
石炭・鉱石運搬船ホールド用溶接継手
【課題】塗膜の寿命を延長するとともに塗膜剥離後の腐食抑制を図ることのできる、石炭・鉱石運搬船ホールド用溶接継手を提供する。
【解決手段】溶接金属が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなる石炭・鉱石運搬船ホールド用溶接継手である。上記の溶接継手において、溶接金属が、さらに、Mo:0.5%以下、W:0.5%以下、Cu:1%以下、Ni:1%以下、Co:1%以下、Sb:0.3%以下、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下、Nd:0.5%以下、Nb:0.1%以下、V:0.2%以下、およびB:0.01%以下のうちの1種以上を含有してもよい。
【解決手段】溶接金属が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなる石炭・鉱石運搬船ホールド用溶接継手である。上記の溶接継手において、溶接金属が、さらに、Mo:0.5%以下、W:0.5%以下、Cu:1%以下、Ni:1%以下、Co:1%以下、Sb:0.3%以下、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下、Nd:0.5%以下、Nb:0.1%以下、V:0.2%以下、およびB:0.01%以下のうちの1種以上を含有してもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、石炭・鉱石運搬船のホールドに用いる耐食性に優れた溶接継手に関し、さらに詳しくは、ホールド内の腐食環境およびその裏側(外側)に位置するバラストタンク内の腐食環境においても、塗膜の寿命延長および塗膜の剥離後の腐食抑制を図ることのできるホールド用溶接継手に関する。
【背景技術】
【0002】
近年、石炭およびまたは鉱石を運搬する「石炭・鉱石運搬船」のホールド(船倉)内の腐食が問題となっている。石炭およびまたは鉄鉱石が積載されるホールド内は、高湿度環境に加えて、さらにはタンク内の洗浄の際に付着する塩分の影響もあり、厳しい腐食環境にある。
【0003】
通常、ホールドの内表面には塗装を行って塗膜を形成するが、石炭およびまたは鉱石を運搬する場合、とりわけ、鉄鉱石を運搬する場合には、塗膜が部分的に傷つけられやすく、生じた傷部が腐食環境にさらされることになる。その場合には、傷部を中心として塗膜がこぶ状に膨れ上がり、その塗膜の下にさびが詰まるような腐食形態(以下、「さびこぶ」とも称する)となる。特に、傷部の直下は減肉が大きく、その進行速度は年間0.2mmを超える場合がある。
【0004】
また、運搬されてきた石炭およびまたは鉄鉱石を荷揚げする際に、ホールドの下部においては塗膜が機械的に剥離しやすく、一度塗膜が剥離すると、その場所は再塗装されることなく使用されるのが通常である。そのため、建造時に形成されていた塗膜が使用途中で剥離した箇所は、塗膜が無い状態で長期間腐食環境下に曝されることとなる。さらに、ホールドの裏側(外側)がバラストタンクとなっている場合には、海水による腐食が進行し、特に、気相と接する部分における腐食の著しいことが問題となっている。
【0005】
現在、腐食対策としては塗装が行われているだけであり、上記の「さびこぶ」が生じた場合には、定期的に腐食生成物を除去し、再塗装する方法が採用されている。また、特に腐食が著しい場合は、鋼材を部分的に取り替えるなどの処置が行われている。また、バラストタンク側についても、定期的に再塗装を行うことが必須となっている。
【0006】
しかしながら、このように、再塗装や部材取替えを行う方法では、著しいコストの増加を招くため、メンテナンス費用の低減が大きな課題となっている。
【0007】
ここで、船舶用鋼材としては、特許文献1に、C、Si、Mn、P、S、Cu、AlおよびMgを必須成分とする耐食性に優れた鋼材が開示されているが、溶接金属部の耐食性については配慮されていない。
【0008】
【特許文献1】特開2000−17381号公報(特許請求の範囲、段落[0014]〜[0016]など)
【発明の開示】
【発明が解決しようとする課題】
【0009】
上記の特許文献1には、同文献で開示された鋼材が、船舶外板、バラストタンク、カーゴオイルタンク、鉱炭船カーゴホールドなどの船用一般鋼材として使用できることが記載されている。しかし、同文献においては、溶接継手の耐食性については言及されていない。通常の溶接継手における溶接金属部には、溶接の際に、ある程度母材から耐食性を向上させるのに有効な元素が溶け込むが、その量は少ない。したがって、母材の耐食性が良好であっても、溶接金属部の耐食性は十分とはいえない。
【0010】
本発明は、上記の従来技術における問題を解決するためになされたものであり、その目的は、石炭・鉱石運搬船のホールド内の腐食環境において、塗膜の寿命延長および塗膜の剥離後の腐食抑制を図ることのできる石炭・鉱石運搬船のホールド用溶接継手を提供することにある。なお、本発明のホールド用溶接継手は、石炭・鉱石運搬船のホールド内の腐食環境、およびその裏側(外側)に位置するバラストタンク内の腐食環境において、塗膜の寿命延長および塗膜の剥離後の腐食抑制を図ることのできる、いわゆるダブルハル型(二重船殻構造)の石炭・鉱石運搬船のホールド用溶接継手としても有効に使用することができる。
【課題を解決するための手段】
【0011】
本発明者らは、上記の状況の下に、実船のホールド内の腐食を再現可能な後述する試験法を開発し、その方法を用いて、石炭・鉱石運搬船ホールド用の耐食性鋼材を対象として、種々の合金元素の影響について検討と実験を繰り返し、下記の(a)〜(h)に示す知見を得て本発明を完成させた。
【0012】
(a) 石炭・鉱石運搬船ホールド内の腐食環境において、塗装傷部の耐食性を向上させるためには、濃厚塩化物環境におけるpH低下時の耐食性を向上させることが重要であり、そのためには、Cl-イオンを含む酸環境下における耐食性を向上させる必要がある。
【0013】
(b)上記濃厚塩化物に加えて、さらに、SO42-イオンを含有する環境下における耐食性の向上とともに、湿潤あるいは乾湿繰り返し環境下における耐食性の向上が必要となる。
【0014】
(c)溶接金属または母材にSnが含有されると、塗装部の耐食性が著しく向上するだけでなく、塗膜が剥離した後の耐食性も著しく向上する。これは下記の理由による。すなわち、石炭・鉱石運搬船ホールド内のpHが低下した環境において、Snが溶解し、鋼材上に析出する。Snは水素過電圧の大きい元素であることから、Snが析出した部分では、pHの低い環境におけるカソード反応である水素発生反応が著しく抑制され、その結果、耐食性が向上するからである。また、Snはイオンとして存在する場合においても、鋼材の溶解反応であるアノード反応を抑制する効果がある。これは、Snイオンの作用により鉄の溶解経路となる鉄表面へのOH-およびまたはCl-イオンの吸着を抑制し、鉄の溶解自体を抑えるからである。
【0015】
(d)合金元素として、Snに加えて、Mo、W、Cu、Ni、CoまたはSbを含有させてもよい。Mo、W、Cu、Ni、CoまたはSbは、酸性環境において耐食性を向上させる作用を有する元素であり、溶接金属部における耐食性、およびさびの保護性による鋼材の防食性の両方の効果により、腐食を抑制する。
【0016】
(e)さらに、合金元素として、Snに加えて、TiおよびZrのうちの1種以上を含有させてもよい。いずれの元素も、硫化物形成能が高く、腐食の起点となる鋼中MnSの生成を抑制することにより、溶接金属部および母材部における腐食の開始を遅らせる作用を有する。
【0017】
(f)合金元素として、Snに加えて、Ca、Mg、Y、CeおよびNdのうちの1種または2種以上を含有させてもよい。いずれの元素も、鋼の耐酸性を向上させることにより、溶接金属部および母材部における腐食を抑制する作用を有する。
【0018】
(g)合金元素として、Snに加えて、Nb、VおよびBのうちの1種または2種以上を含有させてもよい。いずれの元素も、溶接金属部および母材部の強度を高める作用を有する。
【0019】
(h)鋼材の塗装は通常の方法で行えばよく、塗料としてはエポキシ系樹脂のほか、ビニルブチラール系、ウレタン系、フタル酸系などを用いることができる。また、塗装前に一次防錆の目的で鋼材表面にプライマー処理を施してもよい。
【0020】
本発明は、上記の知見に基づいて完成されたものであり、その要旨は、下記の(1)〜(9)に記載の石炭・鉱石運搬船ホールド用溶接継手にある。以下、それぞれを第1発明〜第9発明とも記し、第1発明〜第9発明を総称して、本発明ということもある。
【0021】
(1)溶接金属が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなることを特徴とする石炭・鉱石運搬船ホールド用溶接継手。
【0022】
(2)溶接金属が、Feの一部に代えて、さらに、質量%で、Mo:0.5%以下、W:0.5%以下、Cu:1%以下、Ni:1%以下、Co:1%以下およびSb:0.3%以下のうちの1種または2種以上を含有することを特徴とする前記(1)に記載の石炭・鉱石運搬船ホールド用溶接継手。
【0023】
(3)溶接金属が、Feの一部に代えて、さらに、質量%で、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下およびNd:0.5%以下のうちの1種または2種以上を含有することを特徴とする前記(1)または(2)に記載の石炭・鉱石運搬船ホールド用溶接継手。
【0024】
(4)溶接金属が、Feの一部に代えて、さらに、質量%で、Nb:0.1%以下、V:0.2%以下、およびB:0.01%以下のうちの1種または2種以上を含有することを特徴とする前記(1)〜(3)のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【0025】
(5)母材が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなることを特徴とする前記(1)〜(4)のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【0026】
(6)母材が、Feの一部に代えて、さらに、質量%で、Mo:1%以下、W:1%以下、Cu:2%以下、Ni:2%以下、Co:2%以下およびSb:0.3%のうちの1種または2種以上を含有することを特徴とする前記(5)に記載の石炭・鉱石運搬船ホールド用溶接継手。
【0027】
(7)母材が、Feの一部に代えて、さらに、質量%で、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下およびNd:0.5%以下のうちの1種または2種以上を含有することを特徴とする前記(4)または(5)に記載の石炭・鉱石運搬船ホールド用溶接継手。
【0028】
(8)母材が、Feの一部に代えて、さらに、質量%で、Nb:0.1%以下、V:0.2%以下およびB:0.01%以下のうちの1種または2種以上を含有することを特徴とする前記(4)〜(6)のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【0029】
(9)表面が塗膜によって被覆されていることを特徴とする前記(1)〜(8)のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【0030】
本発明において、「石炭・鉱石運搬船」とは、石炭およびまたは鉱石を運搬する船舶を意味する。
【0031】
なお、以下の説明において、化学組成についての「%」の表記は「質量%」を意味する。
【発明の効果】
【0032】
本発明の溶接継手によれば、塗膜が機械的に損傷しやすく且つSO42-およびCl-の両イオンの影響を受けやすい腐食環境にある石炭・鉱石運搬船のホールド内での使用に際して、溶接継手の溶接金属部および母材部の両方の塗膜寿命を延長するとともに塗膜剥離後の腐食抑制を図ることができるので、ホールド内の部材の取り替えや再塗装によるメンテナンスコストを大幅に低減することができる。
【発明を実施するための最良の形態】
【0033】
前記のとおり、本発明は、溶接金属が、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなる石炭・鉱石運搬船ホールド用溶接継手である。また、母材が、上記と同様の成分組成を有する石炭・鉱石運搬船ホールド用溶接継手である。以下に、本発明を前記のように規定した理由および好ましい態様についてさらに詳細に説明する。
【0034】
本発明の溶接継手の成分組成に関しては、溶接金属および母材の双方の組成範囲についてまとめて説明し、両者の組成範囲が異なる元素についてはその旨を記し、個別に説明する。
【0035】
1.鋼の成分組成
C:
Cは、材料の強度を確保するために必要な元素であり、0.01%以上を含有させる。しかし、0.2%を超えて含有させると、pHの低い腐食環境においてカソードとなって腐食を促進するセメンタイトの生成量が増大するとともに溶接性が低下する。このため、C含有量の適正範囲は0.01〜0.2%とした。好ましくは、0.03〜0.18%である。
【0036】
Si:
Siは、脱酸に必要な元素であり、十分な脱酸効果を得るためには、0.01%以上を含有させる必要がある。しかし、1%を超えて含有させると、母材および溶接継手部の靱性が損なわれる。このため、Si含有量の適正範囲は0.01〜1%とした。含有量の好ましい範囲は、0.05〜0.8%である。
【0037】
Mn:
Mnは、低コストで鋼の強度を高める作用を有する元素であり、この効果を得るには0.05%以上を含有させる必要がある。しかし、3.0%を超えて含有させると、溶接性が劣化するとともに継手靭性も劣化する。このため、Mn含有量の適正範囲は0.05〜3.0%とした。含有量の好ましい範囲は、0.1〜3.0%である。
【0038】
P:
Pは、鋼中に含まれる不純物元素であり、耐酸性および溶接性を低下させる。特に、その含有量が0.05%を超えると、溶接性の低下が著しくなる。このため、Pの含有量は0.05%以下に制限した。
【0039】
S:
Sは、鋼中に含まれる不純物元素であり、その含有量は少なければ少ないほどよい。Sの含有量が0.03%を超えると、腐食の起点となるMnSが鋼中に多量に生成し、鋼の耐食性を低下させる。このため、Sの含有量は0.03%以下に制限した。
【0040】
Sn:
Snは、耐酸性に優れた元素であり、Snを含有させると、塗装部の耐食性が著しく向上するだけでなく、塗膜が剥離して裸鋼となった後の耐食性も著しく向上する。この理由は下記のとおりである。すなわち、石炭・鉱石運搬船ホールド内のpHが低下した環境において、Snが溶解し、鋼材上に析出する。Snは水素過電圧の大きい元素であるから、Snが析出した部分では、pHの低い環境におけるカソード反応である水素発生反応が著しく抑制され、その結果、耐食性が向上するからである。また、Snはイオンとして存在する場合においても、鋼材の溶解反応であるアノード反応を抑制する効果がある。これは、Snイオンの作用により鉄の溶解経路となる鉄表面へのOH-およびまたはCl-イオンの吸着を抑制し、鉄の溶解自体を抑えるからである。
【0041】
上記の効果を得るには、Sn含有量を0.005%以上とする必要があるが、0.3%を超えてSnを多く含有させても、その効果が飽和するばかりでなく、靭性の著しい劣化を招く。上記の理由から、Sn含有量の適正範囲は0.005〜0.3%とした。Sn含有量の好ましい範囲は、0.01〜0.25%である。
【0042】
本発明においては、鋼の耐食性をさらに高めるために、下記に示す含有量の範囲内で、Mo、W、Cu、Ni、Co、Sb、Ti、Zr、Ca、Mg、Y、CeおよびNdのうち、1種以上を含有させることができる。
【0043】
Mo:
Moは、耐酸性、および湿潤または乾湿繰り返し環境での耐食性を向上させる作用を有する元素であり、溶接金属部および母材部において、塗装部の耐食性および裸鋼の耐食性を向上させる効果を有する。そして、上記の効果は、Moを0.01%以上含有させることにより得られる。また、Moは、溶接金属部の強度を高める作用も有する。しかし、溶接金属の場合においては0.5%を超えて、母材の場合においては1%を超えて含有させても、上記の効果が飽和するばかりでなく合金コストが上昇する。上記の理由から、Moの含有量の好ましい範囲は、溶接金属においては0.01〜0.5%とし、母材においては0.01〜1%とした。含有量のさらに好ましい範囲は、溶接金属においては0.01〜0.4%であり、母材においては0.01〜0.5%である。
【0044】
W:
Wも、Moと同様に、耐酸性を高めるとともに、湿潤または乾湿繰り返し環境における耐食性を向上させる作用を有する元素であり、溶接金属部および母材部において、塗装部および裸鋼の耐食性を向上させる効果を有する。上記の効果は、Wを0.01%以上含有させることにより得られる。しかし、溶接金属の場合には0.5%を超えて、また、母材の場合には1%を超えて多く含有させても、前記の効果は飽和し、合金コストが上昇する。上記の理由から、W含有量の好ましい範囲は、溶接金属においては0.01〜0.5%とし、母材においては0.01〜1%とした。W含有量のさらに好ましい範囲は、溶接金属においては0.01〜0.4%であり、母材においては0.01〜0.5%である。
【0045】
Cu:
Cuは、濃厚塩化物環境において、溶接金属部および母材部における塗装部の耐食性および裸鋼となった後の耐食性を向上させる作用を有し、0.01%以上を含有させることによりその効果が得られる。しかし、溶接金属の場合には1%を超えて多く含有させても、また、母材の場合には2%を超えて多く含有させても、上記の効果は飽和する。そこで、Cu含有量の好ましい範囲は、溶接金属の場合には0.01〜1%とし、母材の場合には0.01〜2%とした。Cu含有量のさらに好ましい範囲は、溶接金属の場合には0.01〜0.5%であり、母材の場合には0.01〜1%である。
【0046】
Ni:
Niは、湿潤または乾湿繰り返し環境における耐食性、低pH環境における耐食性、およびCl-イオン含有時の酸性環境における耐食性を向上させる作用を有する元素であり、0.01%以上を含有させることにより、その効果が得られる。Niを含有させると、溶接金属部および母材部において、耐食性とさびの保護性による鋼材の防食性の両方の効果により腐食を抑制する。しかし、溶接金属の場合には1%を超えて、また、母材の場合には2%を超えて多く含有させても、合金コストの上昇に見合う耐食性が得られないばかりか、Snの析出を抑制することから、Snによる耐食性の改善効果を低下させる。上記の理由から、Ni含有量の好ましい範囲は、溶接金属においては0.01〜1%とし、母材においては0.01〜2%とした。含有量のさらに好ましい範囲は、溶接金属においては0.01〜0.5%であり、母材においては0.01〜1%である。
【0047】
Co:
Coは、Niと同様に、湿潤または乾湿繰り返し環境での耐食性、低pH環境における耐食性、Cl-含有時の酸性環境における耐食性を向上させる元素であり、0.01%以上を含有させることにより、その効果が得られる。母材の耐食性とさびの保護性による鋼材の防食性の両方の効果により腐食を抑制する作用を有する。しかし、溶接金属の場合は1%を超えて、母材の場合は2%を超えて多く含有させても、合金コストの上昇に見合う耐食性が得られないばかりか、Snの析出を抑制してSnによる耐食性改善効果を低下させる。これらの理由から、Co含有量の好ましい範囲は、溶接金属の場合には0.01〜1%とし、母材の場合には0.01〜2%とした。Co含有量のさらに好ましい範囲は、溶接金属の場合には0.01〜0.5%であり、母材の場合には0.01〜1%である。
【0048】
Sb:
Sbは、耐酸性を向上させる元素であり、裸鋼および塗装部の耐食性を向上させる作用を有する。上記の効果は、Sbを0.005%以上含有させることにより得られる。しかし、0.3%を超えて含有させても、その効果が飽和するだけでなく、靭性の著しい劣化を招く。そこで、Sb含有量の好ましい範囲は0.005〜0.3%とした。含有量のさらに好ましい範囲は、0.01〜0.2%である。
【0049】
Ti:
Tiは、TiSを形成することによって、腐食の起点となるMnSの生成を抑制し、耐食性を高める作用を有する元素であり、その効果は、Tiを0.005%以上含有させることにより得られる。さらに、Snを含有する場合に、母材および溶接熱影響部の靱性を著しく向上させる作用も有する。しかし、0.1%を超えて多く含有させても、上記の効果は飽和し、合金コストが嵩むばかりである。そこで、Ti含有量の好ましい範囲は0.005〜0.1%とした。Ti含有量のさらに好ましい範囲は、0.005〜0.05%である。
【0050】
Zr:
Zrは、Tiと同様に、硫化物を優先的に形成し、腐食の起点となるMnSの生成を抑制する作用を有する。また、Zrは、Tiに比較して窒化物を形成しにくい元素であり、より効率よく硫化物を形成するという特徴も有する。上記の効果は、Zrを0.005%以上含有させることにより得られる。しかし、0.2%を超えてZrを多く含有させても、靱性の低下を招くので、含有量の好ましい範囲は0.005〜0.2%とした。Zr含有量のさらに好ましい範囲は、0.005〜0.1%である。
【0051】
Ca:
Caは、腐食反応時に水に溶解してアルカリとなり、鋼材界面におけるpHの低下を抑制する作用を有する。このため、裸鋼および塗装部の耐食性を向上させる。上記の効果は、Ca含有量が0.0001%以上において得られる。しかし、0.01%を超えて多く含有させても、上記の効果が飽和することから、Ca含有量の好ましい範囲は0.0001〜0.01%とした。さらに好ましくは、0.0003〜0.01%である。
【0052】
Mg:
Mgも、Caと同様に、腐食反応時の鋼材界面におけるpHの低下を抑制することにより耐食性を向上させる作用を有する元素であり、その効果は、0.0001%以上の含有量において得られる。しかし、その含有量が0.01%を超えて多くなると、上記の効果が飽和することから、Mg含有量の好ましい範囲は0.0001〜0.01%とした。さらに好ましくは、0.0003〜0.01%である。
【0053】
Y:
Yは、pHの低い環境においてアノード反応を抑制する作用を有する元素であり、その効果は、0.001%以上の含有量において得られる。しかし、その含有量が0.1%を超えて多くなると、アノード反応の抑制効果が飽和するばかりでなく、鋼材の靭性が劣化するため、Y含有量の好ましい範囲は0.001〜0.1%とした。さらに好ましい範囲は、0.003〜0.1%である。
【0054】
Ce:
Ceは、Yと同様にpHの低い環境においてアノード反応を抑制する作用を有する元素であり、その効果は、0.001%以上の含有量において得られる。しかし、その含有量が0.1%を超えて多くなると、上記の抑制効果が飽和するばかりでなく、靭性が劣化する。したがって、Ce含有量の好ましい範囲は0.001〜0.1%である。含有量のさらに好ましい範囲は、0.003〜0.1%である
【0055】
Nd:
Ndは、鋼中のPと結合して介在物を形成し、Pによる溶接性への悪影響を抑制する作用を有する元素であり、0.001%以上の含有量において、その効果が得られる。また、NdとPとが結合しても、Pによる耐食性の向上作用は阻害されないという特徴もある。しかし、Nd含有量が0.5%を超えて多くなると、上記の効果が飽和する。したがって、Nd含有量の好ましい範囲は、0.001〜0.5%である。
【0056】
また、本発明においては、鋼の強度をさらに高めるために、下記に示す含有量の範囲内で、Nb、VおよびBのうちの1種以上を含有させることができる。
【0057】
Nb:
Nbは、鋼の強度を高める作用を有する元素であり、0.005%以上を含有させることにより、その効果が得られる。しかし、その含有量が0.1%を超えて多くなると、靱性が劣化するため、Nb含有量の好ましい範囲は0.005〜0.1%とした。含有量のさらに好ましい範囲は、0.005〜0.05%である。
【0058】
V:
Vは、鋼の強度を高める作用を有する元素であり、0.005%以上を含有させることにより、その効果を得ることができる。しかし、その含有量が0.2%を超えて多くなると、靱性および溶接性が劣化するため、V含有量の好ましい範囲は0.005〜0.2%とした。含有量のさらに好ましい範囲は、0.005〜0.1%である。
【0059】
B:
Bは、鋼の強度を高める作用を有する元素であり、0.0001%以上の含有により、その効果が得られる。しかし、その含有量が0.01%を超えて多くなると、靱性が劣化する。したがって、B含有量の好ましい範囲は0.0001〜0.01%とした。含有量のさらに好ましい範囲は、0.0003〜0.01%である。
【0060】
2.母材形状および塗装方法
本発明の溶接継手を構成する母材形状の代表例は、板材であるが、母材形状は、これに限定されるものではなく、棒形状または管形状であってもよい。
【0061】
また、本発明の溶接継手は、裸使用時の耐食性のみならず、塗装使用時の耐食性も良好であることを特徴としている。塗装は通常の方法により行えばよく、塗装仕様としては、特に造船分野における塗料として一般に用いられるエポキシ系樹脂による塗装のほか、ビニルブチラール系、ウレタン系、フタル酸系などによる塗装を適用することができる。また、ここでいう塗装には、塗装前に一次防錆を目的として鋼材に施されるプライマー処理も含まれる。
【0062】
本発明の鋼材により塗装部耐食性が向上する理由は、下地の腐食が著しく抑制される結果、塗膜欠陥部における下地鋼材の腐食に起因する塗膜のふくれや剥離が抑制されることによると考えられる。
【実施例】
【0063】
本発明の効果を確認するため、種々の成分組成を有する鋼板について溶接条件を変更して溶接継手を作製し、溶接継手から採取した試験片を用いて腐食試験を行い、その結果を評価した。
【0064】
1.試験方法
表1に示す化学成分を有する26種類の鋼を真空溶解炉を用いて溶製し、50kgの鋼塊とした後、通常の方法により熱間鍛造を行って厚さが150mmのブロックを作製した。
【0065】
【表1】

【0066】
次いで、上記のブロックを1120℃において5時間加熱後、熱間圧延を行って750℃において厚さ20mmの鋼板に仕上げ、その後、大気中にて放冷した。
【0067】
このようにして製造した厚さが20mmの鋼板について、表2に示すA、BおよびCの3種類の溶接条件により溶接を行ない、溶接継手を作製した。
【0068】
【表2】
【0069】
表2において、溶接条件Aは、3電極FCB法によるサブマージドアーク溶接において溶接入熱を105kJ/cmとした条件であり、溶接条件Bは、通常のサブマージドアーク溶接において溶接入熱を50kJ/cmとした条件であり、そして、溶接条件Cは、CO2ガスシールドアーク溶接において溶接入熱を15kJ/cmとした条件である。
【0070】
各溶接継手の溶接条件、溶接金属の化学組成などを表3に示した。
【0071】
【表3】
【0072】
(サイクル腐食試験)
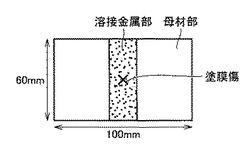
作製した鋼板および溶接継手の表面から、幅が60mm、長さが100mm、厚さが3mmの試験片を採取し、全面にショットブラスト加工を施した後、一部の試験片については、変性エポキシ系塗料を乾燥膜厚さで200μm被覆した。そして、被覆面のうちの片面に、試験片中央にカッターナイフにより幅1mm、長さ10mmにわたる傷(×印)を付けて鋼材面を露出させ、石炭・鉱石運搬船における塗膜欠陥を模擬した腐食試験片とした。
【0073】
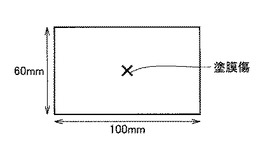
図1に、石炭・鉱石運搬船における溶接継手部の模擬腐食試験用試験片の概略図を示し、図2には、石炭・鉱石運搬船における母材部の模擬腐食試験用試験片の概略図を示す。
【0074】
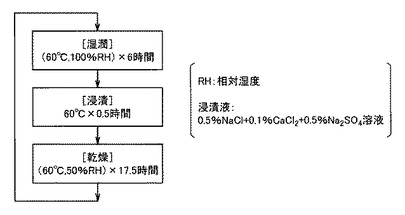
これらの裸材および塗装材の試験片について、下記に示すサイクル腐食試験を実施し、石炭・鉱石運搬船ホールド内の腐食を模擬した。図3に、本発明者らが開発した石炭・鉱石運搬船における腐食再現試験方法を示す。図3において、RHとは相対湿度を意味する。
【0075】
上記のサイクル腐食試験を40サイクル(40日間)実施し、試験後の各試験片から塗膜および腐食生成物を除去した後、裸鋼については、試験後の質量減少量から腐食量(板厚減少量)を算出した。また、塗装材については、腐食部における最大腐食深さを測定した。
【0076】
さらに、石炭や鉄鉱石が積載された場合の衝撃に耐久性を有するか調査するために、JIS Z−2242に規定された方法に準拠してシャルピー衝撃試験を行い、溶接金属部の靭性を測定した。シャルピー衝撃試験片は継手の板厚中央部から採取した。シャルピー衝撃試験においては、試験温度を0℃とした。
【0077】
(海水飛沫環境での腐食試験)
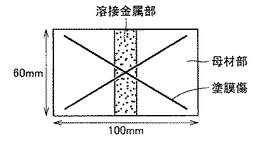
バラストタンク内の環境下での使用を考慮し、海水の飛沫を受ける環境での腐食試験を行った。溶接継手から幅が60mm、長さが100mm、厚さが3mmの試験片を採取し、全面にショットブラスト加工を施した後、変性エポキシ系塗料を乾燥膜厚さで200μm被覆した。被覆面のうちの片面に、カッターナイフにより幅1mm、長さ100mmにわたる傷(×印)を付けて鋼材面を露出させ、バラストタンク環境での塗膜傷部や鋼板エッジ部を模擬した腐食試験片とした。図4に、石炭・鉱石運搬船における溶接継手部の海水飛沫環境での腐食試験用試験片の概略図を示す。
【0078】
これらの試験片を用いて、沖縄県宮古島にて1年間の暴露試験を行った。試験後の試験片から塗膜や腐食生成物を除去し、腐食部における最大腐食深さを測定した。
【0079】
2.試験結果
表4に、上記の試験結果をまとめて示した。
【0080】
【表4】
【0081】
試験番号1〜28は、第1発明で規定する条件を満足する本発明例についての試験であり、試験番号29および30は、第1発明で規定する条件を満たさない比較例についての試験である。
【0082】
同表の結果に見られるとおり、試験番号1〜28の本発明例では、裸鋼材および塗装鋼材のいずれにおいても、また、溶接条件A、BおよびCのいずれの溶接条件においても、溶接金属部の耐食性は良好であり、かつ、靭性も高く、さらに海水飛沫環境においても十分な耐食性を有することが確認された。
【0083】
これらに対して、耐食性改善に有効な合金元素を含有しない比較例の試験番号29では腐食量が大きく、耐食性の劣った結果となった。また、比較例の試験番号30では、耐食性は良好であるものの、Snの含有量が多過ぎることから、造船用鋼板としての靭性が確保できなかった。
【産業上の利用可能性】
【0084】
本発明の溶接継手によれば、塗膜が機械的に損傷しやすく且つSO42-およびCl-の両イオンの影響を受けやすい腐食環境にある石炭・鉱石運搬船のホールド内での使用に際して、溶接継手の溶接金属部および母材部の両方の塗膜寿命を延長するとともに塗膜剥離後の腐食抑制を図ることができるので、ホールド内の部材の取り替えや再塗装によるメンテナンスコストを大幅に低減することができる。したがって、本発明の溶接継手は、石炭・鉱石運搬船ホールド用継手の維持費用の大幅削減を可能とする耐食性に優れた溶接継手として広範に適用できる。
【図面の簡単な説明】
【0085】
【図1】石炭・鉱石運搬船における溶接継手部の模擬腐食試験用試験片の概略図である。
【図2】石炭・鉱石運搬船における母材部の模擬腐食試験用試験片の概略図である。
【図3】石炭・鉱石運搬船におけるサイクル腐食再現試験方法を示す。
【図4】石炭・鉱石運搬船における溶接継手部の海水飛沫環境での腐食試験用試験片の概略図である。
【技術分野】
【0001】
本発明は、石炭・鉱石運搬船のホールドに用いる耐食性に優れた溶接継手に関し、さらに詳しくは、ホールド内の腐食環境およびその裏側(外側)に位置するバラストタンク内の腐食環境においても、塗膜の寿命延長および塗膜の剥離後の腐食抑制を図ることのできるホールド用溶接継手に関する。
【背景技術】
【0002】
近年、石炭およびまたは鉱石を運搬する「石炭・鉱石運搬船」のホールド(船倉)内の腐食が問題となっている。石炭およびまたは鉄鉱石が積載されるホールド内は、高湿度環境に加えて、さらにはタンク内の洗浄の際に付着する塩分の影響もあり、厳しい腐食環境にある。
【0003】
通常、ホールドの内表面には塗装を行って塗膜を形成するが、石炭およびまたは鉱石を運搬する場合、とりわけ、鉄鉱石を運搬する場合には、塗膜が部分的に傷つけられやすく、生じた傷部が腐食環境にさらされることになる。その場合には、傷部を中心として塗膜がこぶ状に膨れ上がり、その塗膜の下にさびが詰まるような腐食形態(以下、「さびこぶ」とも称する)となる。特に、傷部の直下は減肉が大きく、その進行速度は年間0.2mmを超える場合がある。
【0004】
また、運搬されてきた石炭およびまたは鉄鉱石を荷揚げする際に、ホールドの下部においては塗膜が機械的に剥離しやすく、一度塗膜が剥離すると、その場所は再塗装されることなく使用されるのが通常である。そのため、建造時に形成されていた塗膜が使用途中で剥離した箇所は、塗膜が無い状態で長期間腐食環境下に曝されることとなる。さらに、ホールドの裏側(外側)がバラストタンクとなっている場合には、海水による腐食が進行し、特に、気相と接する部分における腐食の著しいことが問題となっている。
【0005】
現在、腐食対策としては塗装が行われているだけであり、上記の「さびこぶ」が生じた場合には、定期的に腐食生成物を除去し、再塗装する方法が採用されている。また、特に腐食が著しい場合は、鋼材を部分的に取り替えるなどの処置が行われている。また、バラストタンク側についても、定期的に再塗装を行うことが必須となっている。
【0006】
しかしながら、このように、再塗装や部材取替えを行う方法では、著しいコストの増加を招くため、メンテナンス費用の低減が大きな課題となっている。
【0007】
ここで、船舶用鋼材としては、特許文献1に、C、Si、Mn、P、S、Cu、AlおよびMgを必須成分とする耐食性に優れた鋼材が開示されているが、溶接金属部の耐食性については配慮されていない。
【0008】
【特許文献1】特開2000−17381号公報(特許請求の範囲、段落[0014]〜[0016]など)
【発明の開示】
【発明が解決しようとする課題】
【0009】
上記の特許文献1には、同文献で開示された鋼材が、船舶外板、バラストタンク、カーゴオイルタンク、鉱炭船カーゴホールドなどの船用一般鋼材として使用できることが記載されている。しかし、同文献においては、溶接継手の耐食性については言及されていない。通常の溶接継手における溶接金属部には、溶接の際に、ある程度母材から耐食性を向上させるのに有効な元素が溶け込むが、その量は少ない。したがって、母材の耐食性が良好であっても、溶接金属部の耐食性は十分とはいえない。
【0010】
本発明は、上記の従来技術における問題を解決するためになされたものであり、その目的は、石炭・鉱石運搬船のホールド内の腐食環境において、塗膜の寿命延長および塗膜の剥離後の腐食抑制を図ることのできる石炭・鉱石運搬船のホールド用溶接継手を提供することにある。なお、本発明のホールド用溶接継手は、石炭・鉱石運搬船のホールド内の腐食環境、およびその裏側(外側)に位置するバラストタンク内の腐食環境において、塗膜の寿命延長および塗膜の剥離後の腐食抑制を図ることのできる、いわゆるダブルハル型(二重船殻構造)の石炭・鉱石運搬船のホールド用溶接継手としても有効に使用することができる。
【課題を解決するための手段】
【0011】
本発明者らは、上記の状況の下に、実船のホールド内の腐食を再現可能な後述する試験法を開発し、その方法を用いて、石炭・鉱石運搬船ホールド用の耐食性鋼材を対象として、種々の合金元素の影響について検討と実験を繰り返し、下記の(a)〜(h)に示す知見を得て本発明を完成させた。
【0012】
(a) 石炭・鉱石運搬船ホールド内の腐食環境において、塗装傷部の耐食性を向上させるためには、濃厚塩化物環境におけるpH低下時の耐食性を向上させることが重要であり、そのためには、Cl-イオンを含む酸環境下における耐食性を向上させる必要がある。
【0013】
(b)上記濃厚塩化物に加えて、さらに、SO42-イオンを含有する環境下における耐食性の向上とともに、湿潤あるいは乾湿繰り返し環境下における耐食性の向上が必要となる。
【0014】
(c)溶接金属または母材にSnが含有されると、塗装部の耐食性が著しく向上するだけでなく、塗膜が剥離した後の耐食性も著しく向上する。これは下記の理由による。すなわち、石炭・鉱石運搬船ホールド内のpHが低下した環境において、Snが溶解し、鋼材上に析出する。Snは水素過電圧の大きい元素であることから、Snが析出した部分では、pHの低い環境におけるカソード反応である水素発生反応が著しく抑制され、その結果、耐食性が向上するからである。また、Snはイオンとして存在する場合においても、鋼材の溶解反応であるアノード反応を抑制する効果がある。これは、Snイオンの作用により鉄の溶解経路となる鉄表面へのOH-およびまたはCl-イオンの吸着を抑制し、鉄の溶解自体を抑えるからである。
【0015】
(d)合金元素として、Snに加えて、Mo、W、Cu、Ni、CoまたはSbを含有させてもよい。Mo、W、Cu、Ni、CoまたはSbは、酸性環境において耐食性を向上させる作用を有する元素であり、溶接金属部における耐食性、およびさびの保護性による鋼材の防食性の両方の効果により、腐食を抑制する。
【0016】
(e)さらに、合金元素として、Snに加えて、TiおよびZrのうちの1種以上を含有させてもよい。いずれの元素も、硫化物形成能が高く、腐食の起点となる鋼中MnSの生成を抑制することにより、溶接金属部および母材部における腐食の開始を遅らせる作用を有する。
【0017】
(f)合金元素として、Snに加えて、Ca、Mg、Y、CeおよびNdのうちの1種または2種以上を含有させてもよい。いずれの元素も、鋼の耐酸性を向上させることにより、溶接金属部および母材部における腐食を抑制する作用を有する。
【0018】
(g)合金元素として、Snに加えて、Nb、VおよびBのうちの1種または2種以上を含有させてもよい。いずれの元素も、溶接金属部および母材部の強度を高める作用を有する。
【0019】
(h)鋼材の塗装は通常の方法で行えばよく、塗料としてはエポキシ系樹脂のほか、ビニルブチラール系、ウレタン系、フタル酸系などを用いることができる。また、塗装前に一次防錆の目的で鋼材表面にプライマー処理を施してもよい。
【0020】
本発明は、上記の知見に基づいて完成されたものであり、その要旨は、下記の(1)〜(9)に記載の石炭・鉱石運搬船ホールド用溶接継手にある。以下、それぞれを第1発明〜第9発明とも記し、第1発明〜第9発明を総称して、本発明ということもある。
【0021】
(1)溶接金属が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなることを特徴とする石炭・鉱石運搬船ホールド用溶接継手。
【0022】
(2)溶接金属が、Feの一部に代えて、さらに、質量%で、Mo:0.5%以下、W:0.5%以下、Cu:1%以下、Ni:1%以下、Co:1%以下およびSb:0.3%以下のうちの1種または2種以上を含有することを特徴とする前記(1)に記載の石炭・鉱石運搬船ホールド用溶接継手。
【0023】
(3)溶接金属が、Feの一部に代えて、さらに、質量%で、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下およびNd:0.5%以下のうちの1種または2種以上を含有することを特徴とする前記(1)または(2)に記載の石炭・鉱石運搬船ホールド用溶接継手。
【0024】
(4)溶接金属が、Feの一部に代えて、さらに、質量%で、Nb:0.1%以下、V:0.2%以下、およびB:0.01%以下のうちの1種または2種以上を含有することを特徴とする前記(1)〜(3)のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【0025】
(5)母材が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなることを特徴とする前記(1)〜(4)のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【0026】
(6)母材が、Feの一部に代えて、さらに、質量%で、Mo:1%以下、W:1%以下、Cu:2%以下、Ni:2%以下、Co:2%以下およびSb:0.3%のうちの1種または2種以上を含有することを特徴とする前記(5)に記載の石炭・鉱石運搬船ホールド用溶接継手。
【0027】
(7)母材が、Feの一部に代えて、さらに、質量%で、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下およびNd:0.5%以下のうちの1種または2種以上を含有することを特徴とする前記(4)または(5)に記載の石炭・鉱石運搬船ホールド用溶接継手。
【0028】
(8)母材が、Feの一部に代えて、さらに、質量%で、Nb:0.1%以下、V:0.2%以下およびB:0.01%以下のうちの1種または2種以上を含有することを特徴とする前記(4)〜(6)のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【0029】
(9)表面が塗膜によって被覆されていることを特徴とする前記(1)〜(8)のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【0030】
本発明において、「石炭・鉱石運搬船」とは、石炭およびまたは鉱石を運搬する船舶を意味する。
【0031】
なお、以下の説明において、化学組成についての「%」の表記は「質量%」を意味する。
【発明の効果】
【0032】
本発明の溶接継手によれば、塗膜が機械的に損傷しやすく且つSO42-およびCl-の両イオンの影響を受けやすい腐食環境にある石炭・鉱石運搬船のホールド内での使用に際して、溶接継手の溶接金属部および母材部の両方の塗膜寿命を延長するとともに塗膜剥離後の腐食抑制を図ることができるので、ホールド内の部材の取り替えや再塗装によるメンテナンスコストを大幅に低減することができる。
【発明を実施するための最良の形態】
【0033】
前記のとおり、本発明は、溶接金属が、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなる石炭・鉱石運搬船ホールド用溶接継手である。また、母材が、上記と同様の成分組成を有する石炭・鉱石運搬船ホールド用溶接継手である。以下に、本発明を前記のように規定した理由および好ましい態様についてさらに詳細に説明する。
【0034】
本発明の溶接継手の成分組成に関しては、溶接金属および母材の双方の組成範囲についてまとめて説明し、両者の組成範囲が異なる元素についてはその旨を記し、個別に説明する。
【0035】
1.鋼の成分組成
C:
Cは、材料の強度を確保するために必要な元素であり、0.01%以上を含有させる。しかし、0.2%を超えて含有させると、pHの低い腐食環境においてカソードとなって腐食を促進するセメンタイトの生成量が増大するとともに溶接性が低下する。このため、C含有量の適正範囲は0.01〜0.2%とした。好ましくは、0.03〜0.18%である。
【0036】
Si:
Siは、脱酸に必要な元素であり、十分な脱酸効果を得るためには、0.01%以上を含有させる必要がある。しかし、1%を超えて含有させると、母材および溶接継手部の靱性が損なわれる。このため、Si含有量の適正範囲は0.01〜1%とした。含有量の好ましい範囲は、0.05〜0.8%である。
【0037】
Mn:
Mnは、低コストで鋼の強度を高める作用を有する元素であり、この効果を得るには0.05%以上を含有させる必要がある。しかし、3.0%を超えて含有させると、溶接性が劣化するとともに継手靭性も劣化する。このため、Mn含有量の適正範囲は0.05〜3.0%とした。含有量の好ましい範囲は、0.1〜3.0%である。
【0038】
P:
Pは、鋼中に含まれる不純物元素であり、耐酸性および溶接性を低下させる。特に、その含有量が0.05%を超えると、溶接性の低下が著しくなる。このため、Pの含有量は0.05%以下に制限した。
【0039】
S:
Sは、鋼中に含まれる不純物元素であり、その含有量は少なければ少ないほどよい。Sの含有量が0.03%を超えると、腐食の起点となるMnSが鋼中に多量に生成し、鋼の耐食性を低下させる。このため、Sの含有量は0.03%以下に制限した。
【0040】
Sn:
Snは、耐酸性に優れた元素であり、Snを含有させると、塗装部の耐食性が著しく向上するだけでなく、塗膜が剥離して裸鋼となった後の耐食性も著しく向上する。この理由は下記のとおりである。すなわち、石炭・鉱石運搬船ホールド内のpHが低下した環境において、Snが溶解し、鋼材上に析出する。Snは水素過電圧の大きい元素であるから、Snが析出した部分では、pHの低い環境におけるカソード反応である水素発生反応が著しく抑制され、その結果、耐食性が向上するからである。また、Snはイオンとして存在する場合においても、鋼材の溶解反応であるアノード反応を抑制する効果がある。これは、Snイオンの作用により鉄の溶解経路となる鉄表面へのOH-およびまたはCl-イオンの吸着を抑制し、鉄の溶解自体を抑えるからである。
【0041】
上記の効果を得るには、Sn含有量を0.005%以上とする必要があるが、0.3%を超えてSnを多く含有させても、その効果が飽和するばかりでなく、靭性の著しい劣化を招く。上記の理由から、Sn含有量の適正範囲は0.005〜0.3%とした。Sn含有量の好ましい範囲は、0.01〜0.25%である。
【0042】
本発明においては、鋼の耐食性をさらに高めるために、下記に示す含有量の範囲内で、Mo、W、Cu、Ni、Co、Sb、Ti、Zr、Ca、Mg、Y、CeおよびNdのうち、1種以上を含有させることができる。
【0043】
Mo:
Moは、耐酸性、および湿潤または乾湿繰り返し環境での耐食性を向上させる作用を有する元素であり、溶接金属部および母材部において、塗装部の耐食性および裸鋼の耐食性を向上させる効果を有する。そして、上記の効果は、Moを0.01%以上含有させることにより得られる。また、Moは、溶接金属部の強度を高める作用も有する。しかし、溶接金属の場合においては0.5%を超えて、母材の場合においては1%を超えて含有させても、上記の効果が飽和するばかりでなく合金コストが上昇する。上記の理由から、Moの含有量の好ましい範囲は、溶接金属においては0.01〜0.5%とし、母材においては0.01〜1%とした。含有量のさらに好ましい範囲は、溶接金属においては0.01〜0.4%であり、母材においては0.01〜0.5%である。
【0044】
W:
Wも、Moと同様に、耐酸性を高めるとともに、湿潤または乾湿繰り返し環境における耐食性を向上させる作用を有する元素であり、溶接金属部および母材部において、塗装部および裸鋼の耐食性を向上させる効果を有する。上記の効果は、Wを0.01%以上含有させることにより得られる。しかし、溶接金属の場合には0.5%を超えて、また、母材の場合には1%を超えて多く含有させても、前記の効果は飽和し、合金コストが上昇する。上記の理由から、W含有量の好ましい範囲は、溶接金属においては0.01〜0.5%とし、母材においては0.01〜1%とした。W含有量のさらに好ましい範囲は、溶接金属においては0.01〜0.4%であり、母材においては0.01〜0.5%である。
【0045】
Cu:
Cuは、濃厚塩化物環境において、溶接金属部および母材部における塗装部の耐食性および裸鋼となった後の耐食性を向上させる作用を有し、0.01%以上を含有させることによりその効果が得られる。しかし、溶接金属の場合には1%を超えて多く含有させても、また、母材の場合には2%を超えて多く含有させても、上記の効果は飽和する。そこで、Cu含有量の好ましい範囲は、溶接金属の場合には0.01〜1%とし、母材の場合には0.01〜2%とした。Cu含有量のさらに好ましい範囲は、溶接金属の場合には0.01〜0.5%であり、母材の場合には0.01〜1%である。
【0046】
Ni:
Niは、湿潤または乾湿繰り返し環境における耐食性、低pH環境における耐食性、およびCl-イオン含有時の酸性環境における耐食性を向上させる作用を有する元素であり、0.01%以上を含有させることにより、その効果が得られる。Niを含有させると、溶接金属部および母材部において、耐食性とさびの保護性による鋼材の防食性の両方の効果により腐食を抑制する。しかし、溶接金属の場合には1%を超えて、また、母材の場合には2%を超えて多く含有させても、合金コストの上昇に見合う耐食性が得られないばかりか、Snの析出を抑制することから、Snによる耐食性の改善効果を低下させる。上記の理由から、Ni含有量の好ましい範囲は、溶接金属においては0.01〜1%とし、母材においては0.01〜2%とした。含有量のさらに好ましい範囲は、溶接金属においては0.01〜0.5%であり、母材においては0.01〜1%である。
【0047】
Co:
Coは、Niと同様に、湿潤または乾湿繰り返し環境での耐食性、低pH環境における耐食性、Cl-含有時の酸性環境における耐食性を向上させる元素であり、0.01%以上を含有させることにより、その効果が得られる。母材の耐食性とさびの保護性による鋼材の防食性の両方の効果により腐食を抑制する作用を有する。しかし、溶接金属の場合は1%を超えて、母材の場合は2%を超えて多く含有させても、合金コストの上昇に見合う耐食性が得られないばかりか、Snの析出を抑制してSnによる耐食性改善効果を低下させる。これらの理由から、Co含有量の好ましい範囲は、溶接金属の場合には0.01〜1%とし、母材の場合には0.01〜2%とした。Co含有量のさらに好ましい範囲は、溶接金属の場合には0.01〜0.5%であり、母材の場合には0.01〜1%である。
【0048】
Sb:
Sbは、耐酸性を向上させる元素であり、裸鋼および塗装部の耐食性を向上させる作用を有する。上記の効果は、Sbを0.005%以上含有させることにより得られる。しかし、0.3%を超えて含有させても、その効果が飽和するだけでなく、靭性の著しい劣化を招く。そこで、Sb含有量の好ましい範囲は0.005〜0.3%とした。含有量のさらに好ましい範囲は、0.01〜0.2%である。
【0049】
Ti:
Tiは、TiSを形成することによって、腐食の起点となるMnSの生成を抑制し、耐食性を高める作用を有する元素であり、その効果は、Tiを0.005%以上含有させることにより得られる。さらに、Snを含有する場合に、母材および溶接熱影響部の靱性を著しく向上させる作用も有する。しかし、0.1%を超えて多く含有させても、上記の効果は飽和し、合金コストが嵩むばかりである。そこで、Ti含有量の好ましい範囲は0.005〜0.1%とした。Ti含有量のさらに好ましい範囲は、0.005〜0.05%である。
【0050】
Zr:
Zrは、Tiと同様に、硫化物を優先的に形成し、腐食の起点となるMnSの生成を抑制する作用を有する。また、Zrは、Tiに比較して窒化物を形成しにくい元素であり、より効率よく硫化物を形成するという特徴も有する。上記の効果は、Zrを0.005%以上含有させることにより得られる。しかし、0.2%を超えてZrを多く含有させても、靱性の低下を招くので、含有量の好ましい範囲は0.005〜0.2%とした。Zr含有量のさらに好ましい範囲は、0.005〜0.1%である。
【0051】
Ca:
Caは、腐食反応時に水に溶解してアルカリとなり、鋼材界面におけるpHの低下を抑制する作用を有する。このため、裸鋼および塗装部の耐食性を向上させる。上記の効果は、Ca含有量が0.0001%以上において得られる。しかし、0.01%を超えて多く含有させても、上記の効果が飽和することから、Ca含有量の好ましい範囲は0.0001〜0.01%とした。さらに好ましくは、0.0003〜0.01%である。
【0052】
Mg:
Mgも、Caと同様に、腐食反応時の鋼材界面におけるpHの低下を抑制することにより耐食性を向上させる作用を有する元素であり、その効果は、0.0001%以上の含有量において得られる。しかし、その含有量が0.01%を超えて多くなると、上記の効果が飽和することから、Mg含有量の好ましい範囲は0.0001〜0.01%とした。さらに好ましくは、0.0003〜0.01%である。
【0053】
Y:
Yは、pHの低い環境においてアノード反応を抑制する作用を有する元素であり、その効果は、0.001%以上の含有量において得られる。しかし、その含有量が0.1%を超えて多くなると、アノード反応の抑制効果が飽和するばかりでなく、鋼材の靭性が劣化するため、Y含有量の好ましい範囲は0.001〜0.1%とした。さらに好ましい範囲は、0.003〜0.1%である。
【0054】
Ce:
Ceは、Yと同様にpHの低い環境においてアノード反応を抑制する作用を有する元素であり、その効果は、0.001%以上の含有量において得られる。しかし、その含有量が0.1%を超えて多くなると、上記の抑制効果が飽和するばかりでなく、靭性が劣化する。したがって、Ce含有量の好ましい範囲は0.001〜0.1%である。含有量のさらに好ましい範囲は、0.003〜0.1%である
【0055】
Nd:
Ndは、鋼中のPと結合して介在物を形成し、Pによる溶接性への悪影響を抑制する作用を有する元素であり、0.001%以上の含有量において、その効果が得られる。また、NdとPとが結合しても、Pによる耐食性の向上作用は阻害されないという特徴もある。しかし、Nd含有量が0.5%を超えて多くなると、上記の効果が飽和する。したがって、Nd含有量の好ましい範囲は、0.001〜0.5%である。
【0056】
また、本発明においては、鋼の強度をさらに高めるために、下記に示す含有量の範囲内で、Nb、VおよびBのうちの1種以上を含有させることができる。
【0057】
Nb:
Nbは、鋼の強度を高める作用を有する元素であり、0.005%以上を含有させることにより、その効果が得られる。しかし、その含有量が0.1%を超えて多くなると、靱性が劣化するため、Nb含有量の好ましい範囲は0.005〜0.1%とした。含有量のさらに好ましい範囲は、0.005〜0.05%である。
【0058】
V:
Vは、鋼の強度を高める作用を有する元素であり、0.005%以上を含有させることにより、その効果を得ることができる。しかし、その含有量が0.2%を超えて多くなると、靱性および溶接性が劣化するため、V含有量の好ましい範囲は0.005〜0.2%とした。含有量のさらに好ましい範囲は、0.005〜0.1%である。
【0059】
B:
Bは、鋼の強度を高める作用を有する元素であり、0.0001%以上の含有により、その効果が得られる。しかし、その含有量が0.01%を超えて多くなると、靱性が劣化する。したがって、B含有量の好ましい範囲は0.0001〜0.01%とした。含有量のさらに好ましい範囲は、0.0003〜0.01%である。
【0060】
2.母材形状および塗装方法
本発明の溶接継手を構成する母材形状の代表例は、板材であるが、母材形状は、これに限定されるものではなく、棒形状または管形状であってもよい。
【0061】
また、本発明の溶接継手は、裸使用時の耐食性のみならず、塗装使用時の耐食性も良好であることを特徴としている。塗装は通常の方法により行えばよく、塗装仕様としては、特に造船分野における塗料として一般に用いられるエポキシ系樹脂による塗装のほか、ビニルブチラール系、ウレタン系、フタル酸系などによる塗装を適用することができる。また、ここでいう塗装には、塗装前に一次防錆を目的として鋼材に施されるプライマー処理も含まれる。
【0062】
本発明の鋼材により塗装部耐食性が向上する理由は、下地の腐食が著しく抑制される結果、塗膜欠陥部における下地鋼材の腐食に起因する塗膜のふくれや剥離が抑制されることによると考えられる。
【実施例】
【0063】
本発明の効果を確認するため、種々の成分組成を有する鋼板について溶接条件を変更して溶接継手を作製し、溶接継手から採取した試験片を用いて腐食試験を行い、その結果を評価した。
【0064】
1.試験方法
表1に示す化学成分を有する26種類の鋼を真空溶解炉を用いて溶製し、50kgの鋼塊とした後、通常の方法により熱間鍛造を行って厚さが150mmのブロックを作製した。
【0065】
【表1】
【0066】
次いで、上記のブロックを1120℃において5時間加熱後、熱間圧延を行って750℃において厚さ20mmの鋼板に仕上げ、その後、大気中にて放冷した。
【0067】
このようにして製造した厚さが20mmの鋼板について、表2に示すA、BおよびCの3種類の溶接条件により溶接を行ない、溶接継手を作製した。
【0068】
【表2】
【0069】
表2において、溶接条件Aは、3電極FCB法によるサブマージドアーク溶接において溶接入熱を105kJ/cmとした条件であり、溶接条件Bは、通常のサブマージドアーク溶接において溶接入熱を50kJ/cmとした条件であり、そして、溶接条件Cは、CO2ガスシールドアーク溶接において溶接入熱を15kJ/cmとした条件である。
【0070】
各溶接継手の溶接条件、溶接金属の化学組成などを表3に示した。
【0071】
【表3】
【0072】
(サイクル腐食試験)
作製した鋼板および溶接継手の表面から、幅が60mm、長さが100mm、厚さが3mmの試験片を採取し、全面にショットブラスト加工を施した後、一部の試験片については、変性エポキシ系塗料を乾燥膜厚さで200μm被覆した。そして、被覆面のうちの片面に、試験片中央にカッターナイフにより幅1mm、長さ10mmにわたる傷(×印)を付けて鋼材面を露出させ、石炭・鉱石運搬船における塗膜欠陥を模擬した腐食試験片とした。
【0073】
図1に、石炭・鉱石運搬船における溶接継手部の模擬腐食試験用試験片の概略図を示し、図2には、石炭・鉱石運搬船における母材部の模擬腐食試験用試験片の概略図を示す。
【0074】
これらの裸材および塗装材の試験片について、下記に示すサイクル腐食試験を実施し、石炭・鉱石運搬船ホールド内の腐食を模擬した。図3に、本発明者らが開発した石炭・鉱石運搬船における腐食再現試験方法を示す。図3において、RHとは相対湿度を意味する。
【0075】
上記のサイクル腐食試験を40サイクル(40日間)実施し、試験後の各試験片から塗膜および腐食生成物を除去した後、裸鋼については、試験後の質量減少量から腐食量(板厚減少量)を算出した。また、塗装材については、腐食部における最大腐食深さを測定した。
【0076】
さらに、石炭や鉄鉱石が積載された場合の衝撃に耐久性を有するか調査するために、JIS Z−2242に規定された方法に準拠してシャルピー衝撃試験を行い、溶接金属部の靭性を測定した。シャルピー衝撃試験片は継手の板厚中央部から採取した。シャルピー衝撃試験においては、試験温度を0℃とした。
【0077】
(海水飛沫環境での腐食試験)
バラストタンク内の環境下での使用を考慮し、海水の飛沫を受ける環境での腐食試験を行った。溶接継手から幅が60mm、長さが100mm、厚さが3mmの試験片を採取し、全面にショットブラスト加工を施した後、変性エポキシ系塗料を乾燥膜厚さで200μm被覆した。被覆面のうちの片面に、カッターナイフにより幅1mm、長さ100mmにわたる傷(×印)を付けて鋼材面を露出させ、バラストタンク環境での塗膜傷部や鋼板エッジ部を模擬した腐食試験片とした。図4に、石炭・鉱石運搬船における溶接継手部の海水飛沫環境での腐食試験用試験片の概略図を示す。
【0078】
これらの試験片を用いて、沖縄県宮古島にて1年間の暴露試験を行った。試験後の試験片から塗膜や腐食生成物を除去し、腐食部における最大腐食深さを測定した。
【0079】
2.試験結果
表4に、上記の試験結果をまとめて示した。
【0080】
【表4】
【0081】
試験番号1〜28は、第1発明で規定する条件を満足する本発明例についての試験であり、試験番号29および30は、第1発明で規定する条件を満たさない比較例についての試験である。
【0082】
同表の結果に見られるとおり、試験番号1〜28の本発明例では、裸鋼材および塗装鋼材のいずれにおいても、また、溶接条件A、BおよびCのいずれの溶接条件においても、溶接金属部の耐食性は良好であり、かつ、靭性も高く、さらに海水飛沫環境においても十分な耐食性を有することが確認された。
【0083】
これらに対して、耐食性改善に有効な合金元素を含有しない比較例の試験番号29では腐食量が大きく、耐食性の劣った結果となった。また、比較例の試験番号30では、耐食性は良好であるものの、Snの含有量が多過ぎることから、造船用鋼板としての靭性が確保できなかった。
【産業上の利用可能性】
【0084】
本発明の溶接継手によれば、塗膜が機械的に損傷しやすく且つSO42-およびCl-の両イオンの影響を受けやすい腐食環境にある石炭・鉱石運搬船のホールド内での使用に際して、溶接継手の溶接金属部および母材部の両方の塗膜寿命を延長するとともに塗膜剥離後の腐食抑制を図ることができるので、ホールド内の部材の取り替えや再塗装によるメンテナンスコストを大幅に低減することができる。したがって、本発明の溶接継手は、石炭・鉱石運搬船ホールド用継手の維持費用の大幅削減を可能とする耐食性に優れた溶接継手として広範に適用できる。
【図面の簡単な説明】
【0085】
【図1】石炭・鉱石運搬船における溶接継手部の模擬腐食試験用試験片の概略図である。
【図2】石炭・鉱石運搬船における母材部の模擬腐食試験用試験片の概略図である。
【図3】石炭・鉱石運搬船におけるサイクル腐食再現試験方法を示す。
【図4】石炭・鉱石運搬船における溶接継手部の海水飛沫環境での腐食試験用試験片の概略図である。
【特許請求の範囲】
【請求項1】
溶接金属が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなることを特徴とする石炭・鉱石運搬船ホールド用溶接継手。
【請求項2】
溶接金属が、Feの一部に代えて、さらに、質量%で、Mo:0.5%以下、W:0.5%以下、Cu:1%以下、Ni:1%以下、Co:1%以下およびSb:0.3%以下のうちの1種または2種以上を含有することを特徴とする請求項1に記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項3】
溶接金属が、Feの一部に代えて、さらに、質量%で、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下およびNd:0.5%以下のうちの1種または2種以上を含有することを特徴とする請求項1または2に記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項4】
溶接金属が、Feの一部に代えて、さらに、質量%で、Nb:0.1%以下、V:0.2%以下およびB:0.01%以下のうちの1種または2種以上を含有することを特徴とする請求項1〜3のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項5】
母材が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなることを特徴とする請求項1〜4のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項6】
母材が、Feの一部に代えて、さらに、質量%で、Mo:1%以下、W:1%以下、Cu:2%以下、Ni:2%以下、Co:2%以下およびSb:0.3%のうちの1種または2種以上を含有することを特徴とする請求項5に記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項7】
母材が、Feの一部に代えて、さらに、質量%で、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下およびNd:0.5%以下のうちの1種または2種以上を含有することを特徴とする請求項4または5に記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項8】
母材が、Feの一部に代えて、さらに、質量%で、Nb:0.1%以下、V:0.2%以下およびB:0.01%以下のうちの1種または2種以上を含有することを特徴とする請求項4〜6のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項9】
表面が塗膜によって被覆されていることを特徴とする請求項1〜8のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項1】
溶接金属が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなることを特徴とする石炭・鉱石運搬船ホールド用溶接継手。
【請求項2】
溶接金属が、Feの一部に代えて、さらに、質量%で、Mo:0.5%以下、W:0.5%以下、Cu:1%以下、Ni:1%以下、Co:1%以下およびSb:0.3%以下のうちの1種または2種以上を含有することを特徴とする請求項1に記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項3】
溶接金属が、Feの一部に代えて、さらに、質量%で、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下およびNd:0.5%以下のうちの1種または2種以上を含有することを特徴とする請求項1または2に記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項4】
溶接金属が、Feの一部に代えて、さらに、質量%で、Nb:0.1%以下、V:0.2%以下およびB:0.01%以下のうちの1種または2種以上を含有することを特徴とする請求項1〜3のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項5】
母材が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなることを特徴とする請求項1〜4のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項6】
母材が、Feの一部に代えて、さらに、質量%で、Mo:1%以下、W:1%以下、Cu:2%以下、Ni:2%以下、Co:2%以下およびSb:0.3%のうちの1種または2種以上を含有することを特徴とする請求項5に記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項7】
母材が、Feの一部に代えて、さらに、質量%で、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下およびNd:0.5%以下のうちの1種または2種以上を含有することを特徴とする請求項4または5に記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項8】
母材が、Feの一部に代えて、さらに、質量%で、Nb:0.1%以下、V:0.2%以下およびB:0.01%以下のうちの1種または2種以上を含有することを特徴とする請求項4〜6のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【請求項9】
表面が塗膜によって被覆されていることを特徴とする請求項1〜8のいずれかに記載の石炭・鉱石運搬船ホールド用溶接継手。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−64110(P2010−64110A)
【公開日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願番号】特願2008−233120(P2008−233120)
【出願日】平成20年9月11日(2008.9.11)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
【公開日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願日】平成20年9月11日(2008.9.11)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
[ Back to top ]