
短繊維から製造される不織テキスタイル
本発明の不織材料を形成する方法は:熱可塑性繊維を含む繊維性材料を受け入れ;前記繊維性材料を処理して短繊維を生成し;前記短繊維を既製ウェブに添加し;及び前記既製ウェブを加熱し、場合により圧縮して不織材料を形成する方法である。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は短繊維不織テキスタイル製造の方法に関する。さらに本発明は、再生短繊維を含む該テキスタイルに関する。
【背景技術】
【0002】
不織テキスタイルは、種々の繊維性材料から製造され、広い範囲の形状及び密度を変更することができる。かかる材料は、例えば、ろ過、電池セパレータ及び音響吸収体等の種々の応用に適用され得る。高密度及び多孔性の不織テキスタイルは、繊維ボードとして使用され得る。
【0003】
不織テキスタイルは、ロール又はシート状に形成され得る。該テキスタイルは、ラミネート、コーティング、モールディング、スタンピング又は切断方法によって、望ましい形状、サイズに変換され得る。特定の応用において、不織テキスタイルは、種々の機能性応用のために三次元の形状にモールドされる。
【0004】
テキスタイル製品の処理の際に、膨大な量の繊維性廃棄物が生じ得る。その大部分は、例えば断熱材、カーペット、トランクトリム、ヘッドライニングなどのモールドされた繊維性自動車部品からトリムされた形状で、及びロール及び/又はシートから切断された自動車用断熱材から発生する。多くの場合、断熱材料はフィルム、ホイル、布及び接着剤でラミネートされている。廃棄物は全材料容積の30%より多い量存在し得る。例えば繊維、異なる種類のポリマーなどの、ひとつ以上の種類の材料を含む廃棄物は再処理することが困難であり得る。
【0005】
既存のテキスタイル又は処理技術に伴うかかるひとつ又はそれ以上の欠点又は不利益について、取り扱いを改善し及び/又は少なくともそれに代わる有用な方法を提供することは、望ましいことである。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、既存のテキスタイル又は処理技術に伴うかかるひとつ又はそれ以上の欠点又は不利益についての取り扱い改善し、及び/又は少なくともそれに代わる有用な方法を提供する。
【課題を解決するための手段】
【0007】
本発明のいくつかの実施態様は、短繊維から不織テキスタイルを形成する方法に関し、前記方法は再生繊維の代わりに新しいステープルファイバを用いる方法である。さらに、いくつかの実施態様は、かかる方法を用いて形成された不織材料に関する。
【0008】
特定の実施態様は、不織材料の形成方法に関し、前記方法は:
熱可塑性繊維を含む繊維材料を受け入れ;前記繊維材料を処理して短繊維を生成し;前記短繊維を既製ウェブに加え;及び前記既製ウェブを加熱して不織材料に形成する。いくつかの実施態様において、前記既製ウェブは加熱・圧縮されて前記不織材料を形成することもできる。加熱の際に、前記繊維材料中の前記繊維からの前記熱可塑性プラスチックは少なくとも部分的に軟化又は溶融し、少なくともいくらかの短繊維を一緒に結合させるか、又は前記既製ウェブに結合させて前記不織材料を形成されることができる。
【0009】
ここで使用される「不織材料」には、不織材料とともに織物を含む他の材料を含む組成物を含む。従って、いくつかの実施態様においては前記既製ウェブは、織物又は類似の材料であってよい。
【0010】
いくつかの実施態様において、前記不織材料は、熱形成可能な短繊維不織材料(TSFNM)であってよい。
【0011】
いくつかの実施態様は、不織材料を形成する他の方法に関する。前記方法は:熱可塑性プラスチック繊維を含む繊維性材料を受け取り;前記繊維性材料を処理して短繊維を生成し;前記短繊維をコンベアにほぼ均一に分配して前記短繊維の層とし;かつ加熱(またいくつかの実施態様において、加熱と圧縮)をして、前記短繊維層を不織材料に形成する。
【0012】
前記短繊維層は圧縮されないいくつかの実施態様においては、例えば多孔性吸収体などの低密度不織音響材料が製造され得る。前記短繊維層が圧縮される実施態様においては、前記圧縮の程度に依存して、例えば多孔性柔軟シート等の高密度不織音響材料が製造され得る。
【0013】
いくつかの実施態様は、ここで説明された方法により製造される不織材料に関する。これらの実施態様のいくつかは、音吸収材料としての使用に適していると考えられ、音響シート及びかかるシートの製造方法に関する。いくつかの実施態様は、ろ過材料、ピンボード、構造ボード又は分離材料としての使用に適していると考えられる。
【0014】
いくつかの実施態様において、前記低密度不織材料は、高密度不織材料と組み合わせることができ、いくつかの他の実施態様において望ましい性質を有する組成物を形成することができる。例えば、これらのいくつかの実施態様は、複合音響製品であって、相対的に高流れ抵抗性を持つ多孔性柔軟シート、及び前記音響シートの一方側に設けられ、実質的に前記シートよりも小さい流れ抵抗性を持つ多孔性バルク吸収体層とを含み、前記多孔性柔軟シート及び前記多孔性バルク吸収体の一方又は両方が短繊維を含み、かつ特定の実施態様に適合されている。これらの実施態様で提供される複合音響製品は、局所的反応性音響特性と及び例えば2800レイノルズ数(Rayls)と8000レイノルズ数の間である、音響製品について望ましい全流れ抵抗を示す。
【0015】
いくつかの実施態様における前記不織材料は、選択された空気流れ抵抗を持つことができる。前記空気流れ抵抗は、例えば約30mmから約100mmの長い長さを持つ従来のステープルファイバの持つ空気流れ抵抗に比べて実質的に高くできる。いくつかの実施態様において、特定の直径および成分の短繊維を含む不織材料で達成され得る前記選択された空気流れ抵抗は、同じ直径及び成分を持つより長い繊維を用いて作られた従来の不織材料に比べて約3倍であり得る。繊維長が減少すると空気流れ抵抗が増加するということは、現在の音響理論に基づくと予期しないものである。
【0016】
いくつかの実施態様は、不織材料であって:圧縮された繊維性ウェブ;及び前記ウェブ中の再生繊維材料を含み、前記再生繊維材料が平均長さが約12mmよりも短い短繊維を含み、前記短繊維の重量が、約5%及び100%より少ない、間の重量である。
【0017】
前記再生繊維材料は、前記熱可塑性プラスチック繊維を含むことができる。前記短繊維は、前記再生繊維材料をミリング(粉砕)及び篩い分け(シフティング)により得られ得る。
【0018】
他の実施態様は、熱可塑性繊維を含む切断材料から形成される短繊維を含むバルクの再生繊維に関し、前記短繊維が前記切断材料をミリングして形成され、平均長さが12mmよりも短い。
【0019】
いくつかの実施態様は、不織材料の形成方法に関し、前記方法は:繊維性材料を受け入れ;前記繊維性材料を処理して短繊維とし;前記短繊維を前駆体ウェブを形成するための領域に亘り分配し;及び前記前駆体ウェブの前記短繊維の少なくとも一部を一緒に結合して不織材料を形成する。さらに実施態様は、該方法で形成された不織材料に関する。
【0020】
前記短繊維が分配される領域は表面を有していてよい。例えば前記不織材料の一部を形成しないが、前記結合処理の際前記前駆体ウェブを支持するコンベヤである。その代わりに又はこれと共に、前記領域は、前記不織材料と共に使用されるか又は組み込まれる、既製ウェブを含んでいてよい。かかる実施態様では、前記短繊維は前記既製ウェブ内及び/又はその上に分配されてよい。従って、前記短繊維を、前記既製ウェブの空気流れ抵抗を望ましい特性を持つ不織材料を達成するように、使用することができる。
【0021】
前記繊維材料はしばしば、熱可塑性繊維又は接着性熱可塑成分を含む2成分繊維を含む。従って、前記短繊維の少なくともいくらかの結合は、前記前駆体ウェブを、前記短繊維中の熱可塑性ポリマーが少なくとも軟化又は溶融する温度で加熱されることで有効となり得る。前記軟化又は溶融熱可塑性プラスチックは、前記短繊維の少なくともいくらかと共に結合するために用いられ前記不織材料を形成する。従って、結合には、前記短繊維を前記軟化熱可塑性プラスチックと接着させ、前記加熱された材料が冷却されると前記繊維が前記熱可塑性プラスチックと融合状態とさせることを含む。
【0022】
いくつかの実施態様において、前記繊維性材料は、高及び低融点を持つ熱可塑性ポリマーを含んでいてよい。該実施態様では、前記ポリマー材料は、低融点の軟化及び溶融を持つ熱可塑性ポリマーの温度にのみ加熱することができる。従って、前記低溶融温度を持つ前記熱可塑性ポリマーが前記不織材料を共に結合させるために使用されることができ、一方高溶融温度を持つ前記熱可塑性ポリマーは実質的にはそのまま維持される。いくつかの実施態様において、前記低溶融温度熱可塑性ポリマーは、前記高溶融温度熱可塑性ポリマーに対し異なる繊維中に存在してもよい。いくつかの他の実施態様において、前記高及び低溶融温度ポリマーは、2成分繊維の異なる成分を形成することができる。
【0023】
または、前記短繊維の少なくともいくらかは、接着成分を用いて共に結合させてもよい。種々の材料が本発明の不織材料の実施態様に応じて、接着成分として使用可能である。前記接着成分は、熱可塑性プラスチック又は熱硬化性樹脂又はバインダであってよく、粉末形状であってよい。いくつかの他の実施態様において、前記接着成分は、例えば熱可塑性ステープルファイバ等の熱可塑性繊維を含み、前記既製ウェブを形成する前に前記短繊維と結合される。前記接着成分は、前記短繊維が前記前駆体ウェブを形成するためにその上及び/又は中に分配された熱可塑性繊維既製ウェブを含んでいてよい。
【0024】
前記接着成分の前記実施態様のいくつかを組み合わせが、前記不織材料において用いられることができる。例えば、前記接着成分が、熱可塑性繊維と組み合わせて、熱可塑性樹脂粉末を含むことができる。さらに、前記接着成分は、短熱可塑性繊維又は短2成分繊維と組み合わせて使用することができる。この場合、短熱可塑性繊維又は短2成分繊維は、前記繊維性材料から形成された接着性熱可塑性成分を含み、前記前駆体ウェブの前記短繊維の少なくともいくらかを一共に結合させる。
【0025】
前記繊維性材料は、例えばナイフミリング等の前記繊維のミリングにより短繊維を製造するために処理されてもよい。
【0026】
以下、実施態様につき、添付図面及び/又は実施例を参照して、例示する方法で、詳しく記載する。
【図面の簡単な説明】
【0027】
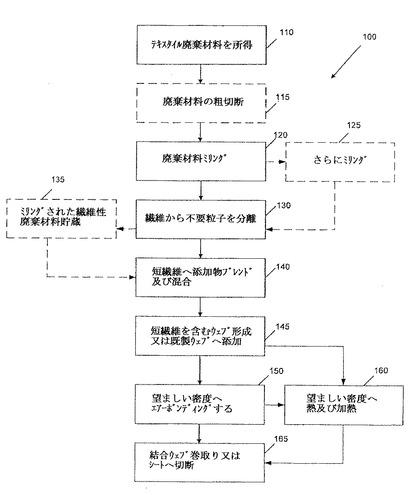
【図1】図1は、音響シートを製するための方法を説明するフローチャートである。
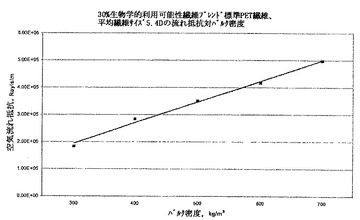
【図2】図2は、実施例1及び2のサンプルの、空気流れ抵抗(Rayls/m)対バルク密度(kg/m3)を示すグラフである。
【図3】図3は、実施例2のサンプルの、空気流れ抵抗(Rayls/m)対バルク密度(kg/m3)を示すグラフである。
【図4】図4は、実施例3及び4のサンプルの、空気流れ抵抗(Rayls/m)対バルク密度(kg/m3)を示すグラフである。
【図5】図5は、実施例4のサンプルの、空気流れ抵抗(Rayls/m)対バルク密度(kg/m3)を示すグラフである。
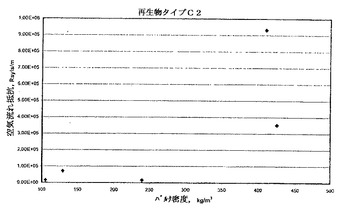
【図6】図6は、実施例5のサンプルの、空気流れ抵抗(Rayls/m)対バルク密度(kg/m3)を示すグラフである。
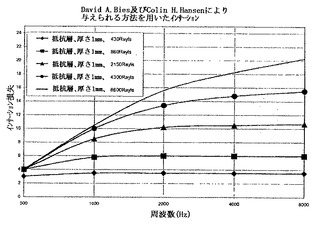
【図7】図7は、実施例7のサンプルの、計算伝達損失対周波数(Hz)を示すグラフである。
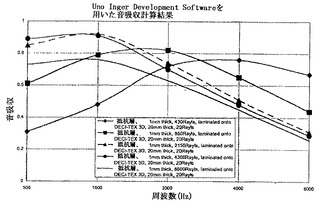
【図8】図7は、実施例7のサンプルの、計算音波吸収対周波数(Hz)を示すグラフである。
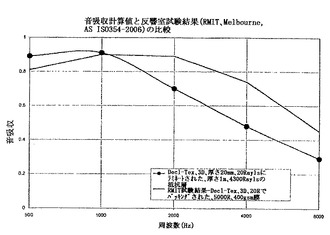
【図9】図9は、比較テストの、音波吸収対周波数(Hz)を示すグラフである。
【図10】図10は、音響シートを製造するための方法を実施するための手順の模式的な説明を示す。
【発明を実施するための形態】
【0028】
いくつかの記載された実施態様は、一般的に、例えばTSFNW材料等の不織材料を製造するための方法に関し、少なくとも、大部分が再生廃棄材料から形成された短繊維を含む。さらに、いくつかの記載された実施態様は、それにより製造された不織材料に関する。さらに、実施態様は、一般的に、新しいステープルファイバから形成された短繊維を含む不織材料の製造方法及び、それにより製造された不織材料に関する。
【0029】
本出願の内容において、用語「加熱形成可能な短繊維不織材料」とは、広い範囲の密度及び厚さで形成され、熱可塑性及び/又は熱硬化性バインダを含む不織材料を意味する。TSFNW材料は、加熱され特定の形状の「加熱成形製品」に加熱形成され得る。
【0030】
短繊維の使用は、繊維性材料の本来的な「熱記憶」により加熱成形材料において有利である。処理の際に、繊維は、前記不織材料の望ましい幾何学的形状に適合させるために加熱される。しかし、前記材料が、例えば使用の際に、再加熱される場合、前記繊維は変形して、前記繊維の「熱記憶」の結果として、最初の処理の前に有していた形状に近い幾何学的形状に戻ろうとする。例えば従来のステープルファイバ等のより長い繊維において、熱記憶により生じる可能性のある全体として変形は、前記繊維の長さの関数として、短い繊維に比べて、より大きいものである。従って、TSNW材料は、より長い繊維を含む不織材料よりもより大きな熱安定性を持つことができる。
【0031】
TSFNW材料は、より長い繊維を持つ類似の材料に比べて、必要なバインダがより少量であり得る。より長い繊維の材料では、前記繊維による熱記憶変形を抑えて望ましい幾何学的形状に維持するために、追加のバインダが必要となり得る。すなわちいくつかの実施態様による短繊維系材料は、より短い繊維では生じる熱記憶変形が比較的少ないことから、より少量のバインダのみ必要となる。従って、いくつかの実施態様によるTSFNW材料は、望ましい製品形状を達成するために、長い繊維を含む加熱成形可能な不織材料と比べて、より少ないバインダのみ必要であり、さらに従って、長い繊維を持つステープルファイバの不織材料と比べてより軽いものとなり得る。さらに、TSFNWの加熱成形は、より長い繊維を含む不織材料と比べて、より少ない量の材料を加熱するだけでよく、より効率的に加熱されることができ、かつその結果として、加熱成形に必要な温度へ前記材料を加熱するために必要なエネルギがより少なくなる。
【0032】
前記再生短繊維を製造するための繊維性廃棄材料は、広い範囲の原料から得ることができる。前記廃棄材料は、他の不織製品を製造する際に、例えばコンバージョンやスタンピングの結果として生じるものである得る。いくつかの場合、特に製造工程の初期の段階では前記廃棄材料は繊維のみである可能性がある。従って、廃棄材料は未使用ステープルファイバとほとんど同等の品質である。特に、100%繊維性廃棄材料は、例えば接着粉末等の非繊維性バインダが含まれておらず、かつバルクの再生短繊維材料の性質に影響する可能性のあるフィルムも含まれていない。該材料は、単純な繊維性廃棄材料と考えることができる。又前記繊維性廃棄材料は他の成分を含む可能性がある。というのは、前記廃棄材料は、製造プロセスの後の工程で生成されるからである。その結果、前記廃棄材料は複雑な繊維性廃棄材料となり得る。いくつかの実施態様において、前記複雑な繊維性材料は、消費者による使用又は産業による使用後に生じる廃棄材料であり得る。
【0033】
いくつかの実施態様において、前記廃棄材料は、例えばラミネート、コーティング、モールディング、トリミング及び/又は切断等の変換プロセスの結果生じたもの、又は他の廃棄織物又は繊維を原料とするものであってよい。繊維性廃棄材料は、例えば織物やカーペットにおいて、ベロアやパイルを作るために使用される、テキスタイル剪毛工程から生じるものであってよい。しばしばこれらの廃棄材料は、現商品的価値がほとんどなく、埋立地に捨てられている。前記繊維性廃棄材料は、例えば自動車用カーペット等のテキスタイル廃棄材料又はラミネート繊維性廃棄材料を含み得る。短繊維はまた、紡績工程で過剰な繊維又は過剰な糸からミリングされ得る。特に、短繊維はまた、長いステープルファイバ(未使用又は再生繊維)又は必要以上の過剰物、例えば過剰生産されたドープ染色された繊維等をミリングすることで形成することができる。
【0034】
いくつかの実施態様は、特にカーペットからの材料を不織材料へ変換するために適合させることができる。かかるカーペット由来の材料は、例えば消費者が使用した後のカーペット、過剰在庫カーペット、カーペット製作の際のカーペットトリミング及びカーペット設置の際の廃棄カーペット等が含まれる。前記カーペットは、カーペットロール又はカーペットタイルからであってよい。いくつかの実施態様において使用されるカーペット廃棄材料は、前記繊維性材料と共にカーペットバッキング材料が含まれ得る。前記バッキング材料は、顆粒又は粒子へ変換されて、前記短繊維と混合し、前記材料を通過する複雑な空気流れの形成を強化するために使用され得る。また、前記粒子状バッキング材料は熱可塑性ポリマーを含む場合、前記不織材料がいくつかの実施態様に応じて形成される際に加熱され、かつ例えばポリマーコーティング不織材料を製造するためにバインダとして使用されることができる。
【0035】
前記カーペット由来の繊維性材料は、カーペットで使用される種々の繊維が含まれ得る。例えば合成繊維及び例えばウール等の天然繊維が含まれる。いくつかの実施態様において、例えば前記短繊維又は既製ウェブの形でウールを含む不織材料の製造は有利である。というのは、前記ウールは、いかなるさらなる難燃剤化合物を添加することなく、前記材料に難燃性を与えるからである。
【0036】
記載されたプロセスにおいて使用可能な繊維性材料の広い範囲の原料範囲という点から、広い範囲の繊維厚さ又は線密度が種々の実施態様において使用され得る。低厚さ(又は線密度)例えば2デニールより小さい;又は中程度厚さ(又は線密度)例えば2から12デニール;又は粗い厚さ(又は線密度)例えばカーペットで見出される程度、である。一般的に、前記繊維直径は、前記短繊維を用いて製造される前記不織材料の望ましい性質により選択される。例えば、前記繊維直径、得られる材料の空気流れ抵抗に基づいて選択されることができる。
【0037】
前記繊維性廃棄材料は、短繊維を製造するためにナイフミルで前記テキスタイル廃棄材料をミリング処理をすることができる。再生短繊維は、この廃棄材料をナイフミルでミリングして製造することができる。例えば、製造時切断廃棄材料又は類似の廃棄材料は、ナイフミル又はターボロータミルに投入して前記廃棄材料を切り刻み、約1mmから約12mm長さ、又は約3から約6mm長さにまでに切断され得る。前記ナイフミルは、切断された繊維が通る種々の可動スクリーンを装備する。前記繊維は該スクリーンから吸引して除去されていく。空気流及びスクリーンサイズを変更することで、繊維の好ましい長さが得られる。また、前記繊維性廃棄材料は未詳のステープルファイバと置き換えて、同様のプロセスを用いて短未使用繊維を製造することができる。
【0038】
前記スクリーンサイズの選択は、廃棄材料又は未使用ステープルファイバの性質、前記不織材料の望ましい機械的及び物理的性質(例えば空気流れ性)、及び添加され得る接着性材料の比率同様、前記繊維の性質に依存するものである。前記繊維性廃棄材料が再生短繊維のみを含む場合には、すべてのスクリーンから出てくるものについては、以下に記載される以外は、十分予測可能なものである。
【0039】
例えば空気流れ透過性対繊維サイズ及び長さ、及び接着含有量等の望ましい機械的又は物理的性質のマトリックスは予想可能な結果を提供する。しかし、例えばフィルム等の他の成分が前記繊維性廃棄材料に存在する場合、前記材料は予期可能な生成物のためのプロセス条件を決定するために特徴付けされなければならない。前記材料が特徴付けされたなら、望ましい空気流れ性質の達成は予想可能となるが、前記繊維性廃棄材料が再生短繊維材料のみを含む場合と比べて、前記スクリーンサイズにずっと大きく依存するものとなろう。一般的に、前記スクリーンが余りに粗いと、得られるスクリーンされた材料は適切でないかもしれない。余りに粗いスクリーンを用い場合の効果について実施例5で説明されている。
【0040】
いくつかの実施態様において、前記再生短繊維は、未使用ステープルファイバと明らかに類似の特性を持つであろう。他の実施態様において、特に前記繊維性廃棄材料が高密度であり高多孔性のバインダを含む場合、前記再生短繊維は、塊状化又は集団化された繊維又はその両方を含み、ある方法でお互いが結合又は接着されている顆粒又は粒子構造を含むことができる。
【0041】
複雑な繊維性廃棄材料については、例えば音響材料、フィルタ又は電池セパレータのための応用において前記不織材料が空気透過性を制御しなければならない状況の場合に、前記スクリーンの注意深い選択が要求され得る。例えばスペーサ層、又は準構造化パネル等の空気透過性の制御がそれほど重要ではない応用については、広い範囲のスクリーンが使用に適切となり得る。
【0042】
短繊維が形成される繊維性廃棄材料は、例えばホイル、フィルム、フォーム層又は織物等のラミネート表材及びバッキングを含み、同じく例えば感圧性又はホットメルト接着層等のバッキングを含むことができる。これらの層は、通常は従来の再生プロセスとは整合しないものであり、ナイフミリングプロセスで小片に変換される。これらの粒子はその後、空気流れ抵抗性が望まれる場合に、多孔性を減少させ迂回性を増加させることを強化するために補助し得るフィラーとして作用することが可能である。熱可塑性が備わっている場合、これらの小片は続いて成形されるファイバウェブのための接着剤として作用することが可能である。
【0043】
前記処理された最終形は一般的にここでは便宜上短繊維再生物(SFR)とする。SFRは、ミリング処理から100%短繊維を含むか、又はより低い率のミリングされた短繊維を含んでいてよい。前記短繊維は場合により、例えば他の形の再生廃棄材料、未使用(非再生)材料、無機フィラー、熱硬化性樹脂、色素顔料、難燃剤、長ステープルファイバ等の適切な添加物が、限定されることなくブレンドされ又は結合されて、短繊維再生物、MSFRを形成することができる。長ステープルファイバは、例えば30から100mmの長さ、又は約51mm平均長さ、又は約64mm平均長さであり、廃棄材料のミリングされた短繊維に比べて相対的に長く、これを前記MSFR形成のために添加してもよい。これらの長ステープルファイバを、例えば前記不織材料の引張強度及び曲強度等を改善するための補強材料として添加することができる。
【0044】
MSFR形成において、適切な繊維性廃棄材料を、フィラー又は接着材料として添加することができる。該添加物は、例えば難燃性、引き裂き抵抗、空気透過性の改良又は質量増加等の望ましい性質を与えるために添加されてよい。物理的性質の制御が重要な場合、前記廃棄材料は知られた内容物を持つ知られた原料から導入されるべきである。便宜上この明細書の中で、SFRはまた混合された繊維性再生物を含むものとして解釈されるべきである。
【0045】
前記SFRを作るために使用される前記材料の少なくともいくらかは、例えばポリエチレンテレフタレート(PET);種々のコポリマー材料(CoET)、ポリプロピレン(PP)、ポリエチレン(PE)、ポリアミド(PA)、エチレンビニルアセテート(EVA)等を含む。SFRはさらに、例えば綿、ウール、麻等の天然繊維をある割合で含むことができる。SFR製造で使用される天然繊維の割合は、SFR不織材料の望ましい応用に依存する。例えばいくつかの実施態様において、ある割合のウールが、SFR不織材料の難燃性を与えるためにSFRに添加される。例えばSFR全体の質量の約20重量%以上である。いくつかの実施態様において、SFR中に天然繊維が90重量%まで含まれることが好ましい。高い割合で天然繊維を用いて形成されるSFR不織材料は、例えばカーペット下層又はピンボード材料等に使用され得る。前記材料は接着性熱可塑性繊維を含むことが可能であり、前記繊維成分の融点が前記廃棄材料の他の繊維成分の融点に比べて低い。
【0046】
例えば熱的に結合された不織断熱材の再生廃棄材料から作られるSFR材料は、一般的に、接着性バインダ繊維及びより高融点熱可塑性繊維又は天然繊維を含む。例えば従来のテキスタイル廃棄材料から作られるSFRは、一般的に、接着性バインダ繊維は含まれていない。例えばPP等の低融点繊維から作られるSFR材料は、熱結合がかかる繊維も融点よりも高い温度で実施される場合、接着繊維の機能を奏することができる。従って、廃棄材料のタイプに依存して、望ましいレベルの結合を達成するためには、追加の熱可塑性バインダを前記SFRに厳密に混合する必要があり得る。これに代えて又はこれに加えて、例えば熱硬化性樹脂等の他の接着成分が、前記不織材料を製造する際にSFRと組み合わされてもよい。
【0047】
例えばウール等の熱可塑性でない短繊維を用いる実施態様においては、熱可塑性バインダを、SFR又はSFRの前駆体ウェブに例えば粉末形状で添加してもよい。前記熱可塑性繊維なまた場合により再生される短繊維であってよい。前記熱可塑性バインダをより高い比率でSFRに加えて、材料内により小さい孔及びボイドを持つ不織材料を製造することができる。バインダの割合が大きくなり、前記材料中のボイドスペースがさらに小さくなる従って、製造される材料は不織テキスタイルと比べてより短繊維強化プラスチックシートに近くなる。
【0048】
いくつかの実施態様において、可塑化ポリビニルクロリド(PVC)又は熱可塑性ポリウレタン(PU)が、PVC又はPUコーティング繊維を持つ不織材料を製造するために、前記熱可塑性バインダとして使用され得る。PVC又はPUの原料はSFRを製造するために使用される繊維性材料であってよい。いくつかの実施態様において、前記PVC又はPUは、前記繊維性廃棄材料に含まれているバッキング又はバインダからのものであってよい。この代わり又はこれに加えて、PVC又はPUはSFRに別の添加物として添加してもよい。
【0049】
いくつかの実施態様において、前記SFRは、プレフォーム繊維ウェブ上に又はその中に分散させることができ、従って通常加熱により、不織材料を形成する。前記不織材料は、約5%から100重量%より少ない量を含む。例えば、前記不織材料は、約5%と、約95%、97%、98%又は99%の間で含まれる。又は、前記不織材料は、再生繊維の約20%と約80重量%の間で含まれる。又は、前記不織材料は、再生繊維の約30%と約60重量%の間で含まれる。添加物は、前記分散適用の前又は間で前記再生繊維に添加することができる。添加物はまた、前記SFRに、前記SFRの分散と連続して設定された追加の分散装置を使用して添加することができる。
【0050】
既製繊維ウェブは、廃棄材料のミリングされた短繊維に比べて相対的に長い、例えば約30から100mmの範囲のステープルファイバを含むことができる。例えば当該ウェブは、熱結合された既製ウェブであり、PETコアを低融点コポリエステル(CoPET)鞘(前記PETコアよりも低融点で溶融する)で囲まれた鞘コア型の2成分バインダ繊維を持つ。通常この低融点は約110℃である。しかし他の融点を持つCoPETポリマーもまた使用することができる。前記2成分繊維はまた、他のポリマー型、例えばPE/PET及びPP/PET、PA/PET等を含んでいてよい。
【0051】
また、前記SFRは、繊維性ウェブとして、既製不織ウェブ、例えばスパンボンド、エアーレイド、メルトブロー、ウェットレイド、スパンレース、水力エンタングル、ニードルパンチ又は、例えば前記SFRが前記不織ウェブ上にコーティングを形成する類似の不織ウェブ上に形成されることができる。前記既製ウェブの重量及び密度は、最終シートから要求される機械的、物理的性質に基づいて選択することができる。例えば、前記ウェブは、十分な引張強度及び引き剥し強度のみを持ち、従って前記再生繊維のキャリアとしてのみ作用するために適切であり得る。この例として、ウェブは約12g/m2と約50g/m2との間のウェットレイドセルロース不織物を含んでいてよい。又は、最終不織材料の引き剥がし及び引っ張り強度の大部分が、前記既製ウェブからくるものであってもよい。
【0052】
前記SFRは繊維性ウェブとして既製低密度不織材料、例えば多孔性バルク吸収体の上に、前記材料の厚さを通じる空気流れ抵抗可変の複合体を製造するために、形成されてもよい。しかし、続く前記SRFウェブを加熱及び圧縮して固めることで、既製低密度既製ウェブを含む不織材料は、高密度不織材料、例えば多孔性柔軟シートへ変換され得る。製造された多孔性柔軟シートはまた、記載された本発明の他の実施態様に応じた又は別の方法に応じた、他の多孔性バルク吸収体と共に、複合製品を製造するために使用することができる。前記バルク球主体及び前記柔軟シートが共にTSFNW材料である場合、前記複合体材料はまた、熱成形可能であってよい。他の実施態様では、前記多孔性流れ抵抗性柔軟シートは、成形の前に前記柔軟シートの一方側に接着されてもよい。
【0053】
いくつかの実施態様において、前記SFRは、既製織物又はニットテキスタイルウェブ上のウェブとして、例えば前記SFRが前記ウェブ上にコーティング形成するようにされてもよい。例えば、前記ウェブは、家具地又は装飾用織物であり得る。従って、製造された前記不織材料は、外観上好ましく、自動車又は建築内装に用いることに適している。かかる方法で、前記SFRを含む前記不織材料は、複合体の一部を形成することができる。
【0054】
前記既製ウェブは、犠牲的なものであり得る。いくつかの実施態様において、前記SFRは、薄い軽量既製ウェブ、例えば13gsmティシュの上に形成される。前記SFRウェブが固定されると、前記犠牲既製ウェブは剥がされて廃棄されてもよい。前記犠牲ウェブは前記SRFウェブが固定されると直ぐに剥がされてもよい。又は前記犠牲ウェブは、前記SFR不織材料が使用される直前に剥がされてもよい。
【0055】
いくつかの実施態様において、前記不織材料は、既製ウェブを使用せずに、SFRの高い含有量(100%まであり得る)で形成されてもよい。これらの実施態様は、前記SFRを、エアーレイド、機械的ウェブ形成方法、分散方法又は他の分配方法で、形成ベルト上でウェブに形成することで製造される。前記SFRは、その後加熱され圧縮されてもよい。
【0056】
前記SFRは、次の方法を用いて加熱され得る。即ち、例えば接触加熱、加熱蒸気(例えばスチーム)又はガス(例えば、通気結合で使用されるガス等)及び赤外線放射線暴露を含む、ひとつ又はそれ以上の技術である。
【0057】
いくつかの実施態様において使用される形成ベルトは、固体、非粘着性又は非接着性のコンベアを使用することができる。かかるコンベアは、前記材料を平面床ラミネータ又は高密度不織材料製造のための圧縮装置を通過させるために使用されているものである。いくつかの実施態様において、前記SFRは、例えば長いステープルファイバ等の他の繊維を含む種々の添加物とブレンドしてよい。前記形成ベルトはオープンメッシュ構造であってよく、前記SFRはその後通気結合オーブンを通過して低密度材料を形成する。前記形成ベルトは、平面床ラミネータ又は高密度不織材料製造のための圧縮装置を通過させるために使用されている、固体、非粘着性又は非接着性のものである
いくつかの実施態様において、前記不織材料は2つ又はそれ以上のプロセスの組み合わせを通過し、一方又は両方の側を種々の表材でラミネートされてよい。表材には、相対的に高い空気流れ抵抗を持つ不織材料を含み、例えば本発明の不織材料のいくつかの実施態様における多孔性柔軟シート等を含むことができる。
【0058】
不織材料は、最終不織材料で望まれる物理的及び空気透過性に従い、要求された厚さ及び密度を持つように製造される。不織材料の密度は、添加物を含む最終不織材料の割合に依存すると同時に、前記不織材料に導入された全ての添加物の比重にも部分的に依存する。バルク密度は一般的に、前記SFRの比重及び、前記SFRから形成された前記不織材料の多孔度の関数であり、それは前記SFR中の前記繊維のパッキング密度を表すと考えられる。
【0059】
低密度不織材料は、最終厚さが約1.5mmから約350mmの間で低密度を有するように設計され得る。厚さはまた、約4mmから約250mの間、約5mmから約150mmの間、約6mmから約75mmの間又は約8mmから約50mmの間で可変である。これらの実施態様のいくつかによれば、前記不織材料は相対的に厚く、低密度不織材料として形成され、バルク密度は、約10と200kg/m3の間、又は約15kg/m3と100kg/m3の間、又は約20kg/m3と60kg/m3の間である。形成されたSFRは、流れ抵抗として、約400と約200000Rayls/mの間である。又は、前記SFR不織材料は、流れ抵抗として、約800と約150000Rayls/mの間又は約1000と約100000Rayls/mの間である。低密度不織材料は、流れ抵抗として、275000Rayls/mまであり得る。
【0060】
低密度不織材料を製造するために、いくつかの実施態様において、前記不織材料を加熱する際に圧縮しないことが望ましい。
【0061】
いくつかの他の実施態様において、相対的に高密度であり、相対的に高い空気流れ抵抗性を持つ前記不織材料を製造可能である。かかる不織材料は、約0.1mmと約5mmの間の厚さを持つことが可能である。前記厚さは又、約0.25mmと約4mmの間、又は約0.3mmと約3mmの間又は約0.4mmと約2.5mmの間であり得る。特定の応用において、例えば壁パネル等ではより厚い材料が要求され得る。かかる方法で製造される不織材料は、バルク密度として、約200kg/m3と約1000kg/m3の間であり得る。又は前記バルク密度は、約250kg/m3と約80kg/m3の間、又は約300kg/m3と約600kg/m3の間であり得る。
【0062】
高密度不織材料は、流れ抵抗として、約275000Rayls/mと約3000000Rayls/mの間の値を持つように製造可能である。又は前記流れ抵抗値は、約1000000Rayls/mと約1500000Rayls/mの間、約1250000Rayls/mと約1400000Rayls/mの間であり得る。例えば3mm厚さの不織材料の流れ抵抗は、空気流れ抵抗が2000000Rayls/mである場合には6000Raylsであり、又は1000000Rayls/mの場合には3000Raylsであり、又は700000Rayls/mの場合には2100Raylsとなる。これらの例示材料は、ある環境条件で非常に効果的な音響材料を構成することができ、前記SFRは正しい範囲の空気流れ抵抗を提供するように選択されるべきである。
【0063】
他の実施態様は、ここで記載された方法で製造され、及び/又はここで記載された物理的性質を持つ不織材料に関する。
【0064】
さらなる実施態様は、熱可塑性繊維を含む廃棄材料から形成される短繊維を含むバルク再生繊維材料に関する。前記短繊維は一般的に、約0.5mmから12mmの長さ、又は約1mmから約6mmの長さとなるように製造される。又は前記短繊維の平均繊維長さは、約12mmよりも短く、約6mmより短く、又は約2mmから5mmである。前記短繊維は、例えばポリエチレンテレフタレート(PET)等のポリエステル材料を含み得る。前記廃棄材料は、例えば熱的に結合された不織材料の切断部材を含み得る。前記短繊維は、前記切断部材をミリングして中間的な長さとし、さらにそれらを短繊維にミリングすることで製造できる。粉末又はダスト粒子は、必要ならば前記ミリングされた材料から除去されてもよい。かかる除去には従来のダスト又は粉末抽出プロセスであって、例えばサイクロン分離システムが使用可能である。いくつかの実施態様において、微粉末は前記SFRへの好ましい添加材料であり得る。この場合、微粉末は多孔度を減少させて空気流れ抵抗をゆ有効に増加させるフィラーとして作用する。
【0065】
前記織材料の実施態様で、ここで記載されたTSFNW材料を含む実施態様は、自動車内での防音材料であって、自動車外から発生し自動車内に伝わる音からの防音材料としての使用に適するものである。前記不織材料は、例えば、前記自動車のエンジン室内で、ダッシュパネルの内部及び外部で、かつ室内カーペットの下に使用され得る。前記不織材料は、内部装飾トリムとして使用され得る。この場合、前記音響シートをいくらかの装飾織物で覆おう必要があり得る。音響シートは、空間で又は例えば他の音響材料と組み合わせて使用することができる。
【0066】
前記不織材料はまた、音響ピンボード材料、天井用タイルとして、追加の高密度又は高流れ抵抗性の表材と組み合わせて、例えば多孔性柔軟シート又は流れ抵抗性スクリーンとして作用する有用であり得る。
【0067】
さらに、ここで記載される前記不織材料のいくつかの実施態様は、フィルタ材料として適しているものを意図している(しかし限定されない)。
【0068】
いくつかの実施態様において、不織材料は、低密度不織材料であり、前記不織材料は多孔性バルク吸収材として使用され得る。望ましい寸法の不織材料を製造するために、前記不織材料が形成された後前記不織材料は垂直に包装されて熱的に結合される。いくつかの他の実施態様は、高密度不織材料に関し、例えば多孔性柔軟シート等の種々の応用に用いられる。前記低及び高密度不織材料は一緒に用いて複合体材料又は製品を製造するために使用されてもよい。
【0069】
一般的に音吸収のため及びろ過のために用いられる不織材料は、既知の空気透過性を示さなければならない。例えば多孔性材料の音吸収性質はよく定義されている。決定的な特性は、空気流れ抵抗(前記材料を通過する空気の流れに対する抵抗)、迂回性(音波が材料材料中を取る経路長)及び多孔度(ボイド体容積比率)である。繊維性材料では音吸収を制御する上で空気流れ抵抗は非常に大きな決定的ファクタである。ろ過に影響するファクタは本質的に同じである。
【0070】
空気流れ抵抗は、特定の材料で特定の厚さで測定される。空気流れ抵抗は空気流れ抵抗(Raylsで)を厚さ(メーターで)割算して、空気流れ抵抗としてRayls/m単位で測定される。ASTM標準C522−87及びISO標準9053が、音吸収材料のための空気流れ抵抗を決定するための方法として参照される。記載された実施態様の内容で、Rayls/mで測定された空気流れ抵抗は、空気流れ抵抗を特定するためにしようされるであろう。しかし他の測定方法及び単位もまた等しく有効である。
【0071】
ろ過目的で、前記不織材料は相対的にオープン構成であるべきであり、空気流れに対し低抵抗で前記材料通過での圧力低下を最小とする。一方ポアサイズは、特定の粒子のサイズと量を捕捉するために適切でなければならない。音波吸収のための音響材料は、前記材料に入射する音圧に対して音響学的インピーダンスを存在させるために相対的に空気流れに対して高い抵抗性を持たねばならない。両方の応用で、空気透過性は、予想可能に及び一定の性能を保証するために管理されなければならない。これは他のファクタのうちでも特に繊維サイズ、繊維タイプ及び長さの管理を通じて達成される。この理由のため、均一な、短い繊維の不織テキスタイルが望ましい。SFR系テキスタイルは、埋立地へ廃棄される廃棄量を低減する又は削除することで、コスト低減及び重要な環境上の利点があるという点で、有利である。
【0072】
短繊維の使用は、前記不織材料の性能と関連して有利である。短繊維を用いて達成される選択された空気流れ抵抗は、約30mmから約100mmの長さを持つ従来のステープルファイバのみから実質的になる従来の不織材料に比べて、非常に高い。理論に限定されることなく、この予期しない空気流れ抵抗の増加は、前記短繊維が、長い繊維の不織材料と比べて、より効果的にパックされ得るという結果として達成されるものである。より短い繊維は、それらが製造中に例えばコンベア等の表面に分配されるか、又は既製ウェブ上に分配される際に前記繊維のパッキングにおける乱雑性の程度を減少させる可能性がある。前記材料中の前記繊維のパッキングがより整然としていると、前記空気流れ抵抗が高まる。特に繊維パッキングが改良されることで、前記不織材料の繊維間の介在空間が減少し、複雑に入り組んだ構造を形成し、前記材料中に空気流れの迂回路を形成しその結果選択された空気流れ抵抗を生じることができる。従って、許容できない性能について犠牲を払うことなく比較的軽量不織材料の製造が可能となる。
【0073】
さらに、前記短繊維のパッキングがより効果的であるほど、望ましい性質を達成するためにポアサイズをより容易に制御することが可能となる。ポアサイズはろ過材料のキーとなる特徴構造であり、ポアサイズによって、前記材料が、特定の応用のための関連する物質をろ過可能かどうかを決定する。さらに、ポアサイズは使用の際にろ過材料で生じる圧力低下に影響を与えるファクタのひとつである。
【0074】
いくつかの実施態様において、望ましい空気透過性のレベルは、異なる密度を有する複数の不織材料を組み合わせて複合体を形成することで達成され得る。音響への応用において、低空気透過性材料と高空気透過性材料とを組み合わせ物は、局所的に反応する音響的挙動を達成するために使用可能である。かかる実施態様においては、ひとつ又はそれ以上の不織材料は、ここで記載された実施態様によるSFR系材料であってよい。
【0075】
複合製品は、相対的に高い流れ抵抗を持つSFR系多孔性柔軟シートと、前記柔軟シートより実質的に小さい流れ抵抗を持つSFR形多孔性バルク吸収材又はスペーサ材料から製造されることができる。かかる複合製品を製造する方法は共有にかかる国際出願NoPCT/AU2005/000239、発明の名称「熱成形可能な音響製品」(公開WO/2005/081226)で記載された方法を含む。当該文献の記載内容は、ここで、参照すると共に本明細書の一部とする。
【0076】
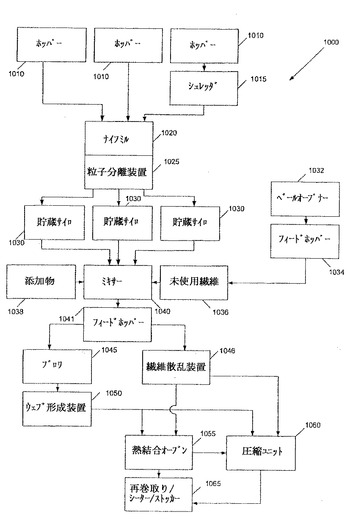
ここで、図1及び10を参照して、不織材料製造のための方法100のフローチャートが示されている。ここで不織材料は、音響シートとしての使用に適しているTSFNW材料である。またここでは前記方法を実施する際に適切なプロセスシステム1000の模式ダイヤグラムと組み合わせて記載されている。方法100は、ステップ110から開始する。ここで例えばテキスタイル廃棄材料を含む繊維含有材料の切断部材等の繊維性廃棄材料が得られる。使用の前に、前記繊維性廃棄材料は、ひとつ又はそれ以上のホッパ1010に貯蔵されていてよい。
【0077】
前記繊維性廃棄材料は、例えば、特定の応用に適するように特定の形状にモールドされたか又は切断された他の音響シート又は多孔性バルク吸収体の変換から出るトリミング又は切断部材であり得る。かかる材料の切断部材は通常、高融点熱可塑性繊維及びバインダとしての低融点接着繊維を含む。又は、前記廃棄材料は、天然繊維及び接着繊維を含む。前記接着繊維は、しばしば、CoPET/PET、PE/PET、PP/PET、PA/PET等の2成分繊維を含む。又は、前記SFRは、例えばPE又はPP等の他の低融点ポリマー性繊維をステープルファイバとして、又は低融点ポリマーを接着粉末として含む。例えばポリプロピレンカーペット繊維は熱可塑性接着繊維として使用され得る。他の例として、前記廃棄材料は、一方又は両方側をラミネートされたポリエチレンフィルムを含むことができる。この例で、前記PEフレークはTSFNW材料での接着バインダとして作用することができる。
【0078】
異なる廃棄材料として、異なる繊維を異なる割合で含む異なる材料が含まれ得る。異なる材料からの繊維のブレンドは、前記再生繊維材料の中で望ましい割合の接着バインダ材料を得るために使用することができる。例えば、前記繊維性廃棄材料は、2成分繊維を含み得る。これは、それぞれの繊維成分はコア材料と鞘材料を持つ。鞘材料はコア材料よりも低融点を持ち、前記2成分繊維を他の繊維と結合させることを容易にする。例えば、ひとつの種類の繊維性材料が例えば50%の接着性2成分繊維を含み、他の繊維材料が例えば20%の接着性2成分繊維を含むとする。従って前記2つの繊維性廃棄材料を50/50でブレンドすると、その結果SFR中で35%の2成分繊維コンポーネントを持つこととなる。
【0079】
前記SFRの特別の利点は、他の廃棄材料又はフィラーと容易に混合することができ、従って相対的に均一なブレンドが得られ、これは前記不織材料の製造のための適切な接着性を持つために要求されるバインダの量を最小限にする。
【0080】
場合により、ステップ115は、前記繊維性廃棄材料のいくらか又は全てを、シュレッダ1015を用いるか又は粗く切断して小片とすることができる。シュッレダは、例えば一軸シュレッダ例えば市販されている ステップ120では、前記廃棄材料はミリングされる。これは例えばナイフミル1020、例えばドイツのPallmanから市販されている「OriginalPallman」型PS4ナイフミル等を用いて中間長さの繊維を製造することができる。短繊維へのこの中間長さ繊維は、例えば10から20mm、ま4から12mm、又は2から6mm又はそれより短い。本出願の内容において、ミリングで生成される繊維についての意味は、個々の繊維、又はクランプされた、結合された、又は一体化された繊維、又はそれらを共に意味する。
【0081】
より短い繊維を製造するために、前記第1のサイズ減少段階は、よりゆっくりと実行されてもよく、より小さいスクリーンがナイフミル1020で使用されてもよい。これにより前記中間の長さから短い長さけ繊維長さをさらに減少させる段階を除くことができる。又は、より高い生産速度を達成するために、中間長さの繊維は、その後ステップ125で追加のナイフミル1020によるサイズ減少の第二の段階でさらにミリングされてもよい。この2段階のナイフミル1020は、空気圧コンベアシステムを含むことができ、これはナイフミル1020の第一の段階/セクションからナイフミル1020の第二の段階/セクションへと材料を運ぶ。さらに、2段階ナイフミル1020は、1つ又は2以上のサイロ又はホッパを繊維を切断する前に保持するために含むことができる。3つの貯蔵サイロ1030が図10の製造スキーム中に示されている。これらは前記ミルされた繊維を一時的に貯蔵する。又は貯蔵サイロ1030は、他の適切な貯蔵手段で置換されてもよい。例えば袋やベール等である。ナイフミル1020はまた、どちらか又は両方段階で、自動ダスト抽出システムを含んでいてよい。
【0082】
ステップ125で、中間長さ繊維は、第二段階でナイフミル1020でさらにミリングされてよく、より短い繊維を製造する。この第二のミリング段階で製造され例えば短繊維は、約6mmよりも短く、これによりいくらかの繊維は効果的にダスト粒子を構成するために十分短い。望ましい材料特性に依存して、前記ダストは前記短繊維中から除去されてもよいし又はそのまま維持されてもよい。この第二のミリングステップで製造される短繊維の長さは、例えば約1mmと約6mmの間である。又は、前記短繊維の平均長さは、約2mmと約5mmの間であってよい。ステップ120でのミリング及び場合によりステップ125でのミリングは、短繊維(分離されていない繊維塊を含んでいてよい)を製造するため使用されるが、他の長さ及び/サイズの繊維又は粒子が前記ミリングの結果、前記再生繊維材料中に含まれていてもよい。例えば粉末を構成するために十分小さいか、又は複合体のチップ又はフレーク又は凝集繊維材料を構成するために十分大きい粒子である。
【0083】
大きなサイズの粒子は、前記スクリーンを通過しないことから、さらにサイズ減少のためにナイフミル1020のメインチャンバ内に留まっていてもよい。前記SFRは、ステップ130で前記より大きなサイズの粒子と、前記スクリーンを通じて減圧にすることで前記スクリーンの穴により分離される。従って、前記短繊維(及びより小さな粒子)は、ステップ130でミリングされた切断部材、例えば篩い分けによる残渣(より大きな粒子)と分離される。本発明の該ステップは、粒子分離装置1025により実施され得る。ステップ130はまた、前記ミリングされた廃棄材料から、ダストの分離を含むことができる。例えばサイクロン分離装置を用いて分離し、及び前記ダスト粒子をフィルタバッグに運ぶことを含む。ステップ130は、ステップ120及び/又は125と同時に実施されてもよい。ステップ130で抽出された前記SFRは、ひとつ又はそれ以上の貯蔵サイロ1030又はステップ135でのホッパに貯蔵され得る。
【0084】
ステップ140で、添加物が前記SFRに添加される。例えばブレンド又は混合等による。必要な場合又は望ましい場合には、ステップ145のウェブ形成に先立って前記SFRを処理又は追加してブレンド又は混合等する。かかる添加物には、例えば:抗微生物物質;難燃性物質;熱可塑性樹脂;熱硬化性樹脂;無機フィラー;接着性粉末;及び熱可塑性接着性繊維を含むさらなるステープルファイバが挙げられる。図10に示されるように、添加物1038は、前記SFRとミキサ1040で混合されてよい。例えば未使用繊維等1036のさらなるステープルファイバを追加する場合には、プロセスシステム1000はさらに、バルクステープルファイバのベールを開くためのベールオープナー1032を含み、それをフィードホッパ1034に設けることができる。前記未使用繊維1036はその後ミキサ1040に導入される。ステップ145では、前記SFRは全ての添加物と共に、ウェブに、例えば散乱、機械的形成又はエアーレイドプロセス等により形成される。
【0085】
散乱プロセスは、繊維散乱総理1046により実施可能であり、この装置は、針で覆われたローラを含み、前記ローラは、形成ベルトの上に暴露され、前記SFRが含まれるフィードホッパ1041により前記ミキサ1040からフィードされる。前記SFRは、前記短繊維がほぼ均一になるように散乱される。前記再生繊維材料を散乱する適切な装置は、ドイツのTechno Partnerからの市販品が利用できる。第二又は第三の散乱ユニットが前記繊維散乱に続けて適用することができ、前記ウェブの表面に種々のフィラーや接着粉末を添加することができる。
【0086】
いくつかの実施態様において、前記SFRは、ウェブ形成装置1050を用いてエアーレイドプロセスで、ブロア1045を用いて作られた空気流中で、前記ウェブ1050上に、ウェブに形成することができる。該ウェブ形成装置は例えば、Formfiber(デンマーク)又はOerlikon(オーストリア)から入手可能である。熱結合に先立って前記ウェブを固定化するために前記コンベアを通して吸引を適用する。エアーレイドェブの欠点は、例えばダスト等の微粒子及び全ての望ましいフィラーが、均一な構成というよりは層を形成する傾向があることであり、この結果、ウェブ密度が、前記材料の深さに依存して変化するということである。このプロセスの他の欠点は、非常に細かい粒子が、空気流れ抵抗を強化することが可能な前記繊維マトリックス中に留まることなく前記メッシュを通って吸引されて除去され得るということである。いくつかの実施態様において、この効果は、前記エアーレイドプロセス中で吸引を適用せずエアーブロアのみを用い、それにより前記マトリックスを形成する際に相対的に自然な粒子の分布を達成することで緩和することができる。また既製のウェブを用いて不織材料を形成することも有用である。というのは、既製のウェブが、前記微粒子を保持するためのフィルタ又は保持層として作用し得るからである。既製ウェブの使用は又、前記エアーレイドプロセスの際に前記ブロア1045により吹き飛ばされないように前記短繊維をその場所に維持することができる。
【0087】
さらなる実施態様は、SFRのウェブを機械的ウェブ形成プロセスにより形成することを含む。例えばイタリアのBettarini及びSerafiniから入手可能なBemaformerプロセスが挙げられる。機械的に形成されたウェブのひとつの利点は、微粒子、ダスト及びすべての望ましいフィラーが、ウェブ形成の前に前記SFRに導入可能であり、前記繊維マトリックス内に維持され、従ってより均一な繊維複合体となる、ということである。
【0088】
ウェブ形成ステップ145に続いて、前記ウェブの意図される応用に依存して、前記ウェブは固定化され得る。いくつかの実施態様において、低密度不織材料が望まれる場合、前記ウェブは、熱結合オーブン1055を用いてステップ150でスルーエア結合により固定化される。スルーエア結合は一般的に、良好な標準的加熱を提供するが、僅かの圧縮もまた与える。例えばかかる僅かの圧縮は熱結合オーブン1055でのベルトにより与えられ、前記不織材料の固定化を達成するために十分であり、かつ前記材料が低密度であることを保証する。前記スルーエア結合方法の代わりに、スチーム又は赤外線照射も結合を達成するために使用され得る。いくつかの実施態様において、加熱技術を組み合わせて使用することができる。
【0089】
高密度不織材料が望まれる実施態様において、前記ウェブは、圧縮ユニット1060内でステップ160で加熱及び圧縮されて固定化され得る。これは、例えば、ヘビーローラ又はニップローラ等のローラを通して通過させることを含む機械的圧縮により達成できる。前記圧縮ユニットは、二重ベルトラミネーション圧縮及び平面床ラミネータ等が挙げられる。いくつかの実施態様において、それぞれのベルトは、前記ウェブと接触する前記ベルトの領域で、供される全ての圧縮の程度を制御するために、ローラにより進められる。
【0090】
前記SFRウェブは、接触加熱又は冷却部材を用いて加熱又は冷却され得る。いくつかの実施態様において、前記接触加熱/冷却部材は、前記ウェブと接触するベルトの長さに沿って、例えば平面床ラミネータのベルトの長さに沿って設けられてよい。ステップ160で、前記SFRウェブは、短繊維を導入され、加熱されて前記材料を固定化して、安定な、管理可能な適切な機械的性質を持つウェブに形成される。従って、方法100は、プロセス設定に依存して、種々の密度と厚さを持つTSNFWを製造することを可能とする。最終TSFNWの密度は、圧縮の程度により制御される。
【0091】
低密度のTSFNWは、相対的に低い空気流れ抵抗を持つ。不織材料の密度が増加すると、前記空気流れ抵抗が増加する。前記材料の空気流れ抵抗は一般的に一定を維持する。しかし、高密度材料については、空気流れ抵抗は、前記不織材料の繊維構造内のボイドと介在空間を接着バインダが流れ、重点することにより、増加する可能性がある。
【0092】
上で説明したように、相対的に低密度TSFNWは、スルーエア結合プロセスを用いて結合され得る。特定の厚さを達成するために、インラインで厚さを測定する必要があり得るが、これは、二重ベルトスルーエア結合オーブンを含む熱結合オーブン1055を用いて達成することができる。又はエネルギ濃縮装置ホットウェブは、前記熱結合オーブン1055の出口である程度の機械的圧縮により調整することが可能である。
【0093】
低密度シートはまた、例えばドイツのTPSから入手可能な二重ベルトラミネータ/圧縮ラインを含む圧縮ユニット1060を用いて形成され得る。しかし、前記音響シートの達成可能な厚さは、前記SFR層のコアへの熱透過性により限定される。
【0094】
高密度TSFNWは又、低密度シートから、圧縮ユニット1060を通してカレンダ処理し、続いてスルーエア結合を行うことで形成され得る。前記ホットウェブは、前記熱結合オーブン1055の出口で既定の厚さ及び密度へ、前記圧縮ユニット1060のカレンダロール設定を適切に調節することで、カレンダ処理されることができる。
【0095】
高密度シートは、短繊維再生物を、例えばスイスのSchaetti又はドイツのTPSから入手可能な、二重ベルトラミネータ/圧縮ライン(圧縮ユニット1060として)に通過させることで形成され得る。
【0096】
いくつかの実施態様において、前記短繊維は、例えば既に記載された相対的に均一に分配された質量の短繊維再生物を形成するために短繊維のウェブを形成するための適切なプロセスによって形成されてよい。例えば前記短繊維再生物は、固体又はメッシュのポリテトラフルオロエチレン(PTFE)でコーティングされたコンベア又はベルト上に均一に分配されて、100%SFRまでから製造されるTSFNWを製造することができる。
【0097】
いくつかの実施態様において、前記短繊維は、既製繊維ウェブに形成され、前記既製ウェブは相対的に長い又は中間の長さの繊維を含み、例えば30mmから100mmの長さであり、ある割合で2成分繊維を含むことができる。前記SFRは、ほぼ知られた割合の熱可塑性繊維を含むように選択され得ることから、前記既製(「キャリア」)ウェブは、前記切断部材から得られる前記SFRに前記熱可塑性繊維を添加しない場合には必要となるであろう2成分繊維の割合の高さほど持つ必要はない。前記キャリアウェブ中の2成分繊維の量が減少することで、前記キャリアウェブの製造費用を減らすことができる。
【0098】
他の実施態様においては、前記SFRは、不織材料の既製のウェブ、ニット又は織物テキスタイル上に適用され得る。このテキスタイルは主に前記SFRウェブを前記結合プロセスへ運ぶためのサポートとして、及び潜在的な装飾表面層として作用する。
【0099】
前記既製のウェブの材料成分及び前記ウェブに添加されるSFRの量に依存して、前記SFRは約5重量%及び約99重量%の間でTSFNWを含むことができる。又は、前記SFRは、約10重量%及び約80重量%、又は約20重量%及び約60重量%で含むことができる。又は前記再生繊維性材料は約30重量%及び約40重量%のTSFNWを含むことができる。
【0100】
前記短繊維を導入するSFRウェブの結合は、約100℃及び約220℃の間で実施され得る。前記既製ウェブ及び再生繊維材料が加熱される特定の温度は、前記切断部材材料及び前記既製ウェブ又は他のステップ140で添加された熱可塑性接着バインダの熱可塑性繊維の具体的な種類に依存して可変である。
【0101】
前記ウェブのステップ150から160(適宜)の密度増加の後、結合され密度増加されたウェブは、後で望ましい応用に使用するためにロール形状に巻かれるか又はリワインド機構又はシーター/スタッカ1065によりシート形状に切断される。
【0102】
実施例
次の実施例は、本発明を説明するためのものであり本発明を限定するように解釈されるべきではない。本発明の全ての改良医療、修正及び変更は、添付の特許請求の範囲の意味及び範囲内のものであることが意図される。
【0103】
次の実施例において、SFRのサンプルは、混合切断繊維廃棄材料の選択物から製造された。前記繊維性廃棄材料は第一のサイズ減少段階で「Original Pallman」タイプPS4のPallmanナイフミルで12mmスクリーンを用いて処理された。その後第二のサイズ減少段階で他の「Original Pallman」タイプPS4のPallmanナイフミルで前記例で示したよりも細かいスクリーンを用いて処理された。ミリングされた廃棄材料は、前記シーブのメッシュサイズの及びそれより小さい範囲の粒子であった。
【0104】
前記繊維性材料は、その後、Rotary Brush System付きのTPS繊維散乱ユニットを用いて固体形成ベルト上に散乱させた。前記材料は、TPS Thermofix(R)タイプ24TL 4/40 2/40 57SGT 2NR 1SR高圧縮ラミネータを用いて結合されて圧縮されて、異なるバルク密度を持つサンプルとした。前記サンプルの密度を1又は2の方法を用いて変えた。最初に、前記形成ベルト上に散乱させたAFRの厚さが同じで、その量が異なるサンプルを調製することで密度を変えた。又は、前記ベルト上のSFRの量はほぼ同様を散乱させたが、圧縮の程度を変えて、サンプルを異なる厚さに調製した。
【0105】
前記不織材料の最終厚さは、部分的に、使用したマシンギャップに依存する。圧縮ローラは、以下の実施例で特定される特定のマシンギャップに設定される。しかし、前記ローラにはバネが設けられており前記SFR層を前記機械に導入させる。従って、相対的に大量のSFRを前記形成ベルトに散乱させた場合、最終不織材料製品は前記マシンギャップよりも厚くなり得る。
【0106】
ニッププレスローラは、製造の際にいくつかのサンプルに圧力を加えるために使用された。調製された大部分のサンプルにつき、ひとつのニップローラのみが使用され、約3バール(300kPa)の圧力をサンプルに加えた。しかし、実施例3のサンプル3Bについては、両方のニップローラを用いた。それぞれのローラは圧力約6バール(600KPa)であった。
【0107】
調製されたサンプルの空気流れ抵抗ASTM C522−87に従い測定された。
【0108】
実施例1
再生物タイプC1は、表1に示される大体の割合を含む切断繊維材料から調製された実質的にオープンSFRであった。サンプルは上で説明された方法で製造され特徴付けられた。前記SFR調製の際に、材料を6mmの第二のスクリーンに通した。
【0109】
【表1】
サンプルを調製するためのプロセスパラメータは表2に示される。
【0110】
【表2】
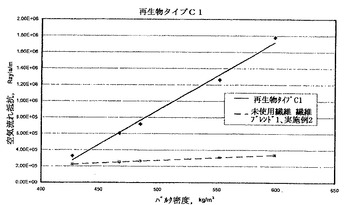
測定データは表3に示され、図2に示される。
【0111】
【表3】
図2は、空気流れ抵抗値とバルクにつどの間にほぼ直線関係があることを示す。これはC1再生物の高度な均一性を示し、それを用いて記載された方法で製造された前記繊維性ウェブの高度な均一性を示す。
【0112】
前記直線関係はまた、ミリングされたLDPEフィルムの存在にも拘わらず、空気流れ抵抗及び空気透過性は相対的に予想可能であり一定であることを示す。
【0113】
解釈を容易にするために、実施例の結果を図2の実施例1の結果と重ねて示されている。
【0114】
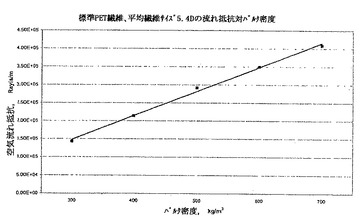
実施例2は、不織繊維材料の空気流れ抵抗間の計算された関係を示す。前記不織材料サンプルは実施例1の再生物材料が製造された従来のステープルファイバの同じブレンドから製造された。前記繊維ブレンドの大体の組成は、繊維ブレンド1として以下の表4に示されている。
【0115】
【表4】
前記ラミネートされていない熱結合不織材料の平均繊維サイズは約5.4Dであった。
【0116】
前記不織材料は、サンプルがある範囲のバルク密度を有するように製造時に圧縮された。
【0117】
結果は、次の経験式モデルから計算される:
R=2.8*10−2*ρ*(10*H)(0.4*(H/0.02−l))*d−1*l−1
ここで、Rは、流れ抵抗、MKSRAyls、
ρは、製品表面密度、kg/m2、
dは、繊維直径、デニール(D)、
lは、繊維長さ、メーター、及び
Hは製品厚さ、メーターを表す。
【0118】
計算データは表5にまとめられ、図3にグラフ化されている。
【0119】
【表5】
この例で、前記流れ抵抗値は従来のステープルファイバで51から61mm長さについて計算される。両方の線の間の傾きの違いは、前記SFRにつき同じバルク密度での流れ抵抗値における増加に直接比例する。
【0120】
実施例1及び2についての結果を比べると、基本の繊維ブレンドにつき計算された空気流れ抵抗値は、同じバルク密度で、再生物タイプC1を製造するために使用した前記SFRの値よりもほとんど3倍低い。
【0121】
逆に、前記TSFNW材料の空気透過性は、同じバルク密度で、従来のプロセスにより製造される同じ繊維ブレンドのステープルファイバウェブについての値よりも実質的に低い。この流れ抵抗性の増加は、前記SFRに導入されたLDPEフィルムのフレークと、前記短繊維のパッキング密度の増加との組み合わせから起こるものである。
【0122】
実施例3
再生物タイプC3は、繊維、ラミネートされたアルミニウム/スパンボンドラミネート物及び剥離紙上の感圧接着コーティングを、表6に示す大体の割合で含む。SFRを上で説明された方法で製造した。ここで、2mmの第二のスクリーンを通した。
【0123】
【表6】
サンプルは、上で説明した方法で製造され、特徴付けられた。サンプル製造の大体のプロセスパラメータを表7に示す。
【0124】
【表7】
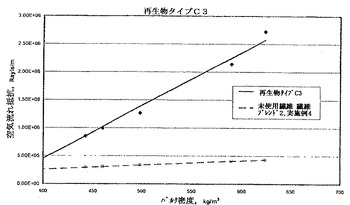
測定データを表8にまとめ、図4にグラフ化した。
【0125】
【表8】
実施例1と同様に、図4は、切断繊維部材から製造された実質的にオープンなSFRが、流れ抵抗とバルク密度が大体直線関係であることを示す。このことは、C3再生物の高度な均一性を示し、それを用いて記載された方法で製造された前記TSFNW材料の高度な均一性を示す
この直線関係は又、ミリングされた表材及び接着バッキング材料の存在にも拘わらず空気流れ抵抗性及び空気透過性は相対的に予想可能であり一定であることを示す。
【0126】
解釈を容易にするために、実施態様の結果が図4で、実施例3の結果と重ねられている。
【0127】
実施例4
使用された、ラミネートされてなく熱結合された不織材料の平均繊維サイズは約5.4Dであり、繊維ブレンド2と参照される前記繊維ブレンドは、実施例3で再生物C3を製造するために使用された同じ従来ステープルファイバのブレンドを含む。繊維ブレンド2の成分は、大体の割合とともに下の表9に示される。
【0128】
【表9】
図5は、ある範囲のバルク密度に圧縮された場合の前記不織材料の空気流れ抵抗値を示す。さらにまた、これは前記経験モデルを用いて計算された。
【0129】
計算データは表10にまとめられ、図5にグラフ化されている。
【0130】
【表10】
実施例3及び実施例4の結果を比べると、基本繊維ブレンドについての空気流れ抵抗性は、同じバルク密度で、再生タイプC3製造するために使用した前記SFRの値よりも3倍低い。前記TSFNWウェブの空気透過性は、同じバルク密度で、従来プロセスで製造された同じ繊維ブレンドのステープルファイバのウェブよりも実質的に小さい。
【0131】
実施例5
再生物タイプC2は、再生物タイプC3とは全ての点で、ただし違いは、2mmの第二のスクリーンよりもむしろ6mmの第二のスクリーンでスクリーニングされたことを除くと同一であった。C2の成分は、表11に大体の割合と共に示される。
【0132】
【表11】
前記サンプルを製造するために使用され製造パラメータは表12に示される。
【0133】
【表12】
計算データは表13に示され、図6にグラフ化されている。
【0134】
【表13】
測定された空気流れ抵抗は図6に示される。結果は広い範囲に広がっており、前記材料が不定であって、均一なTSFNWを製造するには非理想的であることを示す。
【0135】
この例を実質的及び実施例3と比べると、ミリングプロセスは、SFRの一定の粒子を提供するべきであることが明らかであり、特に前記材料がこの例のように非常に極端な場合である。この成果を出すには、前記廃棄材料をより小さな粒子サイズにスクリーニングすることが必要となり得る。
実施例3と実施例5を比べると、2mmのスクリーンがミリングされたホイル、スパンボンド、接着物及び剥離紙について十分な小粒子を生成し、従って前記空気流れ抵抗性又は空気透過性の予想可能性になんら悪影響を及ぼさないことが明らかである。
【0136】
実施例3及び実施例5は、特定の実施態様での製造された短繊維の品質を評価するために適している方法を記載する。ある条件で製造された短繊維のサンプルは、ある範囲のバルク密度に亘る不織サンプルに製造されることができる。空気流れ抵抗性はその後に測定され、前記バルク密度に対してプロットされる。前記短繊維の品質が一定の場合、従って不織材料の製造への使用に適している場合、バルク密度と空気流れ抵抗性とは相対的に直線関係となるべきである。かかる直線関係が、実施例3を参照して図4で示される。対照的に、実施例5の場合において、製造された前記短繊維が一定でない場合、実施例6で見られるように、バルク密度と空気流れ抵抗性との間に一定の明確な関係が見られないであろう。従って前記繊維のさらなる処理が必要とされ得る。
【0137】
実施例6
サンプル7は、高バルク密度熱成形可能な音響シートであり、次の成分を含む(大体の割合で)。
【0138】
成分
4デニールCoPET/PET 2成分接着性ポリエステル繊維、溶融点 160℃ 70%
3デニール再生ポリエステル繊維 30%
前記2成分繊維は、例えば、高結晶性繊維であり、融点が約160℃である。使用された繊維ブレンドは、繊維ブレンド3と参照する。
【0139】
サンプル7は、前加熱された25−30mm厚さの垂直にラップされた製品をラミネータに通過させて製造された。前記ラミネータの速度は約3m/分であり、トップ及びボトムベルトは約200℃であった。使用されたマシンギャップは1mmであり、この結果最終厚さは約1.5mmを持つ製品となった。
【0140】
サンプル番号4A及び4Bは、サンプル7から製造されたSFRを用いて製造された。前記SFR及びサンプル4A及び4Bは、上で説明された方法で製造された。サンプル7からの前記繊維性廃棄材料を、前記SFRタイプAを製造するための2mmの第二のスクリーンを通過させて上で説明された方法に従って処理しSFRとした。
【0141】
【表14】
測定された空気流れ抵抗性は表15に示される。
【0142】
【表15】
全ての他の再生サンプルは、ある範囲の粒子サイズを持つ実質的にオープンSFRを製造したが、この例での前記再生物は、より顆粒状で通常のサイズと形状であった。この例では、前記繊維は本質的に非オープンであった。サンプル4A及び4Bは、オリジナルの製品サンプル7と非常に類似した空気流れ抵抗性を持つTSFNWを製造した。さらに、これらサンプルはサンプル7と類似のバルク密度を示した。
【0143】
この例で、サンプル4A及び4Bのバルク密度は、サンプル7と比べて有意には増加しておらず、これは、個々の繊維のオリジナルの「パッキング密度」が実質的にさらには増加されることができないことを意味する。
【0144】
再生物C1及びC2の挙動に基づくと、広い範囲の粒子サイズの存在は、前記廃棄繊維が実質的にオープンであることと相まって、非常に高い空気流れ抵抗性を可能としていることが明らかである。再生物Aと実質的にオープンな短繊維との均一混合が、前記空気流れ抵抗を増加させているのであろう。
【0145】
前記 再生材料の選択、ミリングプロセスでのスクリーンサイズ及び添加物、例えば含まれていてもよい追加のステープルファイバ等の制御された選択により、広い範囲の廃棄材料から製造されるSFRの空気流れ抵抗性を選択することができる。
【0146】
実施例7
この例は、流れ抵抗性シート(場合により、多孔性柔軟シートとしても知られている)についての音吸収及び音透過性の計算結果を提供する。密度は、前記マシンギャップを維持しかつ堆積されるSFRの量を変化させて、300gms及び2000g/m2の間で変化させるように選択された。結果のサンプルの流れ抵抗性は、430Raylsと8600Raylsまでの間を変化する。流れ抵抗値430、860、2150、4300及び8600Raylsを持つ層が実施例で記載された経験式を用いてモデル化された。
【0147】
この例は、記載された本発明の実施態様に従って、100%再生物C2SFRから製造された高バルク密度シートから予想され得る音響挙動を説明する。
【0148】
透過性損失は、図7に示されるように、David A. Bies及びColin H. Hansenの、Engineering Noise Control: Theory and Practice, 3rd edition, Spon Press, 2003 (ISBN 0−415−26713−7)に記載の手法を用いて計算した。
【0149】
図8は、Professor Uno Ingardの、Notes on Sound Absorption Technology, Noise Control Foundation, 1994 (ISBN 0−931784−28−X)に記載の手法により計算された音吸収が示される。この例の目的のために、前記サンプルは、流れ抵抗値約20Rayls及び厚さ約20mmであった。商品名DECI−TEX3Dとして市販されている熱結合ポリエステル上にラミネートされた。
【0150】
計算音吸収値は、拡散音場について計算され、流れ抵抗値が増加すると減少ことが示される。しかし高い流れ抵抗性シートでさえも、音響専門家に興味のあるほとんどの周波数内で非常に有用な音吸収を示す。
【0151】
音響専門家は、望ましい実施態様により流れ抵抗シートを選択する必要があり、要求される透過性損失及び要求される音吸収の間の適切な妥協を提供することができる。
【0152】
図9は、前記計算された音響システム及びオーストラリア標準(Australian Standard)1045を用いて全範囲の反響室中で試験(反響室内での吸収係数の測定)された類似のシステムとの比較を示す。この試験の目的において、前記サンプルは、流れ抵抗値約20Rayls及び厚さ約20mmであった。商品名DECI−TEX3Dとして市販されている熱結合ポリエステル上にラミネートされた。
【0153】
前記結果において、より高い周波数で有意の違いがある。このことは、高流れ抵抗性膜は、単純なモデル計算結果に比べて、試験される際に音響的により優れた作用を奏することを示す。
【0154】
本明細書及び特許請求の範囲を通じて、特に区別するように要求されない限り、用語「含む」及び種々の用語例えば「成る」、「から成る」等は、記載された整数又はステップ又は整数の群(グループ)又はステップを含むことを意味する。しかし、全ての複数の他の整数又はステップを除外するものではない。
【0155】
本明細書中の、全ての先行文献(又はそれから導かれる情報)、又は知られた全ての事項は、先行文献(又はそれから導かれる情報)又は知られた事項が、本明細書が関係する分野における共通の一般的知識の一部を構成するということを示唆するいかなる承認、承諾又は全ての形として考えられるものではなく、考えられるべきではない。
【0156】
記載された実施態様の改良は、当業者にとっては、記載された実施態様の本質及び範囲から離れることなく明らかだろう。記載された実施態様は、従って、例示的であり、特許請求の範囲の内容を考慮する際になんら限定するものではない。
【技術分野】
【0001】
本発明は短繊維不織テキスタイル製造の方法に関する。さらに本発明は、再生短繊維を含む該テキスタイルに関する。
【背景技術】
【0002】
不織テキスタイルは、種々の繊維性材料から製造され、広い範囲の形状及び密度を変更することができる。かかる材料は、例えば、ろ過、電池セパレータ及び音響吸収体等の種々の応用に適用され得る。高密度及び多孔性の不織テキスタイルは、繊維ボードとして使用され得る。
【0003】
不織テキスタイルは、ロール又はシート状に形成され得る。該テキスタイルは、ラミネート、コーティング、モールディング、スタンピング又は切断方法によって、望ましい形状、サイズに変換され得る。特定の応用において、不織テキスタイルは、種々の機能性応用のために三次元の形状にモールドされる。
【0004】
テキスタイル製品の処理の際に、膨大な量の繊維性廃棄物が生じ得る。その大部分は、例えば断熱材、カーペット、トランクトリム、ヘッドライニングなどのモールドされた繊維性自動車部品からトリムされた形状で、及びロール及び/又はシートから切断された自動車用断熱材から発生する。多くの場合、断熱材料はフィルム、ホイル、布及び接着剤でラミネートされている。廃棄物は全材料容積の30%より多い量存在し得る。例えば繊維、異なる種類のポリマーなどの、ひとつ以上の種類の材料を含む廃棄物は再処理することが困難であり得る。
【0005】
既存のテキスタイル又は処理技術に伴うかかるひとつ又はそれ以上の欠点又は不利益について、取り扱いを改善し及び/又は少なくともそれに代わる有用な方法を提供することは、望ましいことである。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、既存のテキスタイル又は処理技術に伴うかかるひとつ又はそれ以上の欠点又は不利益についての取り扱い改善し、及び/又は少なくともそれに代わる有用な方法を提供する。
【課題を解決するための手段】
【0007】
本発明のいくつかの実施態様は、短繊維から不織テキスタイルを形成する方法に関し、前記方法は再生繊維の代わりに新しいステープルファイバを用いる方法である。さらに、いくつかの実施態様は、かかる方法を用いて形成された不織材料に関する。
【0008】
特定の実施態様は、不織材料の形成方法に関し、前記方法は:
熱可塑性繊維を含む繊維材料を受け入れ;前記繊維材料を処理して短繊維を生成し;前記短繊維を既製ウェブに加え;及び前記既製ウェブを加熱して不織材料に形成する。いくつかの実施態様において、前記既製ウェブは加熱・圧縮されて前記不織材料を形成することもできる。加熱の際に、前記繊維材料中の前記繊維からの前記熱可塑性プラスチックは少なくとも部分的に軟化又は溶融し、少なくともいくらかの短繊維を一緒に結合させるか、又は前記既製ウェブに結合させて前記不織材料を形成されることができる。
【0009】
ここで使用される「不織材料」には、不織材料とともに織物を含む他の材料を含む組成物を含む。従って、いくつかの実施態様においては前記既製ウェブは、織物又は類似の材料であってよい。
【0010】
いくつかの実施態様において、前記不織材料は、熱形成可能な短繊維不織材料(TSFNM)であってよい。
【0011】
いくつかの実施態様は、不織材料を形成する他の方法に関する。前記方法は:熱可塑性プラスチック繊維を含む繊維性材料を受け取り;前記繊維性材料を処理して短繊維を生成し;前記短繊維をコンベアにほぼ均一に分配して前記短繊維の層とし;かつ加熱(またいくつかの実施態様において、加熱と圧縮)をして、前記短繊維層を不織材料に形成する。
【0012】
前記短繊維層は圧縮されないいくつかの実施態様においては、例えば多孔性吸収体などの低密度不織音響材料が製造され得る。前記短繊維層が圧縮される実施態様においては、前記圧縮の程度に依存して、例えば多孔性柔軟シート等の高密度不織音響材料が製造され得る。
【0013】
いくつかの実施態様は、ここで説明された方法により製造される不織材料に関する。これらの実施態様のいくつかは、音吸収材料としての使用に適していると考えられ、音響シート及びかかるシートの製造方法に関する。いくつかの実施態様は、ろ過材料、ピンボード、構造ボード又は分離材料としての使用に適していると考えられる。
【0014】
いくつかの実施態様において、前記低密度不織材料は、高密度不織材料と組み合わせることができ、いくつかの他の実施態様において望ましい性質を有する組成物を形成することができる。例えば、これらのいくつかの実施態様は、複合音響製品であって、相対的に高流れ抵抗性を持つ多孔性柔軟シート、及び前記音響シートの一方側に設けられ、実質的に前記シートよりも小さい流れ抵抗性を持つ多孔性バルク吸収体層とを含み、前記多孔性柔軟シート及び前記多孔性バルク吸収体の一方又は両方が短繊維を含み、かつ特定の実施態様に適合されている。これらの実施態様で提供される複合音響製品は、局所的反応性音響特性と及び例えば2800レイノルズ数(Rayls)と8000レイノルズ数の間である、音響製品について望ましい全流れ抵抗を示す。
【0015】
いくつかの実施態様における前記不織材料は、選択された空気流れ抵抗を持つことができる。前記空気流れ抵抗は、例えば約30mmから約100mmの長い長さを持つ従来のステープルファイバの持つ空気流れ抵抗に比べて実質的に高くできる。いくつかの実施態様において、特定の直径および成分の短繊維を含む不織材料で達成され得る前記選択された空気流れ抵抗は、同じ直径及び成分を持つより長い繊維を用いて作られた従来の不織材料に比べて約3倍であり得る。繊維長が減少すると空気流れ抵抗が増加するということは、現在の音響理論に基づくと予期しないものである。
【0016】
いくつかの実施態様は、不織材料であって:圧縮された繊維性ウェブ;及び前記ウェブ中の再生繊維材料を含み、前記再生繊維材料が平均長さが約12mmよりも短い短繊維を含み、前記短繊維の重量が、約5%及び100%より少ない、間の重量である。
【0017】
前記再生繊維材料は、前記熱可塑性プラスチック繊維を含むことができる。前記短繊維は、前記再生繊維材料をミリング(粉砕)及び篩い分け(シフティング)により得られ得る。
【0018】
他の実施態様は、熱可塑性繊維を含む切断材料から形成される短繊維を含むバルクの再生繊維に関し、前記短繊維が前記切断材料をミリングして形成され、平均長さが12mmよりも短い。
【0019】
いくつかの実施態様は、不織材料の形成方法に関し、前記方法は:繊維性材料を受け入れ;前記繊維性材料を処理して短繊維とし;前記短繊維を前駆体ウェブを形成するための領域に亘り分配し;及び前記前駆体ウェブの前記短繊維の少なくとも一部を一緒に結合して不織材料を形成する。さらに実施態様は、該方法で形成された不織材料に関する。
【0020】
前記短繊維が分配される領域は表面を有していてよい。例えば前記不織材料の一部を形成しないが、前記結合処理の際前記前駆体ウェブを支持するコンベヤである。その代わりに又はこれと共に、前記領域は、前記不織材料と共に使用されるか又は組み込まれる、既製ウェブを含んでいてよい。かかる実施態様では、前記短繊維は前記既製ウェブ内及び/又はその上に分配されてよい。従って、前記短繊維を、前記既製ウェブの空気流れ抵抗を望ましい特性を持つ不織材料を達成するように、使用することができる。
【0021】
前記繊維材料はしばしば、熱可塑性繊維又は接着性熱可塑成分を含む2成分繊維を含む。従って、前記短繊維の少なくともいくらかの結合は、前記前駆体ウェブを、前記短繊維中の熱可塑性ポリマーが少なくとも軟化又は溶融する温度で加熱されることで有効となり得る。前記軟化又は溶融熱可塑性プラスチックは、前記短繊維の少なくともいくらかと共に結合するために用いられ前記不織材料を形成する。従って、結合には、前記短繊維を前記軟化熱可塑性プラスチックと接着させ、前記加熱された材料が冷却されると前記繊維が前記熱可塑性プラスチックと融合状態とさせることを含む。
【0022】
いくつかの実施態様において、前記繊維性材料は、高及び低融点を持つ熱可塑性ポリマーを含んでいてよい。該実施態様では、前記ポリマー材料は、低融点の軟化及び溶融を持つ熱可塑性ポリマーの温度にのみ加熱することができる。従って、前記低溶融温度を持つ前記熱可塑性ポリマーが前記不織材料を共に結合させるために使用されることができ、一方高溶融温度を持つ前記熱可塑性ポリマーは実質的にはそのまま維持される。いくつかの実施態様において、前記低溶融温度熱可塑性ポリマーは、前記高溶融温度熱可塑性ポリマーに対し異なる繊維中に存在してもよい。いくつかの他の実施態様において、前記高及び低溶融温度ポリマーは、2成分繊維の異なる成分を形成することができる。
【0023】
または、前記短繊維の少なくともいくらかは、接着成分を用いて共に結合させてもよい。種々の材料が本発明の不織材料の実施態様に応じて、接着成分として使用可能である。前記接着成分は、熱可塑性プラスチック又は熱硬化性樹脂又はバインダであってよく、粉末形状であってよい。いくつかの他の実施態様において、前記接着成分は、例えば熱可塑性ステープルファイバ等の熱可塑性繊維を含み、前記既製ウェブを形成する前に前記短繊維と結合される。前記接着成分は、前記短繊維が前記前駆体ウェブを形成するためにその上及び/又は中に分配された熱可塑性繊維既製ウェブを含んでいてよい。
【0024】
前記接着成分の前記実施態様のいくつかを組み合わせが、前記不織材料において用いられることができる。例えば、前記接着成分が、熱可塑性繊維と組み合わせて、熱可塑性樹脂粉末を含むことができる。さらに、前記接着成分は、短熱可塑性繊維又は短2成分繊維と組み合わせて使用することができる。この場合、短熱可塑性繊維又は短2成分繊維は、前記繊維性材料から形成された接着性熱可塑性成分を含み、前記前駆体ウェブの前記短繊維の少なくともいくらかを一共に結合させる。
【0025】
前記繊維性材料は、例えばナイフミリング等の前記繊維のミリングにより短繊維を製造するために処理されてもよい。
【0026】
以下、実施態様につき、添付図面及び/又は実施例を参照して、例示する方法で、詳しく記載する。
【図面の簡単な説明】
【0027】
【図1】図1は、音響シートを製するための方法を説明するフローチャートである。
【図2】図2は、実施例1及び2のサンプルの、空気流れ抵抗(Rayls/m)対バルク密度(kg/m3)を示すグラフである。
【図3】図3は、実施例2のサンプルの、空気流れ抵抗(Rayls/m)対バルク密度(kg/m3)を示すグラフである。
【図4】図4は、実施例3及び4のサンプルの、空気流れ抵抗(Rayls/m)対バルク密度(kg/m3)を示すグラフである。
【図5】図5は、実施例4のサンプルの、空気流れ抵抗(Rayls/m)対バルク密度(kg/m3)を示すグラフである。
【図6】図6は、実施例5のサンプルの、空気流れ抵抗(Rayls/m)対バルク密度(kg/m3)を示すグラフである。
【図7】図7は、実施例7のサンプルの、計算伝達損失対周波数(Hz)を示すグラフである。
【図8】図7は、実施例7のサンプルの、計算音波吸収対周波数(Hz)を示すグラフである。
【図9】図9は、比較テストの、音波吸収対周波数(Hz)を示すグラフである。
【図10】図10は、音響シートを製造するための方法を実施するための手順の模式的な説明を示す。
【発明を実施するための形態】
【0028】
いくつかの記載された実施態様は、一般的に、例えばTSFNW材料等の不織材料を製造するための方法に関し、少なくとも、大部分が再生廃棄材料から形成された短繊維を含む。さらに、いくつかの記載された実施態様は、それにより製造された不織材料に関する。さらに、実施態様は、一般的に、新しいステープルファイバから形成された短繊維を含む不織材料の製造方法及び、それにより製造された不織材料に関する。
【0029】
本出願の内容において、用語「加熱形成可能な短繊維不織材料」とは、広い範囲の密度及び厚さで形成され、熱可塑性及び/又は熱硬化性バインダを含む不織材料を意味する。TSFNW材料は、加熱され特定の形状の「加熱成形製品」に加熱形成され得る。
【0030】
短繊維の使用は、繊維性材料の本来的な「熱記憶」により加熱成形材料において有利である。処理の際に、繊維は、前記不織材料の望ましい幾何学的形状に適合させるために加熱される。しかし、前記材料が、例えば使用の際に、再加熱される場合、前記繊維は変形して、前記繊維の「熱記憶」の結果として、最初の処理の前に有していた形状に近い幾何学的形状に戻ろうとする。例えば従来のステープルファイバ等のより長い繊維において、熱記憶により生じる可能性のある全体として変形は、前記繊維の長さの関数として、短い繊維に比べて、より大きいものである。従って、TSNW材料は、より長い繊維を含む不織材料よりもより大きな熱安定性を持つことができる。
【0031】
TSFNW材料は、より長い繊維を持つ類似の材料に比べて、必要なバインダがより少量であり得る。より長い繊維の材料では、前記繊維による熱記憶変形を抑えて望ましい幾何学的形状に維持するために、追加のバインダが必要となり得る。すなわちいくつかの実施態様による短繊維系材料は、より短い繊維では生じる熱記憶変形が比較的少ないことから、より少量のバインダのみ必要となる。従って、いくつかの実施態様によるTSFNW材料は、望ましい製品形状を達成するために、長い繊維を含む加熱成形可能な不織材料と比べて、より少ないバインダのみ必要であり、さらに従って、長い繊維を持つステープルファイバの不織材料と比べてより軽いものとなり得る。さらに、TSFNWの加熱成形は、より長い繊維を含む不織材料と比べて、より少ない量の材料を加熱するだけでよく、より効率的に加熱されることができ、かつその結果として、加熱成形に必要な温度へ前記材料を加熱するために必要なエネルギがより少なくなる。
【0032】
前記再生短繊維を製造するための繊維性廃棄材料は、広い範囲の原料から得ることができる。前記廃棄材料は、他の不織製品を製造する際に、例えばコンバージョンやスタンピングの結果として生じるものである得る。いくつかの場合、特に製造工程の初期の段階では前記廃棄材料は繊維のみである可能性がある。従って、廃棄材料は未使用ステープルファイバとほとんど同等の品質である。特に、100%繊維性廃棄材料は、例えば接着粉末等の非繊維性バインダが含まれておらず、かつバルクの再生短繊維材料の性質に影響する可能性のあるフィルムも含まれていない。該材料は、単純な繊維性廃棄材料と考えることができる。又前記繊維性廃棄材料は他の成分を含む可能性がある。というのは、前記廃棄材料は、製造プロセスの後の工程で生成されるからである。その結果、前記廃棄材料は複雑な繊維性廃棄材料となり得る。いくつかの実施態様において、前記複雑な繊維性材料は、消費者による使用又は産業による使用後に生じる廃棄材料であり得る。
【0033】
いくつかの実施態様において、前記廃棄材料は、例えばラミネート、コーティング、モールディング、トリミング及び/又は切断等の変換プロセスの結果生じたもの、又は他の廃棄織物又は繊維を原料とするものであってよい。繊維性廃棄材料は、例えば織物やカーペットにおいて、ベロアやパイルを作るために使用される、テキスタイル剪毛工程から生じるものであってよい。しばしばこれらの廃棄材料は、現商品的価値がほとんどなく、埋立地に捨てられている。前記繊維性廃棄材料は、例えば自動車用カーペット等のテキスタイル廃棄材料又はラミネート繊維性廃棄材料を含み得る。短繊維はまた、紡績工程で過剰な繊維又は過剰な糸からミリングされ得る。特に、短繊維はまた、長いステープルファイバ(未使用又は再生繊維)又は必要以上の過剰物、例えば過剰生産されたドープ染色された繊維等をミリングすることで形成することができる。
【0034】
いくつかの実施態様は、特にカーペットからの材料を不織材料へ変換するために適合させることができる。かかるカーペット由来の材料は、例えば消費者が使用した後のカーペット、過剰在庫カーペット、カーペット製作の際のカーペットトリミング及びカーペット設置の際の廃棄カーペット等が含まれる。前記カーペットは、カーペットロール又はカーペットタイルからであってよい。いくつかの実施態様において使用されるカーペット廃棄材料は、前記繊維性材料と共にカーペットバッキング材料が含まれ得る。前記バッキング材料は、顆粒又は粒子へ変換されて、前記短繊維と混合し、前記材料を通過する複雑な空気流れの形成を強化するために使用され得る。また、前記粒子状バッキング材料は熱可塑性ポリマーを含む場合、前記不織材料がいくつかの実施態様に応じて形成される際に加熱され、かつ例えばポリマーコーティング不織材料を製造するためにバインダとして使用されることができる。
【0035】
前記カーペット由来の繊維性材料は、カーペットで使用される種々の繊維が含まれ得る。例えば合成繊維及び例えばウール等の天然繊維が含まれる。いくつかの実施態様において、例えば前記短繊維又は既製ウェブの形でウールを含む不織材料の製造は有利である。というのは、前記ウールは、いかなるさらなる難燃剤化合物を添加することなく、前記材料に難燃性を与えるからである。
【0036】
記載されたプロセスにおいて使用可能な繊維性材料の広い範囲の原料範囲という点から、広い範囲の繊維厚さ又は線密度が種々の実施態様において使用され得る。低厚さ(又は線密度)例えば2デニールより小さい;又は中程度厚さ(又は線密度)例えば2から12デニール;又は粗い厚さ(又は線密度)例えばカーペットで見出される程度、である。一般的に、前記繊維直径は、前記短繊維を用いて製造される前記不織材料の望ましい性質により選択される。例えば、前記繊維直径、得られる材料の空気流れ抵抗に基づいて選択されることができる。
【0037】
前記繊維性廃棄材料は、短繊維を製造するためにナイフミルで前記テキスタイル廃棄材料をミリング処理をすることができる。再生短繊維は、この廃棄材料をナイフミルでミリングして製造することができる。例えば、製造時切断廃棄材料又は類似の廃棄材料は、ナイフミル又はターボロータミルに投入して前記廃棄材料を切り刻み、約1mmから約12mm長さ、又は約3から約6mm長さにまでに切断され得る。前記ナイフミルは、切断された繊維が通る種々の可動スクリーンを装備する。前記繊維は該スクリーンから吸引して除去されていく。空気流及びスクリーンサイズを変更することで、繊維の好ましい長さが得られる。また、前記繊維性廃棄材料は未詳のステープルファイバと置き換えて、同様のプロセスを用いて短未使用繊維を製造することができる。
【0038】
前記スクリーンサイズの選択は、廃棄材料又は未使用ステープルファイバの性質、前記不織材料の望ましい機械的及び物理的性質(例えば空気流れ性)、及び添加され得る接着性材料の比率同様、前記繊維の性質に依存するものである。前記繊維性廃棄材料が再生短繊維のみを含む場合には、すべてのスクリーンから出てくるものについては、以下に記載される以外は、十分予測可能なものである。
【0039】
例えば空気流れ透過性対繊維サイズ及び長さ、及び接着含有量等の望ましい機械的又は物理的性質のマトリックスは予想可能な結果を提供する。しかし、例えばフィルム等の他の成分が前記繊維性廃棄材料に存在する場合、前記材料は予期可能な生成物のためのプロセス条件を決定するために特徴付けされなければならない。前記材料が特徴付けされたなら、望ましい空気流れ性質の達成は予想可能となるが、前記繊維性廃棄材料が再生短繊維材料のみを含む場合と比べて、前記スクリーンサイズにずっと大きく依存するものとなろう。一般的に、前記スクリーンが余りに粗いと、得られるスクリーンされた材料は適切でないかもしれない。余りに粗いスクリーンを用い場合の効果について実施例5で説明されている。
【0040】
いくつかの実施態様において、前記再生短繊維は、未使用ステープルファイバと明らかに類似の特性を持つであろう。他の実施態様において、特に前記繊維性廃棄材料が高密度であり高多孔性のバインダを含む場合、前記再生短繊維は、塊状化又は集団化された繊維又はその両方を含み、ある方法でお互いが結合又は接着されている顆粒又は粒子構造を含むことができる。
【0041】
複雑な繊維性廃棄材料については、例えば音響材料、フィルタ又は電池セパレータのための応用において前記不織材料が空気透過性を制御しなければならない状況の場合に、前記スクリーンの注意深い選択が要求され得る。例えばスペーサ層、又は準構造化パネル等の空気透過性の制御がそれほど重要ではない応用については、広い範囲のスクリーンが使用に適切となり得る。
【0042】
短繊維が形成される繊維性廃棄材料は、例えばホイル、フィルム、フォーム層又は織物等のラミネート表材及びバッキングを含み、同じく例えば感圧性又はホットメルト接着層等のバッキングを含むことができる。これらの層は、通常は従来の再生プロセスとは整合しないものであり、ナイフミリングプロセスで小片に変換される。これらの粒子はその後、空気流れ抵抗性が望まれる場合に、多孔性を減少させ迂回性を増加させることを強化するために補助し得るフィラーとして作用することが可能である。熱可塑性が備わっている場合、これらの小片は続いて成形されるファイバウェブのための接着剤として作用することが可能である。
【0043】
前記処理された最終形は一般的にここでは便宜上短繊維再生物(SFR)とする。SFRは、ミリング処理から100%短繊維を含むか、又はより低い率のミリングされた短繊維を含んでいてよい。前記短繊維は場合により、例えば他の形の再生廃棄材料、未使用(非再生)材料、無機フィラー、熱硬化性樹脂、色素顔料、難燃剤、長ステープルファイバ等の適切な添加物が、限定されることなくブレンドされ又は結合されて、短繊維再生物、MSFRを形成することができる。長ステープルファイバは、例えば30から100mmの長さ、又は約51mm平均長さ、又は約64mm平均長さであり、廃棄材料のミリングされた短繊維に比べて相対的に長く、これを前記MSFR形成のために添加してもよい。これらの長ステープルファイバを、例えば前記不織材料の引張強度及び曲強度等を改善するための補強材料として添加することができる。
【0044】
MSFR形成において、適切な繊維性廃棄材料を、フィラー又は接着材料として添加することができる。該添加物は、例えば難燃性、引き裂き抵抗、空気透過性の改良又は質量増加等の望ましい性質を与えるために添加されてよい。物理的性質の制御が重要な場合、前記廃棄材料は知られた内容物を持つ知られた原料から導入されるべきである。便宜上この明細書の中で、SFRはまた混合された繊維性再生物を含むものとして解釈されるべきである。
【0045】
前記SFRを作るために使用される前記材料の少なくともいくらかは、例えばポリエチレンテレフタレート(PET);種々のコポリマー材料(CoET)、ポリプロピレン(PP)、ポリエチレン(PE)、ポリアミド(PA)、エチレンビニルアセテート(EVA)等を含む。SFRはさらに、例えば綿、ウール、麻等の天然繊維をある割合で含むことができる。SFR製造で使用される天然繊維の割合は、SFR不織材料の望ましい応用に依存する。例えばいくつかの実施態様において、ある割合のウールが、SFR不織材料の難燃性を与えるためにSFRに添加される。例えばSFR全体の質量の約20重量%以上である。いくつかの実施態様において、SFR中に天然繊維が90重量%まで含まれることが好ましい。高い割合で天然繊維を用いて形成されるSFR不織材料は、例えばカーペット下層又はピンボード材料等に使用され得る。前記材料は接着性熱可塑性繊維を含むことが可能であり、前記繊維成分の融点が前記廃棄材料の他の繊維成分の融点に比べて低い。
【0046】
例えば熱的に結合された不織断熱材の再生廃棄材料から作られるSFR材料は、一般的に、接着性バインダ繊維及びより高融点熱可塑性繊維又は天然繊維を含む。例えば従来のテキスタイル廃棄材料から作られるSFRは、一般的に、接着性バインダ繊維は含まれていない。例えばPP等の低融点繊維から作られるSFR材料は、熱結合がかかる繊維も融点よりも高い温度で実施される場合、接着繊維の機能を奏することができる。従って、廃棄材料のタイプに依存して、望ましいレベルの結合を達成するためには、追加の熱可塑性バインダを前記SFRに厳密に混合する必要があり得る。これに代えて又はこれに加えて、例えば熱硬化性樹脂等の他の接着成分が、前記不織材料を製造する際にSFRと組み合わされてもよい。
【0047】
例えばウール等の熱可塑性でない短繊維を用いる実施態様においては、熱可塑性バインダを、SFR又はSFRの前駆体ウェブに例えば粉末形状で添加してもよい。前記熱可塑性繊維なまた場合により再生される短繊維であってよい。前記熱可塑性バインダをより高い比率でSFRに加えて、材料内により小さい孔及びボイドを持つ不織材料を製造することができる。バインダの割合が大きくなり、前記材料中のボイドスペースがさらに小さくなる従って、製造される材料は不織テキスタイルと比べてより短繊維強化プラスチックシートに近くなる。
【0048】
いくつかの実施態様において、可塑化ポリビニルクロリド(PVC)又は熱可塑性ポリウレタン(PU)が、PVC又はPUコーティング繊維を持つ不織材料を製造するために、前記熱可塑性バインダとして使用され得る。PVC又はPUの原料はSFRを製造するために使用される繊維性材料であってよい。いくつかの実施態様において、前記PVC又はPUは、前記繊維性廃棄材料に含まれているバッキング又はバインダからのものであってよい。この代わり又はこれに加えて、PVC又はPUはSFRに別の添加物として添加してもよい。
【0049】
いくつかの実施態様において、前記SFRは、プレフォーム繊維ウェブ上に又はその中に分散させることができ、従って通常加熱により、不織材料を形成する。前記不織材料は、約5%から100重量%より少ない量を含む。例えば、前記不織材料は、約5%と、約95%、97%、98%又は99%の間で含まれる。又は、前記不織材料は、再生繊維の約20%と約80重量%の間で含まれる。又は、前記不織材料は、再生繊維の約30%と約60重量%の間で含まれる。添加物は、前記分散適用の前又は間で前記再生繊維に添加することができる。添加物はまた、前記SFRに、前記SFRの分散と連続して設定された追加の分散装置を使用して添加することができる。
【0050】
既製繊維ウェブは、廃棄材料のミリングされた短繊維に比べて相対的に長い、例えば約30から100mmの範囲のステープルファイバを含むことができる。例えば当該ウェブは、熱結合された既製ウェブであり、PETコアを低融点コポリエステル(CoPET)鞘(前記PETコアよりも低融点で溶融する)で囲まれた鞘コア型の2成分バインダ繊維を持つ。通常この低融点は約110℃である。しかし他の融点を持つCoPETポリマーもまた使用することができる。前記2成分繊維はまた、他のポリマー型、例えばPE/PET及びPP/PET、PA/PET等を含んでいてよい。
【0051】
また、前記SFRは、繊維性ウェブとして、既製不織ウェブ、例えばスパンボンド、エアーレイド、メルトブロー、ウェットレイド、スパンレース、水力エンタングル、ニードルパンチ又は、例えば前記SFRが前記不織ウェブ上にコーティングを形成する類似の不織ウェブ上に形成されることができる。前記既製ウェブの重量及び密度は、最終シートから要求される機械的、物理的性質に基づいて選択することができる。例えば、前記ウェブは、十分な引張強度及び引き剥し強度のみを持ち、従って前記再生繊維のキャリアとしてのみ作用するために適切であり得る。この例として、ウェブは約12g/m2と約50g/m2との間のウェットレイドセルロース不織物を含んでいてよい。又は、最終不織材料の引き剥がし及び引っ張り強度の大部分が、前記既製ウェブからくるものであってもよい。
【0052】
前記SFRは繊維性ウェブとして既製低密度不織材料、例えば多孔性バルク吸収体の上に、前記材料の厚さを通じる空気流れ抵抗可変の複合体を製造するために、形成されてもよい。しかし、続く前記SRFウェブを加熱及び圧縮して固めることで、既製低密度既製ウェブを含む不織材料は、高密度不織材料、例えば多孔性柔軟シートへ変換され得る。製造された多孔性柔軟シートはまた、記載された本発明の他の実施態様に応じた又は別の方法に応じた、他の多孔性バルク吸収体と共に、複合製品を製造するために使用することができる。前記バルク球主体及び前記柔軟シートが共にTSFNW材料である場合、前記複合体材料はまた、熱成形可能であってよい。他の実施態様では、前記多孔性流れ抵抗性柔軟シートは、成形の前に前記柔軟シートの一方側に接着されてもよい。
【0053】
いくつかの実施態様において、前記SFRは、既製織物又はニットテキスタイルウェブ上のウェブとして、例えば前記SFRが前記ウェブ上にコーティング形成するようにされてもよい。例えば、前記ウェブは、家具地又は装飾用織物であり得る。従って、製造された前記不織材料は、外観上好ましく、自動車又は建築内装に用いることに適している。かかる方法で、前記SFRを含む前記不織材料は、複合体の一部を形成することができる。
【0054】
前記既製ウェブは、犠牲的なものであり得る。いくつかの実施態様において、前記SFRは、薄い軽量既製ウェブ、例えば13gsmティシュの上に形成される。前記SFRウェブが固定されると、前記犠牲既製ウェブは剥がされて廃棄されてもよい。前記犠牲ウェブは前記SRFウェブが固定されると直ぐに剥がされてもよい。又は前記犠牲ウェブは、前記SFR不織材料が使用される直前に剥がされてもよい。
【0055】
いくつかの実施態様において、前記不織材料は、既製ウェブを使用せずに、SFRの高い含有量(100%まであり得る)で形成されてもよい。これらの実施態様は、前記SFRを、エアーレイド、機械的ウェブ形成方法、分散方法又は他の分配方法で、形成ベルト上でウェブに形成することで製造される。前記SFRは、その後加熱され圧縮されてもよい。
【0056】
前記SFRは、次の方法を用いて加熱され得る。即ち、例えば接触加熱、加熱蒸気(例えばスチーム)又はガス(例えば、通気結合で使用されるガス等)及び赤外線放射線暴露を含む、ひとつ又はそれ以上の技術である。
【0057】
いくつかの実施態様において使用される形成ベルトは、固体、非粘着性又は非接着性のコンベアを使用することができる。かかるコンベアは、前記材料を平面床ラミネータ又は高密度不織材料製造のための圧縮装置を通過させるために使用されているものである。いくつかの実施態様において、前記SFRは、例えば長いステープルファイバ等の他の繊維を含む種々の添加物とブレンドしてよい。前記形成ベルトはオープンメッシュ構造であってよく、前記SFRはその後通気結合オーブンを通過して低密度材料を形成する。前記形成ベルトは、平面床ラミネータ又は高密度不織材料製造のための圧縮装置を通過させるために使用されている、固体、非粘着性又は非接着性のものである
いくつかの実施態様において、前記不織材料は2つ又はそれ以上のプロセスの組み合わせを通過し、一方又は両方の側を種々の表材でラミネートされてよい。表材には、相対的に高い空気流れ抵抗を持つ不織材料を含み、例えば本発明の不織材料のいくつかの実施態様における多孔性柔軟シート等を含むことができる。
【0058】
不織材料は、最終不織材料で望まれる物理的及び空気透過性に従い、要求された厚さ及び密度を持つように製造される。不織材料の密度は、添加物を含む最終不織材料の割合に依存すると同時に、前記不織材料に導入された全ての添加物の比重にも部分的に依存する。バルク密度は一般的に、前記SFRの比重及び、前記SFRから形成された前記不織材料の多孔度の関数であり、それは前記SFR中の前記繊維のパッキング密度を表すと考えられる。
【0059】
低密度不織材料は、最終厚さが約1.5mmから約350mmの間で低密度を有するように設計され得る。厚さはまた、約4mmから約250mの間、約5mmから約150mmの間、約6mmから約75mmの間又は約8mmから約50mmの間で可変である。これらの実施態様のいくつかによれば、前記不織材料は相対的に厚く、低密度不織材料として形成され、バルク密度は、約10と200kg/m3の間、又は約15kg/m3と100kg/m3の間、又は約20kg/m3と60kg/m3の間である。形成されたSFRは、流れ抵抗として、約400と約200000Rayls/mの間である。又は、前記SFR不織材料は、流れ抵抗として、約800と約150000Rayls/mの間又は約1000と約100000Rayls/mの間である。低密度不織材料は、流れ抵抗として、275000Rayls/mまであり得る。
【0060】
低密度不織材料を製造するために、いくつかの実施態様において、前記不織材料を加熱する際に圧縮しないことが望ましい。
【0061】
いくつかの他の実施態様において、相対的に高密度であり、相対的に高い空気流れ抵抗性を持つ前記不織材料を製造可能である。かかる不織材料は、約0.1mmと約5mmの間の厚さを持つことが可能である。前記厚さは又、約0.25mmと約4mmの間、又は約0.3mmと約3mmの間又は約0.4mmと約2.5mmの間であり得る。特定の応用において、例えば壁パネル等ではより厚い材料が要求され得る。かかる方法で製造される不織材料は、バルク密度として、約200kg/m3と約1000kg/m3の間であり得る。又は前記バルク密度は、約250kg/m3と約80kg/m3の間、又は約300kg/m3と約600kg/m3の間であり得る。
【0062】
高密度不織材料は、流れ抵抗として、約275000Rayls/mと約3000000Rayls/mの間の値を持つように製造可能である。又は前記流れ抵抗値は、約1000000Rayls/mと約1500000Rayls/mの間、約1250000Rayls/mと約1400000Rayls/mの間であり得る。例えば3mm厚さの不織材料の流れ抵抗は、空気流れ抵抗が2000000Rayls/mである場合には6000Raylsであり、又は1000000Rayls/mの場合には3000Raylsであり、又は700000Rayls/mの場合には2100Raylsとなる。これらの例示材料は、ある環境条件で非常に効果的な音響材料を構成することができ、前記SFRは正しい範囲の空気流れ抵抗を提供するように選択されるべきである。
【0063】
他の実施態様は、ここで記載された方法で製造され、及び/又はここで記載された物理的性質を持つ不織材料に関する。
【0064】
さらなる実施態様は、熱可塑性繊維を含む廃棄材料から形成される短繊維を含むバルク再生繊維材料に関する。前記短繊維は一般的に、約0.5mmから12mmの長さ、又は約1mmから約6mmの長さとなるように製造される。又は前記短繊維の平均繊維長さは、約12mmよりも短く、約6mmより短く、又は約2mmから5mmである。前記短繊維は、例えばポリエチレンテレフタレート(PET)等のポリエステル材料を含み得る。前記廃棄材料は、例えば熱的に結合された不織材料の切断部材を含み得る。前記短繊維は、前記切断部材をミリングして中間的な長さとし、さらにそれらを短繊維にミリングすることで製造できる。粉末又はダスト粒子は、必要ならば前記ミリングされた材料から除去されてもよい。かかる除去には従来のダスト又は粉末抽出プロセスであって、例えばサイクロン分離システムが使用可能である。いくつかの実施態様において、微粉末は前記SFRへの好ましい添加材料であり得る。この場合、微粉末は多孔度を減少させて空気流れ抵抗をゆ有効に増加させるフィラーとして作用する。
【0065】
前記織材料の実施態様で、ここで記載されたTSFNW材料を含む実施態様は、自動車内での防音材料であって、自動車外から発生し自動車内に伝わる音からの防音材料としての使用に適するものである。前記不織材料は、例えば、前記自動車のエンジン室内で、ダッシュパネルの内部及び外部で、かつ室内カーペットの下に使用され得る。前記不織材料は、内部装飾トリムとして使用され得る。この場合、前記音響シートをいくらかの装飾織物で覆おう必要があり得る。音響シートは、空間で又は例えば他の音響材料と組み合わせて使用することができる。
【0066】
前記不織材料はまた、音響ピンボード材料、天井用タイルとして、追加の高密度又は高流れ抵抗性の表材と組み合わせて、例えば多孔性柔軟シート又は流れ抵抗性スクリーンとして作用する有用であり得る。
【0067】
さらに、ここで記載される前記不織材料のいくつかの実施態様は、フィルタ材料として適しているものを意図している(しかし限定されない)。
【0068】
いくつかの実施態様において、不織材料は、低密度不織材料であり、前記不織材料は多孔性バルク吸収材として使用され得る。望ましい寸法の不織材料を製造するために、前記不織材料が形成された後前記不織材料は垂直に包装されて熱的に結合される。いくつかの他の実施態様は、高密度不織材料に関し、例えば多孔性柔軟シート等の種々の応用に用いられる。前記低及び高密度不織材料は一緒に用いて複合体材料又は製品を製造するために使用されてもよい。
【0069】
一般的に音吸収のため及びろ過のために用いられる不織材料は、既知の空気透過性を示さなければならない。例えば多孔性材料の音吸収性質はよく定義されている。決定的な特性は、空気流れ抵抗(前記材料を通過する空気の流れに対する抵抗)、迂回性(音波が材料材料中を取る経路長)及び多孔度(ボイド体容積比率)である。繊維性材料では音吸収を制御する上で空気流れ抵抗は非常に大きな決定的ファクタである。ろ過に影響するファクタは本質的に同じである。
【0070】
空気流れ抵抗は、特定の材料で特定の厚さで測定される。空気流れ抵抗は空気流れ抵抗(Raylsで)を厚さ(メーターで)割算して、空気流れ抵抗としてRayls/m単位で測定される。ASTM標準C522−87及びISO標準9053が、音吸収材料のための空気流れ抵抗を決定するための方法として参照される。記載された実施態様の内容で、Rayls/mで測定された空気流れ抵抗は、空気流れ抵抗を特定するためにしようされるであろう。しかし他の測定方法及び単位もまた等しく有効である。
【0071】
ろ過目的で、前記不織材料は相対的にオープン構成であるべきであり、空気流れに対し低抵抗で前記材料通過での圧力低下を最小とする。一方ポアサイズは、特定の粒子のサイズと量を捕捉するために適切でなければならない。音波吸収のための音響材料は、前記材料に入射する音圧に対して音響学的インピーダンスを存在させるために相対的に空気流れに対して高い抵抗性を持たねばならない。両方の応用で、空気透過性は、予想可能に及び一定の性能を保証するために管理されなければならない。これは他のファクタのうちでも特に繊維サイズ、繊維タイプ及び長さの管理を通じて達成される。この理由のため、均一な、短い繊維の不織テキスタイルが望ましい。SFR系テキスタイルは、埋立地へ廃棄される廃棄量を低減する又は削除することで、コスト低減及び重要な環境上の利点があるという点で、有利である。
【0072】
短繊維の使用は、前記不織材料の性能と関連して有利である。短繊維を用いて達成される選択された空気流れ抵抗は、約30mmから約100mmの長さを持つ従来のステープルファイバのみから実質的になる従来の不織材料に比べて、非常に高い。理論に限定されることなく、この予期しない空気流れ抵抗の増加は、前記短繊維が、長い繊維の不織材料と比べて、より効果的にパックされ得るという結果として達成されるものである。より短い繊維は、それらが製造中に例えばコンベア等の表面に分配されるか、又は既製ウェブ上に分配される際に前記繊維のパッキングにおける乱雑性の程度を減少させる可能性がある。前記材料中の前記繊維のパッキングがより整然としていると、前記空気流れ抵抗が高まる。特に繊維パッキングが改良されることで、前記不織材料の繊維間の介在空間が減少し、複雑に入り組んだ構造を形成し、前記材料中に空気流れの迂回路を形成しその結果選択された空気流れ抵抗を生じることができる。従って、許容できない性能について犠牲を払うことなく比較的軽量不織材料の製造が可能となる。
【0073】
さらに、前記短繊維のパッキングがより効果的であるほど、望ましい性質を達成するためにポアサイズをより容易に制御することが可能となる。ポアサイズはろ過材料のキーとなる特徴構造であり、ポアサイズによって、前記材料が、特定の応用のための関連する物質をろ過可能かどうかを決定する。さらに、ポアサイズは使用の際にろ過材料で生じる圧力低下に影響を与えるファクタのひとつである。
【0074】
いくつかの実施態様において、望ましい空気透過性のレベルは、異なる密度を有する複数の不織材料を組み合わせて複合体を形成することで達成され得る。音響への応用において、低空気透過性材料と高空気透過性材料とを組み合わせ物は、局所的に反応する音響的挙動を達成するために使用可能である。かかる実施態様においては、ひとつ又はそれ以上の不織材料は、ここで記載された実施態様によるSFR系材料であってよい。
【0075】
複合製品は、相対的に高い流れ抵抗を持つSFR系多孔性柔軟シートと、前記柔軟シートより実質的に小さい流れ抵抗を持つSFR形多孔性バルク吸収材又はスペーサ材料から製造されることができる。かかる複合製品を製造する方法は共有にかかる国際出願NoPCT/AU2005/000239、発明の名称「熱成形可能な音響製品」(公開WO/2005/081226)で記載された方法を含む。当該文献の記載内容は、ここで、参照すると共に本明細書の一部とする。
【0076】
ここで、図1及び10を参照して、不織材料製造のための方法100のフローチャートが示されている。ここで不織材料は、音響シートとしての使用に適しているTSFNW材料である。またここでは前記方法を実施する際に適切なプロセスシステム1000の模式ダイヤグラムと組み合わせて記載されている。方法100は、ステップ110から開始する。ここで例えばテキスタイル廃棄材料を含む繊維含有材料の切断部材等の繊維性廃棄材料が得られる。使用の前に、前記繊維性廃棄材料は、ひとつ又はそれ以上のホッパ1010に貯蔵されていてよい。
【0077】
前記繊維性廃棄材料は、例えば、特定の応用に適するように特定の形状にモールドされたか又は切断された他の音響シート又は多孔性バルク吸収体の変換から出るトリミング又は切断部材であり得る。かかる材料の切断部材は通常、高融点熱可塑性繊維及びバインダとしての低融点接着繊維を含む。又は、前記廃棄材料は、天然繊維及び接着繊維を含む。前記接着繊維は、しばしば、CoPET/PET、PE/PET、PP/PET、PA/PET等の2成分繊維を含む。又は、前記SFRは、例えばPE又はPP等の他の低融点ポリマー性繊維をステープルファイバとして、又は低融点ポリマーを接着粉末として含む。例えばポリプロピレンカーペット繊維は熱可塑性接着繊維として使用され得る。他の例として、前記廃棄材料は、一方又は両方側をラミネートされたポリエチレンフィルムを含むことができる。この例で、前記PEフレークはTSFNW材料での接着バインダとして作用することができる。
【0078】
異なる廃棄材料として、異なる繊維を異なる割合で含む異なる材料が含まれ得る。異なる材料からの繊維のブレンドは、前記再生繊維材料の中で望ましい割合の接着バインダ材料を得るために使用することができる。例えば、前記繊維性廃棄材料は、2成分繊維を含み得る。これは、それぞれの繊維成分はコア材料と鞘材料を持つ。鞘材料はコア材料よりも低融点を持ち、前記2成分繊維を他の繊維と結合させることを容易にする。例えば、ひとつの種類の繊維性材料が例えば50%の接着性2成分繊維を含み、他の繊維材料が例えば20%の接着性2成分繊維を含むとする。従って前記2つの繊維性廃棄材料を50/50でブレンドすると、その結果SFR中で35%の2成分繊維コンポーネントを持つこととなる。
【0079】
前記SFRの特別の利点は、他の廃棄材料又はフィラーと容易に混合することができ、従って相対的に均一なブレンドが得られ、これは前記不織材料の製造のための適切な接着性を持つために要求されるバインダの量を最小限にする。
【0080】
場合により、ステップ115は、前記繊維性廃棄材料のいくらか又は全てを、シュレッダ1015を用いるか又は粗く切断して小片とすることができる。シュッレダは、例えば一軸シュレッダ例えば市販されている ステップ120では、前記廃棄材料はミリングされる。これは例えばナイフミル1020、例えばドイツのPallmanから市販されている「OriginalPallman」型PS4ナイフミル等を用いて中間長さの繊維を製造することができる。短繊維へのこの中間長さ繊維は、例えば10から20mm、ま4から12mm、又は2から6mm又はそれより短い。本出願の内容において、ミリングで生成される繊維についての意味は、個々の繊維、又はクランプされた、結合された、又は一体化された繊維、又はそれらを共に意味する。
【0081】
より短い繊維を製造するために、前記第1のサイズ減少段階は、よりゆっくりと実行されてもよく、より小さいスクリーンがナイフミル1020で使用されてもよい。これにより前記中間の長さから短い長さけ繊維長さをさらに減少させる段階を除くことができる。又は、より高い生産速度を達成するために、中間長さの繊維は、その後ステップ125で追加のナイフミル1020によるサイズ減少の第二の段階でさらにミリングされてもよい。この2段階のナイフミル1020は、空気圧コンベアシステムを含むことができ、これはナイフミル1020の第一の段階/セクションからナイフミル1020の第二の段階/セクションへと材料を運ぶ。さらに、2段階ナイフミル1020は、1つ又は2以上のサイロ又はホッパを繊維を切断する前に保持するために含むことができる。3つの貯蔵サイロ1030が図10の製造スキーム中に示されている。これらは前記ミルされた繊維を一時的に貯蔵する。又は貯蔵サイロ1030は、他の適切な貯蔵手段で置換されてもよい。例えば袋やベール等である。ナイフミル1020はまた、どちらか又は両方段階で、自動ダスト抽出システムを含んでいてよい。
【0082】
ステップ125で、中間長さ繊維は、第二段階でナイフミル1020でさらにミリングされてよく、より短い繊維を製造する。この第二のミリング段階で製造され例えば短繊維は、約6mmよりも短く、これによりいくらかの繊維は効果的にダスト粒子を構成するために十分短い。望ましい材料特性に依存して、前記ダストは前記短繊維中から除去されてもよいし又はそのまま維持されてもよい。この第二のミリングステップで製造される短繊維の長さは、例えば約1mmと約6mmの間である。又は、前記短繊維の平均長さは、約2mmと約5mmの間であってよい。ステップ120でのミリング及び場合によりステップ125でのミリングは、短繊維(分離されていない繊維塊を含んでいてよい)を製造するため使用されるが、他の長さ及び/サイズの繊維又は粒子が前記ミリングの結果、前記再生繊維材料中に含まれていてもよい。例えば粉末を構成するために十分小さいか、又は複合体のチップ又はフレーク又は凝集繊維材料を構成するために十分大きい粒子である。
【0083】
大きなサイズの粒子は、前記スクリーンを通過しないことから、さらにサイズ減少のためにナイフミル1020のメインチャンバ内に留まっていてもよい。前記SFRは、ステップ130で前記より大きなサイズの粒子と、前記スクリーンを通じて減圧にすることで前記スクリーンの穴により分離される。従って、前記短繊維(及びより小さな粒子)は、ステップ130でミリングされた切断部材、例えば篩い分けによる残渣(より大きな粒子)と分離される。本発明の該ステップは、粒子分離装置1025により実施され得る。ステップ130はまた、前記ミリングされた廃棄材料から、ダストの分離を含むことができる。例えばサイクロン分離装置を用いて分離し、及び前記ダスト粒子をフィルタバッグに運ぶことを含む。ステップ130は、ステップ120及び/又は125と同時に実施されてもよい。ステップ130で抽出された前記SFRは、ひとつ又はそれ以上の貯蔵サイロ1030又はステップ135でのホッパに貯蔵され得る。
【0084】
ステップ140で、添加物が前記SFRに添加される。例えばブレンド又は混合等による。必要な場合又は望ましい場合には、ステップ145のウェブ形成に先立って前記SFRを処理又は追加してブレンド又は混合等する。かかる添加物には、例えば:抗微生物物質;難燃性物質;熱可塑性樹脂;熱硬化性樹脂;無機フィラー;接着性粉末;及び熱可塑性接着性繊維を含むさらなるステープルファイバが挙げられる。図10に示されるように、添加物1038は、前記SFRとミキサ1040で混合されてよい。例えば未使用繊維等1036のさらなるステープルファイバを追加する場合には、プロセスシステム1000はさらに、バルクステープルファイバのベールを開くためのベールオープナー1032を含み、それをフィードホッパ1034に設けることができる。前記未使用繊維1036はその後ミキサ1040に導入される。ステップ145では、前記SFRは全ての添加物と共に、ウェブに、例えば散乱、機械的形成又はエアーレイドプロセス等により形成される。
【0085】
散乱プロセスは、繊維散乱総理1046により実施可能であり、この装置は、針で覆われたローラを含み、前記ローラは、形成ベルトの上に暴露され、前記SFRが含まれるフィードホッパ1041により前記ミキサ1040からフィードされる。前記SFRは、前記短繊維がほぼ均一になるように散乱される。前記再生繊維材料を散乱する適切な装置は、ドイツのTechno Partnerからの市販品が利用できる。第二又は第三の散乱ユニットが前記繊維散乱に続けて適用することができ、前記ウェブの表面に種々のフィラーや接着粉末を添加することができる。
【0086】
いくつかの実施態様において、前記SFRは、ウェブ形成装置1050を用いてエアーレイドプロセスで、ブロア1045を用いて作られた空気流中で、前記ウェブ1050上に、ウェブに形成することができる。該ウェブ形成装置は例えば、Formfiber(デンマーク)又はOerlikon(オーストリア)から入手可能である。熱結合に先立って前記ウェブを固定化するために前記コンベアを通して吸引を適用する。エアーレイドェブの欠点は、例えばダスト等の微粒子及び全ての望ましいフィラーが、均一な構成というよりは層を形成する傾向があることであり、この結果、ウェブ密度が、前記材料の深さに依存して変化するということである。このプロセスの他の欠点は、非常に細かい粒子が、空気流れ抵抗を強化することが可能な前記繊維マトリックス中に留まることなく前記メッシュを通って吸引されて除去され得るということである。いくつかの実施態様において、この効果は、前記エアーレイドプロセス中で吸引を適用せずエアーブロアのみを用い、それにより前記マトリックスを形成する際に相対的に自然な粒子の分布を達成することで緩和することができる。また既製のウェブを用いて不織材料を形成することも有用である。というのは、既製のウェブが、前記微粒子を保持するためのフィルタ又は保持層として作用し得るからである。既製ウェブの使用は又、前記エアーレイドプロセスの際に前記ブロア1045により吹き飛ばされないように前記短繊維をその場所に維持することができる。
【0087】
さらなる実施態様は、SFRのウェブを機械的ウェブ形成プロセスにより形成することを含む。例えばイタリアのBettarini及びSerafiniから入手可能なBemaformerプロセスが挙げられる。機械的に形成されたウェブのひとつの利点は、微粒子、ダスト及びすべての望ましいフィラーが、ウェブ形成の前に前記SFRに導入可能であり、前記繊維マトリックス内に維持され、従ってより均一な繊維複合体となる、ということである。
【0088】
ウェブ形成ステップ145に続いて、前記ウェブの意図される応用に依存して、前記ウェブは固定化され得る。いくつかの実施態様において、低密度不織材料が望まれる場合、前記ウェブは、熱結合オーブン1055を用いてステップ150でスルーエア結合により固定化される。スルーエア結合は一般的に、良好な標準的加熱を提供するが、僅かの圧縮もまた与える。例えばかかる僅かの圧縮は熱結合オーブン1055でのベルトにより与えられ、前記不織材料の固定化を達成するために十分であり、かつ前記材料が低密度であることを保証する。前記スルーエア結合方法の代わりに、スチーム又は赤外線照射も結合を達成するために使用され得る。いくつかの実施態様において、加熱技術を組み合わせて使用することができる。
【0089】
高密度不織材料が望まれる実施態様において、前記ウェブは、圧縮ユニット1060内でステップ160で加熱及び圧縮されて固定化され得る。これは、例えば、ヘビーローラ又はニップローラ等のローラを通して通過させることを含む機械的圧縮により達成できる。前記圧縮ユニットは、二重ベルトラミネーション圧縮及び平面床ラミネータ等が挙げられる。いくつかの実施態様において、それぞれのベルトは、前記ウェブと接触する前記ベルトの領域で、供される全ての圧縮の程度を制御するために、ローラにより進められる。
【0090】
前記SFRウェブは、接触加熱又は冷却部材を用いて加熱又は冷却され得る。いくつかの実施態様において、前記接触加熱/冷却部材は、前記ウェブと接触するベルトの長さに沿って、例えば平面床ラミネータのベルトの長さに沿って設けられてよい。ステップ160で、前記SFRウェブは、短繊維を導入され、加熱されて前記材料を固定化して、安定な、管理可能な適切な機械的性質を持つウェブに形成される。従って、方法100は、プロセス設定に依存して、種々の密度と厚さを持つTSNFWを製造することを可能とする。最終TSFNWの密度は、圧縮の程度により制御される。
【0091】
低密度のTSFNWは、相対的に低い空気流れ抵抗を持つ。不織材料の密度が増加すると、前記空気流れ抵抗が増加する。前記材料の空気流れ抵抗は一般的に一定を維持する。しかし、高密度材料については、空気流れ抵抗は、前記不織材料の繊維構造内のボイドと介在空間を接着バインダが流れ、重点することにより、増加する可能性がある。
【0092】
上で説明したように、相対的に低密度TSFNWは、スルーエア結合プロセスを用いて結合され得る。特定の厚さを達成するために、インラインで厚さを測定する必要があり得るが、これは、二重ベルトスルーエア結合オーブンを含む熱結合オーブン1055を用いて達成することができる。又はエネルギ濃縮装置ホットウェブは、前記熱結合オーブン1055の出口である程度の機械的圧縮により調整することが可能である。
【0093】
低密度シートはまた、例えばドイツのTPSから入手可能な二重ベルトラミネータ/圧縮ラインを含む圧縮ユニット1060を用いて形成され得る。しかし、前記音響シートの達成可能な厚さは、前記SFR層のコアへの熱透過性により限定される。
【0094】
高密度TSFNWは又、低密度シートから、圧縮ユニット1060を通してカレンダ処理し、続いてスルーエア結合を行うことで形成され得る。前記ホットウェブは、前記熱結合オーブン1055の出口で既定の厚さ及び密度へ、前記圧縮ユニット1060のカレンダロール設定を適切に調節することで、カレンダ処理されることができる。
【0095】
高密度シートは、短繊維再生物を、例えばスイスのSchaetti又はドイツのTPSから入手可能な、二重ベルトラミネータ/圧縮ライン(圧縮ユニット1060として)に通過させることで形成され得る。
【0096】
いくつかの実施態様において、前記短繊維は、例えば既に記載された相対的に均一に分配された質量の短繊維再生物を形成するために短繊維のウェブを形成するための適切なプロセスによって形成されてよい。例えば前記短繊維再生物は、固体又はメッシュのポリテトラフルオロエチレン(PTFE)でコーティングされたコンベア又はベルト上に均一に分配されて、100%SFRまでから製造されるTSFNWを製造することができる。
【0097】
いくつかの実施態様において、前記短繊維は、既製繊維ウェブに形成され、前記既製ウェブは相対的に長い又は中間の長さの繊維を含み、例えば30mmから100mmの長さであり、ある割合で2成分繊維を含むことができる。前記SFRは、ほぼ知られた割合の熱可塑性繊維を含むように選択され得ることから、前記既製(「キャリア」)ウェブは、前記切断部材から得られる前記SFRに前記熱可塑性繊維を添加しない場合には必要となるであろう2成分繊維の割合の高さほど持つ必要はない。前記キャリアウェブ中の2成分繊維の量が減少することで、前記キャリアウェブの製造費用を減らすことができる。
【0098】
他の実施態様においては、前記SFRは、不織材料の既製のウェブ、ニット又は織物テキスタイル上に適用され得る。このテキスタイルは主に前記SFRウェブを前記結合プロセスへ運ぶためのサポートとして、及び潜在的な装飾表面層として作用する。
【0099】
前記既製のウェブの材料成分及び前記ウェブに添加されるSFRの量に依存して、前記SFRは約5重量%及び約99重量%の間でTSFNWを含むことができる。又は、前記SFRは、約10重量%及び約80重量%、又は約20重量%及び約60重量%で含むことができる。又は前記再生繊維性材料は約30重量%及び約40重量%のTSFNWを含むことができる。
【0100】
前記短繊維を導入するSFRウェブの結合は、約100℃及び約220℃の間で実施され得る。前記既製ウェブ及び再生繊維材料が加熱される特定の温度は、前記切断部材材料及び前記既製ウェブ又は他のステップ140で添加された熱可塑性接着バインダの熱可塑性繊維の具体的な種類に依存して可変である。
【0101】
前記ウェブのステップ150から160(適宜)の密度増加の後、結合され密度増加されたウェブは、後で望ましい応用に使用するためにロール形状に巻かれるか又はリワインド機構又はシーター/スタッカ1065によりシート形状に切断される。
【0102】
実施例
次の実施例は、本発明を説明するためのものであり本発明を限定するように解釈されるべきではない。本発明の全ての改良医療、修正及び変更は、添付の特許請求の範囲の意味及び範囲内のものであることが意図される。
【0103】
次の実施例において、SFRのサンプルは、混合切断繊維廃棄材料の選択物から製造された。前記繊維性廃棄材料は第一のサイズ減少段階で「Original Pallman」タイプPS4のPallmanナイフミルで12mmスクリーンを用いて処理された。その後第二のサイズ減少段階で他の「Original Pallman」タイプPS4のPallmanナイフミルで前記例で示したよりも細かいスクリーンを用いて処理された。ミリングされた廃棄材料は、前記シーブのメッシュサイズの及びそれより小さい範囲の粒子であった。
【0104】
前記繊維性材料は、その後、Rotary Brush System付きのTPS繊維散乱ユニットを用いて固体形成ベルト上に散乱させた。前記材料は、TPS Thermofix(R)タイプ24TL 4/40 2/40 57SGT 2NR 1SR高圧縮ラミネータを用いて結合されて圧縮されて、異なるバルク密度を持つサンプルとした。前記サンプルの密度を1又は2の方法を用いて変えた。最初に、前記形成ベルト上に散乱させたAFRの厚さが同じで、その量が異なるサンプルを調製することで密度を変えた。又は、前記ベルト上のSFRの量はほぼ同様を散乱させたが、圧縮の程度を変えて、サンプルを異なる厚さに調製した。
【0105】
前記不織材料の最終厚さは、部分的に、使用したマシンギャップに依存する。圧縮ローラは、以下の実施例で特定される特定のマシンギャップに設定される。しかし、前記ローラにはバネが設けられており前記SFR層を前記機械に導入させる。従って、相対的に大量のSFRを前記形成ベルトに散乱させた場合、最終不織材料製品は前記マシンギャップよりも厚くなり得る。
【0106】
ニッププレスローラは、製造の際にいくつかのサンプルに圧力を加えるために使用された。調製された大部分のサンプルにつき、ひとつのニップローラのみが使用され、約3バール(300kPa)の圧力をサンプルに加えた。しかし、実施例3のサンプル3Bについては、両方のニップローラを用いた。それぞれのローラは圧力約6バール(600KPa)であった。
【0107】
調製されたサンプルの空気流れ抵抗ASTM C522−87に従い測定された。
【0108】
実施例1
再生物タイプC1は、表1に示される大体の割合を含む切断繊維材料から調製された実質的にオープンSFRであった。サンプルは上で説明された方法で製造され特徴付けられた。前記SFR調製の際に、材料を6mmの第二のスクリーンに通した。
【0109】
【表1】
サンプルを調製するためのプロセスパラメータは表2に示される。
【0110】
【表2】
測定データは表3に示され、図2に示される。
【0111】
【表3】
図2は、空気流れ抵抗値とバルクにつどの間にほぼ直線関係があることを示す。これはC1再生物の高度な均一性を示し、それを用いて記載された方法で製造された前記繊維性ウェブの高度な均一性を示す。
【0112】
前記直線関係はまた、ミリングされたLDPEフィルムの存在にも拘わらず、空気流れ抵抗及び空気透過性は相対的に予想可能であり一定であることを示す。
【0113】
解釈を容易にするために、実施例の結果を図2の実施例1の結果と重ねて示されている。
【0114】
実施例2は、不織繊維材料の空気流れ抵抗間の計算された関係を示す。前記不織材料サンプルは実施例1の再生物材料が製造された従来のステープルファイバの同じブレンドから製造された。前記繊維ブレンドの大体の組成は、繊維ブレンド1として以下の表4に示されている。
【0115】
【表4】
前記ラミネートされていない熱結合不織材料の平均繊維サイズは約5.4Dであった。
【0116】
前記不織材料は、サンプルがある範囲のバルク密度を有するように製造時に圧縮された。
【0117】
結果は、次の経験式モデルから計算される:
R=2.8*10−2*ρ*(10*H)(0.4*(H/0.02−l))*d−1*l−1
ここで、Rは、流れ抵抗、MKSRAyls、
ρは、製品表面密度、kg/m2、
dは、繊維直径、デニール(D)、
lは、繊維長さ、メーター、及び
Hは製品厚さ、メーターを表す。
【0118】
計算データは表5にまとめられ、図3にグラフ化されている。
【0119】
【表5】
この例で、前記流れ抵抗値は従来のステープルファイバで51から61mm長さについて計算される。両方の線の間の傾きの違いは、前記SFRにつき同じバルク密度での流れ抵抗値における増加に直接比例する。
【0120】
実施例1及び2についての結果を比べると、基本の繊維ブレンドにつき計算された空気流れ抵抗値は、同じバルク密度で、再生物タイプC1を製造するために使用した前記SFRの値よりもほとんど3倍低い。
【0121】
逆に、前記TSFNW材料の空気透過性は、同じバルク密度で、従来のプロセスにより製造される同じ繊維ブレンドのステープルファイバウェブについての値よりも実質的に低い。この流れ抵抗性の増加は、前記SFRに導入されたLDPEフィルムのフレークと、前記短繊維のパッキング密度の増加との組み合わせから起こるものである。
【0122】
実施例3
再生物タイプC3は、繊維、ラミネートされたアルミニウム/スパンボンドラミネート物及び剥離紙上の感圧接着コーティングを、表6に示す大体の割合で含む。SFRを上で説明された方法で製造した。ここで、2mmの第二のスクリーンを通した。
【0123】
【表6】
サンプルは、上で説明した方法で製造され、特徴付けられた。サンプル製造の大体のプロセスパラメータを表7に示す。
【0124】
【表7】
測定データを表8にまとめ、図4にグラフ化した。
【0125】
【表8】
実施例1と同様に、図4は、切断繊維部材から製造された実質的にオープンなSFRが、流れ抵抗とバルク密度が大体直線関係であることを示す。このことは、C3再生物の高度な均一性を示し、それを用いて記載された方法で製造された前記TSFNW材料の高度な均一性を示す
この直線関係は又、ミリングされた表材及び接着バッキング材料の存在にも拘わらず空気流れ抵抗性及び空気透過性は相対的に予想可能であり一定であることを示す。
【0126】
解釈を容易にするために、実施態様の結果が図4で、実施例3の結果と重ねられている。
【0127】
実施例4
使用された、ラミネートされてなく熱結合された不織材料の平均繊維サイズは約5.4Dであり、繊維ブレンド2と参照される前記繊維ブレンドは、実施例3で再生物C3を製造するために使用された同じ従来ステープルファイバのブレンドを含む。繊維ブレンド2の成分は、大体の割合とともに下の表9に示される。
【0128】
【表9】
図5は、ある範囲のバルク密度に圧縮された場合の前記不織材料の空気流れ抵抗値を示す。さらにまた、これは前記経験モデルを用いて計算された。
【0129】
計算データは表10にまとめられ、図5にグラフ化されている。
【0130】
【表10】
実施例3及び実施例4の結果を比べると、基本繊維ブレンドについての空気流れ抵抗性は、同じバルク密度で、再生タイプC3製造するために使用した前記SFRの値よりも3倍低い。前記TSFNWウェブの空気透過性は、同じバルク密度で、従来プロセスで製造された同じ繊維ブレンドのステープルファイバのウェブよりも実質的に小さい。
【0131】
実施例5
再生物タイプC2は、再生物タイプC3とは全ての点で、ただし違いは、2mmの第二のスクリーンよりもむしろ6mmの第二のスクリーンでスクリーニングされたことを除くと同一であった。C2の成分は、表11に大体の割合と共に示される。
【0132】
【表11】
前記サンプルを製造するために使用され製造パラメータは表12に示される。
【0133】
【表12】
計算データは表13に示され、図6にグラフ化されている。
【0134】
【表13】
測定された空気流れ抵抗は図6に示される。結果は広い範囲に広がっており、前記材料が不定であって、均一なTSFNWを製造するには非理想的であることを示す。
【0135】
この例を実質的及び実施例3と比べると、ミリングプロセスは、SFRの一定の粒子を提供するべきであることが明らかであり、特に前記材料がこの例のように非常に極端な場合である。この成果を出すには、前記廃棄材料をより小さな粒子サイズにスクリーニングすることが必要となり得る。
実施例3と実施例5を比べると、2mmのスクリーンがミリングされたホイル、スパンボンド、接着物及び剥離紙について十分な小粒子を生成し、従って前記空気流れ抵抗性又は空気透過性の予想可能性になんら悪影響を及ぼさないことが明らかである。
【0136】
実施例3及び実施例5は、特定の実施態様での製造された短繊維の品質を評価するために適している方法を記載する。ある条件で製造された短繊維のサンプルは、ある範囲のバルク密度に亘る不織サンプルに製造されることができる。空気流れ抵抗性はその後に測定され、前記バルク密度に対してプロットされる。前記短繊維の品質が一定の場合、従って不織材料の製造への使用に適している場合、バルク密度と空気流れ抵抗性とは相対的に直線関係となるべきである。かかる直線関係が、実施例3を参照して図4で示される。対照的に、実施例5の場合において、製造された前記短繊維が一定でない場合、実施例6で見られるように、バルク密度と空気流れ抵抗性との間に一定の明確な関係が見られないであろう。従って前記繊維のさらなる処理が必要とされ得る。
【0137】
実施例6
サンプル7は、高バルク密度熱成形可能な音響シートであり、次の成分を含む(大体の割合で)。
【0138】
成分
4デニールCoPET/PET 2成分接着性ポリエステル繊維、溶融点 160℃ 70%
3デニール再生ポリエステル繊維 30%
前記2成分繊維は、例えば、高結晶性繊維であり、融点が約160℃である。使用された繊維ブレンドは、繊維ブレンド3と参照する。
【0139】
サンプル7は、前加熱された25−30mm厚さの垂直にラップされた製品をラミネータに通過させて製造された。前記ラミネータの速度は約3m/分であり、トップ及びボトムベルトは約200℃であった。使用されたマシンギャップは1mmであり、この結果最終厚さは約1.5mmを持つ製品となった。
【0140】
サンプル番号4A及び4Bは、サンプル7から製造されたSFRを用いて製造された。前記SFR及びサンプル4A及び4Bは、上で説明された方法で製造された。サンプル7からの前記繊維性廃棄材料を、前記SFRタイプAを製造するための2mmの第二のスクリーンを通過させて上で説明された方法に従って処理しSFRとした。
【0141】
【表14】
測定された空気流れ抵抗性は表15に示される。
【0142】
【表15】
全ての他の再生サンプルは、ある範囲の粒子サイズを持つ実質的にオープンSFRを製造したが、この例での前記再生物は、より顆粒状で通常のサイズと形状であった。この例では、前記繊維は本質的に非オープンであった。サンプル4A及び4Bは、オリジナルの製品サンプル7と非常に類似した空気流れ抵抗性を持つTSFNWを製造した。さらに、これらサンプルはサンプル7と類似のバルク密度を示した。
【0143】
この例で、サンプル4A及び4Bのバルク密度は、サンプル7と比べて有意には増加しておらず、これは、個々の繊維のオリジナルの「パッキング密度」が実質的にさらには増加されることができないことを意味する。
【0144】
再生物C1及びC2の挙動に基づくと、広い範囲の粒子サイズの存在は、前記廃棄繊維が実質的にオープンであることと相まって、非常に高い空気流れ抵抗性を可能としていることが明らかである。再生物Aと実質的にオープンな短繊維との均一混合が、前記空気流れ抵抗を増加させているのであろう。
【0145】
前記 再生材料の選択、ミリングプロセスでのスクリーンサイズ及び添加物、例えば含まれていてもよい追加のステープルファイバ等の制御された選択により、広い範囲の廃棄材料から製造されるSFRの空気流れ抵抗性を選択することができる。
【0146】
実施例7
この例は、流れ抵抗性シート(場合により、多孔性柔軟シートとしても知られている)についての音吸収及び音透過性の計算結果を提供する。密度は、前記マシンギャップを維持しかつ堆積されるSFRの量を変化させて、300gms及び2000g/m2の間で変化させるように選択された。結果のサンプルの流れ抵抗性は、430Raylsと8600Raylsまでの間を変化する。流れ抵抗値430、860、2150、4300及び8600Raylsを持つ層が実施例で記載された経験式を用いてモデル化された。
【0147】
この例は、記載された本発明の実施態様に従って、100%再生物C2SFRから製造された高バルク密度シートから予想され得る音響挙動を説明する。
【0148】
透過性損失は、図7に示されるように、David A. Bies及びColin H. Hansenの、Engineering Noise Control: Theory and Practice, 3rd edition, Spon Press, 2003 (ISBN 0−415−26713−7)に記載の手法を用いて計算した。
【0149】
図8は、Professor Uno Ingardの、Notes on Sound Absorption Technology, Noise Control Foundation, 1994 (ISBN 0−931784−28−X)に記載の手法により計算された音吸収が示される。この例の目的のために、前記サンプルは、流れ抵抗値約20Rayls及び厚さ約20mmであった。商品名DECI−TEX3Dとして市販されている熱結合ポリエステル上にラミネートされた。
【0150】
計算音吸収値は、拡散音場について計算され、流れ抵抗値が増加すると減少ことが示される。しかし高い流れ抵抗性シートでさえも、音響専門家に興味のあるほとんどの周波数内で非常に有用な音吸収を示す。
【0151】
音響専門家は、望ましい実施態様により流れ抵抗シートを選択する必要があり、要求される透過性損失及び要求される音吸収の間の適切な妥協を提供することができる。
【0152】
図9は、前記計算された音響システム及びオーストラリア標準(Australian Standard)1045を用いて全範囲の反響室中で試験(反響室内での吸収係数の測定)された類似のシステムとの比較を示す。この試験の目的において、前記サンプルは、流れ抵抗値約20Rayls及び厚さ約20mmであった。商品名DECI−TEX3Dとして市販されている熱結合ポリエステル上にラミネートされた。
【0153】
前記結果において、より高い周波数で有意の違いがある。このことは、高流れ抵抗性膜は、単純なモデル計算結果に比べて、試験される際に音響的により優れた作用を奏することを示す。
【0154】
本明細書及び特許請求の範囲を通じて、特に区別するように要求されない限り、用語「含む」及び種々の用語例えば「成る」、「から成る」等は、記載された整数又はステップ又は整数の群(グループ)又はステップを含むことを意味する。しかし、全ての複数の他の整数又はステップを除外するものではない。
【0155】
本明細書中の、全ての先行文献(又はそれから導かれる情報)、又は知られた全ての事項は、先行文献(又はそれから導かれる情報)又は知られた事項が、本明細書が関係する分野における共通の一般的知識の一部を構成するということを示唆するいかなる承認、承諾又は全ての形として考えられるものではなく、考えられるべきではない。
【0156】
記載された実施態様の改良は、当業者にとっては、記載された実施態様の本質及び範囲から離れることなく明らかだろう。記載された実施態様は、従って、例示的であり、特許請求の範囲の内容を考慮する際になんら限定するものではない。
【特許請求の範囲】
【請求項1】
不織材料を形成する方法であり:
熱可塑性繊維を含む繊維性材料を受け入れ;
前記繊維性材料を処理して短繊維を生成し;
前記短繊維を既製ウェブに添加し;及び
前記既製ウェブを加熱し、場合により圧縮して不織材料を形成する、方法。
【請求項2】
請求項1に記載の方法であり、前記繊維性材料が繊維性廃棄材料を含む、方法。
【請求項3】
請求項1又は2のいずれか1項に記載の方法であり、前記不織材料が、熱成形可能な短繊維不織材料を含む、方法。
【請求項4】
請求項3に記載の方法であり、前記熱成形可能な短繊維不織材料が、熱可塑性バインダを含む、方法。
【請求項5】
請求項3又は4のいずれか1項に記載の方法であり、前記熱成形可能な短繊維不織材料が、熱硬化性バインダを含む、方法。
【請求項6】
請求項1乃至5のいずれか1項に記載の方法であり、前記不織材料が、選択された空気流れ抵抗値を持つ、方法。
【請求項7】
請求項1乃至6のいずれか1項に記載の方法であり、前記処理が前記繊維性材料をミリングすることを含む、方法。
【請求項8】
請求項7に記載の方法であり、前記ミリングにより製造された短繊維が、平均長さが約12mmより短い、場合により約6mmより短い、方法。
【請求項9】
請求項1乃至8のいずれか1項に記載の方法であり、前記処理が、前記繊維性材料をミリングして中間長さの繊維とし、その後前記中間長さの繊維をミリングして前記短繊維を製造する、方法。
【請求項10】
請求項1乃至9のいずれか1項に記載の方法であり、前記短繊維が、5重量%と100重量%までの間の前記不織材料を含む、方法。
【請求項11】
請求項10に記載の方法であり、前記短繊維が、20重量%と60重量%との間の前記不織材料を含む、方法。
【請求項12】
請求項11に記載の方法であり、前記短繊維が、30重量%と40重量%との間の前記不織材料を含む、方法。
【請求項13】
請求項1乃至12のいずれか1項に記載の方法であり、前記不織材料が、0.20mmと5mmの間の厚さを持つ、方法。
【請求項14】
請求項13に記載の方法であり、前記厚さが、0.24mmと4mmの間である、方法。
【請求項15】
請求項1乃至14のいずれか1項に記載の方法であり、前記添加が、前記既製のウェブ中に前記短繊維を散乱させることを含む、方法。
【請求項16】
請求項1から15のいずれか1項に記載の方法であり、さらに、前記短繊維を前記既製ウェブに添加する前に、1又はそれ以上の添加物を前記短繊維に添加して前記短繊維を処理する、方法。
【請求項17】
請求項16に記載の方法であり、前記1又はそれ以上の添加物が、抗微生物物質、難燃性物質、無機フィラー、接着粉末、天然繊維及びさらなる熱可塑性繊維を含む群から選択される、方法。
【請求項18】
請求項1乃至17のいずれか1項に記載の方法であり、前記繊維性材料が、1又はそれ以上のポリエステル材料、音響シート材料及び多孔性バルク吸収材料を含む、方法。
【請求項19】
請求項1乃至18のいずれか1項に記載の方法であり、前記不織材料が、10kg/m3と200kg/m3の間のバルク密度を持つ、方法。
【請求項20】
請求項1乃至18のいずれか1項に記載の方法であり、前記不織材料が、200kg/m3と2000kg/m3の間のバルク密度を持つ、方法。
【請求項21】
請求項20に記載の方法であり、前記バルク密度が、250kg/m3と1500kg/m3の間である、方法。
【請求項22】
請求項1乃至18、20及び21のいずれか1項に記載の方法であり、前記不織材料が、約175000Rayls/mと約3000000Rayls/mの間の流れ抵抗性値を持つように形成される、方法。
【請求項23】
請求項1乃至19のいずれか1項に記載の方法であり、前記不織材料が、約400Rayls/mと約3275000Rayls/mの間の流れ抵抗性値を持つように形成される、方法。
【請求項24】
請求項1乃至23のいずれか1項に記載の方法であり、さらに、前記処理された繊維性材料を選別して前記繊維性材料からダストを除去することを含む、方法。
【請求項25】
バルク再生繊維性材料であり、熱可塑性繊維を含む材料の切断部材から製造される短繊維を含み、前記短繊維が前記切断部材をミリングして、平均長さが約12mmよりも短い、バルク再生繊維性材料。
【請求項26】
請求項25に記載の材料であり、前記短繊維の平均長さが、約6mmよりも短い、材料。
【請求項27】
請求項25又は26のいずれか1項に記載の材料であり、前記切断部材が、合成繊維性材料、ポリプロピレン繊維性材料、ポリエステル材料、音響シート材料及び多孔性吸収材料の、1又はそれ以上を含む、材料。
【請求項28】
請求項25乃至27のいずれか1項に記載の材料であり、前記短繊維が、前記ミリングに先立ち前記切断部材を裁断することで製造される、材料。
【請求項29】
請求項25乃至28のいずれか1項に記載の材料であり、さらに、前記短繊維を処理するための既製ウェブに添加する1又はそれ以上の添加物を含む、材料。
【請求項30】
請求項29に記載の材料であり、前記の1又はそれ以上の添加物が、抗微生物物質、難燃性物質、無機フィラー、接着性粉末、天然繊維及びさらなる熱可塑性繊維を含む群から選択される、材料。
【請求項31】
請求項25乃至30のいずれか1項に記載の前記再生繊維性材料を含む不織材料。
【請求項32】
不織材料であり;
圧縮繊維性ウェブ;及び
前記繊維性ウェブ中に再生繊維材料を含み、前記再生繊維性材料が、約12mmよりも短い平均長さを持ち、前記短繊維の重量が、前記不織材料の約5重量%と100重量%未満の間である、不織材料。
【請求項33】
請求項32に記載の不織材料であり、前記不織材料が、熱成形可能な短繊維不織材料を含む、不織材料。
【請求項34】
請求項33に記載の不織材料であり、前記熱成形可能な短繊維不織材料が、熱可塑性バインダを含む、不織材料。
【請求項35】
請求項33又は34のいずれか1項に記載の不織材料であり、前記熱成形可能な短繊維不織材料が、熱硬化性バインダを含む、不織材料。
【請求項36】
請求項32乃至35のいずれか1項に記載の不織材料であり、前記不織材料が、選択された空気流れ抵抗値を持つ、不織材料。
【請求項37】
請求項32乃至36のいずれか1項に記載の不織材料であり、前記短繊維の繊維長さが、約6mmよりも短い、不織材料。
【請求項38】
請求項32乃至37のいずれか1項に記載の不織材料であり、前記短繊維の量が、前記不織材料の20重量%と60重量%の間である、不織材料。
【請求項39】
請求項38に記載の不織材料であり、前記短繊維の量が、前記不織材料の30重量%と40重量%の間である、不織材料。
【請求項40】
請求項32乃至39のいずれか1項に記載の不織材料であり、前記不織材料が、約0.20mmと約5mmの間の厚さを持つように製造される、不織材料。
【請求項41】
請求項40に記載の不織材料であり、前記厚さが、約0.25mmと約4mmの間である、不織材料。
【請求項42】
請求項32乃至41のいずれか1項に記載の不織材料であり、前記不織材料が、約10kg/m3と約200kg/m3の間のバルク密度を持つように製造される、不織材料。
【請求項43】
請求項32乃至41のいずれか1項に記載の不織材料であり、前記不織材料が、約200kg/m3と約2000kg/m3の間のバルク密度を持つように製造される、不織材料。
【請求項44】
請求項43に記載の不織材料であり、前記バルク密度が約250kg/m3と約1500kg/m3の間である、不織材料。
【請求項45】
請求項32乃至41、43及び44のいずれか1項に記載の不織材料であり、前記不織材料が、約275000Rayls/mと約3000000Rayls/mの間の流れ抵抗値を持つように製造される、不織材料。
【請求項46】
請求項32乃至42のいずれか1項に記載の不織材料であり、前記不織材料が、約400Rayls/mと約275000Rayls/mの間の流れ抵抗値を持つように製造される、不織材料。
【請求項47】
請求項32乃至46のいずれか1項に記載の不織材料であり、さらに、抗微生物物質、難燃性物質、無機フィラー、接着性粉末、天然繊維及びさらなる熱可塑性繊維を含む群から選択される、1又はそれ以上の添加物を含む、不織材料。
【請求項48】
不織材料を製造する方法であり、前記方法は:
熱可塑性繊維を含む繊維性材料を受け入れ;
前記繊維性材料を処理して短繊維を製造し;
前記短繊維をコンベア上にほぼ均一に分配して短繊維層を形成し;及び
前記短繊維層を加熱して不織材料を製造する、方法。
【請求項49】
請求項48に記載の方法であり、前記繊維性材料が、繊維性廃棄材料を含む、方法。
【請求項50】
請求項48又は49のいずれか1項に記載の方法により製造される不織材料。
【請求項51】
請求項50に記載の不織材料であり、前記不織材料が、熱成形可能な短繊維不織材料を含む、不織材料。
【請求項52】
請求項51に記載の不織材料であり、前記熱成形可能な短繊維不織材料が、熱可塑性バインダを含む、不織材料。
【請求項53】
請求項51又は52のいずれか1項に記載の不織材料であり、前記熱成形可能な短繊維不織材料が、熱硬化性バインダを含む、不織材料。
【請求項54】
請求項50乃至53のいずれか1項に記載の不織材料であり、前記不織材料が選択された空気流れ抵抗値を持つ、不織材料。
【請求項55】
不織材料を製造する方法であり、前記方法は:
繊維性材料を受け入れ;
前記繊維性材料を処理して短繊維を製造し;
前記短繊維を領域内に亘り分配して前駆体ウェブを形成し;及び
前記前駆体ウェブの前記短繊維の少なくともいくらかを一緒に結合して不織材料を製造する、方法。
【請求項1】
不織材料を形成する方法であり:
熱可塑性繊維を含む繊維性材料を受け入れ;
前記繊維性材料を処理して短繊維を生成し;
前記短繊維を既製ウェブに添加し;及び
前記既製ウェブを加熱し、場合により圧縮して不織材料を形成する、方法。
【請求項2】
請求項1に記載の方法であり、前記繊維性材料が繊維性廃棄材料を含む、方法。
【請求項3】
請求項1又は2のいずれか1項に記載の方法であり、前記不織材料が、熱成形可能な短繊維不織材料を含む、方法。
【請求項4】
請求項3に記載の方法であり、前記熱成形可能な短繊維不織材料が、熱可塑性バインダを含む、方法。
【請求項5】
請求項3又は4のいずれか1項に記載の方法であり、前記熱成形可能な短繊維不織材料が、熱硬化性バインダを含む、方法。
【請求項6】
請求項1乃至5のいずれか1項に記載の方法であり、前記不織材料が、選択された空気流れ抵抗値を持つ、方法。
【請求項7】
請求項1乃至6のいずれか1項に記載の方法であり、前記処理が前記繊維性材料をミリングすることを含む、方法。
【請求項8】
請求項7に記載の方法であり、前記ミリングにより製造された短繊維が、平均長さが約12mmより短い、場合により約6mmより短い、方法。
【請求項9】
請求項1乃至8のいずれか1項に記載の方法であり、前記処理が、前記繊維性材料をミリングして中間長さの繊維とし、その後前記中間長さの繊維をミリングして前記短繊維を製造する、方法。
【請求項10】
請求項1乃至9のいずれか1項に記載の方法であり、前記短繊維が、5重量%と100重量%までの間の前記不織材料を含む、方法。
【請求項11】
請求項10に記載の方法であり、前記短繊維が、20重量%と60重量%との間の前記不織材料を含む、方法。
【請求項12】
請求項11に記載の方法であり、前記短繊維が、30重量%と40重量%との間の前記不織材料を含む、方法。
【請求項13】
請求項1乃至12のいずれか1項に記載の方法であり、前記不織材料が、0.20mmと5mmの間の厚さを持つ、方法。
【請求項14】
請求項13に記載の方法であり、前記厚さが、0.24mmと4mmの間である、方法。
【請求項15】
請求項1乃至14のいずれか1項に記載の方法であり、前記添加が、前記既製のウェブ中に前記短繊維を散乱させることを含む、方法。
【請求項16】
請求項1から15のいずれか1項に記載の方法であり、さらに、前記短繊維を前記既製ウェブに添加する前に、1又はそれ以上の添加物を前記短繊維に添加して前記短繊維を処理する、方法。
【請求項17】
請求項16に記載の方法であり、前記1又はそれ以上の添加物が、抗微生物物質、難燃性物質、無機フィラー、接着粉末、天然繊維及びさらなる熱可塑性繊維を含む群から選択される、方法。
【請求項18】
請求項1乃至17のいずれか1項に記載の方法であり、前記繊維性材料が、1又はそれ以上のポリエステル材料、音響シート材料及び多孔性バルク吸収材料を含む、方法。
【請求項19】
請求項1乃至18のいずれか1項に記載の方法であり、前記不織材料が、10kg/m3と200kg/m3の間のバルク密度を持つ、方法。
【請求項20】
請求項1乃至18のいずれか1項に記載の方法であり、前記不織材料が、200kg/m3と2000kg/m3の間のバルク密度を持つ、方法。
【請求項21】
請求項20に記載の方法であり、前記バルク密度が、250kg/m3と1500kg/m3の間である、方法。
【請求項22】
請求項1乃至18、20及び21のいずれか1項に記載の方法であり、前記不織材料が、約175000Rayls/mと約3000000Rayls/mの間の流れ抵抗性値を持つように形成される、方法。
【請求項23】
請求項1乃至19のいずれか1項に記載の方法であり、前記不織材料が、約400Rayls/mと約3275000Rayls/mの間の流れ抵抗性値を持つように形成される、方法。
【請求項24】
請求項1乃至23のいずれか1項に記載の方法であり、さらに、前記処理された繊維性材料を選別して前記繊維性材料からダストを除去することを含む、方法。
【請求項25】
バルク再生繊維性材料であり、熱可塑性繊維を含む材料の切断部材から製造される短繊維を含み、前記短繊維が前記切断部材をミリングして、平均長さが約12mmよりも短い、バルク再生繊維性材料。
【請求項26】
請求項25に記載の材料であり、前記短繊維の平均長さが、約6mmよりも短い、材料。
【請求項27】
請求項25又は26のいずれか1項に記載の材料であり、前記切断部材が、合成繊維性材料、ポリプロピレン繊維性材料、ポリエステル材料、音響シート材料及び多孔性吸収材料の、1又はそれ以上を含む、材料。
【請求項28】
請求項25乃至27のいずれか1項に記載の材料であり、前記短繊維が、前記ミリングに先立ち前記切断部材を裁断することで製造される、材料。
【請求項29】
請求項25乃至28のいずれか1項に記載の材料であり、さらに、前記短繊維を処理するための既製ウェブに添加する1又はそれ以上の添加物を含む、材料。
【請求項30】
請求項29に記載の材料であり、前記の1又はそれ以上の添加物が、抗微生物物質、難燃性物質、無機フィラー、接着性粉末、天然繊維及びさらなる熱可塑性繊維を含む群から選択される、材料。
【請求項31】
請求項25乃至30のいずれか1項に記載の前記再生繊維性材料を含む不織材料。
【請求項32】
不織材料であり;
圧縮繊維性ウェブ;及び
前記繊維性ウェブ中に再生繊維材料を含み、前記再生繊維性材料が、約12mmよりも短い平均長さを持ち、前記短繊維の重量が、前記不織材料の約5重量%と100重量%未満の間である、不織材料。
【請求項33】
請求項32に記載の不織材料であり、前記不織材料が、熱成形可能な短繊維不織材料を含む、不織材料。
【請求項34】
請求項33に記載の不織材料であり、前記熱成形可能な短繊維不織材料が、熱可塑性バインダを含む、不織材料。
【請求項35】
請求項33又は34のいずれか1項に記載の不織材料であり、前記熱成形可能な短繊維不織材料が、熱硬化性バインダを含む、不織材料。
【請求項36】
請求項32乃至35のいずれか1項に記載の不織材料であり、前記不織材料が、選択された空気流れ抵抗値を持つ、不織材料。
【請求項37】
請求項32乃至36のいずれか1項に記載の不織材料であり、前記短繊維の繊維長さが、約6mmよりも短い、不織材料。
【請求項38】
請求項32乃至37のいずれか1項に記載の不織材料であり、前記短繊維の量が、前記不織材料の20重量%と60重量%の間である、不織材料。
【請求項39】
請求項38に記載の不織材料であり、前記短繊維の量が、前記不織材料の30重量%と40重量%の間である、不織材料。
【請求項40】
請求項32乃至39のいずれか1項に記載の不織材料であり、前記不織材料が、約0.20mmと約5mmの間の厚さを持つように製造される、不織材料。
【請求項41】
請求項40に記載の不織材料であり、前記厚さが、約0.25mmと約4mmの間である、不織材料。
【請求項42】
請求項32乃至41のいずれか1項に記載の不織材料であり、前記不織材料が、約10kg/m3と約200kg/m3の間のバルク密度を持つように製造される、不織材料。
【請求項43】
請求項32乃至41のいずれか1項に記載の不織材料であり、前記不織材料が、約200kg/m3と約2000kg/m3の間のバルク密度を持つように製造される、不織材料。
【請求項44】
請求項43に記載の不織材料であり、前記バルク密度が約250kg/m3と約1500kg/m3の間である、不織材料。
【請求項45】
請求項32乃至41、43及び44のいずれか1項に記載の不織材料であり、前記不織材料が、約275000Rayls/mと約3000000Rayls/mの間の流れ抵抗値を持つように製造される、不織材料。
【請求項46】
請求項32乃至42のいずれか1項に記載の不織材料であり、前記不織材料が、約400Rayls/mと約275000Rayls/mの間の流れ抵抗値を持つように製造される、不織材料。
【請求項47】
請求項32乃至46のいずれか1項に記載の不織材料であり、さらに、抗微生物物質、難燃性物質、無機フィラー、接着性粉末、天然繊維及びさらなる熱可塑性繊維を含む群から選択される、1又はそれ以上の添加物を含む、不織材料。
【請求項48】
不織材料を製造する方法であり、前記方法は:
熱可塑性繊維を含む繊維性材料を受け入れ;
前記繊維性材料を処理して短繊維を製造し;
前記短繊維をコンベア上にほぼ均一に分配して短繊維層を形成し;及び
前記短繊維層を加熱して不織材料を製造する、方法。
【請求項49】
請求項48に記載の方法であり、前記繊維性材料が、繊維性廃棄材料を含む、方法。
【請求項50】
請求項48又は49のいずれか1項に記載の方法により製造される不織材料。
【請求項51】
請求項50に記載の不織材料であり、前記不織材料が、熱成形可能な短繊維不織材料を含む、不織材料。
【請求項52】
請求項51に記載の不織材料であり、前記熱成形可能な短繊維不織材料が、熱可塑性バインダを含む、不織材料。
【請求項53】
請求項51又は52のいずれか1項に記載の不織材料であり、前記熱成形可能な短繊維不織材料が、熱硬化性バインダを含む、不織材料。
【請求項54】
請求項50乃至53のいずれか1項に記載の不織材料であり、前記不織材料が選択された空気流れ抵抗値を持つ、不織材料。
【請求項55】
不織材料を製造する方法であり、前記方法は:
繊維性材料を受け入れ;
前記繊維性材料を処理して短繊維を製造し;
前記短繊維を領域内に亘り分配して前駆体ウェブを形成し;及び
前記前駆体ウェブの前記短繊維の少なくともいくらかを一緒に結合して不織材料を製造する、方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2012−511108(P2012−511108A)
【公表日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2011−538800(P2011−538800)
【出願日】平成21年12月4日(2009.12.4)
【国際出願番号】PCT/AU2009/001584
【国際公開番号】WO2010/063079
【国際公開日】平成22年6月10日(2010.6.10)
【出願人】(511096019)イーマン8 ピーティワイ リミテッド (3)
【Fターム(参考)】
【公表日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成21年12月4日(2009.12.4)
【国際出願番号】PCT/AU2009/001584
【国際公開番号】WO2010/063079
【国際公開日】平成22年6月10日(2010.6.10)
【出願人】(511096019)イーマン8 ピーティワイ リミテッド (3)
【Fターム(参考)】
[ Back to top ]