
石膏スラリー撹拌機及び石膏スラリー密度制御方法
【課題】石膏スラリー撹拌機の作動制御によりスラリー密度を制御することができる石膏スラリー撹拌機及び撹拌方法を提供する。
【解決手段】石膏スラリー撹拌機(10)は、スラリー流入口、スラリー送出口、円筒形ハウジング(20)、回転駆動軸(30)及びローター(40)を備える。ローターは、ローター中心部(41)から外方に延びる複数の回転羽根(42)と、回転羽根と一体化し且つ回転羽根の間の領域を部分的に占めるフリッパー部(43)とを備える。石膏ボード原紙上に供給する石膏スラリーの密度は、ローター回転数の制御により、調節される。
【解決手段】石膏スラリー撹拌機(10)は、スラリー流入口、スラリー送出口、円筒形ハウジング(20)、回転駆動軸(30)及びローター(40)を備える。ローターは、ローター中心部(41)から外方に延びる複数の回転羽根(42)と、回転羽根と一体化し且つ回転羽根の間の領域を部分的に占めるフリッパー部(43)とを備える。石膏ボード原紙上に供給する石膏スラリーの密度は、ローター回転数の制御により、調節される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、石膏スラリー撹拌機及び撹拌方法に関するものであり、より詳細には、作動の制御によりスラリー密度を制御することができる石膏スラリー撹拌機及び撹拌方法に関するものである。
【背景技術】
【0002】
石膏系芯材を石膏ボード用原紙で被覆した石膏ボードが、建築内装材料として広く実用に供されている。一般に、石膏ボードの製造工程は、焼石膏、接着助剤、硬化促進剤、泡(石膏ボードコアを軽量化するための泡)、添加剤及び混和材等の石膏ボード原料を水と混練する混練工程と、混練工程で得られた石膏スラリー(泥漿)を上下の石膏ボード用原紙の間に流し込むスラリー流し込み工程と、成形機において所定形状の板体に賦型する成形工程と、成形後の帯状石膏ボード原料を粗切断し、粗切断後の生板を強制乾燥する乾燥工程と、乾燥後の板体を最終釣な製品寸法に切断する切断工程とから概ね構成される。このような汎用石膏ボードの他、同様の製法で製造されるボード建材として、ラスボード、化粧石膏ボード、シージング石膏ボード、強化石膏ボード等が知られており、これらのボード建材は、その用途、機能に応じた種々の品種のボード建材として、JIS規格(JIS A6901)に規定されており、実際に建築資材の市場に流通している。
【0003】
上記石膏ボード原料を混練する混合撹拌機として、薄型のピン型ミキサーが多くの石膏ボード製造工場で使用されている。一般に、この形式のミキサーは、混練領域を形成する偏平な円筒形ハウジング(筐体)と、回転駆動装置の作動によってハウジング内で回転する回転円盤とを備える。回転円盤の上面には、下位ピン(移動ピン)が固定され、ハウジングの上蓋又は上板には、上位ピン(静止ピン)が固定される。上下のピンは、円盤の半径方向に交互に配置され、円盤の回転時に相対移動し、ハウジング内に導入された石膏ボード原料を混合撹拌する。回転円盤は、混練後の焼石膏スラリーをスラリー送出口に押出し、後続のスラリー流し込み工程に供給する。このようなピン型ミキサーは、例えば、特開平8−25342号公報(特許文献1)、特開2000−262882号公報(特許文献2)、特開2000−6137号公報(特許文献3)等に開示されている。
【0004】
ここに、石膏ボードの製造工程においては、粗切断後の石膏ボード原料、即ち、生板は、強制乾燥用の乾燥機内に導入されるが、乾燥機内で生板の過乾燥状態が生じると、側緑部(エッジ部)が過剰に脱水し易く、このような側縁部の過乾燥現象は、一般に「耳焼け」と呼ばれている。「耳焼け」した石膏ボードの側縁部は、靭性低下し、脆性化する傾向があることから、建築施工現場において石膏ボードを止め具(ビス等)で壁面に固定する際、石膏ボードコアが軟弱なために石膏ボードを壁面等に固定し難いといった不都合を生じさせる懸念があり、また、「耳焼け」した石膏ボードの側縁部には、ボード原紙の膨れ又は浮き等が発生し易く、これは、パテ処理等の補修や、特に入念な塗装仕上等の付加的な現場作業をもたらす。
【0005】
このような問題を未然に回避すべく、前述のピン型ミキサー(メインミキサー)からスラリーの一部を分取して再撹拌するスラリー撹拌機(一般に、「ハードエッジミキサー」と呼ばれる)が、ピン型ミキサーと共に使用されている。スラリー撹拌機は、メインミキサーで得られたスラリーの一部を再撹拌してスラリー中の気泡を破泡・脱泡し、石膏ボードの側縁部に相当する原紙間帯域に高密度スラリーを流し込む。このため、石膏ボードの側縁部分は、高密度且つ高強度の石膏芯材により形成され、上述した耳焼けの問題は、未然に回避し得る。このようなスラリー撹拌機は、例えば、米国特許第4,279,673号明細書(特許文献4)、米国特許第4,354,885号明細書(特許文献5)等に開示されている。
【0006】
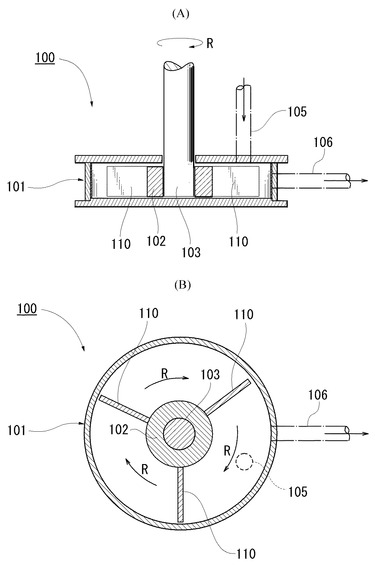
図12は、従来のスラリー攪拌機の内部構造を示す縦断面図及び横断面図である。
石膏スラリー撹拌機100は、円筒形ハウジング101内に配置された複数の回転羽根110を備える。回転羽根110は、ハウジング101の中心部に配置されたボス部102から概ね径方向外方に延びる。ボス部102は、回転駆動軸103の端部に固定され、回転駆動軸103は、駆動装置(図示せず)の駆動力により回転方向Rに回転する。メインミキサーより分取した焼石膏スラリーは、分取路105を介して撹拌機100内に導入され、回転羽根110の回転運動により機内で撹拌された後、高密度スラリー供給路106に送出され、供給路106の吐出口から石膏ボード原紙(下紙)上に供給される。
【0007】
【特許文献1】特開平8−25342号公報
【特許文献2】特開2000−262882号公報
【特許文献3】特開2000−6137号公報
【特許文献4】米国特許第4,279,673号明細書
【特許文献5】米国特許第4,354,885号明細書
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、このような混合撹拌機及び石膏スラリー撹拌機を備えた石膏スラリーの供給系では、石膏ボードコアを軽量化すべく混合撹拌機内に添加される泡が、混合撹拌機内のスラリー中に過剰に混入したり、十分に混入しなかったりすること等があり、混合撹拌機から石膏スラリー撹拌機に供給される石膏スラリーの密度が大きく変動することがあった。この石膏スラリーは、スラリー撹拌機の破泡・脱泡作用により更に高密度化するので、スラリー撹拌機から吐出するスラリーは、平均的には混合撹拌機内に供給されるスラリーよりも高い密度を示すが、泡混入量の変動に伴うスラリー密度変化と相まって、かなりの密度変動がスラリーに生じ、この結果、スラリー撹拌機から吐出する石膏スラリーの密度が、所定範囲外の値を示すことがあった。
【0009】
所定範囲を超えて高密度化した石膏スラリーが石膏ボード用原紙の縁部に供給されると、石膏ボード製品の縁部が極度に硬くなり、所謂「界面割れ」を生じさせたり、施工現場において石膏ボードに釘・ビス等を打ち込む際に所謂「コア割れ」を生じさせる原因となるため、望ましくなく、逆に、スラリー密度が上記範囲未満に低下すると、これは、上述の「耳焼け」現象を生じさせる原因となるので、望ましくなかった。
【0010】
また、混合撹拌機内の石膏スラリーは、混合撹拌機の機内壁面、回転円盤表面、ピン表面等に付着する。機内に付着した石膏スラリーは、短時間のうちに硬化し始め、徐々に機内壁面当に積層し、硬化塊を形成する。混合撹拌機内で発生した硬化塊は、混合撹拌機自体の振動等により機内壁面や回転円盤表面等から剥離し、スラリー中に混入した状態でスラリー撹拌機に供給されることがあった。しかも、スラリーは、スラリー撹拌機内においても、回転羽根の表面等に付着・硬化して硬化塊を形成し、この硬化塊もまた、スラリー撹拌機の振動等により回転羽根等から剥離する。このような硬化塊は、スラリー撹拌機内で殆ど破砕されることはなく、スラリーと一緒に石膏ボード用原紙上に吐出する。この種の硬化塊が石膏ボード原紙と共に成形機を通過し、石膏ボード製品のコア部分に混入すると、硬化塊が混入した製品部分には、凹み又は窪みがその表面に生じることが多く、他方、このような硬化塊が成形機を通過できない場合、石膏ボード用原紙が切れ、製造ラインの停止を余儀なく強いられることがあった。
【0011】
このような事情より、石膏ボードの縁部に供給される石膏スラリーの密度を所定の範囲内に可変制御するとともに、上記硬化塊を効果的に破砕する必要があったが、スラリー密度の可変制御に関しては、従来のスラリー撹拌機では、スラリー撹拌機への泡添加量の調節、或いは、スラリー撹拌機に供給される石膏スラリーへの泡添加量の調節に依存せざるを得なかった。
【0012】
しかし、スラリー撹拌機等に供給された泡は、スラリー中に混入した状態でスラリー撹拌機の撹拌作用により破泡・脱泡した後、スラリー撹拌機から石膏ボード原紙上に供給されるので、スラリー自体の密度変化や、スラリー撹拌機内の破泡・脱泡作用を勘案して、石膏ボード原紙上のスラリー密度を予測することは、非常に困難である。このため、石膏スラリーを所望の密度範囲内に調節するには、泡添加量の調節を試行錯誤的に繰返し行うほかはなく、確実且つ規則的にスラリー密度を制御することは、極めて困難であった。
【0013】
しかも、泡添加量の調節によるスラリー密度の制御方法では、スラリー撹拌機出口側のスラリー密度を増大すべく、スラリー撹拌機等に対する泡の供給量を低減し、或いは、泡の供給を停止した場合、スラリー撹拌機等の泡供給口にスラリーが付着して硬化し、この結果、泡供給口が閉塞するという問題が生じた。逆に、スラリー撹拌機出口側のスラリー密度を低下すべく、スラリー撹拌機等に対する泡の供給量を増大した場合、スラリー中に混入した比較的多量の泡が撹拌作用を受けて破泡・脱泡し、比較的多量にスラリーから分離することから、スラリー相及び分離空気相の異種流体が同時に石膏ボード原紙上に吐出し、このため、スラリーが不規則且つ不安定に石膏ボード原紙上に吐出する所謂「息付き現象」や、急激な吐出量の変動が生じてしまい、石膏ボード原紙上への安定したスラリー供給を行うこと自体が困難となった。
【0014】
本発明は、このような課題に鑑みてなされたものであり、その目的とするところは、石膏スラリー撹拌機の作動制御によりスラリー密度を制御することができる石膏スラリー撹拌機を提供することにある。
【0015】
本発明は又、息付き現象や、急激な吐出量の変動を防止し、石膏ボード原紙上への安定したスラリー供給を可能にする石膏スラリー撹拌機を提供することを目的とする。
【0016】
本発明は更に、スラリー硬化塊の消失を促進することができる石膏スラリー撹拌機を提供することを目的とする。
【課題を解決するための手段】
【0017】
本発明者は、上記目的を達成すべく鋭意研究を重ねた結果、回転羽根の間の領域を少なくとも部分的に占める羽根間領域占有要素をローターに形成し、このローター回転数を変化させることにより、スラリーを安定して供給し得ることを見出し、かかる知見に基づき、本発明を達成したものである。即ち、本発明は、
石膏スラリーの撹拌領域を形成する円筒形ハウジングと、石膏スラリーを前記撹拌領域に導入するスラリー流入口と、石膏スラリーを前記撹拌領域から送出するスラリー送出口と、前記ハウジング内に回転可能に配置されたローターと、該ローターを回転駆動する回転駆動軸とを備えた石膏スラリー撹拌機において、
前記ローターは、前記ローター中心部から外方に延びる複数の回転羽根と、該ローター中心部から外方に延び、前記回転羽根の間の領域を部分的に占める羽根間領域占有要素とを備え、該羽根間領域占有要素は、その回転方向前側及び後側に位置する前記回転羽根に連接して該回転羽根と一体化することを特徴とする石膏スラリー撹拌機を提供する。
【0018】
本発明の上記構成によれば、羽根間領域占有要素が、回転羽根の間の領域を部分的に占め、撹拌領域として有効に作用する撹拌機内領域の容積率、即ち、石膏スラリー撹拌機の有効容積率は低下する。撹拌領域の有効容積率は、好ましくは、30〜80%、更に好ましくは、30〜65%に設定される。このような石膏スラリー撹拌機では、広範な回転数領域、例えば、1000R.P.M〜2000R.P.Mの範囲において、ローター回転数の変化に伴う吐出量の変動が比較的小さく、しかも、石膏スラリー撹拌機が吐出する石膏スラリーの密度は、ローター回転数の増大につれて増大すると判明した。従って、本発明の上記構成によれば、石膏スラリー撹拌機の回転数制御によりスラリー密度を制御することができる。
【0019】
また、回転羽根の間に羽根間領域占有要素を備えた上記構成の石膏スラリー撹拌機によれば、石膏スラリーの滞留時間が短縮し、石膏スラリーに作用する撹拌エネルギーが低減するため、スラリー連行空気の過剰分離に起因する息付き現象や急激な吐出量の変動が生じ難く、撹拌後の石膏スラリーを石膏ボード原紙上に安定供給することができる。
【0020】
更に、上記石膏スラリー撹拌機では、羽根間領域占有要素が回転羽根の間の領域を部分的に占めるので、石膏スラリー撹拌機内に流入したスラリー硬化塊は、回転羽根とハウジングとの間に形成される比較的狭小な撹拌領域において積極的に粉砕されるとともに、回転羽根の回転方向前面に衝突し、粉砕される。このため、石膏スラリー撹拌機内に流入したスラリー硬化塊の消失が、石膏スラリー撹拌機内で促される。
他の観点より、本発明は、密度調整した石膏スラリーを石膏ボード原紙上の所定部分に供給すべく、混合撹拌機から分取した石膏スラリーを石膏スラリー撹拌機で再撹拌する石膏スラリー撹拌機を用いた石膏スラリーの密度制御方法において、
前記石膏スラリー撹拌機として、前記石膏スラリーの撹拌領域を形成するハウジング内に回転可能に配置されたローターの中心部から外方に延びる複数の回転羽根と、該回転羽根の間の領域を部分的に占める羽根間領域占有要素とを有する石膏スラリー撹拌機を使用し、
該石膏スラリー撹拌機から前記石膏ボード原紙上に供給すべき前記石膏スラリーの密度を前記石膏スラリー撹拌機のローター回転数の制御によって可変制御することを特徴とする石膏スラリーの密度制御方法を提供する。
【発明を実施するための最良の形態】
【0021】
本発明の好ましい実施態様によれば、上記羽根間領域占有要素の高さ(h)は、回転方向後方に遷移するに従って連続的又は段階的に低減する。羽根間領域占有要素の高さ(h)及び直径(r)の双方が回転方向後方に遷移するにつれて漸減するように設定しても良い。好ましくは、羽根間領域占有要素の高さ(h)及び直径(r)は、羽根間領域占有要素と、その回転方向前側に位置する回転羽根との連接部(42b)において最大値(h1:r1)を示し、回転方向後側に位置する回転羽根と羽根間領域占有要素との連接部(49a)において最小値(h2:r2)を示すように設定される。
【0022】
本発明の好適な実施形態において、上記羽根間領域占有要素は、回転方向後方の遷移に比例して高さ(h)及び直径(r)を低減する傾斜面(46)と、傾斜面と連接し且つ高さ(h)及び直径(r)を一定値(h2:r2)に設定した平坦面(47)とを備える。好ましくは、中心部と羽根間領域占有要素とが連接する中央連接部(41a)において、羽根間領域占有要素の高さ(h3)は、上記最小値(h2)よりも大きく、羽根間領域占有要素の高さ(h)は、ローターの径方向外方に向かって低減する。羽根間領域占有要素の高さ(h)は、径方向外方に遷移するにつれて漸減するように設定しても良い。
【0023】
本発明の好適な実施形態において、石膏スラリーを上記円筒形ハウジング内に導入するスラリー流入口が、ハウジングの環状外壁及び/又は蓋板に配設される。好ましくは、スラリー流入口の下流端と、回転羽根の上面(42d)との間の間隔は、0.5〜3mm、更に好ましくは、1〜2mmの範囲内の値に設定される。また、好適には、羽根間領域占有要素の高さの最小値(h2)/ハウジング内領域の高さ(H)の比が、0.5〜0.95の範囲内の値に設定される。
【0024】
本発明の好適な実施形態において、本発明の石膏スラリー攪拌機は、密度調整した石膏スラリーを石膏ボード原紙上の所定部分に供給すべく、混合撹拌機から分取した石膏スラリーを石膏スラリー撹拌機で再撹拌する石膏スラリー撹拌方法において使用される。石膏スラリー撹拌機から石膏ボード原紙上に供給される石膏スラリーの密度は、石膏スラリー撹拌機のローター回転数制御により、制御される。
【0025】
好ましくは、石膏スラリー撹拌機の制御系は、ローター回転数を可変設定可能な回転数設定手段と、ローター回転数を制御する回転数制御手段とを備える。回転数制御手段は、回転数設定手段により設定された回転数に基づいて、ローター回転数を増大し又は低減する。回転数制御手段の設定値は、スラリー密度の目標値に相応する。スラリー密度を増大する場合(即ち、より高比重のスラリーを石膏ボード原紙上に供給する場合)、回転数設定手段によりローター回転数を増大すれば良い。所望により、石膏スラリーの密度と、ローター回転数との関数が予め規定され、製造条件に適合した比例定数が予め設定される。
【実施例】
【0026】
以下、添付図面を参照して、本発明の好ましい実施例について詳細に説明する。
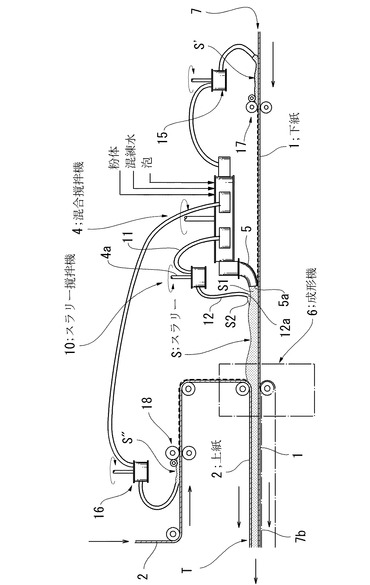
図1及び図2は、石膏ボード製造装置の構成を概略的に示す側面図及び平面図である。
【0027】
石膏ボードの表面用原紙が、下紙1として石膏ボード製造装置の搬送ライン7に供給され、搬送ライン3上を搬送方向(矢印方向)に走行する。下紙1の搬送経路には、ロールコーター17が配設される。混合撹拌機4の石膏スラリーの一部が、スラリー分取管を介してスラリー撹拌機15に導入され、スラリー撹拌機15の高比重スラリー吐出管が、ロールコーター17の上流側において比較的高比重の石膏スラリーS’を下紙1上に供給する。ロールコーター17は、下紙1の上面に石膏スラリーS’の薄層(破線で示す)を形成する。
【0028】
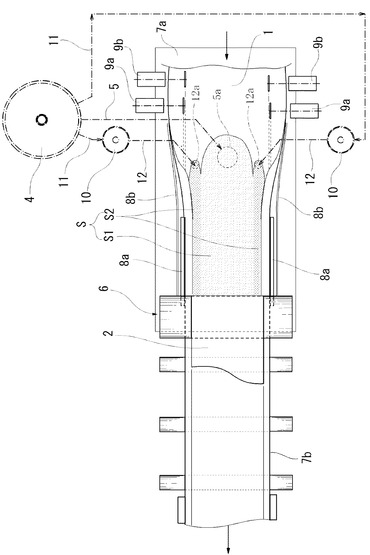
図2に示す如く、左右のスコアがスコアリング装置9a、9bによって下紙1に刻設され、下紙1の側縁部が、左右のガイド部材8a、8b等により折り返され、搬送ライン3を構成する搬送台7a上を搬送方向に移動しながら、石膏ボードのエッジ部の形状に賦型される。ピン型ミキサーからなる混合撹拌機4が、搬送ライン3の上方に配置されるとともに、左右一対のスラリー撹拌機10が、搬送ラインの両側に配置される。図1に示す如く、焼石膏、接着剤、添加剤、混和材等の粉体原料、泡及び液体原料(混練水等)が混合撹拌機4に供給される。混合撹拌機4は、駆動軸4aの回転により内部ローター(図示せず)を回転駆動し、これら粉体、泡及び液体原料を混合撹拌し且つ混練し、石膏スラリーS1としてスラリー吐出管5に送出し、スラリー吐出管5の吐出口5aから下紙1の中央部に石膏スラリーS1を吐出する。混合撹拌機4は、例えば、本願出願人の出願に係る特開平8−25342号公報、特開2000−262882号公報、特開2000−6137号公報等に記載された構成のものであるので、これら公報を引用することにより、混合撹拌機4の内部構造に関する詳細な説明は、省略する。
【0029】
混合撹拌機4の石膏スラリーの一部が、スラリー分取管11を介して左右のスラリー撹拌機10に夫々導入され、スラリー撹拌機10によって再撹拌される。スラリー撹拌機10は、石膏ボードのエッジ部に相当する下紙1の側部帯域に高密度スラリーを供給するハードエッジミキサーを構成する。スラリー撹拌機10の消泡・脱泡作用により高密度化したスラリーは、高密度スラリーS2として高密度スラリー供給管12に送出され、吐出口12aから下紙1の各縁部(エッジ部)に吐出する。供給管5、12から下紙1上に供給された石膏スラリーS(S1:S2)は、下紙1と一緒に搬送ライン上を走行し、上下一対の成形ローラを備えた成形機6に達する。
【0030】
石膏ボードの裏面用原紙が、上紙2として搬送ライン7に供給される。上紙2は、転向ローラの案内により所定経路に沿って成形機6の成形ローラに連続供給される。成形ローラは、上紙2を搬送方向に転向し、石膏スラリーS上に積層する。上紙2の供給経路には、上記ロールコーター17と同様なロールコーター18が配設される。混合撹拌機4の石膏スラリーの一部が、スラリー分取管を介してスラリー撹拌機16に導入され、スラリー撹拌機16の高密度スラリー吐出管が、ロールコーター18の上流側において比較的高密度の石膏スラリーS”を上紙2上に供給する。ロールコーター18は、前述のロールコーター17と同様、上紙2の上面に高密度スラリーS”の薄層(破線で示す)を形成する。ロールコーター17、18のような形式のロールコーターについては、本願出願人の出願に係る特開平8−112808号公報に開示されているので、同公報を引用することにより、更なる詳細な説明は、省略する。
【0031】
下紙1、スラリーS及び上紙2は、成形機6によって3層構造且つ帯状の連続積層体に成形され、搬送ライン7を構成する搬送ベルト7b上を粗切断機(図示せず)に向かって連続搬送され、同時に、スラリーSの硬化反応が進行する。粗切断機(図示せず)が、搬送ラインに配置され、連続積層体は、粗切断機によって所定長の板体(生板)に切断される。粗切断後の生板は、反転装置(図示せず)により上下反転した後、乾燥機(図示せず)に導入され、乾燥機において強制乾燥され、しかる後、切断工程(図示せず)において所定の製品長に切断され、石膏ボード製品として搬出される。
【0032】
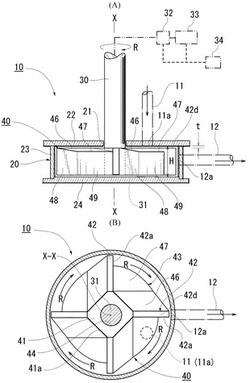
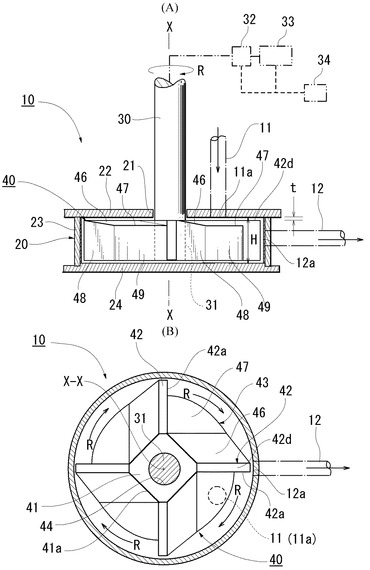
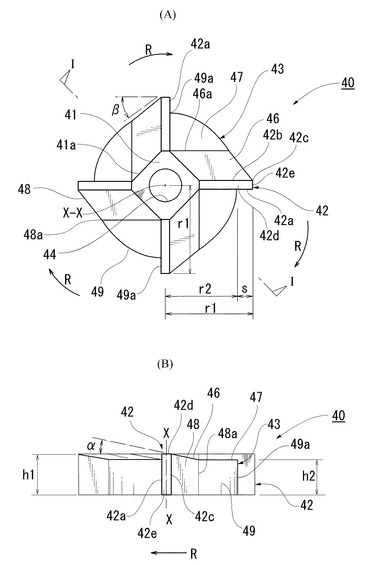
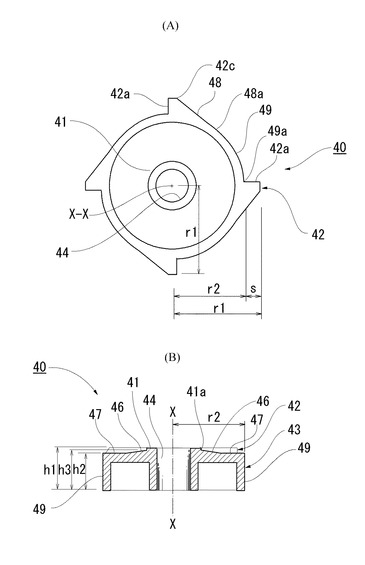
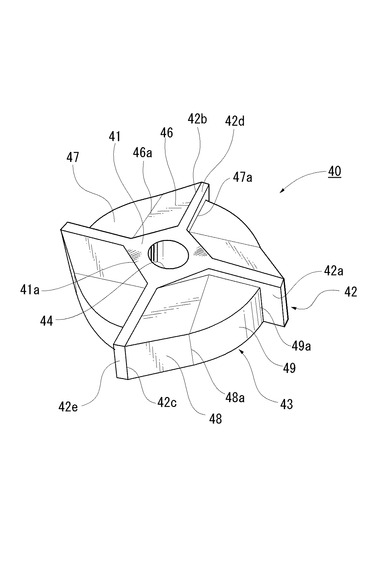
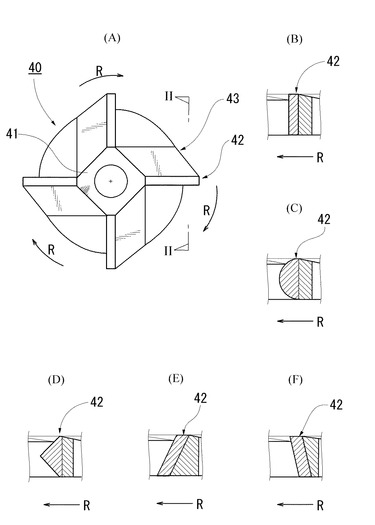
図3は、スラリー撹拌機10の内部構造を示す縦断面図及び横断面図であり、図4、図5及び図6は、スラリー撹拌機10内に配置されたローターの構造を示す平面図、側面図、底面図、I−I線断面図及び斜視図である。なお、ロールコーター用スラリー撹拌機15、16も又、以下に説明するスラリー撹拌機10の構造と実質的に同一の構造を有する。
【0033】
図3に示す如く、スラリー撹拌機10は、偏平な円筒状ハウジング(筐体)20を有し、ハウジング20は、所定の相互間隔を隔てた水平な円盤状の上板(上蓋)22及び下板(底蓋)24と、上板22及び下板24の外周部に連接する円環状の外周壁23とを備える。スラリー分取管11の下流端11aが上板22に接続され、高密度スラリー供給管12の上流端12bが、外周壁23に接続され、スラリー流入口を形成する。
【0034】
上板22の中心には、円形開口部21が形成され、垂直回転軸30の端部31が円形開口部21を貫通し、スラリー撹拌機10内に延入する。回転軸30は、変速歯車機構又はベルト式変速機等の変速装置32を介して、電動モータ等の回転駆動装置33に連結される。変速装置32及び回転駆動装置33は、制御信号線(破線で示す)を介して制御ユニット34に接続される。制御ユニット34は、回転軸30の回転数をマニュアル設定可能な回転数設定手段を備えるとともに、変速装置32の変速比又は回転駆動装置33の回転数を可変制御可能な回転数制御手段を備える。回転数制御手段は、操作員が回転数設定手段にマニュアル設定した目標値(スラリー密度目標値又は回転数目標値)に基づいて変速装置32の変速比又は回転駆動装置33の回転数を調節し、回転軸30の回転数を目標回転数に制御する。
【0035】
ボス部41、回転羽根42及びフリッパー部43を一体化した金属製ローター40が、ハウジング20内に回転可能に配置される。ボス部41は、ローター40の中心に配置される。フリッパー部43は、ローター中心部(ボス部41)から外方に延びて回転羽根42の間の領域を部分的に占める羽根間領域占有要素を構成する。回転軸30を嵌入可能なボス穴44が、ボス部41の中心に穿設される。ハウジング20、回転軸30及びローター40の中心軸線は、一致する。ローター40は、回転軸30の回転により、スラリー撹拌機10の中心軸線X−Xを中心に回転方向Rに回転する。
【0036】
ボス部41は、概ね正方形の平面形態を有し、回転羽根42は、ボス部41の各角部から外周壁23の近傍までローター40の半径方向に延在する。フリッパー部43は、各回転羽根42の回転方向後方に延び、後方の回転羽根42の回転方向前面42aに達する。回転羽根42及びフリッパー部43は、ローター40の中心点に関して点対称の構造を有し、各回転羽根42は、90度の角度間隔を隔てて配置される。回転羽根の上面42dとスラリー分取管11の下流端(スラリー流入口)11aとの間の間隔tは、1〜2mmの範囲に設定される。
【0037】
図4、図5及び図6を参照して、回転羽根42及びフリッパー部43の構造について更に詳細に説明する。
回転羽根42は、ローター40の中心軸線X−Xから放射状に外方に延びる垂直な平板形態を有する。各回転羽根42の間に延びるフリッパー部43は、回転羽根42の上縁42bから回転方向後方に延在する上側傾斜面46と、傾斜面46の後端46aに連接し、回転方向後方の回転羽根42まで水平に延在する平坦面47と、回転羽根42の外端縁42cから回転方向後方に延在する外側傾斜面48と、傾斜面48の後端48aから後方に延在する湾曲面49とを備える。上側傾斜面46は、回転羽根42の上面に対して角度αをなして下方に傾斜し、外側傾斜面48は、回転羽根42の外端面42eに対して角度βをなして径方向内方に傾斜する。角度α、βは、例えば、5〜45度の範囲内の角度に設定される。湾曲面49は、中心軸線X−Xを中心とする半径r2の円周面からなり、回転羽根42の回転方向前面42aと連接する湾曲面49の後端49aは、回転羽根42の外端面から距離sだけ径方向内方に位置する。半径r2:距離sの比は、例えば、10:1〜2:1の範囲内に設定される。図5(B)に示す如く、ボス部41と傾斜面46との連接部41aにおいて、傾斜面46の高さh3は、平坦面47の高さh2よりも大きい。ハウジング20内領域の高さH(図3):高さh2の比は、1:0.75〜0.90の範囲内の値に設定される。
【0038】
図3に示す如く、フリッパー部43は、回転羽根42の間の領域の中央領域を占め、撹拌領域は、ローター40と外周壁23及び上板22との間に形成される。スラリー撹拌機10内のスラリーは、中央領域に滞留して、機内に付着し、スラリー硬化塊を形成する傾向があるが、この領域をフリッパー部43が占有しているので、スラリー滞留は生じ難く、スラリー硬化塊は、生成し難い。
【0039】
また、傾斜面46、48は、平坦面47及び湾曲面49を回転方向前方に拡大する形態を有し、スラリーが付着し易い回転羽根42の背面は、フリッパー部43によって、撹拌領域から完全に隠される。
【0040】
スラリー撹拌機10に導入された混合撹拌機10の焼石膏スラリーは、ローター40の回転により再撹拌され、スラリー中の気泡は破壊され、スラリーの比重は、増大する。スラリーの滞留が生じたり、スラリー硬化塊等が付着し易い部分は、フリッパー部40によって占められおり、また、フリッパー部40は、上板22下面及び外周壁23内壁との間に狭小領域を形成し、スラリーの不必要な滞留を防ぐ形態を有するので、スラリーは、適切に再撹拌され、スラリーの比重は、再撹拌による破泡効果又は脱泡効果により増大する。混合撹拌機4の焼石膏スラリーと一緒にスラリー撹拌機10内に流入したスラリー硬化塊の粕又はスケールは、回転羽根42の回転により破砕される。これは、回転羽根の上面42dとスラリー分取管11の下流端(スラリー流入口)11aとの間の狭小間隙(間隔t)において粕又はスケールが積極的に粉砕される現象、そして、フリッパー部40上の粕又はスケールが回転羽根42の回転方向前面42aに衝突して衝突粉砕される現象によるものと考えられる。
【0041】
本発明者の実験により、スラリー撹拌機10は、広範な回転数範囲において、安定して高比重スラリーを吐出し、スラリー連行空気の過剰分離による吐出スラリーの息つき現象は、発生し難く、しかも、スラリー撹拌機10が吐出する高比重スラリーの密度(比重)は、ローター回転数(R.P.M)の増大に相応して漸増することが判明した。
【0042】
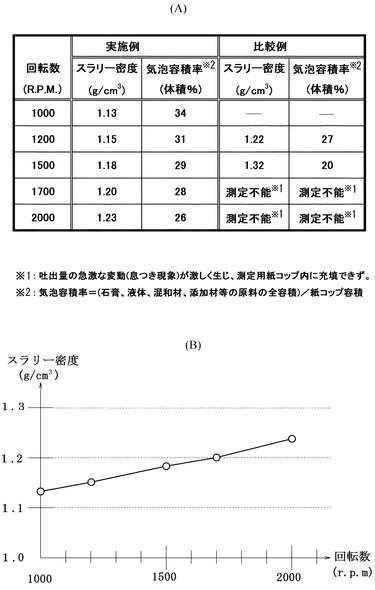
図7(A)は、上記構成のスラリー撹拌機10と、図12に示す従来構造のスラリー撹拌機100とを用いた比較試験の試験結果を示す図表であり、図7(B)は、スラリー撹拌機におけるローター回転数及びスラリー密度の関係を示す線図である。
【0043】
試験は、スラリー撹拌機10、100が吐出する高比重スラリーのスラリー密度及び気泡容積率の変動を調査すべく実施された。試験において、予め調製した焼石膏スラリーをスラリー撹拌機10、100に一定供給量(80ml/分)で供給し、スラリー撹拌機10、100の吐出口から流出する高比重スラリーを255mlの紙コップで受け、紙コップ中のスラリーを振動等により充填することなく、紙コップの上面から盛り上がったスラリーをステンレススケールで除去し、紙コップ内のスラリー重量を計測し、スラリー密度(g/cm3)及び気泡容積率(体積%)を求めた。気泡容積率は、スラリー中の石膏、液体、混和材及び添加剤等の全容積(即ち、スラリー調製時に配合した原料(水を含む)の全容積)を紙コップの容積(255ml)で除した値である。なお、図12に示すスラリー撹拌機100は、3体の回転羽根110を備えた3枚羽根形式のものであるが、試験においては、4体の回転羽根110を備えた4枚羽根形式のスラリー撹拌機を用いた。
【0044】
スラリー撹拌機10、100に供給する前に測定した調製した焼石膏スラリーのスラリー密度及び気泡容積率は、以下のとおりである。
スラリー密度: 1.03g/cm3
気泡容積率 : 44%
【0045】
スラリー撹拌機10、100の回転数(R.P.M)を1000〜2000R.P.Mの範囲で設定変更し、各回転数においてスラリー撹拌機10、100が吐出する高比重スラリーのスラリー密度及び気泡容積率を測定した。測定結果は、図7(A)に示すとおりである。
【0046】
スラリー撹拌機10が吐出する高比重スラリーは、図7(A)に示す如く、1000〜2000R.P.Mの範囲で変化する回転数に比して、スラリー密度及び気泡容積率の変化率が小さく、スラリー撹拌機10は、各回転数において、息つき現象を生じることなく、円滑に高比重スラリーを吐出した。
【0047】
これに対し、従来構造のスラリー撹拌機100では、回転数1200R.P.M及び1500R.P.Mにおいて、スラリー密度及び気泡容積率が比較的大きく変化し、また、回転数1700R.P.M及び2000R.P.Mにおいては、スラリー中から分離した空気を取り込んだままスラリーが吐出する状態となり、息つき現象が生じた結果、紙コップ内に高比重スラリーを均一に充填することができず、測定不能となった。
【0048】
このような試験結果より明らかなとおり、スラリー撹拌機10は、比較的広範囲の回転数において、高比重スラリーを安定して吐出し、しかも、ローター回転数の増大につれて、スラリー密度は増大し、気泡容積率は低下する。
【0049】
図7(B)に示す如く、スラリー密度は、スラリー撹拌機10の回転数に対して、概ね下式のような相関関係を有する。
Y=η・X+δ
Y:スラリー密度(g/cm3)
X:回転数(R.P.M)
η、δ:定数
【0050】
本例では、定数ηは、約0.0001であり、定数δは、約1.03である。
従って、本実施例のスラリー撹拌機10によれば、スラリー密度には、ローター回転数との間で上式の関係があるため、ローター回転数の設定によりスラリー密度を制御することができる。
【0051】
以上の如く、上記実施例に係るスラリー撹拌機10によれば、ローター40は、ローター中心部及び回転羽根42に一体化し且つ回転羽根42の間の領域を部分的に占めるフリッパー部43を備え、フリッパー部43の高さ(h)は、回転方向後方に遷移するに従って低減し、フリッパー部43の直径(r)は、回転方向後方及び径方向外方に遷移するにつれて低減する。フリッパー部43は、スラリーが滞留し易い回転羽根間の中央領域を占めるので、スラリー滞留が生じ難く、スラリー硬化塊がローター40に付着し難く、スラリー撹拌機10は、長期間に亘って安定運転することができる。
【0052】
また、混合撹拌機4の焼石膏スラリーと一緒にスラリー撹拌機10内に流入したスラリー硬化塊の粕又はスケールは、回転羽根42の回転により破砕されるので、スラリー硬化塊の消失を石膏スラリー撹拌機10内で促進することができる。
【0053】
更に、上記構成のスラリー撹拌機では、上記のような特定の相関関係がローター回転数とスラリー密度との間に成立するので、ローター40の回転数制御によりスラリー密度を制御することができる。
【0054】
図8は、回転羽根42の変形例を示すローター40の平面図及び部分断面図である。図8において、図8(B)は、図8(A)のII−II線断面図である。
【0055】
上述の実施例では、回転羽根42は、図8(B)に示す如く、垂直な板状の断面形態のものとして説明したが、回転方向前方に膨出した湾曲形態又は半円形断面(図8(C)、或いは、三角形断面(図8(D))の形態に形成しても良く、また、回転方向前方又は後方に傾斜した平行四辺形断面(図8(E)(F))の形態に形成しても良い。
【0056】
図9は、フリッパー部43の変形例を示すローター40の側面図であり、図10は、回転羽根42の変形例を示すローター40の平面図である。また、図11は、フリッパー部43及び回転羽根42の変形例を示すローター40の平面図及び側面図である。各図に示すとおり、フリッパー部43及び回転羽根42の形態、配置及び配向は、フリッパー部43及び回転羽根42が上述の機能を発揮する限り、任意に設計変更することができる。
【0057】
なお、石膏ボード製造装置においては、比較的狭い空間又は不規則な空間にスラリー撹拌機10を設置する必要が生じるが、設置空間の状況に応じてスラリー撹拌機10の中心軸線X−Xを水平に配向したり、傾斜した向きに配向し、例えば、スラリー撹拌機10を全体的に横向に配置したり、或いは、全体的に傾斜した状態で配置しても良い。
【0058】
更に、上記スラリー撹拌機10は、4体の回転羽根42を備えた構造のものであるが、2又は3体の回転羽根、或いは、5体以上の回転羽根を備えても良い。
【0059】
また、本発明のスラリー撹拌機では、ローター40の回転方向を上記回転方向Rと逆方向に設定することも可能である。この場合においても、スラリー撹拌機内の石膏スラリーには、フリッパー部43上面と上板22との間で比較的大きな剪断力が作用する。
【産業上の利用可能性】
【0060】
以上説明した如く、本発明の石膏スラリー撹拌機によれば、石膏スラリー撹拌機の回転数制御によりスラリー密度を制御することができる。
【0061】
また、本発明の石膏スラリー撹拌機によれば、息付き現象や、急激な吐出量の変動を防止し、石膏ボード原紙上に安定してスラリー供給することができる。
【0062】
更に、本発明の石膏スラリー撹拌機によれば、スラリー撹拌機に流入する石膏スラリー中のスラリー硬化塊を石膏スラリー撹拌機内で破砕し、スラリー硬化塊の消失を促進することができる。
【図面の簡単な説明】
【0063】
【図1】石膏ボード製造装置の構成を概略的に示す側面図である。
【図2】石膏ボード製造装置の構成を概略的に示す平面図である。
【図3】スラリー撹拌機の内部構造を示す縦断面図及び横断面図である。
【図4】スラリー撹拌機内に配置されたローターの構造を示す平面図及び側面図である。
【図5】図4に示すローターの底面図及びI−I線断面図である。
【図6】図4に示すローターの斜視図である。
【図7】図7(A)は、本発明に係るスラリー撹拌機と、従来構造のスラリー撹拌機とを用いた比較試験の試験結果を示す図表であり、図7(B)は、スラリー撹拌機における回転数及びスラリー密度の関係を示す線図である。
【図8】回転羽根の変形例を示すローターの平面図及び部分断面図である。
【図9】フリッパー部の変形例を示すローターの側面図である。
【図10】回転羽根の変形例を示すローターの平面図である。
【図11】フリッパー部及び回転羽根の変形例を示すローターの平面図及び側面図である。
【図12】従来のスラリー撹拌機の内部構造を示す縦断面図及び横断面図である。
【符号の説明】
【0064】
10 スラリー撹拌機
20 ハウジング
30 垂直回転軸
40 ローター
41 ボス部
42 回転羽根
43 フリッパー部
46、48 傾斜面
47 平坦面
49 湾曲面
R 回転方向
【技術分野】
【0001】
本発明は、石膏スラリー撹拌機及び撹拌方法に関するものであり、より詳細には、作動の制御によりスラリー密度を制御することができる石膏スラリー撹拌機及び撹拌方法に関するものである。
【背景技術】
【0002】
石膏系芯材を石膏ボード用原紙で被覆した石膏ボードが、建築内装材料として広く実用に供されている。一般に、石膏ボードの製造工程は、焼石膏、接着助剤、硬化促進剤、泡(石膏ボードコアを軽量化するための泡)、添加剤及び混和材等の石膏ボード原料を水と混練する混練工程と、混練工程で得られた石膏スラリー(泥漿)を上下の石膏ボード用原紙の間に流し込むスラリー流し込み工程と、成形機において所定形状の板体に賦型する成形工程と、成形後の帯状石膏ボード原料を粗切断し、粗切断後の生板を強制乾燥する乾燥工程と、乾燥後の板体を最終釣な製品寸法に切断する切断工程とから概ね構成される。このような汎用石膏ボードの他、同様の製法で製造されるボード建材として、ラスボード、化粧石膏ボード、シージング石膏ボード、強化石膏ボード等が知られており、これらのボード建材は、その用途、機能に応じた種々の品種のボード建材として、JIS規格(JIS A6901)に規定されており、実際に建築資材の市場に流通している。
【0003】
上記石膏ボード原料を混練する混合撹拌機として、薄型のピン型ミキサーが多くの石膏ボード製造工場で使用されている。一般に、この形式のミキサーは、混練領域を形成する偏平な円筒形ハウジング(筐体)と、回転駆動装置の作動によってハウジング内で回転する回転円盤とを備える。回転円盤の上面には、下位ピン(移動ピン)が固定され、ハウジングの上蓋又は上板には、上位ピン(静止ピン)が固定される。上下のピンは、円盤の半径方向に交互に配置され、円盤の回転時に相対移動し、ハウジング内に導入された石膏ボード原料を混合撹拌する。回転円盤は、混練後の焼石膏スラリーをスラリー送出口に押出し、後続のスラリー流し込み工程に供給する。このようなピン型ミキサーは、例えば、特開平8−25342号公報(特許文献1)、特開2000−262882号公報(特許文献2)、特開2000−6137号公報(特許文献3)等に開示されている。
【0004】
ここに、石膏ボードの製造工程においては、粗切断後の石膏ボード原料、即ち、生板は、強制乾燥用の乾燥機内に導入されるが、乾燥機内で生板の過乾燥状態が生じると、側緑部(エッジ部)が過剰に脱水し易く、このような側縁部の過乾燥現象は、一般に「耳焼け」と呼ばれている。「耳焼け」した石膏ボードの側縁部は、靭性低下し、脆性化する傾向があることから、建築施工現場において石膏ボードを止め具(ビス等)で壁面に固定する際、石膏ボードコアが軟弱なために石膏ボードを壁面等に固定し難いといった不都合を生じさせる懸念があり、また、「耳焼け」した石膏ボードの側縁部には、ボード原紙の膨れ又は浮き等が発生し易く、これは、パテ処理等の補修や、特に入念な塗装仕上等の付加的な現場作業をもたらす。
【0005】
このような問題を未然に回避すべく、前述のピン型ミキサー(メインミキサー)からスラリーの一部を分取して再撹拌するスラリー撹拌機(一般に、「ハードエッジミキサー」と呼ばれる)が、ピン型ミキサーと共に使用されている。スラリー撹拌機は、メインミキサーで得られたスラリーの一部を再撹拌してスラリー中の気泡を破泡・脱泡し、石膏ボードの側縁部に相当する原紙間帯域に高密度スラリーを流し込む。このため、石膏ボードの側縁部分は、高密度且つ高強度の石膏芯材により形成され、上述した耳焼けの問題は、未然に回避し得る。このようなスラリー撹拌機は、例えば、米国特許第4,279,673号明細書(特許文献4)、米国特許第4,354,885号明細書(特許文献5)等に開示されている。
【0006】
図12は、従来のスラリー攪拌機の内部構造を示す縦断面図及び横断面図である。
石膏スラリー撹拌機100は、円筒形ハウジング101内に配置された複数の回転羽根110を備える。回転羽根110は、ハウジング101の中心部に配置されたボス部102から概ね径方向外方に延びる。ボス部102は、回転駆動軸103の端部に固定され、回転駆動軸103は、駆動装置(図示せず)の駆動力により回転方向Rに回転する。メインミキサーより分取した焼石膏スラリーは、分取路105を介して撹拌機100内に導入され、回転羽根110の回転運動により機内で撹拌された後、高密度スラリー供給路106に送出され、供給路106の吐出口から石膏ボード原紙(下紙)上に供給される。
【0007】
【特許文献1】特開平8−25342号公報
【特許文献2】特開2000−262882号公報
【特許文献3】特開2000−6137号公報
【特許文献4】米国特許第4,279,673号明細書
【特許文献5】米国特許第4,354,885号明細書
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、このような混合撹拌機及び石膏スラリー撹拌機を備えた石膏スラリーの供給系では、石膏ボードコアを軽量化すべく混合撹拌機内に添加される泡が、混合撹拌機内のスラリー中に過剰に混入したり、十分に混入しなかったりすること等があり、混合撹拌機から石膏スラリー撹拌機に供給される石膏スラリーの密度が大きく変動することがあった。この石膏スラリーは、スラリー撹拌機の破泡・脱泡作用により更に高密度化するので、スラリー撹拌機から吐出するスラリーは、平均的には混合撹拌機内に供給されるスラリーよりも高い密度を示すが、泡混入量の変動に伴うスラリー密度変化と相まって、かなりの密度変動がスラリーに生じ、この結果、スラリー撹拌機から吐出する石膏スラリーの密度が、所定範囲外の値を示すことがあった。
【0009】
所定範囲を超えて高密度化した石膏スラリーが石膏ボード用原紙の縁部に供給されると、石膏ボード製品の縁部が極度に硬くなり、所謂「界面割れ」を生じさせたり、施工現場において石膏ボードに釘・ビス等を打ち込む際に所謂「コア割れ」を生じさせる原因となるため、望ましくなく、逆に、スラリー密度が上記範囲未満に低下すると、これは、上述の「耳焼け」現象を生じさせる原因となるので、望ましくなかった。
【0010】
また、混合撹拌機内の石膏スラリーは、混合撹拌機の機内壁面、回転円盤表面、ピン表面等に付着する。機内に付着した石膏スラリーは、短時間のうちに硬化し始め、徐々に機内壁面当に積層し、硬化塊を形成する。混合撹拌機内で発生した硬化塊は、混合撹拌機自体の振動等により機内壁面や回転円盤表面等から剥離し、スラリー中に混入した状態でスラリー撹拌機に供給されることがあった。しかも、スラリーは、スラリー撹拌機内においても、回転羽根の表面等に付着・硬化して硬化塊を形成し、この硬化塊もまた、スラリー撹拌機の振動等により回転羽根等から剥離する。このような硬化塊は、スラリー撹拌機内で殆ど破砕されることはなく、スラリーと一緒に石膏ボード用原紙上に吐出する。この種の硬化塊が石膏ボード原紙と共に成形機を通過し、石膏ボード製品のコア部分に混入すると、硬化塊が混入した製品部分には、凹み又は窪みがその表面に生じることが多く、他方、このような硬化塊が成形機を通過できない場合、石膏ボード用原紙が切れ、製造ラインの停止を余儀なく強いられることがあった。
【0011】
このような事情より、石膏ボードの縁部に供給される石膏スラリーの密度を所定の範囲内に可変制御するとともに、上記硬化塊を効果的に破砕する必要があったが、スラリー密度の可変制御に関しては、従来のスラリー撹拌機では、スラリー撹拌機への泡添加量の調節、或いは、スラリー撹拌機に供給される石膏スラリーへの泡添加量の調節に依存せざるを得なかった。
【0012】
しかし、スラリー撹拌機等に供給された泡は、スラリー中に混入した状態でスラリー撹拌機の撹拌作用により破泡・脱泡した後、スラリー撹拌機から石膏ボード原紙上に供給されるので、スラリー自体の密度変化や、スラリー撹拌機内の破泡・脱泡作用を勘案して、石膏ボード原紙上のスラリー密度を予測することは、非常に困難である。このため、石膏スラリーを所望の密度範囲内に調節するには、泡添加量の調節を試行錯誤的に繰返し行うほかはなく、確実且つ規則的にスラリー密度を制御することは、極めて困難であった。
【0013】
しかも、泡添加量の調節によるスラリー密度の制御方法では、スラリー撹拌機出口側のスラリー密度を増大すべく、スラリー撹拌機等に対する泡の供給量を低減し、或いは、泡の供給を停止した場合、スラリー撹拌機等の泡供給口にスラリーが付着して硬化し、この結果、泡供給口が閉塞するという問題が生じた。逆に、スラリー撹拌機出口側のスラリー密度を低下すべく、スラリー撹拌機等に対する泡の供給量を増大した場合、スラリー中に混入した比較的多量の泡が撹拌作用を受けて破泡・脱泡し、比較的多量にスラリーから分離することから、スラリー相及び分離空気相の異種流体が同時に石膏ボード原紙上に吐出し、このため、スラリーが不規則且つ不安定に石膏ボード原紙上に吐出する所謂「息付き現象」や、急激な吐出量の変動が生じてしまい、石膏ボード原紙上への安定したスラリー供給を行うこと自体が困難となった。
【0014】
本発明は、このような課題に鑑みてなされたものであり、その目的とするところは、石膏スラリー撹拌機の作動制御によりスラリー密度を制御することができる石膏スラリー撹拌機を提供することにある。
【0015】
本発明は又、息付き現象や、急激な吐出量の変動を防止し、石膏ボード原紙上への安定したスラリー供給を可能にする石膏スラリー撹拌機を提供することを目的とする。
【0016】
本発明は更に、スラリー硬化塊の消失を促進することができる石膏スラリー撹拌機を提供することを目的とする。
【課題を解決するための手段】
【0017】
本発明者は、上記目的を達成すべく鋭意研究を重ねた結果、回転羽根の間の領域を少なくとも部分的に占める羽根間領域占有要素をローターに形成し、このローター回転数を変化させることにより、スラリーを安定して供給し得ることを見出し、かかる知見に基づき、本発明を達成したものである。即ち、本発明は、
石膏スラリーの撹拌領域を形成する円筒形ハウジングと、石膏スラリーを前記撹拌領域に導入するスラリー流入口と、石膏スラリーを前記撹拌領域から送出するスラリー送出口と、前記ハウジング内に回転可能に配置されたローターと、該ローターを回転駆動する回転駆動軸とを備えた石膏スラリー撹拌機において、
前記ローターは、前記ローター中心部から外方に延びる複数の回転羽根と、該ローター中心部から外方に延び、前記回転羽根の間の領域を部分的に占める羽根間領域占有要素とを備え、該羽根間領域占有要素は、その回転方向前側及び後側に位置する前記回転羽根に連接して該回転羽根と一体化することを特徴とする石膏スラリー撹拌機を提供する。
【0018】
本発明の上記構成によれば、羽根間領域占有要素が、回転羽根の間の領域を部分的に占め、撹拌領域として有効に作用する撹拌機内領域の容積率、即ち、石膏スラリー撹拌機の有効容積率は低下する。撹拌領域の有効容積率は、好ましくは、30〜80%、更に好ましくは、30〜65%に設定される。このような石膏スラリー撹拌機では、広範な回転数領域、例えば、1000R.P.M〜2000R.P.Mの範囲において、ローター回転数の変化に伴う吐出量の変動が比較的小さく、しかも、石膏スラリー撹拌機が吐出する石膏スラリーの密度は、ローター回転数の増大につれて増大すると判明した。従って、本発明の上記構成によれば、石膏スラリー撹拌機の回転数制御によりスラリー密度を制御することができる。
【0019】
また、回転羽根の間に羽根間領域占有要素を備えた上記構成の石膏スラリー撹拌機によれば、石膏スラリーの滞留時間が短縮し、石膏スラリーに作用する撹拌エネルギーが低減するため、スラリー連行空気の過剰分離に起因する息付き現象や急激な吐出量の変動が生じ難く、撹拌後の石膏スラリーを石膏ボード原紙上に安定供給することができる。
【0020】
更に、上記石膏スラリー撹拌機では、羽根間領域占有要素が回転羽根の間の領域を部分的に占めるので、石膏スラリー撹拌機内に流入したスラリー硬化塊は、回転羽根とハウジングとの間に形成される比較的狭小な撹拌領域において積極的に粉砕されるとともに、回転羽根の回転方向前面に衝突し、粉砕される。このため、石膏スラリー撹拌機内に流入したスラリー硬化塊の消失が、石膏スラリー撹拌機内で促される。
他の観点より、本発明は、密度調整した石膏スラリーを石膏ボード原紙上の所定部分に供給すべく、混合撹拌機から分取した石膏スラリーを石膏スラリー撹拌機で再撹拌する石膏スラリー撹拌機を用いた石膏スラリーの密度制御方法において、
前記石膏スラリー撹拌機として、前記石膏スラリーの撹拌領域を形成するハウジング内に回転可能に配置されたローターの中心部から外方に延びる複数の回転羽根と、該回転羽根の間の領域を部分的に占める羽根間領域占有要素とを有する石膏スラリー撹拌機を使用し、
該石膏スラリー撹拌機から前記石膏ボード原紙上に供給すべき前記石膏スラリーの密度を前記石膏スラリー撹拌機のローター回転数の制御によって可変制御することを特徴とする石膏スラリーの密度制御方法を提供する。
【発明を実施するための最良の形態】
【0021】
本発明の好ましい実施態様によれば、上記羽根間領域占有要素の高さ(h)は、回転方向後方に遷移するに従って連続的又は段階的に低減する。羽根間領域占有要素の高さ(h)及び直径(r)の双方が回転方向後方に遷移するにつれて漸減するように設定しても良い。好ましくは、羽根間領域占有要素の高さ(h)及び直径(r)は、羽根間領域占有要素と、その回転方向前側に位置する回転羽根との連接部(42b)において最大値(h1:r1)を示し、回転方向後側に位置する回転羽根と羽根間領域占有要素との連接部(49a)において最小値(h2:r2)を示すように設定される。
【0022】
本発明の好適な実施形態において、上記羽根間領域占有要素は、回転方向後方の遷移に比例して高さ(h)及び直径(r)を低減する傾斜面(46)と、傾斜面と連接し且つ高さ(h)及び直径(r)を一定値(h2:r2)に設定した平坦面(47)とを備える。好ましくは、中心部と羽根間領域占有要素とが連接する中央連接部(41a)において、羽根間領域占有要素の高さ(h3)は、上記最小値(h2)よりも大きく、羽根間領域占有要素の高さ(h)は、ローターの径方向外方に向かって低減する。羽根間領域占有要素の高さ(h)は、径方向外方に遷移するにつれて漸減するように設定しても良い。
【0023】
本発明の好適な実施形態において、石膏スラリーを上記円筒形ハウジング内に導入するスラリー流入口が、ハウジングの環状外壁及び/又は蓋板に配設される。好ましくは、スラリー流入口の下流端と、回転羽根の上面(42d)との間の間隔は、0.5〜3mm、更に好ましくは、1〜2mmの範囲内の値に設定される。また、好適には、羽根間領域占有要素の高さの最小値(h2)/ハウジング内領域の高さ(H)の比が、0.5〜0.95の範囲内の値に設定される。
【0024】
本発明の好適な実施形態において、本発明の石膏スラリー攪拌機は、密度調整した石膏スラリーを石膏ボード原紙上の所定部分に供給すべく、混合撹拌機から分取した石膏スラリーを石膏スラリー撹拌機で再撹拌する石膏スラリー撹拌方法において使用される。石膏スラリー撹拌機から石膏ボード原紙上に供給される石膏スラリーの密度は、石膏スラリー撹拌機のローター回転数制御により、制御される。
【0025】
好ましくは、石膏スラリー撹拌機の制御系は、ローター回転数を可変設定可能な回転数設定手段と、ローター回転数を制御する回転数制御手段とを備える。回転数制御手段は、回転数設定手段により設定された回転数に基づいて、ローター回転数を増大し又は低減する。回転数制御手段の設定値は、スラリー密度の目標値に相応する。スラリー密度を増大する場合(即ち、より高比重のスラリーを石膏ボード原紙上に供給する場合)、回転数設定手段によりローター回転数を増大すれば良い。所望により、石膏スラリーの密度と、ローター回転数との関数が予め規定され、製造条件に適合した比例定数が予め設定される。
【実施例】
【0026】
以下、添付図面を参照して、本発明の好ましい実施例について詳細に説明する。
図1及び図2は、石膏ボード製造装置の構成を概略的に示す側面図及び平面図である。
【0027】
石膏ボードの表面用原紙が、下紙1として石膏ボード製造装置の搬送ライン7に供給され、搬送ライン3上を搬送方向(矢印方向)に走行する。下紙1の搬送経路には、ロールコーター17が配設される。混合撹拌機4の石膏スラリーの一部が、スラリー分取管を介してスラリー撹拌機15に導入され、スラリー撹拌機15の高比重スラリー吐出管が、ロールコーター17の上流側において比較的高比重の石膏スラリーS’を下紙1上に供給する。ロールコーター17は、下紙1の上面に石膏スラリーS’の薄層(破線で示す)を形成する。
【0028】
図2に示す如く、左右のスコアがスコアリング装置9a、9bによって下紙1に刻設され、下紙1の側縁部が、左右のガイド部材8a、8b等により折り返され、搬送ライン3を構成する搬送台7a上を搬送方向に移動しながら、石膏ボードのエッジ部の形状に賦型される。ピン型ミキサーからなる混合撹拌機4が、搬送ライン3の上方に配置されるとともに、左右一対のスラリー撹拌機10が、搬送ラインの両側に配置される。図1に示す如く、焼石膏、接着剤、添加剤、混和材等の粉体原料、泡及び液体原料(混練水等)が混合撹拌機4に供給される。混合撹拌機4は、駆動軸4aの回転により内部ローター(図示せず)を回転駆動し、これら粉体、泡及び液体原料を混合撹拌し且つ混練し、石膏スラリーS1としてスラリー吐出管5に送出し、スラリー吐出管5の吐出口5aから下紙1の中央部に石膏スラリーS1を吐出する。混合撹拌機4は、例えば、本願出願人の出願に係る特開平8−25342号公報、特開2000−262882号公報、特開2000−6137号公報等に記載された構成のものであるので、これら公報を引用することにより、混合撹拌機4の内部構造に関する詳細な説明は、省略する。
【0029】
混合撹拌機4の石膏スラリーの一部が、スラリー分取管11を介して左右のスラリー撹拌機10に夫々導入され、スラリー撹拌機10によって再撹拌される。スラリー撹拌機10は、石膏ボードのエッジ部に相当する下紙1の側部帯域に高密度スラリーを供給するハードエッジミキサーを構成する。スラリー撹拌機10の消泡・脱泡作用により高密度化したスラリーは、高密度スラリーS2として高密度スラリー供給管12に送出され、吐出口12aから下紙1の各縁部(エッジ部)に吐出する。供給管5、12から下紙1上に供給された石膏スラリーS(S1:S2)は、下紙1と一緒に搬送ライン上を走行し、上下一対の成形ローラを備えた成形機6に達する。
【0030】
石膏ボードの裏面用原紙が、上紙2として搬送ライン7に供給される。上紙2は、転向ローラの案内により所定経路に沿って成形機6の成形ローラに連続供給される。成形ローラは、上紙2を搬送方向に転向し、石膏スラリーS上に積層する。上紙2の供給経路には、上記ロールコーター17と同様なロールコーター18が配設される。混合撹拌機4の石膏スラリーの一部が、スラリー分取管を介してスラリー撹拌機16に導入され、スラリー撹拌機16の高密度スラリー吐出管が、ロールコーター18の上流側において比較的高密度の石膏スラリーS”を上紙2上に供給する。ロールコーター18は、前述のロールコーター17と同様、上紙2の上面に高密度スラリーS”の薄層(破線で示す)を形成する。ロールコーター17、18のような形式のロールコーターについては、本願出願人の出願に係る特開平8−112808号公報に開示されているので、同公報を引用することにより、更なる詳細な説明は、省略する。
【0031】
下紙1、スラリーS及び上紙2は、成形機6によって3層構造且つ帯状の連続積層体に成形され、搬送ライン7を構成する搬送ベルト7b上を粗切断機(図示せず)に向かって連続搬送され、同時に、スラリーSの硬化反応が進行する。粗切断機(図示せず)が、搬送ラインに配置され、連続積層体は、粗切断機によって所定長の板体(生板)に切断される。粗切断後の生板は、反転装置(図示せず)により上下反転した後、乾燥機(図示せず)に導入され、乾燥機において強制乾燥され、しかる後、切断工程(図示せず)において所定の製品長に切断され、石膏ボード製品として搬出される。
【0032】
図3は、スラリー撹拌機10の内部構造を示す縦断面図及び横断面図であり、図4、図5及び図6は、スラリー撹拌機10内に配置されたローターの構造を示す平面図、側面図、底面図、I−I線断面図及び斜視図である。なお、ロールコーター用スラリー撹拌機15、16も又、以下に説明するスラリー撹拌機10の構造と実質的に同一の構造を有する。
【0033】
図3に示す如く、スラリー撹拌機10は、偏平な円筒状ハウジング(筐体)20を有し、ハウジング20は、所定の相互間隔を隔てた水平な円盤状の上板(上蓋)22及び下板(底蓋)24と、上板22及び下板24の外周部に連接する円環状の外周壁23とを備える。スラリー分取管11の下流端11aが上板22に接続され、高密度スラリー供給管12の上流端12bが、外周壁23に接続され、スラリー流入口を形成する。
【0034】
上板22の中心には、円形開口部21が形成され、垂直回転軸30の端部31が円形開口部21を貫通し、スラリー撹拌機10内に延入する。回転軸30は、変速歯車機構又はベルト式変速機等の変速装置32を介して、電動モータ等の回転駆動装置33に連結される。変速装置32及び回転駆動装置33は、制御信号線(破線で示す)を介して制御ユニット34に接続される。制御ユニット34は、回転軸30の回転数をマニュアル設定可能な回転数設定手段を備えるとともに、変速装置32の変速比又は回転駆動装置33の回転数を可変制御可能な回転数制御手段を備える。回転数制御手段は、操作員が回転数設定手段にマニュアル設定した目標値(スラリー密度目標値又は回転数目標値)に基づいて変速装置32の変速比又は回転駆動装置33の回転数を調節し、回転軸30の回転数を目標回転数に制御する。
【0035】
ボス部41、回転羽根42及びフリッパー部43を一体化した金属製ローター40が、ハウジング20内に回転可能に配置される。ボス部41は、ローター40の中心に配置される。フリッパー部43は、ローター中心部(ボス部41)から外方に延びて回転羽根42の間の領域を部分的に占める羽根間領域占有要素を構成する。回転軸30を嵌入可能なボス穴44が、ボス部41の中心に穿設される。ハウジング20、回転軸30及びローター40の中心軸線は、一致する。ローター40は、回転軸30の回転により、スラリー撹拌機10の中心軸線X−Xを中心に回転方向Rに回転する。
【0036】
ボス部41は、概ね正方形の平面形態を有し、回転羽根42は、ボス部41の各角部から外周壁23の近傍までローター40の半径方向に延在する。フリッパー部43は、各回転羽根42の回転方向後方に延び、後方の回転羽根42の回転方向前面42aに達する。回転羽根42及びフリッパー部43は、ローター40の中心点に関して点対称の構造を有し、各回転羽根42は、90度の角度間隔を隔てて配置される。回転羽根の上面42dとスラリー分取管11の下流端(スラリー流入口)11aとの間の間隔tは、1〜2mmの範囲に設定される。
【0037】
図4、図5及び図6を参照して、回転羽根42及びフリッパー部43の構造について更に詳細に説明する。
回転羽根42は、ローター40の中心軸線X−Xから放射状に外方に延びる垂直な平板形態を有する。各回転羽根42の間に延びるフリッパー部43は、回転羽根42の上縁42bから回転方向後方に延在する上側傾斜面46と、傾斜面46の後端46aに連接し、回転方向後方の回転羽根42まで水平に延在する平坦面47と、回転羽根42の外端縁42cから回転方向後方に延在する外側傾斜面48と、傾斜面48の後端48aから後方に延在する湾曲面49とを備える。上側傾斜面46は、回転羽根42の上面に対して角度αをなして下方に傾斜し、外側傾斜面48は、回転羽根42の外端面42eに対して角度βをなして径方向内方に傾斜する。角度α、βは、例えば、5〜45度の範囲内の角度に設定される。湾曲面49は、中心軸線X−Xを中心とする半径r2の円周面からなり、回転羽根42の回転方向前面42aと連接する湾曲面49の後端49aは、回転羽根42の外端面から距離sだけ径方向内方に位置する。半径r2:距離sの比は、例えば、10:1〜2:1の範囲内に設定される。図5(B)に示す如く、ボス部41と傾斜面46との連接部41aにおいて、傾斜面46の高さh3は、平坦面47の高さh2よりも大きい。ハウジング20内領域の高さH(図3):高さh2の比は、1:0.75〜0.90の範囲内の値に設定される。
【0038】
図3に示す如く、フリッパー部43は、回転羽根42の間の領域の中央領域を占め、撹拌領域は、ローター40と外周壁23及び上板22との間に形成される。スラリー撹拌機10内のスラリーは、中央領域に滞留して、機内に付着し、スラリー硬化塊を形成する傾向があるが、この領域をフリッパー部43が占有しているので、スラリー滞留は生じ難く、スラリー硬化塊は、生成し難い。
【0039】
また、傾斜面46、48は、平坦面47及び湾曲面49を回転方向前方に拡大する形態を有し、スラリーが付着し易い回転羽根42の背面は、フリッパー部43によって、撹拌領域から完全に隠される。
【0040】
スラリー撹拌機10に導入された混合撹拌機10の焼石膏スラリーは、ローター40の回転により再撹拌され、スラリー中の気泡は破壊され、スラリーの比重は、増大する。スラリーの滞留が生じたり、スラリー硬化塊等が付着し易い部分は、フリッパー部40によって占められおり、また、フリッパー部40は、上板22下面及び外周壁23内壁との間に狭小領域を形成し、スラリーの不必要な滞留を防ぐ形態を有するので、スラリーは、適切に再撹拌され、スラリーの比重は、再撹拌による破泡効果又は脱泡効果により増大する。混合撹拌機4の焼石膏スラリーと一緒にスラリー撹拌機10内に流入したスラリー硬化塊の粕又はスケールは、回転羽根42の回転により破砕される。これは、回転羽根の上面42dとスラリー分取管11の下流端(スラリー流入口)11aとの間の狭小間隙(間隔t)において粕又はスケールが積極的に粉砕される現象、そして、フリッパー部40上の粕又はスケールが回転羽根42の回転方向前面42aに衝突して衝突粉砕される現象によるものと考えられる。
【0041】
本発明者の実験により、スラリー撹拌機10は、広範な回転数範囲において、安定して高比重スラリーを吐出し、スラリー連行空気の過剰分離による吐出スラリーの息つき現象は、発生し難く、しかも、スラリー撹拌機10が吐出する高比重スラリーの密度(比重)は、ローター回転数(R.P.M)の増大に相応して漸増することが判明した。
【0042】
図7(A)は、上記構成のスラリー撹拌機10と、図12に示す従来構造のスラリー撹拌機100とを用いた比較試験の試験結果を示す図表であり、図7(B)は、スラリー撹拌機におけるローター回転数及びスラリー密度の関係を示す線図である。
【0043】
試験は、スラリー撹拌機10、100が吐出する高比重スラリーのスラリー密度及び気泡容積率の変動を調査すべく実施された。試験において、予め調製した焼石膏スラリーをスラリー撹拌機10、100に一定供給量(80ml/分)で供給し、スラリー撹拌機10、100の吐出口から流出する高比重スラリーを255mlの紙コップで受け、紙コップ中のスラリーを振動等により充填することなく、紙コップの上面から盛り上がったスラリーをステンレススケールで除去し、紙コップ内のスラリー重量を計測し、スラリー密度(g/cm3)及び気泡容積率(体積%)を求めた。気泡容積率は、スラリー中の石膏、液体、混和材及び添加剤等の全容積(即ち、スラリー調製時に配合した原料(水を含む)の全容積)を紙コップの容積(255ml)で除した値である。なお、図12に示すスラリー撹拌機100は、3体の回転羽根110を備えた3枚羽根形式のものであるが、試験においては、4体の回転羽根110を備えた4枚羽根形式のスラリー撹拌機を用いた。
【0044】
スラリー撹拌機10、100に供給する前に測定した調製した焼石膏スラリーのスラリー密度及び気泡容積率は、以下のとおりである。
スラリー密度: 1.03g/cm3
気泡容積率 : 44%
【0045】
スラリー撹拌機10、100の回転数(R.P.M)を1000〜2000R.P.Mの範囲で設定変更し、各回転数においてスラリー撹拌機10、100が吐出する高比重スラリーのスラリー密度及び気泡容積率を測定した。測定結果は、図7(A)に示すとおりである。
【0046】
スラリー撹拌機10が吐出する高比重スラリーは、図7(A)に示す如く、1000〜2000R.P.Mの範囲で変化する回転数に比して、スラリー密度及び気泡容積率の変化率が小さく、スラリー撹拌機10は、各回転数において、息つき現象を生じることなく、円滑に高比重スラリーを吐出した。
【0047】
これに対し、従来構造のスラリー撹拌機100では、回転数1200R.P.M及び1500R.P.Mにおいて、スラリー密度及び気泡容積率が比較的大きく変化し、また、回転数1700R.P.M及び2000R.P.Mにおいては、スラリー中から分離した空気を取り込んだままスラリーが吐出する状態となり、息つき現象が生じた結果、紙コップ内に高比重スラリーを均一に充填することができず、測定不能となった。
【0048】
このような試験結果より明らかなとおり、スラリー撹拌機10は、比較的広範囲の回転数において、高比重スラリーを安定して吐出し、しかも、ローター回転数の増大につれて、スラリー密度は増大し、気泡容積率は低下する。
【0049】
図7(B)に示す如く、スラリー密度は、スラリー撹拌機10の回転数に対して、概ね下式のような相関関係を有する。
Y=η・X+δ
Y:スラリー密度(g/cm3)
X:回転数(R.P.M)
η、δ:定数
【0050】
本例では、定数ηは、約0.0001であり、定数δは、約1.03である。
従って、本実施例のスラリー撹拌機10によれば、スラリー密度には、ローター回転数との間で上式の関係があるため、ローター回転数の設定によりスラリー密度を制御することができる。
【0051】
以上の如く、上記実施例に係るスラリー撹拌機10によれば、ローター40は、ローター中心部及び回転羽根42に一体化し且つ回転羽根42の間の領域を部分的に占めるフリッパー部43を備え、フリッパー部43の高さ(h)は、回転方向後方に遷移するに従って低減し、フリッパー部43の直径(r)は、回転方向後方及び径方向外方に遷移するにつれて低減する。フリッパー部43は、スラリーが滞留し易い回転羽根間の中央領域を占めるので、スラリー滞留が生じ難く、スラリー硬化塊がローター40に付着し難く、スラリー撹拌機10は、長期間に亘って安定運転することができる。
【0052】
また、混合撹拌機4の焼石膏スラリーと一緒にスラリー撹拌機10内に流入したスラリー硬化塊の粕又はスケールは、回転羽根42の回転により破砕されるので、スラリー硬化塊の消失を石膏スラリー撹拌機10内で促進することができる。
【0053】
更に、上記構成のスラリー撹拌機では、上記のような特定の相関関係がローター回転数とスラリー密度との間に成立するので、ローター40の回転数制御によりスラリー密度を制御することができる。
【0054】
図8は、回転羽根42の変形例を示すローター40の平面図及び部分断面図である。図8において、図8(B)は、図8(A)のII−II線断面図である。
【0055】
上述の実施例では、回転羽根42は、図8(B)に示す如く、垂直な板状の断面形態のものとして説明したが、回転方向前方に膨出した湾曲形態又は半円形断面(図8(C)、或いは、三角形断面(図8(D))の形態に形成しても良く、また、回転方向前方又は後方に傾斜した平行四辺形断面(図8(E)(F))の形態に形成しても良い。
【0056】
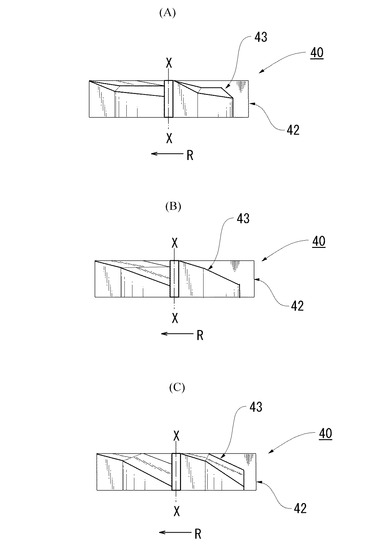
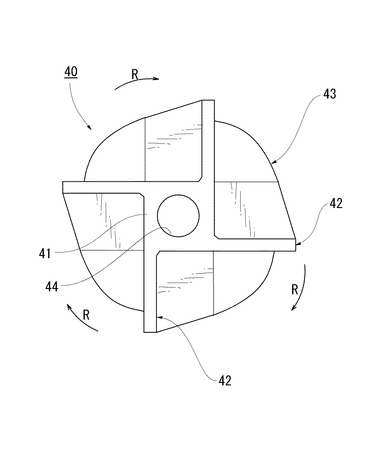
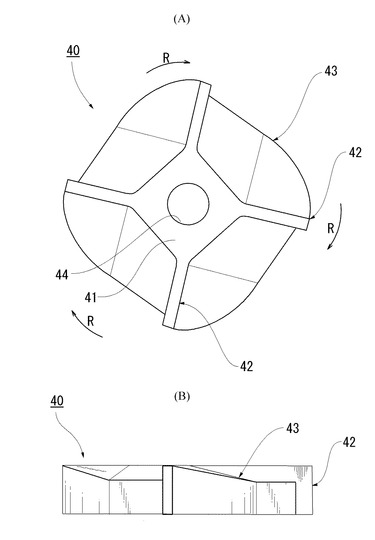
図9は、フリッパー部43の変形例を示すローター40の側面図であり、図10は、回転羽根42の変形例を示すローター40の平面図である。また、図11は、フリッパー部43及び回転羽根42の変形例を示すローター40の平面図及び側面図である。各図に示すとおり、フリッパー部43及び回転羽根42の形態、配置及び配向は、フリッパー部43及び回転羽根42が上述の機能を発揮する限り、任意に設計変更することができる。
【0057】
なお、石膏ボード製造装置においては、比較的狭い空間又は不規則な空間にスラリー撹拌機10を設置する必要が生じるが、設置空間の状況に応じてスラリー撹拌機10の中心軸線X−Xを水平に配向したり、傾斜した向きに配向し、例えば、スラリー撹拌機10を全体的に横向に配置したり、或いは、全体的に傾斜した状態で配置しても良い。
【0058】
更に、上記スラリー撹拌機10は、4体の回転羽根42を備えた構造のものであるが、2又は3体の回転羽根、或いは、5体以上の回転羽根を備えても良い。
【0059】
また、本発明のスラリー撹拌機では、ローター40の回転方向を上記回転方向Rと逆方向に設定することも可能である。この場合においても、スラリー撹拌機内の石膏スラリーには、フリッパー部43上面と上板22との間で比較的大きな剪断力が作用する。
【産業上の利用可能性】
【0060】
以上説明した如く、本発明の石膏スラリー撹拌機によれば、石膏スラリー撹拌機の回転数制御によりスラリー密度を制御することができる。
【0061】
また、本発明の石膏スラリー撹拌機によれば、息付き現象や、急激な吐出量の変動を防止し、石膏ボード原紙上に安定してスラリー供給することができる。
【0062】
更に、本発明の石膏スラリー撹拌機によれば、スラリー撹拌機に流入する石膏スラリー中のスラリー硬化塊を石膏スラリー撹拌機内で破砕し、スラリー硬化塊の消失を促進することができる。
【図面の簡単な説明】
【0063】
【図1】石膏ボード製造装置の構成を概略的に示す側面図である。
【図2】石膏ボード製造装置の構成を概略的に示す平面図である。
【図3】スラリー撹拌機の内部構造を示す縦断面図及び横断面図である。
【図4】スラリー撹拌機内に配置されたローターの構造を示す平面図及び側面図である。
【図5】図4に示すローターの底面図及びI−I線断面図である。
【図6】図4に示すローターの斜視図である。
【図7】図7(A)は、本発明に係るスラリー撹拌機と、従来構造のスラリー撹拌機とを用いた比較試験の試験結果を示す図表であり、図7(B)は、スラリー撹拌機における回転数及びスラリー密度の関係を示す線図である。
【図8】回転羽根の変形例を示すローターの平面図及び部分断面図である。
【図9】フリッパー部の変形例を示すローターの側面図である。
【図10】回転羽根の変形例を示すローターの平面図である。
【図11】フリッパー部及び回転羽根の変形例を示すローターの平面図及び側面図である。
【図12】従来のスラリー撹拌機の内部構造を示す縦断面図及び横断面図である。
【符号の説明】
【0064】
10 スラリー撹拌機
20 ハウジング
30 垂直回転軸
40 ローター
41 ボス部
42 回転羽根
43 フリッパー部
46、48 傾斜面
47 平坦面
49 湾曲面
R 回転方向
【特許請求の範囲】
【請求項1】
石膏スラリーの撹拌領域を形成する円筒形ハウジングと、石膏スラリーを前記撹拌領域に導入するスラリー流入口と、石膏スラリーを前記撹拌領域から送出するスラリー送出口と、前記ハウジング内に回転可能に配置されたローターと、該ローターを回転駆動する回転駆動軸とを備えた石膏スラリー撹拌機において、
前記ローターは、前記ローター中心部から外方に延びる複数の回転羽根と、該ローター中心部から外方に延び、前記回転羽根の間の領域を部分的に占める羽根間領域占有要素とを備え、該羽根間領域占有要素は、その回転方向前側及び後側に位置する前記回転羽根に連接して該回転羽根と一体化することを特徴とする石膏スラリー撹拌機。
【請求項2】
前記羽根間領域占有要素の半径(r)が、回転方向後方に遷移するに従って連続的又は段階的に低減することを特徴とする請求項1に記載の石膏スラリー撹拌機。
【請求項3】
前記羽根間領域占有要素の高さ(h)が、回転方向後方に遷移するに従って連続的又は段階的に低減することを特徴とする請求項1又は2に記載の石膏スラリー撹拌機。
【請求項4】
前記羽根間領域占有要素の高さ(h)は、前記ローターの径方向外方に向かって連続的又は段階的に低減することを特徴とする請求項1乃至3のいずれか1項に記載の石膏スラリー撹拌機。
【請求項5】
密度調整した石膏スラリーを石膏ボード原紙上の所定部分に供給すべく、混合撹拌機から分取した石膏スラリーを石膏スラリー撹拌機で再撹拌する石膏スラリー撹拌機を用いた石膏スラリーの密度制御方法において、
前記石膏スラリー撹拌機として、前記石膏スラリーの撹拌領域を形成するハウジング内に回転可能に配置されたローターの中心部から外方に延びる複数の回転羽根と、該回転羽根の間の領域を部分的に占める羽根間領域占有要素とを有する石膏スラリー撹拌機を使用し、
該石膏スラリー撹拌機から前記石膏ボード原紙上に供給すべき前記石膏スラリーの密度を前記石膏スラリー撹拌機のローター回転数の制御によって可変制御することを特徴とする石膏スラリーの密度制御方法。
【請求項6】
前記ローターの回転数を可変設定可能な回転数設定手段と、前記回転数を制御する回転数制御手段とを備えた石膏スラリー撹拌機の制御系を用いて前記石膏スラリーの密度を可変制御することを特徴とする請求項5に記載の密度制御方法。
【請求項7】
前記石膏スラリーの密度と、前記ローター回転数との関数が予め規定されるとともに、製造条件に適合した比例定数が予め設定され、前記回転数制御手段は、前記回転数設定手段により設定された回転数に基づいて、前記ローター回転数を増大し又は低減することを特徴とする請求項6に記載の密度制御方法。
【請求項1】
石膏スラリーの撹拌領域を形成する円筒形ハウジングと、石膏スラリーを前記撹拌領域に導入するスラリー流入口と、石膏スラリーを前記撹拌領域から送出するスラリー送出口と、前記ハウジング内に回転可能に配置されたローターと、該ローターを回転駆動する回転駆動軸とを備えた石膏スラリー撹拌機において、
前記ローターは、前記ローター中心部から外方に延びる複数の回転羽根と、該ローター中心部から外方に延び、前記回転羽根の間の領域を部分的に占める羽根間領域占有要素とを備え、該羽根間領域占有要素は、その回転方向前側及び後側に位置する前記回転羽根に連接して該回転羽根と一体化することを特徴とする石膏スラリー撹拌機。
【請求項2】
前記羽根間領域占有要素の半径(r)が、回転方向後方に遷移するに従って連続的又は段階的に低減することを特徴とする請求項1に記載の石膏スラリー撹拌機。
【請求項3】
前記羽根間領域占有要素の高さ(h)が、回転方向後方に遷移するに従って連続的又は段階的に低減することを特徴とする請求項1又は2に記載の石膏スラリー撹拌機。
【請求項4】
前記羽根間領域占有要素の高さ(h)は、前記ローターの径方向外方に向かって連続的又は段階的に低減することを特徴とする請求項1乃至3のいずれか1項に記載の石膏スラリー撹拌機。
【請求項5】
密度調整した石膏スラリーを石膏ボード原紙上の所定部分に供給すべく、混合撹拌機から分取した石膏スラリーを石膏スラリー撹拌機で再撹拌する石膏スラリー撹拌機を用いた石膏スラリーの密度制御方法において、
前記石膏スラリー撹拌機として、前記石膏スラリーの撹拌領域を形成するハウジング内に回転可能に配置されたローターの中心部から外方に延びる複数の回転羽根と、該回転羽根の間の領域を部分的に占める羽根間領域占有要素とを有する石膏スラリー撹拌機を使用し、
該石膏スラリー撹拌機から前記石膏ボード原紙上に供給すべき前記石膏スラリーの密度を前記石膏スラリー撹拌機のローター回転数の制御によって可変制御することを特徴とする石膏スラリーの密度制御方法。
【請求項6】
前記ローターの回転数を可変設定可能な回転数設定手段と、前記回転数を制御する回転数制御手段とを備えた石膏スラリー撹拌機の制御系を用いて前記石膏スラリーの密度を可変制御することを特徴とする請求項5に記載の密度制御方法。
【請求項7】
前記石膏スラリーの密度と、前記ローター回転数との関数が予め規定されるとともに、製造条件に適合した比例定数が予め設定され、前記回転数制御手段は、前記回転数設定手段により設定された回転数に基づいて、前記ローター回転数を増大し又は低減することを特徴とする請求項6に記載の密度制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2009−29139(P2009−29139A)
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願番号】特願2008−232750(P2008−232750)
【出願日】平成20年9月11日(2008.9.11)
【分割の表示】特願2002−274588(P2002−274588)の分割
【原出願日】平成14年9月20日(2002.9.20)
【出願人】(000160359)吉野石膏株式会社 (48)
【Fターム(参考)】
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願日】平成20年9月11日(2008.9.11)
【分割の表示】特願2002−274588(P2002−274588)の分割
【原出願日】平成14年9月20日(2002.9.20)
【出願人】(000160359)吉野石膏株式会社 (48)
【Fターム(参考)】
[ Back to top ]