
砂型造型方法及び砂型
【課題】アルミニウム鋳造において、鋳造時にガスの発生を抑制し、鋳造品質を高めることができる砂型を提供する。
【解決手段】水ガラス11をバインダーとして、砂7、界面活性剤9、水10を混合し、撹拌、混錬して発泡砂Sを生成する。発泡砂Sを金型のキャビティに充填し、固化させて砂型を造型する。この砂型を用いてアルミニウム鋳造を行う。無機バインダーである水ガラスを使用することにより、鋳造時に有害なガスや臭気を発生することがない。更に、水ガラス(Na2O・nSiO2・mH2O)のモル比nを0.65〜1.30の範囲に調整することにより、鋳造時に高温の溶湯により水ガラスが加熱されて生じる水(H2O)の量を抑制する。これにより、水(H2O)とアルミニウム(Al)との反応による水素ガス(H2)の発生を抑制して、鋳造品質を高めることができる。
【解決手段】水ガラス11をバインダーとして、砂7、界面活性剤9、水10を混合し、撹拌、混錬して発泡砂Sを生成する。発泡砂Sを金型のキャビティに充填し、固化させて砂型を造型する。この砂型を用いてアルミニウム鋳造を行う。無機バインダーである水ガラスを使用することにより、鋳造時に有害なガスや臭気を発生することがない。更に、水ガラス(Na2O・nSiO2・mH2O)のモル比nを0.65〜1.30の範囲に調整することにより、鋳造時に高温の溶湯により水ガラスが加熱されて生じる水(H2O)の量を抑制する。これにより、水(H2O)とアルミニウム(Al)との反応による水素ガス(H2)の発生を抑制して、鋳造品質を高めることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、型内に砂を充填して固めることにより、鋳造用の砂型を造型する砂型造型方法及び砂型に関するものである。
【背景技術】
【0002】
エンジンのシリンダブロックやシリンヘッド等を鋳造する際、ウォータジャケットや吸排気ポート等の中空部を形成するために崩壊性の砂中子(砂型)が用いられる。特許文献1には、バインダーとして有機物であるでん粉系化合物を使用し、骨材、界面活性剤、架橋剤及び水と共に撹拌、発泡させて発泡砂を生成し、この発泡砂を固化させることにより鋳造用の中子を造型する技術が記載されている。
【0003】
これにより、でん粉系のバインダーは、鋳造時に高温の溶湯の加熱により熱分解されてもCO2及びH2Oを発生するだけであるから、有害なガスや臭気を発生させることがない。また、でん粉系のバインダーは、熱分解により崩壊し易くなるので、鋳造後の中子砂の排出性にも優れる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】国際公開第2007/058254号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載されたものでは、次のような問題がある。
でん粉系のバインダーは、上述のように鋳造時に高温の溶湯により加熱されてCO2及びH2Oガスを発生するため、鋳造金型において、これらのガスを排出するための手段を講じる必要がある。
【0006】
本発明は、上記の点に鑑みてなされたものであり、鋳造時にガスの発生を抑制し、鋳造品質を高めることができる砂型造型方法及び砂型を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明は、水ガラスをバインダーとして砂型を造型する砂型造型方法において、
水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする。
また、本発明は、水ガラスをバインダーとして造型される砂型において、
前記水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする。
【0008】
(発明の態様)
以下に、本発明において特許請求が可能と認識される発明(以下、「請求可能発明」という場合がある。)の態様をいくつか例示し、それらについて説明する。各態様は請求項と同様に、項に区分し、各項に番号を付し、必要に応じて他の項の番号を引用する形式で記載する。これは、あくまでも請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載,実施例の記載等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要素を付加した態様も、また、各項の態様から構成要素を削除した態様も、請求可能発明の一態様となり得るのである。なお、以下の(1)、(2)(4)、(5)、(7)、(8)、(10)及び(11)の内容が請求項1乃至8にそれぞれ対応する。
(1)水ガラスをバインダーとして砂型を造型する砂型造型方法において、
水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする砂型造型方法。
ここで、モル比とは、水ガラスの組成において、二酸化珪素の酸化ナトリウムに対する混合比率をモル数の比で表したものである。
(2)(1)において、前記モル比を1.10〜1.30としたことを特徴とする砂型造型方法。
(3)(2)において、前記モル比を約1.20としたことを特徴とする砂型造型方法。
(4)(1)乃至(3)のいずれかにおいて、前記バインダーを骨材及び界面活性剤と共に撹拌して発泡させた発泡砂によって前記砂型を造型することを特徴とする砂型造型方法。
(5)(1)乃至(4)のいずれかにおいて、前記砂型は、アルミニウム鋳造用の砂型であることを特徴とする砂型造型方法。
(6)(5)において、前記砂型は、低圧鋳造用の砂型であることを特徴とする砂型造型方法。
(7)水ガラスをバインダーとして造型される砂型において、
前記水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする砂型。
(8)(7)において、前記モル比を1.10〜1.30としたことを特徴とする砂型。
(9)(8)において、前記モル比を約1.20としたことを特徴とする砂型。
(10)(7)乃至(9)のいずれかにおいて、前記バインダーを骨材及び界面活性剤と共に撹拌して発泡させた発泡砂によって造型されることを特徴とする砂型。
(11)(7)乃至(9)のいずれかにおいて、アルミニウム鋳造用の砂型であることを特徴とする砂型。
(12)(11)において、低圧鋳造用の砂型であることを特徴とする砂型。
【発明の効果】
【0009】
本発明によれば、砂型は、鋳造時に溶湯によって水ガラスが加熱されたとき、水の放出量が少ないので、ガスの発生を抑制することができ、鋳造品質を高めることができる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施形態に係る砂型造型装置の概略構成を示す縦断面図である。
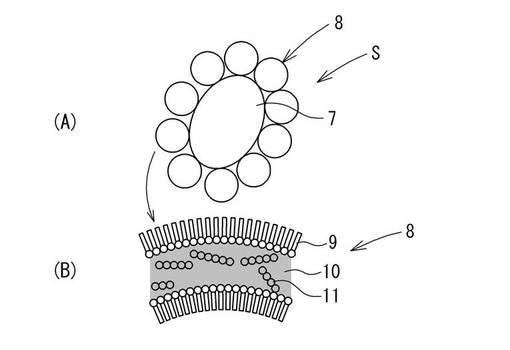
【図2】図1に示す装置に使用する発泡砂の組成を示すイメージ図である。
【図3】バインダーである水ガラスが加熱によってH2Oを発生する反応を示す説明図である。
【図4】鋳造時にバインダーが加熱されて発生したH2Oにより鋳物の表面に欠陥が生じる過程を示す説明図である。
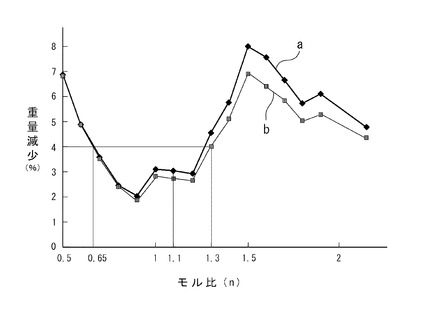
【図5】バインダーである水ガラスの組成のモル比と加熱による重量減少との関係を示すグラフ図である。
【図6】鋳造時にバインダーの加熱によって発生したH2Oにより鋳物の表面に生じた欠陥を示す図である。
【発明を実施するための形態】
【0011】
以下、本発明の一実施形態を図面に基づいて詳細に説明する。
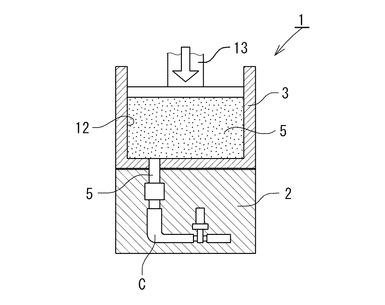
本実施形態に係る砂型を造型するための砂型造型装置1を図1に示す。図1に示すように、砂型造型装置1は、発泡砂Sを固めてアルミニウム鋳造用の砂中子(砂型)を造型するものであって、砂中子を造型するためのキャビティCを有する金型2と、金型2のキャビティCに発泡砂Sを充填するための充填装置3とを備えている。
【0012】
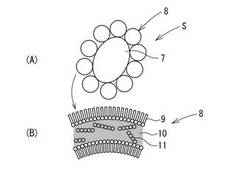
本実施形態において使用する発泡砂Sは、骨材である砂を水ガラス(ケイ酸ナトリウム)をバインダーとして、水及び界面活性剤を含む組成物と混合し、撹拌、混錬して発泡状態としたものである。発泡砂Sを構成する粒子の状態のイメージを図2に示す。図2(A)は、砂の粒子7の表面に泡8が吸着した状態を示し、図2(B)は、泡8の一部を拡大して示している。図2(B)に示すように、発泡砂Sは、水ガラス水溶液(水を符号10、水ガラスを符号11で示す)の表面を界面活性剤9で覆って泡8を形成し、この泡8が界面活性剤9を介して砂の粒子7の表面に吸着して発泡状態となっており、適度な粘性を有している。ここで、砂に対して、水ガラスのモル比(二酸化珪素の酸化ナトリウムに対する混合比率)0.5〜3.0、重量比0.4〜3.0%、水の重量比1.5〜5.0%、界面活性剤の重量比0.003〜2.0%程度とすることにより、適度な粘性を有する発泡砂Sを得ることができる。
【0013】
金型2は、上型と下型とを型締めしてキャビティCを形成する。金型2には、キャビティCと充填装置3の砂槽12とを連通する充填通路5が設けられている。充填装置3は、発泡砂Sを混錬し、貯留する砂槽12と、砂槽12内の発泡砂Sを加圧する加圧機構13(加圧手段)を備えている。そして、砂槽12に金型2をセットし、加圧機構13によって砂槽12内の発泡砂Sを加圧することにより、充填通路5を介して金型2のキャビティC内に発泡砂Sを充填する。金型2は、150℃〜300℃程度に加熱されて、キャビティCに充填された発泡砂Sの水分を蒸発させて発泡砂Sを固化させる。その後、金型2を開いて造型された砂中子を取出す。
【0014】
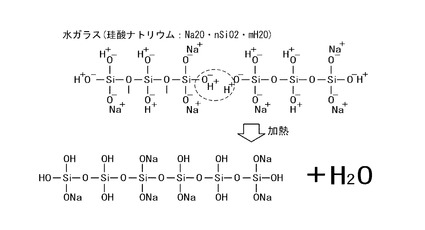
次に、発泡砂Sを生成するためのバインダーとなる水ガラスの組成について説明する。水ガラス(Na2O・nSiO2・mH2O)は、二酸化珪素(SiO2)と、酸化ナトリウム(Na2O)と水(H2O)とを含む混合物であり、二酸化珪素の酸化ナトリウムに対する混合比率をモル数の比で表したモル比(n)によって特性が変化する。一般的に、モル比nが小さいと、水溶液中に水ガラスの結晶が析出し易くなるため、発泡砂Sの保存性及び取扱い性が低下し、また、造型された砂中子(砂型)の強度も低下する。
【0015】
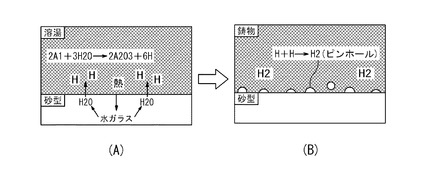
図3に示すように、水ガラス(Na2O・nSiO2・mH2O)は、高温で加熱されると分子間で反応が起こり、水(H2O)が分離する。したがって、図4(A)に示すように、アルミニウム鋳造において、水ガラスをバインダーとして造型された砂型は、鋳造時に高温のアルミニウム溶湯に接触すると、水ガラスが加熱されて水(H2O)を放出し、その水が高温のアルミニウム(Al)と反応することにより、酸化アルミニウム(Al2O3)及び水素(H)が発生する。このとき、水素は、溶湯に溶け込むが、図4(B)に示すように、多量の水素(H)が発生すると、過飽和の水素が水素ガス(H2)となって析出し、鋳物の表層に多数のピンホール等の欠陥を生じさせ、鋳造不良の原因となる。
【0016】
金型2のキャビティC内に充填され、固化される発泡砂Sは、気泡により内圧が高まるので、キャビティCの中心部に対して内壁側、すなわち、造型される砂中子の外側部分にバインダー及び砂が凝縮されることになる。このため、鋳造時に溶湯に接触する砂中子の表層部分に多くの水ガラスが存在することになり、加熱により水(H2O)が分離し易くなり、水素ガス(H2)が発生し易くなる。特に、凝固時間の長い低圧鋳造において、水素ガスの発生による欠陥が問題となる。
【0017】
アルミニウム低圧鋳造において、鋳造時に発生した水素ガスにより鋳物の表層に生じた欠陥の状態を図6に示す。図6(A)は、鋳物の表層に生じた欠陥(黒斑)の分布状態を示し、図6(B)は、欠陥部分を拡大した顕微鏡写真である。また、図6(C)は、欠陥の内部を拡大して示す走査型電子顕微鏡(SEM)写真である。図6に示されるように、欠陥は、鋳物の表層部に発生し、内部にデンドライトが見られる。このことから、鋳造時に水ガラスが高温のアルミニウム溶湯に接触して水が分離し、この水がアルミニウムと反応して水素を生じ、過飽和の水素が水素ガスとなって鋳物の表層に欠陥を生じさせることが分かる。
【0018】
次に、水ガラスのモル比(n)と加熱により分離する水(H2O)の量との関係について、図5を参照して説明する。モル比(n)の異なる水ガラス(モル比n=0.5〜2.1)を加熱し、分離した水の重量を水ガラスの重量の減少として測定した結果を図5に示す。図5中、曲線aは、水ガラスを200℃から700℃まで加熱した場合を示し、曲線bは、水ガラスを300℃から700℃まで加熱した場合を示している。図5に示されるように、モル比n=0.65〜1.30の範囲において、重量の減少(水の発生量)が4%以下に低下している。したがって、モル比n=0.65〜1.30の範囲の水ガラスをバインダーとして砂型を造型し、アルミニウム鋳造を行うことにより、鋳造時の水の発生を抑制することができ、水素ガスの発生を抑制してピンホール等の欠陥を防止して良好なアルミ鋳物を得ることができる。
【0019】
更に、好ましくはモル比n=1.10〜1.30の範囲とすることにより、水素ガスの発生を抑制すると共に、水溶液中の水ガラスの結晶の析出を抑制して砂の保存性及び取扱い性を高め、また、造型された砂型の強度及び鋳造後の砂型の崩壊性を高めることができる。本実施形態では、水素ガスの発生の抑制、砂型の強度及び砂の保存性及び取扱い性を考慮して水ガラスのモル比(n)を約1.20程度としている。
【0020】
このようにモル比を調整した水ガラスをバインダーとして造型した砂型を用いてアルミニウム鋳造を行うことにより、鋳造時に有害なガス及び臭気を発生することがなく、更に、水素ガスの発生を抑制して鋳造品質を高めることができる。また、水溶液中に水ガラスの結晶が析出し難く、保存性及び取扱い性に優れ、造型後は充分な強度を有し、かつ、鋳造後の崩壊性に優れた砂を得ることができる。
【0021】
なお、上記実施形態では、一例としてアルミニウム鋳造用の中子を造型する場合について説明しているが、本発明は、中子に限らず、他の砂型の造型にも同様に適用することができる。また、本発明は、凝固時間が長く、水素ガスの発生による欠陥が問題となりやすい低圧鋳造に特に適しているが、他の鋳造法に適用してもよい。更に、アルミニウム鋳造に限らず、他の鋳造用砂型に適用してもよく、発泡砂に限らず、発泡させない湿砂に適用してもよい。
【符号の説明】
【0022】
7…砂の粒子(砂)、8…泡、9…界面活性剤、10…水、11…水ガラス(バインダー)、S…発泡砂、n…モル比
【技術分野】
【0001】
本発明は、型内に砂を充填して固めることにより、鋳造用の砂型を造型する砂型造型方法及び砂型に関するものである。
【背景技術】
【0002】
エンジンのシリンダブロックやシリンヘッド等を鋳造する際、ウォータジャケットや吸排気ポート等の中空部を形成するために崩壊性の砂中子(砂型)が用いられる。特許文献1には、バインダーとして有機物であるでん粉系化合物を使用し、骨材、界面活性剤、架橋剤及び水と共に撹拌、発泡させて発泡砂を生成し、この発泡砂を固化させることにより鋳造用の中子を造型する技術が記載されている。
【0003】
これにより、でん粉系のバインダーは、鋳造時に高温の溶湯の加熱により熱分解されてもCO2及びH2Oを発生するだけであるから、有害なガスや臭気を発生させることがない。また、でん粉系のバインダーは、熱分解により崩壊し易くなるので、鋳造後の中子砂の排出性にも優れる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】国際公開第2007/058254号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載されたものでは、次のような問題がある。
でん粉系のバインダーは、上述のように鋳造時に高温の溶湯により加熱されてCO2及びH2Oガスを発生するため、鋳造金型において、これらのガスを排出するための手段を講じる必要がある。
【0006】
本発明は、上記の点に鑑みてなされたものであり、鋳造時にガスの発生を抑制し、鋳造品質を高めることができる砂型造型方法及び砂型を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明は、水ガラスをバインダーとして砂型を造型する砂型造型方法において、
水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする。
また、本発明は、水ガラスをバインダーとして造型される砂型において、
前記水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする。
【0008】
(発明の態様)
以下に、本発明において特許請求が可能と認識される発明(以下、「請求可能発明」という場合がある。)の態様をいくつか例示し、それらについて説明する。各態様は請求項と同様に、項に区分し、各項に番号を付し、必要に応じて他の項の番号を引用する形式で記載する。これは、あくまでも請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載,実施例の記載等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要素を付加した態様も、また、各項の態様から構成要素を削除した態様も、請求可能発明の一態様となり得るのである。なお、以下の(1)、(2)(4)、(5)、(7)、(8)、(10)及び(11)の内容が請求項1乃至8にそれぞれ対応する。
(1)水ガラスをバインダーとして砂型を造型する砂型造型方法において、
水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする砂型造型方法。
ここで、モル比とは、水ガラスの組成において、二酸化珪素の酸化ナトリウムに対する混合比率をモル数の比で表したものである。
(2)(1)において、前記モル比を1.10〜1.30としたことを特徴とする砂型造型方法。
(3)(2)において、前記モル比を約1.20としたことを特徴とする砂型造型方法。
(4)(1)乃至(3)のいずれかにおいて、前記バインダーを骨材及び界面活性剤と共に撹拌して発泡させた発泡砂によって前記砂型を造型することを特徴とする砂型造型方法。
(5)(1)乃至(4)のいずれかにおいて、前記砂型は、アルミニウム鋳造用の砂型であることを特徴とする砂型造型方法。
(6)(5)において、前記砂型は、低圧鋳造用の砂型であることを特徴とする砂型造型方法。
(7)水ガラスをバインダーとして造型される砂型において、
前記水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする砂型。
(8)(7)において、前記モル比を1.10〜1.30としたことを特徴とする砂型。
(9)(8)において、前記モル比を約1.20としたことを特徴とする砂型。
(10)(7)乃至(9)のいずれかにおいて、前記バインダーを骨材及び界面活性剤と共に撹拌して発泡させた発泡砂によって造型されることを特徴とする砂型。
(11)(7)乃至(9)のいずれかにおいて、アルミニウム鋳造用の砂型であることを特徴とする砂型。
(12)(11)において、低圧鋳造用の砂型であることを特徴とする砂型。
【発明の効果】
【0009】
本発明によれば、砂型は、鋳造時に溶湯によって水ガラスが加熱されたとき、水の放出量が少ないので、ガスの発生を抑制することができ、鋳造品質を高めることができる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施形態に係る砂型造型装置の概略構成を示す縦断面図である。
【図2】図1に示す装置に使用する発泡砂の組成を示すイメージ図である。
【図3】バインダーである水ガラスが加熱によってH2Oを発生する反応を示す説明図である。
【図4】鋳造時にバインダーが加熱されて発生したH2Oにより鋳物の表面に欠陥が生じる過程を示す説明図である。
【図5】バインダーである水ガラスの組成のモル比と加熱による重量減少との関係を示すグラフ図である。
【図6】鋳造時にバインダーの加熱によって発生したH2Oにより鋳物の表面に生じた欠陥を示す図である。
【発明を実施するための形態】
【0011】
以下、本発明の一実施形態を図面に基づいて詳細に説明する。
本実施形態に係る砂型を造型するための砂型造型装置1を図1に示す。図1に示すように、砂型造型装置1は、発泡砂Sを固めてアルミニウム鋳造用の砂中子(砂型)を造型するものであって、砂中子を造型するためのキャビティCを有する金型2と、金型2のキャビティCに発泡砂Sを充填するための充填装置3とを備えている。
【0012】
本実施形態において使用する発泡砂Sは、骨材である砂を水ガラス(ケイ酸ナトリウム)をバインダーとして、水及び界面活性剤を含む組成物と混合し、撹拌、混錬して発泡状態としたものである。発泡砂Sを構成する粒子の状態のイメージを図2に示す。図2(A)は、砂の粒子7の表面に泡8が吸着した状態を示し、図2(B)は、泡8の一部を拡大して示している。図2(B)に示すように、発泡砂Sは、水ガラス水溶液(水を符号10、水ガラスを符号11で示す)の表面を界面活性剤9で覆って泡8を形成し、この泡8が界面活性剤9を介して砂の粒子7の表面に吸着して発泡状態となっており、適度な粘性を有している。ここで、砂に対して、水ガラスのモル比(二酸化珪素の酸化ナトリウムに対する混合比率)0.5〜3.0、重量比0.4〜3.0%、水の重量比1.5〜5.0%、界面活性剤の重量比0.003〜2.0%程度とすることにより、適度な粘性を有する発泡砂Sを得ることができる。
【0013】
金型2は、上型と下型とを型締めしてキャビティCを形成する。金型2には、キャビティCと充填装置3の砂槽12とを連通する充填通路5が設けられている。充填装置3は、発泡砂Sを混錬し、貯留する砂槽12と、砂槽12内の発泡砂Sを加圧する加圧機構13(加圧手段)を備えている。そして、砂槽12に金型2をセットし、加圧機構13によって砂槽12内の発泡砂Sを加圧することにより、充填通路5を介して金型2のキャビティC内に発泡砂Sを充填する。金型2は、150℃〜300℃程度に加熱されて、キャビティCに充填された発泡砂Sの水分を蒸発させて発泡砂Sを固化させる。その後、金型2を開いて造型された砂中子を取出す。
【0014】
次に、発泡砂Sを生成するためのバインダーとなる水ガラスの組成について説明する。水ガラス(Na2O・nSiO2・mH2O)は、二酸化珪素(SiO2)と、酸化ナトリウム(Na2O)と水(H2O)とを含む混合物であり、二酸化珪素の酸化ナトリウムに対する混合比率をモル数の比で表したモル比(n)によって特性が変化する。一般的に、モル比nが小さいと、水溶液中に水ガラスの結晶が析出し易くなるため、発泡砂Sの保存性及び取扱い性が低下し、また、造型された砂中子(砂型)の強度も低下する。
【0015】
図3に示すように、水ガラス(Na2O・nSiO2・mH2O)は、高温で加熱されると分子間で反応が起こり、水(H2O)が分離する。したがって、図4(A)に示すように、アルミニウム鋳造において、水ガラスをバインダーとして造型された砂型は、鋳造時に高温のアルミニウム溶湯に接触すると、水ガラスが加熱されて水(H2O)を放出し、その水が高温のアルミニウム(Al)と反応することにより、酸化アルミニウム(Al2O3)及び水素(H)が発生する。このとき、水素は、溶湯に溶け込むが、図4(B)に示すように、多量の水素(H)が発生すると、過飽和の水素が水素ガス(H2)となって析出し、鋳物の表層に多数のピンホール等の欠陥を生じさせ、鋳造不良の原因となる。
【0016】
金型2のキャビティC内に充填され、固化される発泡砂Sは、気泡により内圧が高まるので、キャビティCの中心部に対して内壁側、すなわち、造型される砂中子の外側部分にバインダー及び砂が凝縮されることになる。このため、鋳造時に溶湯に接触する砂中子の表層部分に多くの水ガラスが存在することになり、加熱により水(H2O)が分離し易くなり、水素ガス(H2)が発生し易くなる。特に、凝固時間の長い低圧鋳造において、水素ガスの発生による欠陥が問題となる。
【0017】
アルミニウム低圧鋳造において、鋳造時に発生した水素ガスにより鋳物の表層に生じた欠陥の状態を図6に示す。図6(A)は、鋳物の表層に生じた欠陥(黒斑)の分布状態を示し、図6(B)は、欠陥部分を拡大した顕微鏡写真である。また、図6(C)は、欠陥の内部を拡大して示す走査型電子顕微鏡(SEM)写真である。図6に示されるように、欠陥は、鋳物の表層部に発生し、内部にデンドライトが見られる。このことから、鋳造時に水ガラスが高温のアルミニウム溶湯に接触して水が分離し、この水がアルミニウムと反応して水素を生じ、過飽和の水素が水素ガスとなって鋳物の表層に欠陥を生じさせることが分かる。
【0018】
次に、水ガラスのモル比(n)と加熱により分離する水(H2O)の量との関係について、図5を参照して説明する。モル比(n)の異なる水ガラス(モル比n=0.5〜2.1)を加熱し、分離した水の重量を水ガラスの重量の減少として測定した結果を図5に示す。図5中、曲線aは、水ガラスを200℃から700℃まで加熱した場合を示し、曲線bは、水ガラスを300℃から700℃まで加熱した場合を示している。図5に示されるように、モル比n=0.65〜1.30の範囲において、重量の減少(水の発生量)が4%以下に低下している。したがって、モル比n=0.65〜1.30の範囲の水ガラスをバインダーとして砂型を造型し、アルミニウム鋳造を行うことにより、鋳造時の水の発生を抑制することができ、水素ガスの発生を抑制してピンホール等の欠陥を防止して良好なアルミ鋳物を得ることができる。
【0019】
更に、好ましくはモル比n=1.10〜1.30の範囲とすることにより、水素ガスの発生を抑制すると共に、水溶液中の水ガラスの結晶の析出を抑制して砂の保存性及び取扱い性を高め、また、造型された砂型の強度及び鋳造後の砂型の崩壊性を高めることができる。本実施形態では、水素ガスの発生の抑制、砂型の強度及び砂の保存性及び取扱い性を考慮して水ガラスのモル比(n)を約1.20程度としている。
【0020】
このようにモル比を調整した水ガラスをバインダーとして造型した砂型を用いてアルミニウム鋳造を行うことにより、鋳造時に有害なガス及び臭気を発生することがなく、更に、水素ガスの発生を抑制して鋳造品質を高めることができる。また、水溶液中に水ガラスの結晶が析出し難く、保存性及び取扱い性に優れ、造型後は充分な強度を有し、かつ、鋳造後の崩壊性に優れた砂を得ることができる。
【0021】
なお、上記実施形態では、一例としてアルミニウム鋳造用の中子を造型する場合について説明しているが、本発明は、中子に限らず、他の砂型の造型にも同様に適用することができる。また、本発明は、凝固時間が長く、水素ガスの発生による欠陥が問題となりやすい低圧鋳造に特に適しているが、他の鋳造法に適用してもよい。更に、アルミニウム鋳造に限らず、他の鋳造用砂型に適用してもよく、発泡砂に限らず、発泡させない湿砂に適用してもよい。
【符号の説明】
【0022】
7…砂の粒子(砂)、8…泡、9…界面活性剤、10…水、11…水ガラス(バインダー)、S…発泡砂、n…モル比
【特許請求の範囲】
【請求項1】
水ガラスをバインダーとして砂型を造型する砂型造型方法において、
水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする砂型造型方法。
【請求項2】
前記モル比を1.10〜1.30としたことを特徴とする請求項1に記載の砂型造型方法。
【請求項3】
前記バインダーを骨材及び界面活性剤と共に撹拌して発泡させた発泡砂によって前記砂型を造型することを特徴とする請求項1又は2に記載の砂型造型方法。
【請求項4】
前記砂型は、アルミニウム鋳造用の砂型であることを特徴とする請求項1乃至3のいずれかに記載の砂型造型方法。
【請求項5】
水ガラスをバインダーとして造型される砂型において、
前記水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする砂型。
【請求項6】
前記モル比を1.10〜1.30としたことを特徴とする請求項5に記載の砂型。
【請求項7】
前記バインダーを骨材及び界面活性剤と共に撹拌して発泡させた発泡砂によって造型されることを特徴とする請求項5又は6に記載の砂型。
【請求項8】
アルミニウム鋳造用の砂型であることを特徴とする請求項5乃至7のいずれかに記載の砂型。
【請求項1】
水ガラスをバインダーとして砂型を造型する砂型造型方法において、
水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする砂型造型方法。
【請求項2】
前記モル比を1.10〜1.30としたことを特徴とする請求項1に記載の砂型造型方法。
【請求項3】
前記バインダーを骨材及び界面活性剤と共に撹拌して発泡させた発泡砂によって前記砂型を造型することを特徴とする請求項1又は2に記載の砂型造型方法。
【請求項4】
前記砂型は、アルミニウム鋳造用の砂型であることを特徴とする請求項1乃至3のいずれかに記載の砂型造型方法。
【請求項5】
水ガラスをバインダーとして造型される砂型において、
前記水ガラスの酸化ナトリウムに対する二酸化珪素のモル比を0.65〜1.30としたことを特徴とする砂型。
【請求項6】
前記モル比を1.10〜1.30としたことを特徴とする請求項5に記載の砂型。
【請求項7】
前記バインダーを骨材及び界面活性剤と共に撹拌して発泡させた発泡砂によって造型されることを特徴とする請求項5又は6に記載の砂型。
【請求項8】
アルミニウム鋳造用の砂型であることを特徴とする請求項5乃至7のいずれかに記載の砂型。
【図1】


【図3】
【図4】
【図5】
【図2】
【図6】

【図3】
【図4】
【図5】
【図2】
【図6】
【公開番号】特開2013−111602(P2013−111602A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−259311(P2011−259311)
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
[ Back to top ]