐす(捌く)ことができる(垂れ下がり部分を三角形状に展張できる)。従って、2位置保持装置7の各チャック71,72の開放時において布片先行側側縁Ybの所定長さ範囲を直線状に延ばした状態で縁出しコンベア上に落とすことができ、上下反転装置16の各チャック161,162で布片先行側側縁Ybの2位置を保持する際に、該2位置を一層均一深さずつ保持できるようになる。
【0109】
さらに、この実施例では、2位置保持装置7の各チャック71,72で布片の2位置を保持して該布片を縁出しコンベア8上に載せる際に、布片の垂れ下がり部に対してエアブロー装置15によりエアを吹き付けるようにすると、布片垂れ下がり部分に絡みや皺があっても、それらを吹き付けエアでほぐす(捌く)ことができ、2位置保持装置7の各チャック71,72の開放時において布片先行側側縁Ybの所定長さ範囲をより一層直線状に延ばした状態で縁出しコンベア8上に落とすことができる。
【0110】
図21には、図1における載せ掛け材9部分の変形例を示しているが、この図21に示すものでは、載せ掛け材9としてローラに代えて上下向きの走行ベルトを使用している。この走行ベルト9も、縁出しコンベア8の直下位置で回転軸線を縁出しコンベア8の走行方向に向けた姿勢で設置している。又、この走行ベルト9も、左右に分割された2つの分割ベルト9c,9dを使用している。そして、この図21の実施例で使用した走行ベルト9(各分割ベルト9c,9d)でも、図1のローラ9(分割ローラ9a,9b)と同様に機能する。
【0111】
尚、図21の矩形布片展開装置において、図1のものと同符号を付している部分は、該図1の当該部分と同じものである。
【符号の説明】
【0112】
1は供給コンベア、2は吊上げ装置、3は仮保持装置、4は角端出し装置、5は角端取り装置、6は横引き装置、7は2位置保持装置、8は縁出しコンベア、9は載せ掛け材(ローラ又は走行ベルト)、10は載せ掛け装置、11は吊下げ装置、12は進退装置、13は芯出し装置、14は搬送コンベア、15はエアブロー装置、16は上下反転装置、17はエアブロー装置、21は吊上げ装置のチャック、31は仮保持装置のチャック、41は角端出し装置のチャック、43は台板、51は角端取り装置のチャック、61は横引き装置のチャック、71,72は2位置保持装置の各チャック、101,102は載せ掛け装置の各チャック、111は樋状受台、114,115は吊下げ装置の各チャック、161,162は上下反転装置の各チャック、Yは布片、Yaは布片角端、Ybは布片長辺側側縁である。
【技術分野】
【0001】
本願発明は、ランドリー工場等において、洗濯・乾燥後の丸まった状態の矩形布片をきれいに展開させるための展開方法に関し、特に主としてフェイスタオルやバスタオル等の比較的小面積の矩形布片を展開させるのに適した展開方法に関するものである。
【背景技術】
【0002】
ランドリー工場では、入荷したフェイスタオルやバスタオル(以下、矩形布片という)は、洗濯・乾燥後にきれいに折畳んで出荷されるが、洗濯・乾燥後の矩形布片は、丸まった状態で乾燥機から取出される。
【0003】
そして、従来では、山積み状態の矩形布片群から丸まった状態の矩形布片を1枚ずつ取り分け、その矩形布片を作業員が手作業で1つの短辺側側縁を捜し出して伸展させ、その伸展させた短辺側側縁を折畳み装置の投入コンベア上に載せた後、該矩形布片の後行側を短辺方向に広げて整形しながら折畳み装置側に送り込ませている。
【0004】
ところが、ランドリー工場では、1日に大量の矩形布片を展開処理をしなければならず、上記のように手作業による展開方法では、矩形布片の展開作業が面倒であるとともに、1枚当たりの処理時間が長くなって作業能率が悪いという問題があった。
【0005】
そこで、本件出願人の関連会社から、タオルのような矩形布片を自動で展開させる展開装置として図22〜図26に示すものが既に提案されている。尚、この図22〜図26に示す矩形布片の展開装置は、特開2002−113300号公報のものである。
【0006】
図22に示す公知の矩形布片展開装置は、供給コンベア1と、吊上げ装置2と、仮保持装置3と、角端出し装置4と、角端取り装置5と、横引き装置6と、2位置保持装置7と、縁出しコンベア8と、ローラ9と、載せ掛け装置10と、吊下げ装置11と、進退装置12と、芯出し装置13と、搬送コンベア14とを基本構成としている。図22に示す矩形布片展開装置の詳細は、特開2002−113300号公報に詳しく開示されているが、以下に概略を説明する。
【0007】
供給コンベア1は、丸めた状態の矩形布片(タオル)を順次吊上げ装置2の直下(貯留部1a)まで搬送するものである。尚、この供給コンベア1上には、洗濯・乾燥済みの矩形布片を作業員が手作業で1枚ずつ分離して、無造作に載置させるだけでよい。
【0008】
吊上げ装置2は、丸めた状態の矩形布片の任意の箇所をチャック21で保持して該布片を所定高さまで吊上げるためのものである。
【0009】
仮保持装置3は、吊上げ装置2で吊上げた布片を受け取って次の角端出し装置4に受け渡すものである。
【0010】
角端出し装置4は、仮保持装置3で吊下げている布片の任意の箇所をチャック41で保持して該布片を台板43上で水平方向(前後方向)に引き摺り、該台板43上に布片の終端部である布片角端を現出させるためのものである。
【0011】
角端取り装置5は、角端出し装置4により台板43上に現出させた布片角端付近をチャック51で保持し且つ該布片角端付近を保持して布片を垂れ下げ状態で支持するものである。
【0012】
横引き装置6は、角端取り装置5のチャック51で垂れ下げ支持している布片の上端角部付近をチャック61で保持して水平方向(前後方向)に横引きするためのものである。尚、この横引き装置6で横引きされた布片は、図23に示すようにチャック61で布片Yの一つの角端付近Yaが保持された状態で水平方向に横たわっており、且つ該横たわり布片Yの長辺側の一方の側縁Ybが略三角形状に垂れ下がるようになる。
【0013】
2位置保持装置7は、図23に示すように、横引き装置6で横たわらせた状態の布片Yの角端Ya付近とそこから適宜距離だけ離間する箇所の2位置を角端保持チャック71と中間部保持チャック72とで保持するものである。この2位置保持装置7は、両チャック71,72を昇降シリンダ74で昇降させ得るともに、該両チャック71,72を進退シリンダ75で左右に移動させ得るようになっている。
【0014】
縁出しコンベア8は、左から右に連続走行していて、2位置保持装置6(各チャック71,72)で保持した布片を載せて布片長辺側の一方の側縁(垂れ下げ側の側縁)Ybを現出させるものである。縁出しコンベア8の終端部(右端部)には、縁出しコンベア8で移送されてくる布片Yの先行側の側縁Ybを停止させるための載せ台82が設けられている。この載せ台82には、後述の2つのチャック101,102を侵入させる(図26参照)ための2つの切欠83,83が前後に所定間隔をもって設けられている。
【0015】
ローラ9は、縁出しコンベア8の終端側にあって該縁出しコンベア8の走行方向(前後方向)に向けて設置している。尚、このローラ9は、モータ91で可逆的に回転せしめられる。
【0016】
載せ掛け装置10は、縁出しコンベア8上に現出させた布片長辺部Ybにおける間隔をもった2位置を保持する各チャック101,102を有し且つ該各チャック101,102で保持した状態で布片Yをローラ9上を引き摺りながら該ローラ9上に載せ掛けするものである。
【0017】
吊下げ装置11は、ローラ9上に載せ掛けた布片の一方の短辺側端縁の各端部寄り2箇所を保持する各チャック114,115を有し且つ該各チャック114,115で布片短辺側端縁を保持して該布片を展開状態で吊下げるものである。
【0018】
進退装置12は、吊下げ装置11の各チャック114,115を前後方向に進退させるものである。
【0019】
芯出し装置13は、吊下げ装置11の両チャック114,115の位置を左右に微調整して、該両チャック114,115で吊下げられる布片を搬送コンベア14の所定位置に位置合わせ(芯出し)するためのものである。
【0020】
搬送コンベア14は、吊下げ装置11で吊下げている布片を受け取って展張状態で次の工程(折畳み工程)に移送するためのものである。
【0021】
そして、この公知例(図22)の矩形布片展開装置は、次のように作動する。
【0022】
供給コンベア1で搬送されてくる布片は、順次貯留部1aにおいて吊上げ装置2のチャック21で保持して所定高さまで吊上げ、その吊上げ布片を仮保持装置3で仮保持した後、該布片の任意の箇所を角端出し装置4のチャック41で保持して水平方向に引き摺って、台板43上に布片の終端部である布片角端を現出させ、台板43上に現出させた布片角端付近を角端取り装置5のチャック51で保持して布片を垂れ下げ状態で支持し、その垂れ下げ支持している布片の上端角部付近を横引き装置6のチャック61で保持して水平方向に横引きする。このとき、横引きされた布片は、図23に示すようにチャック61で布片Yの一つの角端付近Yaが保持された状態で水平方向に横たわっており、且つ該横たわり布片Yの長辺側の一方の側縁Ybが略三角形状に垂れ下がっている。
【0023】
次に、2位置保持装置7の各チャック71,72が昇降シリンダ74により下動されて(図23の符号71′72′の状態)、該各チャック71′,72′で横たわり状態の布片Yの上記2位置を保持し、その後、図24に示すように進退シリンダ75が縮小して両チャック71,72で布片Yの2位置を保持したまま該布片を縁出しコンベア8上まで移動させる。このとき、両チャック71,72で保持されている布片Yの下辺部Ybは、縁出しコンベア8の上面に接触しており、且つ該縁出しコンベア8が右側に走行していることにより、該布片下辺部Ybが縁出しコンベアの終端側(右側)に引っ張られて展張される。
【0024】
ところで、角端保持チャック71は布片の一つの角端付近Yaを保持している一方、中間部保持チャック72はそこから適宜距離だけ離間した布片短辺方向の不特定位置を保持している関係で、縁出しコンベア8に摺接する角端保持チャック71寄り側の布片下辺部(側縁)Ybが縁出しコンベア8の幅方向(コンベア走行方向と水平直交方向)に対してかなり傾斜した状態となることが多い。
【0025】
そして、図24の状態から2位置保持装置7の両チャック71,72が開放すると(両チャック71,72は同時に開放する)、図25に示すように布片Y全体が縁出しコンベア8上に載せられてコンベア終端側に移送され、該布片Yがコンベア終端部から載せ台82上に載せられると、そこで停止する。
【0026】
布片Yの先行側側縁Ybが載せ台82上に載せられるのに前後して、図26に示すように、載せ掛け装置10の両チャック101,102が載せ台82の各切欠83,83内に侵入し、該両チャック101,102で各切欠83,83に到達している布片先行側側縁Ybの2位置を保持する。
【0027】
その後、載せ掛け装置10の両チャック101,102が布片先行側側縁Ybの2位置を保持したまま右側に移動し、布片をローラ長さ方向に引き摺って該布片をローラ9上に跨がらせた状態で載せ掛ける。このとき、布片がローラ9の上面に接触しながら布片短辺方向に引き摺られ、布片がローラに載せ掛けられた状態では、布片短辺方向がきれいに伸展されている。
【0028】
次に、ローラ9上に載せ掛けた布片の一方の短辺側端縁の各端部寄り2箇所を吊下げ装置11の各チャック114,115で保持した後に、該両チャック114,115を所定距離だけ後方移動させる(ローラ9から離間させる)と同時に、ローラ9を送り出し方向に回転させることで、該布片を展開状態で吊下げることができる。
【0029】
そして、吊下げ装置11の両チャック114,115をさらに後方移動させて吊下げ布片を搬送コンベア14の始端部に接触させた後、該両チャック114,115を開放させることにより、布片を展張状態で搬送コンベア14上に載せることができる。尚、搬送コンベア14上で展開されている矩形布片は、そのまま折畳み装置の投入コンベア上に載せることができる。
【0030】
このように、図22〜図26に示す矩形布片展開装置を使用すると、多数枚の布片を順次自動で矩形に展張させることができる。
【先行技術文献】
【特許文献】
【0031】
【特許文献1】特開2002−113300号公報
【発明の概要】
【発明が解決しようとする課題】
【0032】
ところで、上記公知例(図22〜図26)の矩形布片展開装置では、図24に示すように2位置保持装置7の両チャック71,72で布片Yの2位置を保持して縁出しコンベア8上に移動したときに、角端保持チャック71が布片Yの1つの角端付近Yaを保持し且つ中間部保持チャック72がそこから適宜距離だけ離間した布片短辺方向の不特定位置を保持している関係で、縁出しコンベア8に摺接する角端保持チャック71寄り側の布片下辺部(側縁)Ybが縁出しコンベア8の幅方向(コンベア走行方向と水平直交方向)に対してかなり傾斜した状態となる。尚、この布片下辺部(側縁)Ybのコンベア幅方向に対する傾斜角度は、中間部保持チャック72による布片短辺方向の保持深さが毎回異なる関係でバラツキがある。
【0033】
そして、図24の状態から両チャック71,72が同時に開放すると、布片先行側の側縁(縁出しされた部分)Ybが図25に示すようにコンベア幅方向に対してかなり傾斜した状態で縁出しコンベア8上に載せられ、そのままの姿勢(布片先行側側縁Ybが傾斜した姿勢)でコンベア終端側に移送される。このように、布片先行側側縁Ybが傾斜状態のままで縁出しコンベア8上を移送されると、該布片先行側側縁Ybがコンベア終端部の載せ台82の各切欠83,83上に到達するのに時間差が生じ、図26に示すように両切欠83,83に布片先行側側縁Ybが達するのを待って、載せ掛け装置10の各チャック101,102を閉動作させる必要がある。この場合、各切欠83,83上に到達する布片先行側側縁Ybの時間差にはバラツキがある(布片先行側側縁Ybのコンベア幅方向に対する傾斜角度が大きいほど該時間差が長くなる)。
【0034】
従って、上記公知の矩形布片展開装置では、両チャック101,102を同時に閉作動させる際には、該両チャック101,102を閉塞させるタイミング(布片先行側側縁Ybが先に一方の切欠83上に到達した時点からの閉作動させるまでの遅れ時間)を正確に特定するのが難しく、しかも各側のチャック101,102で保持する布片先行側側縁Ybの保持深さに毎回バラツキが生じる。即ち、布片先行側側縁Ybが載せ台82上に乗り上げると、該載せ台82との摩擦力で布片先行側側縁Ybの進行が停止しようとするが、先に切欠83(符号102のチャックが待機している切欠)上に到達した部分の側縁Ybは縁出しコンベア8上に載っている後続の布片部分で押されてチャック102の手前で皺になり、もう1つの切欠83(符号101のチャックが待機している切欠)に該側縁Ybが到達した時点では、先に到達した部分のチャック102での保持深さが後に到達した部分のチャック101での保持深さより深くなる。
【0035】
そして、各側のチャック101,102で保持する布片先行側側縁Ybの保持深さにバラツキが大きいと、保持深さの浅い側のチャックの保持力が不足して途中で抜け出すことがあったり(ローラ9上への乗せ掛けに失敗する)、布片をローラ9上に載せ掛けたときに該布片の姿勢がローラ9上で大きく傾斜してしまう(後の布片姿勢修正作業に時間がかかる)という問題がある。
【0036】
本願発明は、上記した公知の矩形布片展開装置の問題点に鑑み、2位置保持装置の各チャックで保持していた布片を縁出しコンベア上に載せる際に、布片先行側側縁をコンベア幅方向と略平行に向けることができるようにした矩形布片展開方法を提供することを目的としている。
【課題を解決するための手段】
【0037】
本願発明は、上記課題を解決するための手段として次の構成を有している。
【0038】
[本願請求項1の発明]
本願請求項1の発明は、洗濯・乾燥後の矩形布片を展開させるための展開方法を対象にしている。そして、本願請求項1の矩形布片展開方法では、次の各工程を行う。尚、本願の矩形布片展開方法は、図1に示す実施例の展開装置を使用して行うが、図22に示す公知例の展開装置を使用しても行える。
【0039】
本願請求項1の矩形布片展開方法では、まず、矩形布片の1つの角端を現出させるが、この布片角端現出作業は、例えば作業員が手作業で1つの角端を捜し出すようにしてもよく、あるいは上記公知例と同様に、吊上げ装置と、仮保持装置と、角端出し装置と、角端取り装置を用いて、丸めた状態の矩形布片から自動で1つの角端付近を現出させるようにしてもよい。
【0040】
次に、現出させた1つの布片角端付近を保持して該布片を略水平方向に横たわらせる。この工程では、現出させた1つの角端付近をチャックで受け取って布片を台板上に摺らしながら略水平方向に引くことで、該布片を略水平方向に横たわらせることができる。尚、矩形布片を横たわらせた状態では、該布片の長辺方向に長くなっている。
【0041】
次に、その横たわった状態の布片の角端付近とそこから適宜距離だけ離間する箇所の2位置を角端保持チャックと中間部保持チャックとで保持する。このように、横たわっている矩形布片の2位置を2つのチャックで保持して持ち上げると、布片における非保持部分が垂れ下がる。この垂れ下がり部分は、1つの角端を最下端とする三角形状になり、下端縁として布片長辺側の一方の側縁が三角形状に現出する。
【0042】
次に、その2位置を保持したまま布片の垂れ下がり部を走行する縁出しコンベア上に載せて布片長辺側の一方の側縁(垂れ下がり側の側縁)を所定長さだけ縁出しコンベア上に現出させる。尚、布片の垂れ下がり部を縁出しコンベア上に載せると、該縁出しコンベアが走行していることにより、該布片垂れ下がり部における縁出しコンベアに接触する部分が引き摺られて、一方の長辺側側縁が直線状に現出するようになるが、このとき縁出しコンベアに接触する布片側縁は、縁出しコンベアの幅方向に対してかなりの角度(例えば20°〜40°)だけ傾斜している場合が多い。
【0043】
次に、縁出しコンベア上に載せられる布片の先行側側縁の前記所定長さ範囲が縁出しコンベアの幅方向に対して略平行に現出するように角端保持チャックを中間部保持チャックより所定時間遅れて開放させて布片全体を縁出しコンベア上に載せる。このとき、縁出しコンベア上に載せた布片の先行側側縁における前記所定長さ範囲は、当初は縁出しコンベアの幅方向に対して傾斜しているが、上記両チャックの開放タイミングに時間差をもたせることにより、傾斜側縁の先行側(角端保持チャックによる保持側)を停止させた状態で後行側の側縁を前進させることができ、それによって布片先行側側縁の所定長さ範囲をコンベア幅方向と略平行に向けることができる。そして、縁出しコンベア上に載せた布片は、先行側側縁の所定長さ範囲がコンベア幅方向に略平行姿勢のままで縁出しコンベアの終端側に移送される。
【0044】
次に、縁出しコンベア上に現出させた布片先行側側縁における間隔をもった所定長さ範囲を保持して載せ掛け材上を引き摺って、該布片を載せ掛け材上に載せ掛ける。尚、縁出しコンベア上の布片先行側側縁の上記所定長さ範囲は、間隔をもった2つのチャックで保持させてもよく、あるいは上記所定長さ範囲をもつ1つのチャックで保持させてもよい。そして、上記布片先行側側縁における間隔をもった所定長さ範囲を保持して載せ掛け材上を引き摺ると、布片における載せ掛け材接触部分が布片短辺方向に伸展し、布片が載せ掛け材に載せ掛けられた状態では、布片短辺方向がきれいに伸展されている。ここで使用される載せ掛け材としては、ローラ又は上下向きの走行ベルトが好ましい。そして、載せ掛け材にローラ又は上下向きの走行ベルトを使用した場合には、その回転軸線を縁出しコンベアの走行方向と平行に向けて設置することが好ましいが、該載せ掛け材をその回転軸線が縁出しコンベアの走行方向に対して角度をもった状態で設置してもよい。その場合は、布片先行側側縁における間隔をもった所定長さ範囲を載せ掛け材の回転軸線方向に移動させるようにする。又、載せ掛け材にローラ又は上下向きの走行ベルトを使用した場合には、布片が載せ掛け材を跨いだ状態で載せ掛けられるようにするとよい。
【0045】
次に、載せ掛け材上に載せ掛けた布片の一方の短辺側端縁の各端部寄り2箇所を保持して該布片を展開状態で吊下げる。このとき、一方の短辺側端縁の各端部寄り2箇所を含む該短辺側端縁の所定長さ範囲(例えば短辺側端縁の全長)を保持して吊下げるようにしてもよい。この場合、短辺側の保持部分を載せ掛け材から引き離すことにより布片を載せ掛け材から外すが、このとき載せ掛け材を布片送り出し方向に回転させることで、布片を載せ掛け材上からスムーズに外すことができる。
【0046】
このように、矩形布片の短辺側の各端部寄り2箇所を保持した状態で吊下げると、該布片が自重により矩形に展開するようになる。そして、展開された矩形布片は、そのまま折畳み装置側への搬送コンベア上に載せることができる。
【0047】
本願請求項1の矩形布片展開方法では、矩形布片の1つの角端を現出させた後、吊下げ装置で矩形布片を展開状態で吊下げる最終工程までを自動で行えるようになっている。
【0048】
又、角端保持チャックと中間部保持チャックとで布片の2位置を保持した状態で布片の垂れ下がり部を縁出しコンベア上に載せると、該縁出しコンベアに接触する布片長辺側側縁の所定長さ範囲が縁出しコンベア上においてコンベア幅方向に対してかなり傾斜した状態で接触しているが、各チャックの開放タイミングを、中間部保持チャックが先で角端保持チャックがそれより所定時間遅れて開放させることにより、縁出しコンベア上に載せられる布片の先行側側縁の所定長さ範囲が縁出しコンベアの幅方向に対して略平行に現出するようになる。尚、角端保持チャックの開放タイミングの遅延時間は、縁出しコンベアの走行スピードに関連して設定されるが、縁出しコンベアの走行スピードが例えば20m/分であれば、該遅延時間を例えば0.5〜1.0秒程度の範囲に設定するとよい。
【0049】
そして、上記のように、布片先行側側縁の所定長さ範囲を縁出しコンベアの幅方向に対して略平行に向けた状態で移送すると、次に布片先行側側縁の間隔をもった所定長さ範囲をチャックで保持する際に、該チャックによる布片先行側側縁の保持深さがほぼ同等になる。
【0050】
[本願請求項2の発明]
本願請求項2の発明は、上記請求項1の矩形布片展開方法において、角端保持チャックと中間部保持チャックで布片の2位置を保持して布片を縁出しコンベア上に載せる際に、該各チャックを縁出しコンベアの始端側からの終端側に移動させた後、各チャックを所定小長さだけ縁出しコンベアの始端側に戻すように作動させることを特徴としている。
【0051】
ところで、角端保持チャックと中間部保持チャックとで布片の2位置を保持して該布片を吊下げたときには、布片垂れ下がり部分が絡まっていることがある。
【0052】
そこで、本願請求項2のように、各チャックで布片の2位置を保持して縁出しコンベアの始端側からの終端側に移動させた後、各チャックを所定小長さだけ縁出しコンベアの始端側に戻すように作動させる(しゃくる動作をする)ことにより、布片を縁出しコンベア上に落とす前に布片垂れ下がり部分の絡みをほぐす(捌く)ことができる。
【0053】
[本願請求項3の発明]
本願請求項3の発明は、上記請求項1又は2の矩形布片展開方法において、角端保持チャックと中間部保持チャックで布片の2位置を保持して該布片を縁出しコンベア上に載せる際に、布片の垂れ下がり部に対してエアを吹き付けることを特徴としている。
【0054】
ところで、角端保持チャックと中間部保持チャックとで布片の2位置を保持して該布片を吊下げたときに、布片垂れ下がり部分が絡まっていたり皺になっていることがある。
【0055】
そこで、本願請求項3のように、布片を縁出しコンベア上に載せる際に、布片の垂れ下がり部に対してエアを吹き付けることにより、布片を縁出しコンベア上に落とす前に布片垂れ下がり部分の絡みや皺をほぐす(捌く)ことができる。
【発明の効果】
【0056】
[本願請求項1の発明の効果]
本願請求項1の矩形布片展開方法では、矩形布片の1つの角端を現出させた後、矩形布片を展開状態で吊下げる最終工程までを自動で行えるので、該布片を展張させるための作業に人手が不要になる。
【0057】
又、この請求項1の発明では、角端保持チャックと中間部保持チャックとで布片の2位置を保持した状態で布片の垂れ下がり部を縁出しコンベア上に載せたときに、縁出しコンベアに接触する布片長辺側側縁の所定長さ範囲が縁出しコンベア上においてコンベア幅方向に対して傾斜状態で接触しているが、各チャックの開放タイミングを、中間部保持チャックが先で角端保持チャックがそれより所定時間遅れて開放させることにより、縁出しコンベア上に載せられる布片の先行側側縁の所定長さ範囲が縁出しコンベアの幅方向に対して略平行に現出させることができる。そして、縁出しコンベア上において布片先行側側縁の所定長さ範囲を縁出しコンベアの幅方向に対して略平行に向けた状態で移送すると、次に布片先行側側縁における間隔をもった所定長さ範囲をチャックで保持する際に、該チャックによる布片先行側側縁の保持深さがほぼ同等になる。
【0058】
従って、本願請求項1の発明では、縁出しコンベア上の布片先行側側縁の所定長さ範囲
をチャックで受け取る際に、該チャックによる布片側縁の保持が失敗しなくなるとともに、次の工程の載せ掛け材に布片を載せ掛けたときに該布片が傾きのない正常姿勢になるという効果がある。
【0059】
[本願請求項2の発明の効果]
本願請求項2の発明では、角端保持チャックと中間部保持チャックで布片の2位置を保持して布片を縁出しコンベア上に載せる際に、該各チャックを縁出しコンベアの始端側からの終端側に移動させた後、各チャックを所定小長さだけ縁出しコンベアの始端側に戻すように作動させる(所謂しゃくる動作)ようにしているので、布片を縁出しコンベア上に落とす前に布片垂れ下がり部分の絡みをほぐす(捌く)ことができる。
【0060】
従って、この請求項2の発明では、上記請求項1の効果に加えて、布片を縁出しコンベア上に落とす前に布片垂れ下がり部分を三角形状に展張させることができ、次の工程の角端保持チャックと中間部保持チャックの開放時において布片先行側側縁の所定長さ範囲を直線状に延ばした状態で縁出しコンベア上に落とすことができるという効果がある。尚、布片先行側側縁の所定長さ範囲を直線状に延ばし且つ上記請求項1で説明したように布片先行側側縁の所定長さ範囲をコンベア幅方向に対して平行に向けて搬送すると、次の工程において縁出しコンベア上の布片先行側側縁の所定長さ範囲をチャックで受け取る際に、該チャックによる保持部分を一層均一深さに保持できるようになる。
【0061】
[本願請求項3の発明の効果]
本願請求項3の発明では、角端保持チャックと中間部保持チャックで布片の2位置を保持して該布片を縁出しコンベア上に載せる際に、布片の垂れ下がり部に対してエアを吹き付けるようにしているので、布片垂れ下がり部分に絡みや皺があっても、それらを吹き付けエアでほぐす(捌く)ことができる。
【0062】
従って、この請求項3の発明では、上記請求項1又は2の効果に加えて、布片を縁出しコンベア上に落とす前に布片垂れ下がり部分をより一層きれいに三角形状に展張させることができ、次の工程の角端保持チャックと中間部保持チャックの開放時において布片先行側側縁の所定長さ範囲をより一層直線状に延ばした状態で縁出しコンベア上に落とすことができるという効果がある。
【図面の簡単な説明】
【0063】
【図1】本願実施例の矩形布片展開方法を行うための矩形布片展開装置の全体斜視図である。
【図2】図1の矩形布片展開装置におけるII矢視図である。
【図3】図1の矩形布片展開装置におけるIII矢視図である。
【図4】図1の展開装置の供給コンベア、吊上げ装置、仮保持装置部分の拡大斜視図である。
【図5】角端出し装置を含む図4からの状態変化図である。
【図6】図5からの状態変化図である。
【図7】角端取り装置及び縁出しコンベアを含む図6からの状態変化図である。
【図8】横引き装置及び2位置保持装置を含む図7からの状態変化図である。
【図9】図8からの状態変化図である。
【図10】図9からの状態変化図である。
【図11】図10からの状態変化図である。
【図12】図11からの状態変化図である。
【図13】図12からの状態変化図である。
【図14】図13からの状態変化図である。
【図15】ローラ(載せ掛け材)及び載せ掛け装置を含む図14からの状態変化図である。
【図16】図15からの状態変化図である。
【図17】図16からの状態変化図である。
【図18】図17からの状態変化図である。
【図19】図18からの状態変化図である。
【図20】図19からの状態変化図である。
【図21】載せ掛け材として走行ベルトを採用した図1の展開装置の変形例である。
【図22】公知の矩形布片展開装置の全体斜視図である。
【図23】図22の展開装置の横引き装置、2位置保持装置、縁出しコンベア部分の拡大斜視図である。
【図24】ローラを含む図23からの状態変化図である。
【図25】図24からの状態変化図である。
【図26】図25の一部拡大斜視図である。
【発明を実施するための形態】
【実施例】
【0064】
図1〜図22を参照して本願実施例の矩形布片展開方法及び該展開方法を行うための矩形布片展開装置を説明する。図1にはこの実施例の矩形布片展開装置の全体図を示し、図2〜図21には図1の矩形布片展開装置の個別装置部分を示し、図22には図1の変形例を示している。又、以下の説明で、前、後、左、右の各方向は、図1の状態での各方向を示すものである。
【0065】
図1の矩形布片展開装置は、
洗濯・乾燥後の矩形布片Yを順次処理すべき所定位置まで供給するための供給コンベア1と(図1、図4)、
供給コンベア1で所定位置に供給された布片Yを所定高さまで吊上げる吊上げ装置2と(図1、図4)、
吊上げ装置2で吊上げた布片Yを吊上げ状態のまま一時的に受け取って仮保持する仮保持装置3と(図1、図4、図5)、
仮保持装置3で吊下げている布片Yの任意の箇所を保持して該布片Yを台板43上で水平方向に引き摺って、該布片Yの終端部である布片角端Yaを現出させる角端出し装置4と(図1、図5〜図7)、
台板43上に現出させた布片角端Ya付近を保持し且つ該布片角端Ya付近を保持して布片Yを垂れ下げ支持し得る角端取り装置5と(図1〜図3、図7、図8)、
角端取り装置5で垂れ下げ支持している布片Yを略水平方向に横たわらせる横引き装置6と(図1〜図3、図8、図9)、
横たわった状態の布片Yの角端Ya付近とそこから適宜距離だけ離間する箇所の2位置を同高さで保持する2位置保持装置7と(図1〜図3、図8〜図14)、
該2位置保持装置7で保持した布片Yを載せて布片長辺側の一方の側縁Ybを現出させ得る縁出しコンベア8と(図1〜図3、図8〜図15)、
該縁出しコンベア8部分に設置されていて、2位置保持装置7で保持した布片Yを縁出しコンベア8上に移動させる際に、布片Yの垂れ下がり部分に向けてエアA(図2)を吹き付けるエアブロー装置15と(図1〜図2、図8〜図15)、
縁出しコンベア8の直下方にあって該縁出しコンベア8の走行方向に向けて設置したローラ9と(図1〜図3、図15〜図20)、
該縁出しコンベア8の終端部において縁出しコンベア8上で縁出しされた布片先行側側縁Ybの2位置を保持する各チャック161,162を有し且つ該各チャック161,162を上下に弧回動させる上下反転装置16と(図1〜図3、図12〜図15)、
該上下反転装置16で下方に弧回動される布片Yに対してエアB(図2)を吹き付けるエアブロー装置17と(図1〜図3、図15)、
上下反転装置15の各チャック161,162から布片を受け取って布片長辺部Ybの2位置を保持する2つのチャック101,102を有し且つ該布片Yをローラ9上を引き摺りながら該ローラ9上に載せ掛けする載せ掛け装置10と(図1〜図3、図15〜図17)、
ローラ9上に載せ掛けた布片Yの一方の短辺側端縁Ycの各端部寄り2箇所を保持する各チャック114,115を有し且つ該各チャック114,115で布片短辺側端縁Ycを保持して該布片Yを展開状態で吊下げ得る吊下げ装置11と(図1、図3、図16〜図20)、
該吊下げ装置11を、ローラ9に載せ掛けている布片Yの短辺側端縁Ycを受取る前進位置(図16〜図17)と吊下げ装置11で保持した布片Yを次工程側(搬送コンベア14上)に移乗させる後退位置(図3、図19)との間で前後に進退させる進退装置12と(図1、図3、図16〜図20)、
吊下げ装置11に吊下げられた展開状態の布片Yを前記搬送コンベア14の中心に位置合わせするための芯出し装置13と(図1、図13、図20)、
吊下げ装置11から展開状態の布片Yを受け取って次工程側(折畳み装置側)に搬送するための搬送コンベア14(図1、図3、図15〜図20)、
とを有して構成されている。尚、これらの各装置(符号1〜16の各装置)は、図示しないフレーム枠(機枠)内に設置されている。
【0066】
供給コンベア1(図1、図4)は、運転中は連続走行しており、該供給コンベア1上には洗濯・乾燥後の丸まったままの矩形布片Yが投下される。供給コンベア1の終端部には、貯留部1aがあり、供給コンベア1で搬送されてくる各布片Yが順次貯留部1aに一時的に貯留される。
【0067】
吊上げ装置2(図1、図4)は、布片Yの任意箇所を保持するチャック21と該チャック21を昇降させる昇降装置22とを有している。そして、この吊上げ装置2は、昇降装置22によりチャック21を最下動(図4に実線図示位置)させたときに、該チャック21が貯留部1aに貯留されている布片Yに接触して該チャック21で布片Yの接触部分を保持するようになっている。尚、チャック21による布片保持部分は任意の箇所でよい。又、昇降装置22が上昇作動すると、チャック21で布片Yを保持したまま該チャックが図4の鎖線図示高さ(符号21′)まで上動し、1枚の布片Yを吊下げ状態で支持するようになっている。尚、チャック21の上動位置(図4に鎖線図示する符号21′の高さ)は、予め定位置に設定されている。
【0068】
仮保持装置3(図1、図4〜図5)は、チャック31と該チャック31を前後方向に進退させる進退装置(伸縮シリンダ)32とを有している。そして、この仮保持装置3は、吊上げ装置2のチャック21が最上動したとき(あるいは最上動位置にある布片Yを検出器で検出したとき)に伸縮シリンダ32が伸長し、チャック31が図2に鎖線図示(符号31′)する位置まで前進して、吊上げ装置2で吊上げられた布片Yの上端部付近を仮保持装置3のチャック31で受取ることができ(そのとき吊上げ装置2側のチャック21′は開放する)、その後、伸縮シリンダ32が縮小して、図5に示すようにチャック31で布片Yを吊下げたまま所定位置まで後退するようになっている。尚、チャック31から吊下げられている布片Yの最下端(図5の符号Ya)には、布片の1つの角端が現出することがほとんどである。
【0069】
角端出し装置4(図5〜図7)は、図5に示すように、仮保持装置3のチャック31により後退位置で吊下げ保持されている布片Yを受取るチャック41と、該チャック41を前後に進退させる進退装置(伸縮シリンダ)42と、布片Yを受ける台板43と、台板43上を引き摺られる布片Yの終端部(角端Ya)を検出する検出器(光電管)44,44と、台板43上に布片Yの終端部(角端Ya)付近を押える押え板48と、該押え板48を上下動させる伸縮シリンダ49と、上下一対の挟みローラ45,46と、上ローラ45を下ローラ46に対して開閉させる伸縮シリンダ47、とを備えている。台板43の後端縁と下ローラ(定位置ローラ)46間には、後述する角端取り装置5のチャック51が侵入するスペースがある。
【0070】
そして、この角端出し装置4は、次のように作動する。まず、図5に示すように仮保持装置3のチャック31が布片保持状態で後退位置まで作動したときに、伸縮シリンダ42が伸長してチャック41が前進し、該チャック41で仮保持装置3のチャック31から吊下げられてた布片Yを保持し(このとき仮保持装置3側のチャック31は開放する)、続いて伸縮シリンダ42が縮小して布片Yを保持したままチャック41が後退する。そのとき布片Yは台板43上を引き摺られていき、該チャック41が上下挟みローラ45,46の挟持部を後方に通過した時点で上ローラ45が閉じ(図6の符号45′)、チャック41が開放し、上下両ローラ45,46が布片送り込み方向に回転し、台板43上を引き摺られる布片Yの終端部(角端Yaとなる)が検出器44,44で検出されると、両ローラ45,46の回転が停止し、伸縮シリンダ47が伸長して押え板48で該布片終端部Ya付近を台板43上に押え付け(図6の符号48′の状態)、その後、図7に示すように上ローラ45が元の開放位置まで上動する。図7の状態では、押え板48(及び台板43の後端縁)と下ローラ46間に布片Yの終端部付近が横たわっている。
【0071】
尚、この実施例では、吊上げ装置2で吊上げた布片Yを一旦仮保持装置3で仮保持した後、角端出し装置4のチャック41で保持替えするようにしているが、他の実施例では仮保持装置3を省略して、吊上げ装置2で吊上げている布片Yを直に角端出し装置4のチャック41で保持するようにしてもよい。
【0072】
角端取り装置5(図7、図8)は、チャック51と該チャック51を左右方向に進退させる進退装置(伸縮シリンダ)52とを有している。そして、この角端取り装置5は、図7に示すように前記角端出し装置4の台板43と下ローラ46間に布片Yの終端部(角端Ya)付近が保持されたときに、伸縮シリンダ52が伸長してチャック51が鎖線図示(符号51′)するように左方向に前進し、該チャック51′で布片角端Ya付近を保持する。その後、角端出し装置4の押え板48が上動(押え解除)し、伸縮シリンダ52が縮小して、図6に示すようにチャック51で布片角端Ya付近を保持して布片Yを垂れ下げたまま右方向に後退するように作動する。
【0073】
角端取り装置5の伸縮シリンダ52が縮小した状態でのチャック51の下方後側直近位置には、台板53が設けられている。この台板53は、次に説明する横引き装置6で布片上端部(角端Ya)付近を受取って後側に移動させたときに、該布片Yの終端側を支持するためのものである。
【0074】
尚、この実施例では、矩形布片Yの1つの角端Yaを現出させるのに、上記吊上げ装置2、仮保持装置3、及び角端出し装置4を用いて、丸めた状態の矩形布片から自動で角端出しを行えるようにしているが、この布片角端出し作業は、例えば丸めた状態の布片Yから作業員が手作業で1つの角端を捜し出すようにしてもよい。その場合は、捜し出した布片角端Yaを作業員の手で角端取り装置5のチャック51に受け取らせたりあるいは直接後述の横引き装置6のチャック61に受け取らせるようにするとよい。
【0075】
横引き装置6(図8、図9)は、チャック61と該チャック61を前後方向に進退させる進退装置(伸縮シリンダ)62とを有している。そして、この横引き装置6は、図8に示すように角端取り装置5のチャック51が布片Yを保持して後退したときに、横引き装置6の伸縮シリンダ62が伸長してチャック61が鎖線図示(符号61′)するように前方向に前進し、該チャック61′で布片上端部(角端Ya)付近を保持する。その後、角端取り装置5のチャック51が開放し、伸縮シリンダ62が縮小して、図9に示すようにチャック61で布片角端Ya付近を保持して布片Yを台板53上を引き摺りながら後側に後退する。このとき、布片Yは、図9に示すように後退位置のチャック61と台板53との間で略水平方向に横たわっており、且つチャック61で布片の1つの角端Yaを保持しているので、長辺側の側縁Ybが三角形状に垂れ下がっている。
【0076】
台板53の右端部の近傍位置には、モータ81によって駆動される縁出しコンベア8が設置されている。この縁出しコンベア8は、図8〜図15に示すように、複数(図示例では7本)の細ベルト8a,8a・・をそれぞれ小幅の隙間8b,8b・・をもたせて並置したものである。尚、この縁出しコンベア8は右方向に連続走行する。この縁出しコンベア8の前縁(始端部)は、横引き装置6で横たわらせた布片Yの直下よりやや右側に位置させている。
【0077】
縁出しコンベア8の終端部には、小幅のプレート84が設置されている。このプレート84には、縁出しコンベア8上を移送されてくる布片Yの先行側側縁Ybを検出する2つの検出器85,85が設けられている。この各検出器85,85は、布片先行側側縁Ybを検出して、後述する上下反転装置16の各チャック161,162を閉作動させるための信号をコントローラ(図示省略)に発信するものである。尚、縁出しコンベア8上を移送されてくる布片Yは、移動慣性によりこのプレート84を容易に乗り越え得るようになっている。
【0078】
2位置保持装置7(図8〜図13)は、連結板73に前後方向に所定間隔をもって取付けた2つのチャック(角端保持チャック71と中間部保持チャック72)と、該各チャック71,72を昇降させる昇降シリンダ74と、各チャック71,72を昇降シリンダ74ごと左右に進退させる進退シリンダ75とを有している。
【0079】
図9に示すように、角端保持チャック71は横引き装置6で横たわらせた布片Yの後側端部(角端)Yaを保持し得る位置にあり、中間部保持チャック72は該横たわらせた布片Yのかなり前側寄りの適所を保持し得る位置にある。尚、この実施例では、中間部保持チャック72の掴み片は角端保持チャック71の掴み片より長いものを使用している。
【0080】
昇降シリンダ74は、その縮小状態では各チャック71,72を横たわらせた布片Yの上方位置で待機させ(図9の実線図示状態)、伸長状態では各チャック71,72が図9に鎖線図示(符号71′、72′)するように横たわらせた布片Yの上縁を保持し得る位置まで降下するようになっている。
【0081】
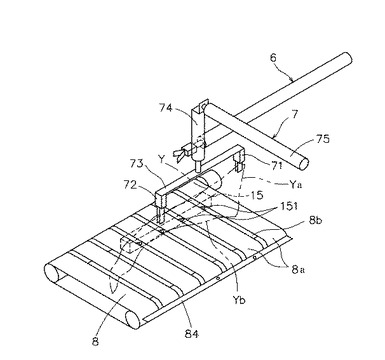
進退シリンダ75は、図8及び図9に示す最伸長状態と、図10に示す最縮小状態と、該最縮小状態から若干長さだけ伸長した小伸長状態(図11〜図14)との3つの状態に伸縮変化するようになっている。そして、この進退シリンダ75は、図8及び図9に示す最伸長状態では各チャック71,72が横引き装置6で横たわらせた布片Yの直上方に位置する一方、図10に示す最縮小状態及び図11〜図14に示す小伸長状態ではそれぞれ各チャック71,72が後述の縁出しコンベア8上に位置するようになっている。又、この進退シリンダ75は、最伸長状態(図8、図9)から最縮小状態(図10)まで一気に高速で縮小した後、図11に示すように直ちに小長さだけ伸長するように作動する。即ち、進退シリンダ75が最伸長状態では両チャック71,72が図2の実線図示位置にあり、昇降シリンダ74が伸長して両チャック71,72で横たわり布片の2位置を保持した後、昇降シリンダ74が縮小しながら進退シリンダ75が高速で最縮小して各チャックを図2の符号71′,72′の位置まで高速移動させ、その直後に進退シリンダ75が小伸長して各チャックを符号71″,72″の位置に戻すようになっている。
【0082】
この2位置保持装置7の動作時には次の機能が発生する。即ち、図9に鎖線図示するように両チャック71′,72′で布片上辺部の2位置を保持した後、両チャックを図10の位置まで高速移動させると、布片Yの垂れ下がり部分に空気抵抗が生じて該布片垂れ下がり部分に展張作用が働き、さらに進退シリンダ75が最縮小した直後に図11に示すように進退シリンダ75が小伸長することで、布片垂れ下がり部分にしゃくり作用が発生する。従って、該布片垂れ下がり部分に絡みや皺があっても、該垂れ下がり部分をきれいに三角形状に展張できるという機能が生じる(捌き効果が生じる)。
【0083】
又、この縁出しコンベア8の上下ベルト間には、その始端部寄り位置にエアブロー装置15が設置されている。このエアブロー装置15には、各細ベルト8a,8a・・間の隙間8Bb,8b・・に対応する位置にそれぞれノズル151,151・・が配置されている。各ノズル151,151・・からは、図2に矢印Aで示すように縁出しコンベア8の上面走行部の下面からコンベア終端側の斜め上方に向けてエアを吹き出すようになっている。
【0084】
そして、このエアブロー装置15は、図9に鎖線図示するように2位置保持装置7の各チャック71′,72′で布片Yの2位置を保持した後、図10に示すように布片Yを縁出しコンベア8上まで移動させる間に(あるいは図11に示すように各チャック71,72を小長さだけコンベア始端側に戻すまでの間に)、各ノズル151,151・・から布片の垂れ下がり部分に向けてエアA(図2)を吹き出させるようにする。このように、エアブロー装置15からのエアA(図2)を布片垂れ下がり部分に吹き付けると、2位置保持装置7の動作による上記の布片垂れ下がり部分の展張機能に加えて、該布片垂れ下がり部分をより一層展張させることができる。
【0085】
ところで、この2位置保持装置7は、横引き装置6で横たわらせた布片Yの2位置を各チャック71,72で保持して(図9の鎖線図示状態)、該布片Yを縁出しコンベア8上に載せるものであるが、図11に示すように布片Yの2位置を両チャック71,72で保持して縁出しコンベア8上に移動したときに、縁出しコンベア8に摺接する角端保持チャック71寄り側の布片下辺部(側縁)Ybが縁出しコンベア8の幅方向(コンベア走行方向と水平直交方向)に対してかなり傾斜した状態となる。そして、このまま両チャック71,72を同時に開放させると、上記「発明が解決しようとする課題」の項で説明したように、縁出しコンベア8上を布片先行側側縁Ybが傾斜したまま搬送されて、次工程で2つのチャック(161,162)で布片先行側側縁Ybの2位置を保持するときの各保持深さが異なるという問題が発生する。
【0086】
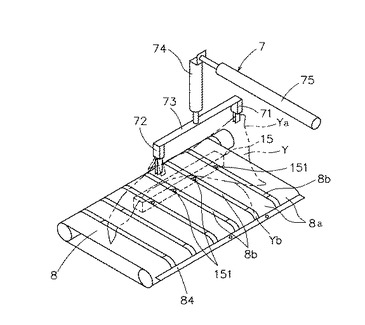
そこで、本願では、2位置保持装置7の各チャック71,72の開放タイミングを、縁出しコンベア8上に載せられる布片の先行側側縁Ybにおける角端保持チャック71寄り側の所定長さ範囲(例えば25〜35cmの長さ範囲)が縁出しコンベア8の幅方向に対して略平行に現出するように、角端保持チャック71を中間部保持チャック72より所定時間遅れて開放させるようにしている。尚、この各チャック71,72の開放タイミング(時間差)は、縁出しコンベア8の走行スピードに関連して設定されるが、該縁出しコンベア8の走行スピードが例えば20m/分であれば、中間部保持チャック72が開放後の角端保持チャック71の開放遅延時間を例えば0.5〜1.0秒程度の範囲に設定する。
【0087】
2位置保持装置7における両チャック71,72の具体的な開放タイミングを図11〜図13を参照して説明すると、図11に示すように両チャック71,72で布片Yの2位置を保持して縁出しコンベア8上に移動させた状態では、縁出しコンベア8上に接触している垂れ下がり部分の側縁Ybがかなり傾斜している。尚、この状態では、布片Yの離間する2位置を各チャック71,72で保持しているので、布片垂れ下がり部分の下部が縁出しコンベア8に接触していても、その側縁Ybの傾斜状態(三角形状態)は変化しない。そして、図11の状態から、中間部保持チャック72のみを開放させると、図12に示すように布片Yが角端保持チャック71の1点で保持されたまま布片非保持部分が縁出しコンベア8上に落下する。すると、縁出しコンベア8が走行していることにより、布片先行側側縁Ybにおける角端保持チャック71で保持された部分はそのままで他の部分がコンベア終端側に移送されて、図13に符号Ybで示すように角端保持チャック71で保持された状態の布片Yの先行側側縁Ybがコンベア幅方向と略平行になる時点がある(時間にして中間部保持チャック72の開放時点から0.5〜1.0秒後)。そして、該布片先行側側縁Ybがコンベア幅方向と略平行になる時点で角端保持チャック71を開放させると、布片全体が図13に符号Y′で示すように縁出しコンベア8上に載せられ、布片先行側側縁Ybにおける後側寄りの所定長さ範囲(例えば25〜35cm)がコンベア幅方向に略平行に向いた状態でコンベア終端側に移送される。尚、縁出しコンベア8上を移送される布片Yは、コンベア終端部に設けているプレート84を乗り越えて進行する。
【0088】
縁出しコンベア8の終端部には、図1〜図3及び図12〜図15に示すように、縁出しコンベア8で移送される布片Yの前縁部Ybを保持して下方に反転させる上下反転装置16が設けられている。
【0089】
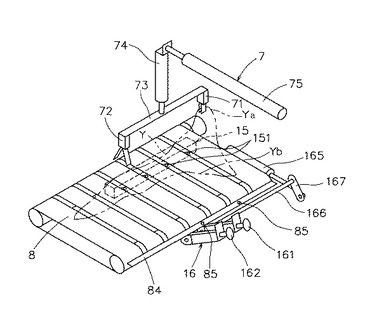
この上下反転装置16は、前後に所定小間隔(例えば10〜15cm間隔)をもった2位置に2つのチャック161,162を有しているとともに、該各チャック161,162を上下に弧回動させる回動シリンダ165を有している。この各チャック161,162は、適宜長さ(例えば10cm)を有した伸縮部の各基端部を共通の軸166に固定していて、該軸166をリンク167を介して回動シリンダ165で回動させることによって上下に反転させ得るようになっている。尚、この上下反転装置16は、上記2つのチャック161,162に代えて、該両チャック161,162の間隔をもった長さを有する前後長さの長い1つのチャックを使用してもよい。
【0090】
この上下反転装置16は、次のように作動する。即ち、縁出しコンベア8上を移送されてくる布片先行側側縁Ybがプレート84の各検出器85,85上に達するまでは、各チャック161,162が、図12〜図14(及び図2の実線図示)に示すようにプレート84の下方直近位置において略横向き(やや上方傾斜)姿勢で待機しており、縁出しコンベア8上を移送される布片Yの先行側側縁Ybがプレート84の各検出器85,85に達すると、該検出器85,85からの信号で所定タイマー後に(布片先行側側縁Ybが図14に示すように開放状態にある各チャック161,162の掴み部に侵入した時点で)各チャック16,162を閉動作(図14の符号161′,162′)させて該各チャック161,162でそれぞれ布片先行側側縁Ybを保持する。そして、その直後に回動シリンダ165が縮小して、各チャック161,162で布片側縁Ybを保持したまま該各チャック161,162が下方に高速で弧回動して、図15(及び図2の符号161′,162′)に示す下向き姿勢になる。このとき、各チャック161,162で保持されていた布片Yは、急速に下方に振り降ろされて(布片短辺方向に捌き作用が発生する)図15に符号Yで示すように垂れ下げられる。そして、下向き姿勢で布片側縁Ybを保持している各チャック161,162(図15)は、布片側縁Ybの各保持部を後述する載せ掛け装置10の各チャック101,102に受け渡した時点で開放し、その直後に上方に弧回動して元の待機位置まで戻される。
【0091】
上下反転装置16の各チャック161,162の下方近傍位置には、該各チャック161,162で下方に振り降ろされる布片Yの左側から該布片Yに向けてエアB(図2)を吹き付けるエアブロー装置17(図1〜図3、図15)が設けられている。そして、このエアブロー装置17は、図15に示すように上下反転装置16の各チャック161,162で布片Yを下方に振り降ろした際に、該布片Yに対して左側からエアB(図2)を吹き付けることによって、該布片Yの絡まり部分や皺等を除去し得るようにしている。
【0092】
縁出しコンベア8の直下には、ローラ(特許請求の範囲中の載せ掛け材となる)9と、該ローラ9上に布片Yを載せ掛けるための載せ掛け装置10とが、該載せ掛け装置10が上でローラ9が下になる状態で設置されている(図1〜図3、図15〜図18参照)。
【0093】
縁出しコンベア8と載せ掛け装置10とローラ9とは、相互に上下に重合する状態で配置している。従って、縁出しコンベア8とローラ9と載せ掛け装置10の設置スペース(設置床面積)を小さくすることができる。
【0094】
ローラ9は、その回転軸線を縁出しコンベア8の走行方向(左右方向)と同方向に向けて設置している。又、このローラ9は、左右に2分割した各分割ローラ9a,9bを同軸上に配置したものを使用しており、該各分割ローラ9a,9bをそれぞれモータ91,92で個別に且つ各可逆的に回転させ得るようにしている。
【0095】
載せ掛け装置10は、上記上下反転装置16の各チャック161,162から布片側縁Ybの2位置を受け取る2つのチャック101,102を有し、該各チャック101,102を進退シリンダ103で左右(ローラ9の長さ方向)に移動させ得るようにしたものである。各チャック101,102は、進退シリンダ103で左右に進退移動される進退台100の右端において前後に所定間隔(上下反転装置16の両チャック161,162の間隔よりやや広い間隔)をもって設置されている。尚、この実施例では、進退シリンダ103にロッドレスシリンダが使用されている。
【0096】
載せ掛け装置10の各チャック101,102は、上下反転装置16の各チャック161,162が下向き姿勢(図2の符号161′,162′の姿勢、又は図15の姿勢)で布片側縁Ybを保持しているときに、該布片側縁Ybの各保持部(2箇所)を受け取るものである。尚、この実施例で使用されている載せ掛け装置10の各チャック101,102は、ロッドが出没して該ロッド先端とその前方にある当て板との間で布片側縁Ybを挟持し得る構造のものが使用されている。
【0097】
この載せ掛け装置10は、次のように作動する。即ち、載せ掛け装置10の各チャック101,102は、上下反転装置16の各チャック161,162が上動位置(図2に実線図示する符号161,162の位置)にあるときには、進退シリンダ103の右側ストロークエンド位置より若干長さだけ左寄り位置(図2及び図15の符号101,102の位置)で待機している。そして、上下反転装置16の各チャック161,162が布片側縁Ybを保持して下方に回動したときに、進退台100が進退シリンダ103により前進(右移動)せしめられて各チャック101,102を図2及び図15の符号101′,102′の位置まで前進させ、上下反転装置16の各チャック161,162で保持していた布片側縁Ybの2箇所を載せ掛け装置10の各チャック101,102で受け取る(このとき上下反転装置16の各チャック161,162は開放した後、直ちに上方に回動する)。続いて、各チャック101,102で布片側縁Ybを保持したまま進退台100を進退シリンダ103により左側ストロークエンド位置(図2の符号100″の位置及び図16の実線図示位置)まで後退(左移動)させる。このとき、載せ掛け装置10の両チャック101,102で保持していた布片Yが図16に示すようにローラ9の前後に跨がった状態で該ローラ9上を引き擦られて、該布片Yが短辺方向に展張されるようになる。そして、各チャック101,102(進退台100)が左側ストロークエンド位置まで後退すると、該各チャック101,102が開放して、そこに保持されていた布片側縁Ybがローラ9上に落下し、図17に示すように布片Yの一方の短辺寄り部分がローラ9上に逆U形に載せ掛けられる。
【0098】
ローラ9の後方には、該ローラ9から後側に適宜間隔をもった位置に搬送コンベア14が設置されている(図3、図15〜図20)。この搬送コンベア14は、後述するように布片Yを展開状態で次工程(例えば折畳み工程)に移送するためのものである。尚、この搬送コンベア14の上面は、ローラ9の下面よりかなり低く位置させている。
【0099】
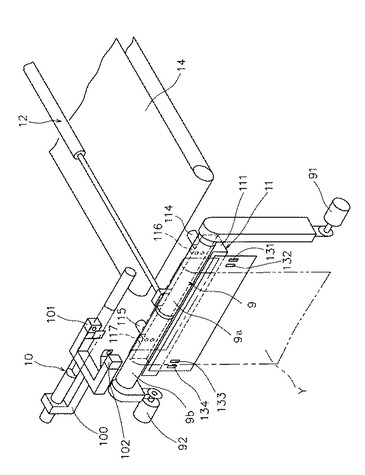
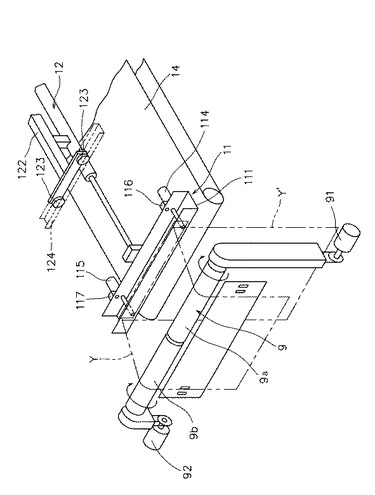
吊下げ装置11(図3、図14〜図20)は、前壁と後壁を有する樋状受台111に左右2つのチャック114,115を取付けて構成されている。左右2つのチャック114,115は、この実施例では伸縮シリンダを採用している。そして、この各チャック114,115は、樋状受台111の後壁後面に左右に所定間隔(処理すべき布片Yの短辺長さよりやや短い間隔)をもって取付けられていて、該チャック114,115のロッドが後壁前面から前壁後面に向けて進退作動するようになっている。尚、この各チャック114,115では、各ロッドの先端と前壁後面との間で布片短辺側端縁の2箇所をそれぞれ保持し得るようになっている。
【0100】
樋状受台111の後壁前面には、各チャック114,115の直上方直近位置に布片の短辺側端縁を検出する各検出器(光電管)116,117が取付けられている。そして、各チャック114,115は、それぞれ各検出器116,117が短辺側端縁を検出した時点で、それに対応するチャック114,115が個別に作動して、布片短辺側端縁の2箇所を保持するようになっている。
【0101】
又、樋状受台111に設けている各検出器116,117は、次の機能を有している。即ち、図17に示すように、ローラ9上に跨がらせて載せ掛けした布片Yが左右に傾いているときには布片短辺側端縁も傾斜しており、ローラ9で布片短辺側端縁を樋状受台111内に送り込んだときに、各検出器116.117が時間差をもって布片短辺側端縁を検出することになる。そこで、布片短辺側端縁を一方の検出器(116又は117)が検出すると、その検出した側の分割ローラ(9a又は9b)を微小時間遅れで停止させ(当該布片短辺側端縁がチャックで保持し得る位置に達する)、他方の分割ローラ側だけ布片短辺側端縁を送り込んで、他方の検出器が布片短辺側端縁を検出した後の微小時間遅れで他方の分割ローラを停止させる。このようにすると、ローラ9上に載せ掛けた布片Yが傾斜していても、各検出器116,117による布片短辺側端縁の検出と各分割ローラ9a,9b(モータ91,92)の駆動調整により、布片Yの短辺側端縁を同高さで樋状受台111部分に保持させることができる。
【0102】
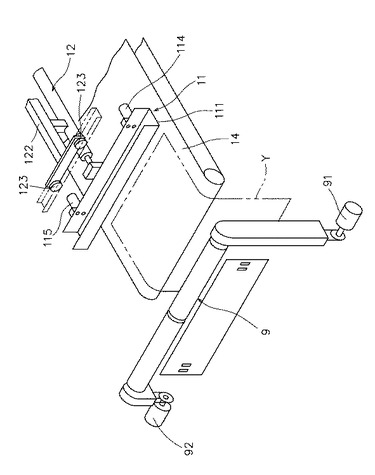
吊下げ装置11は、進退装置12によってローラ9の後方において前後に進退せしめられる。この吊下げ装置11用の進退装置12には、伸縮シリンダが採用されている。そして、吊下げ装置11(樋状受台111)は伸縮シリンダ(進退装置)12の伸縮動作により前後に進退させ得るようにしている。又、伸縮シリンダ(進退装置)12は、2段階伸縮式のものを採用しており、該伸縮シリンダ12が最伸長すると樋状受台111がローラ9の直下に位置し(図16、図17)、中間縮小状態では樋状受台111が搬送コンベア14の始端部直前に位置(図18)し、最縮小すると樋状受台111が搬送コンベア14上の所定奥位置(図19)まで後退するようになっている。そして、図17に示すように、樋状受台111がローラ9の直下まで前進したときに、ローラ9がゆっくり送込み方向に回転(右回転)して、ローラ9に載せ掛けている布片Yの後側短辺側を樋状受台111内に落とし込み、各検出器116,117が短辺側端縁を検出した後、所定タイマー遅れで各チャック114,115が閉動作して、2点で布片短辺側端縁を保持する。尚、吊下げ装置11は伸縮シリンダ12で2段階に後退せしめられるが、図18に示すように樋状受台111がローラ9の後方に第1段だけ後退した時点でローラ9が送込み側に高速回転して、ローラ9に載せ掛けていた布片Yをローラ後側に落とし込み、吊下げ装置11により該布片Yを展開状態で吊下げ得るようになっている。
【0103】
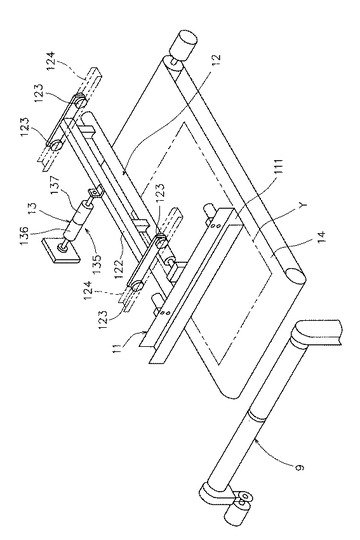
吊下げ装置進退用の伸縮シリンダ12は、取付台122(図18〜図20)で支持されている。この取付台122の前後にはそれぞれ車輪123,123(図20)が取付けられており、該前後の車輪123,123をそれぞれ左右方向に向くレール124,124で支持して、吊下げ装置11と伸縮シリンダ12と取付台122とが各レール124,124に沿って左右に移動可能となっている。尚、吊下げ装置11等を左右に移動可能に支持した理由は、次に説明する芯出し装置13を機能させるためのものである。
【0104】
芯出し装置13(図16、図17、図20)は、吊下げ装置11で順次吊下げられる各布片Yを常に搬送コンベア14上の幅方向の定位置(中心)上に載せるためのものである。そして、この芯出し装置13は、ローラ9の直下において処理すべき布片Yの短辺幅より僅かに広い間隔をもって左右に配置した各検出器(左右2つずつある)131〜134(図16、図17)と、該各検出器131〜134からの信号で取付台122(吊下げ装置11を含む)を左右に移動調整するための調整シリンダ135(図20)とを有している。図16及び図17に示す左右各側の検出器(右外検出器131、右内検出器132、左内検出器133、左外検出器134)のうち、右内検出器132と左内検出器133間の間隔は、布片Yの短辺長さより僅かに広い程度に設定し、各外検出器131,134は、各内検出器132,133よりそれぞれ例えば10〜20mm程度づつ左右外側に位置させている。尚、各内検出器132,133間の中心は、搬送コンベア14の幅方向中心に対応させている。他方、調整シリンダ135は、それぞれ2段階伸縮式の2つのシリンダ136,137を相互に逆向きに連続させて構成している。
【0105】
そして、この芯出し装置13は、図17に示すようにローラ9に載せ掛けた布片Yの左右両側縁が両内検出器132,133間にあるときには、全部の検出器131〜134が非検出となって調整シリンダ135を中立状態に維持させる(このとき樋状受台111が布片Yに正常に対応している)。又、該布片Yがローラ9上で左右何れかに変位すると、左右何れかの検出器(131〜134)の1つまたは2つが検出状態となって、その検出状態となった検出器に対応する幅だけ調整シリンダ135が調整作動して樋状受台111を左右に位置調整する(即ち、樋状受台111を、変位している布片Yの位置に対応させる)。そして、布片Yの短辺側側縁を樋状受台111で受取り、続いて図18に示すように吊下げ装置11が中間位置まで後退して布片Yを樋状受台111から吊下げ(符号Y′の状態)、その状態で先に調整シリンダ135が調整作動した分だけ元に作動して樋状受台111の位置を搬送コンベア14の中心に対応させ、その後に吊下げ装置11がさらに後退せしめられて、該吊下げ装置11が最後方位置に達する直前で各チャック114,115が開放され、該各チャック114,115で保持していた布片短辺側側縁を搬送コンベア14上に落とすようになる。従って、布片Yがローラ9上に載せ掛けられたときに該布片Yが所定位置の左右に位置ずれしていても、該芯出し装置13により布片Yを常に搬送コンベア14の中心に載せることができる。このように、展開させた布片Yを順次搬送コンベア14の定位置(中心)に載せるようにすると、折畳み工程において各布片を常に定位置で折畳むことができ、その各折畳み布片をきれいに整頓させた状態で順次積層させることができる。
【0106】
本願実施例の矩形布片展開装置は、上記各装置(1〜16)を有しているので、洗濯、乾燥後の布片Yを単に供給コンベア1上に投入するだけで、吊上げ装置2、仮保持装置3、角端出し装置4、角端取り装置、横引き装置6、2位置保持装置7、縁出しコンベア8、エアブロー装置15、上下反転装置16、ローラ9、載せ掛け装置10、吊下げ装置11、進退装置12、芯出し装置13等により、本願の展開方法を実施でき、各布片Yを自動で且つきれいに展開させた状態で順次搬送コンベア14に載せることができる。
【0107】
又、本願の展開方法では、図11〜図13に示すように2位置保持装置7の各チャック71,72で布片Yの2位置を保持して縁出しコンベア8上に載せる際に、各チャック71,72の開放タイミングを、中間部保持チャック72が先で角端保持チャック71がそれより所定時間遅れて開放させるようにしている。従って、各チャック71,72で布片Yの2位置を保持した状態で布片の垂れ下がり部を縁出しコンベア8上に載せたときに、縁出しコンベア8に接触する布片長辺側側縁Ybの所定長さ範囲が縁出しコンベア8上において傾斜していても、布片全体を縁出しコンベア8上に載せだ時点では布片先行側側縁Ybの所定長さ範囲(少なくとも上下反転装置16の各チャック161,162で保持される部分)が縁出しコンベア8の幅方向に対して略平行に現出するようになる。このように、布片先行側側縁Ybの所定長さ範囲を縁出しコンベア8の幅方向に対して略平行に向けた状態で該布片Yを移送すると、次に布片先行側側縁Ybの2位置を上下反転装置16の各チャック161,162で保持する際に、該各チャックでの保持深さがほぼ同等になる。従って、該両チャック161,162による布片側縁Ybの保持が失敗しなくなるとともに、次の工程のローラ9に布片Yを載せ掛けたときに該布片が傾きのない正常姿勢になる。
【0108】
又、この実施例では、2位置保持装置7の各チャック71,72で布片Yの2位置を保持して縁出しコンベア8上に載せる際に、各チャック71,72を縁出しコンベア8の始端側からの終端側に移動させた後、該各チャックを所定小長さだけ縁出しコンベア8の始端側に戻すように作動させる(所謂しゃくる動作をする)ようにしているので、布片を縁出しコンベア8上に落とす前に布片垂れ下がり部分の絡みをほぐす(捌く)ことができる(垂れ下がり部分を三角形状に展張できる)。従って、2位置保持装置7の各チャック71,72の開放時において布片先行側側縁Ybの所定長さ範囲を直線状に延ばした状態で縁出しコンベア上に落とすことができ、上下反転装置16の各チャック161,162で布片先行側側縁Ybの2位置を保持する際に、該2位置を一層均一深さずつ保持できるようになる。
【0109】
さらに、この実施例では、2位置保持装置7の各チャック71,72で布片の2位置を保持して該布片を縁出しコンベア8上に載せる際に、布片の垂れ下がり部に対してエアブロー装置15によりエアを吹き付けるようにすると、布片垂れ下がり部分に絡みや皺があっても、それらを吹き付けエアでほぐす(捌く)ことができ、2位置保持装置7の各チャック71,72の開放時において布片先行側側縁Ybの所定長さ範囲をより一層直線状に延ばした状態で縁出しコンベア8上に落とすことができる。
【0110】
図21には、図1における載せ掛け材9部分の変形例を示しているが、この図21に示すものでは、載せ掛け材9としてローラに代えて上下向きの走行ベルトを使用している。この走行ベルト9も、縁出しコンベア8の直下位置で回転軸線を縁出しコンベア8の走行方向に向けた姿勢で設置している。又、この走行ベルト9も、左右に分割された2つの分割ベルト9c,9dを使用している。そして、この図21の実施例で使用した走行ベルト9(各分割ベルト9c,9d)でも、図1のローラ9(分割ローラ9a,9b)と同様に機能する。
【0111】
尚、図21の矩形布片展開装置において、図1のものと同符号を付している部分は、該図1の当該部分と同じものである。
【符号の説明】
【0112】
1は供給コンベア、2は吊上げ装置、3は仮保持装置、4は角端出し装置、5は角端取り装置、6は横引き装置、7は2位置保持装置、8は縁出しコンベア、9は載せ掛け材(ローラ又は走行ベルト)、10は載せ掛け装置、11は吊下げ装置、12は進退装置、13は芯出し装置、14は搬送コンベア、15はエアブロー装置、16は上下反転装置、17はエアブロー装置、21は吊上げ装置のチャック、31は仮保持装置のチャック、41は角端出し装置のチャック、43は台板、51は角端取り装置のチャック、61は横引き装置のチャック、71,72は2位置保持装置の各チャック、101,102は載せ掛け装置の各チャック、111は樋状受台、114,115は吊下げ装置の各チャック、161,162は上下反転装置の各チャック、Yは布片、Yaは布片角端、Ybは布片長辺側側縁である。
【特許請求の範囲】
【請求項1】
矩形布片(Y)の1つの角端(Ya)を現出させた後、その1の布片角端(Ya)付近を保持して該布片(Y)を略水平方向に横たわらせ、
横たわった状態の布片(Y)の前記角端(Ya)付近とそこから適宜距離だけ離間する箇所の2位置を角端保持チャック(71)と中間部保持チャック(72)とで保持し、
該各チャック(71,72)で前記2位置を保持したまま布片(Y)の垂れ下がり部を走行する縁出しコンベア(8)上に載せて布片長辺側の一方の側縁(Yb)を所定長さだけ縁出しコンベア(8)上に現出させ、
前記縁出しコンベア(8)上に載せられる布片(Y)の先行側側縁(Yb)の前記所定長さ範囲が前記縁出しコンベア(8)の幅方向に対して略平行に現出するように前記角端保持チャック(71)を前記中間部保持チャック(72)より所定時間遅れて開放させて布片(Y)全体を前記縁出しコンベア(8)上に載せ、
該縁出しコンベア(8)上に現出させた布片先行側側縁(Yb)における間隔をもった所定長さ範囲を保持して載せ掛け材(9)上を引き摺って該布片(Y)を載せ掛け材(9)上に載せ掛け、
該載せ掛け材(9)上に載せ掛けた布片(Y)の一方の短辺側端縁(Yc)の各端部寄り2箇所を保持して該布片(Y)を展開状態で吊下げる、
ことを特徴とする矩形布片展開方法。
【請求項2】
請求項1において、
角端保持チャッ(71)クと中間部保持チャック(72)とで布片(Y)の2位置を保持して該布片(Y)を縁出しコンベア(8)上に載せる際に、前記各チャック(71,72)を縁出しコンベア(8)の始端側からの終端側に移動させた後、各チャック(71,72)を所定小長さだけ縁出しコンベア(8)の始端側に戻すように作動させる、
ことを特徴とする矩形布片展開方法。
【請求項3】
請求項1又は2において、
角端保持チャック(71)と中間部保持チャック(72)とで布片(Y)の2位置を保持して該布片(Y)を縁出しコンベア(8)上に載せる際に、布片(Y)の垂れ下がり部に対してエアを吹き付ける、
ことを特徴とする矩形布片展開方法。
【請求項1】
矩形布片(Y)の1つの角端(Ya)を現出させた後、その1の布片角端(Ya)付近を保持して該布片(Y)を略水平方向に横たわらせ、
横たわった状態の布片(Y)の前記角端(Ya)付近とそこから適宜距離だけ離間する箇所の2位置を角端保持チャック(71)と中間部保持チャック(72)とで保持し、
該各チャック(71,72)で前記2位置を保持したまま布片(Y)の垂れ下がり部を走行する縁出しコンベア(8)上に載せて布片長辺側の一方の側縁(Yb)を所定長さだけ縁出しコンベア(8)上に現出させ、
前記縁出しコンベア(8)上に載せられる布片(Y)の先行側側縁(Yb)の前記所定長さ範囲が前記縁出しコンベア(8)の幅方向に対して略平行に現出するように前記角端保持チャック(71)を前記中間部保持チャック(72)より所定時間遅れて開放させて布片(Y)全体を前記縁出しコンベア(8)上に載せ、
該縁出しコンベア(8)上に現出させた布片先行側側縁(Yb)における間隔をもった所定長さ範囲を保持して載せ掛け材(9)上を引き摺って該布片(Y)を載せ掛け材(9)上に載せ掛け、
該載せ掛け材(9)上に載せ掛けた布片(Y)の一方の短辺側端縁(Yc)の各端部寄り2箇所を保持して該布片(Y)を展開状態で吊下げる、
ことを特徴とする矩形布片展開方法。
【請求項2】
請求項1において、
角端保持チャッ(71)クと中間部保持チャック(72)とで布片(Y)の2位置を保持して該布片(Y)を縁出しコンベア(8)上に載せる際に、前記各チャック(71,72)を縁出しコンベア(8)の始端側からの終端側に移動させた後、各チャック(71,72)を所定小長さだけ縁出しコンベア(8)の始端側に戻すように作動させる、
ことを特徴とする矩形布片展開方法。
【請求項3】
請求項1又は2において、
角端保持チャック(71)と中間部保持チャック(72)とで布片(Y)の2位置を保持して該布片(Y)を縁出しコンベア(8)上に載せる際に、布片(Y)の垂れ下がり部に対してエアを吹き付ける、
ことを特徴とする矩形布片展開方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【公開番号】特開2010−222724(P2010−222724A)
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願番号】特願2009−69651(P2009−69651)
【出願日】平成21年3月23日(2009.3.23)
【出願人】(502407130)株式会社プレックス (75)
【Fターム(参考)】
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願日】平成21年3月23日(2009.3.23)
【出願人】(502407130)株式会社プレックス (75)
【Fターム(参考)】
[ Back to top ]