
短寸筒形鋼の開先加工用連結治具
【課題】 短寸寸法に切断された筒形鋼の両端面を開先加工するに際して、各筒型鋼を直列に仮溶接しなくても良く、且つ、高い加工精度が得られる開先加工用連結治具を提供する。
【解決手段】 短寸寸法に切断された複数個の筒形鋼1を連結し、この両端面1Aを開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼1に挿入することができる軸方向長さ(A)を有し、且つ、少なくとも1面2Aの外径方向に突出する締め付け手段17,30を備えた開先加工用連結治具100である。
【解決手段】 短寸寸法に切断された複数個の筒形鋼1を連結し、この両端面1Aを開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼1に挿入することができる軸方向長さ(A)を有し、且つ、少なくとも1面2Aの外径方向に突出する締め付け手段17,30を備えた開先加工用連結治具100である。
【考案の詳細な説明】
【0001】
【考案の属する技術分野】
本考案は、短寸寸法に切断された複数個の筒形鋼(コラム材、パイプ材)を連結し、この両端面を開先加工する時に使用する開先加工用連結治具に関するものである。
【0002】
【従来の技術】
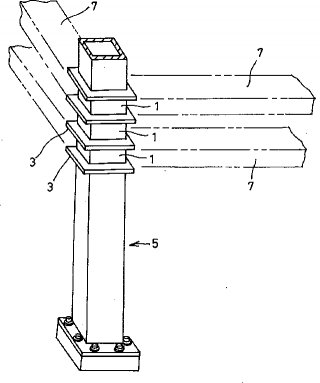
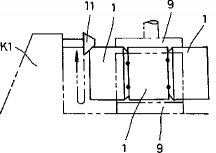
従来、図14に示すように、短寸に切断した複数個の筒形鋼(コラム材)1をダイヤフラム3を介して連結して組み上げ、1本の柱材5を形成した柱構造物がある。上記柱材5は、その各筒形鋼1に何本もの梁7を水平方向に接続して建築物を組み立てるものである。上記柱材5を構成するに先立ち、図15に示すように、短寸に切断した筒形鋼1はチャック9,9により固定し、端面側に配置した開先加工機のカッタ11により開先加工を施し、これをダイヤフラムと溶接させるものである。
【0003】
上記短寸の筒形鋼は、その長さ寸法が80mm,100mm,200mmと、短いものが多種類存在する。しかし、開先加工機は、筒形鋼が300mm以上の長さ寸法でないと、チャックによりクランプできても筒形鋼の端面が外部へ突出せず、開先加工を行えないという問題がある。
【0004】
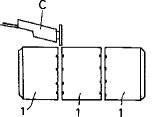
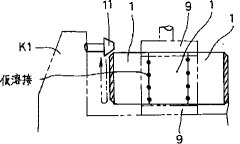
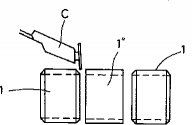
そこで、上記短寸の筒形鋼を開先加工するべく、この筒形鋼を2〜3個直列に仮溶接して連結させることで、チャックでクランプできるようになし、その筒形鋼の端面を外部へ突出させて開先加工を行う方法が提供されている。その具体的方法は、図16〜図21に示すようにして行われる。先ず、図16に示すように、2〜3個の筒形鋼1を直列に仮溶接して連結させる。次に、図17に示すように、筒形鋼1をチャック9により固定し、端面側に配置した開先加工機K1のカッタ11により開先加工を施す。この後、図18に示すように、仮溶接した2〜3個の筒形鋼を溶断または切断機Cで切り離す。
【0005】
そして、図19に示すように、両側の筒形鋼1,1を反転させた後、仮溶接する。再び、図20に示すように、筒形鋼1をチャック9により固定し、開先加工機K1のカッタ11により開先加工を施す。最後に、図21に示すように、各筒形鋼1,1を溶断または切断機Cで切り離し、先の工程で開先加工した内側の端面をサンダー仕上げして完成品とする。尚、中央位置の筒形鋼1〃は、延長用の部材であり製品にはならない。
【0006】
【考案が解決しようとする課題】
上記筒形鋼1の開先加工によると、各筒形鋼を直列に仮溶接しなければならないから、溶接の手間を要するとともに、溶接面の修復作業で開先加工面の精度が低下すること、また、各筒形鋼を直列に仮溶接しただけでは、連結が不完全であり、開先加工機のカッタによる加工振動で、仮溶接部が外れてしまい開先加工できないことになる。更に、仮溶接した各筒形鋼の直列連結精度が低く、これがために開先加工面の精度も低下してしまうという問題がある。
【0007】
本考案は上記問題点に鑑み、短寸寸法に切断された筒形鋼の端面を開先加工するに際して、各筒形鋼を直列に仮溶接しなくても良く、且つ、高い加工精度が得られる開先加工用連結治具を提供することを目的とする。
【0008】
更に、筒形鋼の外径寸法の大小に係りなく、1つの開先加工用連結治具により対応可能とするものを提供することを目的とする。
【0009】
【課題を解決するための手段】
上記目的を達成するべく、本考案の請求項1の短寸筒形鋼の開先加工用連結治具は、短寸寸法に切断された複数個の筒形鋼を連結し、この両端面を開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼内に挿入することができる軸方向長さを有する本体と、上記本体の軸方向に複数箇所形成され少なくとも1つの外径方向に突出する締め付け手段と、を備えたことを特徴とするものである。
【0010】
また、請求項2の短寸筒形鋼の開先加工用連結治具は、短寸寸法に切断された複数個の筒形鋼を連結し、この両端面を開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼内に挿入することができる軸方向長さを有する本体と、上記本体の軸方向に複数箇所形成され2面の外径方向に突出する締め付け手段と、を備えたことを特徴とするものである。
【0011】
また、請求項3は、請求項1または2記載の短寸筒形鋼の開先加工用連結治具において、締め付け手段は、本体にあけた複数個のめねじと、これに螺合するボルトとからなることを特徴とするものである。
【0012】
また、請求項4は、請求項1または2記載の短寸筒形鋼の開先加工用連結治具において、締め付け手段は、本体に付設した流体シリンダとその押圧片とからなることを特徴とするものである。
【0013】
また、請求項5は、請求項1乃至4記載の短寸筒形鋼の開先加工用連結治具において、上記本体の締め付け手段を備えない外面に、外径寸法補正用のアタッチメントを着脱可能に付設させたことを特徴とするものである。
【0014】
本考案の請求項1によると、先ず、複数個の短寸筒形鋼内に、開先加工用連結治具の本体を挿入する。続いて、上記本体の片面を筒形鋼の内面に当接させ、他の外面に設けた締め付け手段を外径方向に突出させる。これで、本体は筒形鋼の内面に圧着・固定され、複数個の短寸筒形鋼は互いに直列に連結される。次に、上記のように長く延長した筒形鋼の中腹部をチャックにより固定し、突出したその端面外周部を開先加工機により開先加工する。
【0015】
上記開先加工後、締め付け手段の締め付けを解除し、両外側の筒形鋼を内外反転させて再び開先加工用連結治具に連結する。以下、上記作業を繰り返して両側筒形鋼の両端面外周が開先加工される。
【0016】
請求項2によると、先ず、複数個の短寸筒形鋼内に、開先加工用連結治具の本体を挿入する。続いて、上記本体の外面を筒形鋼の内面に当接させ、2面に設けた締め付け手段を外径方向に突出させる。これで、本体は筒形鋼の内面に強固に圧着・固定され、複数個の短寸筒形鋼は互いに直列に連結される。次に、上記のように長く延長した筒形鋼の中腹部をチャックにより固定し、突出したその端面外周部を開先加工機により開先加工する。
【0017】
請求項3によると、開先加工用連結治具の本体外面には、複数個のめねじがあけられ、これにボルトが螺合されている。そして、このボルトを外径方向に本体内側から突出させることで、複数個の短寸筒形鋼内に挿入した開先加工用連結治具の本体を筒形鋼の内面に簡潔に圧着・固定する。また、ボルトを内径方向に没入することで、開先加工用連結治具の本体を筒形鋼から簡潔に外すことができる。
【0018】
請求項4によると、開先加工用連結治具の本体外面には、複数個の押圧片とその流体シリンダを備えているから、複数個の短寸筒形鋼内に挿入した開先加工用連結治具の本体を筒形鋼の内面に簡潔に、且つ、強固に圧着・固定する。また、押圧片を内径方向に没入することで、開先加工用連結治具の本体を筒形鋼から簡潔に外すことができる。
【0019】
請求項5によると、本体の締め付け手段を備えない外面に、外径寸法補正用のアタッチメントを着脱可能に付設したから、筒形鋼の太さが大きくなっても、これを修正する外径寸法補正用のアタッチメントを本体の外面に装着させることで、1つの開先加工用連結治具により対応可能となる。従って、各種規格の太さ寸法の筒形鋼にも、1つの開先加工用連結治具により対応可能である。
【0020】
【考案の実施の形態】
以下、図を参照して本考案の実施形態を説明する。図1は短寸筒形鋼の開先加工用連結治具の第1実施形態を示す展開斜視図であり、図2,3はその断面図と操作の説明図である。
【0021】
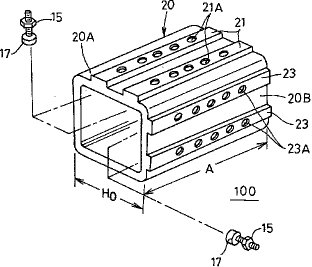
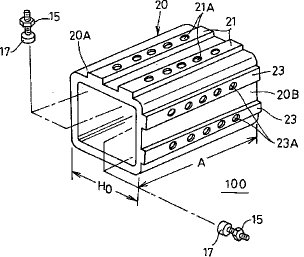
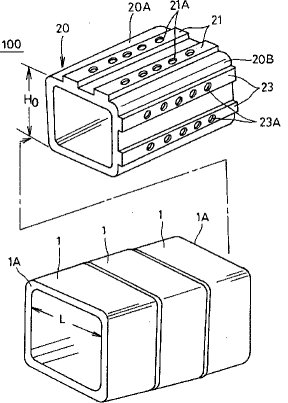
図1に示す第1実施形態の開先加工用連結治具100は、図3に示すように、短寸寸法に切断された複数個の筒形鋼1(以下、短寸筒形鋼という)を連結し、この両端面1Aを開先加工する時に使用する連結治具である。上記開先加工用連結治具100は、本体20を主体とする。本体20は例えば、角筒鋼で形成されており、複数個の短寸筒形鋼1内に挿入することができる軸方向長さ(A)を有し、断面は略四角形の角筒状をなす筒形鋼1の内径寸法Lよりも小さい外径寸法Hoを有する略四角形の角筒状に形成されている。そして、上記本体20には、四角形の外面のうち2面20A,20Bに軸方向に伸びる2列の凸座面21,23を形成し、これに多数のめねじ21A,23Aを穿設している。上記めねじ21A,23Aには、締め付け手段となるボルト17を外径方向に突出するように螺合させている。
【0022】
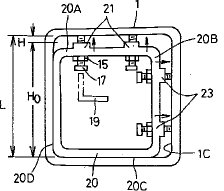
上記ボルト17には、緩み止め用のロックナット15が螺合されている。そして、上記ボルト17の頭部には、六角穴があけられており、L型レンチ19により締め付けまたは緩められる。しかして、図2,3に示すように、開先加工用連結治具100の本体20は、短寸筒形鋼1の内周に挿入され、上記本体20の外面となる2面20C,20Dを短寸筒形鋼1の内面1C,1Cに当接させ、上記2面20A,20Bに設けたボルト17を隙間寸法Hだけ外径方向に突出して締め付ける。これにより本体20は短寸筒形鋼1の内面1C,1Cに密着・固定され、複数個の短寸筒形鋼1が互いに直列に連結され一体化された状態となる。
【0023】
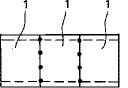
本考案の開先加工用連結治具100の第1実施形態は、上記のように構成され、図2〜図8に示すように使用される。先ず、図3,4に示すように、開先加工用連結治具100の本体20外周に、本体の長さ(A)よりも長くなるように、3個の短寸筒形鋼1を直列挿入する。続いて、図2,4に示すように、上記本体20の2面20C,20Dを短寸筒形鋼1の内面1C,1Cに当接させ、2面20A,20Bに設けたボルト17を隙間寸法Hだけ外径方向に突出して締め付ける。
【0024】
図4に示すように、上記3個の短寸筒形鋼1は、両端の短寸筒形鋼1と中央位置の捨てコラム1を直列連結し、中央のチャック9の掴み代Xoと、開先加工機K1による加工に必要な突出量Xを確保している。勿論、左右の短寸筒形鋼1だけで、掴み代Xoと突出量Xが確保されるのであれば、中央位置の捨てコラム1は不要である。
【0025】
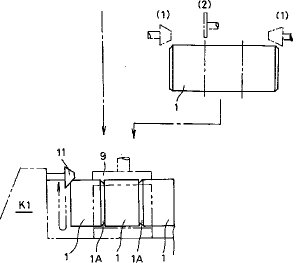
次に、図5に示すように、開先加工用連結治具100により直列に連結された筒形鋼1は、掴み代Xoの部分をチャック9により固着し、端面に配置した開先加工機K1のカッタ11により開先加工を施す。また、筒形鋼1を反転させて、もう一方の端面にも、同様に開先加工を施す。この後、図6に示すように、ボルト17を緩めて本体20と短寸筒形鋼1との固定を解除し、両側の短寸筒形鋼1,1を反転させ、再び、上記と同様に開先加工用連結治具100の外周に短寸筒形鋼1を固定する。続いて、図7に示すように、チャック9により固定し、開先加工機K1のカッタ11により開先加工を施す。これで、図8に示すように、チャック9及び開先加工用連結治具100から外せば、両側2個の短寸筒形鋼1は完成品となる。
【0026】
尚、開先加工の方法は上記のものに限らず、図7に示すように、先ず、長い筒形鋼1の両端を開先加工機K1,K2により開先加工(1)し、この後にカッタ(2)にて3つの短寸筒形鋼1に切断し、これを反転させて開先加工用連結治具100に連結した短寸筒形鋼1を、チャック9により固定し、開先加工機K1,のカッタ11により開先加工させるようにしてもよい。また、本体20の一方に予め短寸筒形鋼1を固定しておき、本体20の他の部分に短寸筒形鋼1を着脱して順次反転させながら開先加工を行ってもよい。
【0027】
以上のように、第1実施形態の開先加工用連結治具100によると、以下の効果を奏する。複数個の短寸筒形鋼は、開先加工用連結治具の本体に挿入され、これを本体の2面に当接させ、他の2面に設けた締め付け手段を外径方向に突出させて連結される。これにより、上記短寸筒形鋼は、開先加工用連結治具の本体に、精度良く確実に圧着・固定される。
【0028】
しかして、第1実施形態の開先加工用連結治具100によると、短い長さ寸法の筒形鋼に対して、その両端外周部の開先加工を同時に効率良く実施することができるとともに、その開先加工精度も高く維持できる。
【0029】
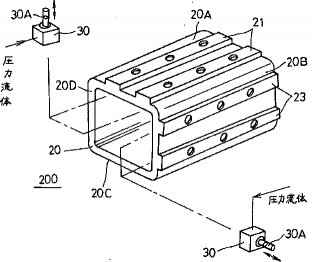
本考案の開先加工用連結治具100は、上記第1実施形態に限定されない。例えば、図9,10に示すように、第2実施形態の開先加工用連結治具200としてもよい。即ち、開先加工用連結治具200の本体20の2面20A,20Bに設けた2列の凸座面21,23内に、複数の流体シリンダ30とその押圧片30Aとからなる締め付け手段を付設してもよい。尚、上記流体シリンダ30は、圧力流体を圧入すると、押圧片30Aを外径方向へ突出させ、圧力流体を戻すと押圧片30Aが内径方向へ没入する構成になっている。
【0030】
上記第2実施形態の開先加工用連結治具200によると、先ず、この本体20の外周に、3個の短寸筒形鋼1を直列挿入する。続いて、図10に示すように、上記本体20の2面20C,20Dを短寸筒形鋼1の各内面1C,1Cに当接させる。続いて、他の2面20A,20B内に設けた複数の流体シリンダ30に、圧力流体を圧入する。これにより、押圧片30Aが隙間寸法Hだけ外径方向に突出し、短寸筒形鋼1の内面1Cを押圧・締め付けする。これ以降の作業手順は、上記第1実施形態と同様であり、その説明を省略する。
【0031】
以上のように、第2実施形態の開先加工用連結治具200によると、以下の効果を奏する。開先加工用連結治具の本体は、複数個の短寸筒形鋼内に挿入され、流体シリンダ30に圧力流体を圧入するだけで、各押圧片30Aが外径方向に突出し、各短寸筒形鋼1を簡潔にして強固に圧着・固定する。また、押圧片を内径方向に没入することで、開先加工用連結治具の本体を筒形鋼から簡潔に外すことができる。
【0032】
更に、本考案の開先加工用連結治具300は、図11,12に示す第3実施形態のように構成してもよい。この第3実施形態は、筒形鋼1の内径寸法Lの大小に係わらず、1つの開先加工用連結治具300により対応可能としたものである。
【0033】
その構成は、第1実施形態の本体20において、めねじ21A,23Aとボルト17からなる締め付け手段を備えない他の2面20C,20Dに、外径寸法補正用のアタッチメント40を締め付けボルト43により着脱可能に付設させたものである。即ち、上記アタッチメント40は、例えば、溝型鋼で形成されており、本体20の軸方向長さ(A)と同じ長さに裁断され、底辺40Aに4つの孔(D)があけられている。そして、上記アタッチメント40は、4つの孔(D)に締め付けボルト43を通し、2面20C,20Dに穿設しためねじ25A,27Aに螺着して取付けられる。
【0034】
上記アタッチメント40は、その高さH1を有しているから、径の大きい短寸筒形鋼1´の内径寸法L1に対して本体20の外径寸法Hoに加算し、その隙間寸法Hをボルト17により詰めて締め付けする構成になっている。即ち、L1=Ho+H1+Hの関係が成立する。従って、各種規格太さの短寸筒形鋼1´の各種内径寸法Lnに対応させるには、アタッチメント40の高さHnを変更すればよい。
【0035】
上記第3実施形態の開先加工用連結治具300によると、先ず、本体20の外周に、径の大きい短寸筒形鋼1´の各種内径寸法Lnに対応する高さHnのアタッチメント40を取付ける。続いて、本体20の外周に、短寸筒形鋼1´を直列挿入する。そして、図12に示すように、上記本体20の2面20C,20Dのアタッチメント40を短寸筒形鋼1の各内面1C,1Cに当接させる。続いて、他の2面20A,20Bに設けたボルト17を隙間寸法Hだけ外径方向に突出し、短寸筒形鋼1の内面1Cを押圧・締め付けする。これ以降の作業手順は、上記第1実施形態と同様であり、その説明を省略する。
【0036】
以上のように、第3実施形態の開先加工用連結治具300によると、以下の効果を奏する。各種太さの筒形鋼1´に対しても、本体20の外径寸法を修正するアタッチメント40を本体の2面に装着することで、1つの開先加工用連結治具300により対応可能となる。従って、各種規格太さの筒形鋼に対して安価にして簡潔に開先加工を施すことができる。
【0037】
本考案は、上記各実施形態に限定されることなく、考案の要旨内での設計変更が可能である。例えば、第2実施形態の開先加工用連結治具200に、第3実施形態のアタッチメント40を付設させるようにしてもよい。また、上記締め付け手段は、ボルト17や流体シリンダ30のほか、操作レバーで作動される倍力リンク機構により本体20を筒形鋼1の内面1Cに締め付けるようにしてもよい。
また、上記筒形鋼1は、コラム材、パイプ材以外の形状のもの、例えば六角形状のものであってもよい。
【0038】
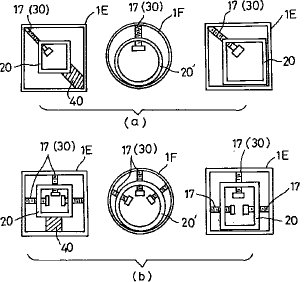
更に、上記締め付け手段としてのめねじとボルトは、本体20の2面に2列に取付けるほか、1列または3列以上としてもよい。また、図13に示すように、上記締め付け手段は、上記本体20の2面に取付けるほか、1面及び3面以上の多面に取付けるように、設計変更してもよい。図13の(a)は、筒形鋼1であるコラム材1Eや円形のパイプ材1Fに対して、これと類似型に形成した本体20,20´の1つの外面に1つの締め付け手段17または30を付設させたものである。この締め付け手段17,30により、本体20,20´はコラム材1Eや円形のパイプ材1Fに締め付け固定される。アタッチメント40を設けた本体20についても同様である。また、図13の(b)は、本体20,20´の3つの外面に3つの締め付け手段17,30を設けた実施形態を示している。この場合は、アタッチメント40は1つで済む。
【0039】
上記締め付け手段が1面または3面以上に設置されている場合も、上記各実施形態と同様な作用・効果を発揮する。
【0040】
【考案の効果】
以上詳述したように、本考案の請求項1及び2によると、連結治具は、複数個の筒形鋼に挿入することができる軸方向長さを有し、且つ、1面及び2面以上の外径方向に突出する締め付け手段を備えたから、短寸寸法に切断された筒形鋼の両端面を開先加工するに際して、従来のように各筒形鋼を直列に仮溶接しなくてもよく、各短寸筒形鋼を開先加工用連結治具に挿入し、締め付け手段により固着させるだけでよく、簡潔にして高い加工精度が得られる。
【0041】
更に、開先加工用連結治具は短い長さ寸法の各筒形鋼を一体に連結し、筒形鋼の両端外周部の開先加工を効率良く実施できる効果が発揮される。
【0042】
また、請求項3によると、締め付け手段は、本体にあけた複数個のめねじと、これに螺合するボルトとからなるから、開先加工用連結治具の本体は複数個の短寸筒形鋼を簡潔に着脱可能できる効果が発揮される。
【0043】
また、請求項4によると、締め付け手段は、本体に付設した流体シリンダとその押圧片とからなるから、開先加工用連結治具の本体は複数個の短寸筒形鋼を簡潔にして強固に結合でき、且つ簡潔に分離できる効果が発揮される。
【0044】
また、請求項5によると、本体の締め付け手段を備えない他の外面に、外径寸法補正用のアタッチメントを着脱可能に付設させたから、筒形鋼の径が種々の大きさのものであっても、これを修正する外径寸法補正用のアタッチメントにより、1つの開先加工用連結治具により対応可能となる効果がある。
【図面の簡単な説明】
【図1】本考案の第1実施形態を示す図で、短寸筒形鋼の開先加工用連結治具の斜視図である。
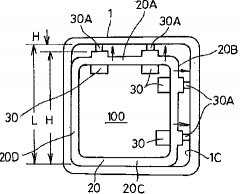
【図2】本考案の第1実施形態を示す図で、開先加工用連結治具の側面図である。
【図3】本考案の第1実施形態を示す図で、開先加工用連結治具の使用法の斜視図である。
【図4】本考案の第1実施形態を示す図で、短寸筒形鋼の装着状態の正面図である。
【図5】本考案の第1実施形態を示す図で、短寸筒形鋼の開先加工の正面図である。
【図6】本考案の第1実施形態を示す図で、反転装着した短寸筒形鋼の正面図である。
【図7】本考案の第1実施形態を示す図で、反転後の開先加工の正面図である。
【図8】本考案の第1実施形態を示す図で、開先加工した短寸筒形鋼の正面図である。
【図9】本考案の第2実施形態を示す図で、短寸筒形鋼の開先加工用連結治具の斜視図である。
【図10】本考案の第2実施形態を示す図で、開先加工用連結治具の側面図である。
【図11】本考案の第3実施形態を示す図で、短寸筒形鋼の開先加工用連結治具の斜視図である。
【図12】本考案の第3実施形態を示す図で、開先加工用連結治具の側面図である。
【図13】本考案のその他の実施形態を示す図で、開先加工用連結治具の正面図である。
【図14】従来例を示す図で、短寸筒形鋼を使用した柱材の斜視図である。
【図15】従来例を示す図で、筒形鋼の開先加工の斜視図である。
【図16】従来例を示す図で、短寸筒形鋼を仮溶接した正面図である。
【図17】従来例を示す図で、短寸筒形鋼の開先加工の正面図である。
【図18】従来例を示す図で、短寸筒形鋼の仮溶接切断の正面図である。
【図19】従来例を示す図で、筒形鋼の反転後の仮溶接の正面図である。
【図20】従来例を示す図で、反転後の開先加工の正面図である。
【図21】従来例を示す図で、短寸筒形鋼の最終仕上げの正面図である。
【符号の説明】
1,1´ 短寸筒形鋼
1A 両端面
1C 内面
1E コラム材
1F 円形パイプ材
9 チャック
11 カッタ
15 六角ナット
17 ボルト
20,20´ 本体
20A,20B,20C,20D 外面
21,23 凸座面
21A,23A めねじ
25A,27A めねじ
30 流体シリンダ
30A 押圧片
40 アタッチメント
40A 底辺
43 締め付けボルト
A 軸方向長さ
K1 開先加工機
L,L1〜Ln 内径寸法
H 隙間
H1〜Hn 高さ
Ho 外径寸法
X 突出量
Xo 掴み代
100,200,300 開先加工用連結治具
【0001】
【考案の属する技術分野】
本考案は、短寸寸法に切断された複数個の筒形鋼(コラム材、パイプ材)を連結し、この両端面を開先加工する時に使用する開先加工用連結治具に関するものである。
【0002】
【従来の技術】
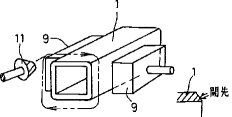
従来、図14に示すように、短寸に切断した複数個の筒形鋼(コラム材)1をダイヤフラム3を介して連結して組み上げ、1本の柱材5を形成した柱構造物がある。上記柱材5は、その各筒形鋼1に何本もの梁7を水平方向に接続して建築物を組み立てるものである。上記柱材5を構成するに先立ち、図15に示すように、短寸に切断した筒形鋼1はチャック9,9により固定し、端面側に配置した開先加工機のカッタ11により開先加工を施し、これをダイヤフラムと溶接させるものである。
【0003】
上記短寸の筒形鋼は、その長さ寸法が80mm,100mm,200mmと、短いものが多種類存在する。しかし、開先加工機は、筒形鋼が300mm以上の長さ寸法でないと、チャックによりクランプできても筒形鋼の端面が外部へ突出せず、開先加工を行えないという問題がある。
【0004】
そこで、上記短寸の筒形鋼を開先加工するべく、この筒形鋼を2〜3個直列に仮溶接して連結させることで、チャックでクランプできるようになし、その筒形鋼の端面を外部へ突出させて開先加工を行う方法が提供されている。その具体的方法は、図16〜図21に示すようにして行われる。先ず、図16に示すように、2〜3個の筒形鋼1を直列に仮溶接して連結させる。次に、図17に示すように、筒形鋼1をチャック9により固定し、端面側に配置した開先加工機K1のカッタ11により開先加工を施す。この後、図18に示すように、仮溶接した2〜3個の筒形鋼を溶断または切断機Cで切り離す。
【0005】
そして、図19に示すように、両側の筒形鋼1,1を反転させた後、仮溶接する。再び、図20に示すように、筒形鋼1をチャック9により固定し、開先加工機K1のカッタ11により開先加工を施す。最後に、図21に示すように、各筒形鋼1,1を溶断または切断機Cで切り離し、先の工程で開先加工した内側の端面をサンダー仕上げして完成品とする。尚、中央位置の筒形鋼1〃は、延長用の部材であり製品にはならない。
【0006】
【考案が解決しようとする課題】
上記筒形鋼1の開先加工によると、各筒形鋼を直列に仮溶接しなければならないから、溶接の手間を要するとともに、溶接面の修復作業で開先加工面の精度が低下すること、また、各筒形鋼を直列に仮溶接しただけでは、連結が不完全であり、開先加工機のカッタによる加工振動で、仮溶接部が外れてしまい開先加工できないことになる。更に、仮溶接した各筒形鋼の直列連結精度が低く、これがために開先加工面の精度も低下してしまうという問題がある。
【0007】
本考案は上記問題点に鑑み、短寸寸法に切断された筒形鋼の端面を開先加工するに際して、各筒形鋼を直列に仮溶接しなくても良く、且つ、高い加工精度が得られる開先加工用連結治具を提供することを目的とする。
【0008】
更に、筒形鋼の外径寸法の大小に係りなく、1つの開先加工用連結治具により対応可能とするものを提供することを目的とする。
【0009】
【課題を解決するための手段】
上記目的を達成するべく、本考案の請求項1の短寸筒形鋼の開先加工用連結治具は、短寸寸法に切断された複数個の筒形鋼を連結し、この両端面を開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼内に挿入することができる軸方向長さを有する本体と、上記本体の軸方向に複数箇所形成され少なくとも1つの外径方向に突出する締め付け手段と、を備えたことを特徴とするものである。
【0010】
また、請求項2の短寸筒形鋼の開先加工用連結治具は、短寸寸法に切断された複数個の筒形鋼を連結し、この両端面を開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼内に挿入することができる軸方向長さを有する本体と、上記本体の軸方向に複数箇所形成され2面の外径方向に突出する締め付け手段と、を備えたことを特徴とするものである。
【0011】
また、請求項3は、請求項1または2記載の短寸筒形鋼の開先加工用連結治具において、締め付け手段は、本体にあけた複数個のめねじと、これに螺合するボルトとからなることを特徴とするものである。
【0012】
また、請求項4は、請求項1または2記載の短寸筒形鋼の開先加工用連結治具において、締め付け手段は、本体に付設した流体シリンダとその押圧片とからなることを特徴とするものである。
【0013】
また、請求項5は、請求項1乃至4記載の短寸筒形鋼の開先加工用連結治具において、上記本体の締め付け手段を備えない外面に、外径寸法補正用のアタッチメントを着脱可能に付設させたことを特徴とするものである。
【0014】
本考案の請求項1によると、先ず、複数個の短寸筒形鋼内に、開先加工用連結治具の本体を挿入する。続いて、上記本体の片面を筒形鋼の内面に当接させ、他の外面に設けた締め付け手段を外径方向に突出させる。これで、本体は筒形鋼の内面に圧着・固定され、複数個の短寸筒形鋼は互いに直列に連結される。次に、上記のように長く延長した筒形鋼の中腹部をチャックにより固定し、突出したその端面外周部を開先加工機により開先加工する。
【0015】
上記開先加工後、締め付け手段の締め付けを解除し、両外側の筒形鋼を内外反転させて再び開先加工用連結治具に連結する。以下、上記作業を繰り返して両側筒形鋼の両端面外周が開先加工される。
【0016】
請求項2によると、先ず、複数個の短寸筒形鋼内に、開先加工用連結治具の本体を挿入する。続いて、上記本体の外面を筒形鋼の内面に当接させ、2面に設けた締め付け手段を外径方向に突出させる。これで、本体は筒形鋼の内面に強固に圧着・固定され、複数個の短寸筒形鋼は互いに直列に連結される。次に、上記のように長く延長した筒形鋼の中腹部をチャックにより固定し、突出したその端面外周部を開先加工機により開先加工する。
【0017】
請求項3によると、開先加工用連結治具の本体外面には、複数個のめねじがあけられ、これにボルトが螺合されている。そして、このボルトを外径方向に本体内側から突出させることで、複数個の短寸筒形鋼内に挿入した開先加工用連結治具の本体を筒形鋼の内面に簡潔に圧着・固定する。また、ボルトを内径方向に没入することで、開先加工用連結治具の本体を筒形鋼から簡潔に外すことができる。
【0018】
請求項4によると、開先加工用連結治具の本体外面には、複数個の押圧片とその流体シリンダを備えているから、複数個の短寸筒形鋼内に挿入した開先加工用連結治具の本体を筒形鋼の内面に簡潔に、且つ、強固に圧着・固定する。また、押圧片を内径方向に没入することで、開先加工用連結治具の本体を筒形鋼から簡潔に外すことができる。
【0019】
請求項5によると、本体の締め付け手段を備えない外面に、外径寸法補正用のアタッチメントを着脱可能に付設したから、筒形鋼の太さが大きくなっても、これを修正する外径寸法補正用のアタッチメントを本体の外面に装着させることで、1つの開先加工用連結治具により対応可能となる。従って、各種規格の太さ寸法の筒形鋼にも、1つの開先加工用連結治具により対応可能である。
【0020】
【考案の実施の形態】
以下、図を参照して本考案の実施形態を説明する。図1は短寸筒形鋼の開先加工用連結治具の第1実施形態を示す展開斜視図であり、図2,3はその断面図と操作の説明図である。
【0021】
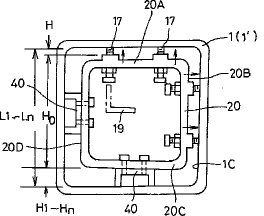
図1に示す第1実施形態の開先加工用連結治具100は、図3に示すように、短寸寸法に切断された複数個の筒形鋼1(以下、短寸筒形鋼という)を連結し、この両端面1Aを開先加工する時に使用する連結治具である。上記開先加工用連結治具100は、本体20を主体とする。本体20は例えば、角筒鋼で形成されており、複数個の短寸筒形鋼1内に挿入することができる軸方向長さ(A)を有し、断面は略四角形の角筒状をなす筒形鋼1の内径寸法Lよりも小さい外径寸法Hoを有する略四角形の角筒状に形成されている。そして、上記本体20には、四角形の外面のうち2面20A,20Bに軸方向に伸びる2列の凸座面21,23を形成し、これに多数のめねじ21A,23Aを穿設している。上記めねじ21A,23Aには、締め付け手段となるボルト17を外径方向に突出するように螺合させている。
【0022】
上記ボルト17には、緩み止め用のロックナット15が螺合されている。そして、上記ボルト17の頭部には、六角穴があけられており、L型レンチ19により締め付けまたは緩められる。しかして、図2,3に示すように、開先加工用連結治具100の本体20は、短寸筒形鋼1の内周に挿入され、上記本体20の外面となる2面20C,20Dを短寸筒形鋼1の内面1C,1Cに当接させ、上記2面20A,20Bに設けたボルト17を隙間寸法Hだけ外径方向に突出して締め付ける。これにより本体20は短寸筒形鋼1の内面1C,1Cに密着・固定され、複数個の短寸筒形鋼1が互いに直列に連結され一体化された状態となる。
【0023】
本考案の開先加工用連結治具100の第1実施形態は、上記のように構成され、図2〜図8に示すように使用される。先ず、図3,4に示すように、開先加工用連結治具100の本体20外周に、本体の長さ(A)よりも長くなるように、3個の短寸筒形鋼1を直列挿入する。続いて、図2,4に示すように、上記本体20の2面20C,20Dを短寸筒形鋼1の内面1C,1Cに当接させ、2面20A,20Bに設けたボルト17を隙間寸法Hだけ外径方向に突出して締め付ける。
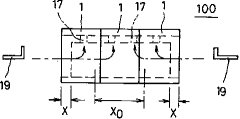
【0024】
図4に示すように、上記3個の短寸筒形鋼1は、両端の短寸筒形鋼1と中央位置の捨てコラム1を直列連結し、中央のチャック9の掴み代Xoと、開先加工機K1による加工に必要な突出量Xを確保している。勿論、左右の短寸筒形鋼1だけで、掴み代Xoと突出量Xが確保されるのであれば、中央位置の捨てコラム1は不要である。
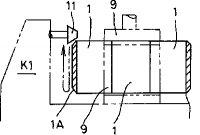
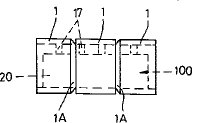
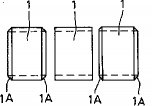
【0025】
次に、図5に示すように、開先加工用連結治具100により直列に連結された筒形鋼1は、掴み代Xoの部分をチャック9により固着し、端面に配置した開先加工機K1のカッタ11により開先加工を施す。また、筒形鋼1を反転させて、もう一方の端面にも、同様に開先加工を施す。この後、図6に示すように、ボルト17を緩めて本体20と短寸筒形鋼1との固定を解除し、両側の短寸筒形鋼1,1を反転させ、再び、上記と同様に開先加工用連結治具100の外周に短寸筒形鋼1を固定する。続いて、図7に示すように、チャック9により固定し、開先加工機K1のカッタ11により開先加工を施す。これで、図8に示すように、チャック9及び開先加工用連結治具100から外せば、両側2個の短寸筒形鋼1は完成品となる。
【0026】
尚、開先加工の方法は上記のものに限らず、図7に示すように、先ず、長い筒形鋼1の両端を開先加工機K1,K2により開先加工(1)し、この後にカッタ(2)にて3つの短寸筒形鋼1に切断し、これを反転させて開先加工用連結治具100に連結した短寸筒形鋼1を、チャック9により固定し、開先加工機K1,のカッタ11により開先加工させるようにしてもよい。また、本体20の一方に予め短寸筒形鋼1を固定しておき、本体20の他の部分に短寸筒形鋼1を着脱して順次反転させながら開先加工を行ってもよい。
【0027】
以上のように、第1実施形態の開先加工用連結治具100によると、以下の効果を奏する。複数個の短寸筒形鋼は、開先加工用連結治具の本体に挿入され、これを本体の2面に当接させ、他の2面に設けた締め付け手段を外径方向に突出させて連結される。これにより、上記短寸筒形鋼は、開先加工用連結治具の本体に、精度良く確実に圧着・固定される。
【0028】
しかして、第1実施形態の開先加工用連結治具100によると、短い長さ寸法の筒形鋼に対して、その両端外周部の開先加工を同時に効率良く実施することができるとともに、その開先加工精度も高く維持できる。
【0029】
本考案の開先加工用連結治具100は、上記第1実施形態に限定されない。例えば、図9,10に示すように、第2実施形態の開先加工用連結治具200としてもよい。即ち、開先加工用連結治具200の本体20の2面20A,20Bに設けた2列の凸座面21,23内に、複数の流体シリンダ30とその押圧片30Aとからなる締め付け手段を付設してもよい。尚、上記流体シリンダ30は、圧力流体を圧入すると、押圧片30Aを外径方向へ突出させ、圧力流体を戻すと押圧片30Aが内径方向へ没入する構成になっている。
【0030】
上記第2実施形態の開先加工用連結治具200によると、先ず、この本体20の外周に、3個の短寸筒形鋼1を直列挿入する。続いて、図10に示すように、上記本体20の2面20C,20Dを短寸筒形鋼1の各内面1C,1Cに当接させる。続いて、他の2面20A,20B内に設けた複数の流体シリンダ30に、圧力流体を圧入する。これにより、押圧片30Aが隙間寸法Hだけ外径方向に突出し、短寸筒形鋼1の内面1Cを押圧・締め付けする。これ以降の作業手順は、上記第1実施形態と同様であり、その説明を省略する。
【0031】
以上のように、第2実施形態の開先加工用連結治具200によると、以下の効果を奏する。開先加工用連結治具の本体は、複数個の短寸筒形鋼内に挿入され、流体シリンダ30に圧力流体を圧入するだけで、各押圧片30Aが外径方向に突出し、各短寸筒形鋼1を簡潔にして強固に圧着・固定する。また、押圧片を内径方向に没入することで、開先加工用連結治具の本体を筒形鋼から簡潔に外すことができる。
【0032】
更に、本考案の開先加工用連結治具300は、図11,12に示す第3実施形態のように構成してもよい。この第3実施形態は、筒形鋼1の内径寸法Lの大小に係わらず、1つの開先加工用連結治具300により対応可能としたものである。
【0033】
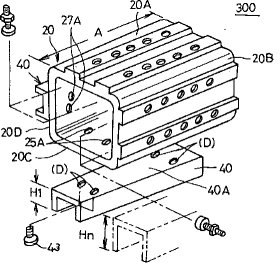
その構成は、第1実施形態の本体20において、めねじ21A,23Aとボルト17からなる締め付け手段を備えない他の2面20C,20Dに、外径寸法補正用のアタッチメント40を締め付けボルト43により着脱可能に付設させたものである。即ち、上記アタッチメント40は、例えば、溝型鋼で形成されており、本体20の軸方向長さ(A)と同じ長さに裁断され、底辺40Aに4つの孔(D)があけられている。そして、上記アタッチメント40は、4つの孔(D)に締め付けボルト43を通し、2面20C,20Dに穿設しためねじ25A,27Aに螺着して取付けられる。
【0034】
上記アタッチメント40は、その高さH1を有しているから、径の大きい短寸筒形鋼1´の内径寸法L1に対して本体20の外径寸法Hoに加算し、その隙間寸法Hをボルト17により詰めて締め付けする構成になっている。即ち、L1=Ho+H1+Hの関係が成立する。従って、各種規格太さの短寸筒形鋼1´の各種内径寸法Lnに対応させるには、アタッチメント40の高さHnを変更すればよい。
【0035】
上記第3実施形態の開先加工用連結治具300によると、先ず、本体20の外周に、径の大きい短寸筒形鋼1´の各種内径寸法Lnに対応する高さHnのアタッチメント40を取付ける。続いて、本体20の外周に、短寸筒形鋼1´を直列挿入する。そして、図12に示すように、上記本体20の2面20C,20Dのアタッチメント40を短寸筒形鋼1の各内面1C,1Cに当接させる。続いて、他の2面20A,20Bに設けたボルト17を隙間寸法Hだけ外径方向に突出し、短寸筒形鋼1の内面1Cを押圧・締め付けする。これ以降の作業手順は、上記第1実施形態と同様であり、その説明を省略する。
【0036】
以上のように、第3実施形態の開先加工用連結治具300によると、以下の効果を奏する。各種太さの筒形鋼1´に対しても、本体20の外径寸法を修正するアタッチメント40を本体の2面に装着することで、1つの開先加工用連結治具300により対応可能となる。従って、各種規格太さの筒形鋼に対して安価にして簡潔に開先加工を施すことができる。
【0037】
本考案は、上記各実施形態に限定されることなく、考案の要旨内での設計変更が可能である。例えば、第2実施形態の開先加工用連結治具200に、第3実施形態のアタッチメント40を付設させるようにしてもよい。また、上記締め付け手段は、ボルト17や流体シリンダ30のほか、操作レバーで作動される倍力リンク機構により本体20を筒形鋼1の内面1Cに締め付けるようにしてもよい。
また、上記筒形鋼1は、コラム材、パイプ材以外の形状のもの、例えば六角形状のものであってもよい。
【0038】
更に、上記締め付け手段としてのめねじとボルトは、本体20の2面に2列に取付けるほか、1列または3列以上としてもよい。また、図13に示すように、上記締め付け手段は、上記本体20の2面に取付けるほか、1面及び3面以上の多面に取付けるように、設計変更してもよい。図13の(a)は、筒形鋼1であるコラム材1Eや円形のパイプ材1Fに対して、これと類似型に形成した本体20,20´の1つの外面に1つの締め付け手段17または30を付設させたものである。この締め付け手段17,30により、本体20,20´はコラム材1Eや円形のパイプ材1Fに締め付け固定される。アタッチメント40を設けた本体20についても同様である。また、図13の(b)は、本体20,20´の3つの外面に3つの締め付け手段17,30を設けた実施形態を示している。この場合は、アタッチメント40は1つで済む。
【0039】
上記締め付け手段が1面または3面以上に設置されている場合も、上記各実施形態と同様な作用・効果を発揮する。
【0040】
【考案の効果】
以上詳述したように、本考案の請求項1及び2によると、連結治具は、複数個の筒形鋼に挿入することができる軸方向長さを有し、且つ、1面及び2面以上の外径方向に突出する締め付け手段を備えたから、短寸寸法に切断された筒形鋼の両端面を開先加工するに際して、従来のように各筒形鋼を直列に仮溶接しなくてもよく、各短寸筒形鋼を開先加工用連結治具に挿入し、締め付け手段により固着させるだけでよく、簡潔にして高い加工精度が得られる。
【0041】
更に、開先加工用連結治具は短い長さ寸法の各筒形鋼を一体に連結し、筒形鋼の両端外周部の開先加工を効率良く実施できる効果が発揮される。
【0042】
また、請求項3によると、締め付け手段は、本体にあけた複数個のめねじと、これに螺合するボルトとからなるから、開先加工用連結治具の本体は複数個の短寸筒形鋼を簡潔に着脱可能できる効果が発揮される。
【0043】
また、請求項4によると、締め付け手段は、本体に付設した流体シリンダとその押圧片とからなるから、開先加工用連結治具の本体は複数個の短寸筒形鋼を簡潔にして強固に結合でき、且つ簡潔に分離できる効果が発揮される。
【0044】
また、請求項5によると、本体の締め付け手段を備えない他の外面に、外径寸法補正用のアタッチメントを着脱可能に付設させたから、筒形鋼の径が種々の大きさのものであっても、これを修正する外径寸法補正用のアタッチメントにより、1つの開先加工用連結治具により対応可能となる効果がある。
【図面の簡単な説明】
【図1】本考案の第1実施形態を示す図で、短寸筒形鋼の開先加工用連結治具の斜視図である。
【図2】本考案の第1実施形態を示す図で、開先加工用連結治具の側面図である。
【図3】本考案の第1実施形態を示す図で、開先加工用連結治具の使用法の斜視図である。
【図4】本考案の第1実施形態を示す図で、短寸筒形鋼の装着状態の正面図である。
【図5】本考案の第1実施形態を示す図で、短寸筒形鋼の開先加工の正面図である。
【図6】本考案の第1実施形態を示す図で、反転装着した短寸筒形鋼の正面図である。
【図7】本考案の第1実施形態を示す図で、反転後の開先加工の正面図である。
【図8】本考案の第1実施形態を示す図で、開先加工した短寸筒形鋼の正面図である。
【図9】本考案の第2実施形態を示す図で、短寸筒形鋼の開先加工用連結治具の斜視図である。
【図10】本考案の第2実施形態を示す図で、開先加工用連結治具の側面図である。
【図11】本考案の第3実施形態を示す図で、短寸筒形鋼の開先加工用連結治具の斜視図である。
【図12】本考案の第3実施形態を示す図で、開先加工用連結治具の側面図である。
【図13】本考案のその他の実施形態を示す図で、開先加工用連結治具の正面図である。
【図14】従来例を示す図で、短寸筒形鋼を使用した柱材の斜視図である。
【図15】従来例を示す図で、筒形鋼の開先加工の斜視図である。
【図16】従来例を示す図で、短寸筒形鋼を仮溶接した正面図である。
【図17】従来例を示す図で、短寸筒形鋼の開先加工の正面図である。
【図18】従来例を示す図で、短寸筒形鋼の仮溶接切断の正面図である。
【図19】従来例を示す図で、筒形鋼の反転後の仮溶接の正面図である。
【図20】従来例を示す図で、反転後の開先加工の正面図である。
【図21】従来例を示す図で、短寸筒形鋼の最終仕上げの正面図である。
【符号の説明】
1,1´ 短寸筒形鋼
1A 両端面
1C 内面
1E コラム材
1F 円形パイプ材
9 チャック
11 カッタ
15 六角ナット
17 ボルト
20,20´ 本体
20A,20B,20C,20D 外面
21,23 凸座面
21A,23A めねじ
25A,27A めねじ
30 流体シリンダ
30A 押圧片
40 アタッチメント
40A 底辺
43 締め付けボルト
A 軸方向長さ
K1 開先加工機
L,L1〜Ln 内径寸法
H 隙間
H1〜Hn 高さ
Ho 外径寸法
X 突出量
Xo 掴み代
100,200,300 開先加工用連結治具
【実用新案登録請求の範囲】
【請求項1】 短寸寸法に切断された複数個の筒形鋼を連結し、この両端面を開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼内に挿入することができる軸方向長さを有する本体と、上記本体の軸方向に複数箇所形成され少なくとも1つの外径方向に突出する締め付け手段と、を備えたことを特徴とする短寸筒形鋼の開先加工用連結治具。
【請求項2】 短寸寸法に切断された複数個の筒形鋼を連結し、この両端面を開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼内に挿入することができる軸方向長さを有する本体と、上記本体の軸方向に複数箇所形成され2面の外径方向に突出する締め付け手段と、を備えたことを特徴とする短寸筒形鋼の開先加工用連結治具。
【請求項3】 締め付け手段は、本体にあけた複数個のめねじと、これに螺合するボルトとからなることを特徴とする請求項1または2記載の短寸筒形鋼の開先加工用連結治具。
【請求項4】 締め付け手段は、本体に付設した流体シリンダとその押圧片とからなることを特徴とする請求項1または2記載の短寸筒形鋼の開先加工用連結治具。
【請求項5】 上記本体の締め付け手段を備えない外面に、外径寸法補正用のアタッチメントを着脱可能に付設させたことを特徴とする請求項1乃至4記載の短寸筒形鋼の開先加工用連結治具。
【請求項1】 短寸寸法に切断された複数個の筒形鋼を連結し、この両端面を開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼内に挿入することができる軸方向長さを有する本体と、上記本体の軸方向に複数箇所形成され少なくとも1つの外径方向に突出する締め付け手段と、を備えたことを特徴とする短寸筒形鋼の開先加工用連結治具。
【請求項2】 短寸寸法に切断された複数個の筒形鋼を連結し、この両端面を開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼内に挿入することができる軸方向長さを有する本体と、上記本体の軸方向に複数箇所形成され2面の外径方向に突出する締め付け手段と、を備えたことを特徴とする短寸筒形鋼の開先加工用連結治具。
【請求項3】 締め付け手段は、本体にあけた複数個のめねじと、これに螺合するボルトとからなることを特徴とする請求項1または2記載の短寸筒形鋼の開先加工用連結治具。
【請求項4】 締め付け手段は、本体に付設した流体シリンダとその押圧片とからなることを特徴とする請求項1または2記載の短寸筒形鋼の開先加工用連結治具。
【請求項5】 上記本体の締め付け手段を備えない外面に、外径寸法補正用のアタッチメントを着脱可能に付設させたことを特徴とする請求項1乃至4記載の短寸筒形鋼の開先加工用連結治具。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図8】
【図16】
【図18】
【図7】
【図9】
【図10】
【図11】
【図12】
【図15】
【図19】
【図13】
【図14】
【図17】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図8】
【図16】
【図18】
【図7】
【図9】
【図10】
【図11】
【図12】
【図15】
【図19】
【図13】
【図14】
【図17】
【図20】
【図21】
【登録番号】第3039453号
【登録日】平成9年(1997)4月30日
【発行日】平成9年(1997)7月22日
【考案の名称】短寸筒形鋼の開先加工用連結治具
【国際特許分類】
【評価書の請求】未請求
【出願番号】実願平9−78
【出願日】平成9年(1997)1月13日
【出願人】(390025405)株式会社鈴木勇商店 (2)
【登録日】平成9年(1997)4月30日
【発行日】平成9年(1997)7月22日
【考案の名称】短寸筒形鋼の開先加工用連結治具
【国際特許分類】
【出願番号】実願平9−78
【出願日】平成9年(1997)1月13日
【出願人】(390025405)株式会社鈴木勇商店 (2)
[ Back to top ]